WO2015076384A1 - 高炭素鋼板及びその製造方法 - Google Patents
高炭素鋼板及びその製造方法 Download PDFInfo
- Publication number
- WO2015076384A1 WO2015076384A1 PCT/JP2014/080951 JP2014080951W WO2015076384A1 WO 2015076384 A1 WO2015076384 A1 WO 2015076384A1 JP 2014080951 W JP2014080951 W JP 2014080951W WO 2015076384 A1 WO2015076384 A1 WO 2015076384A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- temperature
- cementite
- hot
- cold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a high carbon steel sheet that has improved fatigue characteristics after quenching and tempering, and a method for manufacturing the same.
- High carbon steel plates are used for drive system parts such as automobile chains, gears and clutches.
- drive system parts such as automobile chains, gears and clutches.
- cold working and quenching and tempering are performed as forming a high carbon steel sheet.
- the weight reduction of automobiles has been promoted, and the weight reduction by increasing the strength of drive system parts is also being studied.
- carbide-generating elements such as Ti, Nb, and Mo, or to increase the C content.
- Patent Document 1 describes a method for manufacturing a steel for machine structure aiming at achieving both high hardness and high toughness
- Patent Document 2 discloses a method for manufacturing a rough bearing molded product for the purpose of omitting spheroidizing annealing
- Patent Documents 3 and 4 describe a method for producing a high carbon steel sheet for the purpose of improving punchability
- Patent Document 5 describes a medium carbon steel sheet for the purpose of improving cold workability and quenching stability
- Patent Document 6 describes a steel for bearing element parts for the purpose of improving machinability
- Document 7 describes a method for manufacturing a tool steel for the purpose of omitting normalization
- Patent Document 8 describes a method for manufacturing a high carbon steel sheet for the purpose of improving formability.
- An object of the present invention is to provide a high-carbon steel sheet capable of obtaining excellent fatigue characteristics after quenching and tempering and a method for producing the same.
- cementite and / or iron-carbon compounds (hereinafter, cementite and iron-carbon compounds may be collectively referred to as “cementite”) cracks and / or voids (hereinafter referred to as cracks and voids). It is known that the voids are generally referred to as “voids.”), The formability is reduced, and cracks are developed starting from the voids. It was also found that cementite exists in ferrite grains and ferrite grain boundaries, and that cementite existing in ferrite grain boundaries is significantly more likely to generate voids than cementite existing in ferrite grains.
- the slab is % By mass C: 0.60% to 0.90% Si: 0.10% to 0.40%, Mn: 0.30% to 1.50%, P: 0.0200% or less, S: 0.0060% or less, Al: 0.050% or less, N: 0.0010% to 0.0100%, Cr: 0.20% to 1.00% Mg: 0.000% to 0.010%, Ca: 0.000% to 0.010%, Y: 0.000% to 0.010%, Zr: 0.000% to 0.010%, La: 0.000% to 0.010%, Ce: 0.000% to 0.010%, and the balance: a chemical
- the winding temperature is set to 450 ° C. or higher and lower than 550 ° C.
- the rolling reduction in the cold rolling is 5% to 35%
- the step of performing the hot-rolled sheet annealing includes Heating the hot-rolled sheet to a first temperature of 450 ° C. or higher and 550 ° C. or lower; Next, holding the hot-rolled plate at the first temperature for 1 hr or more and less than 10 hr; Next, heating the hot-rolled sheet from the first temperature to a second temperature of 670 ° C. or more and 730 ° C.
- a heating rate from 60 ° C. to the first temperature is set to 30 ° C./hr or more and 150 ° C./hr or less, The step of performing the cold rolled sheet annealing Heating the cold-rolled plate to a third temperature of 450 ° C. or higher and 550 ° C.
- FIG. 1 is a graph showing the relationship between the concentration of Mn contained in cementite and rolling fatigue characteristics.
- FIG. 2 is a diagram showing the relationship between the concentration of Mn contained in cementite and the number of voids generated by cracking of cementite.
- FIG. 3 is a diagram showing a relationship between the number of voids generated by cracking of cementite and rolling fatigue characteristics.
- FIG. 4 is a diagram showing the relationship between the concentration of Cr contained in cementite and rolling fatigue characteristics.
- FIG. 5 is a diagram showing the relationship between the concentration of Cr contained in cementite and the number of voids generated by cracking of cementite.
- FIG. 6 is a diagram showing the relationship between the holding temperature for hot-rolled sheet annealing and the concentrations of Mn and Cr contained in cementite.
- the chemical composition of the high carbon steel plate according to the embodiment of the present invention and the slab (steel ingot) used for the production will be described. Although details will be described later, the high-carbon steel sheet according to the embodiment of the present invention is manufactured through hot rolling, hot-rolled sheet annealing, cold-rolling, cold-rolled sheet annealing and the like of the slab. Therefore, the chemical composition of the high carbon steel sheet and the slab considers not only the characteristics of the high carbon steel sheet but also these treatments.
- “%”, which is a unit of the content of each element contained in a high carbon steel sheet and a slab used for producing the same, means “mass%” unless otherwise specified.
- the high carbon steel sheet according to the present embodiment and the slab used for the production thereof are: C: 0.60% to 0.90%, Si: 0.10% to 0.40%, Mn: 0.30% to 1. 50%, N: 0.0010% to 0.0100%, Cr: 0.20% to 1.00%, P: 0.0200% or less, S: 0.0060% or less, Al: 0.050% or less Mg: 0.000% to 0.010%, Ca: 0.000% to 0.010%, Y: 0.000% to 0.010%, Zr: 0.000% to 0.010%, La : 0.000% to 0.010%, Ce: 0.000% to 0.010%, and balance: Fe and chemical composition represented by impurities.
- the impurities include those contained in raw materials such as ore and scrap and those contained in the manufacturing process.
- scrap when scrap is used as a raw material, Sn, Sb, As, or any combination thereof may be mixed by 0.001% or more.
- the content is 0.02% or less, the effect of the present embodiment is not hindered, so that it is acceptable as an impurity.
- O is acceptable as an impurity up to 0.004%.
- O forms an oxide, and if the oxide aggregates and becomes coarse, sufficient moldability cannot be obtained. For this reason, the lower the O content, the better.
- impurities Ti: 0.04% or less, V: 0.04% or less, Cu: 0.04% or less, W: 0.04% or less, Ta: 0.04% or less, Ni: 0.04 %, Mo: 0.04% or less, B: 0.01% or less, and Nb: 0.04% or less.
- impurities Ti: 0.04% or less, V: 0.04% or less, Cu: 0.04% or less, W: 0.04% or less, Ta: 0.04% or less, Ni: 0.04 %, Mo: 0.04% or less, B: 0.01% or less, and Nb: 0.04% or less.
- These elements are preferably not contained as much as possible, but it is technically difficult to reduce them to less than 0.001%.
- C is an element effective for increasing the strength of steel, and is an element that particularly enhances hardenability. C is also an element that contributes to improvement of fatigue characteristics after quenching and tempering. If the C content is less than 0.60%, pro-eutectoid ferrite and pearlite are generated at the prior austenite grain boundaries during quenching, and the fatigue properties after quenching and tempering deteriorate. Therefore, the C content is 0.60% or more, preferably 0.65% or more. If the C content exceeds 0.90%, a large amount of retained austenite exists after quenching.
- the C content is 0.90% or less, preferably 0.85% or less.
- Si acts as a deoxidizer and is an effective element for improving the fatigue characteristics after quenching and tempering.
- the Si content is 0.10% or more, preferably 0.15% or more. If the Si content exceeds 0.40%, the amount and size of Si oxide generated as inclusions in the steel increase, and the fatigue characteristics after quenching and tempering decrease. Therefore, the Si content is 0.40% or less, preferably 0.35% or less.
- Mn is an element that is contained in cementite and suppresses the formation of voids during cold working.
- the Mn content is 0.30% or more, preferably 0.50% or more. If the Mn content exceeds 1.50%, the Mn contained in the cementite becomes excessive, and the cementite becomes difficult to dissolve during the heating for quenching, so that the amount of C that dissolves in the austenite is insufficient. For this reason, the strength after quenching decreases and the fatigue characteristics after quenching and tempering also decrease. Therefore, the Mn content is 1.50% or less, preferably 1.30% or less.
- N combines with Al to produce AlN, and is an effective element for refining austenite during heating for quenching.
- the N content is 0.001% or more, preferably 0.002% or more. If the N content exceeds 0.010%, the austenite grains become excessively fine, the hardenability decreases, the formation of proeutectoid ferrite and pearlite is promoted during quenching cooling, and the fatigue characteristics after quenching and tempering. Decreases. Therefore, the N content is 0.010% or less, preferably 0.008% or less.
- Cr 0.20% to 1.00%
- Mn Cr, like Mn, is an element that is contained in cementite and suppresses the formation of voids during cold working.
- the Cr content is less than 0.20%, it takes a very long time for annealing to contain a sufficient amount of Cr in the cementite, and the productivity is remarkably lowered. Therefore, the Mn content is 0.20% or more, preferably 0.35% or more. If the Cr content exceeds 1.00%, the Cr contained in the cementite becomes excessive, making it difficult for the cementite to dissolve during the heating for quenching, and the amount of C dissolved in the austenite is insufficient. For this reason, the strength after quenching decreases and the fatigue characteristics after quenching and tempering also decrease. Therefore, the Cr content is 1.00% or less, preferably 0.85% or less.
- P is not an essential element but is contained as an impurity in, for example, a steel plate.
- P is an element that lowers the fatigue characteristics after quenching and tempering and reduces the toughness after quenching. For example, cracks are likely to occur after quenching due to a decrease in toughness. For this reason, the lower the P content, the better. In particular, when the P content exceeds 0.0200%, the adverse effect becomes significant. Therefore, the P content is 0.0200% or less, preferably 0.0180% or less.
- S is not an essential element but is contained as an impurity in, for example, a steel plate.
- S is an element that forms sulfides such as MnS and lowers the fatigue characteristics after quenching and tempering. For this reason, the lower the S content, the better. In particular, when the S content exceeds 0.0060%, the adverse effects become significant. Therefore, the S content is 0.0060% or less.
- Al 0.050% or less
- Al is an element that acts as a deoxidizer in the steelmaking stage, but is not an essential element of the high carbon steel plate, and is contained as an impurity in the steel plate, for example.
- the Al content exceeds 0.050%, coarse Al oxide is formed in the high carbon steel sheet, and the fatigue characteristics after quenching and tempering are lowered. Therefore, the Al content is 0.050% or less. If the Al content of the high carbon steel sheet is less than 0.001%, deoxidation may not be sufficient. Therefore, the Al content may be 0.001% or more.
- Mg, Ca, Y, Zr, La, and Ce are not essential elements, but are optional elements that may be appropriately contained in high carbon steel sheets and slabs up to a predetermined amount.
- Mg is an element effective for controlling the form of sulfide, and is an element effective for improving the fatigue characteristics after quenching and tempering. Therefore, Mg may be contained. However, if the Mg content exceeds 0.010%, coarse Mg oxide is formed, and the fatigue characteristics after quenching and tempering are reduced. Therefore, the Mg content is 0.010% or less, preferably 0.007% or less. In order to reliably obtain the effect by the above action, the Mg content is preferably 0.001% or more.
- Ca 0.000% to 0.010%
- Ca is an element that is effective in controlling the form of sulfides, and is an element that is effective in improving fatigue characteristics after quenching and tempering. Therefore, Ca may be contained. However, if the Ca content exceeds 0.010%, coarse Ca oxide is formed, and the fatigue characteristics after quenching and tempering deteriorate. Therefore, the Ca content is 0.010% or less, preferably 0.007% or less. In order to surely obtain the effect by the above action, the Ca content is preferably 0.001% or more.
- Y 0.000% to 0.010%
- Y is an element effective for controlling the form of sulfide, and is an element effective for improving fatigue characteristics after quenching and tempering. Therefore, Y may be contained. However, if the Y content exceeds 0.010%, coarse Y oxides are formed, and the fatigue characteristics after quenching and tempering deteriorate. Therefore, the Y content is 0.010% or less, preferably 0.007% or less. In order to surely obtain the effect by the above action, the Y content is preferably 0.001% or more.
- Zr 0.000% to 0.010%
- Zr is an element effective for controlling the form of sulfide and is an element effective for improving fatigue characteristics after quenching and tempering. Therefore, Zr may be contained. However, if the Zr content exceeds 0.010%, coarse Zr oxide is formed, and the fatigue characteristics after quenching and tempering deteriorate. Therefore, the Zr content is 0.010% or less, preferably 0.007% or less. The Zr content is preferably 0.001% or more in order to surely obtain the effect by the above action.
- La like Mg, Ca, Y, and Zr, is an element effective for controlling the form of sulfide, and is an element effective for improving fatigue characteristics after quenching and tempering. Therefore, La may be contained. However, if the La content exceeds 0.010%, coarse La oxide is formed, and the fatigue characteristics after quenching and tempering are degraded. Therefore, the La content is 0.010% or less, preferably 0.007% or less. In order to surely obtain the effect by the above action, the La content is preferably 0.001% or more.
- Ce 0.000% to 0.010%
- Ce is an element effective for controlling the form of sulfide, and is an element effective for improving fatigue characteristics after quenching and tempering. Therefore, Ce may be contained. However, if the Ce content exceeds 0.010%, a coarse Ce oxide is formed, and the fatigue characteristics after quenching and tempering deteriorate. Therefore, the Ce content is 0.010% or less, preferably 0.007% or less. The Ce content is preferably 0.001% or more in order to surely obtain the effect of the above action.
- Mg, Ca, Y, Zr, La, and Ce are optional elements, such as “Mg: 0.001% to 0.010%”, “Ca: 0.001% to 0.010%”, “ “Y: 0.001% to 0.010%”, “Zr: 0.001% to 0.010%”, “La: 0.001% to 0.010%”, or “Ce: 0.001% to 0.010% "or any combination thereof is preferably satisfied.
- the concentration of Mn contained in cementite 2% or more and 8% or less
- the concentration of Cr contained in cementite 2% or more and 8% or less
- the average particle diameter of ferrite 10 ⁇ m or more and 50 ⁇ m or less
- the average particle diameter of the cementite particles is 0.3 ⁇ m or more and 1.5 ⁇ m or less
- the spheroidization rate of the cementite particles is 85% or more.
- Mn concentration and Cr concentration in cementite both 2% and 8%
- Mn and Cr contained in cementite contribute to the suppression of void formation in cementite during cold working.
- the suppression of void formation during cold working improves the fatigue properties after quenching and tempering.
- concentration of Mn or Cr contained in the cementite is less than 2%, the effect by the above action cannot be obtained sufficiently. Accordingly, the concentration of Mn and the concentration of Cr contained in cementite are set to 2% or more.
- the concentration of Mn or Cr contained in the cementite exceeds 8%, it becomes difficult to dissolve C from cementite to austenite during heating for quenching, and the hardenability is lowered, and proeutectoid ferrite, pearlite, quenched martensite or A structure having a lower strength than bainite is dispersed. As a result, the fatigue characteristics after quenching and tempering are reduced. Therefore, the concentration of Mn and the concentration of Cr contained in cementite are 8% or less.
- high carbon steel sheets were manufactured through various conditions of hot rolling, hot rolled sheet annealing, cold rolling and cold rolled sheet annealing. And about each high carbon steel plate, the density
- FE-EPMA electron probe microanalyzer
- the high carbon steel sheet was subjected to cold rolling with a reduction ratio of 35% to simulate cold working (forming), and the high carbon steel sheet was held in a salt bath heated to 900 ° C. for 20 minutes, and in 80 ° C. oil. Quenched. Subsequently, the high carbon steel sheet was tempered for 60 minutes in the atmosphere at 180 ° C. to prepare a sample for a fatigue test.
- the void in the cementite after a fatigue test and cold work was observed.
- a rolling fatigue tester was used, the surface pressure was 3000 MPa, and the number of cycles until peeling occurred was measured.
- a scanning electron microscope (FE-SEM) equipped with a field emission electron gun manufactured by JEOL Ltd. was used, the magnification was set to about 3000 times, and 20 points were evenly spaced in the thickness direction of the high carbon steel plate. A tissue having an area of 1200 ⁇ m 2 was photographed.
- the number of voids generated by cementite cracking (hereinafter, simply referred to as “the number of voids”) is counted, and the total number of voids is divided by 12.
- the number of voids per 2000 ⁇ m 2 was calculated.
- the magnification for the observation is preferably 3000 times or more, or 5000 times or depending on the size of cementite. A higher magnification such as 10,000 times may be selected.
- the number of voids per unit area (for example, per 2000 ⁇ m 2 ) is equivalent to that when the magnification is 3000 times.
- voids may exist at the interface between cementite and ferrite, the effect of such voids on fatigue properties is very small compared to the effect of voids generated by cementite cracking. For this reason, such voids are not counted.
- a sample to be used for measurement using FE-EPMA or FE-SEM was prepared as follows. First, the observation surface is mirror-finished by buffing with wet emery paper and diamond abrasive grains, and then immersed in a picral (saturated picric acid-3 volume% nitric acid-alcohol) solution at room temperature (20 ° C.) for 20 seconds. , Made the organization appear. Thereafter, moisture on the observation surface was removed with a hot air dryer or the like, and the sample was inserted into the FE-EPMA and FE-SEM sample exchange chambers within 3 hours to prevent contamination.
- a picral saturated picric acid-3 volume% nitric acid-alcohol
- FIG. 1 is a graph showing the relationship between the concentration of Mn contained in cementite and rolling fatigue characteristics.
- FIG. 2 is a diagram showing the relationship between the concentration of Mn contained in cementite and the number of voids.
- FIG. 3 is a diagram showing the relationship between the number of voids and rolling fatigue characteristics. The results shown in FIGS. 1 to 3 are for samples having a Cr concentration of 2% to 8% in cementite.
- FIG. 1 shows that the rolling fatigue characteristics are remarkably high when the concentration of Mn contained in the cementite is in the range of 2% to 8%. From FIG. 2, it can be seen that the generation of voids is suppressed when the concentration of Mn contained in the cementite is in the range of 2% to 8%. From FIG. 3, it can be seen that when the number of voids per 2000 ⁇ m 2 is 15 or less, the fatigue characteristics are extremely high as compared with the case of more than 15 voids. From the results shown in FIGS. 1 to 3, if the concentration of Mn contained in the cementite is 2% or more and 8% or less, the cementite is difficult to break during cold working (molding), and generation of voids is suppressed. In the subsequent fatigue test after quenching and tempering, it is considered that the crack growth starting from the void was suppressed and the fatigue characteristics were improved.
- FIGS. 4 and 5 are diagram showing the relationship between the concentration of Cr contained in cementite and rolling fatigue characteristics.
- FIG. 5 is a diagram showing the relationship between the concentration of Cr contained in cementite and the number of voids.
- the results shown in FIGS. 4 to 5 are for samples whose Mn concentration in cementite is 2% or more and 8% or less.
- the concentration of Cr contained in cementite is 2% as in the relationship between the concentration of Mn contained in cementite shown in FIGS. 1 and 2 and the rolling fatigue characteristics or the number of voids. It has been found that excellent rolling fatigue characteristics can be obtained in the range of 8% or less.
- the average particle diameter of ferrite is 10 ⁇ m or more, preferably 12 ⁇ m or more.
- the average particle diameter of ferrite is 50 ⁇ m or less, preferably 45 ⁇ m or less.
- the average particle diameter of ferrite can be measured using the FE-SEM after the above-described mirror polishing and etching with Picral. For example, an average area of 200 ferrites is obtained, a diameter of a circle from which the average area is obtained is obtained, and this diameter is set as an average particle diameter of the ferrite.
- the average area of the ferrite is a value obtained by dividing the total area of the ferrite by the number of the ferrites, here 200.
- the size of cementite has a great influence on the fatigue properties after quenching and tempering.
- the average particle diameter of cementite is 0.3 ⁇ m or more, preferably 0.5 ⁇ m or more. If the average particle size of cementite exceeds 1.5 ⁇ m, voids are preferentially generated in coarse cementite during cold working, and the fatigue properties after quenching and tempering deteriorate. Therefore, the average particle size of cementite is 1.5 ⁇ m or less, preferably 1.3 ⁇ m or less.
- cementite spheroidization rate 85% or more
- the spheroidization rate of cementite is preferably 99% or less, more preferably 98% or less.
- the spheroidization rate and average particle diameter of cementite can be determined by observing the structure using FE-SEM.
- the observation surface is mirror-finished by wet polishing with emery paper and polishing with diamond abrasive grains having a particle size of 1 ⁇ m, and then etching is performed with the above-described Picral solution.
- the observation magnification is set to 1000 to 10,000 times, for example, 3000 times, and 16 fields of view containing 500 or more cementite on the observation surface are selected, and these tissue images are acquired. Then, the area of each cementite in the tissue image is measured using image processing software.
- the image processing software for example, “Win ROOF” manufactured by Mitani Corporation can be used.
- cementite having an area of 0.01 ⁇ m 2 or less is excluded from the evaluation target.
- the average area of the cementite to be evaluated is obtained, the diameter of the circle from which this average area is obtained is obtained, and this diameter is taken as the average particle diameter of the cementite.
- the average area of cementite is a value obtained by dividing the total area of cementite to be evaluated by the number of cementite.
- cementite with a ratio of major axis length to minor axis length of 3 or more is acicular cementite, cementite less than 3 is spherical cementite, and the value obtained by dividing the number of spherical cementites by the total number of cementite is spheroidized. Rate.
- a hot-rolled sheet is obtained by hot-rolling a slab having the above chemical composition, pickling the hot-rolled sheet, and then performing hot-rolled sheet annealing of the hot-rolled sheet.
- An annealed sheet is obtained, the hot-rolled annealed sheet is cold-rolled to obtain a cold-rolled sheet, and the cold-rolled sheet is subjected to cold-rolled sheet annealing.
