WO2015012293A1 - 外部灌流型の中空糸膜モジュール及び前記モジュールを有するインクジェットプリンタ - Google Patents
外部灌流型の中空糸膜モジュール及び前記モジュールを有するインクジェットプリンタ Download PDFInfo
- Publication number
- WO2015012293A1 WO2015012293A1 PCT/JP2014/069396 JP2014069396W WO2015012293A1 WO 2015012293 A1 WO2015012293 A1 WO 2015012293A1 JP 2014069396 W JP2014069396 W JP 2014069396W WO 2015012293 A1 WO2015012293 A1 WO 2015012293A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hollow fiber
- fiber membrane
- case
- liquid
- membrane bundle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D19/00—Degasification of liquids
- B01D19/0031—Degasification of liquids by filtration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/021—Manufacturing thereof
- B01D63/0233—Manufacturing thereof forming the bundle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/024—Hollow fibre modules with a single potted end
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/024—Hollow fibre modules with a single potted end
- B01D63/0241—Hollow fibre modules with a single potted end being U-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/02—Hollow fibre modules
- B01D63/04—Hollow fibre modules comprising multiple hollow fibre assemblies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
- B01D69/081—Hollow fibre membranes characterised by the fibre diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/10—Supported membranes; Membrane supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1213—Laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
- B41J2/17563—Ink filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/19—Ink jet characterised by ink handling for removing air bubbles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2311/00—Details relating to membrane separation process operations and control
- B01D2311/26—Further operations combined with membrane separation processes
- B01D2311/2653—Degassing
- B01D2311/2657—Deaeration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/08—Flow guidance means within the module or the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/10—Specific supply elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/20—Specific housing
- B01D2313/205—Specific housing characterised by the shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/24—Mechanical properties, e.g. strength
Definitions
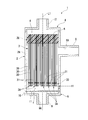
- FIG. 1 shows an external perfusion type deaeration module 1 according to a first embodiment of the present invention.
- the deaeration module 1 includes a case 2 and a hollow fiber membrane bundle 3 housed in the case 2.
- the case 2 includes a cylindrical case body 2A, a first lid member 4 that covers one end opening of the case body 2A, and a second lid member 5 that covers the other end opening of the case body 2A.
- the case 2 forms a substantially cylindrical appearance by combining the case main body 2A, the first lid member 4, and the second lid member 5.
- the deaeration module 1 is used in an inkjet discharge apparatus such as an inkjet printer or a color filter manufacturing apparatus, but its application is not particularly limited.
- reference numeral L1 denotes a central axis of the case 2 (hereinafter, simply referred to as “axial”) extending in the axial direction of the case 2 through the center of the cross section of the case 2 along the direction orthogonal to the axial direction of the case 2 (case body 2A). Sometimes called the center).
- the center of the cross section of the case 2 means the center of gravity in a cross section perpendicular to the direction in which the hollow fiber membrane 30 extends (longitudinal direction of the case 2).
- the first lid member 4 is disposed on the upper side
- the second lid member 5 is disposed on the lower side.
- FIG. 4 shows a liquid flow in the deaeration module 1 according to the present embodiment.
- the liquid flows into the case 2 through the inlet 9 ⁇ / b> A of the second port 9 as indicated by the arrow ⁇ .
- the liquid flowing into the case 2 flows from the opening 11 of the dispersion plate 10 to the upper chamber of the dispersion plate 10 in the liquid chamber f, and is directed to the first port 8 as indicated by the arrow ⁇ . Flowing diagonally. A large amount of liquid flowing from the opening 11 flows from the side opposite to the side where the first port 8 side is formed.
- the hollow fiber membrane 30 has gas permeability that allows gas to pass between the hollow portion and the outside of the hollow fiber membrane 30.
- the outer diameter of the hollow fiber membrane 30 is preferably 280 ⁇ m or less, and more preferably 250 ⁇ m or less. More specifically, the thickness is preferably 250 to 150 ⁇ m, and more preferably 220 to 180 ⁇ m. When the outer diameter of the hollow fiber membrane 30 is within the above numerical range, an efficient channel can be formed between the hollow fiber membranes in the case.
- the inner diameter of the hollow fiber membrane 30 is preferably 100 ⁇ m or more, and more preferably 120 ⁇ m or more.
- the inner diameter of the hollow fiber membrane 30 is preferably 200 ⁇ m or less.
- the inner diameter and outer diameter of the hollow fiber membrane are measured as follows. First, several hollow fiber membranes are bundled and the entire outside thereof is covered with polyurethane resin and cured. Next, the cured bundle is sliced along the radial direction of the hollow fiber membrane so that the length in the longitudinal direction is several mm, thereby obtaining a flaky sample having a thickness of several mm. Next, an optical image of the cross section of the sample is projected onto a screen at a magnification of, for example, 100 using a projector. In the projected image, the outer diameter and inner diameter of each hollow fiber membrane are measured. The operation of cutting out and measuring the sample in this manner is repeated five times or more, and the average value of all the numerical values is taken as the outer diameter and inner diameter of the hollow fiber membrane
- the material for the porous support layer examples include silicon rubber-based resins such as polydimethylsiloxane, a copolymer of silicon and polycarbonate; polyolefins such as poly-4-methylpentene-1, poly-3-methylbutene-1, low-density polyethylene, and polypropylene Fluorine-containing resins such as polyvinylidene fluoride and polytetrafluoroethylene; Cellulose resins such as ethyl cellulose; Polyphenylene oxide; Poly-4-vinylpyridine; Urethane resins; Polystyrene; Polyetheretherketone; Polyetherketone . These resins may be used alone or in a blend of two or more. Also, copolymers of these resins can be used.
- silicon rubber-based resins such as polydimethylsiloxane, a copolymer of silicon and polycarbonate
- polyolefins such as poly-4-methylpentene-1, poly-3-methylbutene-1
- the thicknesses of the homogeneous layer and the porous support layer are preferably determined so that the film thickness falls within the above range, and within that range, the thickness of the homogeneous layer is preferably 0.3 to 2 ⁇ m.
- the thickness of the porous support layer is preferably 20 to 70 ⁇ m, more preferably 25 to 55 ⁇ m.
- the thickness of the porous support layer refers to the case where the porous support layer is composed of a plurality of layers (for example, a total of two porous support layers, one on each of the inner side and the outer side of the homogeneous layer). In other cases, the total thickness of the plurality of layers.
- ⁇ a indicates the flow of liquid in the case 2. Also in the configuration of the present embodiment, as referred to by the arrow ⁇ a, the liquid goes to the first port 8 while contacting the wide range of the extending direction of the hollow fiber membrane bundle 3. Also in this embodiment, the same effect as the first embodiment can be obtained.
- the deaeration module 1a ′′ according to the fifth embodiment includes the first port 8 on one end side and the second port on the other end side in the deaeration module 1a according to the fourth embodiment. It is installed.
- the deaeration module 1 a ′′ is configured to allow liquid to flow from the second port 9 toward the first port 8.
- the second port 9 is an inflow port and the first port 8 is an outflow port.
- the first port 8 may be an inflow port and the second port 9 may be an outflow port. Good.
- the first port 8 and the second port 9 are separated from each other in the horizontal direction.
- the positions of the first port 8 and the second port 9 are particularly limited. Is not to be done.
- the first port 8 may be installed on one end side as in the fifth embodiment, or the second port 9 may be installed on the other end side.
- each small bundle 3A the hollow fiber membrane 30 is folded in a U shape, and both end portions thereof are embedded in the potting portion 6, and both end portions thereof are opened to the air chamber g. ing.
- the inside of each hollow fiber membrane 30 is in a state communicating with the air chamber g. That is, in the present embodiment, both end portions of the hollow fiber membrane 30 form a lower end portion (one end portion) and are fixed in the case 2 by the potting portion 6 in an open state.
- the outer surface of the portion of each hollow fiber membrane 30 that extends upward from the potting portion 6 is exposed to the liquid chamber f, and its U-shaped bottom portion points upward. It is in a state. Therefore, the upper end portion of each hollow fiber membrane 30 (that is, the hollow fiber membrane bundle 3) is a free end. That is, in this embodiment, the U-shaped bottom portion of the hollow fiber membrane 30 forms the upper end portion (the other end portion).
- the liquid flowing into and out of the case 2 is pumped by a pump (not shown) and introduced into the case 2.
- the pump may be arranged on the downstream side of the outflow port 9b to draw in the liquid, or may be arranged on the upstream side of the pipe member 15 to push out the liquid.
- the material of the homogeneous layer is preferably a polyolefin resin, and more preferably a polyolefin resin having a density of 0.850 to 0.910 g / cm 3 .
- a homogeneous layer formed of a polyolefin resin having a density within the above range has excellent degassing performance and a practically suitable melting point or softening point even when a liquid to be treated is passed at a high flow rate.
- the unstretched hollow fiber is stretched to make the inner layer and the outer layer porous (stretched porous process).
- a hollow fiber membrane having a three-layer structure including a homogeneous layer and a porous support layer that is located inside and outside the homogeneous layer and supports the homogeneous layer is obtained.
- the hollow fiber membrane bundle 3 is fixed in the case 2 by the potting portion 6 only at its upper end 3U, and extends downward along the central axis L1 from the potting portion 6.
- the hollow fiber membrane bundle 3 has a plurality of small bundles 3A as in the first embodiment, and each small bundle 3A has a warp 31 extending in a direction orthogonal to the central axis L1 only at a lower portion thereof.
- One is provided, and a plurality of hollow fiber membranes 30 are bundled by warps 31.
- the warp 31 may connect a plurality of small bundles 3A, or a plurality of warps 31 may be provided at appropriate positions of the small bundles 3A.
- the pipe member 15 has an upper end portion embedded in the potting portion 6, extends downward along the central axis L ⁇ b> 1, and a lower end portion disposed in the liquid chamber f in the case 2.
- the lower end portion of the pipe member 15 is opened, and the upper end portion is liquid-tight and air-tightly sealed by the plug body 15A.
- the tube member 15 is formed with a plurality of inlets 16 through which liquid flows into the case 2. Thereby, the pipe member 15 communicates with the inside of the case 2 via the inflow port 16.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Degasification And Air Bubble Elimination (AREA)
- Ink Jet (AREA)
Abstract
Description
本願は、2013年7月24日に、日本に出願された特願2013-153865号、及びに2013年7月24日に、日本に出願された特願2013-153866号基づき優先権を主張し、その内容をここに援用する。
(1)複数の中空糸膜からなる中空糸膜束と、前記中空糸膜束を収納するケースと、を備える外部灌流型の中空糸膜モジュールであって、前記中空糸膜束の一端部が、ポッティング部により前記ケース内に開口状態で固定され、
前記ケース内の液体に含まれる気体を、前記中空糸膜の外表面から内部に取り込んで脱気を行うように構成されている外部灌流型の中空糸膜モジュール。
(2)前記中空糸膜が気体透過性の均質層と、前記均質層を支持する多孔質支持層とを有する複合膜であることを特徴とする(1)に記載の外部潅流型の中空糸膜モジュール。
(3)前記中空糸膜の外径が280μm以下であることを特徴とする(1)又は(2)に記載の外部潅流型の中空糸膜モジュール。
(4)前記中空糸膜の破断強度が0.5N/fil以上、破断伸度が50%以上であることを特徴とする(1)~(3)のいずれか一項に記載の外部潅流型の中空糸膜モジュール。
(5)前記中空糸膜束のケース断面における充填率が20~50%であることを特徴とする(1)~(4)のいずれか一項に記載の外部潅流型の中空糸膜モジュール。
(6)前記ケース内における前記中空糸膜束の一端部側に、前記ケース内に連通して液体を通過させる第1ポートが設けられ、前記ケース内における前記中空糸膜束の他端部側に、前記ケース内に連通して液体を通過させる第2ポートが設けられている(1)~(5)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(7)前記第1ポートは、前記ケース内の液体を流出させる流出口を有する流出ポートであり、前記ケースの中心から離間した位置に前記流出口を配置し、前記第2ポートは、前記ケース内に液体を流入させる流入口を有する流入ポートであり、前記流入ポートの前記流入口を介して前記ケース内に流入する液体が、前記流出口が形成される側よりも、前記流出口が形成される側と前記ケースの中心を挟んで反対側のほうから多く流れるように構成されている(6)に記載の外部灌流型の中空糸膜モジュール。
(8)前記流入口は、前記ケースの中心を通って、前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向に延びる直線上に配置され、前記ケース内には、前記流入口から流入した液体を通過させる開口を有する分散板が配置され、前記分散板は、前記流出口が形成される側と前記ケースの中心を挟んで反対側の領域に形成される前記開口の開口面積が、前記流出口が形成される側の領域に形成される前記開口の開口面積よりも大きくなるように形成されている(7)に記載の外部灌流型の中空糸膜モジュール。
(9)前記ケース内に液体を流入、又は前記ケース内の液体を流出させる開口を介して前記ケース内に連通する管部材をさらに備え、前記管部材は、前記ケースの中心を通って、前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向に沿って延びるように設置されている、(1)~(5)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(10)前記管部材における前記開口が、前記管部材の外周面に形成されている、(9)に記載の外部灌流型の中空糸膜モジュール。
(11)前記管部材における前記開口は、前記ケース内に液体を流入させる流入口であり、前記ケース内における前記中空糸膜束の一端部側で開放し、前記ケース内の液体を流出させる流出口を有する流出ポートが、前記ケース内における前記中空糸膜束の他端部側に設けられている(9)又は(10)に記載の外部灌流型の中空糸膜モジュール。
(12)前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向に直交する方向において、前記流出ポートにおける前記流出口が、前記中空糸膜束の他端部の高さ位置と重ならない位置に形成されている(11)に記載の外部灌流型の中空糸膜モジュール。
(13)前記管部材における前記開口は、前記ケース内に液体を流入させる流入口であり、前記ケース内における前記中空糸膜束の他端部側には、前記管部材の外側で前記中空糸膜束に沿って液体を流入させる液体導入部が設けられ、前記ケース内の液体を流出させる流出口を有する流出ポートが、前記ケース内における前記中空糸膜束の一端部側に設けられている(9)に記載の外部灌流型の中空糸膜モジュール。
(14)前記管部材における前記開口が、前記管部材の外周面に形成されるとともに、前記管部材の軸方向に複数形成され、前記開口は、前記中空糸膜束の一端部側のものほど、他端部側のものよりも開口面積が小さく形成されている(13)に記載の外部灌流型の中空糸膜モジュール。
(15)前記管部材の軸方向視で、前記液体導入部は、前記管部材の周方向に並ぶ複数の液体通過口を有している(13)又は(14)に記載の外部灌流型の中空糸膜モジュール。
(16)前記管部材における前記開口が、前記管部材の外周面において軸方向及び周方向で所定の間隔を空けて複数並んで形成され、前記管部材の外周面に形成されている(13)~(15)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(17)前記中空糸膜束における前記中空糸膜がU字状に折り返されて、その両端部を前記ポッティング部に埋設されることで、前記中空糸膜束の一端部が前記ポッティング部により前記ケース内に固定されている(1)~(16)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(18)前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向において、前記中空糸膜束の他端部の高さ位置が、略同一に揃えられている(1)~(17)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(19)前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向における前記中空糸膜束の少なくとも1箇所に、前記延在方向に直交する方向に延びて複数の前記中空糸膜を連結する経糸が設けられている(1)~(18)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(20)前記ケースが円筒状である(1)~(19)のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
(21)前記中空糸膜モジュールを有する、インクジェットプリンタ。
図1には、本発明の第1の実施形態に係る外部灌流型の脱気モジュール1が示されている。脱気モジュール1は、ケース2と、ケース2内に収納された中空糸膜束3と、を備えている。ケース2は、円筒状のケース本体2Aと、ケース本体2Aの一端開口を覆う第1蓋部材4と、ケース本体2Aの他端開口を覆う第2蓋部材5と、備えている。
ケース2は、ケース本体2A、第1蓋部材4及び第2蓋部材5とを結合させることで、略円柱状の外観を形成している。脱気モジュール1は、インクジェットプリンタ、カラーフィルタ製造装置等のインクジェット吐出装置に用いられるものとするが、その用途は特に限定されるものではない。
本実施形態では、中心軸線L1に沿って第1蓋部材4側を上方、第2蓋部材5側を下方と呼ぶ。また、中心軸線L1に直交する方向は、径方向と呼ぶ場合があり、中心軸線L1回りを周回する方向を周方向と呼ぶ場合がある。
一方で、各中空糸膜30のうちの、ポッティング部6から下方に延びる部位の外表面は、液室fに曝された状態とされ、また、そのU字状の底部分は下方を指向する状態となっている。したがって、各中空糸膜30(すなわち、中空糸膜束3)の下端部は、自由端とされる。すなわち、本実施形態においては、中空糸膜30のU字状の底部分が下端部(他端部)を形成している。
さらに、本実施形態では、経糸31は小束3Aの下端部付近に設けられ、複数の中空糸膜30を連結しているが、例えば小束3Aの中央付近で複数の中空糸膜30を連結してもかまわない。また、本実施形態では、小束3Aの下端部付近を経糸31で連結した例を説明しているが、小束3Aの折れを防止する観点からすると、中央付近を連結するとともに、この中央付近から一定間隔を空けて複数個所で連結することが好ましい。
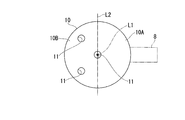
図3に示すように、分散板10は円板状に形成され、液体を通過させる複数の開口11を有している。分散板10は、その外周部をケース2の内周面に液密に嵌め込んでおり、液室fを上下2室に区画している。
本実施形態では、図1に示すように、分散板10は、中空糸膜束3の下端部3Dの下方に配置されている。
詳しくは、中心軸線L1方向視(分散板10を下方から見た場合)で、分散板10を、ケース2の中心(中心軸線L1)と第1ポート8の形成位置(第1ポート8の中心軸線)とを結んだ直線に直交し、かつ分散板10の中心(重心)を通る直線L2で2分割した場合に、第1ポート8が位置する側の領域10Aの反対側の領域10Bに形成される開口11の開口面積の総和が、領域10Aに形成されるものより、図から明らかなように、大きくなっている。なお、図3には、説明の便宜のため、第1ポート8を二点鎖線で示している。ここで「第1ポート8の中心軸線」とは、第1ポート8の軸方向に直交する方向に沿う第1ポート8の横断面の中心(重心)を通って、第1ポート8の長手方向に延びる線を意味する。
図4に示すように、脱気モジュール1では、まず、液体は、矢印αに示すように、第2ポート9の流入口9Aを通って、ケース2内に流れる。
次に、ケース2内に流れた液体は、分散板10の開口11から、液室fのうちの分散板10の上方側の室に流れ、矢印βに示すように、第1ポート8に向けて斜めに流れる。開口11から流れる液体は、第1ポート8側が形成される側の反対側から多く流れる。
この際、第1ポート8と第2ポート9が中空糸膜束3の延在方向で大きく離間するため、液体が、中空糸膜束3の延在方向の広範囲に接触しながら、第1ポート8へ向かう。そして、液体は、矢印γに示すように、流出口8Aを通って外部に排出される。
この構成により、本実施形態では、中空糸膜束3全体に液体が広がり易くなる流路を、分散板10をケース内に配置することで形成できるため、製造効率を向上させつつ脱気の効率を向上できる。
図5Bでは、4つの開口11が周方向に並んで形成されている。そして、4つの開口11のうちの、2つの開口が領域10Aと領域10Bとに跨って形成され、残り2つが、領域10Bに形成されている。
図5Cでは、開口11が分散板10の周方向に沿って延びる弧状(三日月形状)に形成され、領域10Bのみに形成されている。開口11の両端部は先細りに形成されている。
図5Dでは、領域10Bのみに、楔型の開口11が分散板11の中心から外側に向かって複数個放射状に形成された形となっている。
開口11の形状は特に限定されないが、流路形成性及び加工の柔軟性の点から楔形が好ましい。
領域10Aにおける開口面積と、領域10Bにおける開口面積との比が、0:1/10~1/20:1/2であることが好ましい。
中空糸膜30の外径は、280μm以下であることが好ましく、250μm以下であることがより好ましい。より具体的には、250~150μmであることが好ましく、220~180μmであることがより好ましい。中空糸膜30の外径が上記数値範囲内であると、ケース内において中空糸膜間により効率的な流路を形成することができる。
中空糸膜30の内径は、100μm以上であることが好ましく、120μm以上であることがより好ましい。中空糸膜30の内径は、200μm以下であることが好ましい。より具体的には、100~200μmであることが好ましく、110~160μmであることがより好ましい。中空糸膜30の内径が上記数値範囲内であると、ケース2内に充分な本数の中空糸膜30を収納でき、良好な脱気性能と耐久性を維持できる。
膜厚が上記範囲の上限値以下であると、ケース2内における中空糸膜30の内側を繰り返し減圧した際の耐久性に優れる。膜厚が上記範囲の下限値以上であると、脱気性能を良好に維持できる。
中空糸膜の膜厚=(中空糸膜の外径-中空糸膜の内径)/2・・・(1)
中空糸膜の内径および外径は、下記のように実測する。
まず、中空糸膜を数本束ねて、その外側全体をポリウレタン樹脂で覆って、硬化させる。ついで、硬化した束を中空糸膜の径方向に沿って、その長手方向の長さが数mmとなるようにスライスし、厚み数mmの薄片状のサンプルを得る。ついで、このサンプルの断面の光学像を投影機を用いて例えば100倍の倍率でスクリーンに投影する。投影された像において、各中空糸膜の外径および内径を測定する。このようにサンプルを切り出して測定する操作を5回以上繰り返し、全数値の平均値をもって、中空糸膜の外径および内径とする。
複合膜の具体的な層構成としては、均質層の内側または外側に多孔質支持層が設けられた二層構造、均質層の内側と外側に多孔質支持層が設けられた三層構造が好ましく、強度および脱気性能の点で三層構造がより好ましい。
密度が上記範囲のポリオレフィン系樹脂は、示差走査型熱量計(DSC)で測定した融点(Tm)が、約40~100℃となる。
炭素数3~20のα-オレフィンは、1種単独で使用しても、2種以上を併用してもよい。
なお、MFRは、ASTM D1238のE条件に従い、試験温度190℃、試験荷重2.16kgf(21.18N)で測定した値である。
なお、多孔質支持層の厚さは、上述した中空糸膜の内径および外径の実測方法と同様にして、薄片状のサンプルの断面の投影像から実測でき、平均値として求める。すなわち、上述のようにして、厚み数mmの薄片状のサンプルを得て、このサンプルの断面の光学像を投影機を用いて例えば100倍の倍率でスクリーンに投影し、得られた投影像において、各中空糸膜における多孔質支持層の厚みを測定する。
このようにサンプルを切り出して測定する操作を5回繰り返し、全数値の平均値をもって、中空糸膜の多孔質支持層の厚さとする。
ただし、均質層の厚さは、通常、多孔質支持層の厚さに比べて非常に小さいため、実測が困難な場合がある。その場合には、上記式(1)で算出された「中空糸膜の膜厚」=「多孔質支持層の厚み」とみなす。
例えば、内層ノズル部と中間層ノズル部と外層ノズル部とが順次形成された、同心円状複合ノズルを用い、外層ノズル部と内層ノズル部には、多孔質支持層を形成するための溶融樹脂を供給し、中間層ノズル部には、均質層を形成するための溶融樹脂を供給する。そして、同心円状複合ノズルから、各溶融樹脂を押出して冷却固化させ、未延伸中空繊維を得る(多層複合紡糸工程)。次に、前記未延伸中空繊維を延伸し、内層と外層とを多孔質化する(延伸多孔質化工程)。これにより、均質層と、均質層の内側および外側に位置して均質層を支持する多孔質支持層とからなる、三層構造の中空糸膜が得られる。
ここで、「破断強度」とは、中空糸膜の長手方向に荷重をかけて延伸した際に破断する値のことを意味する。
「破断伸度」とは、中空糸膜の長手方向に荷重を掛けながら延伸した際に破断に至るまでに示した伸びのことを意味する。
(中空糸膜の破断強度及び破断伸度)
テンシロン型引張試験機(例えば、オリエンテック社製、UCT-1T型)を用い、中空糸膜を試長2cmになるようにテンシロン型引張試験機のチャック部に把持させた状態で引張荷重を加え、荷重変化における破断伸度を中空糸膜が破断するまで測定する。この測定を3回行い、中空糸膜が破断した荷重の平均値を求める。
なお、中空糸膜30のケース2断面における充填率は、脱気モジュール1を中空糸膜束3の軸方向に対して垂直に切断したときのケース2内部の断面積に対する、充填された中空糸膜の断面積の総和の割合(%)を表わす。
図6は、本発明の第2の実施形態に係る脱気モジュール1’を示している。なお、第2の実施形態における第1の実施形態と同様の構成要素については、同一符合で示し、説明を省略する。
第1ポート8は、ケース本体2Aの側面から中心軸線L1’に直交する方向に沿って突出する円筒状に形成されている。中空糸膜束3は下端部をポッティング部6に固定されて上方に向けて第2蓋部材5側に延びた起立状態となっている。
図7には、本発明の第3の実施形態に係る外部灌流型の脱気モジュール1aが示されている。なお、第3の実施形態における第1の実施形態と同様の構成要素については、同一符合で示し、説明を省略する。
図8には、本発明の第4の実施形態に係る外部灌流型の脱気モジュール1a’が示されている。なお、第4の実施形態における第1の実施形態と同様の構成要素については、同一符合で示し、説明を省略する。
図9には、本発明の第5の実施形態に係る外部灌流型の脱気モジュール1a’’が示されている。なお、第5の実施形態における第1の実施形態と同様の構成要素については、同一符合で示し、説明を省略する。
2蓋部材5とを一体にして、第1蓋部材4だけを別体にする等の構成であってもよい。
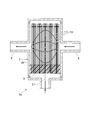
図10には、本発明の第6の実施形態に係る外部灌流型の脱気モジュール1bが示されている。脱気モジュール1bは、ケース2と、ケース2内に収納された中空糸膜束3と、を備えている。ケース2は、円筒状のケース本体2Aと、ケース本体2Aの両端開口を覆う第1蓋部材4及び第2蓋部材5と、備えている。
ケース2は、ケース本体2A、第1蓋部材4及び第2蓋部材5とを結合させることで、略円柱状の外観を形成している。脱気モジュール1bは、インクジェットプリンタ、カラーフィルタ製造装置等のインクジェット吐出装置に用いられるものとするが、その用途は特に限定されるものではない。
本実施形態では、中心軸線L1に沿って第1蓋部材4側を上方、第2蓋部材5側を下方と呼ぶ。また、中心軸線L1に直交する方向は、径方向と呼ぶ場合があり、中心軸線L1回りを周回する方向を周方向と呼ぶ場合がある。
一方で、各中空糸膜30のうちの、ポッティング部6から上方に延びる部位の外表面は、液室fに曝された状態とされ、また、そのU字状の底部分は上方を指向する状態となっている。したがって、各中空糸膜30(すなわち、中空糸膜束3)の上端部は、自由端とされる。すなわち、本実施形態においては、中空糸膜30のU字状の底部分が上端部(他端部)を形成している。
なお、本実施形態のように中空糸膜30を起立状態とする場合には、U字状とされて自立性を高めることが好ましい。
なお、経糸31は、複数の小束3Aを連結してもよいし、小束3Aの適所に1つだけ設けられてもよい。
また、本実施形態では、中空糸膜束3が複数の小束3Aを有するが、複数の小束3Aに分割せず、複数の中空糸膜30をまとめて束にした状態のものでもよい。
また、本実施形態の脱気モジュール1bでは、ケース2の中心を通って、中心軸線L1方向に延びる管部材15が設けられている。中空糸膜束3は、管部材15を避けて設けられ、中心軸線L1上には設けられていない。管部材15が配置される領域を除き、中空糸膜束3は、ケース2内の周方向及び径方向にわたって広範囲に設けられている。なお、図10及び後段で用いる図12には、説明の便宜のため、管部材15を断面で示していない。
そして、管部材15は、ケース2内に液体を流入させる流入口16が形成されており、流入口16は、ケース2内における中空糸膜束3のポッティング部6に固定される下端部3D側で開放している。これにより、管部材15は、流入口16を介してケース2内に連通している。
管部材は円筒状であることが好ましい。
管部材15の長さはケース長に合せ適宜設定することが好ましく、直径は0.7~2cmであることが好ましく、厚さは1~3mmであることが好ましい。管部材15の直径とケース2の直径との関係は、[管部材15の直径(cm)]:[ケース2の直径(cm)]で表して、0.7:2~2:60であることが好ましい。
管部材15の表面積に対する、流入口16の開口面積は、5~35面積%であることが好ましい。
すなわち、本実施形態では、ポッティング部6から中空糸膜束3がケース2内に延びる中空糸膜束3の延在方向(中心軸線L1方向)に直交する方向において、流出口9Abが、中空糸膜束3の上端部3Uの高さ位置と重ならない位置関係になっている。すなわち、流出口9Abは、流出口9Abの下方(一端部側)の壁面の延在方向に引いた線が、中空糸膜束3の上端部3Uの高さ位置と重ならない位置関係になっている。流出口9Abは、流出口9Abの下方(一端部側)の壁面の延在方向に引いた線が、中空糸膜束3の上端部3Uの高さ位置よりも上方になるように配置されていることが好ましい。このような構成とすることにより、中空糸膜モジュール1b使用時に、中空糸膜束3の上端部3Uの高さ位置が液体の水面よりも下方に位置することになるため、液体の脱気を効率よく行うことができる。
図12に示すように、脱気モジュール1bでは、まず、液体は、矢印αbに示すように、管部材15の内部を通って、流入口16からケース2内の液室fに流れる。
次に、矢印βbに示すように、ケース2内に流れた液体は、中心軸線L1に直交する流れを有しつつ、流出ポート9b側に向けて上方に流れる。この際、流入口16と流出ポート9b(流出口9Ab)が中空糸膜束3の延在方向で大きく離間するため、液体が、中空糸膜束3の延在方向の広範囲に接触しながら、流出ポート9bへ向かう。
そして、液体は、矢印γbに示すように、流出口9Abを通って外部に排出される。
気体の取り込みは、中空糸膜30の内部が、上記した真空ポンプによって真空引きされることで行われる。なお、図12において、矢印δbは、真空ポンプの引き込み方向を示している。
そして、中空糸膜束3が、その一端部である下端部3Dのみでポッティング部6によりケース2内に固定されている。そして、管部材15は、ケース2の中心を通って、ポッティング部6から中空糸膜束3がケース2内に延びる中空糸膜束3の延在方向(中心軸線L1)に沿って延びる状態でケース2内に配置されている。
そして、中空糸膜30の外表面からケース2内の液体に含まれる気体を中空糸膜30の内部に取り込んで脱気を行う。
また、管部材15に形成された開口である流入口16により中空糸膜束3の延在方向に直交する方向に沿う液体の流路を形成できるため、中空糸膜束3の形態が潰れ難く、安定した脱気を行うことができる。また、流入口16から液体が中空糸膜束3の広範囲に広がって流れるため、効率良く脱気を行うことができる。
また、ポッティング部6がケース2内に一つであるため、製造コストを抑制できるとともに、小型化を図ることができる。
この構成により、本実施形態では、中空糸膜束3を可及的広範囲で有効に利用して脱気を行うことが可能となり、脱気の効率を向上できる。
すなわち、中心軸線L1方向に直交する方向において、流出ポート9bにおける流出口9Abが、中空糸膜束3の他端部である上端部3Uの高さ位置と重なる位置に形成される場合には、液体が流出口9Abから離れる位置ほど流れ難くなる。一方で、中心軸線L1方向において、流出ポート9bにおける流出口9Abが、中空糸膜束3の他端部である上端部3Uの高さ位置と重ならない位置に形成されていれば、径方向で、流出口9Abから大きく離れる位置の中空糸膜30にも液体が流れ易くなり、液体が広範囲に流れ易くなる。
この構成により、本実施形態では、少ない本数の中空糸膜30で所望の中空糸膜30の密度を確保できるため、製造効率を向上できる。また、中空糸膜30がU字状を呈することで、自立状態を保持し易くなり、過度に中空糸膜束3が拡散するのを抑制できることで、中空糸膜束3全体に液体が広がり易くなり、脱気の効率を向上できる。
この構成により、本実施形態では、液体が局所に偏って流れ難くなり、中空糸膜束3が拡散するのを抑制できることで、中空糸膜束3全体に液体が広がり易くなり、脱気の効率を向上できる。
この構成により、本実施形態では、中空糸膜束3の自立状態を確実に保持し易くなり、過度に中空糸膜束3が拡散するのを好適に抑制できる。液体の粘性が高い場合には、中空糸膜30は大きく拡散し易くなるため、本構成は、特に液体の粘性が高い場合に有効に機能する。
中空糸膜30の外径は、280μm以下であることが好ましく、250μm以下であることがより好ましい。より具体的には、250~150μmであることが好ましく、220~180μmであることがより好ましい。中空糸膜30の外径が上記数値範囲内であると、ケース内において中空糸膜間により効率的な流路を形成することができる。
中空糸膜30の内径は、100μm以上であることが好ましく、120μm以上であることがより好ましい。中空糸膜30の内径は、200μm以下であることが好ましい。より具体的には、100~200μmであることが好ましく、110~160μmであることがより好ましい。中空糸膜30の内径が上記数値範囲内であると、ケース2内に充分な本数の中空糸膜30を収納でき、良好な脱気性能と耐久性を維持できる。
膜厚が上記範囲の上限値以下であると、ケース2内における中空糸膜30の内側を繰り返し減圧した際の耐久性に優れる。膜厚が上記範囲の下限値以上であると、脱気性能を良好に維持できる。
中空糸膜の膜厚=(中空糸膜の外径-中空糸膜の内径)/2・・・(1)
中空糸膜の内径および外径は、下記のように実測する。
まず、中空糸膜を数本束ねて、その外側全体をポリウレタン樹脂で覆って、硬化させる。ついで、硬化した束を中空糸膜の径方向に沿って、その長手方向の長さが数mmとなるようにスライスし、厚み数mmの薄片状のサンプルを得る。ついで、このサンプルの断面の光学像を投影機を用いて例えば100倍の倍率でスクリーンに投影する。投影された像において、各中空糸膜の外径および内径を測定する。このようにサンプルを切り出して測定する操作を5回以上繰り返し、全数値の平均値をもって、中空糸膜の外径および内径とする。
複合膜の具体的な層構成としては、均質層の内側または外側に多孔質支持層が設けられた二層構造、均質層の内側と外側に多孔質支持層が設けられた三層構造が好ましく、強度および脱気性能の点で三層構造がより好ましい。
密度が上記範囲のポリオレフィン系樹脂は、示差走査型熱量計(DSC)で測定した融点(Tm)が、約40~100℃となる。
炭素数3~20のα-オレフィンは、1種単独で使用しても、2種以上を併用してもよい。
なお、MFRは、ASTM D1238のE条件に従い、試験温度190℃、試験荷重2.16kgf(21.18N)で測定した値である。
なお、多孔質支持層の厚さは、上述した中空糸膜の内径および外径の実測方法と同様にして、薄片状のサンプルの断面の投影像から実測でき、平均値として求める。すなわち、上述のようにして、厚み数mmの薄片状のサンプルを得て、このサンプルの断面の光学像を投影機を用いて例えば100倍の倍率でスクリーンに投影し、得られた投影像において、各中空糸膜における多孔質支持層の厚みを測定する。
このようにサンプルを切り出して測定する操作を5回繰り返し、全数値の平均値をもって、中空糸膜の均質層および多孔質支持層の厚さとする。
ただし、均質層の厚さは、通常、多孔質支持層の厚さに比べて非常に小さいため、実測が困難な場合がある。その場合には、上記式(1)で算出された「中空糸膜の膜厚」=「多孔質支持層の厚み」とみなす。
例えば、内層ノズル部と中間層ノズル部と外層ノズル部とが順次形成された、同心円状複合ノズルを用い、外層ノズル部と内層ノズル部には、多孔質支持層を形成するための溶融樹脂を供給し、中間層ノズル部には、均質層を形成するための溶融樹脂を供給する。そして、同心円状複合ノズルから、各溶融樹脂を押出して冷却固化させ、未延伸中空繊維を得る(多層複合紡糸工程)。次に、前記未延伸中空繊維を延伸し、内層と外層とを多孔質化する(延伸多孔質化工程)。これにより、均質層と、均質層の内側および外側に位置して均質層を支持する多孔質支持層とからなる、三層構造の中空糸膜が得られる。
ここで、「破断強度」とは、中空糸膜の長手方向に荷重をかけて延伸した際に破断する値のことを意味する。
「破断伸度」とは、中空糸膜の長手方向に荷重を掛けながら延伸した際に破断に至るまでに示した伸びのことを意味する。
(中空糸膜の破断強度及び破断伸度)
テンシロン型引張試験機(例えば、オリエンテック社製、UCT-1T型)を用い、中空糸膜を試長2cmになるようにテンシロン型引張試験機のチャック部に把持させた状態で引張荷重を加え、荷重変化における破断伸度を中空糸膜が破断するまで測定する。この測定を3回行い、中空糸膜が破断した荷重の平均値を求める。
なお、中空糸膜30のケース2断面における充填率は、脱気モジュール1を中空糸膜束3の軸方向に対して垂直に切断したときのケース2内部の断面積に対する、充填された中空糸膜の断面積の総和の割合(%)を表わす。なお、中空糸膜内部の空間は、中空糸膜の断面積とみなさない。
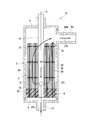
次に、図13~図15を用いて、本発明の第7の実施形態に係る脱気モジュール1b’について説明する。なお、第7の実施形態における第6の実施形態と同様の構成要素については、同一符合で示し、説明を一部省略する。
なお、経糸31は、複数の小束3Aを連結してもよいし、小束3Aの適所に複数設けられてもよい。
本実施形態では、管部材15の下端部は開放し、上端部は栓体15Aによって液密及び気密に封止されている。そして、管部材15は、ケース2内に液体を流入させる流入口16が複数形成されている。これにより、管部材15は、流入口16を介してケース2内に連通している。
ここで、液体導入部20は、ボス部21によって管部材15の下端部を下方側の液室fに開放させた状態で保持することで、管部材15内に液体の一部を供給するようになっている。そして、管部材15の流入口16から液体が液室fのうちの液体導入部20の上方の室に流入するようになっている。
なお、詳細は図示しないが、本実施形態では、管部材15の軸方向の所定位置の外周面に形成される流入口16が、管部材15の周方向に90度間隔で、4つ形成されるが、他の態様であってもよい。
図15に示すように、脱気モジュール1b’では、まず、液体は、矢印αb’に示すように、流入ポート8bを通って、液室fのうちの液体導入部20の上方の室に流れる。
また、矢印ηb’に示すように、液体は、流入口16から中空糸膜束3の延在方向(中心軸線L1)に直交する方向にも流れる。これにより、液体通過口22から中空糸膜束3の延在方向に沿って流れる液体が掻き混ぜられ、液体が、中空糸膜束3に効果的に接触する。
この構成により、中空糸膜束3を可及的広範囲で有効に利用して脱気を行うことが可能となり、脱気の効率を向上できる。
例えば、第6の実施形態であれば、ケース本体2Aと第1蓋部材4とを一体にして、第2蓋部材5だけを別体にする等の構成であってもよい。
ここで、第6の実施形態の構成である場合は、これの他の態様として、流入口16を介してケース2内に流入する液体が、流出ポート9が形成される側よりも、流出ポート9が形成される側とケース2の中心を挟んで反対側のほうから多く流れるように構成するのもよい。
この場合には、中空糸膜束3全体に液体が広がり易くなり、脱気の効率を向上できる。
具体的な構成としては、径方向で、流出ポート9bが形成される側の反対側に向いて開放する流入口16の開口面積を、流出ポート9bが形成される側を向いて開放する流入口16の開口面積よりも大きくする等の態様が考えられる。
さらに、上記各実施形態では、中空糸膜モジュールの一例として真空ポンプを用いた脱気モジュールを説明したが、真空ポンプに代えて給気ポンプ等を用いてモジュール内に加圧気体を供給することにより、本発明は、気液混合モジュールとしても用いることができる。この場合であっても水の流れは上記各実施形態と同様となり、中空糸膜束の広範囲に広がって液体が流れるという発明の効果としては同じであり、気液混合の効率を向上できる。
また、上記各実施形態では、中空糸膜束3が、その一端部のみでケース2内に固定される例を説明したが、中空糸膜束3は、両端部をケース2に固定されてもよい。
さらに、当該モジュールをインクジェットプリンタに搭載することで、インクの生産性、保存安定性、出射性及び印刷時の粒状性等に優れるインクジェットプリンタを提供することができる。
Claims (21)
- 複数の中空糸膜からなる中空糸膜束と、
前記中空糸膜束を収納するケースと、を備える外部灌流型の中空糸膜モジュールであって、
前記中空糸膜束の一端部が、ポッティング部により前記ケース内に開口状態で固定され、
前記ケース内の液体に含まれる気体を、前記中空糸膜の外表面から内部に取り込んで脱気を行うように構成されている外部灌流型の中空糸膜モジュール。 - 前記中空糸膜が気体透過性の均質層と、前記均質層を支持する多孔質支持層とを有する複合膜であることを特徴とする請求項1に記載の外部潅流型の中空糸膜モジュール。
- 前記中空糸膜の外径が280μm以下であることを特徴とする請求項1又は2に記載の外部潅流型の中空糸膜モジュール。
- 前記中空糸膜の破断強度が0.5N/fil以上、破断伸度が50%以上であることを特徴とする請求項1~3のいずれか一項に記載の外部潅流型の中空糸膜モジュール。
- 前記中空糸膜束のケース断面における充填率が20~50%であることを特徴とする請求項1~4のいずれか一項に記載の外部潅流型の中空糸膜モジュール。
- 前記ケース内における前記中空糸膜束の一端部側に、前記ケース内に連通して液体を通過させる第1ポートが設けられ、
前記ケース内における前記中空糸膜束の他端部側に、前記ケース内に連通して液体を通過させる第2ポートが設けられている請求項1~5のいずれか一項に記載の外部灌流型の中空糸膜モジュール。 - 前記第1ポートは、前記ケース内の液体を流出させる流出口を有する流出ポートであり、前記ケースの中心から離間した位置に前記流出口を配置し、
前記第2ポートは、前記ケース内に液体を流入させる流入口を有する流入ポートであり、
前記流入ポートの前記流入口を介して前記ケース内に流入する液体が、前記流出口が形成される側よりも、前記流出口が形成される側と前記ケースの中心を挟んで反対側のほうから多く流れるように構成されている請求項6に記載の外部灌流型の中空糸膜モジュール。 - 前記流入口は、前記ケースの中心を通って、前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向に延びる直線上に配置され、
前記ケース内には、前記流入口から流入した液体を通過させる開口を有する分散板が配置され、
前記分散板は、前記流出口が形成される側と前記ケースの中心を挟んで反対側の領域に形成される前記開口の開口面積が、前記流出口が形成される側の領域に形成される前記開口の開口面積よりも大きくなるように形成されている請求項7に記載の外部灌流型の中空糸膜モジュール。 - 前記ケース内に液体を流入、又は前記ケース内の液体を流出させる開口を介して前記ケース内に連通する管部材をさらに備え、
前記管部材は、前記ケースの中心を通って、前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向に沿って延びるように設置されている、請求項1~5のいずれか一項に記載の外部灌流型の中空糸膜モジュール。 - 前記管部材における前記開口が、前記管部材の外周面に形成されている、請求項9に記載の外部灌流型の中空糸膜モジュール。
- 前記管部材における前記開口は、前記ケース内に液体を流入させる流入口であり、前記ケース内における前記中空糸膜束の一端部側で開放し、
前記ケース内の液体を流出させる流出口を有する流出ポートが、前記ケース内における前記中空糸膜束の他端部側に設けられている請求項9又は10に記載の外部灌流型の中空糸膜モジュール。 - 前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向に直交する方向において、前記流出ポートにおける前記流出口が、前記中空糸膜束の他端部の高さ位置と重ならない位置に形成されている請求項11に記載の外部灌流型の中空糸膜モジュール。
- 前記管部材における前記開口は、前記ケース内に液体を流入させる流入口であり、
前記ケース内における前記中空糸膜束の他端部側には、前記管部材の外側で前記中空糸膜束に沿って液体を流入させる液体導入部が設けられ、
前記ケース内の液体を流出させる流出口を有する流出ポートが、前記ケース内における前記中空糸膜束の一端部側に設けられている、請求項9に記載の外部灌流型の中空糸膜モジュール。 - 前記管部材における前記開口が、前記管部材の外周面に形成されるとともに、前記管部材の軸方向に複数形成され、
前記開口は、前記中空糸膜束の一端部側のものほど、他端部側のものよりも開口面積が小さく形成されている、請求項13に記載の外部灌流型の中空糸膜モジュール。 - 前記管部材の軸方向視で、前記液体導入部は、前記管部材の周方向に並ぶ複数の液体通過口を有している請求項13又は14に記載の外部灌流型の中空糸膜モジュール。
- 前記管部材における前記開口が、前記管部材の外周面において軸方向及び周方向で所定の間隔を空けて複数並んで形成され、前記管部材の外周面に形成されている請求項13~15のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
- 前記中空糸膜束における前記中空糸膜がU字状に折り返されて、その両端部を前記ポッティング部に埋設されることで、前記中空糸膜束の一端部が前記ポッティング部により前記ケース内に固定されている請求項1~16のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
- 前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向において、前記中空糸膜束の他端部の高さ位置が、略同一に揃えられている請求項1~17のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
- 前記ポッティング部から前記中空糸膜束が前記ケース内に延びる前記中空糸膜束の延在方向における前記中空糸膜束の少なくとも1箇所に、前記延在方向に直交する方向に延びて複数の前記中空糸膜を連結する経糸が設けられている請求項1~18のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
- 前記ケースが円筒状である請求項1~19のいずれか一項に記載の外部灌流型の中空糸膜モジュール。
- 請求項20記載の中空糸膜モジュールを有する、インクジェットプリンタ。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167001924A KR102015263B1 (ko) | 2013-07-24 | 2014-07-23 | 외부 관류형 중공사막 모듈 및 상기 모듈을 갖는 잉크젯 프린터 |
| CA2918931A CA2918931C (en) | 2013-07-24 | 2014-07-23 | External-perfusion hollow-fiber membrane module and inkjet printer having said module |
| US14/906,726 US9821251B2 (en) | 2013-07-24 | 2014-07-23 | External-perfusion hollow-fiber membrade module and inkjet printer having said module |
| EP14829502.5A EP3025775A4 (en) | 2013-07-24 | 2014-07-23 | HOLLOW FIBER MEMBRANE MODULE WITH EXTERNAL PERFUSION AND INK JET PRINTER WITH THIS MODULE |
| CN201480046511.5A CN105517693B (zh) | 2013-07-24 | 2014-07-23 | 外部灌注型中空纤维膜组件及具有所述组件的喷墨打印机 |
| KR1020187015744A KR20180064570A (ko) | 2013-07-24 | 2014-07-23 | 외부 관류형 중공사막 모듈 및 상기 모듈을 갖는 잉크젯 프린터 |
| JP2014538011A JP6618067B2 (ja) | 2013-07-24 | 2014-07-23 | 外部灌流型の中空糸膜モジュール及び前記モジュールを有するインクジェットプリンタ |
| IL243716A IL243716B (en) | 2013-07-24 | 2016-01-21 | A module with a hollow fiber membrane for external infusion and an ink-jet printer containing it |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013153866 | 2013-07-24 | ||
| JP2013-153866 | 2013-07-24 | ||
| JP2013153865 | 2013-07-24 | ||
| JP2013-153865 | 2013-07-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015012293A1 true WO2015012293A1 (ja) | 2015-01-29 |
Family
ID=52393326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/069396 Ceased WO2015012293A1 (ja) | 2013-07-24 | 2014-07-23 | 外部灌流型の中空糸膜モジュール及び前記モジュールを有するインクジェットプリンタ |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9821251B2 (ja) |
| EP (1) | EP3025775A4 (ja) |
| JP (2) | JP6618067B2 (ja) |
| KR (2) | KR20180064570A (ja) |
| CN (1) | CN105517693B (ja) |
| CA (1) | CA2918931C (ja) |
| IL (1) | IL243716B (ja) |
| TW (1) | TWI648172B (ja) |
| WO (1) | WO2015012293A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106334456A (zh) * | 2016-10-21 | 2017-01-18 | 中国科学院大连化学物理研究所 | 一种中空纤维分离膜组件 |
| WO2017195818A1 (ja) * | 2016-05-11 | 2017-11-16 | 三菱ケミカル・クリンスイ株式会社 | 中空糸膜モジュール |
| WO2018230631A1 (ja) | 2017-06-14 | 2018-12-20 | 三菱ケミカル・クリンスイ株式会社 | 外部潅流型中空糸膜モジュール |
| JP2020018979A (ja) * | 2018-08-02 | 2020-02-06 | 株式会社クラレ | 中空糸膜モジュール |
| WO2020067512A1 (ja) * | 2018-09-27 | 2020-04-02 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| DE102018129165A1 (de) * | 2018-11-20 | 2020-05-20 | UMS Gmbh & Co KG | Gasdruckmessvorrichtung mit Hohlfasermembranbündel |
| DE102018131355A1 (de) * | 2018-12-07 | 2020-06-10 | UMS Gmbh & Co KG | Gesamtgas-Messvorrichtung mit Formkörper |
| WO2020138096A1 (ja) * | 2018-12-28 | 2020-07-02 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気ユニット、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| CN113316476A (zh) * | 2019-01-22 | 2021-08-27 | 日东电工株式会社 | 分离膜组件和使用该分离膜组件的液体处理系统 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160310903A1 (en) * | 2015-04-22 | 2016-10-27 | Mann+Hummel Gmbh | Hollow Fiber Module, Fluid Treatment Device, and Method of Forming a Hollow Fiber Module |
| HUE071601T2 (hu) * | 2016-05-31 | 2025-09-28 | Toray Industries | Membrán modul üreges szálakkal |
| EP3501628A4 (en) * | 2016-08-17 | 2020-01-08 | Mitsubishi Chemical Cleansui Corporation | HOLLOW FIBER MEMBRANE MODULE, DEGASSING AND GAS SUPPLYING DEVICE, INK-JET PRINTER AND DEVICE FOR PRODUCING A SPRAYER SOURCE |
| US11273282B2 (en) * | 2016-10-20 | 2022-03-15 | Vapotherm, Inc. | Vapor transfer cartridge |
| USD833004S1 (en) | 2016-10-20 | 2018-11-06 | Vapotherm, Inc. | Vapor transfer cartridge for use in a respiratory therapy system |
| DE102016012730A1 (de) * | 2016-10-24 | 2018-04-26 | Fresenius Medical Care Deutschland Gmbh | Verfahren zur Bestimmung einer Permeationseigenschaft von Hohlfasermembranen |
| WO2019092105A1 (de) * | 2017-11-09 | 2019-05-16 | Frank Wiese | Membranbündelaufmachung mit abstandshaltern |
| CN112055601B (zh) | 2017-12-28 | 2024-08-20 | 艾赛普公司 | 用于处理出血流体以便自体输注的系统和方法 |
| US10456711B1 (en) * | 2018-11-29 | 2019-10-29 | Merichem Company | Liquid-liquid mass transfer process and apparatus |
| CN110052060B (zh) * | 2019-04-24 | 2022-07-01 | 杭州科百特过滤器材有限公司 | 一种中空纤维脱气膜组件 |
| FR3097770B1 (fr) | 2019-06-27 | 2024-03-01 | I Sep | Système et procédé de traitement de liquide hémorragique pour de l’autotransfusion |
| US12409418B2 (en) * | 2019-06-28 | 2025-09-09 | Dic Corporation | Hollow fiber degassing module, inkjet printer, and method for degassing liquid |
| EP4022028A1 (en) * | 2019-09-20 | 2022-07-06 | TERUMO Kabushiki Kaisha | Priming method and biological component treatment system |
| JP7456803B2 (ja) * | 2020-03-03 | 2024-03-27 | 日東電工株式会社 | 中空糸膜モジュール |
| JP7400869B2 (ja) * | 2022-05-13 | 2023-12-19 | Dic株式会社 | 化学分析装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4944851U (ja) * | 1972-07-28 | 1974-04-19 | ||
| JP2000233118A (ja) * | 1998-12-18 | 2000-08-29 | Mitsubishi Rayon Co Ltd | 中空糸膜モジュール |
| JP2008030023A (ja) | 2006-06-05 | 2008-02-14 | Celgard Llc | 膜接触器 |
| JP2009202112A (ja) * | 2008-02-28 | 2009-09-10 | Mitsubishi Rayon Eng Co Ltd | 中空糸膜モジュール |
| JP2011189261A (ja) * | 2010-03-12 | 2011-09-29 | Mitsubishi Rayon Co Ltd | 生物処理システムおよび生物処理方法 |
| JP2012161793A (ja) | 2000-06-02 | 2012-08-30 | Celgard Inc | 膜接触装置による液体の脱ガス |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3536611A (en) * | 1967-02-06 | 1970-10-27 | Abcor Inc | Membrane device and method |
| US3526001A (en) * | 1968-11-26 | 1970-08-25 | Du Pont | Permeation separation device for separating fluids and process relating thereto |
| DE2239559C2 (de) | 1972-08-11 | 1974-08-29 | Arno 8641 Neuses Stoehr | Verfahren zum Herstellen von Gegenständen mit Spitzen oder Borsten aus thermoplastischem Kunststoff |
| JPH06107845A (ja) * | 1992-07-22 | 1994-04-19 | Mitsubishi Rayon Co Ltd | 撥水性多孔質膜及びその製法 |
| JPH06327905A (ja) | 1993-05-21 | 1994-11-29 | Toray Ind Inc | 脱気膜モジュールおよびその運転方法 |
| JPH09141063A (ja) * | 1995-11-21 | 1997-06-03 | Mitsubishi Rayon Co Ltd | 中空糸膜モジュール |
| US6447679B1 (en) * | 1997-04-30 | 2002-09-10 | Mitsubishi Rayon Company, Limited | Hollow fiber membrane |
| JPH1147564A (ja) * | 1997-07-31 | 1999-02-23 | Mitsubishi Rayon Co Ltd | 気体溶解及び溶存気体除去モジュール |
| WO2004096410A1 (ja) | 2003-05-01 | 2004-11-11 | Mykrolis Corporation | 脱気機構付きフィルタユニット |
| JP2008080262A (ja) * | 2006-09-28 | 2008-04-10 | Toray Ind Inc | 中空糸膜モジュールの製造方法 |
| WO2008088293A1 (en) * | 2007-01-18 | 2008-07-24 | Hyflux Membrane Manufacturing (S) Pte Ltd | Membrane contactor |
| CN102046271B (zh) | 2008-05-30 | 2016-01-06 | Dic株式会社 | 脱气用中空丝组件的制造方法 |
| WO2012050870A2 (en) | 2010-09-28 | 2012-04-19 | Celgard Llc | Liquid degassing membrane contactors, components, systems and related methods |
-
2014
- 2014-07-23 JP JP2014538011A patent/JP6618067B2/ja active Active
- 2014-07-23 CA CA2918931A patent/CA2918931C/en active Active
- 2014-07-23 WO PCT/JP2014/069396 patent/WO2015012293A1/ja not_active Ceased
- 2014-07-23 US US14/906,726 patent/US9821251B2/en active Active
- 2014-07-23 CN CN201480046511.5A patent/CN105517693B/zh active Active
- 2014-07-23 KR KR1020187015744A patent/KR20180064570A/ko not_active Withdrawn
- 2014-07-23 KR KR1020167001924A patent/KR102015263B1/ko active Active
- 2014-07-23 EP EP14829502.5A patent/EP3025775A4/en not_active Withdrawn
- 2014-07-24 TW TW103125339A patent/TWI648172B/zh active
-
2016
- 2016-01-21 IL IL243716A patent/IL243716B/en active IP Right Grant
-
2018
- 2018-10-01 JP JP2018186941A patent/JP2019013921A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4944851U (ja) * | 1972-07-28 | 1974-04-19 | ||
| JP2000233118A (ja) * | 1998-12-18 | 2000-08-29 | Mitsubishi Rayon Co Ltd | 中空糸膜モジュール |
| JP2012161793A (ja) | 2000-06-02 | 2012-08-30 | Celgard Inc | 膜接触装置による液体の脱ガス |
| JP2008030023A (ja) | 2006-06-05 | 2008-02-14 | Celgard Llc | 膜接触器 |
| JP2009202112A (ja) * | 2008-02-28 | 2009-09-10 | Mitsubishi Rayon Eng Co Ltd | 中空糸膜モジュール |
| JP2011189261A (ja) * | 2010-03-12 | 2011-09-29 | Mitsubishi Rayon Co Ltd | 生物処理システムおよび生物処理方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3025775A4 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3456405A4 (en) * | 2016-05-11 | 2020-01-22 | Mitsubishi Chemical Cleansui Corporation | Hollow fiber membrane module |
| WO2017195818A1 (ja) * | 2016-05-11 | 2017-11-16 | 三菱ケミカル・クリンスイ株式会社 | 中空糸膜モジュール |
| JPWO2017195818A1 (ja) * | 2016-05-11 | 2018-05-24 | 三菱ケミカル・クリンスイ株式会社 | 中空糸膜モジュール |
| US10583664B2 (en) | 2016-05-11 | 2020-03-10 | Mitsubishi Chemical Cleansui Corporation | Hollow fiber membrane module |
| CN106334456A (zh) * | 2016-10-21 | 2017-01-18 | 中国科学院大连化学物理研究所 | 一种中空纤维分离膜组件 |
| JPWO2018230631A1 (ja) * | 2017-06-14 | 2019-06-27 | 三菱ケミカル・クリンスイ株式会社 | 外部潅流型中空糸膜モジュール |
| KR20200010431A (ko) | 2017-06-14 | 2020-01-30 | 미츠비시 케미카루 크린스이 가부시키가이샤 | 외부 관류형 중공사막 모듈 |
| WO2018230631A1 (ja) | 2017-06-14 | 2018-12-20 | 三菱ケミカル・クリンスイ株式会社 | 外部潅流型中空糸膜モジュール |
| US11701620B2 (en) | 2017-06-14 | 2023-07-18 | Mitsubishi Chemical Cleansui Corporation | External circulation-type hollow fiber membrane module |
| KR102323004B1 (ko) * | 2017-06-14 | 2021-11-05 | 미츠비시 케미카루 크린스이 가부시키가이샤 | 외부 관류형 중공사막 모듈 |
| JP2020018979A (ja) * | 2018-08-02 | 2020-02-06 | 株式会社クラレ | 中空糸膜モジュール |
| JP7116618B2 (ja) | 2018-08-02 | 2022-08-10 | 株式会社クラレ | 中空糸膜モジュール |
| WO2020067512A1 (ja) * | 2018-09-27 | 2020-04-02 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| US11602703B2 (en) | 2018-09-27 | 2023-03-14 | Dic Corporation | Degasification system, liquid degasification method, degasification module, method for manufacturing degasification system, and method for producing natural resources |
| AU2019346723B2 (en) * | 2018-09-27 | 2023-02-02 | Dic Corporation | Degasification system, liquid degasification method, degasification module, method for manufacturing degasification system, and method for producing natural resources |
| JPWO2020067512A1 (ja) * | 2018-09-27 | 2021-02-18 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| JP7142713B2 (ja) | 2018-09-27 | 2022-09-27 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| DE102018129165A1 (de) * | 2018-11-20 | 2020-05-20 | UMS Gmbh & Co KG | Gasdruckmessvorrichtung mit Hohlfasermembranbündel |
| DE102018131355A1 (de) * | 2018-12-07 | 2020-06-10 | UMS Gmbh & Co KG | Gesamtgas-Messvorrichtung mit Formkörper |
| JPWO2020138096A1 (ja) * | 2018-12-28 | 2021-02-18 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気ユニット、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| WO2020138096A1 (ja) * | 2018-12-28 | 2020-07-02 | Dic株式会社 | 脱気システム、液体の脱気方法、脱気ユニット、脱気モジュール、脱気システムの製造方法、及び天然資源の産生方法 |
| CN113316476A (zh) * | 2019-01-22 | 2021-08-27 | 日东电工株式会社 | 分离膜组件和使用该分离膜组件的液体处理系统 |
| CN113316476B (zh) * | 2019-01-22 | 2023-06-13 | 日东电工株式会社 | 分离膜组件和使用该分离膜组件的液体处理系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9821251B2 (en) | 2017-11-21 |
| KR102015263B1 (ko) | 2019-08-28 |
| CA2918931C (en) | 2019-11-26 |
| EP3025775A4 (en) | 2016-07-27 |
| TW201518117A (zh) | 2015-05-16 |
| JP2019013921A (ja) | 2019-01-31 |
| TWI648172B (zh) | 2019-01-21 |
| JPWO2015012293A1 (ja) | 2017-03-02 |
| KR20180064570A (ko) | 2018-06-14 |
| CA2918931A1 (en) | 2015-01-29 |
| CN105517693B (zh) | 2018-03-06 |
| JP6618067B2 (ja) | 2019-12-11 |
| KR20160024958A (ko) | 2016-03-07 |
| IL243716A0 (en) | 2016-04-21 |
| US20160158670A1 (en) | 2016-06-09 |
| IL243716B (en) | 2019-06-30 |
| CN105517693A (zh) | 2016-04-20 |
| EP3025775A1 (en) | 2016-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6618067B2 (ja) | 外部灌流型の中空糸膜モジュール及び前記モジュールを有するインクジェットプリンタ | |
| US11701620B2 (en) | External circulation-type hollow fiber membrane module | |
| JP6380703B2 (ja) | 中空糸脱気モジュール及び当該中空糸脱気モジュールを用いて液体を脱気する方法 | |
| WO1998048926A1 (en) | Ink deaerating hollow yarn membrane, ink deaerating method, ink deaerating apparatus, ink cartridge manufacturing method, and ink | |
| US10583664B2 (en) | Hollow fiber membrane module | |
| JP2015167940A (ja) | 脱気用中空糸膜モジュール | |
| JP2015167939A (ja) | 脱気用中空糸膜モジュール | |
| JPH10298470A (ja) | インクの脱気方法及びインク脱気装置 | |
| JP7290208B2 (ja) | 中空糸膜モジュール | |
| JP2018008246A (ja) | 散気ユニット | |
| JPH09150041A (ja) | 外部灌流型気液接触モジュール | |
| JPWO2016158308A1 (ja) | 散気管及び濾過ユニット | |
| JP2016217649A (ja) | 冷蔵庫および脱気給気ユニット | |
| JP2019181356A (ja) | 外部潅流型中空糸膜モジュール | |
| JP2016217650A (ja) | 脱気システムおよび冷蔵庫 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014538011 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14829502 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2918931 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 243716 Country of ref document: IL Ref document number: 14906726 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20167001924 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014829502 Country of ref document: EP |