WO2015004723A1 - 高強度セメント硬化体の製造方法 - Google Patents
高強度セメント硬化体の製造方法 Download PDFInfo
- Publication number
- WO2015004723A1 WO2015004723A1 PCT/JP2013/068704 JP2013068704W WO2015004723A1 WO 2015004723 A1 WO2015004723 A1 WO 2015004723A1 JP 2013068704 W JP2013068704 W JP 2013068704W WO 2015004723 A1 WO2015004723 A1 WO 2015004723A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cement
- water
- strength
- vacuum
- cement kneaded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B7/00—Hydraulic cements
- C04B7/36—Manufacture of hydraulic cements in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/08—Producing shaped prefabricated articles from the material by vibrating or jolting
- B28B1/082—Producing shaped prefabricated articles from the material by vibrating or jolting combined with a vacuum, e.g. for moisture extraction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/007—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/14—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted
- B28B1/16—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted for producing layered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/40—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material
- B28B7/44—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material for treating with gases or degassing, e.g. for de-aerating
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/0089—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability making use of vacuum or reduced pressure
Definitions
- the present invention relates to a high-strength cement cured body and a method for producing the same, and more particularly to a production method for producing a high-strength cement hardened body by evacuation.
- a hydraulic composite material that includes at least one order of magnitude of solid particles B, a surface active dispersant, and an additional material C (sand, stone, metal fibers, etc.). This hydraulic composite material develops a compressive strength of 100 to 150 N / mm 2 after curing.
- Patent Document 2 discloses that (A) a cement part by weight of a Blane specific surface area of 2,500 to 5,000 cm 2 / g, and (B) 10 to 40 parts by weight of fine particles having a BET specific surface area of 5 to 25 m 2 / g, (C) 20-55 parts by weight of inorganic particles having a Blaine specific surface area of 3,000 to 30,000 cm 2 / g and a Blaine specific surface area larger than the cement, and (D) a particle size of 2 mm or less, and , A hydraulic composition containing an aggregate having a particle content of 75 ⁇ m or less of 2.0% by weight or less, wherein the aggregate (D) is mixed in the cement (A) and the fine particles ( A hydraulic composition is disclosed that is 30 to 130 parts by weight with respect to 100 parts by weight of the total amount of B) and the inorganic particles (C). A hardened cement body using this hydraulic composition exhibits a compressive strength of 200 to 220 N / mm 2 .
- Patent Document 3 a method of defoaming by supplying vibration after supplying the cement kneaded material to a mold.
- Patent Document 4 the hardened cement body kneaded to a high flow value is stirred and depressurized by a depressurizing means to reduce the amount of air.
- a depressurizing means to reduce the amount of air.
- the amount of air is about 4-7%. Since the presence of such a large amount of air becomes a factor that inhibits the strength development of the cementitious hardened body, it is desired to reduce the amount of air.
- the present invention defoams a cement kneaded product having a compressive strength of 100 MPa or more, lowers the air amount and the water cement ratio in a reduced-pressure atmosphere, and returns it to atmospheric pressure.
- the present invention has been proposed for the purpose of providing a hardened cement body and a method for producing the same, which can significantly improve the compressive strength and the bending strength by maintaining the reduced amount of air.
- the method for producing a hardened high-strength cement includes a step of mixing a cement with at least water and a water reducing agent and kneading to obtain a cement kneaded product, and placing the cement kneaded product in a vacuum apparatus, A step of drawing air and dewatering, and a step of releasing the cement kneaded material under atmospheric pressure after forming an impermeable film layer on the surface of the cement kneaded material contained in the vacuum container of the vacuum device And a step of subsequently curing the cement kneaded material.
- the impermeable membrane layer is preferably either a water membrane or an oil membrane.
- the impervious membrane layer is a water membrane, and the water membrane is formed by applying vibration or stirring to the cement kneaded material under reduced pressure to cause the water inside the cement kneaded material to float on the surface. It is preferable.
- the release of the vacuum device to atmospheric pressure in the vacuum vessel is preferably performed by putting either air or an inert gas into the vacuum vessel.
- the high-strength cement cured body according to the present invention is a cement cured body formed by the above-described method for producing a cement cured body.
- the cement kneaded material is brought to atmospheric pressure by evacuating, deairing and dewatering, and then forming an impermeable film layer on the surface of the cement kneaded material.
- air is prevented from entering the cement kneaded material again.
- the amount of air in the cement kneaded material is maintained while being reduced, and the cement kneaded material is cured and solidified, so that a cement hardened body (concrete or the like) with high compressive strength can be manufactured.
- the facility and the manufacturing process are easy, and the excellent effect that the manufacturing cost can be reduced is also achieved.
- the method for producing a high-strength cement hardened body includes a step of obtaining a cement kneaded product (first step), a step of evacuating and deaerating and dewatering (second step), After the formation of the permeable membrane layer, it is composed of a step of returning from the reduced pressure to the atmospheric pressure so as not to cause redrawing of air or the like (third step), and a step of curing the cement kneaded material (fourth step).
- the method for producing a high-strength cement hardened body first, in the first step, at least water and a water reducing agent are mixed and kneaded in the cement.
- a water reducing agent for example, Portland cement, silica fume, a water reducing agent, and water are in this order, and the ratio by weight is 1: 0.1: 0.015: 0.16.
- the flow value of the cement kneaded material 5 is not specifically limited.
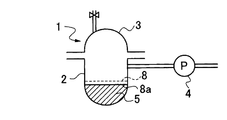
- the cement kneaded product 5 is placed in a vacuum container 2 of a vacuum apparatus 1 as shown in FIG. 1, sealed with a lid 3, and then evacuated as shown in FIG. Perform degassing and dewatering.
- the evacuation time is, for example, about 2 to 10 minutes.
- the defoaming and dehydration in the second step for example, it is preferable to vibrate the vacuum vessel 2 with a shaker or the like or stir the cement kneaded material 5.
- using an antifoaming agent to eliminate bubbles due to defoaming prevents the vacuum pump 4 from sucking bubbles.
- the third step subsequent to the second step after forming the impermeable membrane layer 7 on the surface of the cement kneaded material 5 contained in the vacuum vessel 2 of the vacuum device 1 as shown in FIG.
- the cement kneaded material 5 is released under atmospheric pressure.
- the formation of the impermeable membrane layer 7 is to prevent atmospheric air or the like from being mixed again into the cement kneaded material 5.
- the impermeable film layer 7 is, for example, either a water film or an oil film.
- the impervious membrane layer 7 is a water film
- the cement kneaded product 5 under reduced pressure is vibrated finely with a shaker or the like, and the water inside the cement kneaded product 5 floats on the surface and is formed.
- the water film is drawn into the water film. Therefore, it is preferable to reduce the stirring action and vibration action in this step.
- a supply device hose, pipe, etc.
- water, oil, Or a surfactant or the like is supplied onto the cement kneaded material 5.
- a gas such as air or an inert gas is put into the vacuum vessel 2.
- the liquid level of the cement kneaded material 5 is lowered from the liquid level 8 to the liquid level 8a as shown in FIG.
- the content of water inside the cement kneaded product 5 can be ensured to be 0.16 or more by weight ratio while keeping the air content of the cement kneaded product 5 low, for example, 3% or less. is there.
- the cement kneaded product 5 is taken out from the vacuum apparatus 1 and put into a mold or the like and cured by steam curing or the like. . Thereby, it becomes a high-strength cement hardening body which raised compression strength and bending strength.
- the high-strength cement hardened body and the manufacturing method thereof according to the present invention are easy methods using a device with a simple configuration, they can be widely applied to concrete manufacturing methods.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Preparation Of Clay, And Manufacture Of Mixtures Containing Clay Or Cement (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
Description
2 真空容器、
3 蓋、
4 真空ポンプ、
5 セメント混練物、
6 泡、
7 不透過膜層、
8 真空引き時の液面、 8a 大気解放後の液面、
9 圧力計。
Claims (5)
- セメントに少なくとも水と減水剤とを混合して混練してセメント混練物を得る工程と、
該セメント混練物を真空装置の真空容器中に入れ、該真空容器内を真空引きして該セメント混練物を減圧下に置くことにより空気抜きと脱水とを行う工程と、
前記真空装置の真空容器に内包されたセメント混練物の表面に、不透過膜層を形成した後に、当該セメント混練物を大気圧下に解放する工程と、
その後に前記セメント混練物を硬化させる工程とからなること、
を特徴とする高強度セメント硬化体の製造方法。 - 前記不透過膜層は、水膜、油膜のいずれかであること、
を特徴とする請求項1に記載の高強度セメント硬化体の製造方法。 - 前記不透過膜層は水膜であって、減圧下の前記セメント混練物に振動を加えて若しくは攪拌して、当該セメント混練物内部の水を表面に浮かび上がらせることによって該水膜を形成すること、
を特徴とする請求項2に記載の高強度セメント硬化体の製造方法。 - 前記真空装置の該真空容器内の大気圧下への解放は、該真空容器内に空気、若しくは、不活性ガスいずれかの気体を入れて行うこと、
を特徴とする請求項1乃至3のいずれか1項に記載の高強度セメント硬化体の製造方法。 - 請求項1~4の製造方法によって形成されたこと、
を特徴とする高強度セメント硬化体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/068704 WO2015004723A1 (ja) | 2013-07-09 | 2013-07-09 | 高強度セメント硬化体の製造方法 |
| KR1020157020811A KR101585556B1 (ko) | 2013-07-09 | 2013-07-09 | 고강도 시멘트 경화체의 제조 방법 |
| US14/761,645 US20150353423A1 (en) | 2013-07-09 | 2013-07-09 | Method for manufacturing high-strength cement cured product |
| EP13889235.1A EP2937195A4 (en) | 2013-07-09 | 2013-07-09 | METHOD FOR PRODUCING A HIGHLY RESISTANT CEMENT-HARDENED PRODUCT |
| JP2013546506A JP5486742B1 (ja) | 2013-07-09 | 2013-07-09 | 高強度セメント硬化体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/068704 WO2015004723A1 (ja) | 2013-07-09 | 2013-07-09 | 高強度セメント硬化体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015004723A1 true WO2015004723A1 (ja) | 2015-01-15 |
Family
ID=50792201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/068704 Ceased WO2015004723A1 (ja) | 2013-07-09 | 2013-07-09 | 高強度セメント硬化体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150353423A1 (ja) |
| EP (1) | EP2937195A4 (ja) |
| JP (1) | JP5486742B1 (ja) |
| KR (1) | KR101585556B1 (ja) |
| WO (1) | WO2015004723A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2766494C1 (ru) * | 2020-08-26 | 2022-03-15 | Общество с ограниченной ответственностью "Институт термологии" | Способ изготовления бетона |
| RU2801720C2 (ru) * | 2020-11-16 | 2023-08-15 | Федеральное государственное бюджетное учреждение науки "Удмуртский федеральный исследовательский центр Уральского отделения Российской академии наук" | Способ изготовления, хранения и транспортирования бетонных изделий |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109912839B (zh) * | 2019-03-28 | 2020-12-15 | 天津中材工程研究中心有限公司 | 一种浮力材料的表面处理方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1980000959A1 (en) | 1978-11-03 | 1980-05-15 | Allborg Portland Cement | Shaped article and composite material and method for producing same |
| JPS639504A (ja) * | 1986-06-30 | 1988-01-16 | 旭ステンレス有限会社 | 型打コンクリ−トの締固め方法及び装置 |
| JPH01176260A (ja) * | 1987-12-28 | 1989-07-12 | Denki Kagaku Kogyo Kk | 高強度水硬性硬化体の製造法 |
| JPH08151733A (ja) | 1994-11-30 | 1996-06-11 | Nippon Electric Glass Co Ltd | 繊維織物及び繊維強化セメント製品の製造方法 |
| JPH11503380A (ja) * | 1996-01-29 | 1999-03-26 | トンチェリ,マルチェロ | セメントスラブ製品を製造する方法および装置並びにその結果の製品 |
| JP2002338324A (ja) | 2001-03-08 | 2002-11-27 | Taiheiyo Cement Corp | 水硬性組成物 |
| JP2009006541A (ja) | 2007-06-27 | 2009-01-15 | Taiheiyo Cement Corp | セメント質硬化体の製造方法 |
| JP2010534133A (ja) * | 2007-07-25 | 2010-11-04 | ダブリュー・アール・グレイス・アンド・カンパニー−コネチカット | 流体を二つの作用で重量測定して分注する方法および装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE923478C (de) * | 1942-11-27 | 1955-02-14 | Richard Raupach Maschinenfabri | Verfahren zur Herstellung von Faserstoffplatten |
| DE2455634C2 (de) * | 1973-11-24 | 1983-08-18 | Yasuro Ito | Verfahren und Vorrichtung zum Herstellen von Betonkörpern |
| US4017321A (en) * | 1975-07-11 | 1977-04-12 | I-T-E Imperial Corporation | Void free electrical cement-concrete |
| DE60135216D1 (de) * | 2000-05-25 | 2008-09-18 | Constr Res & Tech Gmbh | Zusatzmittel für zementzusammensetzungen |
| US9783622B2 (en) * | 2006-01-31 | 2017-10-10 | Axalta Coating Systems Ip Co., Llc | Coating system for cement composite articles |
| JP5358750B1 (ja) * | 2012-08-07 | 2013-12-04 | 株式会社エスイー | コンクリート成形体の製造方法 |
-
2013
- 2013-07-09 US US14/761,645 patent/US20150353423A1/en not_active Abandoned
- 2013-07-09 EP EP13889235.1A patent/EP2937195A4/en not_active Withdrawn
- 2013-07-09 WO PCT/JP2013/068704 patent/WO2015004723A1/ja not_active Ceased
- 2013-07-09 KR KR1020157020811A patent/KR101585556B1/ko not_active Expired - Fee Related
- 2013-07-09 JP JP2013546506A patent/JP5486742B1/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1980000959A1 (en) | 1978-11-03 | 1980-05-15 | Allborg Portland Cement | Shaped article and composite material and method for producing same |
| JPS55500863A (ja) | 1978-11-03 | 1980-10-30 | ||
| JPS639504A (ja) * | 1986-06-30 | 1988-01-16 | 旭ステンレス有限会社 | 型打コンクリ−トの締固め方法及び装置 |
| JPH01176260A (ja) * | 1987-12-28 | 1989-07-12 | Denki Kagaku Kogyo Kk | 高強度水硬性硬化体の製造法 |
| JPH08151733A (ja) | 1994-11-30 | 1996-06-11 | Nippon Electric Glass Co Ltd | 繊維織物及び繊維強化セメント製品の製造方法 |
| JPH11503380A (ja) * | 1996-01-29 | 1999-03-26 | トンチェリ,マルチェロ | セメントスラブ製品を製造する方法および装置並びにその結果の製品 |
| JP2002338324A (ja) | 2001-03-08 | 2002-11-27 | Taiheiyo Cement Corp | 水硬性組成物 |
| JP2009006541A (ja) | 2007-06-27 | 2009-01-15 | Taiheiyo Cement Corp | セメント質硬化体の製造方法 |
| JP2010534133A (ja) * | 2007-07-25 | 2010-11-04 | ダブリュー・アール・グレイス・アンド・カンパニー−コネチカット | 流体を二つの作用で重量測定して分注する方法および装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2937195A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2766494C1 (ru) * | 2020-08-26 | 2022-03-15 | Общество с ограниченной ответственностью "Институт термологии" | Способ изготовления бетона |
| RU2801720C2 (ru) * | 2020-11-16 | 2023-08-15 | Федеральное государственное бюджетное учреждение науки "Удмуртский федеральный исследовательский центр Уральского отделения Российской академии наук" | Способ изготовления, хранения и транспортирования бетонных изделий |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101585556B1 (ko) | 2016-01-14 |
| EP2937195A4 (en) | 2016-11-09 |
| EP2937195A1 (en) | 2015-10-28 |
| JP5486742B1 (ja) | 2014-05-07 |
| JPWO2015004723A1 (ja) | 2017-02-23 |
| US20150353423A1 (en) | 2015-12-10 |
| KR20150093861A (ko) | 2015-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5358750B1 (ja) | コンクリート成形体の製造方法 | |
| JP2023506421A (ja) | プレキャストコンクリート製品を硬化させるためのシステムおよび方法 | |
| CN111574172A (zh) | 一种蒸压加气混凝土板及其制造工艺 | |
| CN106799788A (zh) | 定向分布钢纤维水泥基材料及其制备方法和装置 | |
| JP5486742B1 (ja) | 高強度セメント硬化体の製造方法 | |
| CN105980119A (zh) | 用于陶瓷部件铸造的方法 | |
| JP6924646B2 (ja) | 即時脱型方式用のセメント組成物、及び、それを用いたプレキャストコンクリート成型品の製造方法 | |
| JP6211762B2 (ja) | コンクリート成形体の製造方法 | |
| KR101590124B1 (ko) | 스팀양생이 필요없는 pc암거용 콘크리트 조성물 및 이를 이용한 pc암거 제작방법 | |
| JP5974534B2 (ja) | 軽量即時脱型ブロック及びその製造方法 | |
| CN109467369B (zh) | 一种挤压边墙混凝土及其制备方法 | |
| JP7561659B2 (ja) | セメント組成物 | |
| CN202731286U (zh) | 滤水模板 | |
| JP2013166353A (ja) | コンクリート成形体の製造方法 | |
| JP2017210790A (ja) | 耐凍害性フレッシュコンクリートの搬送方法 | |
| CN106630812A (zh) | 用于岩体裂隙非饱和渗流试验的毛细障碍材料及制作工艺 | |
| JP2022152433A (ja) | セメント組成物および超高強度セメント質硬化体の製造方法 | |
| JP2021155287A (ja) | コンクリートブレースおよびその製造方法 | |
| JP5984140B2 (ja) | 軽量気泡コンクリートの製造方法 | |
| CN105016698B (zh) | 一种复合蒸压加气混凝土砌块及其制备方法 | |
| JP2002104886A (ja) | ポーラスコンクリートの製造方法 | |
| JP6987578B2 (ja) | ポーラス・スプリットン・ブロック | |
| JP2019064172A (ja) | 固化体の製造方法 | |
| JP2000158433A (ja) | コンクリートの製造装置及び方法 | |
| JP2025024750A (ja) | 筒状のコンクリート杭の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013546506 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13889235 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14761645 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013889235 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20157020811 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |