WO2014181468A1 - 吸水処理材及びその製造方法 - Google Patents
吸水処理材及びその製造方法 Download PDFInfo
- Publication number
- WO2014181468A1 WO2014181468A1 PCT/JP2013/063179 JP2013063179W WO2014181468A1 WO 2014181468 A1 WO2014181468 A1 WO 2014181468A1 JP 2013063179 W JP2013063179 W JP 2013063179W WO 2014181468 A1 WO2014181468 A1 WO 2014181468A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- treatment material
- absorbing
- fluff pulp
- sanitary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/22—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising organic material
- B01J20/26—Synthetic macromolecular compounds
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K1/00—Housing animals; Equipment therefor
- A01K1/015—Floor coverings, e.g. bedding-down sheets ; Stable floors
- A01K1/0152—Litter
- A01K1/0155—Litter comprising organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/30—Processes for preparing, regenerating, or reactivating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/30—Processes for preparing, regenerating, or reactivating
- B01J20/32—Impregnating or coating ; Solid sorbent compositions obtained from processes involving impregnating or coating
- B01J20/3291—Characterised by the shape of the carrier, the coating or the obtained coated product
- B01J20/3293—Coatings on a core, the core being particle or fiber shaped, e.g. encapsulated particles, coated fibers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/08—Separating or sorting of material, associated with crushing or disintegrating
- B02C23/10—Separating or sorting of material, associated with crushing or disintegrating with separator arranged in discharge path of crushing or disintegrating zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/18—Drum screens
- B07B1/22—Revolving drums
- B07B1/24—Revolving drums with fixed or moving interior agitators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2220/00—Aspects relating to sorbent materials
- B01J2220/40—Aspects relating to the composition of sorbent or filter aid materials
- B01J2220/48—Sorbents characterised by the starting material used for their preparation
- B01J2220/4812—Sorbents characterised by the starting material used for their preparation the starting material being of organic character
- B01J2220/4825—Polysaccharides or cellulose materials, e.g. starch, chitin, sawdust, wood, straw, cotton
- B01J2220/4831—Polysaccharides or cellulose materials, e.g. starch, chitin, sawdust, wood, straw, cotton having been subjected to further processing, e.g. paper, cellulose pulp
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2220/00—Aspects relating to sorbent materials
- B01J2220/50—Aspects relating to the use of sorbent or filter aid materials
- B01J2220/68—Superabsorbents
Definitions
- the present invention relates to a water-absorbing treatment material that absorbs liquid such as human or animal excrement and a method for producing the same.
- Patent Document 1 describes an excrement treatment material which is a kind of water absorption treatment material.
- this excrement disposal material a core portion and a surface layer portion covering the core portion are provided.
- the surface layer portion has a function of adhering excrement disposal materials that have absorbed liquid such as urine during use to form a lump.
- the surface layer portion preferably contains an adhesive material in addition to the water-absorbing material.
- the water absorption processing material excellent in both the water absorption function and the agglomeration function is obtained.
- the inclusion of both the water-absorbing material and the adhesive material in the surface layer in this way increases the procurement cost of the material and consequently increases the manufacturing cost of the water-absorbing treatment material.
- This invention is made
- the water-absorbing treatment material according to the present invention includes a core portion and a surface layer portion that covers the core portion, and the surface layer portion contains fluff pulp and a water-absorbing polymer derived from sanitary goods. .
- This water-absorbing treatment material contains fluff pulp and water-absorbing polymer in the surface layer portion.
- Fluff pulp functions as a water-absorbing material
- water-absorbing polymer functions as an adhesive material.
- These fluff pulp and water-absorbing polymer are all derived from sanitary products (paper diapers, sanitary napkins, urine pads, etc.).
- being derived from sanitary goods means that it occurs during classification or manufacture of sanitary goods.
- the manufacturing method of the water absorption processing material by this invention is a manufacturing method of the water absorption processing material provided with a core part and the surface layer part which covers the said core part, Comprising: The fluff pulp and water absorbing polymer which originate in sanitary goods An acquisition step of acquiring, and a forming step of forming the surface layer portion using the fluff pulp and the water-absorbing polymer acquired in the acquisition step as materials.
- fluff pulp and water-absorbing polymer derived from sanitary goods are used as the material for the surface layer.
- fluff pulp and water-absorbing polymer separated from the sanitary goods are used as waste as the material of the surface layer portion.
- fluff pulp and water-absorbing polymer, which are left over during the manufacture of sanitary goods, as surface layer materials are used as surface layer materials. For this reason, the procurement cost of the material can be reduced, and the manufacturing cost of the water absorption treatment material can be reduced.
- the present invention it is possible to realize a water-absorbing treatment material that is excellent in water absorption function and agglomeration function, and that can be manufactured at low cost, and a manufacturing method thereof.
- FIG. 4 is a sectional view taken along line IV-IV in FIG. 3.
- FIG. 6 is a cross-sectional view taken along line VI-VI in FIG. 5.
- FIG. 1 is a schematic view showing an embodiment of a water-absorbing treatment material according to the present invention.
- the water absorption treatment material 1 is an excrement treatment material for pets such as cats and dogs, and includes a granular core portion 10 (core portion) and a covering layer portion 20 (surface layer portion).
- the covering layer portion 20 covers the granular core portion 10.
- the covering layer portion 20 may cover the entire surface of the granular core portion 10 or may cover only a part of the surface of the granular core portion 10.
- the coating layer portion 20 contains fluff pulp and a water-absorbing polymer (including a highly water-absorbing polymer; the same applies hereinafter). These fluff pulp and water-absorbing polymer are all derived from sanitary goods.
- the sanitary product is, for example, a paper diaper, a sanitary napkin, or a urine picking pad. As the sanitary goods, it is preferable to use sanitary goods as waste. In the present embodiment, the fluff pulp and the water-absorbing polymer are separated from sanitary goods by a separation device to be described later.
- Fluff pulp is contained in the coating layer portion 20 as a main material, and the water-absorbing polymer is contained in the coating layer portion 20 as a sub-material.
- the main material refers to a material having the highest weight ratio in the entire material constituting the covering layer portion 20.
- the secondary material refers to a material having the second highest weight ratio in the entire material constituting the covering layer portion 20.
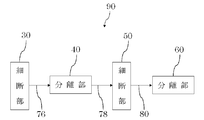
- FIG. 2 is a configuration diagram showing a separation device used in the present embodiment.
- the separation device 90 separates the first material and the second material from each other and separates the second material from the processing target by processing the processing target including the first material and the second material.
- the object to be treated is a sanitary product
- the first material is plastic
- the second material is fluff pulp and a water-absorbing polymer.
- the separation device 90 includes a shredder 30 (first shredder), a separator 40 (first separator), a shredder 50 (second shredder), and a separator 60 (second shredder). Separation part).
- the shredding unit 30 shreds sanitary goods.
- a crusher or a pulverizer can be used.
- the shredder 30 is not provided with a screen.
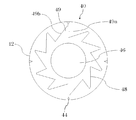
- FIG. 3 is a side view showing the separation unit 40.
