WO2014181642A1 - 安定した超弾性を示すCu-Al-Mn系棒材及び板材、その製造方法、それを用いた制震部材、並びに制震部材を用いた制震構造体 - Google Patents
安定した超弾性を示すCu-Al-Mn系棒材及び板材、その製造方法、それを用いた制震部材、並びに制震部材を用いた制震構造体 Download PDFInfo
- Publication number
- WO2014181642A1 WO2014181642A1 PCT/JP2014/060586 JP2014060586W WO2014181642A1 WO 2014181642 A1 WO2014181642 A1 WO 2014181642A1 JP 2014060586 W JP2014060586 W JP 2014060586W WO 2014181642 A1 WO2014181642 A1 WO 2014181642A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- temperature
- bar
- plate material
- heating
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/006—Resulting in heat recoverable alloys with a memory effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/02—Casting exceedingly oxidisable non-ferrous metals, e.g. in inert atmosphere
- B22D21/025—Casting heavy metals with high melting point, i.e. 1000 - 1600 degrees C, e.g. Co 1490 degrees C, Ni 1450 degrees C, Mn 1240 degrees C, Cu 1083 degrees C
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/01—Alloys based on copper with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/05—Alloys based on copper with manganese as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
Definitions
- Shape memory alloys and superelastic alloys exhibit remarkable shape memory effects and superelastic properties associated with the reverse transformation of thermoelastic martensitic transformation, and have excellent functions near the living environment temperature. In practical use.
- Typical materials for shape memory alloys and superelastic alloys include TiNi alloys and copper (Cu) alloys. Copper-based shape memory alloys / superelastic alloys (hereinafter collectively referred to simply as copper-based alloys) are inferior to TiNi alloys in terms of repeatability, corrosion resistance, and the like. On the other hand, since the cost is low, there is a movement to expand the application range of the copper-based alloy.
- the composition of the Cu—Al—Mn alloy contains 3 to 10 mass% Al, 5 to 20 mass% Mn, and optionally contains 1 mass% or less Ni, and further required 1 type selected from the group consisting of Co, Fe, Ti, V, Cr, Si, Nb, Mo, W, Sn, Mg, P, Be, Sb, Cd, As, Zr, Zn, and Ag.
- the bar according to item (1) or (2) comprising a total of 0.001 to 10% by mass of two or more types, the balance being Cu and inevitable impurities.
- the composition of the Cu—Al—Mn alloy contains 3 to 10% by mass of Al, 5 to 20% by mass of Mn, and optionally contains 1% by mass or less of Ni.
- a method for producing a bar material comprising 0.001 to 10% by mass in total of two or more kinds, the balance being Cu and inevitable impurities, Melting and casting the alloy material giving the above composition [step 1], Perform hot working [Step 2] and perform memory heat treatment [Step 3] [Step 1] to [Step 3] are performed in this order.
- the memory heat treatment in [Step 3] is performed by heating from room temperature to a temperature range that becomes a ⁇ phase [Step 3-1], and maintaining the heating temperature for 1 to 120 minutes, followed by cooling [ Step 3-2] and heating [Step 3-3] are repeated at least once each, and at the low temperature of the cooling [Step 3-2] and heating [Step 3-3], the temperature becomes ⁇ + ⁇ phase.
- the temperature becomes ⁇ phase, and heat treatment is performed so that the cooling rate and the heating rate during the cooling [Step 3-2] and heating [Step 3-3] are 0.1 to 100 ° C./min, respectively. Further, after the final heating, a heat treatment is performed to rapidly cool from the temperature that becomes the ⁇ phase [step 3-4].
- the composition of the Cu—Al—Mn alloy contains 3 to 10 mass% Al, 5 to 20 mass% Mn, and optionally contains 1 mass% or less Ni, and further required 1 type selected from the group consisting of Co, Fe, Ti, V, Cr, Si, Nb, Mo, W, Sn, Mg, P, Be, Sb, Cd, As, Zr, Zn, and Ag.
- the memory heat treatment in [Step 3] is performed by heating from room temperature to a temperature range that becomes a ⁇ phase [Step 3-1], and maintaining the heating temperature for 1 to 120 minutes, followed by cooling [ Step 3-2] and heating [Step 3-3] are repeated at least once each, and at the low temperature of the cooling [Step 3-2] and heating [Step 3-3], the temperature becomes ⁇ + ⁇ phase.
- the temperature becomes ⁇ phase, and heat treatment is performed so that the cooling rate and the heating rate during the cooling [Step 3-2] and heating [Step 3-3] are 0.1 to 100 ° C./min, respectively. Further, after the final heating, a heat treatment is performed to rapidly cool from the temperature that becomes the ⁇ phase [step 3-4].
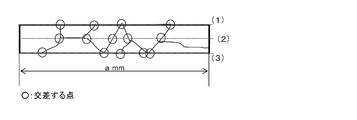
- FIG. 1 is a schematic diagram for explaining a method for evaluating a crystal grain size.
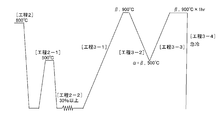
- FIG. 2-1 shows an example of a process chart of processing and heat treatment. In this example, neither intermediate annealing [step 2-1] nor cold working [step 2-2] is performed.
- FIG. 2-2 shows another example of a process chart of processing and heat treatment. In this example, after the hot working [Step 2], the intermediate annealing [Step 2-1] and the cold working [Step 2-2] are repeated at least once in this order, and then the memory heat treatment [Step 3].
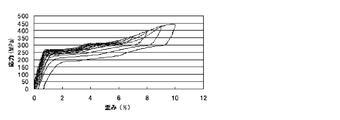
- FIG. 3a is a stress-strain curve (SS curve) showing the residual strain as the superelastic characteristic in the bar material of the present invention example (Invention Example 1) obtained by the example described later.
- FIG. SS curve stress-strain curve
- a small number of crystal grains having a small crystal grain size may exist, but most of them are crystal grains having a large crystal grain size. . That is, in the case of a bar, in the longitudinal section of the bar, the region where the grain size of each crystal grain is equal to or larger than the radius of the bar is 90% or more of the longitudinal section at an arbitrary position of the bar.
- the average grain size of crystal grains having a diameter greater than or equal to the radius of the rod is 80% or more of the diameter of the rod. It is preferable that the average crystal grain size is not less than the diameter of the rod.
- the structural characteristics are defined.
- the plate material is not a circular cross section and has low symmetry. Therefore, the reference for the crystal grain size is based on the plate thickness, not the plate width. The reason is that when the crystal grains penetrate the plate thickness or width, the driving force for the growth of the interface by the crystal grains is reduced thereafter, and not only the plate thickness but also the plate thickness is penetrated. This is due to the fact that it is difficult.
- the superelastic characteristics can be stabilized by controlling the particle size distribution and the average crystal grain size in the wire (bar) material or plate material in this way.
- the bar material and the plate material are defined as separate inventions, but from the viewpoint of a stretched material of Cu—Al—Mn superelastic alloy.
- the crystal grain size is defined with respect to the rod diameter or the crystal grain size is defined with respect to the plate thickness, both invention specific matters are common. Both can be said to have common technical features.
- the manufacturing method of the bar material and the manufacturing method of the plate material the same thing can be said as the invention of the product. Therefore, it is understood that both have common technical characteristics.
- the predetermined grain size distribution and crystal grains having a predetermined size or more have an average crystal grain size having a predetermined size or more.
- the crystal grain size of crystal grains of a predetermined size or more is defined, and crystal grains of less than a predetermined size are remarkably smaller than crystal grains of a predetermined size or more and have less influence on superelastic properties. This is because the influence of less than crystal grains is considered negligible.
- the Cu—Al—Mn rod and plate of the present invention are substantially ⁇ single phase.
- “substantially ⁇ single phase” means that the existence ratio of, for example, ⁇ phase other than ⁇ phase is usually 10% or less, preferably 5% or less.
- a Cu-8.1 mass% Al-11.1 mass% Mn alloy has a ⁇ (BCC) single phase at 900 ° C., but has two phases of ⁇ (FCC) phase and ⁇ phase at 700 ° C. or less.
- the grain size is sufficiently increased to the predetermined large size by controlling both the temperature lowering rate in the memory heat treatment and the temperature rising rate after once cooling to a predetermined slow range in the entire manufacturing process and its particle size.
- the distribution it is possible to obtain a Cu—Al—Mn alloy material that stably exhibits good superelastic characteristics.
- at least one repetition of the intermediate annealing at 400 to 600 ° C. for 1 to 120 minutes and the cold working in which the working rate of cold rolling or cold drawing is in the range of 30% or more is performed at least once. It may be performed after the processing and before the storage heat treatment. Alternatively, after the hot working, only the intermediate annealing at 400 to 600 ° C.
- the memory heat treatment may be performed without performing the cold working after the intermediate annealing.
- the temperature is raised by heating to a temperature range equal to or higher than the transformation temperature from the ⁇ + ⁇ phase to the ⁇ phase, which becomes the ⁇ phase, and is maintained at the heating temperature for 1 to 120 minutes.
- the heating to the temperature range above the transformation temperature from the first ⁇ + ⁇ phase to the ⁇ phase at the time of the memory heat treatment is usually cooled to room temperature and then from room temperature, but not cooled to room temperature after hot working
- heating can be performed immediately after hot working, or heating can be performed in the cooling process after hot working.
- both the temperature lowering rate (temperature decreasing rate in the cooling of [Step 3-2]) and the temperature increasing rate (temperature increasing rate in the heating of [Step 3-3]) in the memory heat treatment are slowed (in this document) This is also referred to as gradual temperature decrease or temperature increase).
- the rate of temperature decrease at the time of slow temperature decrease and the temperature increase rate at the time of gradually temperature increase are usually 0.1 to 100 ° C./min, preferably 0.1 to 10 ° C./min, more preferably 0.1 to 10 ° C./min. It is 3 ° C./min, particularly preferably 0.2 to 1 ° C./min.
- the heat treatment temperature rise to ⁇ single phase (abbreviated as “ ⁇ ” in the chart.
- Step 4 it is preferable to perform this arbitrary aging heat treatment [Step 4]. If the aging temperature is too low, the ⁇ phase is unstable, and if left at room temperature, the martensitic transformation temperature may change. On the other hand, if the aging temperature is too high, precipitation of ⁇ phase occurs, and the shape memory characteristics and superelasticity tend to be remarkably lowered.
- Co, Fe, and Sn are effective elements for strengthening the base structure. Co coarsens crystal grains due to the formation of CoAl, but if excessive, it lowers the toughness of the alloy.
- a preferable content of Co is 0.001 to 2% by mass.
- a preferable content of Fe is 0.001 to 3 mass%.
- a preferable content of Sn is 0.001 to 1% by mass.
- Ti combines with inhibitory elements N and O to form oxynitrides.
- a preferable content of Ti is 0.001 to 2% by mass.
- V, Nb, Mo, and Zr have the effect of increasing the hardness and improve the wear resistance. Moreover, since these elements hardly dissolve in the matrix, they are precipitated as a ⁇ phase (bcc crystal) to improve the strength.
- the preferred contents of V, Nb, Mo, and Zr are each 0.001 to 1 mass%.
- Cr is an effective element for maintaining wear resistance and corrosion resistance.
- a preferable content of Cr is 0.001 to 2% by mass.
- Si has the effect of improving the corrosion resistance.
- a preferable content of Si is 0.001 to 2% by mass. Since W hardly dissolves in the base, there is an effect of precipitation strengthening.
- a preferable content of W is 0.001 to 1% by mass.
- Zn has the effect of increasing the shape memory processing temperature.
- a preferable content of Zn is 0.001 to 5% by mass.
- Ag has the effect of improving cold workability.
- a preferable content of Ag is 0.001 to 2% by mass.
- the superelastic Cu—Al—Mn alloy material constituting the rod and plate of the present invention preferably has a Ni content of 1% by mass or less, more preferably 0.15% by mass or less. It is particularly preferable that no Ni is contained. This is because if the Ni content is too large, the hardenability described above is lowered.
- the superelastic Cu—Al—Mn alloy bar and plate of the present invention have the following physical properties.
- the superelastic property the residual strain after 6% deformation is usually 1.0% or less, preferably 0.5% or less, more preferably 0.2% or less.
- the elongation (breaking elongation) is usually 6% or more, preferably 8% or more, more preferably 10% or more.
- the residual strain and elongation as the superelastic characteristics are not uneven in performance even when several specimens are cut out from the same material and measured.
- the residual strain and elongation are measured by cutting, for example, three specimens from the same material, one or more specimens have a residual strain of 1.0%. Or the elongation is less than 6%.
- the size of the Cu-Al-Mn alloy bar and plate of the present invention there is no particular limitation on the size of the Cu-Al-Mn alloy bar and plate of the present invention.
- the diameter is usually 8 mm or more, for example, 8 to 50 mm.
- the diameter may be 8 mm to 16 mm.
- the thickness is usually 1 mm or more, and may be, for example, 1 mm to 15 mm.
- the bar of the present invention may be in the shape of a hollow tube having a tube wall.
- the vibration damping member of the present invention is composed of the bar or plate material.
- Examples of the damping member are not particularly limited, and examples thereof include a brace, a fastener, and an anchor bolt.
- the damping structure of the present invention is constructed from the damping member. Examples of the vibration control structure are not particularly limited, and any structure may be used as long as the structure is configured using the braces, fasteners, anchor bolts, and the like.
- Example 1 A sample (test material) of a bar (wire) was produced under the following conditions.
- the molten copper alloy was cooled to obtain an ingot having a diameter of 80 mm and a length of 300 mm.
- This ingot was hot forged at 800 ° C. to obtain a round bar with a diameter of 20 mm. If necessary, this round bar is further subjected to (1) hot forging or (2) cold wire drawing to obtain the bar having the diameter shown in Tables 2-1 and 2-2 as follows. Obtained. That is, according to the processing and heat treatment processes shown in FIG. 2-1 and FIG.
- the processing and heat treatment were performed under various conditions shown in Tables 2-1 and 2-2. Specifically, after the hot working [step 1], the memory heat treatment [step 3] is performed without performing the intermediate annealing [step 2-1] or the cold wire drawing [step 2-2] (Example 1 of the present invention). Invention Example 23, Invention Example 28, each comparative example) (process of FIG. 2-1), or intermediate annealing at 500 ° C. for 1 hour after hot working [Step 1] [Step 2-1] And subsequent cold wire drawing [Step 2-2] were repeated once or a plurality of times (Invention Example 24 to Invention Example 27) (process of FIG. 2-2). In any case, after that, the temperature is raised to 900 ° C.
- FIGS. 2-1 and 2-2 are charts showing examples of processes, respectively.
- the processing rate of cold working, and the number of repetitions of cold working and intermediate annealing are shown in Tables 2-1 to 2-2. The changes were made as shown in.
- the processing rate in each cold working (in this example, the processing rate by cold drawing) is the first from left to right in the column of “Cold working rate (%)”.
- the number of repetitions of the intermediate annealing and the cold working is indicated as “the number of cold working cycles (times)”. That is, before each cold wire drawing [Step 2-2], intermediate annealing [Step 2-1] is performed at 500 ° C.
- Each round bar obtained through the processes of the processing and the heat treatment in this way was quenched by the final water cooling to obtain a ⁇ (BCC) single-phase sample.
- Each sample was subjected to an aging heat treatment at 200 ° C. for 15 minutes.
- the bar materials of Comparative Examples 3 to 8 were obtained in the same manner as in Examples 1 to 23 of the present invention except for Comparative Examples 4 and 5 in which production was interrupted due to forging cracks.
- the bar materials of Comparative Examples 1 and 2 were subjected to a rapid temperature decrease at a temperature decreasing rate of 150 ° C./min in the temperature decreasing step [Step 3-2] ( ⁇ ⁇ ⁇ + ⁇ ) in the memory heat treatment in Examples 1 to 23 of the present invention.
- Comparative Examples 1 and 2 are test examples simulating Japanese Patent Application Laid-Open No. 2001-20026 (Patent Document 2) and International Publication WO2011 / 152009A1 (Patent Document 3).
- Patent Document 2 Japanese Patent Laid-Open No. 2001-20026 (Patent Document 2) and International Publication WO2011 / 152009A1 (Patent Document 3)
- no consideration has been given to the rate of temperature rise or the rate of temperature drop during memory heat treatment. For this reason, there is no description as to the specific temperature increase rate or temperature decrease rate. Therefore, the tests were conducted at a high speed (rapid temperature rise or rapid cooling) that is out of the gradual temperature rise or slow cooling specified in the present invention as the temperature rise rate or temperature drop rate that has been conventionally used.
- the bar material As in the case of the bar material, it was subjected to processing and heat treatment under various conditions shown in Table 2-3 to Table 2-4 according to the processing and heat treatment processes shown in FIGS. 2-1 and 2-2, respectively. . Specifically, after the hot working [Step 1], the memory heat treatment [Step 3] is performed without performing the intermediate annealing [Step 2-1] or the cold wire drawing [Step 2-2] (Invention Example 29). Invention Example 51, Invention Example 56, Comparative Examples) (process of FIG. 2-1), or hot annealing [Step 1] followed by intermediate annealing at 500 ° C.
- Invention Examples 29 to 40 are test examples of alloy compositions that consist of only essential additive elements and whose contents (composition ratio) are variously changed.
- Invention Examples 41 to 43 and 44 to 51 are test examples of various alloy compositions in which an optional additive element (a trace additive element) is added to an essential additive element.
- Inventive Examples 29 to 34 and 52 to 56 are test examples obtained by variously changing the manufacturing conditions with respect to Inventive Examples 35 to 51. As is clear from the results shown in each table, as shown in Examples 29 to 56 of the present invention, the predetermined manufacturing specified in the present invention is performed regardless of whether intermediate annealing after hot working or subsequent cold working is performed.
- a material satisfying the particle size distribution and the average crystal particle size can be obtained, exhibiting desired excellent superelastic characteristics, and excellent elongation and quenching sensitivity.
- the temperature increase rate in [Step 3-3] or the temperature decrease rate in [Step 3-2] at the time of the memory heat treatment is too fast.
- the grain size distribution of the large-diameter crystal grains cannot be satisfied, and the average crystal grain diameter cannot be satisfied. None of them exhibit the desired superelastic characteristics, and the improvement in elongation is small.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Conductive Materials (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる棒材であって、棒材の長手方向断面において、個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上であり、前記粒径が棒の半径以上である結晶粒の平均結晶粒径が棒の直径の80%以上である棒材、板材、その製造方法、それを用いた制震部材、並びにその制震部材を用いた制震構造体。
Description
本発明は、安定して優れた超弾性特性を奏するCu-Al-Mn系棒材及び板材、その製造方法、それを用いた制震部材、並びにその制震部材を用いた制震構造体に関する。
形状記憶合金・超弾性合金は、熱弾性型マルテンサイト変態の逆変態に付随して顕著な形状記憶効果及び超弾性特性を示し、生活環境温度近辺で優れた機能を持つことから、種々の分野で実用化されている。形状記憶合金・超弾性合金の代表的な材料として、TiNi合金と銅(Cu)系合金がある。銅系の形状記憶合金・超弾性合金(以下、これらを合わせて、単に銅系合金ともいう)は、繰り返し特性、耐食性等の点でTiNi合金よりも特性が劣っている。一方で、コストが安いため、銅系合金の適用範囲を広げようとする動きがある。しかし、銅系合金は、コスト的に有利であるが、冷間加工性が悪く、超弾性特性も低い。このため、種々の研究がなされているにも関わらず、銅系合金は必ずしも実用化が十分には進捗しない状況となっている。
これまで、銅系合金について、種々の検討がなされてきた。例えば、結晶粒径が制御されていて冷間加工性に優れたβ単相構造のCu-Al-Mn系形状記憶合金などが、下記の特許文献1~3に報告されている。
これまで、銅系合金について、種々の検討がなされてきた。例えば、結晶粒径が制御されていて冷間加工性に優れたβ単相構造のCu-Al-Mn系形状記憶合金などが、下記の特許文献1~3に報告されている。
特許文献1では、Cu-Al-Mn-Ni合金を10μm以下の超微細結晶粒組織に制御するものである。そして、特許文献1に記載されているCu-Al-Mn-Ni合金ではNi含有が必須であり、10質量%までのNi含有量を許容するものである。Niを含有することによって、結晶を微細化しても制震性を奏し、β単相(オーステナイト単相)への結晶配向の制御は容易となるが、焼き入れ性が低下する。ここで、焼き入れ性(あるいは焼入れ感受性)とは、焼入れ時の冷却速度と焼入れ直前の組織の焼入れ過程での安定性の関係をいい、具体的には焼入れ時の冷却速度が遅いと、α相が析出して超弾性特性に劣ることを焼入れ性が敏感であるという。Ni含有銅合金においては、より高温でα相が析出し始めるため、線径が太くなる等で冷却時間が多少長くなっただけでも焼き入れ性に劣り、良好な超弾性特性が得られないことが分かった。
特許文献2と特許文献3に記載されている銅系合金では、発現される形状記憶特性及び超弾性特性が安定性に欠け、これらの特性が安定しない点で、なお改良の余地があるレベルである。特許文献2においては、銅系合金の形状記憶特性及び超弾性特性を向上させるために、β単相への結晶配向を制御するとともに、平均結晶粒径を線材であれば線径の半分以上とし又は板材であれば板厚以上とし、かつ、そのような結晶粒径を有する領域を線材の全長又は板材の全面積の30%以上とすることを提案している。また、特許文献3においては、銅系合金の形状記憶特性を向上させるとともに、構造物に適用可能な断面サイズが大きい銅系合金とするために、最大結晶粒径を8mm超とした巨大結晶粒組織とすることを提案している。しかし、特許文献2と特許文献3に記載の方法では、Cu-Al-Mn系合金における、所定の大きな結晶粒径を有する結晶粒の粒径分布の制御がなお不十分であって、形状記憶特性及び超弾性特性はまだ十分には安定しない。
このように、従来得られていた形状記憶銅系合金においては、所定の大きな結晶粒径を有する結晶粒の粒径分布の制御の超弾性特性への影響についての検討は不十分であり、超弾性特性の安定性、再現性にはなお乏しいものであった。
特許文献2と特許文献3に記載されている銅系合金では、発現される形状記憶特性及び超弾性特性が安定性に欠け、これらの特性が安定しない点で、なお改良の余地があるレベルである。特許文献2においては、銅系合金の形状記憶特性及び超弾性特性を向上させるために、β単相への結晶配向を制御するとともに、平均結晶粒径を線材であれば線径の半分以上とし又は板材であれば板厚以上とし、かつ、そのような結晶粒径を有する領域を線材の全長又は板材の全面積の30%以上とすることを提案している。また、特許文献3においては、銅系合金の形状記憶特性を向上させるとともに、構造物に適用可能な断面サイズが大きい銅系合金とするために、最大結晶粒径を8mm超とした巨大結晶粒組織とすることを提案している。しかし、特許文献2と特許文献3に記載の方法では、Cu-Al-Mn系合金における、所定の大きな結晶粒径を有する結晶粒の粒径分布の制御がなお不十分であって、形状記憶特性及び超弾性特性はまだ十分には安定しない。
このように、従来得られていた形状記憶銅系合金においては、所定の大きな結晶粒径を有する結晶粒の粒径分布の制御の超弾性特性への影響についての検討は不十分であり、超弾性特性の安定性、再現性にはなお乏しいものであった。
本発明は、安定的に良好な超弾性特性を奏するCu-Al-Mn系棒材及び板材、その製造方法、それを用いた制震部材、並びにその制震部材を用いた制震構造体を提供することを課題とする。
本発明者らは、前記従来の問題点を解決するために鋭意検討を行った結果、いわゆるバンブー組織(粒界が竹の節のように位置する結晶構造を有する金属組織)に近い粗大結晶粒組織を有するCu-Al-Mn系銅合金において、その大半の領域が所定サイズ以上の大きな結晶粒で構成されて、前記所定サイズ以上の大きな結晶粒の面積率と前記所定サイズ以上の大きな結晶粒の平均粒径をそれぞれ適正な範囲に制御することによって、安定して良好な超弾性特性が得られることを見出した。また、このような粒径分布と平均粒径との制御は、特定の遅い降温速度及び昇温速度による記憶熱処理条件で記憶熱処理を行うことによって達成できることを見出した。本発明は、これらの知見に基づいて完成するに至ったものである。
上記課題は以下の手段により解決された。
(1)Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる棒材であって、
棒材の長手方向断面において、個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上であり、前記粒径が棒の半径以上である結晶粒の平均結晶粒径が棒の直径の80%以上である棒材。
(2)前記平均結晶粒径が棒の直径以上である(1)項に記載の棒材。
(3)前記Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる(1)または(2)項に記載の棒材。
(4)Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる棒材の製造方法であって、
上記組成を与える合金素材の溶解・鋳造を行う[工程1]、
熱間加工を行なう[工程2]、及び
記憶熱処理を行う[工程3]
の[工程1]~[工程3]をこの順で行なうもので、
ここで、[工程3]の記憶熱処理は、室温からβ相になる温度域まで加熱[工程3-1]して、該加熱温度に1~120分保持する熱処理と、これに続いて冷却[工程3-2]及び加熱[工程3-3]をそれぞれ各1回ずつ以上繰り返して、該冷却[工程3-2]及び加熱[工程3-3]の低温時はα+β相になる温度にして高温時はβ相になる温度にして、該冷却[工程3-2]及び加熱[工程3-3]時の冷却速度及び昇温速度をそれぞれ0.1~100℃/分とする熱処理を行い、さらに最後の加熱の後にβ相となる温度から急冷[工程3-4]させる熱処理を行う、
棒材の製造方法。
(5)[工程2]の熱間加工の後に、400~600℃で1~120分行う中間焼鈍[工程2-1]と加工率30%以上の冷間加工[工程2-2]とを少なくとも各1回以上この順に行ない、その後に、[工程3]の記憶熱処理を行なう(4)項に記載の棒材の製造方法。
(6)(1)~(3)項のいずれか1項に記載の棒材を用いてなる制震部材。
(7)Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる板材であって、
板材の長手方向かつ板厚方向の断面において、個々の結晶粒の粒径が板厚の半分以上である領域が板材の任意位置における長手方向かつ板厚方向の断面の90%以上であり、前記粒径が板厚の半分以上である結晶粒の平均結晶粒径が板厚の80%以上である板材。
(8)前記平均結晶粒径が板厚以上である(7)項に記載の板材。
(9)前記Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる(7)または(8)項に記載の板材。
(10)Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる板材の製造方法であって、
上記組成を与える合金素材の溶解・鋳造を行う[工程1]、
熱間加工を行なう[工程2]、及び
記憶熱処理を行う[工程3]
の[工程1]~[工程3]をこの順で行なうもので、
ここで、[工程3]の記憶熱処理は、室温からβ相になる温度域まで加熱[工程3-1]して、該加熱温度に1~120分保持する熱処理と、これに続いて冷却[工程3-2]及び加熱[工程3-3]をそれぞれ各1回ずつ以上繰り返して、該冷却[工程3-2]及び加熱[工程3-3]の低温時はα+β相になる温度にして高温時はβ相になる温度にして、該冷却[工程3-2]及び加熱[工程3-3]時の冷却速度及び昇温速度をそれぞれ0.1~100℃/分とする熱処理を行い、さらに最後の加熱の後にβ相となる温度から急冷[工程3-4]させる熱処理を行う、
板材の製造方法。
(11)[工程2]の熱間加工の後に、400~600℃で1~120分行う中間焼鈍[工程2-1]と加工率30%以上の冷間加工[工程2-2]とを少なくとも各1回以上この順に行ない、その後に、[工程3]の記憶熱処理を行なう(10)項に記載の板材の製造方法。
(12)(7)~(9)項のいずれか1項に記載の板材を用いてなる制震部材。
(13)(6)または(12)に記載の制震部材を用いてなる制震構造体。
(1)Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる棒材であって、
棒材の長手方向断面において、個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上であり、前記粒径が棒の半径以上である結晶粒の平均結晶粒径が棒の直径の80%以上である棒材。
(2)前記平均結晶粒径が棒の直径以上である(1)項に記載の棒材。
(3)前記Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる(1)または(2)項に記載の棒材。
(4)Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる棒材の製造方法であって、
上記組成を与える合金素材の溶解・鋳造を行う[工程1]、
熱間加工を行なう[工程2]、及び
記憶熱処理を行う[工程3]
の[工程1]~[工程3]をこの順で行なうもので、
ここで、[工程3]の記憶熱処理は、室温からβ相になる温度域まで加熱[工程3-1]して、該加熱温度に1~120分保持する熱処理と、これに続いて冷却[工程3-2]及び加熱[工程3-3]をそれぞれ各1回ずつ以上繰り返して、該冷却[工程3-2]及び加熱[工程3-3]の低温時はα+β相になる温度にして高温時はβ相になる温度にして、該冷却[工程3-2]及び加熱[工程3-3]時の冷却速度及び昇温速度をそれぞれ0.1~100℃/分とする熱処理を行い、さらに最後の加熱の後にβ相となる温度から急冷[工程3-4]させる熱処理を行う、
棒材の製造方法。
(5)[工程2]の熱間加工の後に、400~600℃で1~120分行う中間焼鈍[工程2-1]と加工率30%以上の冷間加工[工程2-2]とを少なくとも各1回以上この順に行ない、その後に、[工程3]の記憶熱処理を行なう(4)項に記載の棒材の製造方法。
(6)(1)~(3)項のいずれか1項に記載の棒材を用いてなる制震部材。
(7)Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる板材であって、
板材の長手方向かつ板厚方向の断面において、個々の結晶粒の粒径が板厚の半分以上である領域が板材の任意位置における長手方向かつ板厚方向の断面の90%以上であり、前記粒径が板厚の半分以上である結晶粒の平均結晶粒径が板厚の80%以上である板材。
(8)前記平均結晶粒径が板厚以上である(7)項に記載の板材。
(9)前記Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる(7)または(8)項に記載の板材。
(10)Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる板材の製造方法であって、
上記組成を与える合金素材の溶解・鋳造を行う[工程1]、
熱間加工を行なう[工程2]、及び
記憶熱処理を行う[工程3]
の[工程1]~[工程3]をこの順で行なうもので、
ここで、[工程3]の記憶熱処理は、室温からβ相になる温度域まで加熱[工程3-1]して、該加熱温度に1~120分保持する熱処理と、これに続いて冷却[工程3-2]及び加熱[工程3-3]をそれぞれ各1回ずつ以上繰り返して、該冷却[工程3-2]及び加熱[工程3-3]の低温時はα+β相になる温度にして高温時はβ相になる温度にして、該冷却[工程3-2]及び加熱[工程3-3]時の冷却速度及び昇温速度をそれぞれ0.1~100℃/分とする熱処理を行い、さらに最後の加熱の後にβ相となる温度から急冷[工程3-4]させる熱処理を行う、
板材の製造方法。
(11)[工程2]の熱間加工の後に、400~600℃で1~120分行う中間焼鈍[工程2-1]と加工率30%以上の冷間加工[工程2-2]とを少なくとも各1回以上この順に行ない、その後に、[工程3]の記憶熱処理を行なう(10)項に記載の板材の製造方法。
(12)(7)~(9)項のいずれか1項に記載の板材を用いてなる制震部材。
(13)(6)または(12)に記載の制震部材を用いてなる制震構造体。
本発明のCu-Al―Mn系棒材及び板材は、超弾性特性として6%ひずみ負荷後の残留ひずみが1.0%以下、破断伸びが6%以上であることが好ましい。
ここで、超弾性特性を有する又は超弾性特性に優れるとは、所定の負荷歪または負荷応力を与えた後、荷重を除荷した後に残留する歪みを残留歪みと言うがこれが小さいことを言い、この残留歪が小さいほど望ましいが、本発明においては、6%変形後の残留ひずみが1.0%以下、好ましくは0.5%以下、さらに好ましくは0.2%以下であることをいう。
また、実質的にβ単相からなる再結晶組織を有するとは、再結晶組織中でβ相の占める割合が通常90%以上、好ましくは95%以上であることをいう。
ここで、超弾性特性を有する又は超弾性特性に優れるとは、所定の負荷歪または負荷応力を与えた後、荷重を除荷した後に残留する歪みを残留歪みと言うがこれが小さいことを言い、この残留歪が小さいほど望ましいが、本発明においては、6%変形後の残留ひずみが1.0%以下、好ましくは0.5%以下、さらに好ましくは0.2%以下であることをいう。
また、実質的にβ単相からなる再結晶組織を有するとは、再結晶組織中でβ相の占める割合が通常90%以上、好ましくは95%以上であることをいう。
本発明のCu-Al-Mn系超弾性棒材及び板材は、超弾性特性が要求される種々の用途に用いることができ、例えば、携帯電話のアンテナやメガネフレームの他に、医療製品として歯列矯正ワイヤー、ガイドワイヤー、ステント、巻き爪矯正具や外反母趾補装具への適用が期待される。さらに本発明のCu-Al-Mn系超弾性棒材及び板材は、その優れた超弾性特性のために、バスバーなどの制震部材として好適なものである。また、この制震部材を用いて、制震構造体を構築することができる。
本発明の上記及び他の特徴及び利点は、適宜添付の図面を参照して、下記の記載からより明らかになるであろう。
本発明のCu-Al-Mn系棒材及び板材は、焼き入れ前の記憶熱処理(形状記憶熱処理ともいう)での冷却及び加熱をそれぞれ所定の徐降温及び徐昇温で行うことによって、所定の大きなサイズまで十分に粒成長させるとともにその粒径分布を適正に制御することができて、その結果、安定的に良好な超弾性を奏する。
<結晶粒径と粒径分布の定義とその制御>
本発明の棒材及び板材を構成するCu-Al-Mn系銅合金中には、結晶粒径が小さい結晶粒がわずかに存在してもよいが、大半は結晶粒径が大きい結晶粒である。
つまり、棒材であれば、棒材の長手方向断面において、個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上であり、前記粒径が棒の半径以上である結晶粒の平均結晶粒径が棒の直径の80%以上である。前記平均結晶粒径が棒の直径以上であることが好ましい。
一方、板材であれば、板材の長手方向かつ板厚方向の断面において、個々の結晶粒の粒径が板厚の半分以上である領域が板材の任意位置における長手方向かつ板厚方向の断面の90%以上であり、前記粒径が板厚の半分以上である結晶粒の平均結晶粒径が板厚の80%以上である。前記平均結晶粒径が板厚以上であることが好ましい。
ここで、前記所定の大きな結晶粒の存在割合を表現するのに、前記所定サイズ以上の大きさの結晶粒が棒材や板材に占める面積率で規定する。また、所定サイズ以上の結晶粒の平均粒径を規定することにより、組織的な特徴を規定する。
板材は棒材と異なり、形状が円断面ではなくて対称性が低いため、結晶粒径の基準は、板幅ではなく板厚を基準とした。その理由は、結晶粒が板厚又は板幅を貫通すると、その後で結晶粒による界面の成長の駆動力が減少して、大きくはなるものの板厚だけでなく板幅を貫通するものが得られにくい、という事実によるものである。
本発明の棒材及び板材を構成するCu-Al-Mn系銅合金中には、結晶粒径が小さい結晶粒がわずかに存在してもよいが、大半は結晶粒径が大きい結晶粒である。
つまり、棒材であれば、棒材の長手方向断面において、個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上であり、前記粒径が棒の半径以上である結晶粒の平均結晶粒径が棒の直径の80%以上である。前記平均結晶粒径が棒の直径以上であることが好ましい。
一方、板材であれば、板材の長手方向かつ板厚方向の断面において、個々の結晶粒の粒径が板厚の半分以上である領域が板材の任意位置における長手方向かつ板厚方向の断面の90%以上であり、前記粒径が板厚の半分以上である結晶粒の平均結晶粒径が板厚の80%以上である。前記平均結晶粒径が板厚以上であることが好ましい。
ここで、前記所定の大きな結晶粒の存在割合を表現するのに、前記所定サイズ以上の大きさの結晶粒が棒材や板材に占める面積率で規定する。また、所定サイズ以上の結晶粒の平均粒径を規定することにより、組織的な特徴を規定する。
板材は棒材と異なり、形状が円断面ではなくて対称性が低いため、結晶粒径の基準は、板幅ではなく板厚を基準とした。その理由は、結晶粒が板厚又は板幅を貫通すると、その後で結晶粒による界面の成長の駆動力が減少して、大きくはなるものの板厚だけでなく板幅を貫通するものが得られにくい、という事実によるものである。
本発明のCu-Al-Mn系棒材及び板材においては、母材の平均結晶粒径は前記の適正な大きさとする。これは、Cu-Al-Mn系合金では、平均結晶粒径が小さすぎると、変形時に周りの結晶粒から粒間拘束を受け、変形に対する抵抗が大きくなり超弾性が悪化することによる。本発明においては、前記平均結晶粒径の上限値には特に制限はなく、例えば、現在実用上得られている上限値(例えば、150mm程度)であれば特に問題はない。また、粒径が大きい結晶粒が偏在して、不均一な分布となっている場合も、本発明の銅合金製棒材及び板材の変形が不均一になるため、望ましくない。そこで、本発明においては、上記のとおり「個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上」あるいは「個々の結晶粒の粒径が板厚の半分以上である領域が板材の任意位置における長手方向かつ板厚方向の断面の90%以上」として、面積率で粒径分布を規定した。
本発明においては、線(棒)材や板材において粒径分布と平均結晶粒径をこのように制御することで、超弾性特性を安定させることができる。本発明では、棒材や板材の製品形態の相違から、棒材と板材が別の物の発明として規定しているが、Cu-Al-Mn系超弾性合金の展伸材という観点で見ると、棒材と板材とも、棒の直径に対して結晶粒径の規定を行うか、あるいは板厚に対して結晶粒径の規定行うかの相違はあるものの、両者の発明特定事項は共通しており、両者は共通の技術的特徴を有するものと言える。また、棒材の製造方法、板材の製造方法の発明においても、物の発明と同様のことが言える。従って、両者はそれぞれ共通の技術的特徴を有するものと解される。
本発明においては、線(棒)材や板材において粒径分布と平均結晶粒径をこのように制御することで、超弾性特性を安定させることができる。本発明では、棒材や板材の製品形態の相違から、棒材と板材が別の物の発明として規定しているが、Cu-Al-Mn系超弾性合金の展伸材という観点で見ると、棒材と板材とも、棒の直径に対して結晶粒径の規定を行うか、あるいは板厚に対して結晶粒径の規定行うかの相違はあるものの、両者の発明特定事項は共通しており、両者は共通の技術的特徴を有するものと言える。また、棒材の製造方法、板材の製造方法の発明においても、物の発明と同様のことが言える。従って、両者はそれぞれ共通の技術的特徴を有するものと解される。
本発明のCu-Al-Mn系棒材及び板材は、前記所定の粒径分布と所定のサイズ以上の結晶粒が所定サイズ以上の平均結晶粒径を有する。ここで、所定サイズ以上の結晶粒の結晶粒径を規定し、所定サイズ未満の結晶粒が所定サイズ以上の結晶粒に比べて著しく小さく、超弾性特性に対する影響が少ないことから、これらの所定サイズ未満の結晶粒の影響は無視できると考えられるからである。
さらに、本発明のCu-Al-Mn系棒材及び板材は、実質的にβ単相である。ここで、実質的にβ単相であるとは、β相以外の例えばα相などの存在割合が通常10%以下で、好ましくは5%以下あることをいう。
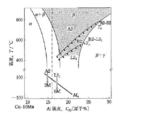
例えば、Cu-8.1質量%Al-11.1質量%Mn合金は、900℃ではβ(BCC)単相であるが、700℃以下ではα(FCC)相+β相の2相である。
さらに、本発明のCu-Al-Mn系棒材及び板材は、実質的にβ単相である。ここで、実質的にβ単相であるとは、β相以外の例えばα相などの存在割合が通常10%以下で、好ましくは5%以下あることをいう。
例えば、Cu-8.1質量%Al-11.1質量%Mn合金は、900℃ではβ(BCC)単相であるが、700℃以下ではα(FCC)相+β相の2相である。
<Cu-Al-Mn系超弾性棒材及び板材の製造方法>
本発明のCu-Al-Mn系の超弾性銅基合金製棒材及び板材において、上記のような安定的に良好な超弾性特性を奏する超弾性棒材及び板材を得るための製造条件としては、下記のような製造工程を挙げることができる。また、好ましい製造プロセスの例を図2-1及び図2-2に示した。なお、図中に示した各熱処理での処理温度と処理時間(保持時間)、並びに冷間加工での加工率は、それぞれ実施例で用いた値を代表的に示したものであり、本発明はこれらに限定されるものではない。
製造工程全体の中で特に、記憶熱処理における降温速度と一旦冷却した後の昇温速度とをいずれも所定の遅い範囲に制御することにより前記所定の大きなサイズまで十分に粒成長させるとともにその粒径分布を適正に制御することによって、安定的に良好な超弾性特性を奏するCu-Al-Mn系合金材が得られる。
これに加えて、400~600℃で1~120分の中間焼鈍と冷間圧延もしくは冷間伸線の加工率が30%以上の範囲である冷間加工との繰り返しを少なくとも1回、熱間加工の後で記憶熱処理の前に行ってもよい。あるいは、熱間加工の後で、400~600℃で1~120分の中間焼鈍のみを行い、中間焼鈍後に冷間加工を行わずに記憶熱処理を行ってもよい。
