WO2015037061A1 - 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 - Google Patents
熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 Download PDFInfo
- Publication number
- WO2015037061A1 WO2015037061A1 PCT/JP2013/074427 JP2013074427W WO2015037061A1 WO 2015037061 A1 WO2015037061 A1 WO 2015037061A1 JP 2013074427 W JP2013074427 W JP 2013074427W WO 2015037061 A1 WO2015037061 A1 WO 2015037061A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- press
- area
- less
- steel sheet
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
Definitions
- the present invention is used when manufacturing a structural part of an automobile, and is a hot-press steel sheet suitable for hot press forming, a press-formed product obtained from such a hot-press steel plate, and a press-formed product. It relates to a manufacturing method.
- a preheated steel plate blade
- the hot press steel plate is useful for application to a hot press forming method in which a heat treatment is performed simultaneously with shape formation to obtain a predetermined strength.
- a press-formed product, and a useful method for producing such a press-formed product is used when manufacturing a structural part of an automobile, and is a hot-press steel sheet suitable for hot press forming, a press-formed product obtained from such a hot-press steel plate, and a press-formed product.
- the steel sheet is heated to a predetermined temperature (for example, the temperature at which it becomes an austenite phase) to lower the strength, and then formed with a mold having a temperature lower than that of the steel sheet (for example, room temperature).
- a hot press molding method is used for manufacturing a part (press-molded product) that performs quenching heat treatment (quenching) using the temperature difference between the two to ensure strength after molding.
- a hot press forming method is called by various names such as a hot forming method, a hot stamping method, a hot stamp method, and a die quench method in addition to the hot press method.
- FIG. 1 is a schematic explanatory diagram showing a mold configuration for carrying out hot press molding as described above.
- 1 is a punch
- 2 is a die
- 3 is a blank holder
- 4 is a steel plate (blank)
- BHF is a crease pressing force
- rp is a punch shoulder radius
- rd is a die shoulder radius
- CL is a punch / die clearance.
- the punch 1 and the die 2 have passages 1a and 2a through which a cooling medium (for example, water) can pass, and the cooling medium is allowed to pass through the passages.
- a cooling medium for example, water
- the steel plate (blank) 4 is subjected to the two-phase region temperature (Ac 1 transformation point to Ac 3 transformation point) or Ac 3 transformation. Molding is started in a state of being softened by heating to a single-phase temperature above the point. That is, in a state where the steel plate 4 in a high temperature state is sandwiched between the die 2 and the blank holder 3, the steel plate 4 is pushed into the hole of the die 2 (between 2 and 2 in FIG. 1) by the punch 1, and the outer diameter of the steel plate 4 is reduced. A shape corresponding to the outer shape of the punch 1 is formed while shrinking.
- a steel sheet for hot pressing that is widely used at present, a steel sheet made of 22MnB5 steel is known.
- This steel sheet has a tensile strength of 1500 MPa and an elongation of about 6 to 8%, and is applied to an impact resistant member (a member that is not deformed as much as possible and does not break).
- an impact resistant member a member that is not deformed as much as possible and does not break.
- Patent Documents 1 to 4 As hot-press steel sheets exhibiting good elongation, for example, the techniques of Patent Documents 1 to 4 have been proposed. In these technologies, the basic strength class of each steel sheet is adjusted by setting the carbon content in the steel sheet to various ranges, and ferrite with high deformability is introduced, and the average of ferrite and martensite Elongation is improved by reducing the particle size. These techniques are effective for improving the elongation, but are still insufficient from the viewpoint of improving the elongation according to the strength of the steel sheet. For example, the tensile strength TS is 1470 MPa or more and the elongation EL is about 10.2% at the maximum, and further improvement is required.
- the part where deformation should be prevented is high strength (high strength side: impact resistant part side), and the part requiring energy absorption is low strength and high ductility (low strength side: energy absorbing part side).
- High strength side impact resistant part side
- low strength side energy absorbing part side
- Technology has been proposed. For example, in the case of medium-sized and larger passenger cars, considering the compatibility (function to protect the other party when a small car collides) in the case of a side collision or a rear collision, the B pillar and the rear side member have impact resistance. In some cases, it has both functional parts of energy absorption.
- a tensile strength of 1500 MPa is achieved on the high strength side (impact resistant site side), but the maximum tensile strength is 700 MPa and the elongation EL is about 17% on the low strength side (energy absorption site side).
- the energy absorption site side In order to further improve the energy absorption characteristics, it is required to realize higher strength and higher ductility.
- the present invention has been made in view of the above circumstances, and its purpose is to facilitate molding and processing before hot pressing, and when a uniform characteristic is required in a molded product, it has high strength. If a region corresponding to an impact resistant region and an energy absorbing region is required in a single molded product, it is possible to obtain a press molded product that can achieve a high balance between elongation and elongation. , Hot-press steel sheets useful for obtaining press-formed products that can achieve a high level of balance between strength and elongation, press-formed products that exhibit the above characteristics, and such press-formed products It is in providing a useful method for.
- the steel sheet for hot pressing of the present invention that was able to achieve the above object, C: 0.15 to 0.5% (meaning mass%, hereinafter the same for chemical composition) Si: 0.2-3%, Mn: 0.5 to 3%, P: 0.05% or less (excluding 0%), S: 0.05% or less (excluding 0%), Al: 0.01 to 1%, B: 0.0002 to 0.01%, Ti: 3.4 [N] + 0.01% or more, 3.4 [N] + 0.1% or less [where [N] indicates the content (% by mass) of N], and N: 0.001 ⁇ 0.01%, Each of which contains iron and inevitable impurities, Among the Ti-containing precipitates contained in the steel sheet, the average equivalent circle diameter of those having an equivalent circle diameter of 30 nm or less is 3 nm or more, and the relationship between the precipitated Ti amount in the steel and the total Ti amount is expressed by the following formula (1): And the metal structure is characterized in that the ferrite fraction is 30 area% or more.
- the “equivalent circle diameter” means the diameter when converted to a circle of the same area when focusing on the size (area) of the Ti-containing precipitate (eg, TiC) (the “average equivalent circle diameter” is its average Value).
- the hot press-forming steel sheet of the present invention it is also useful to contain at least one of the following (a) to (c) as other elements as required. Depending on the type of element contained as required, the properties of the press-formed product are further improved.
- C 0.01% or less (excluding 0%) of at least one selected from the group consisting of Mg, Ca and REM
- the method for producing a press-formed product of the present invention that has achieved the above-mentioned object includes the steel sheet for hot pressing of the present invention as described above having an Ac 1 transformation point of + 20 ° C. or higher and an Ac 3 transformation point of ⁇ 20 ° C. or lower. After heating to the above temperature, press forming of the steel sheet is started, and during the forming and after the forming is completed, a temperature lower by 100 ° C. than the bainite transformation start temperature Bs while ensuring an average cooling rate of 20 ° C./second or more in the mold. It is characterized by cooling to the following.
- the metal structure in the press-formed product is a retained austenite: 3 to 20 area%, ferrite: 30 to 80 area%, bainitic ferrite: less than 30 area% (excluding 0 area%) ), Martensite: 31 area% or less (excluding 0 area%), and among the Ti-containing precipitates contained in the press-molded product, the average equivalent circle diameter of the equivalent circle diameter of 30 nm or less is 3 nm or more.
- the carbon content in the retained austenite is 0.50% or more, and the balance between high strength and elongation can be achieved as a uniform characteristic at a high level in the press-formed product.
- another method for producing a press-formed product of the present invention that has achieved the above object is to use a steel sheet for hot pressing as described above, and divide the heating area of the steel sheet into at least two areas. region of Ac 3 transformation point or more, while heating to a temperature of 950 ° C. or less, the other one region Ac 1 transformation point + 20 ° C. or higher, then heated to Ac 3 transformation point -20 ° C. or less of the temperature, both Press molding is started for the region, and during molding and after completion of molding, the mold is cooled to a temperature below the martensite transformation start temperature Ms while ensuring an average cooling rate of 20 ° C./second or more in the mold. It is characterized by that.
- Another press-formed product of the present invention is a steel plate press-formed product having the chemical composition as described above, and the press-formed product has a metal structure of retained austenite: 3 to 20 area%, martensite: The first region is 80 area% or more, and the metal structure is retained austenite: 3 to 20 area%, ferrite: 30 to 80 area%, bainitic ferrite: less than 30 area% (excluding 0 area%) , Martensite: having a second region that is 31 area% or less (not including 0 area%), and the carbon content in the retained austenite in this second region is 0.50% or more It is characterized by.
- a balance between high strength and elongation can be achieved at a high level according to each region, and there are regions corresponding to an impact resistant site and an energy absorption site in a single molded product.
- the chemical component composition is strictly defined, the size of Ti-containing precipitates is controlled, the precipitation rate is controlled for Ti that does not form TiN, and the ferrite ratio for the metal structure. Since a steel sheet with adjusted thickness is used, the strength-elongation balance of the press-formed product can be raised to a high level by hot pressing this under predetermined conditions. Further, when hot pressing is performed in a plurality of regions under different conditions, an impact resistant part and an energy absorbing part can be formed in a single molded product, and a high strength and elongation balance can be achieved at a high level in each part.
- the inventors of the present invention when heating a steel plate to a predetermined temperature and then producing a press-formed product by hot press forming, show good ductility (elongation) while ensuring high strength after press forming. In order to realize a hot-press steel sheet that can provide a simple press-formed product, studies were made from various angles.
- the chemical composition of the steel sheet for hot pressing is strictly defined, the size of the Ti-containing precipitates and the amount of precipitated Ti are controlled, and the metal structure is made appropriate.
- the present inventors completed the present invention by finding that a press-formed product having a predetermined amount of retained austenite after molding and having a high inherent ductility (residual ductility) can be obtained by hot press molding.
- C corresponds to an impact resistant site and an energy absorbing site in a single molded product in order to achieve a high balance between high strength and elongation when uniform properties are required in a press molded product. It is an important element for securing retained austenite when a region is required, particularly in a low strength / high ductility region. Moreover, at the time of heating by hot press molding, C concentrates to austenite, so that residual austenite can be formed after quenching. Furthermore, it contributes to an increase in the amount of martensite and raises the strength. In order to exert these effects, the C content needs to be 0.15% or more.
- the target metal structure ferrite, bainitic ferrite, especially in low strength and high ductility parts
- the preferable lower limit of the C content is 0.17% or more (more preferably 0.20% or more), and the more preferable upper limit is 0.45% or less (more preferably 0.40% or less).
- Si 0.2-3%)
- Si exhibits the effect of forming retained austenite by suppressing martensite from tempering to form cementite and decomposition of untransformed austenite during cooling of mold quenching.
- the Si content needs to be 0.2% or more.
- the Si content is excessive and exceeds 3%, the solid solution strengthening amount becomes excessively large, and the ductility is significantly lowered.
- the preferable lower limit of the Si content is 0.5% or more (more preferably 1.0% or more), and the preferable upper limit is 2.5% or less (more preferably 2.0% or less).