- FIG. 4 is a cross-sectional view taken along line IV-IV in FIG.
- the separation part 40 has a drum 42 (first cylindrical part).
- the drum 42 has a substantially cylindrical shape and is provided so as to be rotatable around its central axis.
- the central axis of the drum 42 is horizontal.
- the inner diameter of the drum 42 is, for example, 30 cm or more and 50 cm or less.
- the drum 42 has a large number of holes 42a (first holes).
- the hole 42 a is formed over substantially the entire drum 42.
- the hole 42a does not allow the plastic contained in the sanitary article shredded by the shredder 30 to pass, but allows the fluff pulp and the water-absorbing polymer to pass.
- the diameter of the hole 42a is preferably 10 mm or more and 30 mm or less.
- the separation unit 40 separates the fluff pulp and the water-absorbing polymer that have passed through the holes 42a from the sanitary product by rotating the drum 42 in a state where the sanitary product shredded by the shredding unit 30 is accommodated.
- a protrusion 44 (first protrusion) is provided on the inner peripheral surface of the drum 42.
- the protrusion 44 extends in the central axis direction of the drum 42.
- the protrusion 44 extends over substantially the entire path from the inlet side (left side in FIG. 3) to the outlet side (right side in FIG. 3) of the drum 42. Further, the protrusion 44 has a substantially triangular cross section.
- the height of the protrusion 44 (the length in the radial direction of the drum 42) is, for example, 5 mm or more and 2 cm or less. It is preferable that p protrusions 44 are provided (p: an integer of 3 to 5).
- the p protrusions 44 are arranged on the inner peripheral surface of the drum 42 at equal intervals.
- Rotating rod 46 and screw member 48 are provided inside drum 42.
- the rotating rod 46 has a substantially cylindrical shape, and is provided so as to be rotatable around its central axis.
- the central axis of the rotating rod 46 coincides with the central axis of the drum 42.
- the rotating rod 46 rotates independently of the drum 42.
- the outer diameter of the rotating rod 46 is, for example, not less than 15 cm and not more than 25 cm.
- a screw member 48 is provided around the rotating rod 46 so as to draw a spiral.
- the screw member 48 is fixed to the rotating rod 46 and rotates together with the rotating rod 46.
- a plurality of teeth 49 are formed on the screw member 48.
- the end portion of the tooth 49 is constituted by a side 49a and a side 49b in a front view (see FIG. 4).
- the side 49 a extends in the radial direction of the drum 42 and the rotating rod 46.
- the inner end of the side 49 a (the end closer to the rotating rod 46) exists at a position away from the rotating rod 46.
- the outer end of the side 49 a (the end closer to the drum 42) exists at a position away from the drum 42.
- the distance between the outer end of the side 49a and the inner peripheral surface of the drum 42 is larger than the height of the protrusion 44, and is, for example, 1 cm or more and 3 cm or less.
- the side 49 b connects the outer end of the side 49 a and the inner end of the side 49 a of the adjacent tooth 49.
- the side 49b is longer than the side 49a.
- the ratio of the length of the side 49b to the length of the side 49a is, for example, not less than 2 and not more than 2.5.
- Rotating rod 46 and screw member 48 rotate counterclockwise (counterclockwise) in FIG. That is, in the tooth 49, the side 49b is positioned forward in the rotational direction, and the side 49a is positioned rearward in the rotational direction.
- the rotation direction of the drum 42 described above may be the same as or opposite to the rotation direction of the rotation rod 46 and the screw member 48. When these rotational directions are the same, it is preferable that the rotational speed of the rotating rod 46 and the screw member 48 is larger than the rotational speed of the drum 42.
- the shredded part 50 shreds sanitary goods from which the fluff pulp and the water-absorbing polymer that have passed through the holes 42a are separated by the separating part 40.
- a crusher or a pulverizer can be used as the shredder 50.
- the shredder 50 is provided with a screen.
- the hole diameter of the screen is preferably 30 mm or more and 70 mm or less.
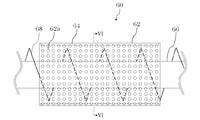
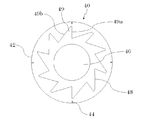
- FIG. 5 is a side view showing the separation unit 60.
- FIG. 6 is a cross-sectional view taken along line VI-VI in FIG.
- the separation part 60 has a drum 62 (second cylindrical part).
- the drum 62 has a substantially cylindrical shape, and is provided so as to be rotatable around its central axis.
- the central axis of the drum 62 is horizontal.
- the inner diameter of the drum 62 is, for example, not less than 30 cm and not more than 50 cm.
- the drum 62 has a large number of holes 62a (second holes).
- the hole 62 a is formed over substantially the entire drum 62.
- the hole 62a does not allow the plastic contained in the sanitary article cut by the shredder 50 to pass through, but allows the fluff pulp and the water-absorbing polymer to pass through.
- the area of the hole 62a in plan view is smaller than the area of the hole 42a in plan view.
- the diameter of the hole 62a is preferably 5 mm or more and 20 mm or less.
- the separation unit 60 separates the fluff pulp and the water-absorbing polymer that have passed through the holes 62a from the sanitary product by rotating the drum 62 while the sanitary product shredded by the shredding unit 50 is accommodated.
- a protrusion 64 (second protrusion) is provided on the inner peripheral surface of the drum 62.
- the protrusion 64 extends in the central axis direction of the drum 62.
- the protrusion 64 extends over substantially the entire path from the inlet side (left side in FIG. 5) to the outlet side (right side in FIG. 5) of the drum 62.
- the protrusion 64 has a substantially triangular cross section.
- the height of the protrusion 64 (the length in the radial direction of the drum 62) is, for example, 5 mm or more and 2 cm or less.
- q protrusions 64 (q: an integer of 3 to 5) are provided.
- the q protrusions 64 are arranged on the inner peripheral surface of the drum 62 at equal intervals. That is, in a cross section perpendicular to the central axis of the drum 62 (the cross section shown in FIG. 6), a line connecting one protrusion 64 and the central axis, and a line connecting the adjacent protrusion 64 and the central axis.
- Rotating rod 66 and screw member 68 are provided inside drum 62.
- the rotating rod 66 has a substantially cylindrical shape, and is provided so as to be rotatable around its central axis.
- the central axis of the rotating rod 66 coincides with the central axis of the drum 62.
- the rotating rod 66 rotates independently of the drum 62.
- the outer diameter of the rotating rod 66 is, for example, not less than 15 cm and not more than 25 cm.
- a screw member 68 is provided around the rotating rod 66 so as to draw a spiral.
- the screw member 68 is fixed to the rotating rod 66 and rotates together with the rotating rod 66.
- a plurality of teeth 69 are formed on the screw member 68.
- the ends of the teeth 69 are constituted by a side 69a and a side 69b in a front view (see FIG. 6).
- the side 69 a extends in the radial direction of the drum 62 and the rotating rod 66.
- the inner end of the side 69 a (the end closer to the rotating rod 66) exists at a position separated from the rotating rod 66.
- the outer end of the side 69 a (the end closer to the drum 62) exists at a position away from the drum 62.