- the finish rolling completion temperature is set to 800 ° C. or higher and lower than 950 ° C.
- the winding temperature is set to 450 ° C. or higher and lower than 550 ° C.
- the rolling reduction in cold rolling is 5% or more and 35% or less.
- the hot-rolled sheet is heated to a first temperature of 450 ° C. or more and 550 ° C. or less, then the hot-rolled sheet is held at the first temperature for 1 hr or more and less than 10 hr, and then hot rolled
- the plate is heated from the first temperature to a second temperature of 670 ° C. or more and 730 ° C. or less at a heating rate of 5 ° C./hr or more and 80 ° C./hr or less, and then the hot rolled plate is heated to the second temperature for 20 hr or more and 200 hr. Hold below.
- the heating rate from 60 ° C.
- the cold-rolled sheet annealing the cold-rolled sheet is heated to a third temperature of 450 ° C. or more and 550 ° C. or less, then the cold-rolled sheet is held at the third temperature for 1 hr or more and less than 10 hr, and then cold-rolled The plate is heated from the third temperature to a fourth temperature of 670 ° C. or more and 730 ° C. or less at a heating rate of 5 ° C./hr or more and 80 ° C./hr or less, and then the cold-rolled plate is heated to the fourth temperature for 20 hr or more and 200 hr. Hold below.
- the heating rate from 60 ° C. to the third temperature is set to 30 ° C./hr or more and 150 ° C./hr or less. Both hot-rolled sheet annealing and cold-rolled sheet annealing can be regarded as performing two-stage annealing.
- the finish rolling completion temperature is 800 ° C. or higher, preferably 810 ° C. or higher.
- the completion temperature of finish rolling is 950 ° C. or higher, scale is generated during hot rolling, and the scale is pressed against the slab by the rolling roll, so that the surface of the obtained hot rolled sheet is wrinkled and productivity is lowered.
- the finish rolling completion temperature is less than 950 ° C., preferably 920 ° C. or less.
- the slab can be produced by, for example, continuous casting, and the slab may be directly subjected to hot rolling, or may be heated after being cooled and then subjected to hot rolling.
- the winding temperature is 450 ° C. or higher, preferably 470 ° C. or higher.
- the coiling temperature is 550 ° C.
- the winding temperature is less than 550 ° C., preferably 530 ° C. or less.
- Cold rolling ratio in cold rolling 5% to 35%
- the rolling reduction in cold rolling is less than 5%, a large amount of unrecrystallized ferrite remains after cold rolling annealing.
- the structure after cold-rolled sheet annealing is a non-uniform structure in which recrystallized parts and non-recrystallized parts are mixed, and the amount of strain generated inside the high-carbon steel sheet during cold working is also non-uniform. Therefore, voids are likely to be generated in cementite in which a large strain is generated. Therefore, the rolling reduction in cold rolling is 5% or more, preferably 10% or more.
- the rolling reduction in cold rolling is 35% or less, preferably 30% or less.
- first temperature 450 ° C. or higher and 550 ° C. or lower
- Mn and Cr are diffused into cementite while the hot-rolled sheet is held at the first temperature to increase the concentration of Mn and Cr contained in the cementite.
- the first temperature is less than 450 ° C.
- the diffusion frequency of substitutional solid solution elements such as Fe, Mn, and Cr is lowered, and it takes a long time to include a sufficient amount of Mn and Cr in the cementite. Decreases. Therefore, the first temperature is 450 ° C. or higher, preferably 480 ° C. or higher.
- the first temperature exceeds 550 ° C., sufficient amounts of Mn and Cr cannot be contained in cementite. Therefore, the first temperature is 550 ° C. or lower, preferably 520 ° C. or lower.
- Each concentration of Mn and Cr contained in the cementite is closely related to the time for holding at the first temperature. If this time is less than 1 hr, sufficient amounts of Mn and Cr cannot be contained in cementite. Therefore, this time is 1 hr or more, preferably 1.5 hr or more. If this time exceeds 10 hours, the increase in each concentration of Mn and Cr contained in cementite becomes slight, and it takes time and cost. Therefore, this time is set to 10 hours or less, preferably 7 hours or less.
- Heating rate from 60 ° C. to the first temperature 30 ° C./hr or more and 150 ° C./hr or less
- heating rate is 30 ° C./hr or more, preferably 60 ° C./hr or more. If the heating rate exceeds 150 ° C./hr, the temperature difference between the inner and outer portions of the hot-rolled sheet coil becomes large, and crumpling and collapse of the coil winding shape occur due to the expansion difference. , Yield decreases. Therefore, the heating temperature is 150 ° C./hr or less, preferably 120 ° C./hr or less.
- the second temperature is 670 ° C. or higher, preferably 690 ° C.
- austenite is partially generated during hot-rolled sheet annealing, and pearlite transformation occurs during cooling after holding at the second temperature.
- the pearlite structure produced at this time exhibits a strong pinning force against the ferrite grain growth during the subsequent cold-rolled sheet annealing, so that the ferrite grain growth is inhibited. Therefore, the second temperature is 730 ° C. or lower, preferably 720 ° C. or lower.
- Heating rate from the first temperature to the second temperature 5 ° C./hr or more and 80 ° C./hr or less
- Mn and Cr can be diffused in the cementite, but the concentrations of Mn and Cr contained in the cementite vary among the plurality of cementites. This variation in the concentration of Mn and Cr can be mitigated during the temperature increase from the first temperature to the second temperature.
- a lower heating rate is preferable for mitigating variations in Mn and Cr concentrations.
- the heating rate from the first temperature to the second temperature is less than 5 ° C./hr, the productivity is significantly reduced. . Therefore, the heating rate is 5 ° C./hr or more, preferably 10 ° C./hr or more. If the heating rate exceeds 80 ° C./hr, the variation in the concentration of Mn and Cr cannot be sufficiently relaxed, and cementite having a low concentration of Mn and / or Cr will be present. Voids are generated and fatigue properties are reduced. Therefore, the heating rate is 80 ° C./hr or less, preferably 65 ° C./hr or less.
- first cementite cementite having a low Mn and Cr concentration
- second cementite cementite having a high Mn and Cr concentration
- the third cementite just formed does not substantially contain Mn and Cr, it tries to contain Mn and Cr at the concentrations shown in FIG. 4, but the diffusion rate of Mn and Cr in the cementite is different from that of C. Under the influence of mutual attraction, it is very slow compared to that in the ferrite phase. For this reason, Mn and Cr contained in the adjacent second cementite are difficult to diffuse into the third cementite. Therefore, the third cementite is supplied with Mn and Cr from the ferrite phase in order to maintain the distribution equilibrium, and the third cementite also contains Mn and Cr at the same concentration as the second cementite.
- the first cementite also contains Mn and Cr at the same concentration as the second cementite because the concentrations of Mn and Cr increase with the release of C. In this way, variations in Mn and Cr concentrations among the plurality of cementites are alleviated. Therefore, from the viewpoint of variation in the Mn and Cr concentrations, the lower the heating rate, the better. When the heating rate is excessively high, the variation in the Mn and Cr concentrations cannot be sufficiently reduced.
- the third temperature is 450 ° C. or higher, preferably 480 ° C. or higher.
- the third temperature is 550 ° C. or lower, preferably 520 ° C. or lower.
- Each concentration of Mn and Cr contained in the cementite is closely related to the time for holding at the third temperature. If this time is less than 1 hr, sufficient amounts of Mn and Cr cannot be contained in cementite. Therefore, this time is 1 hr or more, preferably 1.5 hr or more. If this time exceeds 10 hours, the increase in each concentration of Mn and Cr contained in cementite becomes slight, and it takes time and cost. Therefore, this time is set to 10 hours or less, preferably 7 hours or less.
- Heating rate from 60 ° C. to the third temperature 30 ° C./hr or more and 150 ° C./hr or less
- heating rate from 60 ° C. to the third temperature is less than 30 ° C./hr
- the heating rate from 60 ° C. to the first temperature is less than 30 ° C./hr.
- productivity decreases. Therefore, the heating rate is 30 ° C./hr or more, preferably 60 ° C./hr or more.
- the heating temperature is 150 ° C./hr or less, preferably 120 ° C./hr or less.
- the strain introduced by cold rolling is used as a driving force while the cold-rolled sheet is held at the fourth temperature, and ferrite nucleation type recrystallization, in situ recrystallization, or strain induction is performed.
- the average grain size of ferrite is controlled to 10 ⁇ m or more by grain boundary movement. As described above, if the average particle size of ferrite is 10 ⁇ m or more, excellent moldability can be obtained.
- the fourth temperature is less than 670 ° C., unrecrystallized ferrite remains after the cold-rolled sheet annealing, and the average grain size of the ferrite does not become 10 or more, and excellent formability cannot be obtained.
- the fourth temperature is 670 ° C. or higher, preferably 690 ° C.
- austenite is partially generated during cold-rolled sheet annealing, and pearlite transformation occurs during cooling after holding at the fourth temperature.
- pearlite transformation occurs, the spheroidization rate of cementite decreases, voids are likely to be generated during cold working, and fatigue characteristics are deteriorated. Therefore, the fourth temperature is 730 ° C. or lower, preferably 720 ° C. or lower.
- time for holding at the fourth temperature 20 hr or more and 200 hr or less
- this time is set to 20 hours or more, preferably 30 hours or more.
- this time exceeds 200 hr, the productivity is significantly reduced. Therefore, this time is 200 hr or less, preferably 180 hr or less.
- the atmosphere of hot-rolled sheet annealing and the atmosphere of cold-rolled sheet annealing are not particularly limited.
- the annealing may be performed in an atmosphere containing 95% by volume or more of nitrogen, an atmosphere containing 95% by volume or more of hydrogen, an air atmosphere, or the like. it can.
- the concentration of Mn contained in the cementite is 2% or more and 8% or less
- the concentration of Cr contained in the cementite is 2% or more and 8% or less
- the average particle size of ferrite is 10 ⁇ m or more and 50 ⁇ m or less
- a high carbon steel sheet having an average particle diameter of 0.3 ⁇ m or more and 1.5 ⁇ m or less and a cementite spheroidization ratio of 85% or more and 99% or less can be produced. And this high carbon steel plate suppresses generation
- a hot rolled sheet coil having a thickness of 2.5 mm was obtained by hot rolling a slab (steel type A to AT) having a chemical composition shown in Table 1 and having a thickness of 250 mm.
- the slab heating temperature was 1140 ° C.
- the time was 1 hr
- the finish rolling completion temperature was 880 ° C.
- the winding temperature was 510 ° C.
- the hot-rolled sheet was pickled while the coil was unwound, and the hot-rolled sheet was annealed to obtain a hot-rolled annealed sheet.
- the atmosphere of hot-rolled sheet annealing was an atmosphere of 95% by volume hydrogen-5% by volume nitrogen.
- cold rolling of the hot-rolled annealed sheet was performed at a reduction ratio of 18% to obtain a cold-rolled sheet.
- cold rolling of the cold rolled sheet was performed.
- the atmosphere of cold-rolled sheet annealing was an atmosphere of 95% by volume hydrogen-5% by volume nitrogen.
- a hot-rolled sheet or cold-rolled sheet is heated from room temperature, the heating rate from 60 ° C. to 495 ° C. is 85 ° C./hr, and the temperature is maintained at 495 ° C. for 2.8 hours.
- C. to 710.degree. C. was heated at a heating rate of 65.degree. C./hr, held at 710.degree. C.
- sample No. 1-No. 15 and no. 35-No. No. 40 was within the scope of the present invention, so that excellent rolling fatigue characteristics could be obtained. That is, no peeling occurred even when a load of 1,000,000 cycles was applied in the fatigue test for rolling fatigue.
- sample No. 16 since the Mn content of the steel type P was too low, the concentration of Mn contained in the cementite was too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained.
- Sample No. 17 since the Mn content of steel type Q was too high, the concentration of Mn contained in the cementite was too high, and sufficient rolling fatigue characteristics could not be obtained.
- Sample No. In No. 18 since the Si content of steel type R was too low, cementite coarsened during tempering after quenching, and sufficient rolling fatigue characteristics were not obtained. Moreover, since the average particle diameter of the ferrite was too large, a satin texture was generated during cold rolling simulating cold working, and the surface aesthetics were impaired. Sample No. In No.
- Sample No. In No. 41 since the Ca content of the steel type AO was too high, a coarse Ca oxide was generated, fatigue failure occurred starting from this Ca oxide, and sufficient rolling fatigue characteristics were not obtained.
- Sample No. In No. 42 since the Ce content of the steel type AP was too high, a coarse Ce oxide was generated, and fatigue failure occurred starting from this Ca oxide, and sufficient rolling fatigue characteristics could not be obtained.
- Sample No. In No. 43 since the Mg content of the steel type AQ was too high, a coarse Mg oxide was produced, fatigue failure starting from this Mg oxide occurred, and sufficient rolling fatigue characteristics could not be obtained. Sample No. In No.
- sample no. 51, no. 52, no. 54-No. 58, no. 60-No. 62, no. 66, no. 67, no. 71, no. 74, no. 76, no. 77, no. 80, no. 83, no. 84, no. 86, no. 89-No. 91, no. 93, no. 99-No. 101, no. 104-No. 110 and No. No. 112 was within the scope of the present invention, so that excellent rolling fatigue characteristics could be obtained. That is, no peeling occurred even when a load of 1,000,000 cycles was applied in the fatigue test for rolling fatigue.
- sample No. 53 since the heating rate from the third temperature to the fourth temperature was too high, the temperature difference between the central part and the peripheral part of the cold-rolled plate coil was large, and scabs caused by the difference in thermal expansion occurred. . Further, the concentration of Cr contained in cementite was too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained. Sample No. In No. 59, since the holding time at the second temperature was too short, the average particle diameter of ferrite was small, and there were many voids, and sufficient rolling fatigue characteristics were not obtained. Sample No. In 63, the heating rate from 60 ° C. to the first temperature was too low, so the productivity was extremely low. Sample No.
- the heating rate from the first temperature to the second temperature is too high, so the temperature difference between the central part and the peripheral part of the hot-rolled sheet coil is large, and a crease caused by the difference in thermal expansion occurred. . Further, the concentration of Cr contained in cementite was too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained. Sample No. In 65, since the third temperature was too low, the concentration of Cr contained in the cementite was too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained. Sample No. In No.
- Sample No. In No. 72 since the coiling temperature was too high, the concentrations of Mn and Cr contained in the cementite and the spheroidization rate of the cementite were too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained.
- Sample No. In 73 since the first temperature was too high, the concentration of Mn contained in the cementite was too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained.
- Sample No. In 75 since the holding time at the third temperature was too short, each concentration of Mn and Cr contained in the cementite was too low, and there were many voids, and sufficient rolling fatigue characteristics were not obtained. Sample No. In No.
- Sample No. In 94 since the rolling reduction of cold rolling was too high, the average grain size of ferrite was small, there were many voids, and sufficient rolling fatigue characteristics could not be obtained.
- Sample No. In No. 95 since the second temperature was too low, the cementite was fine after the hot-rolled sheet annealing, and the average particle size of the ferrite was too small. As a result, there were many voids and sufficient rolling fatigue characteristics could not be obtained.
- Sample No. In 96 since the completion temperature of finish rolling was too high, a scale was excessively generated during hot rolling, and wrinkles due to this scale were generated. Sample No.
- the present invention can be used in, for example, manufacturing industries and utilization industries of high carbon steel sheets used in various steel products such as automobile drive system parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description
質量%で、
C :0.60%~0.90%、
Si:0.10%~0.40%、
Mn:0.30%~1.50%、
N :0.0010%~0.0100%、
Cr:0.20%~1.00%、
P :0.0200%以下、
S :0.0060%以下、
Al:0.050%以下、
Mg:0.000%~0.010%、
Ca:0.000%~0.010%、
Y :0.000%~0.010%、
Zr:0.000%~0.010%、
La:0.000%~0.010%、
Ce:0.000%~0.010%、かつ
残部:Fe及び不純物
で表される化学組成を有し、
セメンタイトに含まれるMnの濃度:2%以上8%以下、
セメンタイトに含まれるCrの濃度:2%以上8%以下、
フェライトの平均粒径:10μm以上50μm以下、
セメンタイトの平均粒径:0.3μm以上1.5μm以下、かつ
セメンタイトの球状化率:85%以上、
で表される組織を有することを特徴とする高炭素鋼板。
前記化学組成において、
Mg:0.001%~0.010%、
Ca:0.001%~0.010%、
Y :0.001%~0.010%、
Zr:0.001%~0.010%、
La:0.001%~0.010%、若しくは
Ce:0.001%~0.010%、
又はこれらの任意の組み合わせが成り立つことを特徴とする(1)に記載の高炭素鋼板。
スラブの熱間圧延を行って熱延板を取得する工程と、
前記熱延板の酸洗を行う工程と、
前記酸洗の後に、前記熱延板の熱延板焼鈍を行って熱延焼鈍板を取得する工程と、
前記熱延焼鈍板の冷間圧延を行って冷延板を取得する工程と、
前記冷延板の冷延板焼鈍を行う工程と、
を有し、
前記スラブは、
質量%で、
C :0.60%~0.90%、
Si:0.10%~0.40%、
Mn:0.30%~1.50%、
P :0.0200%以下、
S :0.0060%以下、
Al:0.050%以下、
N :0.0010%~0.0100%、
Cr:0.20%~1.00%
Mg:0.000%~0.010%、
Ca:0.000%~0.010%、
Y :0.000%~0.010%、
Zr:0.000%~0.010%、
La:0.000%~0.010%、
Ce:0.000%~0.010%、かつ
残部:Fe及び不純物
で表される化学組成を有し、
前記熱間圧延を行う工程では、
仕上げ圧延の完了温度を800℃以上950℃未満とし、
巻き取りの温度を450℃以上550℃未満とし、
前記冷間圧延における圧下率を5%以上35%以下とし、
前記熱延板焼鈍を行う工程は、
前記熱延板を450℃以上550℃以下の第1の温度まで加熱する工程と、
次いで、前記熱延板を前記第1の温度に1hr以上10hr未満保持する工程と、
次いで、前記熱延板を前記第1の温度から670℃以上730℃以下の第2の温度まで5℃/hr以上80℃/hr以下の加熱速度で加熱する工程と、
次いで、前記熱延板を前記第2の温度に20hr以上200hr以下保持する工程と、
を有し、
前記熱延板を前記第1の温度まで加熱する工程では、60℃から前記第1の温度までの加熱速度を30℃/hr以上150℃/hr以下とし、
前記冷延板焼鈍を行う工程は、
前記冷延板を450℃以上550℃以下の第3の温度まで加熱する工程と、
次いで、前記冷延板を前記第3の温度に1hr以上10hr未満保持する工程と、
次いで、前記冷延板を前記第3の温度から670℃以上730℃以下の第4の温度まで5℃/hr以上80℃/hr以下の加熱速度で加熱する工程と、
次いで、前記冷延板を前記第4の温度に20hr以上200hr以下保持する工程と、
を有し、
前記冷延板を前記第3の温度まで加熱する工程では、60℃から前記第3の温度までの加熱速度を30℃/hr以上150℃/hr以下とすることを特徴とする高炭素鋼板の製造方法。
前記化学組成において、
Mg:0.001%~0.010%、
Ca:0.001%~0.010%、
Y :0.001%~0.010%、
Zr:0.001%~0.010%、
La:0.001%~0.010%、若しくは
Ce:0.001%~0.010%、
又はこれらの任意の組み合わせが成り立つことを特徴とする(3)に記載の高炭素鋼板の製造方法。
Cは、鋼の高強度化に有効な元素であり、特に焼入れ性を高める元素である。Cは、焼入れ焼戻し後の疲労特性の向上に寄与する元素でもある。C含有量が0.60%未満では、焼入れ中に旧オーステナイト粒界に初析フェライトやパーライトが生成し、焼入れ焼戻し後の疲労特性が低下する。従って、C含有量は0.60%以上とし、好ましくは0.65%以上とする。C含有量が0.90%超では、焼入れ後に多量の残留オーステナイトが存在する。残留オーステナイトは焼戻し中にフェライトとセメンタイトとに分解し、焼戻し後において、焼戻しマルテンサイト又はベイナイトと、残留オーステナイトの分解により生成したフェライト及びセメンタイトとの間に大きな強度差が生じて、焼入れ焼戻し後の疲労特性が低下する。従って、C含有量は0.90%以下とし、好ましくは0.85%以下とする。
Siは、脱酸剤として作用し、また、焼入れ焼戻し後の疲労特性の向上に有効な元素である。Si含有量が0.10%未満では、上記作用による効果が十分には得られない。従って、Si含有量は0.10%以上とし、好ましくは0.15%以上とする。Si含有量が0.40%超では、鋼中介在物として生成するSi酸化物の量及びサイズが増大し、焼入れ焼戻し後の疲労特性が低下する。従って、Si含有量は0.40%以下とし、好ましくは0.35%以下とする。
Mnは、セメンタイトに含有されて冷間加工中のボイドの生成を抑制する元素である。Mn含有量が0.30%未満では、セメンタイトに十分な量のMnを含有させるための焼鈍に非常に長い時間がかかり、生産性が著しく低下する。従って、Mn含有量は0.30%以上とし、好ましくは0.50%以上とする。Mn含有量が1.50%超では、セメンタイトに含有されるMnが過剰となり、焼入れのための加熱中にセメンタイトが溶解しにくくなり、オーステナイト中に固溶するCの量が不足する。このため、焼入れ後の強度が低下し、また、焼入れ焼戻し後の疲労特性が低下する。従って、Mn含有量は1.50%以下とし、好ましくは1.30%以下とする。
Nは、Alと結合してAlNを生成し、焼入れのための加熱中のオーステナイトの細粒化に有効な元素である。N含有量が0.001%未満では、上記作用による効果が十分には得られない。従って、N含有量は0.001%以上し、好ましくは0.002%以上とする。N含有量が0.010%超では、オーステナイト粒が過度に微細になって、焼入れ性が低下し、焼入れの冷却中に初析フェライトやパーライトの生成が促進されて、焼入れ焼戻し後の疲労特性が低下する。従って、N含有量は0.010%以下とし、好ましくは0.008%以下とする。
Crは、Mnと同様に、セメンタイトに含有されて冷間加工中のボイドの生成を抑制する元素である。Cr含有量が0.20%未満では、セメンタイトに十分な量のCrを含有させるための焼鈍に非常に長い時間がかかり、生産性が著しく低下する。従って、Mn含有量は0.20%以上とし、好ましくは0.35%以上とする。Cr含有量が1.00%超では、セメンタイトに含有されるCrが過剰となり、焼入れのための加熱中にセメンタイトが溶解しにくくなり、オーステナイト中に固溶するCの量が不足する。このため、焼入れ後の強度が低下し、また、焼入れ焼戻し後の疲労特性が低下する。従って、Cr含有量は1.00%以下とし、好ましくは0.85%以下とする。
Pは、必須元素ではなく、例えば鋼板中に不純物として含有される。Pは、焼入れ焼戻し後の疲労特性を低下させたり、焼入れ後の靱性を低下させたりする元素である。例えば、靭性の低下により焼入れ後に割れが発生し易くなる。このため、P含有量は低ければ低いほどよい。特にP含有量が0.0200%超で、悪影響が顕著となる。従って、P含有量は0.0200%以下とし、好ましくは0.0180%以下とする。なお、P含有量の低減には時間及びコストがかかり、0.0001%未満まで低減しようとすると、時間及びコストが著しく上昇する。このため、P含有量は0.0001%以上としてもよく、時間及びコストの更なる低減のために0.0010%以上としてもよい。
Sは、必須元素ではなく、例えば鋼板中に不純物として含有される。Sは、MnS等の硫化物を形成し、焼入れ焼戻し後の疲労特性を低下させる元素である。このため、S含有量は低ければ低いほどよい。特にS含有量が0.0060%超で、悪影響が顕著となる。従って、S含有量は0.0060%以下とする。なお、S含有量の低減には時間及びコストがかかり、0.0001%未満まで低減しようとすると、時間及びコストが著しく上昇する。このため、S含有量は0.0001%以上としてもよい。
Alは、製鋼段階で脱酸剤として作用する元素であるが、高炭素鋼板の必須元素ではなく、例えば鋼板中に不純物として含有される。Al含有量が0.050%超では、高炭素鋼板中に粗大なAl酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、Al含有量は0.050%以下とする。高炭素鋼板のAl含有量が0.001%未満では、脱酸が十分でないこともある。従って、Al含有量は0.001%以上としてもよい。
Mgは、硫化物の形態の制御に有効な元素であり、焼入れ焼戻し後の疲労特性の向上に有効な元素である。従って、Mgが含有されていてもよい。しかし、Mg含有量が0.010%超では、粗大なMg酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、Mg含有量は0.010%以下とし、好ましくは0.007%以下とする。上記作用による効果を確実に得るために、Mg含有量は好ましくは0.001%以上である。
Caは、Mgと同様に、硫化物の形態の制御に有効な元素であり、焼入れ焼戻し後の疲労特性の向上に有効な元素である。従って、Caが含有されていてもよい。しかし、Ca含有量が0.010%超では、粗大なCa酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、Ca含有量は0.010%以下とし、好ましくは0.007%以下とする。上記作用による効果を確実に得るために、Ca含有量は好ましくは0.001%以上である。
Yは、Mg及びCaと同様に、硫化物の形態の制御に有効な元素であり、焼入れ焼戻し後の疲労特性の向上に有効な元素である。従って、Yが含有されていてもよい。しかし、Y含有量が0.010%超では、粗大なY酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、Y含有量は0.010%以下とし、好ましくは0.007%以下とする。上記作用による効果を確実に得るために、Y含有量は好ましくは0.001%以上である。
Zrは、Mg、Ca及びYと同様に、硫化物の形態の制御に有効な元素であり、焼入れ焼戻し後の疲労特性の向上に有効な元素である。従って、Zrが含有されていてもよい。しかし、Zr含有量が0.010%超では、粗大なZr酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、Zr含有量は0.010%以下とし、好ましくは0.007%以下とする。上記作用による効果を確実に得るために、Zr含有量は好ましくは0.001%以上である。
Laは、Mg、Ca、Y及びZrと同様に、硫化物の形態の制御に有効な元素であり、焼入れ焼戻し後の疲労特性の向上に有効な元素である。従って、Laが含有されていてもよい。しかし、La含有量が0.010%超では、粗大なLa酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、La含有量は0.010%以下とし、好ましくは0.007%以下とする。上記作用による効果を確実に得るために、La含有量は好ましくは0.001%以上である。
Ceは、Mg、Ca、Y及びZrと同様に、硫化物の形態の制御に有効な元素であり、焼入れ焼戻し後の疲労特性の向上に有効な元素である。従って、Ceが含有されていてもよい。しかし、Ce含有量が0.010%超では、粗大なCe酸化物が形成され、焼入れ焼戻し後の疲労特性が低下する。従って、Ce含有量は0.010%以下とし、好ましくは0.007%以下とする。上記作用による効果を確実に得るために、Ce含有量は好ましくは0.001%以上である。
詳細は後述するが、セメンタイトに含まれるMn及びCrは、冷間加工中におけるセメンタイト中でのボイドの生成の抑制に寄与する。冷間加工中のボイドの生成の抑制により、焼入れ焼戻しの後の疲労特性が向上する。セメンタイトに含まれるMn又はCrの濃度が2%未満では、上記作用による効果が十分には得られない。従って、セメンタイトに含まれるMnの濃度及びCrの濃度は2%以上とする。セメンタイトに含まれるMn又はCrの濃度が8%超では、焼入れのための加熱中にセメンタイトからオーステナイトへCが固溶し難くなり、焼入れ性が低下し、初析フェライト、パーライト、焼入れマルテンサイト又はベイナイトに比べて強度の低い組織が分散する。この結果、焼入れ焼戻し後の疲労特性が低下する。従って、セメンタイトに含まれるMnの濃度及びCrの濃度は8%以下とする。
フェライトが小さいほどフェライト粒界が増加する。そして、フェライトの平均粒径が10μm未満では、フェライト粒界上のセメンタイトにおける冷間加工中のボイドの発生が顕著となる。従って、フェライトの平均粒径は10μm以上とし、好ましくは12μm以上とする。フェライトの平均粒径が50μm超では、成形後の鋼板の表面に梨地が発生し、表面の美観が損なわれる。従って、フェライトの平均粒径は50μm以下とし、好ましくは45μm以下とする。
セメンタイトのサイズは焼入れ焼戻し後の疲労特性に多大な影響を及ぼす。セメンタイトの平均粒径が0.3μm未満では、焼入れ焼戻し後の疲労特性が低下する。従って、セメンタイトの平均粒径は0.3μm以上とし、好ましくは0.5μm以上とする。セメンタイトの平均粒径が1.5μm超では、冷間加工中に粗大なセメンタイトに優先的にボイドが生成し、焼入れ焼戻し後の疲労特性が低下する。従って、セメンタイトの平均粒径は1.5μm以下とし、好ましくは1.3μm以下とする。
セメンタイトの球状化率が低いほどボイドが発生しやすい箇所、例えば針状の部分等が増加する。そして、セメンタイトの球状化率が85%未満では、セメンタイトにおける冷間加工中のボイドの発生が顕著となる。従って、セメンタイトの球状化率は85%以上とし、好ましくは90%以上とする。セメンタイトの球状化率は高ければ高いほど好ましいが、100%にするには焼鈍に非常に長い時間がかかり、製造コストが増加する。従って、製造コストの観点からセメンタイトの球状化率は好ましくは99%以下とし、より好ましくは98%以下とする。
仕上げ圧延の完了温度が800℃未満では、スラブの変形抵抗が高く、圧延負荷が上昇し、圧延ロールの磨耗量が増大して、生産性が低下する。従って、仕上げ圧延の完了温度は800℃以上とし、好ましくは810℃以上とする。仕上げ圧延の完了温度が950℃以上では、熱間圧延中にスケールが生成し、スケールが圧延ロールによりスラブに押し付けられるため、得られる熱延板の表面に疵が生じて生産性が低下する。従って、仕上げ圧延の完了温度は950℃未満とし、好ましくは920℃以下とする。スラブは、例えば連続鋳造で製造することができ、このスラブをそのまま熱間圧延に供してもよく、一旦冷却した後に加熱して熱間圧延に供してもよい。
巻き取り温度は低ければ低いほど好ましい。しかし、巻き取り温度が450℃未満では、熱延板の脆化が著しく、酸洗のために熱延板のコイルを巻きほどく際に熱延板に割れ等が生じて生産性が低下する。従って、巻き取り温度は450℃以上とし、好ましくは470℃以上とする。巻き取り温度が550℃以上では、熱延板の組織が微細にならず、熱延板焼鈍中にMn及びCrが拡散しにくくなり、セメンタイトに十分な量のMn及び/又はCrを含有させ難くなる。従って、巻き取り温度は550℃未満とし、好ましくは530℃以下とする。
冷間圧延における圧下率が5%未満では、その後に冷延板焼鈍を行っても、その後に未再結晶のフェライトが多く残る。このため、冷延板焼鈍後の組織は、再結晶が済んだ部分及び未再結晶の部分が混在する不均一な組織となり、冷間加工中に高炭素鋼板内部に生じる歪の大きさも不均一となり、大きな歪が生じたセメンタイトにボイドが生成しやすくなる。従って、冷間圧延における圧下率は5%以上とし、好ましくは10%以上とする。圧下率が35%超では、再結晶フェライトの核生成頻度が高まり、フェライトの平均粒径を10μm以上にできない。従って、冷間圧延における圧下率は35%以下とし、好ましくは30%以下とする。
本実施形態では、熱延板を第1の温度に保持している間に、Mn及びCrをセメンタイトに拡散させてセメンタイトに含まれるMn及びCrの濃度を高める。第1の温度が450℃未満では、Fe並びにMn及びCr等の置換型固溶元素の拡散頻度が低下し、セメンタイトに十分な量のMn及びCrを含有させるために長い時間がかかり、生産性が低下する。従って、第1の温度は450℃以上とし、好ましくは480℃以上とする。第1の温度が550℃超では、セメンタイトに十分な量のMn及びCrを含有させることができない。従って、第1の温度は550℃以下とし、好ましくは520℃以下とする。
セメンタイトに含まれるMn及びCrの各濃度は第1の温度に保持する時間に密接に関係する。この時間が1hr未満では、十分な量のMn及びCrをセメンタイトに含有させることができない。従って、この時間は1hr以上とし、好ましくは1.5hr以上とする。この時間が10hr超では、セメンタイトに含有されるMn及びCrの各濃度の増加が僅かとなり、徒に時間及びコストがかかるようになる。従って、この時間は10hr以下とし、好ましくは7hr以下とする。
熱延板焼鈍では、例えば室温からの加熱を行い、60℃から第1の温度までの加熱速度が30℃/hr未満では、昇温に長い時間がかかり、生産性が低下する。従って、この加熱速度は30℃/hr以上とし、好ましくは60℃/hr以上とする。この加熱速度が150℃/hr超では、熱延板のコイルの内側部分と外側部分との間での温度差が大きくなり、膨張差に起因して、すり疵やコイル巻き形状の崩れが起こり、歩留まりが低下する。従って、この加熱温度は150℃/hr以下とし、好ましくは120℃/hr以下とする。
第2の温度が670℃℃未満では、熱延板焼鈍中にセメンタイトが粗大化せず、ピン止めエネルギーが高いままとなる。このため、後に行う冷延板焼鈍中のフェライトの粒成長が阻害され、フェライトの平均粒径を10μm以上とするには非常に長い時間がかかり、生産性が低下する。従って、第2の温度は670℃以上とし、好ましくは690℃とする。第2の温度が730℃超では、熱延板焼鈍中にオーステナイトが部分的に生成し、第2の温度での保持後の冷却の際にパーライト変態が起きる。このときに生じたパーライト組織は、後に行う冷延板焼鈍中にフェライトの粒成長に対して強いピン止め力を発揮するため、フェライトの粒成長が阻害される。従って、第2の温度は730℃以下とし、好ましくは720℃以下とする。
第2の温度に保持する時間が20hr未満では、セメンタイトが粗大化せず、ピン止めエネルギーが高いままとなる。このため、後に行う冷延板焼鈍中のフェライトの粒成長が阻害され、長時間の冷延板焼鈍を行わなければフェライト粒界上に存在するセメンタイトが多くなり、冷間加工中にボイドが生成して疲労特性が低下する。従って、この時間は20hr以上とし、好ましくは30hr以上とする。この時間が200hr超では、生産性の低下が顕著となる。従って、この時間は200hr以下とし、好ましくは180hr以下とする。
熱延板を第1の温度に保持することによりセメンタイトにMn及びCrを拡散させることができるが、セメンタイトに含まれるMn及びCrの濃度は、複数のセメンタイトの間でばらついている。このMn及びCrの濃度のばらつきは、第1の温度から第2の温度までの昇温中に緩和することができる。
本実施形態では、冷延板を第3の温度に保持している間にも、Mn及びCrをセメンタイトに拡散させてセメンタイトに含まれるMn及びCrの濃度を高める。第3の温度が450℃未満では、第1の温度が450℃未満の場合と同様に、生産性が低下する。従って、第3の温度は450℃以上とし、好ましくは480℃以上とする。第3の温度が550℃超では、第1の温度が550℃超の場合と同様に、セメンタイトに十分な量のMn及びCrを含有させることができない。従って、第3の温度は550℃以下とし、好ましくは520℃以下とする。
セメンタイトに含まれるMn及びCrの各濃度は第3の温度に保持する時間に密接に関係する。この時間が1hr未満では、十分な量のMn及びCrをセメンタイトに含有させることができない。従って、この時間は1hr以上とし、好ましくは1.5hr以上とする。この時間が10hr超では、セメンタイトに含有されるMn及びCrの各濃度の増加が僅かとなり、徒に時間及びコストがかかるようになる。従って、この時間は10hr以下とし、好ましくは7hr以下とする。
冷延板焼鈍では、例えば室温からの加熱を行い、60℃から第3の温度までの加熱速度が30℃/hr未満では、60℃から第1の温度までの加熱速度が30℃/hr未満の場合と同様に、生産性が低下する。従って、この加熱速度は30℃/hr以上とし、好ましくは60℃/hr以上とする。この加熱速度が150℃/hr超では、冷延板のコイルの内側部分と外側部分との間での温度差が大きくなり、膨張差に起因して、すり疵やコイル巻き形状の崩れが起こり、歩留まりが低下する。従って、この加熱温度は150℃/hr以下とし、好ましくは120℃/hr以下とする。
本実施形態では、冷延板を第4の温度に保持している間に、冷間圧延によって導入された歪を駆動力とし、フェライトの核生成型の再結晶、その場再結晶又は歪誘起粒界移動によってフェライトの平均粒径を10μm以上に制御する。上記のように、フェライトの平均粒径が10μm以上であれば、優れた成形性が得られる。第4の温度が670℃未満では、冷延板焼鈍の後に未再結晶フェライトが残存すると共に、フェライトの平均粒径が10以上とならず、優れた成形性が得られない。従って、第4の温度は670℃以上とし、好ましくは690℃とする。第4の温度が730℃超では、冷延板焼鈍中にオーステナイトが部分的に生成し、第4の温度での保持後の冷却の際にパーライト変態が起きる。パーライト変態が生じると、セメンタイトの球状化率が低下し、冷間加工中にボイドが生成し易くなり、疲労特性が低下する。従って、第4の温度は730℃以下とし、好ましくは720℃以下とする。
第4の温度に保持する時間が20hr未満では、冷延板焼鈍の後に未再結晶フェライトが残存すると共に、フェライトの平均粒径が10以上とならず、優れた成形性が得られない。従って、この時間は20hr以上とし、好ましくは30hr以上とする。この時間が200hr超では、生産性の低下が顕著となる。従って、この時間は200hr以下とし、好ましくは180hr以下とする。
第1の実験では、表1に示す化学組成を有し厚さが250mmのスラブ(鋼種A~AT)の熱間圧延を行って厚さが2.5mmの熱延板のコイルを取得した。熱間圧延では、スラブ加熱の温度を1140℃、その時間を1hrとし、仕上げ圧延の完了温度を880℃とし、巻き取りの温度を510℃とした。次いで、コイルを解きながら熱延板を酸洗し、熱延板の熱延板焼鈍を行って熱延焼鈍板を取得した。熱延板焼鈍の雰囲気は、95体積%水素-5体積%窒素の雰囲気とした。その後、圧下率を18%として熱延焼鈍板の冷間圧延を行って冷延板を取得した。続いて、冷延板の冷延板焼鈍を行った。冷延板焼鈍の雰囲気は、95体積%水素-5体積%窒素の雰囲気とした。熱延板焼鈍及び冷延板焼鈍では、室温から熱延板又は冷延板を加熱し、60℃から495℃までの加熱速度を85℃/hrとし、495℃で2.8hr保持し、495℃から710℃までを65℃/hrの加熱速度で加熱し、710℃で65hr保持し、その後、室温まで炉冷した。このようにして種々の高炭素鋼板を製造した。表1中の空欄は、当該元素の含有量が検出限界未満であったことを示し、残部はFe及び不純物である。表1中の下線は、その数値が本発明の範囲から外れていることを示す。


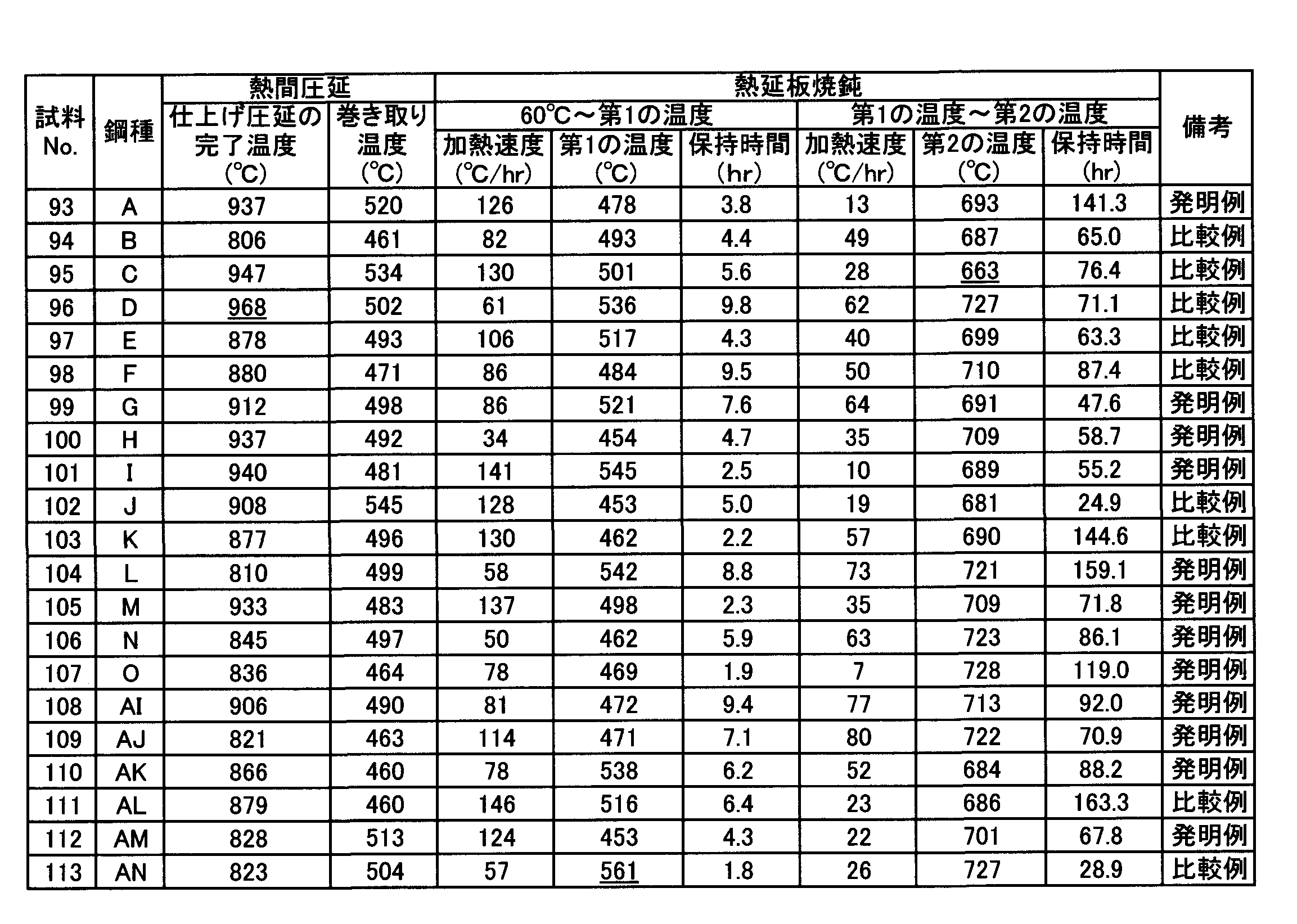
第2の実験では、第1の実験で用いた鋼種のうちから選択した特定の鋼種(鋼種A、B、C、D、E、F、G、H、I、J、K、L、M、N、O、AI、AJ、AK、AL、AM及びAN)について、種々の条件下で熱間圧延、熱延板焼鈍、冷間圧延及び冷延板焼鈍を行って高炭素鋼板を製造した。これらの条件を表3、表4、表5及び表6に示す。表3~表6中の下線は、その数値が本発明の範囲から外れていることを示す。表3~表6に記載していない条件は、第1の実験と同様である。





Claims (4)
- 質量%で、
C :0.60%~0.90%、
Si:0.10%~0.40%、
Mn:0.30%~1.50%、
N :0.0010%~0.0100%、
Cr:0.20%~1.00%、
P :0.0200%以下、
S :0.0060%以下、
Al:0.050%以下、
Mg:0.000%~0.010%、
Ca:0.000%~0.010%、
Y :0.000%~0.010%、
Zr:0.000%~0.010%、
La:0.000%~0.010%、
Ce:0.000%~0.010%、かつ
残部:Fe及び不純物
で表される化学組成を有し、
セメンタイトに含まれるMnの濃度:2%以上8%以下、
セメンタイトに含まれるCrの濃度:2%以上8%以下、
フェライトの平均粒径:10μm以上50μm以下、
セメンタイトの平均粒径:0.3μm以上1.5μm以下、かつ
セメンタイトの球状化率:85%以上、
で表される組織を有することを特徴とする高炭素鋼板。 - 前記化学組成において、
Mg:0.001%~0.010%、
Ca:0.001%~0.010%、
Y :0.001%~0.010%、
Zr:0.001%~0.010%、
La:0.001%~0.010%、若しくは
Ce:0.001%~0.010%、
又はこれらの任意の組み合わせが成り立つことを特徴とする請求項1に記載の高炭素鋼板。 - スラブの熱間圧延を行って熱延板を取得する工程と、
前記熱延板の酸洗を行う工程と、
前記酸洗の後に、前記熱延板の熱延板焼鈍を行って熱延焼鈍板を取得する工程と、
前記熱延焼鈍板の冷間圧延を行って冷延板を取得する工程と、
前記冷延板の冷延板焼鈍を行う工程と、
を有し、
前記スラブは、
質量%で、
C :0.60%~0.90%、
Si:0.10%~0.40%、
Mn:0.30%~1.50%、
P :0.0200%以下、
S :0.0060%以下、
Al:0.050%以下、
N :0.0010%~0.0100%、
Cr:0.20%~1.00%
Mg:0.000%~0.010%、
Ca:0.000%~0.010%、
Y :0.000%~0.010%、
Zr:0.000%~0.010%、
La:0.000%~0.010%、
Ce:0.000%~0.010%、かつ
残部:Fe及び不純物
で表される化学組成を有し、
前記熱間圧延を行う工程では、
仕上げ圧延の完了温度を800℃以上950℃未満とし、
巻き取りの温度を450℃以上550℃未満とし、
前記冷間圧延における圧下率を5%以上35%以下とし、
前記熱延板焼鈍を行う工程は、
前記熱延板を450℃以上550℃以下の第1の温度まで加熱する工程と、
次いで、前記熱延板を前記第1の温度に1hr以上10hr未満保持する工程と、
次いで、前記熱延板を前記第1の温度から670℃以上730℃以下の第2の温度まで5℃/hr以上80℃/hr以下の加熱速度で加熱する工程と、
次いで、前記熱延板を前記第2の温度に20hr以上200hr以下保持する工程と、
を有し、
前記熱延板を前記第1の温度まで加熱する工程では、60℃から前記第1の温度までの加熱速度を30℃/hr以上150℃/hr以下とし、
前記冷延板焼鈍を行う工程は、
前記冷延板を450℃以上550℃以下の第3の温度まで加熱する工程と、
次いで、前記冷延板を前記第3の温度に1hr以上10hr未満保持する工程と、
次いで、前記冷延板を前記第3の温度から670℃以上730℃以下の第4の温度まで5℃/hr以上80℃/hr以下の加熱速度で加熱する工程と、
次いで、前記冷延板を前記第4の温度に20hr以上200hr以下保持する工程と、
を有し、
前記冷延板を前記第3の温度まで加熱する工程では、60℃から前記第3の温度までの加熱速度を30℃/hr以上150℃/hr以下とすることを特徴とする高炭素鋼板の製造方法。 - 前記化学組成において、
Mg:0.001%~0.010%、
Ca:0.001%~0.010%、
Y :0.001%~0.010%、
Zr:0.001%~0.010%、
La:0.001%~0.010%、若しくは
Ce:0.001%~0.010%、
又はこれらの任意の組み合わせが成り立つことを特徴とする請求項3に記載の高炭素鋼板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201480063582.6A CN105745348B (zh) | 2013-11-22 | 2014-11-21 | 高碳钢板及其制造方法 |
| PL14864044T PL3072987T3 (pl) | 2013-11-22 | 2014-11-21 | Blacha cienka ze stali wysokowęglowej i sposób jej wytwarzania |
| KR1020167013105A KR101799712B1 (ko) | 2013-11-22 | 2014-11-21 | 고탄소 강판 및 그 제조 방법 |
| JP2015549210A JP6225995B2 (ja) | 2013-11-22 | 2014-11-21 | 高炭素鋼板及びその製造方法 |
| MX2016006596A MX378470B (es) | 2013-11-22 | 2014-11-21 | Lámina de acero con alto contenido de carbono y método para producir la misma. |
| EP14864044.4A EP3072987B1 (en) | 2013-11-22 | 2014-11-21 | High-carbon steel sheet and method for producing the same |
| US15/038,120 US10407748B2 (en) | 2013-11-22 | 2014-11-21 | High-carbon steel sheet and method of manufacturing the same |
| ES14864044T ES2723951T3 (es) | 2013-11-22 | 2014-11-21 | Hoja de acero de alto contenido en carbono y método para su producción |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013242060 | 2013-11-22 | ||
| JP2013-242060 | 2013-11-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015076384A1 true WO2015076384A1 (ja) | 2015-05-28 |
Family
ID=53179643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/080951 Ceased WO2015076384A1 (ja) | 2013-11-22 | 2014-11-21 | 高炭素鋼板及びその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10407748B2 (ja) |
| EP (1) | EP3072987B1 (ja) |
| JP (1) | JP6225995B2 (ja) |
| KR (1) | KR101799712B1 (ja) |
| CN (1) | CN105745348B (ja) |
| ES (1) | ES2723951T3 (ja) |
| MX (1) | MX378470B (ja) |
| PL (1) | PL3072987T3 (ja) |
| TW (1) | TWI522479B (ja) |
| WO (1) | WO2015076384A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016222990A (ja) * | 2015-06-02 | 2016-12-28 | 新日鐵住金株式会社 | 高炭素鋼板及びその製造方法 |
| EP3216889A4 (en) * | 2015-08-14 | 2017-10-25 | Tokushu Kinzoku Excel Co., Ltd. | High-carbon cold-rolled steel sheet and method for manufacturing same |
| WO2019054448A1 (ja) * | 2017-09-13 | 2019-03-21 | 新日鐵住金株式会社 | 転動疲労特性に優れた鋼材 |
| WO2020153361A1 (ja) * | 2019-01-21 | 2020-07-30 | 日本製鉄株式会社 | 鋼材及び部品 |
| WO2021090472A1 (ja) * | 2019-11-08 | 2021-05-14 | 株式会社特殊金属エクセル | 高炭素冷延鋼板およびその製造方法並びに高炭素鋼製機械部品 |
| WO2024128287A1 (ja) * | 2022-12-16 | 2024-06-20 | 日本製鉄株式会社 | 鋼板 |
| WO2024128284A1 (ja) * | 2022-12-16 | 2024-06-20 | 日本製鉄株式会社 | 鋼板 |
| JP2024101924A (ja) * | 2023-01-18 | 2024-07-30 | Jfeスチール株式会社 | 軸受用鋼 |
| WO2025100149A1 (ja) * | 2023-11-06 | 2025-05-15 | Jfeスチール株式会社 | 冷延鋼板およびその製造方法 |
| WO2025120750A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2025120749A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2025120751A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2025120752A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2026079304A1 (ja) * | 2024-10-07 | 2026-04-16 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2015097891A1 (ja) * | 2013-12-27 | 2017-03-23 | 新日鐵住金株式会社 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
| EP3115475B1 (en) * | 2014-03-07 | 2019-08-28 | Nippon Steel Corporation | Medium-/high-carbon steel sheet and method for manufacturing same |
| CN111742076B (zh) * | 2018-02-23 | 2022-01-21 | 杰富意钢铁株式会社 | 高碳冷轧钢板及其制造方法 |
| WO2019198781A1 (ja) * | 2018-04-13 | 2019-10-17 | 日本製鉄株式会社 | プレス成形鋼品 |
| CN110551949B (zh) * | 2018-06-04 | 2022-01-14 | 上海梅山钢铁股份有限公司 | 一种精密冲压汽车安全带卡扣用冷轧钢板及其制造方法 |
| JP7152832B2 (ja) * | 2018-06-18 | 2022-10-13 | 株式会社小松製作所 | 機械部品 |
| EP4161280A1 (en) | 2020-06-07 | 2023-04-12 | Comestaag LLC | Selectively treating plant items |
| KR102494553B1 (ko) * | 2020-12-21 | 2023-02-06 | 주식회사 포스코 | 가공성이 우수한 고인성 고탄소 냉연강판 및 그 제조방법 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02101122A (ja) | 1988-10-06 | 1990-04-12 | Sumitomo Metal Ind Ltd | 成形性の良好な高炭素薄鋼板の製造方法 |
| JP2002275584A (ja) | 2001-03-16 | 2002-09-25 | Sumitomo Metal Ind Ltd | 被削性に優れた軸受要素部品用鋼材 |
| JP2006274348A (ja) * | 2005-03-29 | 2006-10-12 | Sumitomo Metal Ind Ltd | 高炭素鋼板 |
| JP2007016284A (ja) | 2005-07-08 | 2007-01-25 | Hitachi Metals Ltd | 工具鋼中間素材の製造方法及び工具鋼の製造方法 |
| JP2009068081A (ja) * | 2007-09-14 | 2009-04-02 | Jfe Steel Kk | 極軟質高炭素熱延鋼板 |
| JP2009108354A (ja) | 2007-10-29 | 2009-05-21 | Sumitomo Metal Ind Ltd | 軸受粗成形品の製造方法 |
| JP2009299189A (ja) * | 2009-09-08 | 2009-12-24 | Nisshin Steel Co Ltd | 精密打抜き用高炭素鋼板 |
| JP2011012316A (ja) | 2009-07-02 | 2011-01-20 | Nippon Steel Corp | 打抜き性に優れた軟質高炭素鋼板及びその製造方法 |
| JP2011012317A (ja) | 2009-07-02 | 2011-01-20 | Nippon Steel Corp | 打抜きカエリの小さい軟質高炭素鋼板及びその製造方法 |
| WO2013035848A1 (ja) | 2011-09-09 | 2013-03-14 | 新日鐵住金株式会社 | 中炭素鋼板、焼き入れ部材およびそれらの製造方法 |
| JP2013072105A (ja) | 2011-09-27 | 2013-04-22 | Sanyo Special Steel Co Ltd | 靭性、耐磨耗性に優れる鋼の製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3565960B2 (ja) * | 1995-11-01 | 2004-09-15 | 山陽特殊製鋼株式会社 | 軸受用鋼、軸受および転がり軸受 |
| JP4390526B2 (ja) | 2003-03-11 | 2009-12-24 | 株式会社小松製作所 | 転動部材およびその製造方法 |
| JP4696615B2 (ja) * | 2005-03-17 | 2011-06-08 | 住友金属工業株式会社 | 高張力鋼板、溶接鋼管及びそれらの製造方法 |
| BRPI0615215B1 (pt) * | 2005-08-22 | 2014-10-07 | Nippon Steel & Sumitomo Metal Corporation | Tubo de aço sem costura para tubo de linha e processo para sua produção |
| JP5292698B2 (ja) * | 2006-03-28 | 2013-09-18 | Jfeスチール株式会社 | 極軟質高炭素熱延鋼板およびその製造方法 |
| CN101321885B (zh) * | 2006-03-31 | 2012-05-23 | 新日本制铁株式会社 | 高强度弹簧用热处理钢 |
| JP2007327084A (ja) * | 2006-06-06 | 2007-12-20 | Kobe Steel Ltd | 伸線加工性に優れた線材およびその製造方法 |
| KR101128942B1 (ko) | 2008-12-24 | 2012-03-27 | 주식회사 포스코 | 열처리 특성이 우수한 미세구상화 강판 및 그 제조방법 |
| US8470099B2 (en) * | 2009-04-21 | 2013-06-25 | Nippon Steel & Sumitomo Metal Corporation | Wire rod, steel wire, and manufacturing method thereof |
| JP4970562B2 (ja) * | 2009-04-21 | 2012-07-11 | 新日本製鐵株式会社 | 延性に優れた高強度鋼線用線材及び鋼線の製造方法 |
| JP5742123B2 (ja) * | 2010-07-16 | 2015-07-01 | Jfeスチール株式会社 | ラインパイプ用高強度溶接鋼管向け高張力熱延鋼板およびその製造方法 |
| JP5553081B2 (ja) * | 2011-03-29 | 2014-07-16 | Jfeスチール株式会社 | 耐応力腐食割れ性に優れた耐磨耗鋼板およびその製造方法 |
| TWI439553B (zh) | 2011-09-21 | 2014-06-01 | Nippon Steel & Sumitomo Metal Corp | 冷加工用中碳鋼板及其製造方法 |
| WO2013089156A1 (ja) * | 2011-12-15 | 2013-06-20 | 新日鐵住金株式会社 | 低温靭性に優れた高強度h形鋼及びその製造方法 |
| US10077491B2 (en) | 2012-01-05 | 2018-09-18 | Jfe Steel Corporation | High carbon hot rolled steel sheet and method for manufacturing the same |
-
2014
- 2014-11-21 US US15/038,120 patent/US10407748B2/en not_active Expired - Fee Related
- 2014-11-21 MX MX2016006596A patent/MX378470B/es unknown
- 2014-11-21 KR KR1020167013105A patent/KR101799712B1/ko active Active
- 2014-11-21 CN CN201480063582.6A patent/CN105745348B/zh active Active
- 2014-11-21 TW TW103140569A patent/TWI522479B/zh not_active IP Right Cessation
- 2014-11-21 ES ES14864044T patent/ES2723951T3/es active Active
- 2014-11-21 PL PL14864044T patent/PL3072987T3/pl unknown
- 2014-11-21 WO PCT/JP2014/080951 patent/WO2015076384A1/ja not_active Ceased
- 2014-11-21 JP JP2015549210A patent/JP6225995B2/ja active Active
- 2014-11-21 EP EP14864044.4A patent/EP3072987B1/en not_active Not-in-force
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02101122A (ja) | 1988-10-06 | 1990-04-12 | Sumitomo Metal Ind Ltd | 成形性の良好な高炭素薄鋼板の製造方法 |
| JP2002275584A (ja) | 2001-03-16 | 2002-09-25 | Sumitomo Metal Ind Ltd | 被削性に優れた軸受要素部品用鋼材 |
| JP2006274348A (ja) * | 2005-03-29 | 2006-10-12 | Sumitomo Metal Ind Ltd | 高炭素鋼板 |
| JP2007016284A (ja) | 2005-07-08 | 2007-01-25 | Hitachi Metals Ltd | 工具鋼中間素材の製造方法及び工具鋼の製造方法 |
| JP2009068081A (ja) * | 2007-09-14 | 2009-04-02 | Jfe Steel Kk | 極軟質高炭素熱延鋼板 |
| JP2009108354A (ja) | 2007-10-29 | 2009-05-21 | Sumitomo Metal Ind Ltd | 軸受粗成形品の製造方法 |
| JP2011012316A (ja) | 2009-07-02 | 2011-01-20 | Nippon Steel Corp | 打抜き性に優れた軟質高炭素鋼板及びその製造方法 |
| JP2011012317A (ja) | 2009-07-02 | 2011-01-20 | Nippon Steel Corp | 打抜きカエリの小さい軟質高炭素鋼板及びその製造方法 |
| JP2009299189A (ja) * | 2009-09-08 | 2009-12-24 | Nisshin Steel Co Ltd | 精密打抜き用高炭素鋼板 |
| WO2013035848A1 (ja) | 2011-09-09 | 2013-03-14 | 新日鐵住金株式会社 | 中炭素鋼板、焼き入れ部材およびそれらの製造方法 |
| JP2013072105A (ja) | 2011-09-27 | 2013-04-22 | Sanyo Special Steel Co Ltd | 靭性、耐磨耗性に優れる鋼の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3072987A4 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016222990A (ja) * | 2015-06-02 | 2016-12-28 | 新日鐵住金株式会社 | 高炭素鋼板及びその製造方法 |
| EP3216889A4 (en) * | 2015-08-14 | 2017-10-25 | Tokushu Kinzoku Excel Co., Ltd. | High-carbon cold-rolled steel sheet and method for manufacturing same |
| WO2019054448A1 (ja) * | 2017-09-13 | 2019-03-21 | 新日鐵住金株式会社 | 転動疲労特性に優れた鋼材 |
| JPWO2019054448A1 (ja) * | 2017-09-13 | 2020-03-26 | 日本製鉄株式会社 | 転動疲労特性に優れた鋼材 |
| JPWO2020153361A1 (ja) * | 2019-01-21 | 2021-11-11 | 日本製鉄株式会社 | 鋼材及び部品 |
| WO2020153361A1 (ja) * | 2019-01-21 | 2020-07-30 | 日本製鉄株式会社 | 鋼材及び部品 |
| JP7099553B2 (ja) | 2019-01-21 | 2022-07-12 | 日本製鉄株式会社 | 鋼材及び部品 |
| JP6880245B1 (ja) * | 2019-11-08 | 2021-06-02 | 株式会社特殊金属エクセル | 高炭素冷延鋼板およびその製造方法並びに高炭素鋼製機械部品 |
| WO2021090472A1 (ja) * | 2019-11-08 | 2021-05-14 | 株式会社特殊金属エクセル | 高炭素冷延鋼板およびその製造方法並びに高炭素鋼製機械部品 |
| WO2024128287A1 (ja) * | 2022-12-16 | 2024-06-20 | 日本製鉄株式会社 | 鋼板 |
| WO2024128284A1 (ja) * | 2022-12-16 | 2024-06-20 | 日本製鉄株式会社 | 鋼板 |
| JP7782477B2 (ja) | 2023-01-18 | 2025-12-09 | Jfeスチール株式会社 | 軸受用鋼 |
| JP2024101924A (ja) * | 2023-01-18 | 2024-07-30 | Jfeスチール株式会社 | 軸受用鋼 |
| WO2025100149A1 (ja) * | 2023-11-06 | 2025-05-15 | Jfeスチール株式会社 | 冷延鋼板およびその製造方法 |
| JP7748077B1 (ja) * | 2023-11-06 | 2025-10-02 | Jfeスチール株式会社 | 冷延鋼板およびその製造方法 |
| WO2025120749A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2025120751A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2025120752A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| JP7744619B1 (ja) * | 2023-12-05 | 2025-09-26 | 日本製鉄株式会社 | 鋼板 |
| JP7744617B1 (ja) * | 2023-12-05 | 2025-09-26 | 日本製鉄株式会社 | 鋼板 |
| JP7744620B1 (ja) * | 2023-12-05 | 2025-09-26 | 日本製鉄株式会社 | 鋼板 |
| JP7744618B1 (ja) * | 2023-12-05 | 2025-09-26 | 日本製鉄株式会社 | 鋼板 |
| WO2025120750A1 (ja) * | 2023-12-05 | 2025-06-12 | 日本製鉄株式会社 | 鋼板 |
| WO2026079304A1 (ja) * | 2024-10-07 | 2026-04-16 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10407748B2 (en) | 2019-09-10 |
| KR20160072233A (ko) | 2016-06-22 |
| TWI522479B (zh) | 2016-02-21 |
| ES2723951T3 (es) | 2019-09-04 |
| EP3072987B1 (en) | 2019-03-06 |
| CN105745348B (zh) | 2018-01-09 |
| MX2016006596A (es) | 2016-09-08 |
| JPWO2015076384A1 (ja) | 2017-03-16 |
| EP3072987A4 (en) | 2017-06-07 |
| MX378470B (es) | 2025-03-11 |
| TW201525157A (zh) | 2015-07-01 |
| PL3072987T3 (pl) | 2019-08-30 |
| US20160289787A1 (en) | 2016-10-06 |
| EP3072987A1 (en) | 2016-09-28 |
| KR101799712B1 (ko) | 2017-11-20 |
| CN105745348A (zh) | 2016-07-06 |
| JP6225995B2 (ja) | 2017-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6225995B2 (ja) | 高炭素鋼板及びその製造方法 | |
| CN107614726B (zh) | 钢板及其制造方法 | |
| KR101997382B1 (ko) | 강판 및 제조 방법 | |
| EP3305931B1 (en) | Steel sheet and manufacturing method therefor | |
| CN107614727B (zh) | 钢板及其制造方法 | |
| JP5050433B2 (ja) | 極軟質高炭素熱延鋼板の製造方法 | |
| KR20170107057A (ko) | 고강도 냉연 강판 및 그의 제조 방법 | |
| JP6065121B2 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| US11434542B2 (en) | High-carbon hot-rolled steel sheet and method for producing the same | |
| US10323293B2 (en) | High-carbon hot rolled steel sheet with excellent hardenability and small in-plane anistropy and method for manufacturing the same | |
| CN113490756B (zh) | 钢板、构件和它们的制造方法 | |
| JP7368692B2 (ja) | 中炭素鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14864044 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167013105 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020167013105 Country of ref document: KR |
|
| ENP | Entry into the national phase |
Ref document number: 2015549210 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15038120 Country of ref document: US Ref document number: MX/A/2016/006596 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016011494 Country of ref document: BR |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014864044 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014864044 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201604094 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 112016011494 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160520 |