ここで、前記記憶熱処理としては、まず、α+β相からβ相になるβ相への変態温度以上の温度域まで加熱により昇温して該加熱温度に1~120分間保持する。このとき、記憶熱処理時の最初のα+β相からβ相になる変態温度以上の温度域への加熱は、通常室温まで冷却した後、室温から加熱を行うが、熱間加工後に室温まで冷却をしないで、熱間加工後直ちに加熱を行ったり、あるいは熱間加工後の冷却過程中で、加熱を行うこともできる。ここで、α+β相からβ相への変態温度は、図4に示す状態図におけるα+β相とβ相の境界の温度である。この温度は、例えば示差走査熱量(DSC)測定装置等により材料を低温から高温に加熱する際の熱量変化を測定することで求められる。その後に、β相領域からα+β相になるように、前記変態温度未満になる温度域まで冷却により降温してから、直ちに、β相になる温度域まで加熱により昇温する、という熱処理サイクルを少なくとも1回以上繰り返す。尚、組織をβ相単相にして結晶粒を本発明の規定を満足するように成長させるためには、加熱温度としては、前記変態温度より50℃以上高い方が好ましく、さらに、α+β相にする変態温度未満になる温度域まで冷却して降温する場合には、50℃以上低い方が好ましい。ここで、前記変態温度未満への冷却([工程3-2]の冷却)時の降温速度、前記変態温度以上への加熱([工程3-3]の加熱)時の昇温速度は、後述するように遅い方が好ましい。さらに、この後、最後に急冷([工程3-4]の急冷)してなる溶体化処理を行うものである。
ここで、前記記憶熱処理における降温速度([工程3-2]の冷却での降温速度)と昇温速度([工程3-3]の加熱での昇温速度)をいずれも遅くする(本書では、これを徐降温、徐昇温ともいう)。徐降温時の降温速度及び徐昇温時の昇温速度は、いずれも、通常0.1~100℃/分であり、好ましくは0.1~10℃/分であり、より好ましくは0.1~3℃/分、特に好ましくは0.2~1℃/分である。また、記憶熱処理においては、前記熱処理(β単相まで昇温(図表中、「β」と略記する。以下、同様。)→α+β相まで降温(α+β)→β単相まで昇温(β)→…)後に、溶体化処理する為には、急冷(焼きいれ)する。この急冷は、例えば、前記熱処理に付したCu-Al-Mn系合金材を冷却水中に投入する水冷によって行うことができる。
本発明のCu-Al-Mn系の超弾性銅基合金製棒材及び板材において、上記のような安定的に良好な超弾性特性を奏する超弾性棒材及び板材を得るための製造条件としては、下記のような製造工程を挙げることができる。また、好ましい製造プロセスの例を図2-1及び図2-2に示した。なお、図中に示した各熱処理での処理温度と処理時間(保持時間)、並びに冷間加工での加工率は、それぞれ実施例で用いた値を代表的に示したものであり、本発明はこれらに限定されるものではない。
製造工程全体の中で特に、記憶熱処理における降温速度と一旦冷却した後の昇温速度とをいずれも所定の遅い範囲に制御することにより前記所定の大きなサイズまで十分に粒成長させるとともにその粒径分布を適正に制御することによって、安定的に良好な超弾性特性を奏するCu-Al-Mn系合金材が得られる。
これに加えて、400~600℃で1~120分の中間焼鈍と冷間圧延もしくは冷間伸線の加工率が30%以上の範囲である冷間加工との繰り返しを少なくとも1回、熱間加工の後で記憶熱処理の前に行ってもよい。あるいは、熱間加工の後で、400~600℃で1~120分の中間焼鈍のみを行い、中間焼鈍後に冷間加工を行わずに記憶熱処理を行ってもよい。
ここで、前記記憶熱処理としては、まず、α+β相からβ相になるβ相への変態温度以上の温度域まで加熱により昇温して該加熱温度に1~120分間保持する。このとき、記憶熱処理時の最初のα+β相からβ相になる変態温度以上の温度域への加熱は、通常室温まで冷却した後、室温から加熱を行うが、熱間加工後に室温まで冷却をしないで、熱間加工後直ちに加熱を行ったり、あるいは熱間加工後の冷却過程中で、加熱を行うこともできる。ここで、α+β相からβ相への変態温度は、図4に示す状態図におけるα+β相とβ相の境界の温度である。この温度は、例えば示差走査熱量(DSC)測定装置等により材料を低温から高温に加熱する際の熱量変化を測定することで求められる。その後に、β相領域からα+β相になるように、前記変態温度未満になる温度域まで冷却により降温してから、直ちに、β相になる温度域まで加熱により昇温する、という熱処理サイクルを少なくとも1回以上繰り返す。尚、組織をβ相単相にして結晶粒を本発明の規定を満足するように成長させるためには、加熱温度としては、前記変態温度より50℃以上高い方が好ましく、さらに、α+β相にする変態温度未満になる温度域まで冷却して降温する場合には、50℃以上低い方が好ましい。ここで、前記変態温度未満への冷却([工程3-2]の冷却)時の降温速度、前記変態温度以上への加熱([工程3-3]の加熱)時の昇温速度は、後述するように遅い方が好ましい。さらに、この後、最後に急冷([工程3-4]の急冷)してなる溶体化処理を行うものである。
ここで、前記記憶熱処理における降温速度([工程3-2]の冷却での降温速度)と昇温速度([工程3-3]の加熱での昇温速度)をいずれも遅くする(本書では、これを徐降温、徐昇温ともいう)。徐降温時の降温速度及び徐昇温時の昇温速度は、いずれも、通常0.1~100℃/分であり、好ましくは0.1~10℃/分であり、より好ましくは0.1~3℃/分、特に好ましくは0.2~1℃/分である。また、記憶熱処理においては、前記熱処理(β単相まで昇温(図表中、「β」と略記する。以下、同様。)→α+β相まで降温(α+β)→β単相まで昇温(β)→…)後に、溶体化処理する為には、急冷(焼きいれ)する。この急冷は、例えば、前記熱処理に付したCu-Al-Mn系合金材を冷却水中に投入する水冷によって行うことができる。
好ましくは、次のような製造工程が挙げられる。
一例としては、後述する所定の組成を与える合金素材の溶解・鋳造[工程1]、熱間圧延又は熱間鍛造の熱間加工[工程2]を行い、その後、記憶熱処理[工程3]をこの順に行う。記憶熱処理[工程3]の後には、時効熱処理[4]を行ってもよい。
別の例としては、溶解・鋳造[工程1]、熱間加工[工程2]を行い、その後、中間焼鈍[工程2-1]と冷間加工[工程2-2]とを少なくとも1回ずつ行って、その後、記憶熱処理[工程3]を、この順に行う。記憶熱処理[工程3]の後には、時効熱処理[4]を行ってもよい。
さらに別の例としては、溶解・鋳造[工程1]、熱間加工[工程2]を行い、その後、中間焼鈍[工程2-1]を行って、その後、記憶熱処理[工程3]を、この順に行う。記憶熱処理[工程3]の後には、時効熱処理[4]を行ってもよい。
前記記憶熱処理[工程3]は、β相になる温度域まで加熱して、該加熱温度に1~120分間保持してなり、該加熱温度をβ単相温度域である、例えば、700℃~950℃(好ましくは800~920℃)とする昇温処理[工程3-1]と、該加熱温度から前記降温速度でα+β相になる温度域である、例えば、300℃~700℃(好ましくは400℃~550℃)まで冷却する降温処理[工程3-2]と、該降温温度から前記昇温速度でβ相になる温度域まで加熱して、該加熱温度に一定時間(好ましくは、1分~120分)保持する昇温処理[工程3-3]と、その後の例えば水冷による急冷[工程3-4]の、各工程を有してなる。昇温処理[工程3-1]における昇温速度には特に制限はなく、前記昇温処理[工程3-3]における昇温速度としてもよいし、それよりも速い速度であってもよい。昇温処理[工程3-1]におけるβ相での加熱保持時間を1~120分としたのは、1分未満では加熱が不十分であり、120分を超えると加熱は既に十分でありそれを越えて保持してもさらなる向上はなく熱エネルギーの無駄であるためである。ここで、降温処理[工程3-2]と昇温処理[工程3-3]とからなる熱処理サイクルを少なくとも1回以上繰り返してもよいことは上述のとおりである。急冷[工程3-4]時の冷却速度は、通常30℃/秒以上、好ましくは100℃/秒以上、さらに好ましくは1000℃/秒以上とする。
本発明では、中間焼鈍[工程2-1]と冷間加工[工程2-2]とは行っても行わなくてもよい。これらの任意の中間焼鈍[工程2-1]と冷間加工[工程2-2]とは、もし行う場合には、この順で1回ずつ行ってもよく、この順で2回以上ずつ繰り返して行ってもよい。
あるいは、冷間加工[工程2-2]は行わずに、中間焼鈍[工程2-1]のみを行ってもよい。
前記記憶熱処理[工程3]の後には、80~250℃で5~60分の時効熱処理[工程4]を施してもよい。この任意の時効熱処理[工程4]を行うことが好ましい。時効温度が低すぎるとβ相は不安定であり、室温に放置しているとマルテンサイト変態温度が変化することがある。逆に時効温度が高すぎるとα相の析出が起こり、形状記憶特性や超弾性が著しく低下する傾向がある。
一例としては、後述する所定の組成を与える合金素材の溶解・鋳造[工程1]、熱間圧延又は熱間鍛造の熱間加工[工程2]を行い、その後、記憶熱処理[工程3]をこの順に行う。記憶熱処理[工程3]の後には、時効熱処理[4]を行ってもよい。
別の例としては、溶解・鋳造[工程1]、熱間加工[工程2]を行い、その後、中間焼鈍[工程2-1]と冷間加工[工程2-2]とを少なくとも1回ずつ行って、その後、記憶熱処理[工程3]を、この順に行う。記憶熱処理[工程3]の後には、時効熱処理[4]を行ってもよい。
さらに別の例としては、溶解・鋳造[工程1]、熱間加工[工程2]を行い、その後、中間焼鈍[工程2-1]を行って、その後、記憶熱処理[工程3]を、この順に行う。記憶熱処理[工程3]の後には、時効熱処理[4]を行ってもよい。
前記記憶熱処理[工程3]は、β相になる温度域まで加熱して、該加熱温度に1~120分間保持してなり、該加熱温度をβ単相温度域である、例えば、700℃~950℃(好ましくは800~920℃)とする昇温処理[工程3-1]と、該加熱温度から前記降温速度でα+β相になる温度域である、例えば、300℃~700℃(好ましくは400℃~550℃)まで冷却する降温処理[工程3-2]と、該降温温度から前記昇温速度でβ相になる温度域まで加熱して、該加熱温度に一定時間(好ましくは、1分~120分)保持する昇温処理[工程3-3]と、その後の例えば水冷による急冷[工程3-4]の、各工程を有してなる。昇温処理[工程3-1]における昇温速度には特に制限はなく、前記昇温処理[工程3-3]における昇温速度としてもよいし、それよりも速い速度であってもよい。昇温処理[工程3-1]におけるβ相での加熱保持時間を1~120分としたのは、1分未満では加熱が不十分であり、120分を超えると加熱は既に十分でありそれを越えて保持してもさらなる向上はなく熱エネルギーの無駄であるためである。ここで、降温処理[工程3-2]と昇温処理[工程3-3]とからなる熱処理サイクルを少なくとも1回以上繰り返してもよいことは上述のとおりである。急冷[工程3-4]時の冷却速度は、通常30℃/秒以上、好ましくは100℃/秒以上、さらに好ましくは1000℃/秒以上とする。
本発明では、中間焼鈍[工程2-1]と冷間加工[工程2-2]とは行っても行わなくてもよい。これらの任意の中間焼鈍[工程2-1]と冷間加工[工程2-2]とは、もし行う場合には、この順で1回ずつ行ってもよく、この順で2回以上ずつ繰り返して行ってもよい。
あるいは、冷間加工[工程2-2]は行わずに、中間焼鈍[工程2-1]のみを行ってもよい。
前記記憶熱処理[工程3]の後には、80~250℃で5~60分の時効熱処理[工程4]を施してもよい。この任意の時効熱処理[工程4]を行うことが好ましい。時効温度が低すぎるとβ相は不安定であり、室温に放置しているとマルテンサイト変態温度が変化することがある。逆に時効温度が高すぎるとα相の析出が起こり、形状記憶特性や超弾性が著しく低下する傾向がある。
中間焼鈍[工程2-1]と冷間圧延又は冷間伸線[工程2-2]とを複数回繰り返し行うことで、粒成長をより安定させることができる。中間焼鈍[工程2-1]と冷間圧延又は冷間伸線[工程2-2]との繰り返し数は、好ましくは2回以上、さらに好ましくは3回以上である。この繰り返し数に特に上限はないが、通常10回以下であり、好ましくは7回以下である。前記中間焼鈍[工程2-1]と冷間圧延又は冷間伸線[工程2-2]との繰り返し回数が多いほど粒成長駆動力が高まり、均一に粗大化しやすくなる。
各工程の好ましい条件は次の通りである。
中間焼鈍[工程2-1]は、400~600℃で1分~120分とすることが好ましい。この中間焼鈍温度はこの範囲内でより低い温度とすることが好ましく、より好ましくは400~550℃、さらに好ましくは400~500℃、特に好ましくは400~450℃とする。焼鈍時間は30分~120分がより好ましく、試料サイズの影響を考慮してもφ20mmの丸棒ならば60分で十分である。
冷間圧延又は冷間伸線[工程2-2]は加工率30%以上とすることが好ましい。より好ましくは40%以上、さらに好ましくは45%以上75%以下、特に好ましくは45%以上60%以下の加工率である。ここで、加工率は次の式で定義される値である。
加工率(%)=(A1-A2)/A1×100
A1は冷間圧延もしくは冷間伸線前の断面積(mm2)であり、A2は冷間圧延もしくは冷間伸線後の断面積(mm2)である。
中間焼鈍[工程2-1]は、400~600℃で1分~120分とすることが好ましい。この中間焼鈍温度はこの範囲内でより低い温度とすることが好ましく、より好ましくは400~550℃、さらに好ましくは400~500℃、特に好ましくは400~450℃とする。焼鈍時間は30分~120分がより好ましく、試料サイズの影響を考慮してもφ20mmの丸棒ならば60分で十分である。
冷間圧延又は冷間伸線[工程2-2]は加工率30%以上とすることが好ましい。より好ましくは40%以上、さらに好ましくは45%以上75%以下、特に好ましくは45%以上60%以下の加工率である。ここで、加工率は次の式で定義される値である。
加工率(%)=(A1-A2)/A1×100
A1は冷間圧延もしくは冷間伸線前の断面積(mm2)であり、A2は冷間圧延もしくは冷間伸線後の断面積(mm2)である。
<Cu-Al-Mn系超弾性合金製棒材及び板材の組成>
本発明のCu-Al-Mn系合金製棒材及び板材は、高温でβ相単相に、低温でβ+αの2相組織になる銅合金からなり、少なくともAl及びMnを含有している銅基合金である。本発明の棒材及び板材を構成するCu-Al-Mn系合金材は、3~10質量%のAl、及び5~20質量%のMnを含有し、残部Cuと不可避的不純物からなる組成を有する。Al元素の含有量が少なすぎるとβ単相を形成できず、また多すぎると極めて脆くなる。Al元素の含有量はMn元素の含有量に応じて変化するが、好ましいAl元素の含有量は6~10質量%である。Mn元素を含有することにより、β相の存在範囲が低Al側へ広がり、冷間加工性が著しく向上するので、成形加工が容易になる。Mn元素の添加量が少なすぎると満足な加工性が得られず、かつβ単相の領域を形成することができない。またMn元素の添加量が多すぎると十分な形状回復特性が得られない。好ましいMnの含有量は8~12質量%である。上記組成のCu-Al-Mn合金材は熱間加工性及び冷間加工性に富み、冷間で20%~90%又はそれ以上の加工率が可能になり、板、線(棒)の他に、従来困難であった極細線、箔、パイプ等にも容易に成形加工することができる。