- the distance between the outer end of the side 69a and the inner peripheral surface of the drum 62 is larger than the height of the protrusion 64, and is, for example, 1 cm or more and 3 cm or less.
- the side 69 b connects the outer end of the side 69 a and the inner end of the side 69 a of the adjacent tooth 69.
- the side 69b is longer than the side 69a.
- the ratio of the length of the side 69b to the length of the side 69a is, for example, 2 or more and 2.5 or less.
- Rotating rod 66 and screw member 68 rotate counterclockwise (counterclockwise) in FIG. That is, in the tooth 69, the side 69b is located in the front in the rotational direction, and the side 69a is located in the rear in the rotational direction.
- the rotation direction of the drum 62 described above may be the same as or opposite to the rotation direction of the rotation rod 66 and the screw member 68. When these rotational directions are the same, it is preferable that the rotational speeds of the rotating rod 66 and the screw member 68 are larger than the rotational speed of the drum 62.
- the separation device 90 is further provided with a transfer path 76, a transfer path 78, and a transfer path 80 (see FIG. 2).
- the transfer path 76 is a duct (first ventilation pipe), and transfers the sanitary product after being shredded by the shredder 30 toward the separation unit 40 by wind pressure.
- the transfer path 78 is a duct (second ventilation pipe), and transfers the sanitary product after separation by the separation unit 40 toward the shredder 50 by wind pressure.
- the transfer path 80 is a duct (third ventilation pipe), and transfers the sanitary product after being shredded by the shredder 50 toward the separator 60.
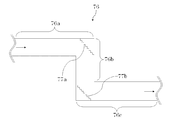
- FIG. 7 is a cross-sectional view showing the transfer path 76.
- the transfer path 76 includes a portion 76a (first portion) extending in the first direction, a portion 76b (second portion) extending in the second direction, and a portion 76c (third portion) extending in the third direction.
- the first direction is the horizontal direction
- the second direction is the vertical direction
- the third direction is the horizontal direction.
- the portion 76b is connected to the portion 76a downstream of the portion 76a.
- the portion 76c is connected to the portion 76b downstream of the portion 76b.
- the inner diameter of the transfer path 76 is, for example, not less than 10 cm and not more than 20 cm.
- a concave / convex surface 77a (first concave / convex surface) is present at the connecting portion between the portion 76a and the portion 76b.
- the uneven surface 77a is provided at a position where the sanitary article transferred through the portion 76a collides.
- the uneven surface 77a forms an angle of about 45 ° with respect to the vertical surface.
- a corrugated or embossed plate member can be used as the uneven surface 77a.
- the material of the uneven surface 77a is, for example, aluminum.
- a concave / convex surface 77b (second concave / convex surface) is present at the connecting portion between the portion 76b and the portion 76c.
- the uneven surface 77b is provided at a position where the sanitary product transferred through the portion 76b collides.
- the uneven surface 77b forms an angle of approximately 45 ° with respect to the horizontal plane.
- a corrugated or embossed plate member can be used as the uneven surface 77b.
- the material of the uneven surface 77b is, for example, aluminum.
- FIG. 8 is a cross-sectional view showing the transfer path 78.
- the transfer path 78 includes a portion 78a (first portion) extending in the first direction, a portion 78b (second portion) extending in the second direction, and a portion 78c (third portion) extending in the third direction.
- the first direction is the horizontal direction
- the second direction is the vertical direction
- the third direction is the horizontal direction.
- the portion 78b is connected to the portion 78a downstream of the portion 78a.
- the portion 78c is connected to the portion 78b downstream of the portion 78b.
- the inner diameter of the transfer path 78 is, for example, not less than 10 cm and not more than 20 cm.
- a concave / convex surface 79a (third concave / convex surface) exists at a connecting portion between the portion 78a and the portion 78b.
- the uneven surface 79a is provided at a position where the sanitary article transferred through the portion 78a collides.
- the uneven surface 79a forms an angle of approximately 45 ° with respect to the vertical surface.
- a corrugated or embossed plate member can be used as the uneven surface 79a.
- the material of the uneven surface 79a is, for example, aluminum.
- a concave / convex surface 79b (fourth concave / convex surface) is present at the connecting portion between the portion 78b and the portion 78c.
- the uneven surface 79b is provided at a position where the sanitary product transferred through the portion 78b collides.
- the uneven surface 79b forms an angle of approximately 45 ° with respect to the horizontal plane.
- a corrugated or embossed plate member can be used as the uneven surface 79b.
- the material of the uneven surface 79b is, for example, aluminum.
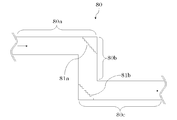
- FIG. 9 is a cross-sectional view showing the transfer path 80.
- the transfer path 80 includes a portion 80a (first portion) extending in the first direction, a portion 80b (second portion) extending in the second direction, and a portion 80c (third portion) extending in the third direction.
- the first direction is the horizontal direction
- the second direction is the vertical direction
- the third direction is the horizontal direction.
- the part 80b is connected to the part 80a downstream of the part 80a.
- the portion 80c is connected to the portion 80b downstream of the portion 80b.
- the inner diameter of the transfer path 80 is, for example, not less than 10 cm and not more than 20 cm.
- a concave / convex surface 81a (fifth concave / convex surface) is present at the connecting portion between the portion 80a and the portion 80b.
- the uneven surface 81a is provided at a position where the sanitary product transferred through the portion 80a collides.
- the uneven surface 81a forms an angle of about 45 ° with respect to the vertical surface.
- a corrugated or embossed plate-like member can be used as the uneven surface 81a.
- the material of the uneven surface 81a is, for example, aluminum.
- a concave / convex surface 81b (sixth concave / convex surface) is present at the connecting portion between the portion 80b and the portion 80c.
- the uneven surface 81b is provided at a position where the sanitary article transferred through the portion 80b collides.
- the uneven surface 81b forms an angle of approximately 45 ° with respect to the horizontal plane.
- a corrugated or embossed plate member can be used as the uneven surface 81b.
- the material of the uneven surface 81b is, for example, aluminum.
- the operation of the separation device 90 will be described.
- the sanitary article that is the object to be processed is first shredded by the shredder 30.
- the sanitary goods chopped by the chopping unit 30 are transferred to the separation unit 40 through the transfer path 76.
- the sanitary article transferred to the separation unit 40 is pushed out from the inlet side (left side in FIG. 3) of the drum 42 to the outlet side (right side in FIG. 3) by the rotating screw member 48. Meanwhile, fluff pulp and water-absorbing polymer dissociated from the plastic are discharged out of the drum 42 through the holes 42a due to centrifugal force generated by the rotation of the drum 42, and the like. Thereby, a part of fluff pulp and a part of a water-absorbing polymer are separated from sanitary goods, and these can be used as the material of the coating layer part 20.
- the sanitary product after separation by the separation unit 40 is transferred to the shredding unit 50 through the transfer path 78 and further shredded.
- the sanitary product chopped by the chopping unit 50 is transferred to the separation unit 60 through the transfer path 80.
- the sanitary product transferred to the separation unit 60 is pushed out from the inlet side (left side in FIG. 5) of the drum 62 to the outlet side (right side in FIG. 5) by the rotating screw member 68. Meanwhile, the fluff pulp and the water-absorbing polymer dissociated from the plastic are discharged out of the drum 62 through the holes 62a due to the centrifugal force generated by the rotation of the drum 62 or the like. Thereby, the remaining fluff pulp and water-absorbing polymer are separated from the sanitary goods, and these can also be used as the material of the coating layer portion 20.
- This manufacturing method includes an acquisition process, a fluff pulverization process, a polymer pulverization process, a granulation process, a coating process (formation process), a sizing process, and a drying process.
- the acquisition process is a process of acquiring fluff pulp and water-absorbing polymer derived from sanitary goods. In this embodiment, these materials are acquired by separating from sanitary goods.
- the separation device 90 described above is used. That is, in the acquisition process, first, the sanitary article is shredded by the shredder 30 (first shredding process). Next, in the separation unit 40, the fluff pulp and the water-absorbing polymer that have passed through the hole 42a are separated from the sanitary product by rotating the drum 42 in a state where the sanitary product shredded by the shredding unit 30 is accommodated. (First separation step).
- the sanitary product from which the fluff pulp and the water-absorbing polymer are separated in the first separation step is further shredded by the shredder 50 (second shredding step).
- the drum 62 is rotated in a state where the sanitary product shredded by the shredding unit 50 is accommodated, thereby separating the fluff pulp and the water-absorbing polymer that have passed through the hole 62a from the sanitary product. (Second separation step).
- the fluff pulverization step is a step of pulverizing the fluff pulp acquired in the acquisition step with a pulverizer having a screen having a hole diameter of 0.5 mm or less (preferably 0.3 mm or less).
- the polymer crushing step is a step of crushing the water-absorbing polymer obtained in the obtaining step to a particle size of 50 ⁇ m or less (preferably 25 ⁇ m or less). The fluff crushing step and the polymer crushing step may be omitted.
- the granulation step is a step of forming the granular core part 10.
- the core material material constituting the granular core 10
- the core material is extruded and granulated by a granulator.
- the core material for example, papers, fibers, woods, plants, plastics, rubbers, or organic sludge materials can be used. Two or more of these may be used in combination. Thereby, the granular core part 10 is obtained.
- the covering step is a step of forming the covering layer portion 20.
- a coating material material constituting the coating layer portion 20
- the coating material can be applied, for example, by spraying or spraying. Thereby, the coating layer part 20 is obtained.
- the coating material contains fluff pulp pulverized in the fluff pulverization step and water-absorbing polymer pulverized in the polymer pulverization step.
- the fluff pulp and the water-absorbing polymer used for the coating material may be those obtained in either one of the first separation step and the second separation step described above, or those obtained in both steps. May be.
- a coating material may be comprised only by fluff pulp and a water absorbing polymer, and may be comprised by the mixture of these materials and another material.
- the sizing step only the water-absorbing treatment material satisfying the predetermined standard is extracted by passing the water-absorbing treatment material produced in the previous step through a sieve having a sieve with a predetermined size.
- the water-absorbing treatment material extracted in the previous process is dried with a dryer.
- the moisture content of the granular core 10 it is possible to prevent moisture in the granular core 10 from transitioning to the coating layer 20 and deteriorating the water absorption performance, and to prevent mold and the like during storage of the water-absorbing treatment material 1. Can be prevented.
- the water absorption treatment material 1 is obtained.
- the covering layer portion 20 contains fluff pulp and a water-absorbing polymer.
- Fluff pulp functions as a water-absorbing material
- water-absorbing polymer functions as an adhesive material.
- the fluff pulp and the water-absorbing polymer in the coating layer portion 20 are contained as a main material and a sub-material, respectively. Thereby, the reduction effect of the procurement cost of material becomes remarkable.
- the separation efficiency refers to the ratio of the weight of the second material separated from the processing object to the weight of the second material contained in the processing object immediately before the processing.
- the drum 42 is provided with a protrusion 44.
- sanitary goods tend to gather at the lower part of the drum 42 due to the influence of gravity.
- the sanitary goods in the drum 42 are easily lifted by the protrusions 44, and thus easily reach the upper part of the drum 42.
- the sanitary article spreads over a wide area on the inner peripheral surface of the drum 42, so that separation by the separation unit 40 is promoted. Further, the impact when the sanitary article falls from the upper part of the drum 42 promotes the dissociation of the fluff pulp and the water-absorbing polymer from the plastic.
- the protrusion 44 becomes an obstacle when the sanitary product is pushed forward by the screw member 48, the time during which the sanitary product stays in the drum 42 becomes longer. Thereby, more fluff pulp and a water absorbing polymer can be isolate
- a screw member 48 is provided inside the drum 42.
- the sanitary goods in the drum 42 are hit by the screw member 48 or rubbed against the inner peripheral surface of the drum 42.
- the impact and friction force promote the dissociation of fluff pulp and water-absorbing polymer from the plastic.
- the protrusion 44 is provided, the sanitary article may be hit by the screw member 48 or rubbed against the inner peripheral surface of the drum 42 while being caught on the protrusion 44. In this case, since the force is difficult to escape, the impact and frictional force received by the sanitary article is increased, thereby further promoting the dissociation of the fluff pulp and the water-absorbing polymer from the plastic.
- the screw member 48 rotates with the side 49b having an obtuse angle instead of the side 49a having a substantially right angle with the rotation direction (tangential direction of the rotation rod 46) (see FIG. 4). Thereby, it can prevent that sanitary goods are caught on the tooth
- the drum 62 is provided with a protrusion 64.
- sanitary goods tend to gather at the lower part of the drum 62 due to the influence of gravity.
- the sanitary goods in the drum 62 are easily lifted by the protrusions 64, and thus easily reach the upper part of the drum 62.
- the sanitary article spreads over a wide range of the inner peripheral surface of the drum 62, and thus the separation by the separation unit 60 is promoted. Further, the impact of the sanitary article falling from the upper part of the drum 62 promotes the dissociation of the fluff pulp and the water-absorbing polymer from the plastic.
- the protrusion 64 becomes an obstacle when the sanitary product is pushed forward by the screw member 68, the time during which the sanitary product stays in the drum 62 becomes long. Thereby, more fluff pulp and a water absorbing polymer can be isolate
- a screw member 68 is provided inside the drum 62.
- the sanitary product in the drum 62 is hit by the screw member 68 or rubbed against the inner peripheral surface of the drum 62.
- the impact and friction force promote the dissociation of fluff pulp and water-absorbing polymer from the plastic.
- the protrusion 64 since the protrusion 64 is provided, the sanitary article may be hit by the screw member 68 or rubbed against the inner peripheral surface of the drum 62 while being caught on the protrusion 64. In this case, since the force is difficult to escape, the impact and frictional force received by the sanitary article is increased, thereby further promoting the dissociation of the fluff pulp and the water-absorbing polymer from the plastic.
- the screw member 68 rotates with the side 69b having an obtuse angle instead of the side 69a having a substantially right angle with the rotation direction (tangential direction of the rotary rod 66) (see FIG. 6). Thereby, it is possible to prevent the sanitary article from being excessively caught on the teeth 69 of the screw member 68.
- the transfer path 76 has a portion 76a and a portion 76b orthogonal to each other (see FIG. 7). Thereby, the sanitary goods transferred by the wind pressure collide with the inner surface of the transfer path 76 at the connecting portion between the portion 76a and the portion 76b. The impact promotes the dissociation of fluff pulp and water-absorbing polymer from the plastic. Further, the transfer path 76 has a portion 76c orthogonal to the portion 76b. As a result, the sanitary article transferred by the wind pressure collides with the inner surface of the transfer path 76 even at the connecting portion between the portion 76b and the portion 76c. The impact promotes the dissociation of fluff pulp and water-absorbing polymer from the plastic.
- An uneven surface 77a exists at the connecting portion between the portion 76a and the portion 76b.
- the sanitary article that collided with the uneven surface 77a receives a stronger impact than when the sanitary product collided with the flat surface. For this reason, dissociation of the fluff pulp and the water-absorbing polymer from the plastic is further promoted.
- a concavo-convex surface 77b exists at the connecting portion between the portion 76b and the portion 76c. The sanitary article that collided with the uneven surface 77b receives a stronger impact than when the sanitary product collided with the flat surface. For this reason, dissociation of the fluff pulp and the water-absorbing polymer from the plastic is further promoted.
- the transfer path 78 has a portion 78a and a portion 78b that are orthogonal to each other (see FIG. 8). Thereby, the sanitary goods transferred by the wind pressure collide with the inner surface of the transfer path 78 at the connecting portion between the portion 78a and the portion 78b. The impact promotes the dissociation of fluff pulp and water-absorbing polymer from the plastic. Further, the transfer path 78 has a portion 78c orthogonal to the portion 78b. Thereby, the sanitary goods transferred by the wind pressure collide with the inner surface of the transfer path 78 even at the connecting portion between the portion 78b and the portion 78c. The impact promotes the dissociation of fluff pulp and water-absorbing polymer from the plastic.
- An uneven surface 79a exists at the connecting portion between the portion 78a and the portion 78b.
- the sanitary product that has collided with the uneven surface 79a receives a stronger impact than when the sanitary product collided with the flat surface. For this reason, dissociation of the fluff pulp and the water-absorbing polymer from the plastic is further promoted.
- a concavo-convex surface 79b exists at the connecting portion between the portion 78b and the portion 78c. The sanitary article that collided with the uneven surface 79b receives a stronger impact than when the sanitary article collided with the flat surface. For this reason, dissociation of the fluff pulp and the water-absorbing polymer from the plastic is further promoted.
- the transfer path 80 has a portion 80a and a portion 80b that are orthogonal to each other (see FIG. 9). Thereby, the sanitary goods transferred by the wind pressure collide with the inner surface of the transfer path 80 at the connecting portion between the portion 80a and the portion 80b. The impact promotes the dissociation of fluff pulp and water-absorbing polymer from the plastic. Further, the transfer path 80 has a portion 80c orthogonal to the portion 80b. Thereby, the sanitary goods transferred by the wind pressure collide with the inner surface of the transfer path 80 even at the connecting portion between the portion 80b and the portion 80c. The impact promotes the dissociation of fluff pulp and water-absorbing polymer from the plastic.
- An uneven surface 81a is present at the connecting portion between the portion 80a and the portion 80b.
- the sanitary article that collided with the uneven surface 81a receives a stronger impact than when the sanitary product collided with the flat surface. For this reason, dissociation of the fluff pulp and the water-absorbing polymer from the plastic is further promoted.
- a concavo-convex surface 81b exists at the connecting portion between the portion 80b and the portion 80c. The sanitary article that collided with the uneven surface 81b receives a stronger impact than when the sanitary article collided with the flat surface. For this reason, dissociation of the fluff pulp and the water-absorbing polymer from the plastic is further promoted.
- the water-absorbing treatment material and the manufacturing method thereof according to the present invention are not limited to the above embodiment, and various modifications are possible.
- the example in which the fluff pulp derived from sanitary goods and the water absorbing polymer were each contained in the coating layer part 20 as a main material and a submaterial was shown.
- fluff pulp and water-absorbing polymer derived from sanitary goods are included in the coating layer portion 20, it is not essential that fluff pulp is included as a main material, and water-absorbing polymer is included as a sub-material. It is not essential to be.
- shredding and separation are performed twice each is shown.
- shredding and separation may be performed once or three or more times.
- drum 42 is cylindrical
- the drum 42 may be tapered.
- the central axis of the drum 42 is horizontal is shown.
- the central axis of the drum 42 may be inclined downward from the inlet side toward the outlet side. The same applies to the drum 62.
- the hole 42a is formed over substantially the entire drum 42.
- the hole 42a may be formed only in a part of the drum 42.
- the hole 42a may be formed by forming substantially the whole or a part of the drum 42 into a net shape. That is, in this case, the mesh of the drum 42 corresponds to the hole 42a.
- the hole 62a The same applies to the hole 62a.
- the protrusion 44 extends over substantially the entire path from the inlet side to the outlet side of the drum 42 is shown.
- the protrusion 44 may extend only in a part of the path from the inlet side to the outlet side of the drum 42.
- the ridge 44 having a substantially triangular cross section is illustrated.
- the protrusion 44 may have a flat plate shape as shown in FIG. The same applies to the ridges 64.
- the number of the protrusions 44 can be an arbitrary number of 1 or more.
- the uneven surface 77a forms a certain angle with respect to the vertical surface is shown.
- the uneven surface 77a may be along a vertical surface as shown in FIG.
- the uneven surface 77a may be provided with a protrusion P1 on the inner surface of the transfer path 76 (position where the sanitary product transferred through the portion 76a collides).
- the number of the protrusions P1 may be one, or two or more. The same applies to the uneven surface 79a and the uneven surface 81a.
- the uneven surface 77b may be along a horizontal plane as shown in FIG.
- the uneven surface 77b may be provided with a protrusion P2 on the inner surface of the transfer path 76 (a position where the sanitary article transferred through the portion 76b collides).
- the number of protrusions P2 may be one, or two or more. The same applies to the uneven surface 79b and the uneven surface 81b.
- the transfer path 76 is configured by a plurality of portions orthogonal to each other (see FIG. 7).
- the transfer path 76 may be a straight duct.
- the transfer path 78 and the transfer path 80 may be a straight duct.
- fluff pulp and a water-absorbing polymer generated during classification of sanitary goods are used as the material of the coating layer portion 20 .
- fluff pulp and water-absorbing polymer those generated during the manufacture of sanitary goods may be used.
- the water-absorbing polymer is attached to the fluff pulp, but the weight ratio of the adsorbed water-absorbing polymer to the fluff pulp is preferably 3% or less.
