WO2015045367A1 - 立毛調人工皮革及びその製造方法 - Google Patents
立毛調人工皮革及びその製造方法 Download PDFInfo
- Publication number
- WO2015045367A1 WO2015045367A1 PCT/JP2014/004868 JP2014004868W WO2015045367A1 WO 2015045367 A1 WO2015045367 A1 WO 2015045367A1 JP 2014004868 W JP2014004868 W JP 2014004868W WO 2015045367 A1 WO2015045367 A1 WO 2015045367A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- elastic body
- napped
- polymer elastic
- artificial leather
- solvent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/007—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/12—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to leather
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0004—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using ultra-fine two-component fibres, e.g. island/sea, or ultra-fine one component fibres (< 1 denier)
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0011—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using non-woven fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/007—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by mechanical or physical treatments
- D06N3/0075—Napping, teasing, raising or abrading of the resin coating
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
- D06N3/145—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes two or more layers of polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/18—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with two layers of different macromolecular materials
- D06N3/183—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with two layers of different macromolecular materials the layers are one next to the other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2503/00—Polyurethanes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2211/00—Specially adapted uses
- D06N2211/12—Decorative or sun protection articles
- D06N2211/28—Artificial leather
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2213/00—Others characteristics
- D06N2213/03—Fibrous web coated on one side with at least two layers of the same polymer type, e.g. two coatings of polyolefin
Definitions
- the present invention relates to a napped artificial leather used as a surface material for clothing, shoes, furniture, car seats, miscellaneous goods, and the like. More specifically, the present invention relates to a napped artificial leather excellent in pilling resistance in which pilling, which is a phenomenon in which fibers on a surface fuzz due to friction and the like, and the fluffs are entangled to form a small spherical mass, is difficult to occur.
- brushed artificial leather such as suede artificial leather and nubuck artificial leather is known.
- Patent Document 1 discloses a method for producing a nubuck-like artificial leather having a fine fluffy feeling and a fine wrinkle feeling. Specifically, when finishing an artificial leather base containing a polymer elastic body inside an ultrafine fiber entangled nonwoven fabric to a napped artificial leather, a solvent capable of swelling or dissolving the polymer elastic body is added to the artificial leather base. A step of applying to one side, a step of raising at least one side to form a raised surface, a step of applying a polymer elastic body to the raised surface, and a step of further raising the surface to which the polymer elastic body has been applied are sequentially performed. A method for producing such a nubuck-like artificial leather is disclosed.
- An object of the present invention is to provide a napped artificial leather excellent in pilling resistance.
- One aspect of the present invention includes a step of preparing a fiber sheet containing a nonwoven fabric of ultrafine fibers having a fineness of 1 dtex or less impregnated with a first polymer elastic body, and raising a surface of the fiber sheet by raising one side or both sides
- a napped-tone artificial leather comprising the step of:
- Another aspect of the present invention includes a fiber sheet impregnated with a first polymer elastic body in a nonwoven fabric that is an entangled body of ultrafine fibers having a fineness of 1 dtex or less, and the fiber sheet is provided on one or both sides thereof. It is a napped artificial leather having a raised surface where the ultrafine fibers are raised, further having a second polymer elastic body that adheres the root of the raised ultrafine fibers and is unevenly distributed on the surface layer of the fiber sheet. Such napped-tone artificial leather is excellent in pilling resistance.
- napped artificial leather with high pilling resistance can be obtained.
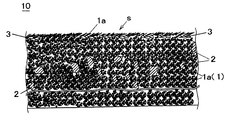
- Drawing 1 is a mimetic diagram of the section of the thickness direction of napped-tone artificial leather of one embodiment of the present invention.
- FIG. 2 is an SEM photograph of a cross section in the thickness direction near the surface layer of the napped artificial leather obtained in Example 1.
- Drawing 1 is a mimetic diagram of the section of the thickness direction of napped-tone artificial leather 10 of this embodiment.
- the napped-tone artificial leather 10 includes a nonwoven fabric 1 which is an entangled body of ultrafine fibers 1 a having a fineness of 1 dtex or less, for example, formed in a fiber bundle shape.
- the first polymer elastic body 2 is applied to the internal voids of the inner layer of the nonwoven fabric 1.
- the first polymer elastic body 2 gives the nonwoven fabric 1 a sense of fulfillment.
- the surface of the nonwoven fabric 1 has a raised surface S where the raised ultrafine fibers 1a are present.
- the 2nd polymer elastic body 3 has adhered to the root of the raised ultrafine fiber.
- the napped-tone artificial leather of the present embodiment will be described in detail along with an example of a manufacturing method thereof.
- the napped-tone artificial leather of this embodiment is a step of preparing a fiber sheet containing a nonwoven fabric of ultrafine fibers having a fineness of 1 dtex or less impregnated with the first polymer elastic body, and raising one side or both sides of the fiber sheet A step of forming a raised surface, a step of applying a resin liquid containing a second polymer elastic body that is soluble in a predetermined solvent to the raised surface, and a surface of the surface coated with the resin liquid. And a step of applying the solvent.
- a fiber sheet is produced by impregnating a nonwoven fabric, which is an entangled body of ultrafine fibers having a fineness of 1 dtex or less, with a first polymer elastic body.
- a fiber web of ultrafine fiber generating fibers is manufactured.
- a method for producing a fiber web for example, a method in which ultrafine fiber-generating fibers are melt-spun and collected as long fibers without intentionally cutting them, or after being cut into staples, a known tangle is used. The method of performing a combined process is mentioned.
- the long fiber is a fiber that has not been cut.
- the length of the long fiber is, for example, preferably 100 mm or more, and more preferably 200 mm or more from the viewpoint that the fiber density can be sufficiently increased.
- the upper limit of the long fiber is not particularly limited, but may be a fiber length of several m, several hundreds m, several km or more continuously spun.
- the ultrafine fiber-generating fiber is a fiber that forms an ultrafine fiber with a small fineness by subjecting the spun fiber to chemical post-treatment or physical post-treatment.
- the sea component polymer that is a matrix island component polymers that are different types of domains from the sea component polymer are dispersed, and by removing the sea component later, A sea-island type composite fiber that forms a bundle of ultrafine fibers mainly composed of island component polymers, and a plurality of different resin components are alternately arranged on the fiber periphery to form a petal shape or a superimposed shape.
- Examples include a split-divided composite fiber that is split when each resin component is peeled off by processing to form a bundle of ultrafine fibers.
- sea-island type composite fiber fiber damage such as cracking, bending, and cutting is suppressed when performing the entanglement process described later.
- an ultrafine fiber is formed using a sea-island type composite fiber as a representative example will be described in detail.
- Sea-island type composite fibers are multicomponent composite fibers composed of at least two types of polymers, and have a cross section in which island-component polymers are dispersed in a matrix composed of sea component polymers.
- a long fiber web of sea-island type composite fibers is formed by melt spinning sea-island type composite fibers and collecting them on a net as they are without cutting.
- the island component polymer is not particularly limited as long as it is a polymer that can form ultrafine fibers.
- PET polyethylene terephthalate
- PTT polytrimethylene terephthalate
- PBT polybutylene terephthalate
- polyester resins such as polyester elastic bodies, or their modified products by isophthalic acid, etc .
- polyester resins such as PET, PTT, PBT, and these modified polyesters are preferable because they are easily shrunk by heat treatment, and thus a napped artificial leather with a sense of solidness can be obtained.
- polyamide resins such as polyamide 6 and polyamide 66 have hygroscopic and supple ultrafine fibers compared to polyester resins, so that it is possible to obtain napped artificial leather having a soft texture with a bulge feeling. It is preferable from the point of being.
- sea component polymer a polymer having higher solubility in a solvent or decomposability with a decomposing agent than an island component polymer is selected.
- a polymer having a low affinity with the island component polymer and having a melt viscosity and / or a surface tension smaller than the island component polymer under the spinning conditions is preferable from the viewpoint of excellent spinning stability of the sea-island composite fiber.
- Specific examples of sea component polymers that satisfy such conditions include, for example, water-soluble polyvinyl alcohol resins (water-soluble PVA), polyethylene, polypropylene, polystyrene, ethylene-propylene copolymers, ethylene-vinyl acetate copolymers.
- water-soluble PVA is preferable from the viewpoint of low environmental load because it can be dissolved and removed by an aqueous medium without using an organic solvent.
- Sea-island type composite fibers can be produced by melt spinning in which a sea component polymer and an island component polymer are melt-extruded from a composite spinning die.
- the base temperature of the composite spinning base is not particularly limited as long as it is higher than the melting point of both the sea component polymer and the island component polymer and can be melt-spun, but a range of 180 to 350 ° C. is usually selected.
- the fineness of the sea-island type composite fiber is not particularly limited, but is preferably 0.5 to 10 dtex, more preferably 0.7 to 5 dtex.
- the average area ratio of the sea component polymer to the island component polymer in the cross section of the sea-island composite fiber is preferably 5/95 to 70/30, more preferably 10/90 to 50/50.
- the number of island component domains in the cross section of the sea-island composite fiber is not particularly limited, but is preferably about 5 to 1000, more preferably about 10 to 300, from the viewpoint of industrial productivity.
- the molten sea-island type composite fiber discharged from the die is cooled by a cooling device, and further has a speed corresponding to a take-up speed of 1000 to 6000 m / min so as to obtain a desired fineness by a suction device such as an air jet nozzle. It is pulled down by high-speed airflow. Then, the long fiber web is obtained by depositing the stretched long fibers on a collecting surface such as a movable net. In addition, as needed, in order to stabilize a form, you may crimp
- the basis weight of the long fiber web thus obtained is not particularly limited, but is preferably in the range of 10 to 1000 g / m 2 , for example.
- an entangled web is manufactured by performing an entanglement process to the obtained long fiber web.
- the entanglement treatment of the long fiber web for example, after laminating a plurality of layers in the thickness direction using a cross wrapper or the like, at least one barb is formed simultaneously or alternately from both sides.
- An example of such a process is needle punching under conditions of penetration.
- an oil agent or an antistatic agent may be applied to the long fiber web at any stage from the spinning process of the sea-island composite fiber to the entanglement process.
- the entangled state of the long fiber web may be made dense in advance by performing a shrinking treatment in which the long fiber web is immersed in warm water of about 70 to 150 ° C. Further, after the needle punch, the fiber density may be further refined by hot press treatment to give form stability.
- the basis weight of the entangled web thus obtained is preferably in the range of about 100 to 2000 g / m 2 .
- the process which raises a fiber density and an entanglement degree by heat-shrinking an entanglement web as needed.
- the heat shrink treatment include, for example, a method in which the entangled web is brought into contact with water vapor, or water is applied to the entangled web, and then the water applied to the entangled web is heated by electromagnetic waves such as heated air and infrared rays. A method is mentioned.
- the basis weight of the entangled web in the heat shrinking process is 1.1 times (mass ratio) or more, further 1.3 times or more and 2 times or less, more than the basis weight before the shrinking process, It is preferable that it is 1.6 times or less.
- a non-woven fabric of ultra-fine fibers that is an entangled body of fiber bundle-like ultra-fine fibers is obtained.
- a method for removing the sea component polymer from the sea-island composite fiber a method for treating the entangled web with a solvent or a decomposing agent that can selectively remove only the sea component polymer can be used without any particular limitation.
- a solvent or a decomposing agent that can selectively remove only the sea component polymer
- an alkaline decomposing agent such as an aqueous sodium hydroxide solution is preferably used.
- water-soluble PVA When water-soluble PVA is used as the sea component polymer, it can be extracted and removed until the water-soluble PVA removal rate is about 95 to 100% by treatment in hot water at 85 to 100 ° C. for 100 to 600 seconds. preferable. In addition, water-soluble PVA can be efficiently extracted and removed by repeating the dip nip process.
- the sea component polymer When water-soluble PVA is used, the sea component polymer can be selectively removed without using an organic solvent, which is preferable from the viewpoint that the environmental load is low and generation of VOC can be suppressed.
- the fineness of the ultrafine fibers thus formed is 1 dtex or less, preferably 0.001 to 1 dtex, more preferably 0.002 to 0.2 dtex.
- the basis weight of the non-woven fabric of ultrafine fibers thus obtained is preferably 140 to 3000 g / m 2 , more preferably 200 to 2000 g / m 2 . Further, the apparent density of the nonwoven fabric of microfine long fibers, 0.45 g / cm 3 or more, even more is 0.55 g / cm 3 or more, by a dense non-woven fabric is formed, a nonwoven fabric with a rich sense of It is preferable from the point obtained.
- the upper limit is not particularly limited, but it is preferably 0.70 g / cm 3 or less because a supple texture can be obtained and the productivity is excellent.
- the first polymer elastic body is provided in the internal void of the ultrafine fiber nonwoven fabric. Impregnation is applied.
- the first polymer elastic body gives form stability and a sense of fulfillment to the nonwoven fabric.
- the first polymer elastic body include, for example, polyurethane, acrylic resin elastic bodies, acrylonitrile resin elastic bodies, olefin resin elastic bodies, polyester resin elastic bodies, and the like.
- the first polymer elastic body is preferably a polymer elastic body having low solubility in a solvent for dissolving the second polymer elastic body described later, and further, a crosslinked structure is formed after coagulation.
- a polymer elastic body having low solubility in the solvent is used.
- an aqueous polyurethane that forms a crosslinked structure after coagulation is preferably used.
- An aqueous polyurethane is a polyurethane that is coagulated from a polyurethane emulsion or a polyurethane dispersion dispersed in an aqueous solvent, and is usually insoluble or hardly soluble in an organic solvent and is crosslinked after coagulation. Polyurethane forming structure. Further, when the emulsion has a heat-sensitive gelling property, the emulsion particles are thermally gelled without migration, so that the first polymer elastic body can be uniformly applied to the fiber entangled body.
- an entangled web before ultrafine fiber formation or an emulsion, dispersion liquid containing the first polymer elastic body on the nonwoven fabric after ultrafine fiber formation As a method for impregnating the nonwoven fabric with the first polymer elastic body, an entangled web before ultrafine fiber formation or an emulsion, dispersion liquid containing the first polymer elastic body on the nonwoven fabric after ultrafine fiber formation, Alternatively, a dry method in which the solution is impregnated and then dried and solidified, a method in which the solution is solidified by a wet method, or the like can be given.
- a polymer elastic body such as a water-based polyurethane that forms a crosslinked structure after coagulation
- a curing treatment that is heat-treated after coagulation and drying may be performed as necessary. Good.
- the impregnation method of the first polymer elastic body emulsion, dispersion liquid, solution, etc. a dip nip method in which a process of squeezing to a predetermined impregnation state with a press roll or the like is performed once or plural times, a bar Examples thereof include a coating method, a knife coating method, a roll coating method, a comma coating method, and a spray coating method.
- the first polymer elastic body is a colorant such as a dye or a pigment, a coagulation regulator, an antioxidant, an ultraviolet absorber, a fluorescent agent, an antifungal agent, and a penetrating agent as long as the effects of the present invention are not impaired.
- the content ratio of the first polymer elastic body is 0.1 to 60% by mass, more preferably 0.5 to 60% by mass, and particularly 1 to 50% by mass with respect to the mass of the ultrafine fiber. It is preferable from the viewpoint that the obtained napped-tone artificial leather is excellent in balance and smoothness.
- a fiber sheet which is a non-woven fabric of ultrafine fibers having a fineness of 1 dtex or less impregnated with the first polymer elastic body is obtained.
- the fiber sheet obtained in this way is adjusted in thickness by slicing or grinding into a plurality of sheets in a direction perpendicular to the thickness direction as necessary, and then at least one surface is sandpaper or emery. Brushing is performed by buffing using abrasive paper such as paper.
- the count of the abrasive paper is preferably 120 to 800, and more preferably about 320 to 600. In this way, a raised surface obtained by raising one side or both sides of the fiber sheet is formed.
- the thickness of the raised fiber sheet is not particularly limited, but is preferably 0.2 to 4 mm, and more preferably 0.5 to 2.5 mm.
- the second polymer elastic body that dissolves in the predetermined solvent is a polymer elastic body that is solidified from the dissolved state after being dissolved in the predetermined solvent in a later step.
- the second polymer elastic body is not particularly limited as long as it is a polymer elastic body that is soluble in a predetermined organic solvent.
- the second polymer elastic body include, for example, polyurethane, acrylic resin elastic body, acrylonitrile resin elastic body, olefin resin elastic body, and polyester resin elasticity that are soluble in a predetermined organic solvent.
- examples include the body.
- a polymer elastic body that is soluble in a predetermined organic solvent, or a polymer elastic body that does not form a crosslinked structure after coagulation and has solubility in the predetermined organic solvent is used. It is done.
- a solvent-based polyurethane that does not form a crosslinked structure after solidification is preferably used.
- the solvent-based polyurethane is soluble in an organic solvent, for example, at least one polymer selected from polyester diol, polyether diol, polycarbonate diol and the like having an average molecular weight of 500 to 3000.
- Diols and aromatic, alicyclic and aliphatic diisocyanates such as 4,4'-diphenylmethane diisocyanate, isophorodiisocyanate and hexamethylene diisocyanate
- a polyurethane obtained by reacting at least one diisocyanate selected from, for example, at least one low molecular weight compound having two or more active hydrogen atoms in a predetermined molar ratio.
- Polyurethane can be used as a polymer composition to which a polymer such as synthetic rubber or polyester elastomer is added as required.
- the solvent-based polyurethane is easy to form a film having a high elongation as compared with the water-based polyurethane that forms a crosslinked structure.
- the solubility in a predetermined solvent is determined by, for example, immersing a 100 ⁇ m-thick polymer elastic body sheet in a predetermined solvent at room temperature for 24 hours, filtering the solvent, drying the obtained residue, and measuring its mass.