本発明のCu-Al-Mn系合金製棒材及び板材は、高温でβ相単相に、低温でβ+αの2相組織になる銅合金からなり、少なくともAl及びMnを含有している銅基合金である。本発明の棒材及び板材を構成するCu-Al-Mn系合金材は、3~10質量%のAl、及び5~20質量%のMnを含有し、残部Cuと不可避的不純物からなる組成を有する。Al元素の含有量が少なすぎるとβ単相を形成できず、また多すぎると極めて脆くなる。Al元素の含有量はMn元素の含有量に応じて変化するが、好ましいAl元素の含有量は6~10質量%である。Mn元素を含有することにより、β相の存在範囲が低Al側へ広がり、冷間加工性が著しく向上するので、成形加工が容易になる。Mn元素の添加量が少なすぎると満足な加工性が得られず、かつβ単相の領域を形成することができない。またMn元素の添加量が多すぎると十分な形状回復特性が得られない。好ましいMnの含有量は8~12質量%である。上記組成のCu-Al-Mn合金材は熱間加工性及び冷間加工性に富み、冷間で20%~90%又はそれ以上の加工率が可能になり、板、線(棒)の他に、従来困難であった極細線、箔、パイプ等にも容易に成形加工することができる。
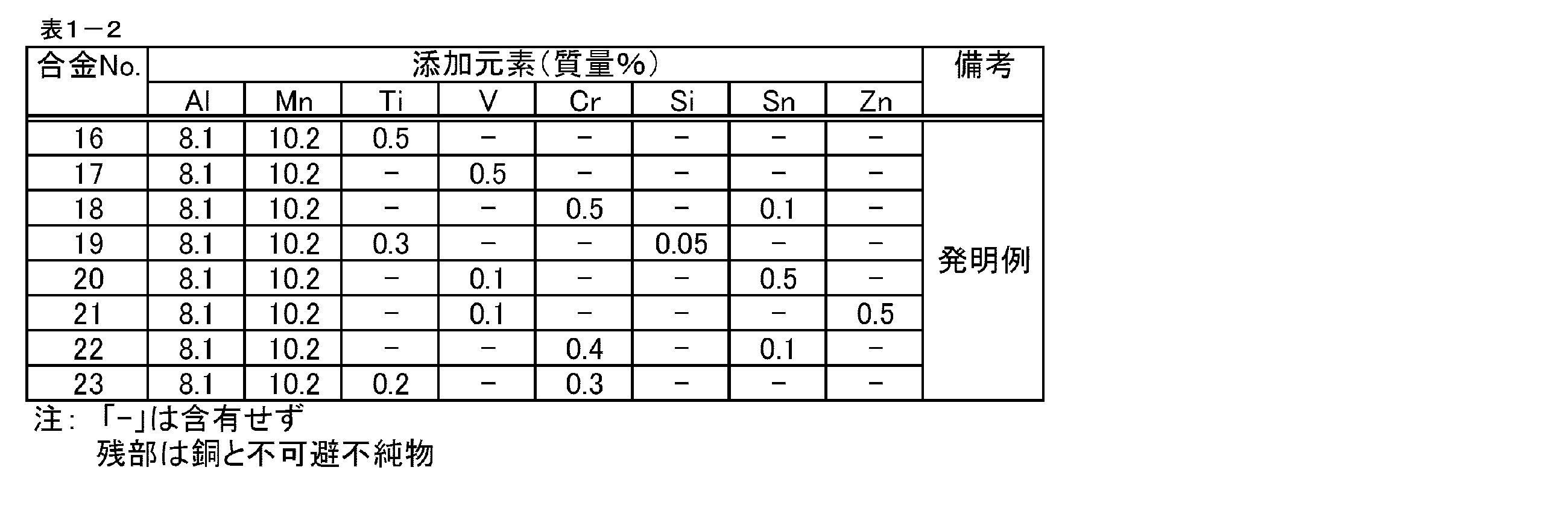
上記必須の添加成分元素以外に、本発明の棒材及び板材を構成するCu-Al-Mn系合金材は、さらに任意の副添加元素として、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を含有することができる。これらの元素は冷間加工性を維持したままCu-Al-Mn系合金材の強度を向上させる効果を発揮する。これらの添加元素の含有量は合計で0.001~10質量%であるのが好ましく、特に0.001~5質量%が好ましい。これら元素の含有量が多すぎるとマルテンサイト変態温度が低下し、β単相組織が不安定になる。これらの任意添加成分元素としては、銅合金の高強度化などの為に銅基合金に通常含有させて用いられる前記の各種元素を用いることができる。
Co、Fe、Snは基地組織の強化に有効な元素である。CoはCoAlの形成により結晶粒を粗大化するが、過剰になると合金の靭性を低下させる。Coの好ましい含有量は0.001~2質量%である。Feの好ましい含有量は0.001~3質量%である。Snの好ましい含有量は0.001~1質量%である。
Tiは阻害元素であるN及びOと結合し酸窒化物を形成する。Tiの好ましい含有量は0.001~2質量%である。
V、Nb、Mo、Zrは硬さを高める効果を有し、耐摩耗性を向上させる。またこれらの元素はほとんど基地に固溶しないので、β相(bcc結晶)として析出して強度を向上させる。V、Nb、Mo、Zrの好ましい含有量はそれぞれ0.001~1質量%である。
Tiは阻害元素であるN及びOと結合し酸窒化物を形成する。Tiの好ましい含有量は0.001~2質量%である。
V、Nb、Mo、Zrは硬さを高める効果を有し、耐摩耗性を向上させる。またこれらの元素はほとんど基地に固溶しないので、β相(bcc結晶)として析出して強度を向上させる。V、Nb、Mo、Zrの好ましい含有量はそれぞれ0.001~1質量%である。
Crは耐摩耗性及び耐食性を維持するのに有効な元素である。Crの好ましい含有量は0.001~2質量%である。
Siは耐食性を向上させる効果を有する。Siの好ましい含有量は0.001~2質量%である。
Wは基地にほとんど固溶しないので、析出強化の効果がある。Wの好ましい含有量は0.001~1質量%である。
Siは耐食性を向上させる効果を有する。Siの好ましい含有量は0.001~2質量%である。
Wは基地にほとんど固溶しないので、析出強化の効果がある。Wの好ましい含有量は0.001~1質量%である。
Mgは阻害元素であるN及びOを除去するとともに、阻害元素であるSを硫化物として固定し、熱間加工性や靭性の向上に効果がある。多量の添加は粒界偏析を招き、脆化の原因となる。Mgの好ましい含有量は0.001~0.5質量%である。
Pは脱酸剤として作用し、靭性向上の効果を有する。Pの好ましい含有量は0.01~0.5質量%である。
Be、Sb、Cd、Asは基地組織を強化する効果を有する。Be、Sb、Cd、Asの好ましい含有量はそれぞれ0.001~1質量%である。
Pは脱酸剤として作用し、靭性向上の効果を有する。Pの好ましい含有量は0.01~0.5質量%である。
Be、Sb、Cd、Asは基地組織を強化する効果を有する。Be、Sb、Cd、Asの好ましい含有量はそれぞれ0.001~1質量%である。
Znは形状記憶処理温度を上昇させる効果を有する。Znの好ましい含有量は0.001~5質量%である。
Agは冷間加工性向上させる効果がある。Agの好ましい含有量は0.001~2質量%である。
Agは冷間加工性向上させる効果がある。Agの好ましい含有量は0.001~2質量%である。
なお、本発明の棒材及び板材を構成する超弾性Cu-Al-Mn系合金材は、Ni含有量を1質量%以下に規制することが好ましく、より好ましくは0.15質量%以下であり、Niを全く含有しないことが特に好ましい。Ni含有量が多すぎると、先に説明した焼入れ性が低下するためである。
<物性>
本発明の超弾性Cu-Al-Mn系合金製棒材及び板材は、以下の物性を有する。
超弾性特性として、6%変形後の残留歪は、通常1.0%以下、好ましくは0.5%以下、さらに好ましくは0.2%以下である。
伸び(破断伸び)は、通常6%以上、好ましくは8%以上、さらに好ましくは10%以上である。
さらに、前記超弾性特性としての残留歪および伸びは、同一材料から何点か供試材を切り出して測定してもその性能にムラがない。ここで、ムラがあるとは、前記残留歪および伸びがそれぞれ、同一材料から例えば3つの供試材を切り出して測定した場合に、1つ以上の供試材が、残留歪は1.0%を超える値となるか、伸びが6%未満の値であることをいう。
本発明の超弾性Cu-Al-Mn系合金製棒材及び板材は、以下の物性を有する。
超弾性特性として、6%変形後の残留歪は、通常1.0%以下、好ましくは0.5%以下、さらに好ましくは0.2%以下である。
伸び(破断伸び)は、通常6%以上、好ましくは8%以上、さらに好ましくは10%以上である。
さらに、前記超弾性特性としての残留歪および伸びは、同一材料から何点か供試材を切り出して測定してもその性能にムラがない。ここで、ムラがあるとは、前記残留歪および伸びがそれぞれ、同一材料から例えば3つの供試材を切り出して測定した場合に、1つ以上の供試材が、残留歪は1.0%を超える値となるか、伸びが6%未満の値であることをいう。
<棒材及び板材のサイズ>
本発明のCu-Al-Mn系合金製棒材及び板材のサイズには特に制限はないが、例えば、棒材であれば、その直径が通常8mm以上であり、例えば8mm~50mmであってもよく、用途によっては直径8mm~16mmのサイズとしてもよい。また、板材であれば、その厚さが通常1mm以上であり、例えば1mm~15mmであってもよい。
また、本発明の棒材は、中空状で管壁を有する管などの形状であってもよい。
本発明のCu-Al-Mn系合金製棒材及び板材のサイズには特に制限はないが、例えば、棒材であれば、その直径が通常8mm以上であり、例えば8mm~50mmであってもよく、用途によっては直径8mm~16mmのサイズとしてもよい。また、板材であれば、その厚さが通常1mm以上であり、例えば1mm~15mmであってもよい。
また、本発明の棒材は、中空状で管壁を有する管などの形状であってもよい。
<制震部材>
本発明の制震部材は、前記棒材や板材から構成されてなるものである。制震部材の例としては、特に制限されるものではないが、例えば、ブレース、ファスナー、アンカーボルトなどを挙げることができる。
<制震構造体>
本発明の制震構造体は、前記制震部材から構築されてなるものである。制震構造体の例としては、特に制限されるものではなく、前記のブレース、ファスナー、アンカーボルトなどを用いて構成された構造体であればいかなる構造体であってもよい。
本発明の制震部材は、前記棒材や板材から構成されてなるものである。制震部材の例としては、特に制限されるものではないが、例えば、ブレース、ファスナー、アンカーボルトなどを挙げることができる。
<制震構造体>
本発明の制震構造体は、前記制震部材から構築されてなるものである。制震構造体の例としては、特に制限されるものではなく、前記のブレース、ファスナー、アンカーボルトなどを用いて構成された構造体であればいかなる構造体であってもよい。
以下に、本発明を実施例に基づき、さらに詳細に説明するが、本発明はそれらに限定されるものではない。
実施例1
棒材(線材)のサンプル(供試材)は以下の条件で作製した。
表1-1及び表1-2に示す組成を与える銅合金として、純銅、純Mn、純Al、及び他の添加元素の原料を高周波誘導炉で溶解した。溶製した銅合金を冷却し、直径80mmで長さ300mmの鋳塊(インゴット)を得た。このインゴットを800℃で熱間鍛造して直径20mmの丸棒材を得た。
この丸棒材を、必要によりさらに(1)熱間鍛造して、あるいは(2)冷間伸線して、表2-1~表2-2に示す直径の棒材を次のようにして得た。
すなわち、図2-1又は図2-2にそれぞれ示した加工と熱処理のプロセスに従って、表2-1~表2-2に示す種々の条件で加工と熱処理に付した。具体的には、熱間加工[工程1]後、中間焼鈍[工程2-1]も冷間伸線[工程2-2]も行わないで記憶熱処理[工程3]を行う(本発明例1~本発明例23、本発明例28、各比較例)(図2-1のプロセス)か、あるいは、熱間加工[工程1]後に、500℃で1時間の中間焼鈍[工程2-1]とその後の冷間伸線[工程2-2]とを1回ずつあるいは複数回繰り返し行った(本発明例24~本発明例27)(図2-2のプロセス)。いずれのプロセスを経た場合にも、その後、900℃(β単相温度)まで昇温速度30℃/分で昇温してこの温度で5分間だけ保持し、500℃(α+β相温度)まで表2-1~表2-2に記載のとおりの降温速度で降温し、直ちに、900℃(β単相温度)まで表2-1~表2-2に記載のとおりの昇温速度で昇温してこの温度で1時間保持し、最後に、900℃から水冷により急冷することで、表2-1~表2-2に示す直径の本発明例及び比較例の棒材を作製した。
図2-1及び図2-2は、それぞれプロセスの例を示すチャートであって、冷間加工の加工率、さらに冷間加工と中間焼鈍の繰り返し数は、表2-1~表2-2に示したように変更して実施した。表2-1~表2-2では、各回の冷間加工における加工率(本例では冷間伸線による加工率)を「冷間加工率(%)」の欄に左から右に一回目の加工率→二回目の加工率→三回目→…の加工率として順に示す。また、この中間焼鈍と冷間加工の繰り返し数を「冷間加工のサイクル数(回)」として示す。つまり、各冷間伸線[工程2-2]の前に500℃で1時間の中間焼鈍[工程2-1]を行ってから、表2-1~表2-2記載の冷間加工率と冷間加工回数(表中のサイクル数)で各冷間伸線[工程2-2]を行った。また、図2-1及び図2-2では、時効熱処理[工程4]は記載を省略したが、全ての試験例について後記の条件で行った。
このように、中間焼鈍[工程2-1]と冷間加工[工程2-2]を両方とも一度も行わなかった試験例があり、また、2回目もしくは3回目の中間焼鈍と冷間加工は行ったものと行わなかったものとがある。
以下に、代表的な加工プロセス例を、棒径と加工率と合わせて示す。
〔棒材加工プロセス例1〕
丸棒 直径φ20mm×長さL500mm(熱間鍛造上り)
→丸棒 直径φ15mm×長さL890mm(熱間鍛造上り)(加工率43%)
→丸棒 直径φ12mm×長さL1390mm(冷間伸線上り)(加工率36%)
→丸棒 直径φ10mm×長さL2000mm(冷間伸線上り)(加工率36%→31%)
→丸棒 直径φ8mm×長さL3120mm(冷間伸線上り)(加工率36%→31%→36%)
〔棒材加工プロセス例2〕
丸棒 直径φ20mm×長さL500mm(熱間鍛造上り)
→丸棒 直径φ17mm×長さL690mm(熱間鍛造上り)(加工率28%)
→丸棒 直径φ12mm×長さL1380mm(冷間伸線上り)(加工率50%)
〔棒材加工プロセス例3〕
丸棒 直径φ20mm×長さL500mm(熱間鍛造上り)
→丸棒 直径φ18.7mm×長さL570mm(熱間鍛造上り)(加工率13%)
→丸棒 直径φ15mm×長さL885mm(冷間伸線上り)(加工率36%)
→丸棒 直径φ12mm×長さL1380mm(冷間伸線上り)(加工率36%→36%)
棒材(線材)のサンプル(供試材)は以下の条件で作製した。
表1-1及び表1-2に示す組成を与える銅合金として、純銅、純Mn、純Al、及び他の添加元素の原料を高周波誘導炉で溶解した。溶製した銅合金を冷却し、直径80mmで長さ300mmの鋳塊(インゴット)を得た。このインゴットを800℃で熱間鍛造して直径20mmの丸棒材を得た。
この丸棒材を、必要によりさらに(1)熱間鍛造して、あるいは(2)冷間伸線して、表2-1~表2-2に示す直径の棒材を次のようにして得た。
すなわち、図2-1又は図2-2にそれぞれ示した加工と熱処理のプロセスに従って、表2-1~表2-2に示す種々の条件で加工と熱処理に付した。具体的には、熱間加工[工程1]後、中間焼鈍[工程2-1]も冷間伸線[工程2-2]も行わないで記憶熱処理[工程3]を行う(本発明例1~本発明例23、本発明例28、各比較例)(図2-1のプロセス)か、あるいは、熱間加工[工程1]後に、500℃で1時間の中間焼鈍[工程2-1]とその後の冷間伸線[工程2-2]とを1回ずつあるいは複数回繰り返し行った(本発明例24~本発明例27)(図2-2のプロセス)。いずれのプロセスを経た場合にも、その後、900℃(β単相温度)まで昇温速度30℃/分で昇温してこの温度で5分間だけ保持し、500℃(α+β相温度)まで表2-1~表2-2に記載のとおりの降温速度で降温し、直ちに、900℃(β単相温度)まで表2-1~表2-2に記載のとおりの昇温速度で昇温してこの温度で1時間保持し、最後に、900℃から水冷により急冷することで、表2-1~表2-2に示す直径の本発明例及び比較例の棒材を作製した。
図2-1及び図2-2は、それぞれプロセスの例を示すチャートであって、冷間加工の加工率、さらに冷間加工と中間焼鈍の繰り返し数は、表2-1~表2-2に示したように変更して実施した。表2-1~表2-2では、各回の冷間加工における加工率(本例では冷間伸線による加工率)を「冷間加工率(%)」の欄に左から右に一回目の加工率→二回目の加工率→三回目→…の加工率として順に示す。また、この中間焼鈍と冷間加工の繰り返し数を「冷間加工のサイクル数(回)」として示す。つまり、各冷間伸線[工程2-2]の前に500℃で1時間の中間焼鈍[工程2-1]を行ってから、表2-1~表2-2記載の冷間加工率と冷間加工回数(表中のサイクル数)で各冷間伸線[工程2-2]を行った。また、図2-1及び図2-2では、時効熱処理[工程4]は記載を省略したが、全ての試験例について後記の条件で行った。
このように、中間焼鈍[工程2-1]と冷間加工[工程2-2]を両方とも一度も行わなかった試験例があり、また、2回目もしくは3回目の中間焼鈍と冷間加工は行ったものと行わなかったものとがある。
以下に、代表的な加工プロセス例を、棒径と加工率と合わせて示す。
〔棒材加工プロセス例1〕
丸棒 直径φ20mm×長さL500mm(熱間鍛造上り)
→丸棒 直径φ15mm×長さL890mm(熱間鍛造上り)(加工率43%)
→丸棒 直径φ12mm×長さL1390mm(冷間伸線上り)(加工率36%)
→丸棒 直径φ10mm×長さL2000mm(冷間伸線上り)(加工率36%→31%)
→丸棒 直径φ8mm×長さL3120mm(冷間伸線上り)(加工率36%→31%→36%)
〔棒材加工プロセス例2〕
丸棒 直径φ20mm×長さL500mm(熱間鍛造上り)
→丸棒 直径φ17mm×長さL690mm(熱間鍛造上り)(加工率28%)
→丸棒 直径φ12mm×長さL1380mm(冷間伸線上り)(加工率50%)
〔棒材加工プロセス例3〕
丸棒 直径φ20mm×長さL500mm(熱間鍛造上り)
→丸棒 直径φ18.7mm×長さL570mm(熱間鍛造上り)(加工率13%)
→丸棒 直径φ15mm×長さL885mm(冷間伸線上り)(加工率36%)
→丸棒 直径φ12mm×長さL1380mm(冷間伸線上り)(加工率36%→36%)
このようにして加工と熱処理のプロセスを経て得られた各丸棒材を、最後の水冷により急冷して、β(BCC)単相の試料を得た。
各試料に、200℃で15分間の時効熱処理を施した。
各試料に、200℃で15分間の時効熱処理を施した。
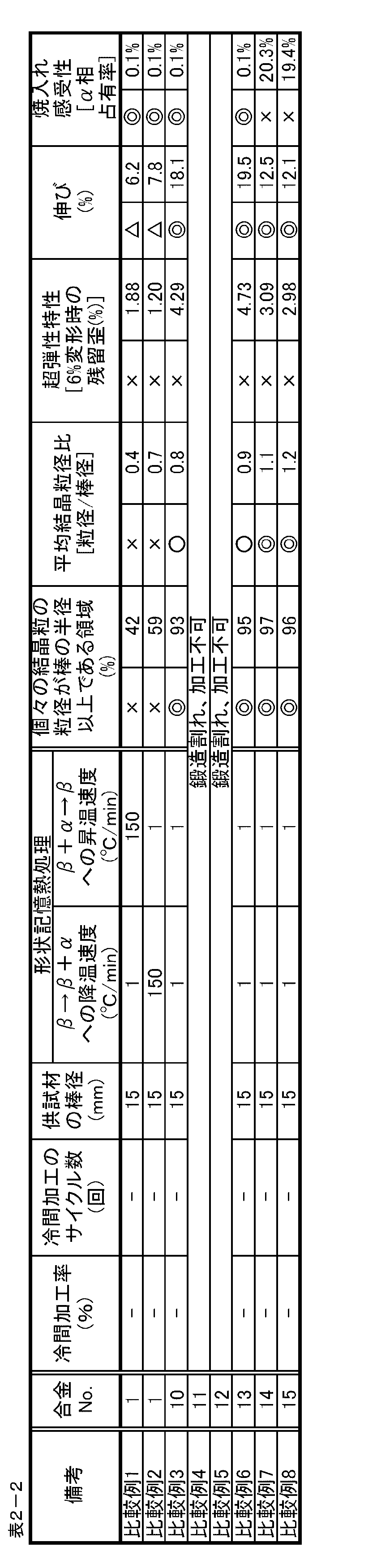
比較例の内、比較例3~8の棒材は、鍛造割れにより途中で製造を中止した比較例4と比較例5を除いて、本発明例1~23などと同様にして得た。一方、比較例1~2の棒材は、本発明例1~23などでの記憶熱処理において、降温工程[工程3-2](β→α+β)での降温速度を150℃/分の急降温で行う(比較例2)か、昇温工程[工程3-3](α+β→β)での昇温速度を150℃/分の急昇温で行う(比較例1)以外は、本発明例1~23などと同様にして得た。
この内、比較例1、2は、特開2001-20026号公報(特許文献2)及び国際公開WO2011/152009A1号公報(特許文献3)を模した試験例である。特開2001-20026号公報(特許文献2)と国際公開WO2011/152009A1号公報(特許文献3)では、記憶熱処理を行う際の昇温速度や降温速度については、何ら検討されておらず、このため具体的にどのような昇温速度や降温速度で試験したかについて記載がない。そこで、従来通常用いられていた昇温速度や降温速度として、本発明で規定する徐昇温や徐冷却からは外れる、速い速度(急昇温や急冷却)にて試験を行ったものである。
この内、比較例1、2は、特開2001-20026号公報(特許文献2)及び国際公開WO2011/152009A1号公報(特許文献3)を模した試験例である。特開2001-20026号公報(特許文献2)と国際公開WO2011/152009A1号公報(特許文献3)では、記憶熱処理を行う際の昇温速度や降温速度については、何ら検討されておらず、このため具体的にどのような昇温速度や降温速度で試験したかについて記載がない。そこで、従来通常用いられていた昇温速度や降温速度として、本発明で規定する徐昇温や徐冷却からは外れる、速い速度(急昇温や急冷却)にて試験を行ったものである。
他の比較例として、表1-1に記載の本発明で規定する範囲外の高含有量でNiを含有する銅合金材を用いて、同様にして表2-2に記載の棒材(比較例7、8)を得た。これらは、焼入れ感受性に劣ることに加えて、超弾性特性が悪いことを確認した。
超弾性特性の評価は、引張試験による応力負荷-除荷を行って、応力-歪曲線(S-Sカーブ)を求め、残留歪および伸びを求めて評価した。引張試験は、1つの供試材から3本(N=3)の試験片を切り出して試験した。以下の試験結果で、残留ひずみ、伸びは3本の平均値である。
以下に各試験及び評価の方法について詳述する。
以下に各試験及び評価の方法について詳述する。
a-1.棒材での結晶粒径
各棒材を長手方向の任意の位置で切断して半割として試料を作成する。切断長さa(mm)は特に定めないが、直径の5倍以上とした。試料の断面を研磨し、塩化第二鉄水溶液でエッチングして組織写真を撮影した。その模式図を図1に示す。断面の長手方向の端線((1)および(3))と中心線((2))が結晶粒界と交差する点の個数をnとすると、結晶粒径d(mm)は次式から求められる。
d=3×a/n
各棒材を長手方向の任意の位置で切断して半割として試料を作成する。切断長さa(mm)は特に定めないが、直径の5倍以上とした。試料の断面を研磨し、塩化第二鉄水溶液でエッチングして組織写真を撮影した。その模式図を図1に示す。断面の長手方向の端線((1)および(3))と中心線((2))が結晶粒界と交差する点の個数をnとすると、結晶粒径d(mm)は次式から求められる。
d=3×a/n
上記方法で結晶粒径を計測した棒材の各結晶粒のうち、結晶粒径が棒の半径以上である領域が全長の90%以上であるものを優れるとして「◎」、90%未満のものを劣るとして「×」と、示した。
結晶粒径が棒の半径以上である棒材の各結晶粒の粒径の平均値(このサイズを満たす粒子についての平均結晶粒径)が、棒の直径以上であるものを優れるとして「◎」、棒の直径の80%以上で直径未満であるものを良好であるとして「○」、棒の直径の80%未満であるものを劣るとして「×」と、示した。
b.超弾性特性[6%変形後の残留歪(%)]
引張り試験を行って、応力-歪曲線(S-Sカーブ)を求め、残留歪を求めて評価した。
各供試材から長さ150mmの3本の試験片を切り出して試験に供した。6%変形後の残留歪を応力-歪曲線(S-Sカーブ)から求めて、値を以下の表に示した。
試験条件は、標点距離25mmで、歪量を1%から1%ずつ8%まで暫時増加させながら、異なる水準の所定歪を繰り返し負荷する歪の負荷と、除荷とを交互に繰り返えす引張試験を、試験速度2%/minで行ったが、ここでの歪負荷のサイクルは、荷重零での歪みを0MPaと記載すると、0MPa→1%→0MPa→2%→0MPa→3%→0MPa→4%→0MPa→5%→0MPa→6%→0MPa→7%→0MPa→8%→0MPaと、荷重の負荷と徐荷を交互に繰り返して、負荷時の歪みを1%からそれぞれ1%ずつ増加させながら、8%の負荷歪みを加えるまで、8回歪みの負荷と除荷を繰り返した。
残留歪が0.2%以下であった場合を超弾性特性が優れるとして「◎」、残留歪が0.2%を超えかつ0.5%以下であった場合を超弾性特性が良好であるとして「○」、残留歪が0.5%を超えかつ1.0%以下であった場合を超弾性特性が合格であったとして「△」、残留歪が1.0%を超えて大きかった場合を超弾性特性が不合格であったとして「×」と、それぞれ判断して示した。
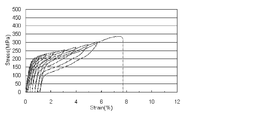
代表的な残留歪について、図3a及び図3bに応力-歪曲線(S-Sカーブ)を示した。図3aは本発明例の棒材(本発明1)、図3bは比較例の棒材(比較例2)を、それぞれ示す。
引張り試験を行って、応力-歪曲線(S-Sカーブ)を求め、残留歪を求めて評価した。
各供試材から長さ150mmの3本の試験片を切り出して試験に供した。6%変形後の残留歪を応力-歪曲線(S-Sカーブ)から求めて、値を以下の表に示した。
試験条件は、標点距離25mmで、歪量を1%から1%ずつ8%まで暫時増加させながら、異なる水準の所定歪を繰り返し負荷する歪の負荷と、除荷とを交互に繰り返えす引張試験を、試験速度2%/minで行ったが、ここでの歪負荷のサイクルは、荷重零での歪みを0MPaと記載すると、0MPa→1%→0MPa→2%→0MPa→3%→0MPa→4%→0MPa→5%→0MPa→6%→0MPa→7%→0MPa→8%→0MPaと、荷重の負荷と徐荷を交互に繰り返して、負荷時の歪みを1%からそれぞれ1%ずつ増加させながら、8%の負荷歪みを加えるまで、8回歪みの負荷と除荷を繰り返した。
残留歪が0.2%以下であった場合を超弾性特性が優れるとして「◎」、残留歪が0.2%を超えかつ0.5%以下であった場合を超弾性特性が良好であるとして「○」、残留歪が0.5%を超えかつ1.0%以下であった場合を超弾性特性が合格であったとして「△」、残留歪が1.0%を超えて大きかった場合を超弾性特性が不合格であったとして「×」と、それぞれ判断して示した。
代表的な残留歪について、図3a及び図3bに応力-歪曲線(S-Sカーブ)を示した。図3aは本発明例の棒材(本発明1)、図3bは比較例の棒材(比較例2)を、それぞれ示す。
c.伸び(El)(%)
破断伸びをJISH7103に規定の方法に従って測定した。
伸びが10%以上を優れるとして「◎」、8%以上で10%未満を良好として「○」、6%以上で8%未満を可として「△」、6%未満を劣るとして「×」と示した。
破断伸びをJISH7103に規定の方法に従って測定した。
伸びが10%以上を優れるとして「◎」、8%以上で10%未満を良好として「○」、6%以上で8%未満を可として「△」、6%未満を劣るとして「×」と示した。
d.焼入れ感受性
焼入れ感受性は、熱処理後にサンプルを冷却速度300℃/秒で冷却した場合におけるα相の析出量をSEM像の画像解析による体積分率で評価した。
α相の体積分率が10%以下を焼入れ感受性が優れるとして「◎」と示し、10%を超える場合を焼入れ感受性が劣るとして「×」と示した。
焼入れ感受性は、熱処理後にサンプルを冷却速度300℃/秒で冷却した場合におけるα相の析出量をSEM像の画像解析による体積分率で評価した。
α相の体積分率が10%以下を焼入れ感受性が優れるとして「◎」と示し、10%を超える場合を焼入れ感受性が劣るとして「×」と示した。
結果を表2-1~表2-2に併せて示す。

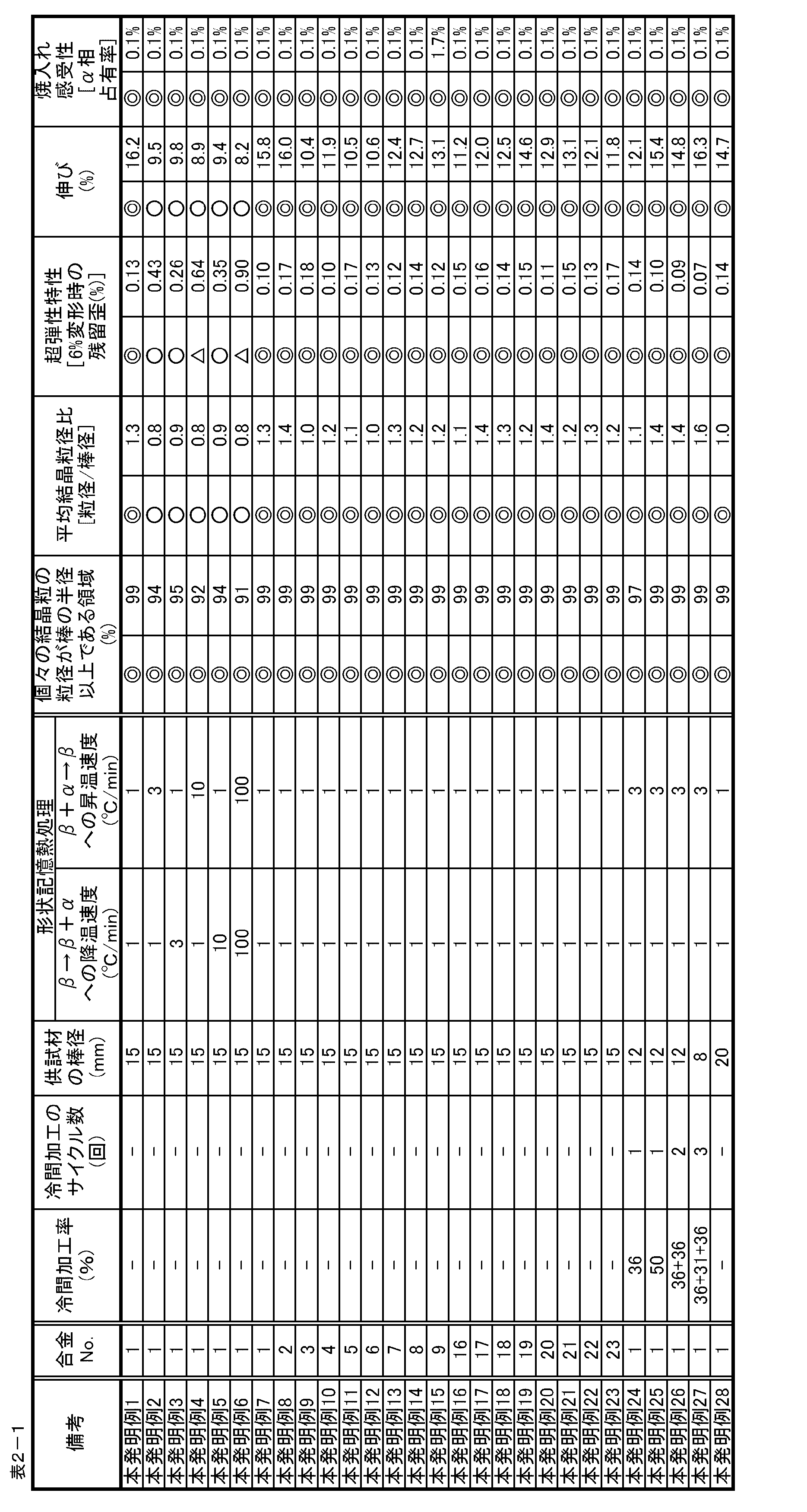
本発明例1~12は、必須添加元素のみからなりその含有量(組成比)を種々変更した合金組成についての試験例である。本発明例13~15、16~23は、必須添加元素に任意添加元素(微量添加元素)を添加した種々の合金組成についての試験例である。また、本発明例1~6、24~28は、本発明例7~23に対して製造条件を種々変更して行った試験例である。
各表に示した結果から明らかなとおり、本発明例1~28に示すように、熱間加工後の中間焼鈍やその後の冷間加工の有無などに関係なく、本発明で規定する所定の製造条件(例えば、記憶熱処理時の降温速度、昇温速度など)を満たし、さらに、その合金組成も本発明の好ましい範囲内とすることにより、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径を満たす材料が得られ、所望の優れた超弾性特性を奏するとともに、伸びや焼き入れ感受性に優れるものとなる。
一方、比較例1、2は、記憶熱処理時の[工程3-3]での昇温速度もしくは[工程3-2]での降温速度が速すぎるために、それぞれ本発明で規定する所定の粒径の大きな結晶粒の粒径分布を満たすことができず、さらにその平均結晶粒径も満たすことができず、いずれも所望の超弾性特性を示さず、また、伸びの改善が小さい。比較例3はAl含有量が少なすぎ、比較例6はMn含有量が多すぎたために、いずれも本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが所望の超弾性特性を示さない。比較例4はAl含有量が多すぎ、比較例5はMn含有量が少なすぎたために、加工性に劣り、鍛造加工中に割れが発生してサンプルを製造することができなかった。比較例7、8は、合金成分に高すぎる含有量でNiを含有しているために、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが、これらの材料の組織には、α相の析出が確認されたため、焼き入れ感受性に劣り、所望の超弾性特性が得られなかった。
また、試験結果の記載は省略するが、熱間加工後、中間焼鈍のみを行い、中間焼鈍後に冷間加工を行わずに記憶熱処理を行った棒材の場合にも、前記の本発明例と同様の結果が得られた。
各表に示した結果から明らかなとおり、本発明例1~28に示すように、熱間加工後の中間焼鈍やその後の冷間加工の有無などに関係なく、本発明で規定する所定の製造条件(例えば、記憶熱処理時の降温速度、昇温速度など)を満たし、さらに、その合金組成も本発明の好ましい範囲内とすることにより、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径を満たす材料が得られ、所望の優れた超弾性特性を奏するとともに、伸びや焼き入れ感受性に優れるものとなる。
一方、比較例1、2は、記憶熱処理時の[工程3-3]での昇温速度もしくは[工程3-2]での降温速度が速すぎるために、それぞれ本発明で規定する所定の粒径の大きな結晶粒の粒径分布を満たすことができず、さらにその平均結晶粒径も満たすことができず、いずれも所望の超弾性特性を示さず、また、伸びの改善が小さい。比較例3はAl含有量が少なすぎ、比較例6はMn含有量が多すぎたために、いずれも本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが所望の超弾性特性を示さない。比較例4はAl含有量が多すぎ、比較例5はMn含有量が少なすぎたために、加工性に劣り、鍛造加工中に割れが発生してサンプルを製造することができなかった。比較例7、8は、合金成分に高すぎる含有量でNiを含有しているために、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが、これらの材料の組織には、α相の析出が確認されたため、焼き入れ感受性に劣り、所望の超弾性特性が得られなかった。
また、試験結果の記載は省略するが、熱間加工後、中間焼鈍のみを行い、中間焼鈍後に冷間加工を行わずに記憶熱処理を行った棒材の場合にも、前記の本発明例と同様の結果が得られた。
実施例2
板材のサンプル(供試材)は以下の条件で作製した。
前記表1-1及び表1-2に示す組成を与える銅合金として、純銅、純Mn、純Al、及び他の添加元素の原料を高周波誘導炉で溶解した。溶製した銅合金を冷却し、直径80mmで長さ300mmのインゴットを得た。このインゴットを800℃で熱間鍛造して板厚15mmで板幅30mmの板材を得た。
この板材を更に熱間圧延して板厚10mmの板材を得、更に必要に応じて冷間圧延して、表2-3~表2-4に示す板厚の板材を次のようにして得た。
前記棒材の場合と同様に、図2-1又は図2-2にそれぞれ示した加工と熱処理のプロセスに従って、表2-3~表2-4に示す種々の条件で加工と熱処理に付した。具体的には、熱間加工[工程1]後、中間焼鈍[工程2-1]も冷間伸線[工程2-2]も行わないで記憶熱処理[工程3]を行う(本発明例29~本発明例51、本発明例56、各比較例)(図2-1のプロセス)か、あるいは、熱間加工[工程1]後に、500℃で1時間の中間焼鈍[工程2-1]とその後の冷間伸線[工程2-2]とを1回ずつあるいは複数回繰り返し行った(本発明例52~本発明例55)(図2-2のプロセス)。いずれのプロセスを経た場合にも、その後、900℃(β単相温度)まで昇温速度30℃/分で昇温してこの温度で5分間だけ保持し、500℃(α+β相温度)まで表2-1~表2-2に記載のとおりの降温速度で降温し、直ちに、900℃(β単相温度)まで表2-1~表2-2に記載のとおりの昇温速度で昇温してこの温度で1時間保持し、最後に、900℃から水冷により急冷することで、表2-3~表2-4に示す板厚の本発明例及び比較例の板材を作製した。
図2-1及び図2-2、並びに表2-3~表2-4についての説明は、前記棒材の場合の図2-1及び図2-2並びに表2-1~表2-2についてと同様である。
このように、中間焼鈍[工程2-1]と冷間加工[工程2-2]を両方とも一度も行わなかった試験例があり、また、2回目もしくは3回目の中間焼鈍と冷間加工は行ったものと行わなかったものとがある。
以下に、代表的な加工プロセス例を、板厚と加工率と合わせて示す。
〔板材加工プロセス例1〕
板厚15mm×板幅30mm×長さL500mm(熱間鍛造上り)
→板厚10mm×板幅33mm×長さL680mm(熱間圧延上り)
→板厚6mm×板幅35mm×長さL1070mm(熱間圧延上り)
→板厚4mm×板幅35mm×長さL1600mm(冷間圧延上り、加工率33%)
→板厚2.5mm×板幅35mm×長さL2560mm(冷間圧延上り、加工率33%→37%)
→板厚1.5mm×板幅35mm×長さL4270mm(冷間圧延上り、加工率33%→37%→40%)
〔板材加工プロセス例2〕
板厚6mm×板幅35mm×長さL1070mm(熱間圧延上り)
→板厚3mm×板幅35mm×長さL2140mm(冷間圧延上り、加工率50%)
板材のサンプル(供試材)は以下の条件で作製した。
前記表1-1及び表1-2に示す組成を与える銅合金として、純銅、純Mn、純Al、及び他の添加元素の原料を高周波誘導炉で溶解した。溶製した銅合金を冷却し、直径80mmで長さ300mmのインゴットを得た。このインゴットを800℃で熱間鍛造して板厚15mmで板幅30mmの板材を得た。
この板材を更に熱間圧延して板厚10mmの板材を得、更に必要に応じて冷間圧延して、表2-3~表2-4に示す板厚の板材を次のようにして得た。
前記棒材の場合と同様に、図2-1又は図2-2にそれぞれ示した加工と熱処理のプロセスに従って、表2-3~表2-4に示す種々の条件で加工と熱処理に付した。具体的には、熱間加工[工程1]後、中間焼鈍[工程2-1]も冷間伸線[工程2-2]も行わないで記憶熱処理[工程3]を行う(本発明例29~本発明例51、本発明例56、各比較例)(図2-1のプロセス)か、あるいは、熱間加工[工程1]後に、500℃で1時間の中間焼鈍[工程2-1]とその後の冷間伸線[工程2-2]とを1回ずつあるいは複数回繰り返し行った(本発明例52~本発明例55)(図2-2のプロセス)。いずれのプロセスを経た場合にも、その後、900℃(β単相温度)まで昇温速度30℃/分で昇温してこの温度で5分間だけ保持し、500℃(α+β相温度)まで表2-1~表2-2に記載のとおりの降温速度で降温し、直ちに、900℃(β単相温度)まで表2-1~表2-2に記載のとおりの昇温速度で昇温してこの温度で1時間保持し、最後に、900℃から水冷により急冷することで、表2-3~表2-4に示す板厚の本発明例及び比較例の板材を作製した。
図2-1及び図2-2、並びに表2-3~表2-4についての説明は、前記棒材の場合の図2-1及び図2-2並びに表2-1~表2-2についてと同様である。
このように、中間焼鈍[工程2-1]と冷間加工[工程2-2]を両方とも一度も行わなかった試験例があり、また、2回目もしくは3回目の中間焼鈍と冷間加工は行ったものと行わなかったものとがある。
以下に、代表的な加工プロセス例を、板厚と加工率と合わせて示す。
〔板材加工プロセス例1〕
板厚15mm×板幅30mm×長さL500mm(熱間鍛造上り)
→板厚10mm×板幅33mm×長さL680mm(熱間圧延上り)
→板厚6mm×板幅35mm×長さL1070mm(熱間圧延上り)
→板厚4mm×板幅35mm×長さL1600mm(冷間圧延上り、加工率33%)
→板厚2.5mm×板幅35mm×長さL2560mm(冷間圧延上り、加工率33%→37%)
→板厚1.5mm×板幅35mm×長さL4270mm(冷間圧延上り、加工率33%→37%→40%)
〔板材加工プロセス例2〕
板厚6mm×板幅35mm×長さL1070mm(熱間圧延上り)
→板厚3mm×板幅35mm×長さL2140mm(冷間圧延上り、加工率50%)
このようにして加工と熱処理のプロセスを経て得られた各板材を、最後の水冷により急冷して、β(BCC)単相の試料を得た。
各試料に、200℃で15分間の時効熱処理を施した。
各試料に、200℃で15分間の時効熱処理を施した。
比較例の内、比較例11~16の板材は、鍛造割れにより途中で製造を中止した比較例12、13を除いて、本発明例29などと同様にして得た。一方、比較例9、10の板材は、本発明例29などでの記憶熱処理において、降温工程[工程3-2](β→α+β)での降温速度を150℃/分の急降温で行う(比較例10)か、昇温工程[工程3-3](α+β→β)での昇温速度を150℃/分の急昇温で行う(比較例9)以外は、本発明例29~51などと同様にして得た。
この内、比較例9、10は、特開2001-20026号公報(特許文献2)及び国際公開WO2011/152009A1号公報(特許文献3)を模した試験例である。特開2001-20026号公報(特許文献2)と国際公開WO2011/152009A1号公報(特許文献3)では、記憶熱処理を行う際の昇温速度や降温速度については、何ら検討されておらず、このため具体的にどのような昇温速度や降温速度で試験したかについて記載がない。そこで、従来通常用いられていた昇温速度や降温速度として、本発明で規定する徐昇温や徐冷却からは外れる、速い速度(急昇温や急冷却)にて試験を行ったものである。
この内、比較例9、10は、特開2001-20026号公報(特許文献2)及び国際公開WO2011/152009A1号公報(特許文献3)を模した試験例である。特開2001-20026号公報(特許文献2)と国際公開WO2011/152009A1号公報(特許文献3)では、記憶熱処理を行う際の昇温速度や降温速度については、何ら検討されておらず、このため具体的にどのような昇温速度や降温速度で試験したかについて記載がない。そこで、従来通常用いられていた昇温速度や降温速度として、本発明で規定する徐昇温や徐冷却からは外れる、速い速度(急昇温や急冷却)にて試験を行ったものである。
他の比較例として、表1-1に記載の本発明で規定する範囲外の高含有量でNiを含有する銅合金材を用いて、同様にして表2-4に記載の板材(比較例15、16)を得た。これらは、焼入れ感受性に劣ることに加えて、超弾性特性が悪いことを確認した。
得られた板材試料について、以下で説明するもの以外は、前記棒材と同様にして各種の特性を試験、評価した。
a-2.板材での結晶粒径
各板材を長手方向の任意の位置で板厚方向に切断して半割として試料を作成する。切断長さa(mm)は特に定めないが、板幅の5倍以上とした。試料の表面を研磨し、塩化第二鉄水溶液でエッチングして組織写真を撮影した。前記棒材と同様に、その模式図は図1で表わされ、結晶粒径d(mm)の求め方も同様である。
各板材を長手方向の任意の位置で板厚方向に切断して半割として試料を作成する。切断長さa(mm)は特に定めないが、板幅の5倍以上とした。試料の表面を研磨し、塩化第二鉄水溶液でエッチングして組織写真を撮影した。前記棒材と同様に、その模式図は図1で表わされ、結晶粒径d(mm)の求め方も同様である。
上記方法で結晶粒径を計測した板材の各結晶粒のうち、結晶粒径が板厚の半分以上である領域が全長の90%以上であるものを優れるとして「◎」、90%未満のものを劣るとして「×」と、示した。
結晶粒径が板厚の半分以上である板材の各結晶粒の粒径の平均値(このサイズを満たす粒子についての平均結晶粒径)が、板厚以上であるものを優れるとして「◎」、板厚の80%以上で板厚未満であるものを良好であるとして「○」、板厚の80%未満であるものを劣るとして「×」と、示した。
結果を表2-3~表2-4に併せて示す。


本発明例29~40は、必須添加元素のみからなりその含有量(組成比)を種々変更した合金組成についての試験例である。本発明例41~43、44~51は、必須添加元素に任意添加元素(微量添加元素)を添加した種々の合金組成についての試験例である。また、本発明例29~34、52~56は、本発明例35~51に対して製造条件を種々変更して行った試験例である。
各表に示した結果から明らかなとおり、本発明例29~56に示すように、熱間加工後の中間焼鈍やその後の冷間加工の有無などに関係なく、本発明で規定する所定の製造条件(例えば、記憶熱処理時の降温速度、昇温速度など)を満たし、さらに、その合金組成も本発明の好ましい範囲内とすることにより、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径を満たす材料が得られ、所望の優れた超弾性特性を奏するとともに、伸びや焼き入れ感受性に優れるものとなる。
一方、比較例9、10は、記憶熱処理時の[工程3-3]での昇温速度もしくは[工程3-2]での降温速度が速すぎるために、それぞれ本発明で規定する所定の粒径の大きな結晶粒の粒径分布を満たすことができず、さらにその平均結晶粒径も満たすことができず、いずれも所望の超弾性特性を示さず、また、伸びの改善が小さい。比較例11はAl含有量が少なすぎ、比較例14はMn含有量が多すぎたために、いずれも本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが所望の超弾性特性を示さない。比較例12はAl含有量が多すぎ、比較例13はMn含有量が少なすぎたために、加工性に劣り、鍛造加工中に割れが発生してサンプルを製造することができなかった。比較例15、16は、合金成分に高すぎる含有量でNiを含有しているために、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが、これらの材料の組織には、α相の析出が確認されたため、焼き入れ感受性に劣り、所望の超弾性特性が得られなかった。
また、試験結果の記載は省略するが、熱間加工後、中間焼鈍のみを行い、中間焼鈍後に冷間加工を行わずに記憶熱処理を行った板材の場合にも、前記の本発明例と同様の結果が得られた。
各表に示した結果から明らかなとおり、本発明例29~56に示すように、熱間加工後の中間焼鈍やその後の冷間加工の有無などに関係なく、本発明で規定する所定の製造条件(例えば、記憶熱処理時の降温速度、昇温速度など)を満たし、さらに、その合金組成も本発明の好ましい範囲内とすることにより、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径を満たす材料が得られ、所望の優れた超弾性特性を奏するとともに、伸びや焼き入れ感受性に優れるものとなる。
一方、比較例9、10は、記憶熱処理時の[工程3-3]での昇温速度もしくは[工程3-2]での降温速度が速すぎるために、それぞれ本発明で規定する所定の粒径の大きな結晶粒の粒径分布を満たすことができず、さらにその平均結晶粒径も満たすことができず、いずれも所望の超弾性特性を示さず、また、伸びの改善が小さい。比較例11はAl含有量が少なすぎ、比較例14はMn含有量が多すぎたために、いずれも本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが所望の超弾性特性を示さない。比較例12はAl含有量が多すぎ、比較例13はMn含有量が少なすぎたために、加工性に劣り、鍛造加工中に割れが発生してサンプルを製造することができなかった。比較例15、16は、合金成分に高すぎる含有量でNiを含有しているために、本発明で規定する所定の粒径の大きな結晶粒の粒径分布とその平均結晶粒径は満たしているが、これらの材料の組織には、α相の析出が確認されたため、焼き入れ感受性に劣り、所望の超弾性特性が得られなかった。
また、試験結果の記載は省略するが、熱間加工後、中間焼鈍のみを行い、中間焼鈍後に冷間加工を行わずに記憶熱処理を行った板材の場合にも、前記の本発明例と同様の結果が得られた。
本発明をその実施態様とともに説明したが、我々は特に指定しない限り我々の発明を説明のどの細部においても限定しようとするものではなく、添付の請求の範囲に示した発明の精神と範囲に反することなく幅広く解釈されるべきであると考える。
本願は、2013年5月10日に日本国で特許出願された特願2013-099996に基づく優先権を主張するものであり、これはここに参照してその内容を本明細書の記載の一部として取り込む。
Claims (13)
- Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる棒材であって、
棒材の長手方向断面において、個々の結晶粒の粒径が棒の半径以上である領域が棒の任意位置における長手方向断面の90%以上であり、前記粒径が棒の半径以上である結晶粒の平均結晶粒径が棒の直径の80%以上である棒材。 - 前記平均結晶粒径が棒の直径以上である請求項1に記載の棒材。
- 前記Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる請求項1または請求項2に記載の棒材。
- Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる棒材の製造方法であって、
上記組成を与える合金素材の溶解・鋳造を行う[工程1]、
熱間加工を行なう[工程2]、及び
記憶熱処理を行う[工程3]、
の[工程1]~[工程3]をこの順で行なうもので、
ここで、[工程3]の記憶熱処理は、室温からβ相になる温度域まで加熱[工程3-1]して、該加熱温度に1~120分保持する熱処理と、これに続いて冷却[工程3-2]及び加熱[工程3-3]をそれぞれ各1回ずつ以上繰り返して、該冷却[工程3-2]及び加熱[工程3-3]の低温時はα+β相になる温度にして高温時はβ相になる温度にして、該冷却[工程3-2]及び加熱[工程3-3]時の冷却速度及び昇温速度をそれぞれ0.1~100℃/分とする熱処理を行い、さらに最後の加熱の後にβ相となる温度から急冷[工程3-4]させる熱処理を行う、
棒材の製造方法。 - [工程2]の熱間加工の後に、400~600℃で1~120分行う中間焼鈍[工程2-1]と加工率30%以上の冷間加工[工程2-2]とを少なくとも各1回以上この順に行ない、その後に、[工程3]の記憶熱処理を行なう請求項4に記載の棒材の製造方法。
- 請求項1~3のいずれか1項に記載の棒材を用いてなる制震部材。
- Cu-Al-Mn系合金からなり、超弾性特性を有し、実質的にβ単相からなる再結晶組織を有してなる板材であって、
板材の長手方向かつ板厚方向の断面において、個々の結晶粒の粒径が板厚の半分以上である領域が板材の任意位置における長手方向かつ板厚方向の断面の90%以上であり、前記粒径が板厚の半分以上である結晶粒の平均結晶粒径が板厚の80%以上である板材。 - 前記平均結晶粒径が板厚以上である請求項7に記載の板材。
- 前記Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる請求項7または請求項8に記載の板材。
- Cu-Al-Mn合金の組成が、3~10質量%のAl、5~20質量%のMnを含有し、必要に応じて、1質量%以下のNiを含有し、さらに必要に応じて、Co、Fe、Ti、V、Cr、Si、Nb、Mo、W、Sn、Mg、P、Be、Sb、Cd、As、Zr、Zn及びAgからなる群より選ばれた1種又は2種以上を合計で0.001~10質量%含み、残部Cuと不可避的不純物からなる板材の製造方法であって、
上記組成を与える合金素材の溶解・鋳造を行う[工程1]、
熱間加工を行なう[工程2]、及び
記憶熱処理を行う[工程3]
の[工程1]~[工程3]をこの順で行なうもので、
ここで、[工程3]の記憶熱処理は、室温からβ相になる温度域まで加熱[工程3-1]して、該加熱温度に1~120分保持する熱処理と、これに続いて冷却[工程3-2]及び加熱[工程3-3]をそれぞれ各1回ずつ以上繰り返して、該冷却[工程3-2]及び加熱[工程3-3]の低温時はα+β相になる温度にして高温時はβ相になる温度にして、該冷却[工程3-2]及び加熱[工程3-3]時の冷却速度及び昇温速度をそれぞれ0.1~100℃/分とする熱処理を行い、さらに最後の加熱の後にβ相となる温度から急冷[工程3-4]させる熱処理を行う、
板材の製造方法。 - [工程2]の熱間加工の後に、400~600℃で1~120分行う中間焼鈍[工程2-1]と加工率30%以上の冷間加工[工程2-2]とを少なくとも各1回以上この順に行ない、その後に、[工程3]の記憶熱処理を行なう請求項10に記載の板材の製造方法。
- 請求項7~9のいずれか1項に記載の板材を用いてなる制震部材。
- 請求項6または請求項12に記載の制震部材を用いてなる制震構造体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14794166.0A EP2995694A4 (en) | 2013-05-10 | 2014-04-14 | Cu-Al-Mn-BASED BAR MATERIAL AND PLATE MATERIAL DEMONSTRATING STABLE SUPERELASTICITY, METHOD FOR MANUFACTURING SAID BAR MATERIAL AND PLATE MATERIAL, SEISMIC CONTROL MEMBER IN WHICH SAID BAR MATERIAL AND PLATE MATERIAL ARE USED, AND SEISMIC CONTROL STRUCTURE IN WHICH SEISMIC CONTROL MEMBER IS USED |
| CN201480024828.9A CN105164289A (zh) | 2013-05-10 | 2014-04-14 | 显示稳定的超弹性的Cu-Al-Mn系棒材和板材、其制造方法、使用该棒材和板材的减震部件、以及使用减震部件的减震结构体 |
| US14/937,512 US20160060740A1 (en) | 2013-05-10 | 2015-11-10 | Cu-AI-Mn-BASED ALLOY ROD AND SHEET EXHIBITING STABLE SUPERELASTICITY, METHOD OF PRODUCING THE SAME, VIBRATION DAMPING MATERIAL USING THE SAME, AND VIBRATION DAMPING STRUCTURE CONSTRUCTED BY USING VIBRATION DAMPING MATERIAL |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-099996 | 2013-05-10 | ||
| JP2013099996A JP5912094B2 (ja) | 2013-05-10 | 2013-05-10 | 安定した超弾性を示すCu−Al−Mn系棒材及び板材の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/937,512 Continuation US20160060740A1 (en) | 2013-05-10 | 2015-11-10 | Cu-AI-Mn-BASED ALLOY ROD AND SHEET EXHIBITING STABLE SUPERELASTICITY, METHOD OF PRODUCING THE SAME, VIBRATION DAMPING MATERIAL USING THE SAME, AND VIBRATION DAMPING STRUCTURE CONSTRUCTED BY USING VIBRATION DAMPING MATERIAL |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014181642A1 true WO2014181642A1 (ja) | 2014-11-13 |
Family
ID=51867124
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/060586 Ceased WO2014181642A1 (ja) | 2013-05-10 | 2014-04-14 | 安定した超弾性を示すCu-Al-Mn系棒材及び板材、その製造方法、それを用いた制震部材、並びに制震部材を用いた制震構造体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160060740A1 (ja) |
| EP (1) | EP2995694A4 (ja) |
| JP (1) | JP5912094B2 (ja) |
| CN (1) | CN105164289A (ja) |
| WO (1) | WO2014181642A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111394611A (zh) * | 2020-04-08 | 2020-07-10 | 公牛集团股份有限公司 | 一种耐磨高弹性铜合金插套材料及其制备方法 |
| CN113862508A (zh) * | 2021-09-29 | 2021-12-31 | 哈尔滨工程大学 | 一种CuAlMnCoNi形状记忆合金及其制备方法 |
| CN114807648A (zh) * | 2022-05-27 | 2022-07-29 | 天津理工大学 | 一种高温形状记忆合金及其制备方法 |
| CN117512391A (zh) * | 2023-11-14 | 2024-02-06 | 哈尔滨工程大学 | CuAlMnNiCr形状记忆合金及其制备方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5567093B2 (ja) * | 2012-09-16 | 2014-08-06 | 国立大学法人東北大学 | 安定した超弾性を示すCu−Al−Mn系合金材とその製造方法 |
| JP6109329B2 (ja) | 2014-03-14 | 2017-04-05 | 古河電気工業株式会社 | Cu−Al−Mn系合金材とその製造方法、及びそれを用いた棒材または板材 |
| CN105562448B (zh) * | 2016-01-11 | 2019-05-10 | 中国兵器工业第五九研究所 | 药型罩细晶材料的低温制备方法 |
| JP6490608B2 (ja) * | 2016-02-10 | 2019-03-27 | 国立大学法人東北大学 | Cu−Al−Mn系合金材の製造方法 |
| CN105690040B (zh) * | 2016-04-06 | 2018-04-03 | 台州市椒江永固船舶螺旋桨厂 | 螺旋桨浇注、打磨工艺及其铜合金配方 |
| CN105734337A (zh) * | 2016-05-05 | 2016-07-06 | 太仓小小精密模具有限公司 | 一种耐磨型铜合金模具材料 |
| CN106834796A (zh) * | 2017-01-25 | 2017-06-13 | 广东广信科技有限公司 | 一种用于配电柜的高强度铜合金材料及其制备方法 |
| CN107123811B (zh) * | 2017-04-11 | 2020-01-10 | 华南理工大学 | 双尺度多孔铜铝锰形状记忆合金复合材料及其制备方法与应用 |
| CN108998694A (zh) * | 2018-07-06 | 2018-12-14 | 武汉理工大学 | 一种超弹性合金局部增强混凝土抗震柱的制备方法 |
| CN108972862A (zh) * | 2018-07-28 | 2018-12-11 | 武汉理工大学 | 一种超弹性合金局部增强抗震自修复混凝土梁的制备方法 |
| JP7103588B2 (ja) * | 2019-01-31 | 2022-07-20 | 株式会社古河テクノマテリアル | ねじ部を有するCu-Al-Mn系形状記憶合金成形体及びその製造方法 |
| CN111139373B (zh) * | 2020-02-10 | 2021-11-05 | 江西理工大学 | 高强亚稳态弹性铜合金及其制备方法 |
| CN113234957B (zh) * | 2021-04-27 | 2022-04-01 | 中机智能装备创新研究院(宁波)有限公司 | 一种铜合金焊丝、制备方法及应用 |
| CN113373342B (zh) * | 2021-05-28 | 2022-07-22 | 上海理工大学 | 一种高超弹性CuAlMn形状记忆合金线材的制备方法 |
| CN113846244B (zh) * | 2021-09-20 | 2022-06-21 | 哈尔滨工程大学 | 一种CuAlMn形状记忆合金及制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001020026A (ja) | 1999-07-08 | 2001-01-23 | Kiyohito Ishida | 形状記憶特性及び超弾性を有する銅系合金、それからなる部材ならびにそれらの製造方法 |
| JP2005298952A (ja) | 2004-04-15 | 2005-10-27 | Chuo Spring Co Ltd | 制振材料およびその製造方法 |
| WO2011152009A1 (ja) | 2010-05-31 | 2011-12-08 | 社団法人 日本銅センター | 銅系合金及びそれを用いた構造材 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4479510B2 (ja) * | 2005-01-17 | 2010-06-09 | 日立電線株式会社 | 銅合金導体及びそれを用いたトロリー線・ケーブル並びに銅合金導体の製造方法 |
| JP5569330B2 (ja) * | 2010-10-20 | 2014-08-13 | 日立金属株式会社 | 音楽・映像用ケーブル |
-
2013
- 2013-05-10 JP JP2013099996A patent/JP5912094B2/ja active Active
-
2014
- 2014-04-14 WO PCT/JP2014/060586 patent/WO2014181642A1/ja not_active Ceased
- 2014-04-14 CN CN201480024828.9A patent/CN105164289A/zh active Pending
- 2014-04-14 EP EP14794166.0A patent/EP2995694A4/en not_active Withdrawn
-
2015
- 2015-11-10 US US14/937,512 patent/US20160060740A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001020026A (ja) | 1999-07-08 | 2001-01-23 | Kiyohito Ishida | 形状記憶特性及び超弾性を有する銅系合金、それからなる部材ならびにそれらの製造方法 |
| JP2005298952A (ja) | 2004-04-15 | 2005-10-27 | Chuo Spring Co Ltd | 制振材料およびその製造方法 |
| WO2011152009A1 (ja) | 2010-05-31 | 2011-12-08 | 社団法人 日本銅センター | 銅系合金及びそれを用いた構造材 |
Non-Patent Citations (6)
| Title |
|---|
| K EIICHI ARAKI ET AL.: "Mechanical properties of Cu-Al-Mn superelastic alloys as a damping material for building structures", COPPER AND COPPER ALLOY, vol. 47, 1 August 2008 (2008-08-01), pages 73 - 77, XP008182583 * |
| See also references of EP2995694A4 * |
| TOSHIHIRO OMORI ET AL.: "Abnormal Grain Growth Induced by Cyclic Heat Treatment", SCIENCE, vol. 341, 27 September 2013 (2013-09-27), pages 1500 - 1502, XP055295450 * |
| TOSHIHIRO OMORI ET AL.: "Damping Characteristics of Ductile Cu-Al-Mn Shape Memory Alloys", COPPER AND COPPER ALLOY, vol. 42, 1 August 2003 (2003-08-01), pages 198 - 201, XP008182479 * |
| Y. SUTOU ET AL.: "Grain size dependence of pseudoelasticity in polycrystalline Cu-Al-Mn- based shape memory sheets", ACTA MATERIALIA, vol. 61, no. 10, pages 3842 - 3850, XP055086107 * |
| YUJI SUTO ET AL.: "Development of Cu-Al-Mn- based Shape Memory Alloys with Enhanced Ductility", MATERIA JAPAN, vol. 42, no. 11, 20 November 2003 (2003-11-20), pages 813 - 821, XP055294456 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111394611A (zh) * | 2020-04-08 | 2020-07-10 | 公牛集团股份有限公司 | 一种耐磨高弹性铜合金插套材料及其制备方法 |
| CN113862508A (zh) * | 2021-09-29 | 2021-12-31 | 哈尔滨工程大学 | 一种CuAlMnCoNi形状记忆合金及其制备方法 |
| CN113862508B (zh) * | 2021-09-29 | 2022-09-02 | 哈尔滨工程大学 | 一种CuAlMnCoNi形状记忆合金及其制备方法 |
| CN114807648A (zh) * | 2022-05-27 | 2022-07-29 | 天津理工大学 | 一种高温形状记忆合金及其制备方法 |
| CN114807648B (zh) * | 2022-05-27 | 2023-08-18 | 天津理工大学 | 一种高温形状记忆合金及其制备方法 |
| CN117512391A (zh) * | 2023-11-14 | 2024-02-06 | 哈尔滨工程大学 | CuAlMnNiCr形状记忆合金及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2995694A1 (en) | 2016-03-16 |
| JP2014218717A (ja) | 2014-11-20 |
| EP2995694A4 (en) | 2017-05-17 |
| CN105164289A (zh) | 2015-12-16 |
| US20160060740A1 (en) | 2016-03-03 |
| JP5912094B2 (ja) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5912094B2 (ja) | 安定した超弾性を示すCu−Al−Mn系棒材及び板材の製造方法 | |
| JP5567093B2 (ja) | 安定した超弾性を示すCu−Al−Mn系合金材とその製造方法 | |
| KR102237789B1 (ko) | 내응력부식성이 우수한 Cu-Al-Mn계 합금재료로 이루어지는 전신재와 그 용도 | |
| US11118255B2 (en) | Cu-Al-Mn-based alloy material, method of producing the same, and rod material or sheet material using the same | |
| JP5215855B2 (ja) | Fe基合金及びその製造方法 | |
| CN112639144B (zh) | 铜系合金材料及其制造方法以及由铜系合金材料构成的构件或部件 | |
| JP6490608B2 (ja) | Cu−Al−Mn系合金材の製造方法 | |
| JPWO2018047787A1 (ja) | Fe基形状記憶合金材及びその製造方法 | |
| CN112840051B (zh) | Cu-Al-Mn系形状记忆合金的成型体及其制造方法 | |
| JP2016153532A (ja) | 安定した超弾性を示すCu−Al−Mn系棒材及び板材、それを用いた制震部材、並びに制震部材を用いた制震構造体 | |
| JP6258644B2 (ja) | 破断伸びに優れたCu−Al−Mn系合金材及びそれを用いてなる制震部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480024828.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14794166 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014794166 Country of ref document: EP |