- the water absorption treatment material is a granular excrement treatment material
- the water-absorbing treatment material according to the present invention may be a pet sheet, a water-stopping material, a water-absorbing sheet or the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Environmental Sciences (AREA)
- Animal Husbandry (AREA)
- Biodiversity & Conservation Biology (AREA)
- Zoology (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Processing Of Solid Wastes (AREA)
- Combined Means For Separation Of Solids (AREA)
Abstract
Description
分離装置90は、細断部30(第1の細断部)、分離部40(第1の分離部)、細断部50(第2の細断部)、及び分離部60(第2の分離部)を備えている。
10 粒状芯部
20 被覆層部
30 細断部(第1の細断部)
40 分離部(第1の分離部)
42 ドラム(第1の筒状部)
42a 孔(第1の孔)
44 突条(第1の突条)
46 回転ロッド
48 スクリュー部材
49 歯
50 細断部(第2の細断部)
60 分離部(第2の分離部)
62 ドラム(第2の筒状部)
62a 孔(第2の孔)
64 突条(第2の突条)
66 回転ロッド
68 スクリュー部材
69 歯
76 移送路(第1の通風管)
77a 凹凸面(第1の凹凸面)
77b 凹凸面(第2の凹凸面)
78 移送路(第2の通風管)
79a 凹凸面(第3の凹凸面)
79b 凹凸面(第4の凹凸面)
80 移送路(第3の通風管)
81a 凹凸面(第5の凹凸面)
81b 凹凸面(第6の凹凸面)
90 分離装置
Claims (37)
- コア部と、前記コア部を覆う表層部とを備え、
前記表層部は、衛生用品に由来する、フラッフパルプ及び吸水性ポリマーを含有していることを特徴とする吸水処理材。 - 請求項1に記載の吸水処理材において、
前記フラッフパルプ及び前記吸水性ポリマーは、分離装置により、前記衛生用品から分離されたものであり、
前記分離装置は、
前記衛生用品を細断する第1の細断部と、
前記第1の細断部によって細断された前記衛生用品に含まれるプラスチックを通過させずに前記フラッフパルプ及び前記吸水性ポリマーを通過させる多数の第1の孔が形成された第1の筒状部を有し、前記第1の細断部によって細断された前記衛生用品が収容された状態で前記第1の筒状部を回転させることにより、当該衛生用品から前記第1の孔を通過した、前記フラッフパルプ及び前記吸水性ポリマーを分離する第1の分離部と、を有する吸水処理材。 - 請求項2に記載の吸水処理材において、
前記分離装置は、
前記第1の筒状部の内周面上に設けられ、当該第1の筒状部の中心軸方向に延在する第1の突条を有する吸水処理材。 - 請求項3に記載の吸水処理材において、
前記第1の突条はp本(p:3以上5以下の整数)存在し、当該p本の第1の突条は、前記第1の筒状部の前記内周面上に等間隔で配設されている吸水処理材。 - 請求項2乃至4の何れかに記載の吸水処理材において、
前記分離装置は、
前記第1の細断部によって細断された前記衛生用品を、風圧によって前記第1の分離部に向けて移送するための第1の通風管を有し、
前記第1の通風管は、第1の方向に延びる第1の部分と、前記第1の部分の下流において当該第1の部分に連結され、前記第1の方向と略直交する第2の方向に延びる第2の部分とを有する吸水処理材。 - 請求項5に記載の吸水処理材において、
前記分離装置は、
前記第1の通風管における前記第1の部分と前記第2の部分との連結部分に存在し、前記第1の部分を通って移送されてきた前記衛生用品が衝突する第1の凹凸面を有する吸水処理材。 - 請求項5又は6に記載の吸水処理材において、
前記第1の通風管は、前記第2の部分の下流において当該第2の部分に連結され、前記第2の方向と略直交する第3の方向に延びる第3の部分を有する吸水処理材。 - 請求項7に記載の吸水処理材において、
前記分離装置は、
前記第1の通風管における前記第2の部分と前記第3の部分との連結部分に存在し、前記第2の部分を通って移送されてきた前記衛生用品が衝突する第2の凹凸面を有する吸水処理材。 - 請求項2乃至8の何れかに記載の吸水処理材において、
前記分離装置は、
前記第1の分離部によって前記第1の孔を通過した前記フラッフパルプ及び前記吸水性ポリマーが分離された前記衛生用品を、風圧によって移送するための第2の通風管を有し、
前記第2の通風管は、第1の方向に延びる第1の部分と、前記第1の部分の下流において当該第1の部分に連結され、前記第1の方向と略直交する第2の方向に延びる第2の部分とを有する吸水処理材。 - 請求項9に記載の吸水処理材において、
前記分離装置は、
前記第2の通風管における前記第1の部分と前記第2の部分との連結部分に存在し、前記第1の部分を通って移送されてきた前記衛生用品が衝突する第3の凹凸面を有する吸水処理材。 - 請求項9又は10に記載の吸水処理材において、
前記第2の通風管は、前記第2の部分の下流において当該第2の部分に連結され、前記第2の方向と略直交する第3の方向に延びる第3の部分を有する吸水処理材。 - 請求項11に記載の吸水処理材において、
前記分離装置は、
前記第2の通風管における前記第2の部分と前記第3の部分との連結部分に存在し、前記第2の部分を通って移送されてきた前記衛生用品が衝突する第4の凹凸面を有する吸水処理材。 - 請求項2乃至12の何れかに記載の吸水処理材において、
前記分離装置は、
前記第1の分離部によって前記第1の孔を通過した前記フラッフパルプ及び前記吸水性ポリマーが分離された前記衛生用品を細断する第2の細断部と、
前記第2の細断部によって細断された前記衛生用品に含まれる前記プラスチックを通過させずに前記フラッフパルプ及び前記吸水性ポリマーを通過させる多数の第2の孔が形成された第2の筒状部を有し、前記第2の細断部によって細断された前記衛生用品が収容された状態で前記第2の筒状部を回転させることにより、当該衛生用品から前記第2の孔を通過した前記フラッフパルプ及び前記吸水性ポリマーを分離する第2の分離部と、を有する吸水処理材。 - 請求項13に記載の吸水処理材において、
前記第2の孔の平面視での面積は、前記第1の孔の平面視での面積よりも小さい吸水処理材。 - 請求項13又は14に記載の吸水処理材において、
前記分離装置は、
前記第2の筒状部の内周面上に設けられ、当該第2の筒状部の中心軸方向に延在する第2の突条を有する吸水処理材。 - 請求項15に記載の吸水処理材において、
前記第2の突条はq本(q:3以上5以下の整数)存在し、当該q本の第2の突条は、前記第2の筒状部の前記内周面上に等間隔で配設されている吸水処理材。 - 請求項13乃至16の何れかに記載の吸水処理材において、
前記分離装置は、
前記第2の細断部によって細断された前記衛生用品を、風圧によって前記第2の分離部に向けて移送するための第3の通風管を有し、
前記第3の通風管は、第1の方向に延びる第1の部分と、前記第1の部分の下流において当該第1の部分に連結され、前記第1の方向と略直交する第2の方向に延びる第2の部分とを有する吸水処理材。 - 請求項17に記載の吸水処理材において、
前記分離装置は、
前記第3の通風管における前記第1の部分と前記第2の部分との連結部分に存在し、前記第1の部分を通って移送されてきた前記衛生用品が衝突する第5の凹凸面を有する吸水処理材。 - 請求項17又は18に記載の吸水処理材において、
前記第3の通風管は、前記第2の部分の下流において当該第2の部分に連結され、前記第2の方向と略直交する第3の方向に延びる第3の部分を有する吸水処理材。 - 請求項19に記載の吸水処理材において、
前記第3の通風管における前記第2の部分と前記第3の部分との連結部分に存在し、前記第2の部分を通って移送されてきた前記衛生用品が衝突する第6の凹凸面を有する吸水処理材。 - 請求項1に記載の吸水処理材において、
前記フラッフパルプは、前記衛生用品の製造時に発生するフラッフパルプである吸水処理材。 - 請求項21に記載の吸水処理材において、
前記吸水性ポリマーは、前記衛生用品の製造時に発生する前記フラッフパルプから分離されたものである吸水処理材。 - 請求項22に記載の吸水処理材において、
前記フラッフパルプには前記吸水性ポリマーが付着しており、
前記フラッフパルプに付着した前記吸水性ポリマーの当該フラッフパルプに対する重量割合は、3%以下である吸水処理材。 - 請求項1乃至23の何れかに記載の吸水処理材において、