- Mn is an element effective in enhancing hardenability and suppressing the formation of structures (ferrite, pearlite, bainite, etc.) other than martensite and retained austenite during cooling of mold hardening. Further, it is an element that stabilizes austenite and contributes to an increase in the amount of retained austenite. In order to exhibit such an effect, it is necessary to contain 0.5% or more of Mn. When only the characteristics are taken into consideration, it is preferable that the Mn content is high, but the upper limit is made 3% or less because the cost of alloy addition increases. The minimum with preferable Mn content is 0.7% or more (more preferably 1.0% or more), and a preferable upper limit is 2.5% or less (more preferably 2.0% or less).
- P 0.05% or less (excluding 0%)
- P is an element inevitably contained in the steel, but it deteriorates ductility, so P is preferably reduced as much as possible.
- the upper limit was made 0.05% or less (excluding 0%).
- the upper limit with preferable P content is 0.045% or less (more preferably 0.040% or less).
- S 0.05% or less (excluding 0%)
- S is an element inevitably contained in steel, and deteriorates ductility. Therefore, S is preferably reduced as much as possible.
- the upper limit was made 0.05% or less (excluding 0%).
- the upper limit with preferable S content is 0.045% or less (more preferably 0.040% or less).
- Al 0.01-1%)
- Al is useful as a deoxidizing element, and also fixes solid solution N present in steel as AlN, which is useful for improving ductility.
- the Al content needs to be 0.01% or more.
- the preferable lower limit of the Al content is 0.02% or more (more preferably 0.03% or more), and the preferable upper limit is 0.8% or less (more preferably 0.6% or less).
- B has an action of suppressing ferrite transformation, pearlite transformation, and bainite transformation on the high-strength portion side, so that during the cooling after heating to the two-phase region temperature (Ac 1 transformation point to Ac 3 transformation point), It is an element that prevents the formation of pearlite and bainite and contributes to securing retained austenite.
- B In order to exert such an effect, B needs to be contained in an amount of 0.0002% or more, but the effect is saturated even if it is contained in excess of 0.01%.
- a preferable lower limit of the B content is 0.0003% or more (more preferably 0.0005% or more), and a preferable upper limit is 0.008% or less (more preferably 0.005% or less).
- Ti 3.4 [N] + 0.01% or more, 3.4 [N] + 0.1% or less: [N] is N content (mass%)
- Ti fixes N and allows B to be maintained in a solid solution state, thereby exhibiting an effect of improving hardenability. In order to exert such an effect, it is important to contain 0.01% or more than the stoichiometric ratio of Ti and N (3.4 times the N content).
- the Ti-containing precipitates eg, TiN
- the Ti-containing precipitates are finely dispersed and during cooling after heating in the austenite region
- the growth in the longitudinal direction of martensite formed in a lath shape is inhibited, and a lath structure having a small aspect ratio is obtained.
- the precipitates are made sufficiently large, a martensitic structure with a large aspect ratio is obtained, and stable retained austenite can be obtained even if the amount of C in the retained austenite is equal, and the characteristics (elongation) are improved.
- the more preferable lower limit of the Ti content is 3.4 [N] + 0.02% or more (more preferably 3.4 [N] + 0.05% or more), and the more preferable upper limit is 3.4 [N] +0. 09% or less (more preferably 3.4 [N] + 0.08% or less).
- N (N: 0.001 to 0.01%) N is preferably reduced as much as possible in order to reduce the hardenability improvement effect by fixing B as BN.
- 0.001% is set as the lower limit. did.
- the upper limit was made 0.01%.
- the upper limit with preferable N content is 0.008% or less (more preferably 0.006% or less).
- the basic chemical components in the steel sheet for hot pressing of the present invention are as described above, and the balance is iron and inevitable impurities (for example, O, H, etc.) other than P, S, and N.
- the steel sheet for hot pressing according to the present invention further contains at least one of the following (a) to (c) if necessary.
- the properties of the steel sheet for hot pressing ie, press-formed product
- the preferable range when these elements are contained and the reason for limiting the range are as follows.
- A 0.1% or less in total of one or more selected from the group consisting of V, Nb and Zr (excluding 0%)
- B 1% or less in total of at least one selected from the group consisting of Cu, Ni, Cr and Mo (not including 0%)
- C 0.01% or less (excluding 0%) of at least one selected from the group consisting of Mg, Ca and REM
- V, Nb, and Zr have the effect of forming fine carbides and making the structure fine by the pinning effect. In order to exhibit such an effect, it is preferable to contain 0.001% or more in total. However, when the content of these elements is excessive, coarse carbides are formed, and the ductility is deteriorated by becoming the starting point of fracture. For these reasons, the total content of these elements is preferably 0.1% or less. The more preferable lower limit of the content of these elements is 0.005% or more (more preferably 0.008% or more) in total, and the more preferable upper limit is 0.08% or less (more preferably 0.06%) in total. The following).
- Cu, Ni, Cr and Mo 1% or less in total (excluding 0%)
- Cu, Ni, Cr, and Mo suppress ferrite transformation, pearlite transformation, and bainite transformation, and thus prevent formation of ferrite, pearlite, and bainite during cooling after heating, and effectively act to secure retained austenite.
- the more preferable lower limit of the content of these elements is 0.05% or more (more preferably 0.06% or more) in total, and the more preferable upper limit is 0.5% or less (more preferably 0.3% or less) in total. ).
- a total of one or more selected from the group consisting of Mg, Ca and REM (rare earth elements) is 0.01% or less (excluding 0%)) Since these elements refine the inclusions, they effectively work to improve ductility. In order to exhibit these effects, it is preferable to contain 0.0001% or more in total. Considering only the characteristics, it is preferable that the content is large, but since the effect is saturated, the total content is preferably 0.01% or less.
- the more preferable lower limit of the content of these elements is 0.0002% or more (more preferably 0.0005% or more) in total, and the more preferable upper limit is 0.005% or less (more preferably 0.003% or less) in total. ).
- the average equivalent circle diameter of those having an equivalent circle diameter of 30 nm or less is 3 nm or more
- the amount of precipitated Ti Mass%) ⁇ 3.4 [N] ⁇ 0.5 ⁇ [total Ti amount (mass%) ⁇ 3.4 [N]] (satisfaction of the formula (1)) is satisfied
- C It is also an important requirement that the metal structure has a ferrite fraction of 30 area% or more.
- the presence state of Ti-containing precipitates in the molded product and the condition of the formula (1) itself have little influence on the strength and elongation of the steel sheet, but by affecting the structure formed when the steel sheet is hot pressed.
- the elongation in the final molded product is improved. Therefore, it is necessary to control these at the stage before forming (hot press steel plate).
- Excess Ti with respect to N in the steel plate before forming is finely dispersed in the steel plate before hot pressing, or most of it exists in a solid solution state. Will do.
- the martensitic transformation that occurs during the rapid cooling in the mold after the heating the growth in the longitudinal direction of the martensite lath is inhibited, the growth in the width direction is promoted, and the aspect ratio becomes small.
- the average equivalent circle diameter of those having an equivalent circle diameter of 30 nm or less is 3 nm or more.
- the equivalent circle diameter of the target Ti-containing precipitate is defined as 30 nm or less, except for TiN, which is coarsely formed in the melting stage and does not affect the structure change or properties thereafter. This is because it is necessary to control the Ti-containing precipitates.
- the size (average equivalent circle diameter) of the Ti-containing precipitate is preferably 5 nm or more, and more preferably 10 nm or more.
- the Ti-containing precipitates targeted by the present invention are intended to include precipitates containing Ti such as TiVC and TiNbC in addition to TiC.
- the amount of Ti present as precipitates other than TiN is 0.5 times or more of the remaining Ti minus Ti that forms TiN (ie, the Ti content) 0.5 ⁇ [total Ti amount (% by mass) ⁇ 3.4 [N]] or more) (requirement (B) above).
- Precipitated Ti amount (mass%)-3.4 [N] is preferably 0.6 ⁇ [total Ti amount (mass%)-3.4 [N]] or more, more preferably 0.7 ⁇ [ The total Ti amount (% by mass) is ⁇ 3.4 [N]] or more.
- the ferrite fraction in the hot-press steel sheet needs to be 30 area% or more (requirement (C) above).
- the ferrite fraction is preferably 50 area% or more, more preferably 70 area% or more.
- the balance of the metal structure is not particularly limited, and examples thereof include at least one of pearlite, bainite, martensite, and retained austenite.
- a slab obtained by melting a steel material having the above chemical composition is heated at 1100 ° C. or higher (preferably 1150 ° C. or higher), 1300 ° C. (Preferably 1250 ° C. or lower), hot rolling at a finish rolling temperature of 750 ° C. or higher (preferably 780 ° C. or higher), 850 ° C. or lower (preferably 830 ° C. or lower), and then a temperature range of 700 to 650 ° C. Is allowed to stay at 450 ° C. or higher (preferably 480 ° C. or higher) and 650 ° C. or lower (preferably 630 ° C. or lower).
- the above-mentioned method is to coarsen the Ti-containing precipitate such as TiC formed during ferrite transformation by sufficient ferrite transformation at high temperature. Further, by increasing the winding temperature, the formed Ti-containing precipitate such as TiC is grown and coarsened.
- the steel sheet for hot pressing having the above-mentioned chemical composition, metal structure and Ti precipitation state may be used for the production of hot pressing as it is, and the reduction ratio after pickling: 60% or less (preferably 40% or less) It may be used for manufacturing a hot press after cold rolling. Moreover, you may heat-process in the temperature range (for example, 1000 degrees C or less) in which the Ti containing precipitates do not completely dissolve in the hot-pressed steel sheet or its cold rolled material. Moreover, the steel plate for hot pressing according to the present invention may be plated on the surface (base steel plate surface) containing one or more of Al, Zn, Mg, and Si.
- a steel sheet containing a predetermined amount of ferrite it is necessary to control the heating temperature within a predetermined range in order to partially transform the ferrite into austenite while partially retaining the ferrite.
- the heating temperature of the steel sheet is less than the Ac 1 transformation point + 20 ° C., a sufficient amount of austenite cannot be obtained during heating, and a predetermined amount of retained austenite cannot be secured in the final structure (structure of the molded product). If the heating temperature of the steel sheet exceeds the Ac 3 transformation point of ⁇ 20 ° C., the amount of transformation to austenite increases too much during heating, and a predetermined amount of ferrite cannot be secured in the final structure (structure of the molded product).
- the average cooling rate and the cooling end temperature during and after molding are appropriately controlled. There is a need. From such a viewpoint, the average cooling rate during molding must be 20 ° C./second or more, and the cooling end temperature must be 100 ° C. or lower than the bainite transformation start temperature Bs.
- the average cooling rate during molding is preferably 30 ° C./second or more (more preferably 40 ° C./second or more). By making the cooling end temperature 100 ° C.
- the austenite existing during heating is transformed into bainite or martensite while preventing the formation of a structure such as ferrite or pearlite.
- a predetermined amount of retained austenite is secured by allowing fine austenite to remain between bainite and martensite lath while securing martensite.
- the cooling end temperature is higher than the temperature lower by 100 ° C. than the bainite transformation start temperature Bs or the average cooling rate is less than 20 ° C./second, a structure such as ferrite or pearlite is formed, and a predetermined amount of retained austenite is secured. This is not possible, and the elongation (ductility) of the molded product is deteriorated.
- the cooling end temperature is not particularly limited as long as it is 100 ° C. or lower than Bs, and may be, for example, martensitic transformation start temperature Ms or lower.
- control of the average cooling rate is basically unnecessary when the temperature is lower than the bainite transformation start temperature Bs by 100 ° C. or less, for example, at an average cooling rate of 1 ° C./second or more and 100 ° C./second or less to room temperature. It may be cooled.
- Control of the average cooling rate during molding and after molding is completed by controlling (a) the temperature of the molding die (cooling medium shown in FIG. 1) and (b) controlling the thermal conductivity of the die. It can be achieved by such means.
- the metal structure in the molded product (that is, in the steel sheet constituting the molded product) is retained austenite: 3 to 20 area%, Ferrite: 30 to 80 area%, bainitic ferrite: less than 30 area% (excluding 0 area%), martensite: 31 area% or less (excluding 0 area%), included in press-formed products
- the Ti-containing precipitates having an equivalent circle diameter of 30 nm or less the average equivalent circle diameter is 3 nm or more (the form of the Ti-containing precipitate is the same as that of the steel plate), and the amount of carbon in the retained austenite is 0.1. It becomes 50% or more, and the balance between high strength and elongation can be achieved as a uniform characteristic at a high level in the molded product.
- the reason for setting the range of each requirement (basic structure) in such a hot press-formed product is as follows.
- Residual austenite has the effect of increasing the work hardening rate (transformation-induced plasticity) and improving the ductility of the molded product by transforming into martensite during plastic deformation.
- the retained austenite fraction needs to be 3 area% or more.
- the higher the retained austenite fraction the better.
- the retained austenite that can be secured is limited, and the upper limit is about 20 area%.
- the preferable lower limit of retained austenite is 5 area% or more (more preferably 7 area% or more).
- the ductility (elongation) of a press-formed product can be increased by making the main structure fine and highly ductile ferrite. From this point of view, the ferrite fraction is 30% by area or more. However, if this fraction exceeds 80 area%, the strength of the molded product cannot be ensured.
- a preferable lower limit of the ferrite fraction is 35 area% or more (more preferably 40 area% or more), and a more preferable upper limit is 75 area% or less (more preferably 70 area% or less).
- Bainitic ferrite is an effective structure for improving the strength of a molded product, but it is a structure that is slightly poor in ductility. From such a viewpoint, the fraction of bainitic ferrite is less than 30 area%. A preferable upper limit of the fraction of bainitic ferrite is 25 area% or less (more preferably 20 area% or less).
- Martensite (an as-quenched martensite) is an effective structure for improving the strength of a press-molded product. However, since it is a structure having poor ductility, the presence of a large amount deteriorates elongation. From such a viewpoint, the martensite fraction is 31 area% or less. A preferred upper limit of the martensite fraction is 25 area% or less (more preferably 20 area% or less).
- pearlite may be included as the remaining structure.
- these structures have a lower contribution to strength and ductility than other structures, and it is preferable not to basically contain them. (It may be 0 area%).
- the amount of carbon in retained austenite affects the timing at which retained austenite undergoes work-induced transformation to martensite during deformation in tensile tests, etc., and transformation-induced plasticity (TRIP) is caused by processing-induced transformation in the higher strain region as the carbon content increases. Increase the effect.
- TRIP transformation-induced plasticity
- carbon is expelled from the formed martensite lath to the surrounding austenite during cooling. At that time, when Ti carbide or carbonitride dispersed in the steel is coarsely dispersed, the growth in the longitudinal direction of the martensite lath proceeds without being hindered, so the aspect ratio is narrow and long. Big martensite lath.
- the carbon content in the retained austenite in the steel is defined as 0.50% or more (preferably 0.60% or more).
- the carbon content in the retained austenite can be concentrated to about 0.70%, but the limit is about 1.0%.
- the properties such as strength and elongation of the press-formed product can be controlled by appropriately adjusting the press forming conditions (heating temperature and cooling rate) and high ductility. (Residual ductility) press-molded products can be obtained, so it can be applied to parts that have been difficult to apply with conventional press-molded products (for example, energy absorbing members). Useful.
- the heating temperature and the conditions of each region during press molding are appropriately controlled. If the structure of each region is adjusted, a press-molded product that exhibits a strength-ductility balance corresponding to each region (hereinafter sometimes referred to as a multi-region molded product) can be obtained.
- the heating region of the steel plate is divided into at least two regions, one of which is hereinafter referred to as the first region. Is heated to a temperature not lower than Ac 3 transformation point and not higher than 950 ° C., and the other region (hereinafter referred to as second region) is not lower than Ac 1 transformation point + 20 ° C. and temperature not higher than Ac 3 transformation point ⁇ 20 ° C. Then, press molding is started for both the first and second regions, and during molding and after completion of molding, both the first and second regions have a temperature of 20 ° C./second or more in the mold. What is necessary is just to cool to the temperature below the martensitic transformation start temperature Ms, ensuring an average cooling rate.
- the heating region of the steel sheet is divided into at least two regions (high-strength side region and low-strength side region), and the manufacturing conditions are controlled according to each region, whereby the strength-ductility balance corresponding to each region is obtained.
- a press-formed product exhibiting the above can be obtained.
- the second region corresponds to the low-strength side region
- the manufacturing conditions, structure, and characteristics in this region are basically the same as those of the single-region molded product described above.
- manufacturing conditions for forming the other first region corresponding to the high-strength side region
- the heating temperature of the steel sheet is preferably Ac 3 transformation point + 50 ° C. or higher and 930 ° C. or lower.
- the average cooling rate and the cooling end temperature during and after molding are appropriately controlled. There is a need. From this point of view, the average cooling rate during molding needs to be 20 ° C./second or more, and the cooling end temperature needs to be lower than the martensite transformation start temperature (Ms point).
- the average cooling rate during molding is preferably 30 ° C./second or more (more preferably 40 ° C./second or more).
- the cooling end temperature is specifically 400 ° C. or lower, preferably 300 ° C. or lower.
- the metal structure is different between the first region and the second region.
- the metal structures are retained austenite: 3 to 20 area% (the effect of retained austenite is the same as described above), and martensite: 80 area% or more.
- the second region the same metal structure as that of the single region molded product and the carbon content in the retained austenite are satisfied.
- the area fraction of martensite needs to be 80 area% or more.
- the fraction of martensite is preferably 85 area% or more (more preferably 90 area% or more).
- the remaining structure in the first region may partially include ferrite, pearlite, bainite, and the like.
- Example 1 Steel materials (steel Nos. 1-3, 5-15, 17-31) having the chemical composition shown in the following Tables 1 and 2 were vacuum-melted to form slabs for testing, and then hot-rolled to steel plates Then, it was cooled and subjected to a treatment simulating winding (plate thickness: 1.6 mm or 3.0 mm). In the winding simulation processing method, after cooling to the winding temperature, the sample was placed in a furnace heated to the winding temperature, held for 30 minutes, and then cooled in the furnace. The steel sheet manufacturing conditions at this time are shown in Tables 3 and 4 below.
- Bs point (° C.) 830 ⁇ 270 ⁇ [C] ⁇ 90 ⁇ [Mn] ⁇ 37 ⁇ [Ni] ⁇ 70 ⁇ [Cr] ⁇ 83 ⁇ [Mo] (5)
- [C], [Si], [Mn], [P], [Al], [Ti], [V], [Cr], [Mo], [Cu] and [Ni] are C, The contents (mass%) of Si, Mn, P, Al, Ti, V, Cr, Mo, Cu and Ni are shown. Further, when the element shown in each term of the above formulas (2) to (5) is not included, the calculation is made assuming that the term is not present.
- Treatment (1) After cold-rolling a hot-rolled steel sheet (sheet thickness: 1.6 mm), simulating continuous annealing with a heat treatment simulator, heating to 800 ° C., holding for 90 seconds, and average cooling at 20 ° C./second Cooled to 500 ° C. at a rate and held for 300 seconds.
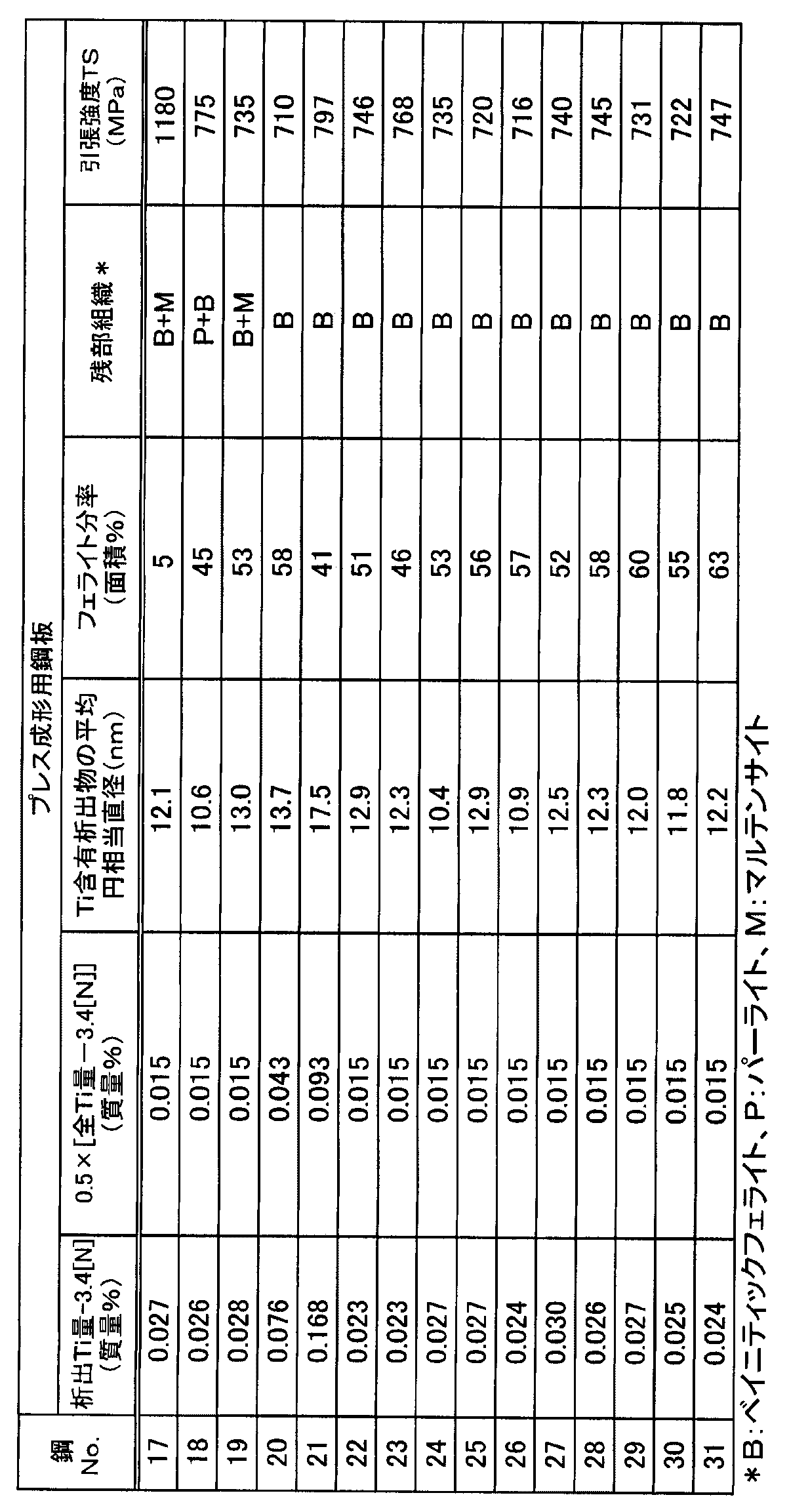
- the obtained steel plate (press forming steel plate) was analyzed for the precipitation state of Ti and the observation of the metal structure (fraction of each structure) in the following manner. Moreover, the tensile strength (TS) of each steel plate was measured by the method mentioned later. The results are shown in Table 5 below together with a calculated value of 0.5 ⁇ [total Ti amount (mass%) ⁇ 3.4 [N]] (indicated as 0.5 ⁇ [total Ti amount ⁇ 3.4 [N]). , 6.
- the amount of precipitated Ti (mass%)-3.4 [N] (the amount of Ti present as a precipitate) was subjected to extraction residue analysis using a mesh having a mesh diameter of 0.1 ⁇ m (in the extraction process, Precipitates aggregate and fine precipitates can be measured), and the amount of precipitated Ti (mass%)-3.4 [N] (in Tables 5 and 6, indicated as precipitated Ti amount-3.4 [N]) is obtained. It was. When the Ti-containing precipitate partially contained V or Nb, the content thereof was also measured.
- the tensile strength (TS), elongation (total elongation EL), and observation of metal structure (fraction of each structure) were measured by the following methods, and the carbon content in the retained austenite was described above. Measured by the method.
- TS tensile strength
- EL elongation
- TS ⁇ EL strength-elongation balance
- the martensite (as-quenched martensite) fraction was determined by X-ray diffraction from the area ratio of the martensite and retained austenite as it was quenched by repeller corrosion of the steel sheet.
- the martensite fraction was calculated by subtracting the residual austenite fraction.
- Tables 8 and 9 below show the observation results of the metal structure (fraction of each structure, amount of carbon in retained austenite).
- the mechanical properties (tensile strength TS, elongation EL and TS ⁇ EL) of the press-formed product are shown in Table 10 below.
- Steel No. Those of 3, 6, 7, 11 to 13, 17, and 21 are comparative examples that do not satisfy any of the requirements defined in the present invention, and any of the characteristics is deteriorated. That is, Steel No. No. 3 uses a steel sheet for press forming with a low Si content, and the retained austenite fraction in the press-formed product is not ensured and elongation is not achieved, so that the strength-elongation balance deteriorates. ing. Steel No. In No. 6, the cooling time from 700 ° C. to 650 ° C. is insufficient at the time of manufacturing the steel sheet, the ferrite transformation does not proceed sufficiently, the ferrite fraction in the steel sheet cannot be secured, the strength increases, and press forming Pre-molding and processing are expected to be difficult.
- Steel No. No. 7 has a high finish rolling temperature at the time of manufacturing the steel plate, and the press-forming steel plate does not satisfy the relationship of the formula (1), and the strength-elongation balance of the press-formed product is deteriorated.
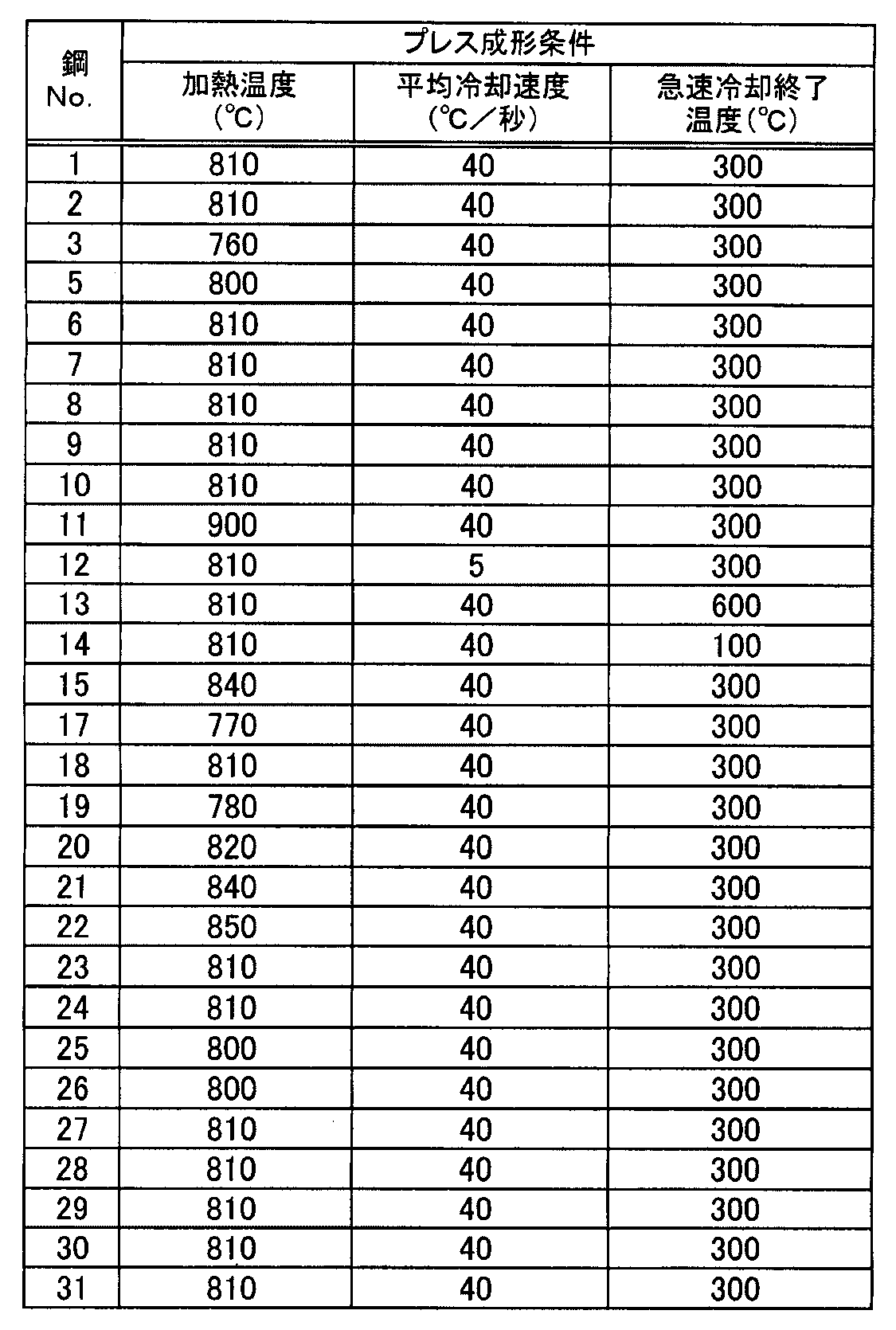
- Steel No. In No. 11 the heating temperature at the time of press molding is high, a large amount of martensite is generated and ferrite is not generated, the strength is high and only a low elongation EL is obtained (strength-elongation balance ( TS ⁇ EL) is also deteriorated).
- Steel No. No. 13 has a high rapid cooling end temperature at the time of press molding, and a large amount of pearlite is produced at the stage of the press molded product, so that the retained austenite fraction cannot be secured, and the carbon content in the retained austenite is insufficient. The strength and elongation are reduced, and the strength-elongation balance (TS ⁇ EL) is deteriorated.
- Steel No. No. 17 uses a steel sheet for press forming with an excessive C content, and the ferrite fraction of the steel sheet is low, and the ferrite fraction in the press-formed product cannot be secured, and the martensite fraction. , The strength is increased, and only a low elongation EL is obtained (the strength-elongation balance (TS ⁇ EL) is also deteriorated).
- Steel No. No. 21 uses a steel sheet for press forming having an excessive Ti content (the amount of carbon in the retained austenite is insufficient), and the elongation and strength-elongation balance (TS ⁇ EL) are deteriorated.
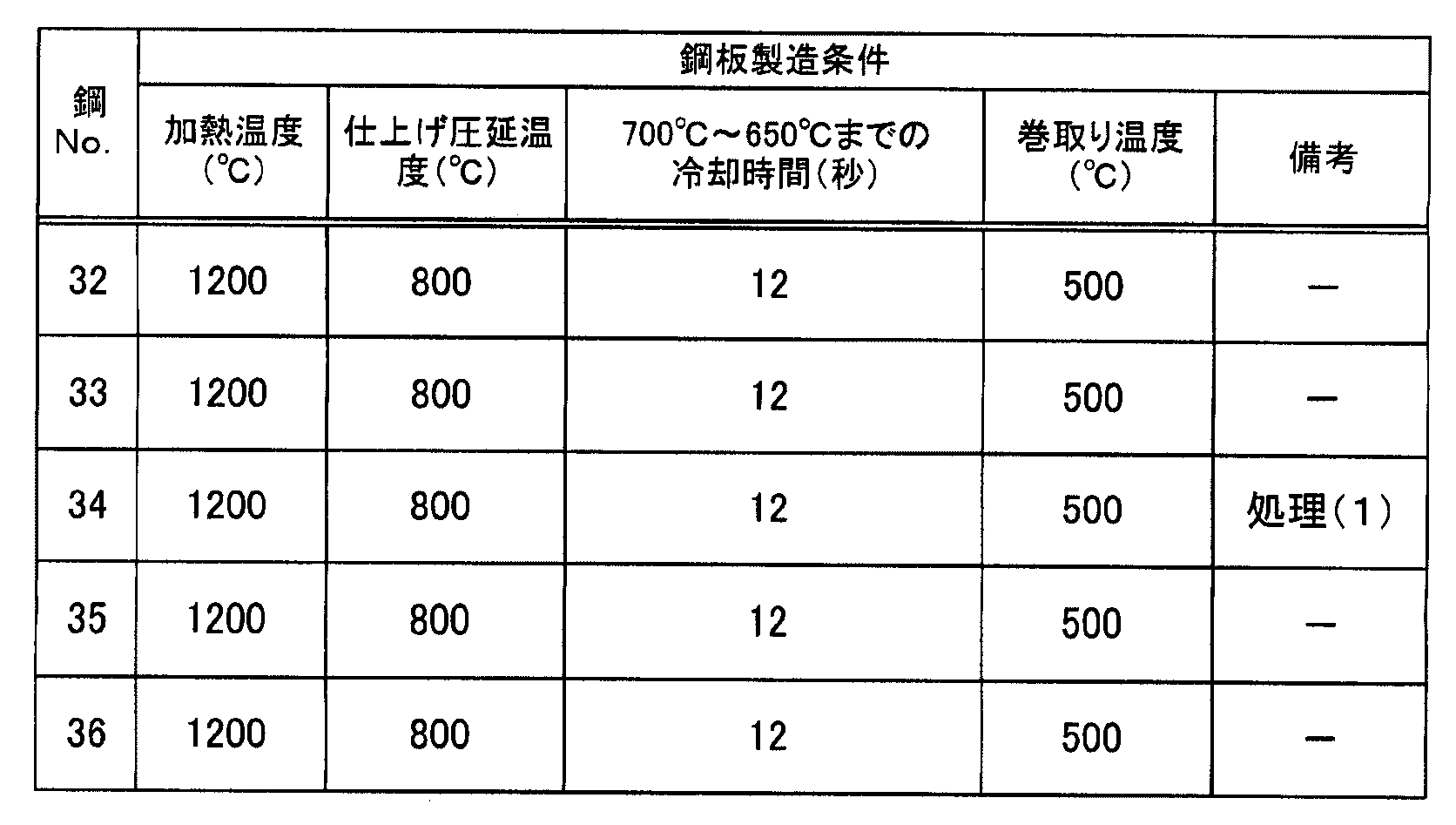
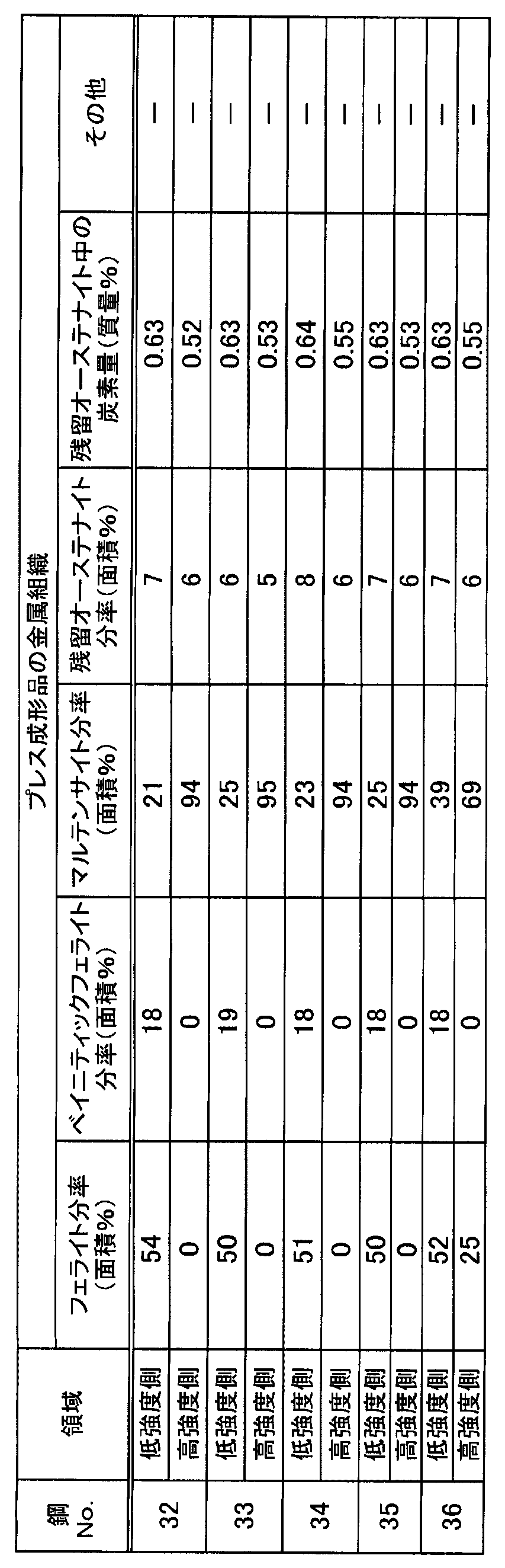
- Example 2 Steel materials (steel Nos. 32 to 36) having the chemical composition shown in Table 11 below were melted in vacuum to form experimental slabs, followed by hot rolling, followed by cooling and winding (sheet thickness) : 3.0 mm). The steel plate production conditions at this time are shown in Table 12 below.
- the obtained steel plate (press forming steel plate) was analyzed in the same manner as in Example 1 for analysis of the precipitation state of Ti-containing precipitates, observation of the metal structure (fraction of each structure), and tensile strength. The results are shown in Table 13 below.
- each steel sheet (3.0mm t ⁇ 150mm ⁇ 200mm) was heated to a predetermined temperature in a heating furnace, performing a press-forming and cooling process in a mold of hat-shaped (FIG. 1), and a molded article .
- the steel sheet is put in an infrared furnace, and the portion (second steel plate portion corresponding to the first region) to be strengthened is directly irradiated with infrared rays so that it can be heated at a high temperature, and the portion to be reduced in strength (second
- the steel plate portion corresponding to the region of (1) was covered with a cover so as to block a part of infrared rays so that it could be heated at a low temperature, thereby giving a heating temperature difference.
- the press-formed product has regions having different strengths in a single part.
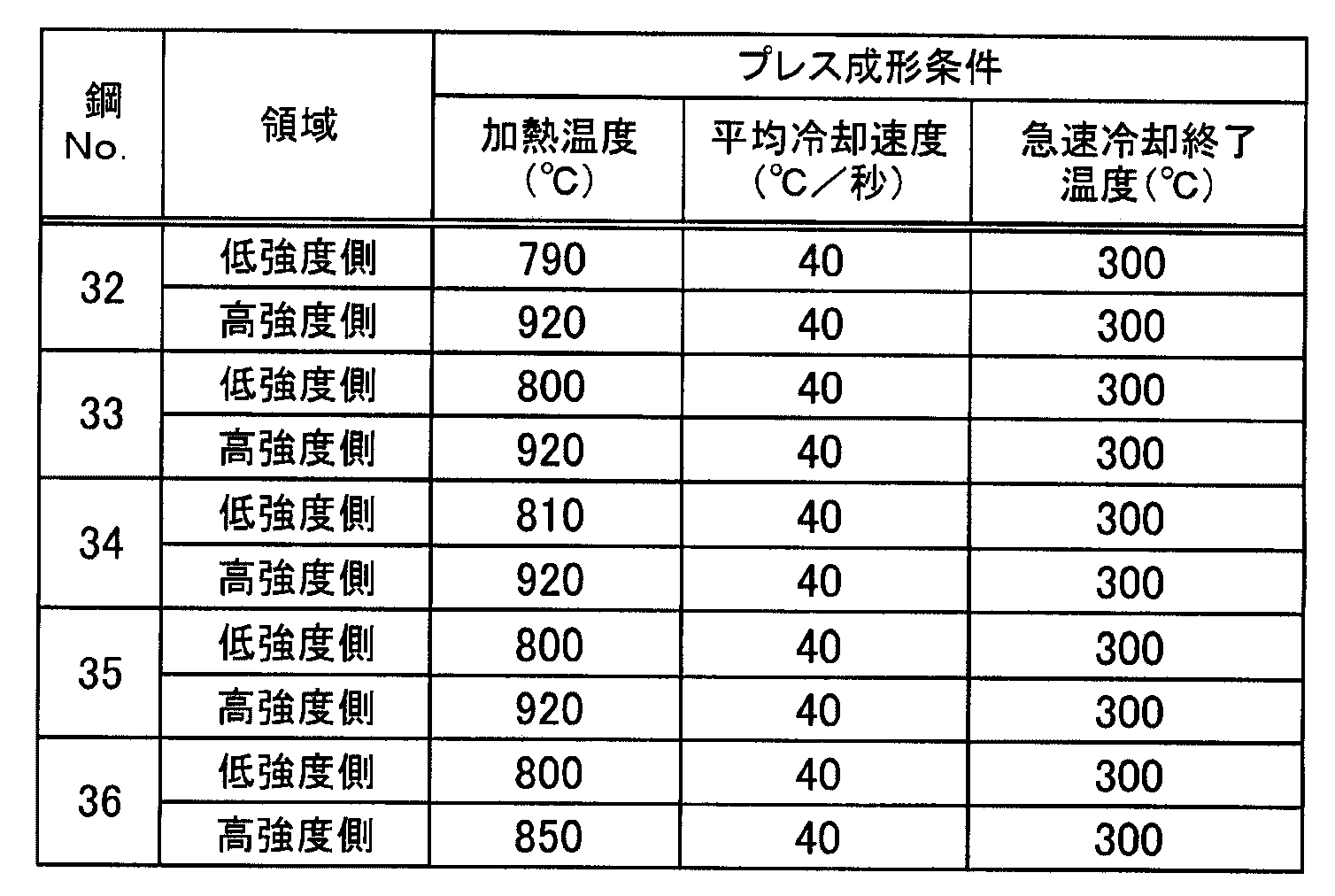
- Table 14 shows the press molding conditions (heating temperature, average cooling rate, rapid cooling end temperature in each region during press molding).
- the tensile strength (TS), elongation (total elongation EL) in each region, observation of the metal structure (fraction of each structure), and measurement of the amount of carbon in the retained austenite were as in Example 1. It calculated
- Table 15 The observation results of metal structure (fraction of each structure) and the carbon content in retained austenite are shown in Table 15 below.
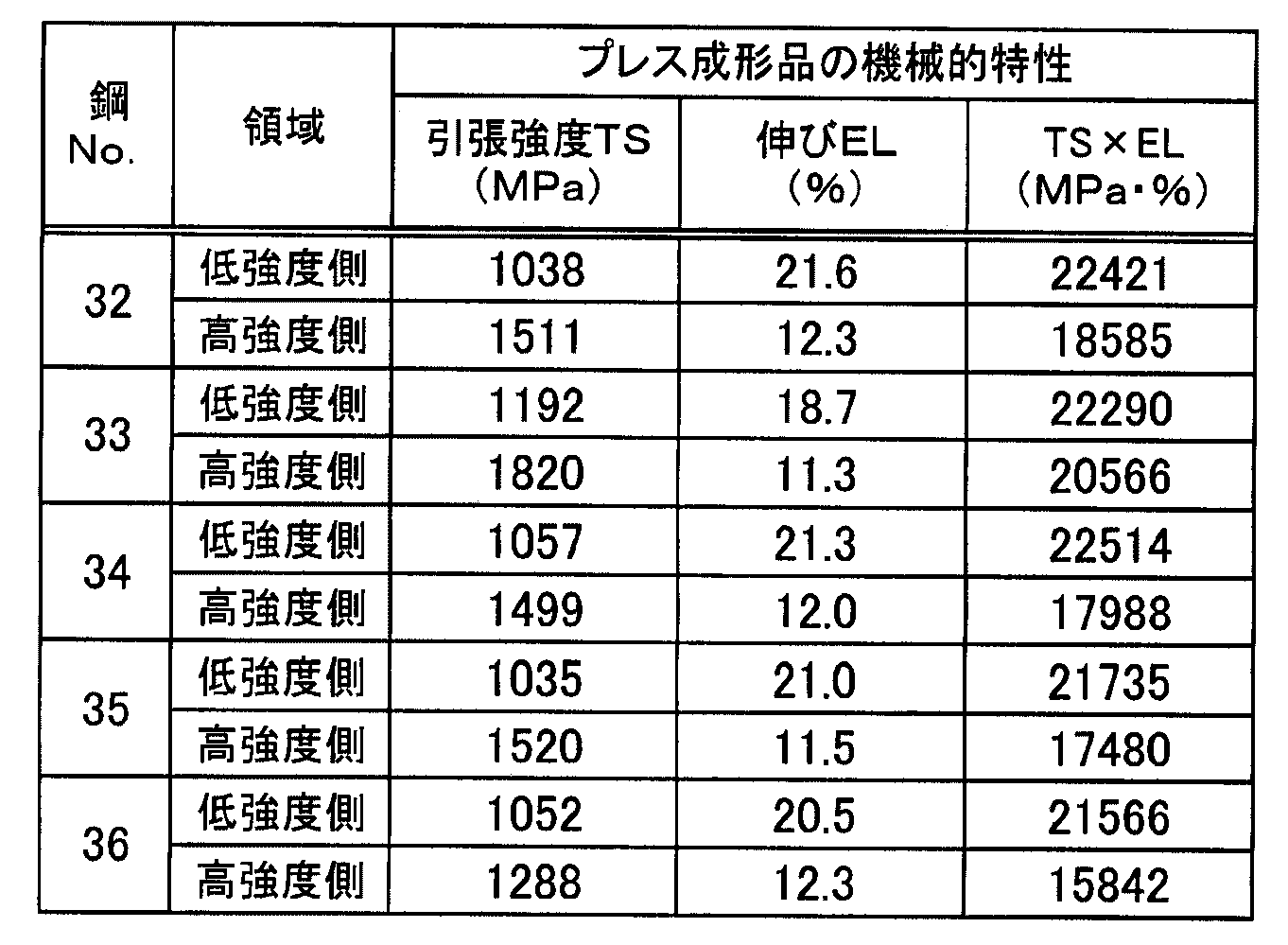
- Table 16 shows the mechanical properties (tensile strength TS, elongation EL, and TS ⁇ EL) of the press-formed product.
- the tensile strength (TS) on the high strength side is 1470 MPa or higher
- the elongation (EL) satisfies 8% or higher
- the strength-elongation balance (TS ⁇ EL) is 14000 (MPa ⁇ %) or higher.
- evaluation criteria on the low strength side are the same as in Example 1).
- Steel No. Examples 32 to 35 are examples that satisfy the requirements defined in the present invention, and it can be seen that parts having a good balance between strength and ductility in each region are obtained.
- Steel No. In No. 36 the heating temperature during press molding is low, the ferrite fraction is low on the high strength side, the martensite fraction is high and the strength on the high strength side is low (low strength side). And the difference in strength is less than 300 MPa).
- the average equivalent circle diameter of those having an equivalent circle diameter of 30 nm or less is 3 nm or more, and the amount of precipitated Ti in the steel And the total Ti content satisfy a predetermined relationship, and the metal structure has a ferrite fraction of 30% by area or more, so that molding and processing can be easily performed before hot pressing, and in the molded product.
- a press-molded product that can achieve a high level of balance between strength and elongation can be obtained, and the area corresponding to the impact-resistant and energy-absorbing sites in a single molded product. Is required, it is possible to realize a hot-press steel sheet useful for obtaining a press-formed product that can achieve a high balance between high strength and elongation at a high level in accordance with each region.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
C :0.15~0.5%(質量%の意味。以下、化学成分組成について同じ。)、
Si:0.2~3%、
Mn:0.5~3%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01~1%、
B :0.0002~0.01%、
Ti:3.4[N]+0.01%以上、3.4[N]+0.1%以下[但し、[N]はNの含有量(質量%)を示す]、および
N:0.001~0.01%、
を夫々含有し、残部が鉄および不可避不純物からなり、
鋼板中に含まれるTi含有析出物のうち、円相当直径が30nm以下のものの平均円相当直径が3nm以上であると共に、鋼中の析出Ti量と全Ti量とが下記(1)式の関係を満足し、且つ、金属組織が、フェライトの分率が30面積%以上であることを特徴とする。尚、「円相当直径」とは、Ti含有析出物(例えばTiC)の大きさ(面積)に着目したときに、同一面積の円に換算したときの直径(「平均円相当直径」はその平均値)である。
析出Ti量(質量%)-3.4[N]≧0.5×[全Ti量(質量%)-3.4[N]] …(1)
((1)式中、[N]は鋼中のNの含有量(質量%)を示す)
(a)V,NbおよびZrよりなる群から選択される1種以上を合計で0.1%以下(0%を含まない)
(b)Cu,Ni,CrおよびMoよりなる群から選択される1種以上を合計で1%以下(0%を含まない)
(c)Mg,CaおよびREMよりなる群から選択される1種以上を合計で0.01%以下(0%を含まない)
Cは、プレス成形品内で均一な特性が要求される場合の高強度と伸びのバランスを高レベルで達成するために、或は単一成形品内に耐衝撃部位とエネルギー吸収部位に相当する領域が要求される場合の、特に低強度・高延性部位において残留オーステナイトを確保する上で重要な元素である。また熱間プレス成形での加熱時に、Cがオーステナイトに濃化することで、焼入れ後に残留オーステナイトを形成させることができる。更に、マルテンサイト量の増加にも寄与し、強度を上昇させる。これらの効果を発揮させるためには、C含有量は0.15%以上とする必要がある。
Siは、金型焼入れの冷却中にマルテンサイトが焼戻されてセメンタイトが形成されたり、未変態のオーステナイトが分解されることを抑制することで、残留オーステナイトを形成させる効果を発揮する。こうした効果を発揮させるためには、Si含有量は0.2%以上とする必要がある。またSi含有量が過剰になって3%を超えると、固溶強化量が大きくなり過ぎ、延性が大幅に低下することになる。Si含有量の好ましい下限は0.5%以上(より好ましくは1.0%以上)であり、好ましい上限は2.5%以下(より好ましくは2.0%以下)である。
Mnは、焼入れ性を高め、金型焼入れの冷却中のマルテンサイト、残留オーステナイト以外の組織(フェライト、パーライト、ベイナイト等)の形成を抑制するのに有効な元素である。また、オーステナイトを安定化させる元素であり、残留オーステナイト量の増加に寄与する元素である。こうした効果を発揮させるためには、Mnは0.5%以上含有させる必要がある。特性だけを考慮した場合は、Mn含有量は多い方が好ましいが、合金添加のコストが上昇することから、上限を3%以下とした。Mn含有量の好ましい下限は0.7%以上(より好ましくは1.0%以上)であり、好ましい上限は2.5%以下(より好ましくは2.0%以下)である。
Pは、鋼中に不可避的に含まれる元素であるが、延性を劣化させるので、Pは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、上限を0.05%以下(0%を含まない)とした。P含有量の好ましい上限は0.045%以下(より好ましくは0.040%以下)である。
SもPと同様に鋼中に不可避的に含まれる元素であり、延性を劣化させるので、Sは極力低減することが好ましい。しかしながら、極端な低減は製鋼コストの増大を招き、0%とすることは製造上困難であるので、上限を0.05%以下(0%を含まない)とした。S含有量の好ましい上限は0.045%以下(より好ましくは0.040%以下)である。
Alは、脱酸元素として有用であると共に、鋼中に存在する固溶NをAlNとして固定し、延性の向上に有用である。こうした効果を有効に発揮させるためには、Al含有量は0.01%以上とする必要がある。しかしながら、Al含有量が過剰になって1%を超えると、Al2O3が過剰に生成し、延性を劣化させる。Al含有量の好ましい下限は0.02%以上(より好ましくは0.03%以上)であり、好ましい上限は0.8%以下(より好ましくは0.6%以下)である。
Bは、高強度部位側でフェライト変態、パーライト変態およびベイナイト変態を抑制する作用を有するため、(Ac1変態点~Ac3変態点)の二相域温度に加熱後の冷却中に、フェライト、パーライト、ベイナイトの形成を防止し、残留オーステナイトの確保に寄与する元素である。こうした効果を発揮させるためには、Bは0.0002%以上含有させる必要があるが、0.01%を超えて過剰に含有させても効果が飽和する。B含有量の好ましい下限は0.0003%以上(より好ましくは0.0005%以上)であり、好ましい上限は0.008%以下(より好ましくは0.005%以下)である。
Tiは、Nを固定し、Bを固溶状態で維持させることで焼入れ性の改善効果を発現させる。こうした効果を発揮させるためには、TiとNの化学量論比(Nの含有量の3.4倍)よりも0.01%以上多く含有させることが重要である。但し、Ti含有量が過剰になって3.4[N]+0.1%よりも多くなると、形成されるTi含有析出物(例えばTiN)は微細分散し、オーステナイト領域に加熱後の冷却中にラス状に形成されるマルテンサイトの長手方向への成長を阻害し、アスペクト比が小さなラス組織になる。逆に、析出物を十分に大きくすれば、アスペクト比の大きなマルテンサイト組織になり、残留オーステナイト中のC量が同等でも安定な残留オーステナイトが得られ、特性(伸び)が向上することになる。Ti含有量のより好ましい下限は3.4[N]+0.02%以上(更に好ましくは3.4[N]+0.05%以上)であり、より好ましい上限は3.4[N]+0.09%以下(更に好ましくは3.4[N]+0.08%以下)である。
Nは、BをBNとして固定することで、焼入れ性改善効果を低下させるため、できるだけ低減することが好ましいが、実プロセスの中で低減するには限界があるため、0.001%を下限とした。また、N含有量が過剰になると、歪み時効により延性が劣化したり、BNとして析出し、固溶Bによる焼入れ性改善効果を低下させるため、上限を0.01%とした。N含有量の好ましい上限は0.008%以下(より好ましくは0.006%以下)である。
(a)V,NbおよびZrよりなる群から選択される1種以上を合計で0.1%以下(0%を含まない)
(b)Cu,Ni,CrおよびMoよりなる群から選択される1種以上を合計で1%以下(0%を含まない)
(c)Mg,CaおよびREMよりなる群から選択される1種以上を合計で0.01%以下(0%を含まない)
V,NbおよびZrは、微細な炭化物を形成し、ピン止め効果により組織を微細にする効果がある。こうした効果を発揮させるためには、合計で0.001%以上含有させることが好ましい。しかしながら、これらの元素の含有量が過剰になると、粗大な炭化物が形成され、破壊の起点になることで逆に延性を劣化させる。こうしたことから、これらの元素は合計で0.1%以下とすることが好ましい。これらの元素の含有量のより好ましい下限は合計で0.005%以上(更に好ましくは0.008%以上)であり、より好ましい上限は合計で0.08%以下(更に好ましくは0.06%以下)である。
Cu,Ni,CrおよびMoは、フェライト変態、パーライト変態およびベイナイト変態を抑制するため、加熱後の冷却中に、フェライト、パーライト、ベイナイトの形成を防止し、残留オーステナイトの確保に有効に作用する。こうした効果を発揮させるためには、合計で0.01%以上含有させることが好ましい。特性だけを考慮すると含有量は多い方が好ましいが、合金添加のコストが上昇することから、合計で1%以下とすることが好ましい。また、オーステナイトの強度を大幅に高める作用を有するため、熱間圧延の負荷が大きくなり、鋼板の製造が困難になるため、製造性の観点からも1%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.05%以上(更に好ましくは0.06%以上)であり、より好ましい上限は合計で0.5%以下(更に好ましくは0.3%以下)である。
これらの元素は、介在物を微細化するため、延性向上に有効に作用する。こうした効果を発揮させるためには、合計で0.0001%以上含有させることが好ましい。特性だけを考慮すると含有量は多いほうが好ましいが、効果が飽和することから、合計で0.01%以下とすることが好ましい。これらの元素含有量のより好ましい下限は合計で0.0002%以上(更に好ましくは0.0005%以上)であり、より好ましい上限は合計で0.005%以下(更に好ましくは0.003%以下)である。
熱間プレス成形品の組織を適切に調整するためには、加熱温度は所定の範囲に制御する必要がある。この加熱温度を適切に制御することによって、その後の冷却過程で、所定量の残留オーステナイトを確保しつつ、マルテンサイトを主体とする組織に変態させ、最終的な熱間プレス成形品の領域内で所望の組織に作り込むことができる。この領域での鋼板の加熱温度がAc3変態点未満であると、加熱時に十分な量のオーステナイトが得られず、最終組織(成形品の組織)で所定量の残留オーステナイトを確保できない。また、鋼板の加熱温度が950℃を超えると、加熱時にオーステナイトの粒径が大きくなり、マルテンサイト変態開始温度(Ms点)およびマルテンサイト変態終了温度(Mf点)が上昇し、焼入れ時に残留オーステナイトを確保できず、良好な成形性が達成されない。鋼板の加熱温度は、好ましくはAc3変態点+50℃以上であり、930℃以下である。
下記表1、2に示した化学成分組成を有する鋼材(鋼No.1~3、5~15、17~31)を真空溶製し、実験用スラブとした後、熱間圧延を行って鋼板とし、その後に冷却して巻取りを模擬した処理を施した(板厚:1.6mm若しくは3.0mm)。巻取り模擬処理方法は、巻取り温度まで冷却後、巻取り温度に加熱した炉に試料を入れ、30分保持した後炉冷した。このときの鋼板製造条件を下記表3、4に示す。尚、表1、2中のAc1変態点、Ac3変態点、Ms点およびBs点は、下記の(2)式~(5)式を用いて求めたものである(例えば、「レスリー鉄鋼材料学」丸善,(1985)参照)。また、表3の備考欄に示した処理(1)、(2)は、下記に示す各処理(圧延、冷却、合金化)を行ったものである。
Ac3変態点(℃)=910-203×[C]1/2+44.7×[Si]-30×[Mn]+700×[P]+400×[Al]+400×[Ti]+104×[V]-11×[Cr]+31.5×[Mo]-20×[Cu]-15.2×[Ni]…(3)
Ms点(℃)=550-361×[C]-39×[Mn]-10×[Cu]-17×[Ni]-20×[Cr]-5×[Mo]+30×[Al]…(4)
Bs点(℃)=830-270×[C]-90×[Mn]-37×[Ni]-70×[Cr]-83×[Mo]…(5)
但し、[C],[Si],[Mn],[P],[Al],[Ti],[V],[Cr],[Mo],[Cu]および[Ni]は、夫々C,Si,Mn,P,Al,Ti,V,Cr,Mo,CuおよびNiの含有量(質量%)を示す。また、上記(2)式~(5)式の各項に示された元素が含まれない場合は、その項がないものとして計算する。
処理(2):熱間圧延鋼板を冷間圧延後(板厚:1.6mm)、熱処理シミュレータで連続溶融亜鉛めっきラインを模擬するため860℃に加熱した後、30℃/秒の平均冷却速度で400℃まで冷却し、保持後、めっき浴への浸漬-合金化処理を模擬するために更に500℃×10秒保持後、20℃/秒の平均冷却速度で室温まで冷却した。




抽出レプリカサンプルを作製し、透過型電子顕微鏡(TEM)にてTi含有析出物の透過型電子顕微鏡像(倍率:10万倍)を撮影した。このとき、エネルギー分散型X線分光器(EDX)により析出物の組成分析をすることによって、Ti含有析出物(円相当直径で30nm以下のもの)を特定した。少なくとも100個以上のTi含有析出物の面積を画像解析により測定し、そこから円相当直径を求め、その平均値を析出物サイズ(Ti含有析出物の平均円相当直径)とした。また、析出Ti量(質量%)-3.4[N](析出物として存在するTi量)は、メッシュ径:0.1μmのメッシュを用いて抽出残渣分析を行い(抽出処理の際に、析出物が凝集して微細な析出物も測定できる)、析出Ti量(質量%)-3.4[N](表5、6では析出Ti量-3.4[N]と表示)を求めた。尚、Ti含有析出物がVやNbを一部含有している場合は、これらの含有量についても測定した。
(1)鋼板中のフェライト(およびベイニティックフェライト、パーライト)の組織については、鋼板をナイタールで腐食し、SEM(倍率:1000倍または2000倍)観察により、各組織を区別し、フェライトの分率(面積率)を求めた。
(2)鋼板中の残留オーステナイト分率は、鋼板の1/4の厚さまで研削した後、化学研磨してからX線回折法によって測定した(例えば、ISJJ Int.Vol.33.(1933),No.7,P.776)。この際、残留オーステナイト中の炭素量についても測定した。

JIS5号試験片を用いて引張試験を行い、引張強度(TS)、伸び(EL)を測定した。このとき、引張試験の歪速度:10mm/秒とした。本発明では、引張強度(TS)が980MPa以上で伸び(EL)が18%以上を満足し、強度-伸びバランス(TS×EL)が20000(MPa・%)以上のときに合格と評価した。
(1)鋼板中のフェライト、ベイニティックフェライトの組織については、鋼板をナイタールで腐食し、SEM(倍率:1000倍または2000倍)観察により、フェライト、ベイニティックフェライトを区別し(焼鈍しマルテンサイトの区別も含む)、夫々の分率(面積率)を求めた。
(2)鋼板中の残留オーステナイト分率は、鋼板の1/4の厚さまで研削した後、化学研磨してからX線回折法によって測定した(例えば、ISJJ Int.Vol.33.(1933),No.7,P.776)。
(3)マルテンサイト(焼入れままマルテンサイト)分率については、鋼板をレペラ腐食し、白いコントラストを焼入れままマルテンサイトと残留オーステナイトの混合組織として面積率を測定し、そこからX線回折により求めた残留オーステナイト分率を差いて、マルテンサイト分率を計算した。



下記表11に示した化学成分組成を有する鋼材(鋼No.32~36)を真空溶製し、実験用スラブとした後、熱間圧延を行い、その後に冷却して巻取った(板厚:3.0mm)。このときの鋼板製造条件を下記表12に示す。


2 ダイ
3 ブランクホルダー
4 鋼板(ブランク)
Claims (6)
- C :0.15~0.5%(質量%の意味。以下、化学成分組成について同じ。)、
Si:0.2~3%、
Mn:0.5~3%、
P :0.05%以下(0%を含まない)、
S :0.05%以下(0%を含まない)、
Al:0.01~1%、
B :0.0002~0.01%、
Ti:3.4[N]+0.01%以上、3.4[N]+0.1%以下[但し、[N]はNの含有量(質量%)を示す]、および
N:0.001~0.01%、
を夫々含有し、残部が鉄および不可避不純物からなり、
鋼板中に含まれるTi含有析出物のうち、円相当直径が30nm以下のものの平均円相当直径で3nm以上であると共に、鋼中の析出Ti量と全Ti量とが下記(1)式の関係を満足し、且つ、金属組織が、フェライトの分率が30面積%以上であることを特徴とする熱間プレス用鋼板。
析出Ti量(質量%)-3.4[N]≧0.5×[全Ti量(質量%)-3.4[N]] …(1)
((1)式中、[N]は鋼中のNの含有量(質量%)を示す) - 更に他の元素として、下記(a)~(c)の少なくとも1つを含有するものである請求項1に記載の熱間プレス用鋼板。
(a)V,NbおよびZrよりなる群から選択される1種以上を合計で0.1%以下(0%を含まない)
(b)Cu,Ni,CrおよびMoよりなる群から選択される1種以上を合計で1%以下(0%を含まない)
(c)Mg,CaおよびREMよりなる群から選択される1種以上を合計で0.01%以下(0%を含まない) - 請求項1または2に記載の熱間プレス用鋼板を、Ac1変態点+20℃以上、Ac3変態点-20℃以下の温度に加熱した後、前記鋼板のプレス成形を開始し、成形中および成形終了後は金型内で20℃/秒以上の平均冷却速度を確保しつつベイナイト変態開始温度Bsより100℃低い温度以下まで冷却することを特徴とするプレス成形品の製造方法。
- 請求項1または2に記載の化学成分組成を有する鋼板のプレス成形品であって、プレス成形品中の金属組織が、残留オーステナイト:3~20面積%、フェライト:30~80面積%、ベイニティックフェライト:30面積%未満(0面積%を含まない)、マルテンサイト:31面積%以下(0面積%を含まない)であり、プレス成形品中に含まれるTi含有析出物のうち、円相当直径が30nm以下のものの平均円相当直径が3nm以上であると共に、前記残留オーステナイト中の炭素量が0.50%以上であることを特徴とするプレス成形品。
- 請求項1または2に記載の熱間プレス用鋼板を用い、鋼板の加熱領域を少なくとも2つの領域に分け、その一の領域をAc3変態点以上、950℃以下の温度に加熱すると共に、他の一の領域をAc1変態点+20℃以上、Ac3変態点-20℃以下の温度に加熱した後、両方の領域に対してプレス成形を開始し、成形中および成形終了後はいずれの領域でも金型内で20℃/秒以上の平均冷却速度を確保しつつマルテンサイト変態開始温度Ms以下の温度まで冷却することを特徴とするプレス成形品の製造方法。
- 請求項1または2に記載の化学成分組成を有する鋼板のプレス成形品であって、前記プレス成形品は、金属組織が、残留オーステナイト:3~20面積%、マルテンサイト:80面積%以上である第1の領域と、金属組織が、残留オーステナイト:3~20面積%、フェライト:30~80面積%、ベイニティックフェライト:30面積%未満(0面積%を含まない)、マルテンサイト:31面積%以下(0面積%を含まない)である第2の領域を有しており、この第2の領域における前記残留オーステナイト中の炭素量が0.50%以上であることを特徴とするプレス成形品。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2923585A CA2923585A1 (en) | 2013-09-10 | 2013-09-10 | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
| MX2016003259A MX2016003259A (es) | 2013-09-10 | 2013-09-10 | Placa de acero de prensado en caliente, articulo moldeado a presion, y metodo para fabricar articulo moldeado a presion. |
| EP13893638.0A EP3045554B1 (en) | 2013-09-10 | 2013-09-10 | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
| PCT/JP2013/074427 WO2015037061A1 (ja) | 2013-09-10 | 2013-09-10 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| KR1020167006205A KR101827188B1 (ko) | 2013-09-10 | 2013-09-10 | 열간 프레스용 강판 및 프레스 성형품, 및 프레스 성형품의 제조 방법 |
| US15/021,193 US20160222485A1 (en) | 2013-09-10 | 2013-09-10 | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
| CN201380079441.9A CN105518171B (zh) | 2013-09-10 | 2013-09-10 | 热压用钢板和冲压成形品、以及冲压成形品的制造方法 |
| RU2016111917A RU2628184C1 (ru) | 2013-09-10 | 2013-09-10 | Горячештампованная толстолистовая сталь, формованное штамповкой изделие, и способ изготовления формованного штамповкой изделия |
| US16/386,504 US20190241988A1 (en) | 2013-09-10 | 2019-04-17 | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/074427 WO2015037061A1 (ja) | 2013-09-10 | 2013-09-10 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/021,193 A-371-Of-International US20160222485A1 (en) | 2013-09-10 | 2013-09-10 | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
| US16/386,504 Division US20190241988A1 (en) | 2013-09-10 | 2019-04-17 | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015037061A1 true WO2015037061A1 (ja) | 2015-03-19 |
Family
ID=52665203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/074427 Ceased WO2015037061A1 (ja) | 2013-09-10 | 2013-09-10 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20160222485A1 (ja) |
| EP (1) | EP3045554B1 (ja) |
| KR (1) | KR101827188B1 (ja) |
| CN (1) | CN105518171B (ja) |
| CA (1) | CA2923585A1 (ja) |
| MX (1) | MX2016003259A (ja) |
| RU (1) | RU2628184C1 (ja) |
| WO (1) | WO2015037061A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10344351B2 (en) | 2013-12-20 | 2019-07-09 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| CN105899699B (zh) | 2014-01-06 | 2017-07-28 | 新日铁住金株式会社 | 钢材及其制造方法 |
| US10266911B2 (en) | 2014-01-06 | 2019-04-23 | Nippon Steel & Sumitomo Metal Corporation | Hot-formed member and manufacturing method of same |
| JP6179676B2 (ja) * | 2014-10-30 | 2017-08-16 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| EP3214199B1 (en) * | 2014-10-30 | 2019-06-12 | JFE Steel Corporation | High-strength steel sheet, high-strength hot-dip galvanized steel sheet, high-strength hot-dip aluminum-coated steel sheet, and high-strength electrogalvanized steel sheet, and methods for manufacturing same |
| US11000890B2 (en) * | 2014-12-25 | 2021-05-11 | Nippon Steel Corporation | Panel-shaped formed product and method for producing panel-shaped formed product |
| EP3336212B1 (en) | 2015-08-11 | 2020-07-29 | JFE Steel Corporation | Material for high-strength steel sheet, hot rolled material for high-strength steel sheet, material annealed after hot rolling and for high-strength steel sheet, high-strength steel sheet, high-strength hot-dip plated steel sheet, high-strength electroplated steel sheet, and manufacturing method for same |
| JP6692429B2 (ja) * | 2016-03-30 | 2020-05-13 | タタ スチール リミテッド | 引張強度が1000〜1200MPaであり、かつ全伸びが16〜17%である高強度熱間圧延鋼(HRHSS) |
| ES2915564T3 (es) * | 2016-07-13 | 2022-06-23 | Nippon Steel Corp | Artículo moldeado por estampación en caliente, miembro de vehículo y procedimiento de fabricación de artículo moldeado por estampación en caliente |
| US10650621B1 (en) | 2016-09-13 | 2020-05-12 | Iocurrents, Inc. | Interfacing with a vehicular controller area network |
| DE102017124724B4 (de) | 2016-10-25 | 2022-01-05 | Koki Technik Transmission Systems Gmbh | Verfahren zur Herstellung einer Schaltgabel |
| JP6424195B2 (ja) * | 2016-11-14 | 2018-11-14 | 株式会社豊田中央研究所 | 熱間プレス成形方法 |
| US11447841B2 (en) | 2016-11-16 | 2022-09-20 | Jfe Steel Corporation | High-strength steel sheet and method for producing same |
| EP3592871B1 (en) * | 2017-03-10 | 2024-11-27 | Tata Steel Limited | Hot rolled steel product with ultra-high strength minimum 1100mpa and good elongation of at least 21% |
| CN110494583B (zh) * | 2017-04-07 | 2021-10-26 | 杰富意钢铁株式会社 | 钢构件、所述钢构件用的热轧钢板和它们的制造方法 |
| JP6950514B2 (ja) * | 2017-12-20 | 2021-10-13 | トヨタ自動車株式会社 | 鋼板部材及びその製造方法 |
| CN113924373B (zh) | 2019-12-20 | 2023-09-01 | 现代制铁株式会社 | 热冲压部件及其制造方法 |
| US11447228B2 (en) * | 2020-04-23 | 2022-09-20 | The Boeing Company | Methods of manufacture for aircraft substructure |
| WO2021230311A1 (ja) * | 2020-05-13 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ用鋼板 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006183139A (ja) * | 2004-11-30 | 2006-07-13 | Jfe Steel Kk | 自動車用部材およびその製造方法 |
| JP2009061473A (ja) * | 2007-09-06 | 2009-03-26 | Sumitomo Metal Ind Ltd | 高強度部品の製造方法 |
| JP2010043323A (ja) * | 2008-08-12 | 2010-02-25 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 |
| JP2010065293A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2010065294A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2010065295A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| WO2012169639A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2012169640A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| JP2013185248A (ja) * | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4325277B2 (ja) * | 2003-05-28 | 2009-09-02 | 住友金属工業株式会社 | 熱間成形法と熱間成形部材 |
| JP2006224162A (ja) * | 2005-02-18 | 2006-08-31 | Nippon Steel Corp | ホットプレス成形方法 |
| JP3816937B1 (ja) * | 2005-03-31 | 2006-08-30 | 株式会社神戸製鋼所 | 熱間成形品用鋼板およびその製造方法並びに熱間成形品 |
| WO2007048883A1 (fr) * | 2005-10-27 | 2007-05-03 | Usinor | Procede de fabrication d'une piece a tres hautes caracteristiques mecaniques a partir d'une tole laminee et revetue |
| WO2007129676A1 (ja) * | 2006-05-10 | 2007-11-15 | Sumitomo Metal Industries, Ltd. | 熱間プレス成形鋼板部材およびその製造方法 |
| JP4466619B2 (ja) * | 2006-07-05 | 2010-05-26 | Jfeスチール株式会社 | 自動車構造部材用高張力溶接鋼管およびその製造方法 |
| HUE058929T2 (hu) * | 2006-10-30 | 2022-09-28 | Arcelormittal | Bevonattal ellátott acélszalagok |
| KR101482258B1 (ko) * | 2007-12-26 | 2015-01-13 | 주식회사 포스코 | 열간성형 가공성이 우수한 고강도 열연강판 및 이를 이용한성형품 및 그 제조방법 |
| EP2703513B1 (en) * | 2011-04-28 | 2018-01-10 | Kabushiki Kaisha Kobe Seiko Sho | Hot press molded article, fabrication method therefor |
| WO2012169638A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| EP2803748B1 (en) * | 2012-01-13 | 2018-03-14 | Nippon Steel & Sumitomo Metal Corporation | Hot stamp molded article, and method for producing hot stamp molded article |
| JP6001884B2 (ja) * | 2012-03-09 | 2016-10-05 | 株式会社神戸製鋼所 | プレス成形品の製造方法およびプレス成形品 |
| JP5756773B2 (ja) * | 2012-03-09 | 2015-07-29 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP5890710B2 (ja) * | 2012-03-15 | 2016-03-22 | 株式会社神戸製鋼所 | 熱間プレス成形品およびその製造方法 |
-
2013
- 2013-09-10 RU RU2016111917A patent/RU2628184C1/ru not_active IP Right Cessation
- 2013-09-10 KR KR1020167006205A patent/KR101827188B1/ko not_active Expired - Fee Related
- 2013-09-10 US US15/021,193 patent/US20160222485A1/en not_active Abandoned
- 2013-09-10 CA CA2923585A patent/CA2923585A1/en not_active Abandoned
- 2013-09-10 MX MX2016003259A patent/MX2016003259A/es unknown
- 2013-09-10 CN CN201380079441.9A patent/CN105518171B/zh not_active Expired - Fee Related
- 2013-09-10 WO PCT/JP2013/074427 patent/WO2015037061A1/ja not_active Ceased
- 2013-09-10 EP EP13893638.0A patent/EP3045554B1/en not_active Not-in-force
-
2019
- 2019-04-17 US US16/386,504 patent/US20190241988A1/en not_active Abandoned
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006183139A (ja) * | 2004-11-30 | 2006-07-13 | Jfe Steel Kk | 自動車用部材およびその製造方法 |
| JP2009061473A (ja) * | 2007-09-06 | 2009-03-26 | Sumitomo Metal Ind Ltd | 高強度部品の製造方法 |
| JP2010043323A (ja) * | 2008-08-12 | 2010-02-25 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 |
| JP2010065293A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2010065294A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2010065295A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| WO2012169639A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| WO2012169640A1 (ja) * | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| JP2013185248A (ja) * | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| ISJJ INT., vol. 33, no. 7, 1933, pages 776 |
| See also references of EP3045554A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190241988A1 (en) | 2019-08-08 |
| EP3045554A4 (en) | 2017-03-22 |
| CN105518171B (zh) | 2017-04-05 |
| EP3045554A1 (en) | 2016-07-20 |
| MX2016003259A (es) | 2016-06-07 |
| EP3045554B1 (en) | 2018-04-18 |
| KR20160042071A (ko) | 2016-04-18 |
| US20160222485A1 (en) | 2016-08-04 |
| KR101827188B1 (ko) | 2018-02-07 |
| RU2628184C1 (ru) | 2017-08-15 |
| CN105518171A (zh) | 2016-04-20 |
| CA2923585A1 (en) | 2015-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5756773B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP5756774B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP6001884B2 (ja) | プレス成形品の製造方法およびプレス成形品 | |
| JP6001883B2 (ja) | プレス成形品の製造方法およびプレス成形品 | |
| CN105518171B (zh) | 热压用钢板和冲压成形品、以及冲压成形品的制造方法 | |
| US20160222482A1 (en) | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article | |
| CN105518162B (zh) | 冲压成形品的制造方法和冲压成形品 | |
| JP5894470B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP5894469B2 (ja) | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 | |
| JP5802155B2 (ja) | プレス成形品の製造方法およびプレス成形品 | |
| JP5869924B2 (ja) | プレス成形品の製造方法およびプレス成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13893638 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2923585 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20167006205 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013893638 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013893638 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15021193 Country of ref document: US Ref document number: IDP00201601595 Country of ref document: ID Ref document number: MX/A/2016/003259 Country of ref document: MX |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016004954 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2016111917 Country of ref document: RU Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| ENP | Entry into the national phase |
Ref document number: 112016004954 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160304 |