- the insolubility with respect to a predetermined solvent is such that the dissolution rate is 30% or less, more preferably 10% or less.
- Gravure coating method bar coating method, knife coating method, roll coating method, comma coating method, spray coating method, etc. can be used to apply the resin liquid containing the second polymer elastic body to the raised surface of the fiber sheet. Can be mentioned.
- the resin liquid containing the second polymer elastic body is applied to the raised surface of the fiber sheet, and dried and solidified as necessary, whereby the second polymer elastic body is imparted to the raised surface of the fiber sheet.
- the second polymer elastic body also has a colorant such as a dye or a pigment, a coagulation regulator, an antioxidant, an ultraviolet absorber, a fluorescent agent, an antifungal agent, a penetrating agent, a quenching agent, and the like within a range not impairing the effects of the present invention. Further contains foaming agent, lubricant, water repellent, oil repellent, thickener, extender, curing accelerator, foaming agent, water-soluble polymer compound such as polyvinyl alcohol and carboxymethylcellulose, inorganic fine particles, conductive agent, etc. Also good.
- a colorant such as a dye or a pigment, a coagulation regulator, an antioxidant, an ultraviolet absorber, a fluorescent agent, an antifungal agent, a penetrating agent, a quenching agent, and the like within a range not impairing the effects of the present invention.
- foaming agent lubricant, water repellent, oil repellent, thickener, extender, curing accelerator, foam
- the content ratio of the second polymer elastic body is 0.00001 to 0.01% by mass, and further 0.0001 to 0.001% by mass with respect to the mass of the fiber sheet. It is preferable from the point of being excellent in the balance of the sense of fullness and flexibility of the artificial leather and restraining the raised fibers appropriately. When the content ratio of the second polymer elastic body is too high, the surface tends to become hard or fine wrinkles tend to occur.
- the basis weight of the second polymer elastic body is 0.0001 to 0.1 times, more preferably 0.001 to 0.05 times the basis weight of the first polymer elastic body described above. It is preferable from the viewpoint of excellent balance of artificial leather with excellent balance such as flexibility, and the point of restraining the raised fibers appropriately.
- a solvent for dissolving the second polymer elastic body is applied to the surface on which the second polymer elastic body is applied.
- a solvent for dissolving the second polymer elastic body is applied to the surface on which the second polymer elastic body is applied.
- the second polymer elastic body applied to the raised surface of the fiber sheet is dissolved and sinks in the inner layer direction to dry and solidify.
- the second polymer elastic body adheres to the roots of the raised ultrafine fibers existing on the raised surface.
- the second polymer elastic body adheres the roots of the raised ultrafine fibers and exists as a thin film or layer on the surface layer of the raised surface of the fiber sheet.
- the root of the ultrafine fiber existing on the raised surface is constrained by the second polymer elastic body, so that even if the raised surface is rubbed, it becomes difficult for the ultrafine fiber to come off, It becomes difficult to jump out from the inside to the outside. As a result, it is possible to suppress the occurrence of pilling in which the fibers that have come off or the fibers that have popped out form pills due to surface friction.
- the method for applying the solvent for dissolving the second polymer elastic body to the surface on which the second polymer elastic body is applied is not particularly limited.
- gravure coating method bar coating method, knife coating method, roll coating method , Comma coating method, spray coating method and the like.
- the solvent for dissolving the second polymer elastic body is not particularly limited as long as it is a solvent that dissolves the second polymer elastic body only by coating.
- a solvent is appropriately selected according to the type of the second polymer elastic body. Specific examples thereof include, for example, when dissolving solvent-based polyurethane, ketones such as cyclohexanone and methyl ethyl ketone (MEK), N, N-dimethylformamide (DMF), dimethylacetamide (DMA), N-methylpyrrolidone. And dimethylsulfamide (DMSO).
- a mixed solvent in which these are mixed at a predetermined ratio may be used, or a poor solvent for the first polymer elastic body may be mixed.
- the coating amount of the solvent that dissolves the second polymer elastic body is appropriately adjusted according to the desired texture, balance with characteristics, thickness, etc., for example, 1 to 50 g / m 2 , and further 5 to 30 g / m. It is preferable to apply so as to be about m 2 .
- the application amount of the solvent is too large, the second polymer elastic body tends to dissolve too much and penetrate into the inner layer too much.
- the coating amount is too small, the second polymer elastic body is not sufficiently dissolved, and thus the roots of the raised ultrafine fibers tend to be difficult to be sufficiently fixed.
- the second polymer elastic body 3 penetrates into the fiber sheet and is fixed to the root of the raised ultrafine fiber 1a. It is preferable that the fiber sheet is unevenly distributed in the form of a thin film or layer on the surface layer of the raised surface 1a.
- the average thickness of the portion where the second polymer elastic body exists when it is in the form of a thin film or a layer is 5 to 60 ⁇ m, and further 10 to 40 ⁇ m, and a supple raised artificial leather can be obtained. It is preferable from the point.
- the portion where the second polymer elastic body is present is too thick, the surface layer portion tends to be hard, or fine wrinkles tend to occur on the surface.
- the portion where the second polymer elastic body is present is too thin, the effect of fixing the ultrafine fibers raised by the second polymer elastic body tends to decrease and the effect of suppressing pilling tends to decrease. .
- the average ratio of the thickness of the portion where the second polymer elastic body is present to the thickness of the fiber sheet is 1 to 20%, and further 5 to 10 % Is preferred.
- the fiber sheet tends to have a hard texture.
- the length of the raised fiber of the raised nap-like artificial leather of the present embodiment is not particularly limited, but it is 1 to 500 ⁇ m, and further 30 to 200 ⁇ m is a fine short hair feeling like natural nubuck-like leather. It is preferable from the point that the napped-tone artificial leather excellent in the quality is obtained.
- the length of the raised fiber is, for example, a cross-sectional photograph taken with a scanning electron microscope (SEM) in the state where the surface of the raised leather is raised by hand, and the root of any 50 fibers is used. It is obtained by measuring the length from a certain entangled surface to the upper end of the napped fibers and calculating the average value.
- the apparent density of the raised artificial leather of the present embodiment is 0.4 to 0.7 g / cm 3 , and further 0.5 to 0.6 g / cm 3 is excellent in the balance between suppleness and fullness. It is preferable from the point.
- the weight per unit area of the raised artificial leather of the present embodiment is preferably 150 to 1000 g / m 2 , more preferably 200 to 600 g / m 2 , from the viewpoint of excellent balance between flexibility and fulfillment.
- the napped-tone artificial leather of this embodiment is dyed as necessary.
- An appropriate dye is appropriately selected depending on the type of ultrafine fiber.
- the ultrafine fiber is formed from a polyester resin, it is preferable to dye with a disperse dye.
- disperse dyes include benzene azo dyes (monoazo, disazo, etc.), heterocyclic azo dyes (thiazole azo, benzothiazole azo, quinoline azo, pyridine azo, imidazole azo, thiophenazo, etc.), anthraquinone dyes, condensation And dyes such as quinophthalene, styryl, and coumarin.
- dyes having the “Disperse” prefix are commercially available, for example, as dyes having the “Disperse” prefix. These may be used alone or in combination of two or more. Further, as a dyeing method, a high pressure liquid dyeing method, a jigger dyeing method, a thermosol continuous dyeing machine method, a dyeing method using a sublimation printing method, or the like is used without particular limitation.
- the napped-tone artificial leather of the present embodiment is further subjected to a sag softening process and a relaxation process to further adjust the texture, or a reverse seal brushing process, an antifouling process, a hydrophilization process, a lubricant process, and a softener. Finishing treatment such as treatment, antioxidant treatment, ultraviolet absorber treatment, fluorescent agent treatment, and flame retardant treatment may be performed.
- the napped fibers once raised by the second polymer elastic body are fixed to the surface of the fiber sheet, so that the napped fibers are hardly pulled out even after dyeing or relaxing treatment.
- the napped-tone artificial leather of the present embodiment which is adjusted so that the ultrafine fibers whose roots are restrained by the polymer elastic body exists on the napped surface, is obtained.
- Such napped-tone artificial leather suppresses the occurrence of pilling in which the fibers that have come off or the fibers that have popped out form pills even if the napped surface is rubbed.
- Example 1 Ethylene-modified polyvinyl alcohol as the sea component thermoplastic resin and isophthalic acid-modified PET as the island component thermoplastic resin were individually melted.
- the ethylene-modified polyvinyl alcohol had an ethylene unit content of 8.5 mol%, a polymerization degree of 380, and a saponification degree of 98.7 mol%.
- the isophthalic acid-modified PET had a content of isophthalic acid units of 6.0 mol% and a melting point of 110 ° C.
- each molten resin was supplied to a composite spinning nozzle in which a large number of nozzle holes forming a cross section in which 25 island components having a uniform cross-sectional area were distributed in the sea component were arranged in parallel.
- the molten resin strand which has the cross section of a sea-island structure was discharged from the nozzle hole set to the nozzle
- the melted resin strand discharged from the nozzle hole is drawn by an air jet nozzle type suction device in which the air pressure is adjusted so that the average spinning speed is 3700 m / min, and the fineness is 2.1 dtex.
- the sea-island composite long fiber was spun.
- the spun sea-island composite long fibers were continuously deposited on the movable net while being sucked from the back of the net.
- the amount of deposition was adjusted by adjusting the moving speed of the net.
- the sea-island type composite long fibers deposited on the net were lightly pressed with a 42 ° C. metal roll.
- the sea-island composite long fibers were peeled from the net and passed between a lattice-pattern metal roll having a surface temperature of 75 ° C. and a back roll, and hot-pressed at a linear pressure of 200 N / mm. In this way, a long fiber web having a basis weight of 34 g / m 2 in which the fibers on the surface were temporarily fused in a lattice shape was obtained.
- an oil agent mixed with an antistatic agent was sprayed onto the surface of the obtained long fiber web.
- 10 long fiber webs were overlapped using a cross wrapper device to form an overlap web having a total basis weight of 340 g / m 2 , and sprayed with a needle breakage preventing oil.
- the three-dimensional entanglement process was carried out by needle punching the piled long fiber web. Specifically, a 6 barb needle with a distance of 3.2 mm from the needle tip to the first barb was used, and needle punching was performed alternately at 3300 punches / cm 2 from both sides of the laminate at a needle depth of 8.3 mm. .
- the area shrinkage rate by this needle punching treatment was 18%, and the basis weight of the entangled web after needle punching was 415 g / m 2 .
- the resulting entangled web was densified by a wet heat shrinkage treatment. Specifically, water at 18 ° C. is uniformly sprayed at a ratio of 10% by mass with respect to the entangled web, and tension is not applied for 3 minutes in an atmosphere at a temperature of 70 ° C. and a relative humidity of 95%.
- the fiber density was improved by heat-shrinking by allowing to heat-shrink.
- the area shrinkage rate by the wet heat shrinkage treatment was 45%, the basis weight of the densified entangled web was 750 g / m 2 , and the apparent density was 0.52 g / cm 3 .
- the apparent density was adjusted to 0.60 g / cm 3 by dry-heat roll pressing to further densify the entangled web.
- the densified entangled web was impregnated with an emulsion of the first polymer elastic body having a solid content concentration of 30%.
- the first polymer elastic body was a water-based polyurethane mainly composed of a polycarbonate / ether-based polyurethane having a crosslinked structure after coagulation and having a solubility in a mixed solvent described later of 5% or less.
- the impregnated first polymer elastic body emulsion was dried in a drying furnace at 150 ° C. to coagulate the water-based polyurethane in the densified entangled web.
- the sea component contained in the sea-island composite long fiber was extracted and removed by immersing the entangled web provided with the water-based polyurethane in hot water at 95 ° C. for 20 minutes.
- the fiber sheet containing the nonwoven fabric of the ultrafine fiber with the fineness of 0.08 dtex to which water-based polyurethane was provided was obtained by drying with a 120 degreeC drying furnace.
- the mass ratio of the nonwoven fabric / water-based polyurethane in the fiber sheet was 87/13.
- the fiber sheet was sliced in the thickness direction and divided into two parts, and the surface was buffed by buffing with a 600th sandpaper.
- a solvent-based polyurethane solution that was substantially completely dissolved in a mixed solvent of 5% DMF and 95% cyclohexanone was prepared as follows.
- 260 parts by mass of a polyester diol having a number average molecular weight of 2000, 620 parts by mass of polyhexylene carbonate having a number average molecular weight of 2000, 580 parts by mass of polybutylene adipate having a number average molecular weight of 2000, 540 parts by mass of polytetramethylene glycol having a number average molecular weight of 2000, ethylene 217 parts by mass of glycol, 1149 parts by mass of diphenylmethane-4,4′-diisocyanate and 10100 parts by mass of DMF were charged into a reactor and reacted under a nitrogen stream to prepare a polyurethane solution having a weight average molecular weight of 360,000.
- the polyester diol having a number average molecular weight of 2,000 was a mixture of equimolar amounts of N-methyldiethanolamine and 3-methyl-1,5-pentanediol as the diol component, and sebacic acid as the dicarboxylic acid component.
- a mixed solvent of DMF 5% and cyclohexanone 95% for dissolving solvent-based polyurethane was applied to the surface of the raised surface of the nonwoven fabric at a rate of 10 g / m 2 using a 200 mesh gravure coater and then dried.
- the napped-tone artificial leather is boiled for 20 minutes in hot water at 80 ° C. and relaxed by using hot water, and then a high-pressure liquid flow dyeing machine (circular dyeing machine manufactured by Nisaka Manufacturing Co., Ltd.) is used. And stained black.
- a dyed napped artificial leather containing a non-woven fabric of ultrafine fibers having a fineness of 0.08 dtex and having a raised surface on one side was obtained.
- FIG. 2 the SEM photograph of the cross section of the thickness direction of the napped artificial leather obtained in Example 1 is shown.
- the obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 350 g / m 2 , and an apparent density of 0.58 g / cm 3 .
- the length of the raised fiber was about 80 ⁇ m.
- the second polymer elastic body was fixed to the roots of the ultrafine fibers that permeated into the fiber sheet, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 25 ⁇ m.
- the obtained short fibers were each made into a cross-wrap web with a weber and subjected to needle punching at 700 punch / cm 2 using a needle punching machine to obtain an entangled web having a basis weight of 407 g / m 2 .
- Example 2 Napped artificial leather containing a nonwoven fabric having a raised surface on one side was obtained.
- the obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 340 g / m 2 , and an apparent density of 0.57 g / cm 3 .
- the length of the raised fiber was about 80 ⁇ m.
- the second polymer elastic body was fixed to the roots of the ultrafine fibers that permeated into the fiber sheet, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 25 ⁇ m.
- Example 3 In Example 1, instead of impregnating the densified entangled web with an aqueous polyurethane emulsion as the first polymer elastic body, the second polymer in Example 1 was used as the first polymer elastic body. A nonwoven fabric having a raised surface on one side in the same manner as in Example 1 except that the solvent-based polyurethane used as the molecular elastic body was impregnated so that the mass ratio of modified PET / solvent-based polyurethane was 87/13. Napped-toned artificial leather containing was obtained. The obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 350 g / m 2 , and an apparent density of 0.58 g / cm 3 .
- the length of the raised fiber was about 60 ⁇ m.
- the second polymer elastic body was fixed to the roots of the ultrafine fibers that permeated into the fiber sheet, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 22 ⁇ m.
- Example 4 In Example 1, the ratio of the basis weight of the solvent-based polyurethane to the water-based polyurethane (solvent-based / water-based) 0.012 times was changed to 0.025 times, and a raised surface was formed on one side in the same manner as in Example 1.
- a napped-tone artificial leather containing a non-woven fabric was obtained.
- the obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 350 g / m 2 , and an apparent density of 0.58 g / cm 3 .
- the length of the raised fiber was about 40 ⁇ m.
- the second polymer elastic body was fixed to the root of the ultrafine fiber that had penetrated into the fiber sheet and raised, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 35 ⁇ m.
- Example 5 In Example 1, the ratio of the basis weight of the solvent-based polyurethane to the water-based polyurethane (solvent-based / water-based) 0.012 times was changed to 0.004 times, and a raised surface was formed on one side in the same manner as in Example 1.
- a napped-tone artificial leather containing a non-woven fabric was obtained.
- the obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 350 / m 2 , and an apparent density of 0.58 g / cm 3 .
- the length of the raised fiber was about 180 ⁇ m.
- the second polymer elastic body was fixed to the root of the ultrafine fibers that had penetrated into the fiber sheet and raised, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 15 ⁇ m.
- Example 6 In Example 1, the ratio of the basis weight of the solvent-based polyurethane to the water-based polyurethane (solvent-based / water-based) 0.012 times was changed to 0.0012 times, and a raised surface was formed on one side in the same manner as in Example 1.
- a napped-tone artificial leather containing a non-woven fabric was obtained.
- the obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 350 g / m 2 , and an apparent density of 0.58 g / cm 3 .
- the length of the raised fiber was about 300 ⁇ m.
- the second polymer elastic body was fixed to the root of the ultrafine fiber that had penetrated into the fiber sheet and raised, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 10 ⁇ m.
- Example 7 In Example 1, the ratio of the basis weight of the solvent-based polyurethane to the water-based polyurethane (solvent-based / water-based) was changed from 0.012 times to 0.05 times by the same method as in Example 1, and the raised surface on one side
- a napped artificial leather containing a non-woven fabric having The obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 355 g / m 2 , and an apparent density of 0.59 g / cm 3 .
- the length of the raised fiber was about 20 ⁇ m.
- the second polymer elastic body was fixed to the root of the ultrafine fibers raised by penetrating into the fiber sheet, and was unevenly distributed in the surface layer of the fiber sheet, and the average thickness of the layer was 45 ⁇ m.
- Example 1 In Example 1, except for omitting the step of applying the mixed solvent, a napped artificial leather including a nonwoven fabric having a raised surface on one side was obtained in the same manner as in Example 1.
- the obtained napped-tone artificial leather had a thickness of 0.6 mm, a basis weight of 350 g / m 2 , and an apparent density of 0.58 g / cm 3 .
- the length of the raised fibers was about 20 ⁇ m, but the raised fibers were uneven and small wrinkles were conspicuous on the surface.
- the second elastic polymer adhered to the upper part and the root of the raised ultrafine fiber and was unevenly distributed in the surface layer of the fiber sheet, but the penetration of the fiber sheet in the thickness direction could not be observed. .
- Example 2 In Example 1, instead of applying the solvent-based polyurethane as the second polymer elastic body, the same aqueous polyurethane emulsion as that used in Example 1 as the first polymer elastic body was applied. In the same manner as in No. 1, napped artificial leather including a non-woven fabric having a raised surface on one side was obtained. The obtained napped-tone artificial leather had a thickness of 0.6 mm and a basis weight of 350 g / m 2 . In addition, the length of the raised fiber was about 300 ⁇ m. Further, the second polymer elastic body was discontinuously fixed on the top of the raised ultrafine fibers, and penetration of the fiber sheet in the thickness direction could not be observed. In addition, some omission was observed during dyeing.
- Example 3 A nonwoven fabric having a raised surface on one side in the same manner as in Example 1 except that the same mixed solvent as used in Example 1 was applied without applying the second polymer elastic body in Example 1. Napped-toned artificial leather containing was obtained. The obtained napped-tone artificial leather had a thickness of 0.6 mm and a basis weight of 350 g / m 2 . The length of the raised fiber was about 400 ⁇ m.
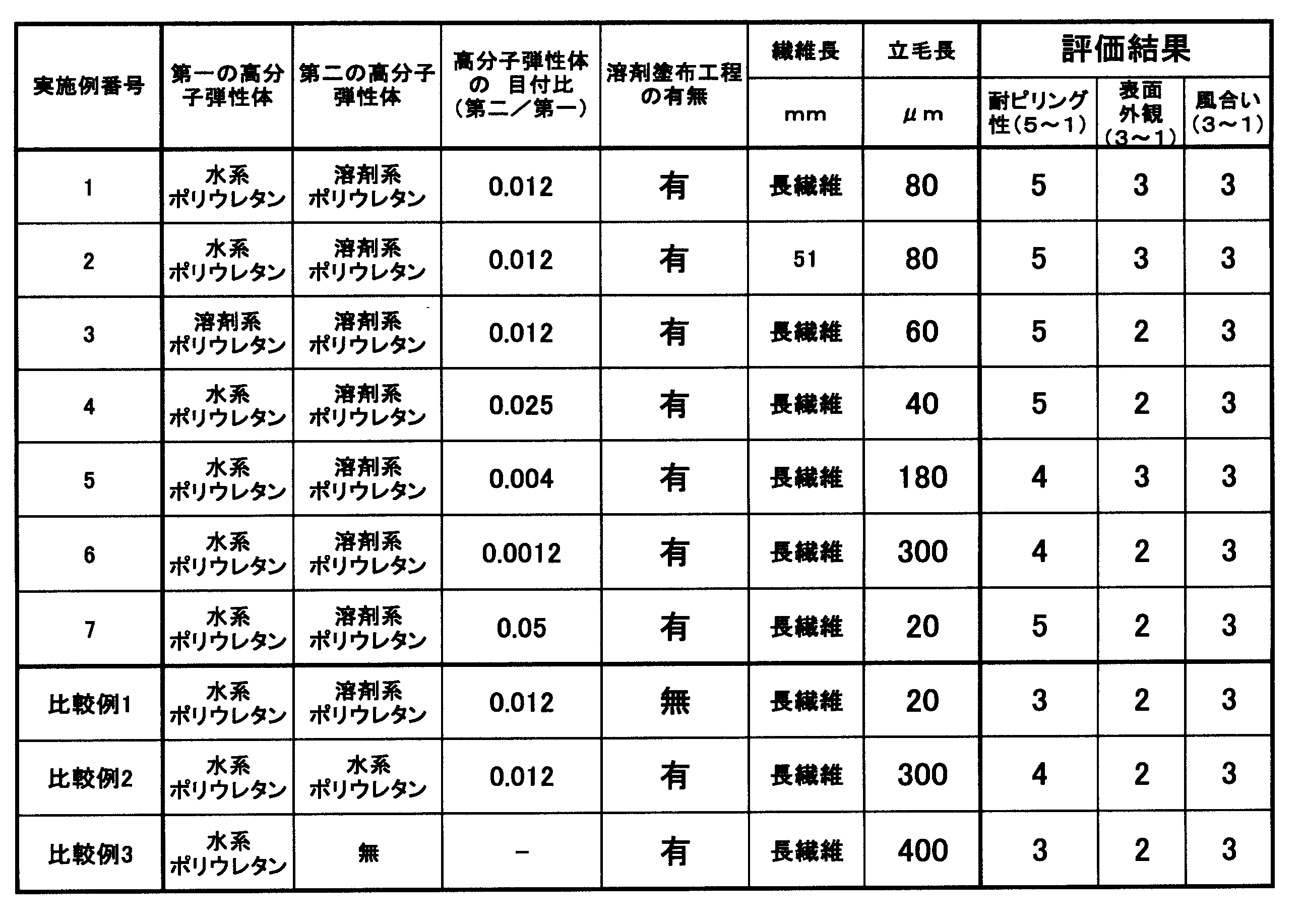
- the napped-tone artificial leathers obtained in Examples 1 to 7 all had a pilling resistance rating of 4 or higher and high pilling resistance.
- Example 3 since the solvent-based polyurethane that dissolves in the solvent was used as the first polymer elastic body, the first polymer was partially dissolved by application of the solvent, and as a result, fine wrinkles were seen on the surface. A slightly hard texture.
- the napped-tone artificial leather obtained in Example 6 having a low basis weight ratio of solvent-based polyurethane / water-based polyurethane has a low pilling resistance rating standard of 4 due to weak restraint on raised ultrafine fibers, which is slightly low. It was.
- the surface of the raised artificial leather obtained in Example 7 having a high basis weight ratio of solvent-based polyurethane / water-based polyurethane became slightly hard, and as a result, fine wrinkles were seen on the surface.
- the napped-tone artificial leather of Comparative Example 1 that omits the step of applying a mixed solvent that dissolves solvent-based polyurethane on the surface of the napped surface has a pilling resistance rating of 3.
- the napped-tone artificial leather of Comparative Example 2 in which water-based polyurethane that does not dissolve in a solvent was applied instead of solvent-based polyurethane on the surface of the napped surface had a surface appearance rating of 2. From the results of Example 1, Comparative Example 1 and Comparative Example 2, in order to improve the pilling resistance and obtain a fine nubuck feeling, the polymer elastic body was dissolved in a solvent and permeated in the inner layer direction to make ultrafine fibers. It can be seen that it is necessary to solidify at the root of.
- the napped artificial leather obtained in Comparative Example 3 in which the polymer elastic body was omitted and only the solvent was applied had long nap and large napiness.
- the method for producing napped-tone artificial leather described in detail above includes a step of preparing a fiber sheet containing a nonwoven fabric of ultrafine fibers having a fineness of 1 dtex or less impregnated with the first polymer elastic body, A step of forming a raised surface by raising both surfaces, a step of applying a resin liquid containing a second polymer elastic body that is soluble in a predetermined solvent to the raised surface, and applying a resin solution Applying the solvent to the finished surface.
- a napped-tone artificial leather manufacturing method by applying a solvent, the second polymer elastic body applied to the surface layer of the raised surface is dissolved and permeates toward the inner layer, and then the solvent volatilizes.
- the first polymer elastic body impregnated in the fiber sheet in advance is a polymer elastic body that is insoluble in the solvent.
- the first polymer elastic body is dissolved in the solvent, the first polymer elastic body is dissolved together with the second polymer elastic body by the application of the solvent, so that the texture becomes hard, etc. , Product quality tends to be difficult to control.
- the first polymer elastic body is a polymer elastic body that forms a crosslinked structure and the second polymer elastic body is a polymer elastic body that does not form a crosslinked structure
- the first polymer elastic body is preferable because it is difficult to dissolve and the second polymer elastic body is easily dissolved.
- the first polymer elastic body for example, water-based polyurethane is preferable, and the second polymer elastic body has a good balance of properties of the napped artificial leather obtained from solvent-based polyurethane.
- Polyurethane has a low solubility because it forms a crosslinked structure, and solvent-based polyurethane is preferable because it does not form a crosslinked structure and has high solubility.
- the ultrafine fiber is a long fiber because the ultrafine fiber is not easily removed.
- the basis weight of the second polymer elastic body is 0.0001 to 0.05 times the basis weight of the first polymer elastic body, so that the pilling resistance can be improved without making the texture too hard. It is preferable because it can be performed.
- the napped-tone artificial leather includes a fiber sheet obtained by impregnating a first polymer elastic body with a nonwoven fabric that is an entangled body of ultrafine fibers having a fineness of 1 dtex or less, and the fiber sheet has ultrafine fibers on one or both sides. It further has a second polymer elastic body that has a raised surface that is raised, adheres the root of the raised ultrafine fibers, and is unevenly distributed on the surface layer of the fiber sheet.
- Such napped-tone artificial leather is excellent in pilling resistance.
- the raised length of the raised ultrafine fiber is 30 to 200 ⁇ m, it is preferable because a raised artificial leather excellent in fine short hair feeling like natural nubuck leather can be obtained.
- the napped artificial leather obtained in the present invention is preferably used as a skin material for clothing, shoes, furniture, car seats, miscellaneous goods, and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
Abstract
Description
が70%以上、さらには90%以上になるような溶解性を有することが好ましい。一方、所定の溶剤に対する非溶解性は、溶解率が30%以下、さらには10%以下であることが好ましい。
海成分の熱可塑性樹脂としてエチレン変性ポリビニルアルコール、島成分の熱可塑性樹脂としてイソフタル酸変性したPETを、それぞれ個別に溶融させた。なお、エチレン変性ポリビニルアルコールは、エチレン単位の含有割合8.5モル%、重合度380、ケン化度98.7モル%であった。また、イソフタル酸変性したPETは、イソフタル酸単位の含有割合6.0モル%、融点110℃であった。そして、海成分中に均一な断面積の島成分が25個分布した断面を形成させる多数のノズル孔が並列状に配置された複合紡糸用口金に、各溶融樹脂を供給した。このとき、海成分の溶融樹脂と島成分の溶融樹脂との質量比が海成分/島成分=25/75となるように圧力調整して供給した。そして、海島構造の断面を有する溶融した樹脂ストランドを口金温度260℃に設定されたノズル孔より吐出させた。
ISO12945-2に準じて、マーチンデール摩耗試験機を用いて試験を行い、以下の等級基準で判定した。
5:変化なし
4:僅かな表面毛羽立ち及び/又は部分的にできた毛玉が見られる。
3:中程度の表面毛羽立ち及び/又は中程度のピリング、部分的に試験片表面に出るさまざまなサイズ及び密度の毛玉が見られる。
2:明瞭な表面毛羽立ち及び/又は明瞭なピリング、さまざまなサイズ及び密度の毛玉が試験片表面の大部分に見られる。
1:密集した表面毛羽立ち及び/又は甚だしいピリング 、さまざまなサイズ及び密度の毛玉が試験片表面の全体を覆っている。
得られた立毛調人工皮革の外観を目視で観察し、以下の基準で判定した。
3:ヌバック調のきめ細かな短毛感があった。
2:スエード調のやや粗い立毛感があった、または表面にややしわが見られた。
1:立毛長に明らかな斑があった、またはしわが目立った。
得られた立毛調人工皮革を折り曲げて、立毛調天然皮革と比較した、腰や柔軟性の違いを以下の基準で判定した。
3:立毛調天然皮革の風合いに近い、充実感と柔軟性とのバランスに優れた風合いであった。
2:立毛調天然皮革よりも硬い風合いであった。
1:立毛調天然皮革よりも充実感に乏しかった。
海成分の熱可塑性樹脂としてエチレン変性ポリビニルアルコール、島成分の熱可塑性樹脂としてイソフタル酸変性したPETを用い、海成分と島成分との質量比が海成分/島成分=25/75となるように海島型複合繊維を溶融紡糸し、延伸、捲縮、カットすることにより、繊度2.1dtex、平均繊維長51mmの海島型複合繊維の短繊維(ステープル)を得た。
実施例1において、第一の高分子弾性体として、緻密化された絡合ウェブに水系ポリウレタンのエマルジョンを含浸させた代わりに、第一の高分子弾性体として、実施例1において第二の高分子弾性体として用いた溶剤系ポリウレタンを、変性PET/溶剤系ポリウレタンの質量比が87/13になるように含浸させた以外は、実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350g/m2、見かけ密度0.58g/cm3であった。また、起毛された繊維の長さは約60μm程度であった。また、第二の高分子弾性体は繊維シートに浸透して立毛した極細繊維の根本に固着し、繊維シートの表層に層状に偏在しており、その層の平均厚さは22μmであった。
実施例1において、水系ポリウレタンに対する溶剤系ポリウレタンの目付の比率(溶剤系/水系)0.012倍を、0.025倍に変更した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350g/m2、見かけ密度0.58g/cm3であった。また、起毛された繊維の長さは約40μm程度であった。また、第二の高分子弾性体は繊維シートに浸透して立毛した極細繊維の根本に固着し、繊維シートの表層に層状に偏在しており、その層の平均厚さは35μmであった。
実施例1において、水系ポリウレタンに対する溶剤系ポリウレタンの目付の比率(溶剤系/水系)0.012倍を、0.004倍に変更した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350/m2、見かけ密度0.58g/cm3であった。また、起毛された繊維の長さは約180μm程度であった。また、第二の高分子弾性体は繊維シートに浸透して立毛した極細繊維の根本に固着し、繊維シートの表層に層状に偏在しており、その層の平均厚さは15μmであった。
実施例1において、水系ポリウレタンに対する溶剤系ポリウレタンの目付の比率(溶剤系/水系)0.012倍を、0.0012倍に変更した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350g/m2、見かけ密度0.58g/cm3であった。また、起毛された繊維の長さは約300μm程度であった。また、第二の高分子弾性体は繊維シートに浸透して立毛した極細繊維の根本に固着し、繊維シートの表層に層状に偏在しており、その層の平均厚さは10μmであった。
実施例1において、水系ポリウレタンに対する溶剤系ポリウレタンの目付の比率(溶剤系/水系)を0.012倍を、0.05倍に変更した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付355g/m2、見かけ密度0.59g/cm3であった。また、起毛された繊維の長さは約20μm程度であった。また、第二の高分子弾性体は繊維シートに浸透して立毛した極細繊維の根本に固着し、繊維シートの表層に層状に偏在しており、その層の平均厚さは45μmであった。
実施例1において、混合溶媒を塗布する工程を省略した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350g/m2、見かけ密度0.58g/cm3であった。また、起毛された繊維の長さは約20μm程度であったが、立毛が不均一で表面に小ジワが目立つものであった。また、第二の高分子弾性体は立毛した極細繊維の上部と根本に固着して、繊維シートの表層に層状に偏在していたが、繊維シートの厚さ方向への浸透は観察できなかった。
実施例1において、第二の高分子弾性体として溶剤系ポリウレタンを塗布した代わりに、実施例1において第一の高分子弾性体として用いたものと同じ水系ポリウレタンのエマルジョンを塗布した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350g/m2であった。また、起毛された繊維の長さは約300μm程度であった。また、第二の高分子弾性体は立毛した極細繊維の上部に不連続に固着しており、繊維シートの厚さ方向への浸透は観察できなかった。また、染色中に一部の脱落が見られた。
実施例1において、第二の高分子弾性体を塗布することなく、実施例1において用いたものと同じ混合溶媒を塗布した以外は実施例1と同様の方法により、片面に立毛面を有する不織布を含む立毛調人工皮革を得た。得られた立毛調人工皮革は厚み0.6mmで、目付350g/m2であった。また、起毛された繊維の長さは約400μm程度であった。
1 不織布
2 第一の高分子弾性体
3 第二の高分子弾性体
10 立毛調人工皮革
s 立毛面
Claims (16)
- 第一の高分子弾性体を含浸付与した繊度1dtex以下の極細繊維の不織布を含む繊維シートを準備する工程と、
前記繊維シートの片面又は両面を起毛処理することにより立毛面を形成する工程と、
前記立毛面に、所定の溶剤に対して可溶性を有する第二の高分子弾性体を含有する樹脂液を塗布する工程と、
前記樹脂液を塗布した面に前記溶剤を塗布する工程と、を備える立毛調人工皮革の製造方法。 - 前記第一の高分子弾性体は、前記溶剤に対して非溶性を有する高分子弾性体である請求項1に記載の立毛調人工皮革の製造方法。
- 前記可溶性は前記溶剤に対する溶解率が90%以上であり、前記非溶性は前記溶剤に対する溶解率が10%以下である請求項2に記載の立毛調人工皮革の製造方法。
- 前記第一の高分子弾性体は架橋構造を形成する高分子弾性体であり、前記第二の高分子弾性体は架橋構造を形成しない高分子弾性体である、請求項2に記載の立毛調人工皮革の製造方法。
- 前記第一の高分子弾性体は水系ポリウレタンであり、前記第二の高分子弾性体は溶剤系ポリウレタンである、請求項1に記載の立毛調人工皮革の製造方法。
- 前記極細繊維は長繊維である請求項1に記載の立毛調人工皮革の製造方法。
- 前記第二の高分子弾性体の目付は、前記第一の高分子弾性体の目付の0.001~0.05倍である請求項1に記載の立毛調人工皮革の製造方法。
- 繊度1dtex以下の極細繊維の絡合体である不織布に、第一の高分子弾性体を含浸付与させた繊維シートを含み、
前記繊維シートはその片面又は両面に、前記極細繊維を起毛させた立毛面を有し、
起毛された前記極細繊維の根本を固着して、前記繊維シートの表層に偏在する第二の高分子弾性体をさらに有する立毛調人工皮革。 - 前記第一の高分子弾性体は所定の溶剤に対して非溶性を有し、前記第二の高分子弾性体は前記溶剤に対して可溶性を有する、請求項8に記載の立毛調人工皮革。
- 前記可溶性は前記溶剤に対する溶解率が90%以上であり、前記非溶性は前記溶剤に対する溶解率が10%以下である請求項9に記載の立毛調人工皮革。
- 前記第一の高分子弾性体は水系ポリウレタンであり、前記第二の高分子弾性体は溶剤系ポリウレタンである、請求項8に記載の立毛調人工皮革。
- 前記水系ポリウレタンは架橋構造を有し、前記溶剤系ポリウレタンは架橋構造を有さない、請求項11に記載の立毛調人工皮革。
- 前記第二の高分子弾性体は前記繊維シートの表層に層状またはフィルム状に浸透偏在し、その領域の平均厚さが5~60μmである請求項8に記載の立毛調人工皮革。
- 前記極細繊維は長繊維である請求項8に記載の立毛調人工皮革。
- 前記第二の高分子弾性体の目付は、前記第一の高分子弾性体の目付の0.001~0.05倍である請求項8に記載の立毛調人工皮革。
- 起毛された前記極細繊維の立毛長さが30~200μmである請求項8に記載の立毛調人工皮革。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015538905A JP6449775B2 (ja) | 2013-09-30 | 2014-09-24 | 立毛調人工皮革及びその製造方法 |
| EP14847139.4A EP3054048B1 (en) | 2013-09-30 | 2014-09-24 | Napped artificial leather and manufacturing method therefor |
| CN201480053776.8A CN105593432B (zh) | 2013-09-30 | 2014-09-24 | 立毛状人造革及其制造方法 |
| US15/025,788 US20160215444A1 (en) | 2013-09-30 | 2014-09-24 | Napped artificial leather and production method thereof |
| KR1020167007987A KR102332011B1 (ko) | 2013-09-30 | 2014-09-24 | 입모풍 인공 피혁 및 그 제조 방법 |
| US16/720,719 US20200123702A1 (en) | 2013-09-30 | 2019-12-19 | Napped artificial leather and production method thereof |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-205266 | 2013-09-30 | ||
| JP2013205266 | 2013-09-30 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/025,788 A-371-Of-International US20160215444A1 (en) | 2013-09-30 | 2014-09-24 | Napped artificial leather and production method thereof |
| US16/720,719 Division US20200123702A1 (en) | 2013-09-30 | 2019-12-19 | Napped artificial leather and production method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015045367A1 true WO2015045367A1 (ja) | 2015-04-02 |
Family
ID=52742539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/004868 Ceased WO2015045367A1 (ja) | 2013-09-30 | 2014-09-24 | 立毛調人工皮革及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20160215444A1 (ja) |
| EP (1) | EP3054048B1 (ja) |
| JP (1) | JP6449775B2 (ja) |
| KR (1) | KR102332011B1 (ja) |
| CN (1) | CN105593432B (ja) |
| TW (1) | TWI630304B (ja) |
| WO (1) | WO2015045367A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017106127A (ja) * | 2015-12-07 | 2017-06-15 | 株式会社クラレ | 染色された立毛調人工皮革及びその製造方法 |
| WO2017221961A1 (ja) * | 2016-06-22 | 2017-12-28 | 株式会社クラレ | 立毛調人工皮革及びその製造方法 |
| KR20180034952A (ko) * | 2016-09-28 | 2018-04-05 | 코오롱인더스트리 주식회사 | 탄력 특성이 향상된 인공피혁 및 이의 제조방법 |
| WO2018230417A1 (ja) * | 2017-06-14 | 2018-12-20 | 株式会社クラレ | 立毛調人工皮革 |
| WO2019181676A1 (ja) * | 2018-03-19 | 2019-09-26 | 株式会社クラレ | 立毛人工皮革及びその製造方法 |
| JPWO2019116812A1 (ja) * | 2017-12-13 | 2020-12-03 | 株式会社クラレ | 印刷付起毛シート及び印刷用起毛シート |
| JP2021070881A (ja) * | 2019-10-30 | 2021-05-06 | 旭化成株式会社 | 染色斑が目立ち難く、しっとり感と緻密感を有する人工皮革及びその製法 |
| CN112874138A (zh) * | 2021-01-12 | 2021-06-01 | 浙江隆生数码纺织科技有限公司 | 一种转移印花设备 |
| JP2022044226A (ja) * | 2020-09-07 | 2022-03-17 | 東レ株式会社 | 人工皮革およびその製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6429790B2 (ja) * | 2013-11-01 | 2018-11-28 | 株式会社クラレ | ヌバック調皮革様シート及びその製造方法 |
| WO2019058924A1 (ja) * | 2017-09-22 | 2019-03-28 | 株式会社クラレ | 立毛人工皮革 |
| EP3851573A4 (en) * | 2018-09-14 | 2021-12-08 | Asahi Kasei Kabushiki Kaisha | ARTIFICIAL LEATHER AND ITS MANUFACTURING PROCESS |
| EP3901364B1 (en) * | 2018-12-21 | 2025-01-29 | Kuraray Co., Ltd. | Napped artificial leather and method for producing same |
| EP4029984A4 (en) * | 2019-09-10 | 2023-08-23 | Kuraray Co., Ltd. | FAUX LEATHER |
| JP7634959B2 (ja) | 2019-10-30 | 2025-02-25 | 旭化成株式会社 | 人工皮革及びその製法 |
| EP4053330A4 (en) * | 2019-10-30 | 2022-12-21 | Asahi Kasei Kabushiki Kaisha | ARTIFICIAL LEATHER AND MANUFACTURING PROCESSES THEREOF |
| EP4444951A4 (en) * | 2021-12-10 | 2026-03-18 | Isa Tantec Ltd | METHOD FOR PRODUCING A BIOLOGICALLY BASED TEXTILE MATERIAL AND MATERIALS AND PRODUCTS MANUFACTURED BY THIS METHOD |
| US12516470B2 (en) * | 2022-03-28 | 2026-01-06 | Toray Industries, Inc. | Artificial leather and production method therefor, and composite artificial leather |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4877001A (ja) * | 1972-01-22 | 1973-10-17 | ||
| JPS57154468A (en) * | 1981-03-10 | 1982-09-24 | Kuraray Co | Raised porous sheet like article and production thereof |
| JPS5943158A (ja) * | 1982-09-06 | 1984-03-10 | 東レ株式会社 | 表裏両面使用可能なシ−ト状物質およびその製造方法 |
| JPH0881886A (ja) * | 1994-09-14 | 1996-03-26 | Teijin Ltd | ヌバック調人工皮革の製造方法 |
| JP2007262616A (ja) | 2006-03-29 | 2007-10-11 | Kuraray Co Ltd | ヌバック調人工皮革の製造方法 |
| WO2009157063A1 (ja) * | 2008-06-25 | 2009-12-30 | 株式会社クラレ | 人工皮革用基材およびその製造方法 |
| JP2011074541A (ja) * | 2009-09-30 | 2011-04-14 | Kuraray Co Ltd | 耐ピリング性の良好な立毛調人工皮革 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3387989A (en) * | 1965-09-20 | 1968-06-11 | Reeves Bros Inc | Simulated leather products |
| JPS56145948A (en) * | 1980-04-15 | 1981-11-13 | Kuraray Co Ltd | Polyurethane composition suitable for synthetic leather |
| JPS6021980A (ja) * | 1983-07-12 | 1985-02-04 | Toray Ind Inc | 複合体 |
| DE69424918T2 (de) * | 1993-10-29 | 2000-10-12 | Kuraray Co., Ltd | Rauhlederartiges Kunstleder |
| TW476834B (en) * | 1999-08-23 | 2002-02-21 | Kuraray Co | Oil tone artificial leather sheet |
| JP4204186B2 (ja) * | 2000-11-24 | 2009-01-07 | 株式会社クラレ | 立毛皮革様シートおよびその製造方法 |
| US7462386B2 (en) * | 2001-07-31 | 2008-12-09 | Kuraray Co., Ltd. | Leather-like sheet and method for production thereof |
| EP1353006B1 (en) * | 2002-04-10 | 2009-07-22 | ALCANTARA S.p.A. | Process for the production of micro-fibrous suede non-woven fabric |
| CN1316119C (zh) * | 2002-04-10 | 2007-05-16 | 阿尔坎塔拉股份有限公司 | 微纤麂皮非织造布的生产工艺及相关方法 |
| TWI308609B (ja) * | 2002-09-09 | 2009-04-11 | San Fang Chemical Industry Co | |
| JP4847472B2 (ja) * | 2005-12-14 | 2011-12-28 | 株式会社クラレ | 人工皮革用基材およびその基材を用いた人工皮革 |
| CN102776602A (zh) * | 2012-07-27 | 2012-11-14 | 烟台万华超纤股份有限公司 | 定岛超细纤维、定岛超细纤维合成革基布、服饰用绒面革、服饰用光面合成革及其制造方法 |
| TWM456384U (zh) * | 2013-03-12 | 2013-07-01 | Pony Leather Corp | 複合皮革 |
-
2014
- 2014-09-24 EP EP14847139.4A patent/EP3054048B1/en active Active
- 2014-09-24 WO PCT/JP2014/004868 patent/WO2015045367A1/ja not_active Ceased
- 2014-09-24 KR KR1020167007987A patent/KR102332011B1/ko active Active
- 2014-09-24 US US15/025,788 patent/US20160215444A1/en not_active Abandoned
- 2014-09-24 CN CN201480053776.8A patent/CN105593432B/zh active Active
- 2014-09-24 JP JP2015538905A patent/JP6449775B2/ja active Active
- 2014-09-29 TW TW103133725A patent/TWI630304B/zh active
-
2019
- 2019-12-19 US US16/720,719 patent/US20200123702A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4877001A (ja) * | 1972-01-22 | 1973-10-17 | ||
| JPS57154468A (en) * | 1981-03-10 | 1982-09-24 | Kuraray Co | Raised porous sheet like article and production thereof |
| JPS5943158A (ja) * | 1982-09-06 | 1984-03-10 | 東レ株式会社 | 表裏両面使用可能なシ−ト状物質およびその製造方法 |
| JPH0881886A (ja) * | 1994-09-14 | 1996-03-26 | Teijin Ltd | ヌバック調人工皮革の製造方法 |
| JP2007262616A (ja) | 2006-03-29 | 2007-10-11 | Kuraray Co Ltd | ヌバック調人工皮革の製造方法 |
| WO2009157063A1 (ja) * | 2008-06-25 | 2009-12-30 | 株式会社クラレ | 人工皮革用基材およびその製造方法 |
| JP2011074541A (ja) * | 2009-09-30 | 2011-04-14 | Kuraray Co Ltd | 耐ピリング性の良好な立毛調人工皮革 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017106127A (ja) * | 2015-12-07 | 2017-06-15 | 株式会社クラレ | 染色された立毛調人工皮革及びその製造方法 |
| TWI732890B (zh) * | 2016-06-22 | 2021-07-11 | 日商可樂麗股份有限公司 | 絨毛狀人工皮革及其製造方法 |
| JP7008018B2 (ja) | 2016-06-22 | 2022-01-25 | 株式会社クラレ | 立毛調人工皮革及びその製造方法 |
| WO2017221961A1 (ja) * | 2016-06-22 | 2017-12-28 | 株式会社クラレ | 立毛調人工皮革及びその製造方法 |
| JPWO2017221961A1 (ja) * | 2016-06-22 | 2019-04-18 | 株式会社クラレ | 立毛調人工皮革及びその製造方法 |
| EP3476998A4 (en) * | 2016-06-22 | 2020-01-01 | Kuraray Co., Ltd. | RUGGED ARTIFICIAL LEATHER AND METHOD FOR PRODUCING THE SAME |
| KR102664474B1 (ko) | 2016-09-28 | 2024-05-07 | 코오롱인더스트리 주식회사 | 탄력 특성이 향상된 인공피혁 및 이의 제조방법 |
| KR20180034952A (ko) * | 2016-09-28 | 2018-04-05 | 코오롱인더스트리 주식회사 | 탄력 특성이 향상된 인공피혁 및 이의 제조방법 |
| JP7203022B2 (ja) | 2017-06-14 | 2023-01-12 | 株式会社クラレ | 立毛調人工皮革 |
| WO2018230417A1 (ja) * | 2017-06-14 | 2018-12-20 | 株式会社クラレ | 立毛調人工皮革 |
| JP7522175B2 (ja) | 2017-06-14 | 2024-07-24 | 株式会社クラレ | 立毛調人工皮革 |
| JPWO2018230417A1 (ja) * | 2017-06-14 | 2020-05-21 | 株式会社クラレ | 立毛調人工皮革 |
| US11761149B2 (en) * | 2017-06-14 | 2023-09-19 | Kuraray Co., Ltd. | Napped artificial leather |
| JP2023024615A (ja) * | 2017-06-14 | 2023-02-16 | 株式会社クラレ | 立毛調人工皮革 |
| TWI778077B (zh) * | 2017-06-14 | 2022-09-21 | 日商可樂麗股份有限公司 | 絨毛狀人工皮革 |
| JPWO2019116812A1 (ja) * | 2017-12-13 | 2020-12-03 | 株式会社クラレ | 印刷付起毛シート及び印刷用起毛シート |
| WO2019181676A1 (ja) * | 2018-03-19 | 2019-09-26 | 株式会社クラレ | 立毛人工皮革及びその製造方法 |
| JP7220202B2 (ja) | 2018-03-19 | 2023-02-09 | 株式会社クラレ | 立毛人工皮革及びその製造方法 |
| TWI797277B (zh) * | 2018-03-19 | 2023-04-01 | 日商可樂麗股份有限公司 | 絨毛人工皮革及其製造方法 |
| JPWO2019181676A1 (ja) * | 2018-03-19 | 2021-03-11 | 株式会社クラレ | 立毛人工皮革及びその製造方法 |
| JP7438714B2 (ja) | 2019-10-30 | 2024-02-27 | 旭化成株式会社 | 染色斑が目立ち難く、しっとり感と緻密感を有する人工皮革及びその製法 |
| JP2021070881A (ja) * | 2019-10-30 | 2021-05-06 | 旭化成株式会社 | 染色斑が目立ち難く、しっとり感と緻密感を有する人工皮革及びその製法 |
| JP2022044226A (ja) * | 2020-09-07 | 2022-03-17 | 東レ株式会社 | 人工皮革およびその製造方法 |
| JP7631708B2 (ja) | 2020-09-07 | 2025-02-19 | 東レ株式会社 | 人工皮革およびその製造方法 |
| CN112874138A (zh) * | 2021-01-12 | 2021-06-01 | 浙江隆生数码纺织科技有限公司 | 一种转移印花设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102332011B1 (ko) | 2021-11-26 |
| CN105593432B (zh) | 2019-05-31 |
| EP3054048A1 (en) | 2016-08-10 |
| EP3054048A4 (en) | 2017-06-14 |
| CN105593432A (zh) | 2016-05-18 |
| EP3054048B1 (en) | 2018-10-31 |
| JP6449775B2 (ja) | 2019-01-09 |
| US20160215444A1 (en) | 2016-07-28 |
| JPWO2015045367A1 (ja) | 2017-03-09 |
| US20200123702A1 (en) | 2020-04-23 |
| TWI630304B (zh) | 2018-07-21 |
| KR20160062016A (ko) | 2016-06-01 |
| TW201527622A (zh) | 2015-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6449775B2 (ja) | 立毛調人工皮革及びその製造方法 | |
| JP4847472B2 (ja) | 人工皮革用基材およびその基材を用いた人工皮革 | |
| EP3202974B1 (en) | Napped leather-like sheet and method for producing the same | |
| JP6698066B2 (ja) | カチオン染料で染色された立毛調人工皮革及びその製造方法 | |
| JP6745078B2 (ja) | 立毛調人工皮革 | |
| JP6752579B2 (ja) | 人工皮革基材及びその製造方法、並びにオイル調,起毛調,または銀面調人工皮革 | |
| JP6429790B2 (ja) | ヌバック調皮革様シート及びその製造方法 | |
| KR102332017B1 (ko) | 입모풍 인공 피혁 및 그 제조 방법 | |
| WO2021049413A1 (ja) | 立毛人工皮革 | |
| JP2015034355A (ja) | パーフォレーション皮革様シート | |
| JP7671150B2 (ja) | 銀付調人工皮革及びその製造方法 | |
| JP6087073B2 (ja) | 銀付調人工皮革及びその製造方法 | |
| JP4067872B2 (ja) | スエード調皮革様シートおよびその製造方法 | |
| WO2025023132A1 (ja) | 人工皮革、及び人工皮革の製造方法 | |
| KR20250029811A (ko) | 입모 인공 피혁 및 그 제조 방법 | |
| WO2022097579A1 (ja) | 立毛人工皮革 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14847139 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167007987 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2015538905 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15025788 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014847139 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014847139 Country of ref document: EP |