前記フラッフパルプは、穴径0.5mm以下のスクリーンを有する粉砕機により粉砕されたものである吸水処理材。 - 請求項24に記載の吸水処理材において、
前記粉砕機は、穴径0.3mm以下のスクリーンを有する吸水処理材。 - 請求項1乃至25の何れかに記載の吸水処理材において、
前記吸水性ポリマーは、50μm以下の粒度に粉砕されたものである吸水処理材。 - 請求項26に記載の吸水処理材において、
前記吸水性ポリマーは、25μm以下の粒度に粉砕されたものである吸水処理材。 - 請求項1乃至27の何れかに記載の吸水処理材において、
前記フラッフパルプは主材料として前記表層部に含有されており、前記吸水性ポリマーは副材料として前記表層部に含有されている吸水処理材。 - コア部と、前記コア部を覆う表層部とを備える吸水処理材の製造方法であって、
衛生用品に由来する、フラッフパルプ及び吸水性ポリマーを取得する取得工程と、
前記取得工程において取得された前記フラッフパルプ及び前記吸水性ポリマーを材料として、前記表層部を形成する形成工程と、
を含むことを特徴とする吸水処理材の製造方法。 - 請求項29に記載の吸水処理材の製造方法において、
前記取得工程は、
前記衛生用品を細断する第1の細断工程と、
前記第1の細断工程において細断された前記衛生用品に含まれるプラスチックを通過させずに前記フラッフパルプ及び前記吸水性ポリマーを通過させる多数の第1の孔が形成された第1の筒状部に、前記第1の細断工程において細断された前記衛生用品を収容した状態で前記第1の筒状部を回転させることにより、当該衛生用品から前記第1の孔を通過した前記フラッフパルプ及び前記吸水性ポリマーを分離する第1の分離工程と、を含む吸水処理材の製造方法。 - 請求項30に記載の吸水処理材の製造方法において、
前記取得工程は、
前記第1の分離工程において前記第1の孔を通過した前記フラッフパルプ及び前記吸水性ポリマーが分離された前記衛生用品を細断する第2の細断工程と、
前記第2の細断工程において細断された前記衛生用品に含まれる前記プラスチックを通過させずに前記フラッフパルプ及び前記吸水性ポリマーを通過させる多数の第2の孔が形成された第2の筒状部に、前記第2の細断工程において細断された前記衛生用品を収容した状態で前記第2の筒状部を回転させることにより、当該衛生用品から前記第2の孔を通過した前記フラッフパルプ及び前記吸水性ポリマーを分離する第2の分離工程と、を含む吸水処理材の製造方法。 - 請求項29に記載の吸水処理材の製造方法において、
前記取得工程においては、前記フラッフパルプとして、前記衛生用品の製造時に発生するフラッフパルプを取得する吸水処理材の製造方法。 - 請求項32に記載の吸水処理材の製造方法において、
前記取得工程においては、前記吸水性ポリマーとして、前記衛生用品の製造時に発生する前記フラッフパルプから分離した吸水性ポリマーを取得する吸水処理材の製造方法。 - 請求項29乃至33の何れかに記載の吸水処理材の製造方法において、
前記取得工程において取得された前記フラッフパルプを穴径0.5mm以下のスクリーンを有する粉砕機により粉砕するフラッフ粉砕工程を含み、
前記形成工程においては、前記フラッフ粉砕工程において粉砕された前記フラッフパルプを材料として用いる吸水処理材の製造方法。 - 請求項34に記載の吸水処理材の製造方法において、
前記粉砕機は、穴径0.3mm以下のスクリーンを有する吸水処理材の製造方法。 - 請求項29乃至35の何れかに記載の吸水処理材の製造方法において、
前記取得工程において取得された前記吸水性ポリマーを50μm以下の粒度に粉砕するポリマー粉砕工程を含み、
前記形成工程においては、前記ポリマー粉砕工程において粉砕された前記吸水性ポリマーを材料として用いる吸水処理材の製造方法。 - 請求項36に記載の吸水処理材において、
前記ポリマー粉砕工程においては、前記取得工程において取得された前記吸水性ポリマーを25μm以下の粒度に粉砕する吸水処理材の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380076445.1A CN105188911B (zh) | 2013-05-10 | 2013-05-10 | 吸水处理材料及其制造方法 |
| PCT/JP2013/063179 WO2014181468A1 (ja) | 2013-05-10 | 2013-05-10 | 吸水処理材及びその製造方法 |
| EP13884096.2A EP2995373A4 (en) | 2013-05-10 | 2013-05-10 | Water-absorbent treatment material and manufacturing method thereof |
| JP2015515756A JP6248099B2 (ja) | 2013-05-10 | 2013-05-10 | 吸水処理材及びその製造方法 |
| HK16103350.0A HK1215413B (zh) | 2013-05-10 | 吸水处理材料及其制造方法 | |
| US14/833,637 US9776166B2 (en) | 2013-05-10 | 2015-08-24 | Manufacturing method of water absorbing material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/063179 WO2014181468A1 (ja) | 2013-05-10 | 2013-05-10 | 吸水処理材及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/833,637 Continuation US9776166B2 (en) | 2013-05-10 | 2015-08-24 | Manufacturing method of water absorbing material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014181468A1 true WO2014181468A1 (ja) | 2014-11-13 |
Family
ID=51866968
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/063179 Ceased WO2014181468A1 (ja) | 2013-05-10 | 2013-05-10 | 吸水処理材及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9776166B2 (ja) |
| EP (1) | EP2995373A4 (ja) |
| JP (1) | JP6248099B2 (ja) |
| CN (1) | CN105188911B (ja) |
| WO (1) | WO2014181468A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019244488A1 (ja) | 2018-06-21 | 2019-12-26 | 株式会社大貴 | 吸水処理材の製造方法 |
| WO2026038463A1 (ja) * | 2024-08-13 | 2026-02-19 | ユニ・チャーム株式会社 | 使用済み吸収性物品由来の吸収材及び使用済み吸収性物品由来の吸収材の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201600097297A1 (it) * | 2016-09-28 | 2018-03-28 | Fater Spa | Procedimento e apparecchiatura per separare plastica e cellulosa da prodotti sanitari assorbenti post-consumo |
| CN107455269A (zh) * | 2017-08-30 | 2017-12-12 | 杭州可靠护理用品股份有限公司 | 一种宠物排泄物吸收用品的制备方法 |
| JP6352563B1 (ja) * | 2018-01-22 | 2018-07-04 | 株式会社大貴 | 生ゴミ処理材及びその製造方法、並びに生ゴミの処理方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003039023A (ja) * | 2001-07-31 | 2003-02-12 | Daiki:Kk | 汚れが付着している衛生用品からのその素材の回収方法 |
| JP2003200147A (ja) * | 2001-12-28 | 2003-07-15 | Daiki:Kk | 汚れが付着している衛生用品からのその素材の回収方法 |
| JP2003219746A (ja) * | 2002-01-30 | 2003-08-05 | Daiki:Kk | 粒状の汚物処理材の製造方法 |
| JP2006333773A (ja) * | 2005-06-01 | 2006-12-14 | Daiki:Kk | 粒状の排泄物処理材 |
| JP2010247013A (ja) * | 2009-04-10 | 2010-11-04 | Daiki:Kk | 吸水処理材及びその製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2721035A (en) * | 1952-09-15 | 1955-10-18 | Frank E Lankford | Apparatus for separating steel from slag |
| US3853274A (en) * | 1971-05-24 | 1974-12-10 | British Iron Steel Research | Impact crusher |
| WO1988003444A1 (en) * | 1986-11-14 | 1988-05-19 | Ankal Pty. Limited | Apparatus for grading fibrous material |
| JP3005132B2 (ja) * | 1993-01-29 | 2000-01-31 | キヤノン株式会社 | トナーの製造方法及びそのための製造装置システム |
| US5447275A (en) * | 1993-01-29 | 1995-09-05 | Canon Kabushiki Kaisha | Toner production process |
| JPH0734899B2 (ja) * | 1993-03-31 | 1995-04-19 | 豊田通商株式会社 | 非鉄材料選別装置 |
| JP3566760B2 (ja) * | 1994-10-20 | 2004-09-15 | 林太郎 薦田 | 紙おむつ等の不良品から有価物を分離回収する分離装置および分離方法 |
| JP2000350944A (ja) * | 1999-06-10 | 2000-12-19 | Mitsubishi Chemicals Corp | 熱可塑性樹脂組成物の粉砕分級方法 |
| JP2003134953A (ja) * | 2001-11-05 | 2003-05-13 | Daiki:Kk | 粒状の排泄物処理材及び製造方法 |
| KR101821088B1 (ko) * | 2008-07-02 | 2018-01-22 | 뷔흘러 에이지 | 가루 및/또는 세몰리나를 만드는 장치 및 방법 |
| JP5326134B2 (ja) * | 2008-11-29 | 2013-10-30 | 博 伊藤 | 粒状の排泄物処理材及び製造方法 |
| JP5596957B2 (ja) * | 2009-08-13 | 2014-09-24 | 伊藤 博 | 吸水処理材 |
| CN102781224B (zh) * | 2011-02-28 | 2015-06-10 | 株式会社大贵 | 吸水处理材 |
| WO2012123807A1 (en) * | 2011-03-14 | 2012-09-20 | Sitec Castellarano S.P.A. | Process for handling waste material |
-
2013
- 2013-05-10 CN CN201380076445.1A patent/CN105188911B/zh active Active
- 2013-05-10 EP EP13884096.2A patent/EP2995373A4/en not_active Ceased
- 2013-05-10 JP JP2015515756A patent/JP6248099B2/ja active Active
- 2013-05-10 WO PCT/JP2013/063179 patent/WO2014181468A1/ja not_active Ceased
-
2015
- 2015-08-24 US US14/833,637 patent/US9776166B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003039023A (ja) * | 2001-07-31 | 2003-02-12 | Daiki:Kk | 汚れが付着している衛生用品からのその素材の回収方法 |
| JP2003200147A (ja) * | 2001-12-28 | 2003-07-15 | Daiki:Kk | 汚れが付着している衛生用品からのその素材の回収方法 |
| JP2003219746A (ja) * | 2002-01-30 | 2003-08-05 | Daiki:Kk | 粒状の汚物処理材の製造方法 |
| JP2006333773A (ja) * | 2005-06-01 | 2006-12-14 | Daiki:Kk | 粒状の排泄物処理材 |
| JP2010247013A (ja) * | 2009-04-10 | 2010-11-04 | Daiki:Kk | 吸水処理材及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019244488A1 (ja) | 2018-06-21 | 2019-12-26 | 株式会社大貴 | 吸水処理材の製造方法 |
| EP3789109A4 (en) * | 2018-06-21 | 2021-07-07 | Daiki Co., Ltd. | WATER ABSORBENT MATERIAL PRODUCTION PROCESS |
| US11911746B2 (en) | 2018-06-21 | 2024-02-27 | Daiki Co., Ltd. | Method for manufacturing water absorption treatment material |
| WO2026038463A1 (ja) * | 2024-08-13 | 2026-02-19 | ユニ・チャーム株式会社 | 使用済み吸収性物品由来の吸収材及び使用済み吸収性物品由来の吸収材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6248099B2 (ja) | 2017-12-13 |
| EP2995373A1 (en) | 2016-03-16 |
| US9776166B2 (en) | 2017-10-03 |
| JPWO2014181468A1 (ja) | 2017-02-23 |
| HK1215413A1 (zh) | 2016-08-26 |
| US20150360203A1 (en) | 2015-12-17 |
| EP2995373A4 (en) | 2017-02-08 |
| CN105188911B (zh) | 2018-11-16 |
| CN105188911A (zh) | 2015-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6248100B2 (ja) | 吸水処理材及びその製造方法 | |
| JP6193977B2 (ja) | 吸水処理材及びその製造方法 | |
| JP6317265B2 (ja) | 分離装置、及び吸水処理材の製造方法 | |
| JP6248099B2 (ja) | 吸水処理材及びその製造方法 | |
| WO2014125613A1 (ja) | 分離装置及び分離方法 | |
| JP6170998B2 (ja) | 分離装置 | |
| WO2017104062A1 (ja) | 分離装置、及び吸水処理材の製造方法 | |
| JP6173365B2 (ja) | 分離装置、及び吸水処理材の製造方法 | |
| JP6170997B2 (ja) | 分離装置 | |
| JP6352278B2 (ja) | 吸水処理材及びその製造方法 | |
| HK1215413B (zh) | 吸水处理材料及其制造方法 | |
| HK1215414B (zh) | 吸水处理材料及其制造方法 | |
| HK1212283B (zh) | 吸水处理材料及其制造方法 | |
| HK1236884A1 (en) | Separating apparatus and method for manufacturing water absorption material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201380076445.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13884096 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015515756 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013884096 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |