WO2015093321A1 - H形鋼及びその製造方法 - Google Patents
H形鋼及びその製造方法 Download PDFInfo
- Publication number
- WO2015093321A1 WO2015093321A1 PCT/JP2014/082267 JP2014082267W WO2015093321A1 WO 2015093321 A1 WO2015093321 A1 WO 2015093321A1 JP 2014082267 W JP2014082267 W JP 2014082267W WO 2015093321 A1 WO2015093321 A1 WO 2015093321A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- toughness
- strength
- flange
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/088—H- or I-sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/009—Continuous casting of metals, i.e. casting in indefinite lengths of work of special cross-section, e.g. I-beams, U-profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/02—Special casting characterised by the nature of the product by its peculiarity of shape; of works of art
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/06—Deoxidising, e.g. killing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/56—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering characterised by the quenching agents
- C21D1/60—Aqueous agents
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/04—Making ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
Definitions
- the present invention relates to a high-strength ultrathick H-shaped steel excellent in toughness suitable for a structural member of a building and the like, and a method for producing the same.
- This application claims priority on December 16, 2013 based on Japanese Patent Application No. 2013-259410 for which it applied to Japan, and uses the content here.
- H-section steel used for building columns and beams is required to improve mechanical properties such as strength and toughness.
- H-section steel with a flange thickness of 100 mm or more hereinafter referred to as extra-thick H-section steel
- extra-thick H-section steel improvement in the mechanical properties of extra-thick H-section steel is required. It has been.
- the H-shaped steel has a unique shape, it is preferably manufactured by universal rolling.
- the rolling conditions temperature, rolling reduction
- the rolling conditions are limited in universal rolling.
- Patent Documents 1 and 2 propose a method in which Ti oxide is dispersed in steel to produce intragranular ferrite to refine crystal grains.
- Patent Documents 3 to 5 propose a method for producing a rolled steel having high strength and excellent toughness by temperature controlled rolling and controlled cooling in addition to fine dispersion of Ti oxide.
- the present inventors have found that, for example, when manufacturing an H-section steel with a flange thickness of 125 mm, the temperature difference between the surface and the interior reaches 200 ° C. or more in the rolling process. .
- the rolling end temperature inside the steel material is 1000 ° C. or more even when the steel surface finishes rolling at a temperature close to the ferrite transformation start temperature (Ar 3 points). There is a concern that this will lead to coarsening. That is, for example, when a sample is taken inside the very thick H-section steel as shown in the toughness evaluation portion 8 shown in the cross-sectional view of the H-section steel in FIG. 1, extremely low toughness may be exhibited.
- the present invention has been made in view of such circumstances, and is intended to reduce the manufacturing cost by limiting the content of expensive elements such as Ni, and achieves both strength and toughness, and is an alloy-saving type
- An object of the present invention is to provide a high-strength ultra-thick H-shaped steel excellent in toughness and a method for producing the same.
- the high-strength ultra-thick H-shaped steel of the present invention is not a build-up H-shaped steel formed by welding steel plates, but is formed by hot rolling, particularly universal rolling, and requires tempering treatment such as quenching and tempering. It is a non-tempered rolled H-section steel.
- the present inventors disperse thermally stable particles (Ti oxide) in the steel material, and due to the pinning effect of the grain boundaries by the particles, We considered making austenite grains finer.
- the austenite grain refinement technique based on the pinning effect of oxide particles is used to improve the toughness of the weld heat affected zone exposed to a high temperature of 1400 ° C. or higher.
- the heating temperature and the residence time in that temperature range are greatly different from welding, the welding heat affected zone (HAZ) and the base material cannot be considered in the same way.
- the rolling end temperature on the surface is Ar 3 points or more, the inside of the plate thickness, particularly at a position 1/2 of the surface in the length direction of the flange,
- the rolling finishing temperature is 1000 ° C. or higher at a position 3/4 from the surface in the thickness direction.
- the inventors of the present invention have proposed that the pinning effect by oxide particles, which has not been applied to improve the toughness of the base metal, is applied to improve the toughness of the base material of the ultra-thick H-section steel.
- the present inventors have described in detail the type, size (particle size) and density of particles necessary for refining the austenite grain size, and the desirable chemical composition of the steel material. Repeated examination.
- the present inventors have realized the refinement of austenite grains in the hot rolling process of ultra-thick H-section steel by dispersing fine oxides containing Ti at a predetermined number density in the steel,
- the knowledge that toughness is improved was obtained. That is, if a fine Ti oxide is used, the rolling temperature tends to increase, even at a position 1/2 of the surface in the length direction of the flange and 3/4 of the surface in the thickness direction. It has been found that the toughness can be improved by utilizing the effect of refining.
- the austenite grains are also refined at other positions in the steel, for example, at a position 1/6 from the surface in the length direction of the flange and 1/4 from the surface in the thickness direction. Since the hardenability of steel is improved as the austenite grains are larger, the hardenability is reduced by the refinement. However, by controlling the chemical composition, production conditions, etc., the bainite fraction of the metal structure at a position 1/6 from the surface in the length direction of the flange and 1/4 position from the surface in the thickness direction is 80% or more. As a result, it has been found that the strength required for a high-strength H-section steel can be secured.
- Nb which is considered to contribute to refinement of the structure by generating precipitates and suppressing recrystallization, has a C content of 0.05% or more, and uses the Ti oxide of the present invention.
- the toughness is reduced by the formation of NbC.
- B which is thought to increase hardenability by adding a small amount and contribute to improvement of strength and toughness, also decreases the strength due to the formation of BN in the ultra-thick H-section steel of the present invention using Ti oxide.
- Nb and B which usually have the effect of improving strength and toughness, are harmful to the very thick H-section steel of the present invention using Ti oxide, and should be elements whose contents should be limited. I found out.
- the present invention has been made based on such knowledge, and the gist thereof is as follows.
- the H-section steel according to one embodiment of the present invention is, in mass%, C: 0.05 to 0.16%, Si: 0.01 to 0.50%, Mn: 0.80 to 2.00 %, Ni: 0.05 to 0.50%, V: 0.01 to 0.20%, Ti: 0.005 to 0.030%, N: 0.0010 to 0.0100%, O: 0.0.
- the bainite area fraction is 80% or more at a position of 1/6 from the surface in the length direction of the flange and 1/4 from the surface in the thickness direction, and yield strength or 0.2% yield strength Is not less than 450 MPa, the tensile strength is not less than 550 MPa, the flange length is 1 ⁇ 2 from the surface in the length direction, and 3/4 from the surface in the thickness direction at 21 ° C.
- the Charpy absorbed energy is 100 J or more, and the average austenite grain size is 50 to 200 ⁇ m.
- C eq C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 (Formula i)
- C, Mn, Cr, Mo, V, Ni, and Cu are the content% of each element, and the element that is not contained is 0% content.
- the H-section steel described in (1) above is in mass%, Cr: 0.01 to 0.50%, Cu: 0.01 to 0.30%, Mo: 0.001 to 0.30%, W: 0.01 to 0.50%, Among these, you may contain 1 type, or 2 or more types.
- a method for producing an H-section steel according to one aspect of the present invention is the method for producing an H-section steel according to (1) or (2) above, wherein the oxygen concentration in the molten steel is 0.0005 to 0. After deoxidizing to 0.0100%, Ti is added, and further the components of the molten steel are C: 0.05 to 0.16%, Si: 0.01 to 0.50% by mass%.
- Mn 0.80 to 2.00%
- Ni 0.05 to 0.50%
- V 0.01 to 0.20%
- Ti 0.005 to 0.030%
- N 0.0010 ⁇ 0.0100%
- O 0.0005 ⁇ 0.0100%
- Cr 0 ⁇ 0.50%
- Cu 0 ⁇ 0.30%
- Mo 0 ⁇ 0.30%
- W 0 ⁇ 0.
- a refining step of carbon equivalent C eq obtained by i is adjusted to be 0.35 to 0.50%; a casting step to obtain a steel slab by casting the molten steel; the steel pieces to 1100 ⁇ 1350 ° C.
- a heating step of heating; a hot rolling step of obtaining a H-shaped steel by hot rolling the heated steel slab so that the surface temperature becomes 800 ° C. or higher; and the H after the hot rolling step A cooling step of cooling the shape steel with water.
- the water cooling conditions are controlled so that the surface temperature is reheated within a temperature range of 300 to 700 ° C.
- C eq C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 (Formula ii)
- the component of the molten steel is, by mass, Cr: 0.01 to 0.50%, Cu: 0.01 to 0.30% , Mo: 0.001 to 0.30%, W: 0.01 to 0.50%, or one or more of them may be contained.
- a high-strength ultra-thick H-shaped steel having a flange thickness of 100 to 150 mm, a yield strength or 0.2% yield strength of 450 MPa or more, and a tensile strength of 550 MPa or more and excellent in toughness is obtained.
- the high-strength ultra-thick H-shaped steel obtained by the above aspect of the present invention can be produced without adding a large amount of alloy or reducing carbon to a large steel making load. Therefore, it is possible to achieve a significant cost reduction by reducing the manufacturing cost and shortening the construction period. Therefore, industrial contributions such as the reliability of large buildings can be improved without sacrificing economic efficiency are extremely significant.
- H-section steel according to the present embodiment a high-strength ultrathick H-section steel according to an embodiment of the present invention (hereinafter, sometimes referred to as an H-section steel according to the present embodiment) will be described in detail.
- FIG. 1 is a view showing a cross-sectional shape of an H-section steel.
- the H-shaped steel 4 is composed of a flange 5 and a web 6.
- the overall length of the flange is F
- the height is H
- the web plate thickness is t 1
- the flange plate thickness is t 2
- the strength evaluation part is 7
- the toughness evaluation part is Is shown as 8.
- the toughness evaluation site 8 is defined as a position 1/2 of the surface in the length direction of the flange of the H-section steel and 3/4 of the surface in the thickness direction.
- the toughness evaluation part 8 corresponds to the vicinity of the center part of the steel slab, so that the cooling after casting is slow. Further, the hot rolling temperature is also increased. That is, the toughness evaluation site 8 is a site where the structure tends to become coarse.
- the toughness evaluation site 8 inside the steel material has a higher rolling end temperature than the surface, so that it is difficult to refine the austenite grains.
- austenite grains can be made finer and good toughness can be secured.
- the strength evaluation portion 7 is a portion where an average structure is considered to be obtained. If the area ratio of bainite is 80% or more in the structure of the strength evaluation portion 7, the strength of the H-section steel can be secured. Even when the content of Ni that contributes to the improvement of toughness and strength is limited, the production of ferrite transformed from austenite grain boundaries by controlling C eq and performing accelerated cooling after hot rolling Is suppressed. As a result, the area ratio of bainite can be 80% or more in the structure of the strength evaluation portion 7.
- Nb and B generate Nb carbide and BN, and reduce toughness and strength. Therefore, the Nb and B contents must be limited.
- % for a component means mass%.
- the chemical components described below are analytical values of molten steel and can be regarded as average values of the entire steel material.
- C (C: 0.05-0.16%) C is an element effective for increasing the strength of steel.
- the lower limit of the C content is set to 0.05%.
- the lower limit of the preferred C content is 0.08%.
- the upper limit of C content is 0.16%.
- the upper limit of the C content is preferably set to 0.12%.
- Si 0.01-0.50%
- Si is a deoxidizing element and is an element that contributes to the improvement of strength.
- the lower limit of the Si content is set to 0.01%.
- the upper limit of Si content is 0.50%.
- the upper limit of the Si content is preferably 0.30%, more preferably 0.20%.
- Mn is an element effective for increasing the strength of steel by improving hardenability.
- the lower limit of the Mn content is set to 0.80%.
- the lower limit of the preferable Mn content is 1.00%.
- the upper limit of the Mn content is 2.00%.
- Ni is an extremely effective element for increasing the strength and toughness of the steel material.
- the lower limit of the Ni content is set to 0.05%.
- the lower limit of the preferred Ni content is 0.10%.
- Ni is an expensive element, and if the Ni content exceeds 0.50%, the alloy cost increases. Therefore, the upper limit of Ni content is 0.50%.
- a preferable upper limit of the Ni content is 0.30%.
- V is an element that contributes to improving hardenability.
- V is an element that further generates carbonitrides and contributes to refinement of the structure and precipitation strengthening.
- the lower limit of the V content is set to 0.01%.
- the lower limit of the preferred V content is 0.05%.
- the upper limit of V content is 0.20%.
- the upper limit of preferable V content is 0.08%.
- Ti 0.005 to 0.030%)
- Ti is an element that forms a Ti oxide and brings about austenite refinement by pinning, and is an effective element for improving toughness.
- the lower limit of the Ti content is set to 0.005% or more.
- the upper limit of the Ti content is 0.030%. In order to further suppress a decrease in toughness due to the generation of coarse TiC precipitates, it is preferable to set the upper limit of the Ti content to 0.020%.
- N is an element that contributes to refinement of the structure and precipitation strengthening by forming TiN and VN.
- the lower limit of the N content is set to 0.0010%.
- the upper limit of the N content is 0.0100%.
- the upper limit of the preferable N content is 0.0060%.
- O is an element necessary for forming a Ti oxide in the H-section steel according to the present embodiment. Therefore, the lower limit of the O content is 0.0005%. On the other hand, if the O content is excessive, the oxide becomes coarse and the toughness is deteriorated. Therefore, the upper limit of the O content is 0.0100%. The upper limit of the O content is preferably 0.0050%.
- Al 0.005% or less
- Al binds preferentially to O in the molten steel over Ti and inhibits the formation of Ti oxides. Therefore, in order to produce Ti oxide, it is preferable that the Al content is small. Al is preferably substantially not contained, but the upper limit of allowable Al is set to 0.005% in consideration of industrial restrictions. The upper limit of the preferable Al content is 0.003%.
- Nb 0.010% or less
- Nb is a useful element that usually contributes to refinement of the structure, precipitation strengthening, and further improvement of hardenability.
- new knowledge has been obtained that when Nb is contained, the toughness is remarkably lowered due to precipitation of NbC. Therefore, it is preferable not to contain Nb, and the upper limit of Nb content is limited to 0.010%.
- B is an element that contributes significantly to improving the hardenability by adding a small amount.
- BN precipitates with fine Ti oxide as a nucleus. It has been newly found that this BN becomes a nucleus for forming ferrite, lowers the hardenability and lowers the strength. Therefore, it is preferable that the B content is small from the viewpoint of securing the strength, and the upper limit of the B content is limited to 0.0005%.
- Mg 0.0003% or less
- Mg binds preferentially to O in the molten steel over Ti and inhibits the formation of Ti oxides. Therefore, it is preferable that the Mg content is small. Although it is preferable not to contain Mg substantially, it may be mixed in a manufacturing process. Therefore, in consideration of industrial restrictions, the upper limit of Mg content may be 0.0003%.
- Ca 0.0003% or less Since Ca binds preferentially to O in the molten steel over Ti and inhibits the formation of Ti oxides, it is preferable that Ca be less. Although it is preferable that Ca is not substantially contained, the upper limit of the Ca content may be 0.0003% in consideration of industrial restrictions.
- the H-section steel according to the present embodiment is basically composed of the above-described elements and the balance being Fe and impurities. However, for the purpose of improving strength by improving hardenability, Cr and Cu are further added as necessary. , Mo, W may be contained in the following range. Since these elements are not necessarily contained, the lower limit is 0%.
- Cr 0.01 to 0.50%
- Cr is an element that contributes to increasing the strength of steel by improving hardenability.
- the upper limit of Cr content is limited to 0.50%. More preferably, the upper limit of the Cr content is 0.30%.
- Cu is an element that contributes to increasing the strength of steel by improving hardenability and precipitation strengthening.
- the upper limit of the Cu content is set to 0.30%.
- a more preferable upper limit of the Cu content is 0.20%.
- Mo 0.001 to 0.30%)
- Mo is an element that contributes to increasing the strength of steel by improving hardenability. In order to obtain this effect, 0.001% or more of Mo is preferably contained, and 0.01% or more of Mo is more preferably contained.
- the Mo content exceeds 0.30%, the formation of MA is promoted and the toughness may be lowered. Therefore, the upper limit of the Mo content is 0.30%. In order to prevent a decrease in toughness, the upper limit of the Mo content is more preferably 0.20%.
- W 0.01-0.50%)
- W is an element that contributes to increasing the strength of steel by improving hardenability.
- the lower limit of the W content is preferably set to 0.01%.
- the upper limit of the W content is 0.50%.
- a more preferable upper limit of the W content is 0.30%.
- the balance of the component elements described above is Fe and impurities.
- the carbon equivalent C eq shown in the following (formula 1) is set to 0.35 to 0.50% in order to improve hardenability and generate bainite.
- C eq is less than 0.35%, the formation of bainite becomes insufficient, and the strength and toughness are lowered.
- C eq is 0.38% or more, more preferably 0.40% or more.
- C eq exceeds 0.50%, the strength becomes too high and the toughness is lowered.
- C eq is 0.45% or less, more preferably 0.43% or less.
- the carbon equivalent C eq is an index of hardenability, and can be obtained by the following (formula 1).
- C, Mn, Cr, Mo, V, Ni, and Cu in the formula are the contents (mass%) of each element. For elements not contained, the content is calculated as 0%.
- C eq C + Mn / 6 + (Cr + Mo + V) / 5 + (Ni + Cu) / 15 (Formula 1)
- the rolling finishing temperature is low near the surface and the cooling speed during water cooling is large, so that the metal structure (crystal grain size) of the steel material tends to become fine.
- the rolling finishing temperature becomes high, the austenite grains become coarse, and the cooling speed during water cooling is small, so that the grain boundary ferrite and bainite structure become coarse, so that the toughness tends to be low.
- FIG. 1 is a view showing a cross-sectional shape of an H-section steel.
- the H-shaped steel 4 is composed of a flange 5 and a web 6, and the overall length of the flange is F, the height is H, the web plate thickness is t 1 , and the flange plate thickness is t 2 .
- part is shown as 7 and the toughness evaluation site
- FIG. The strength evaluation site 7 shown in FIG. 1 is a position 1/6 from the surface in the length direction of the flange and a position 1/4 from the surface in the thickness direction. It is a site that is considered to obtain a healthy tissue.
- a sample used for strength evaluation was taken from this site, and the microstructure was observed and the area ratio of bainite was measured.
- the metal structure can be determined by observation with an optical microscope.
- the area ratio of bainite is determined by arranging the measurement points in a lattice shape with a side of 50 ⁇ m using a structure photograph taken with an optical microscope taken at 200 times, discriminating the structure at 300 measurement points, and determining the proportion of grains in each structure. Calculated.
- Bainite contributes to an increase in strength.
- the steel material structure of the strength evaluation portion 7 in FIG. 1 needs to include bainite in an area fraction of 80% or more.
- the balance is one or more of ferrite, pearlite, and island martensite. Since the increase in the bainite area fraction contributes to the improvement in strength, the upper limit of the bainite area fraction does not need to be defined, and may be 100%.
- the austenite grains tend to become coarse near the center of the plate thickness due to the high rolling finishing temperature, and the grain boundary ferrite tends to coarsen due to the low cooling rate during water cooling. Therefore, the toughness becomes the lowest particularly at the position of the toughness evaluation portion 8 in FIG.
- the position of the toughness evaluation site 8 is a position 1/2 of the surface in the length direction of the flange and 3/4 of the surface in the thickness direction.
- the austenite particle size referred to in the present embodiment is a so-called prior austenite particle size before low-temperature transformation by cooling after hot rolling, and was measured using a structure photograph taken with an optical microscope taken at a magnification of 50 times. Specifically, the number of ⁇ grains (austenite grains) present within a range of about 1 to 2 mm in length and width is counted using a structure photograph, the area per ⁇ grain is calculated, and the equivalent circle diameter (diameter) ) And measured.
- the number of ⁇ grains on the boundary of the measurement range of the tissue photograph was counted as 1 ⁇ 2. Moreover, the observation with the transmission electron microscope (TEM) was performed using the sample extract
- TEM transmission electron microscope
- the inventors of the present invention have found that in order to ensure a predetermined toughness in the ultra-thick H-section steel, it is necessary to control the average austenite grain size at the toughness evaluation site to 50 to 200 ⁇ m. A smaller austenite grain size is better for improving toughness. However, when the austenite grain size is reduced, the hardenability is lowered and the strength may be lowered. Therefore, from the viewpoint of strength, the average is preferably 50 ⁇ m or more.
- the inventors of the present invention include 30 oxides / mm 2 or more of a Ti oxide having a particle diameter (equivalent circle diameter) of 0.01 to 3.0 ⁇ m, so that austenite grains can be refined by a pinning effect and recrystallized by rolling. It has been found that the austenite grain size can be reduced to an average of 200 ⁇ m or less by the effect. Moreover, it confirmed that toughness improved in this case.
- the number of Ti oxide particles is affected by the Ti content and the O content, and the upper limit thereof is not particularly limited, but is practically preferably 1000 / mm 2 or less, more preferably 500 / mm. 2 or less.
- the H-section steel according to the present embodiment is assumed to be subjected to heating at a maximum temperature of 1350 ° C. for a long time of up to 5 hours, and the present inventors heated the steel slab under such conditions. Even so, it was confirmed that the precipitation density of the Ti oxide did not decrease and the pinning effect of the austenite grains was not lost.
- the particle size of the Ti oxide is small, there is no particular problem.
- the measurement is performed with an extracted replica, it is difficult to catch the observation if the particle size is smaller than 0.01 ⁇ m. Therefore, from the viewpoint of measurement accuracy and quantitativeness, the number of objects to be counted is Ti oxidation with a particle size of 0.01 ⁇ m or more. It was a thing.
- the upper limit of the particle diameter of the Ti oxide is set to 3.0 ⁇ m.
- the elements contained in the Ti oxide can be identified by an energy dispersive X-ray analyzer (EDX) attached to the TEM.
- EDX energy dispersive X-ray analyzer
- the Ti oxide is TiO, TiO 2 , Ti 2 O 3 and a composite oxide of these and an oxide not containing Ti, and further, a Ti oxide or a composite oxide and a sulfide.
- the oxide not containing Ti include Si-based oxides such as SiO 2 , Al-based oxides such as Al 2 O 3 , Mg-based oxides, and Ca-based oxides.
- the plate thickness of the flange of the H-section steel according to this embodiment is 100 to 150 mm.
- the reason why the lower limit of the flange plate thickness is set to 100 mm is because, for example, a strength member having a plate thickness of 100 mm or more is required for the H-section steel used in a high-rise building structure. On the other hand, if it exceeds 150 mm, a sufficient cooling rate cannot be obtained, and it is difficult to ensure toughness. Therefore, the upper limit of the flange plate thickness is set to 150 mm.
- the thickness of the web is not particularly limited, but is preferably 50 to 150 mm.
- the thickness ratio between the flange and the web that is, the value obtained by dividing the flange thickness by the web thickness (flange / web thickness ratio) is assumed to be 0. It is preferably 5 to 2.0. When the flange / web plate thickness ratio exceeds 2.0, the web may be deformed into a wavy shape. On the other hand, when the flange / web plate thickness ratio is less than 0.5, the flange may be deformed into a wavy shape.
- the target values of mechanical characteristics are a yield strength at normal temperature or a 0.2% yield strength of 450 MPa or more, and a tensile strength of 550 MPa or more.
- the Charpy absorbed energy at 21 ° C. is 100 J or more. If the strength is too high, the toughness may be impaired. Therefore, the yield strength at normal temperature or the 0.2% proof stress is preferably 550 MPa or less, and the tensile strength is preferably 680 MPa or less.
- the molten steel temperature is controlled to 1650 ° C. or lower, and the oxygen concentration in the molten steel is deoxidized so as to be 0.0005 to 0.0100%.
- the chemical components of the molten steel are adjusted (refining process).
- Ti oxide having a particle size of 0.01 to 3.0 ⁇ m is formed at a density of 30 pieces / mm 2 or more in the steel slab cast using the molten steel. If the oxygen concentration in the molten steel exceeds 0.0100%, the oxide becomes coarse and the toughness decreases, so 0.0100% is made the upper limit.
- a preferable upper limit is 0.0080%, a more preferable upper limit is 0.0060%, and a still more preferable upper limit is 0.0040%.
- oxygen is an element necessary for forming Ti oxide, the oxygen concentration in the molten steel needs to be 0.0005% or more.
- the casting is preferably continuous casting from the viewpoint of productivity, but may be a beam blank having a shape close to the H-shaped steel to be manufactured.
- the thickness of the steel slab is preferably 200 mm or more from the viewpoint of productivity, and is preferably 350 mm or less in consideration of the uniformity of the heating temperature in hot rolling.
- the steel slab is heated (heating process) and hot rolled (hot rolling process).
- the lower limit of the heating temperature of the steel slab is 1100 ° C. in order to sufficiently dissolve elements such as V that form carbides and nitrides.
- the heating temperature is higher than 1350 ° C., the scale on the surface of the steel slab, which is the raw material, is liquefied, which hinders production. Therefore, the upper limit of the heating temperature is 1350 ° C.
- the hot rolling includes rough rolling performed using a roughing mill, intermediate rolling performed using an intermediate rolling mill, and finish rolling performed using a finishing mill.
- the austenite grain size is 200 ⁇ m or less on average due to the pinning effect of the Ti oxide as described above, it is not necessary to refine by excessive low temperature rolling. Further, if the end temperature of hot rolling is too low, quenching is performed at the strength evaluation portion 7 which is 1/6 position from the surface in the length direction of the flange near the surface and 1/4 position from the surface in the thickness direction. In some cases, a predetermined strength cannot be obtained due to a decrease in the properties. Therefore, in the hot rolling process, rolling is finished at a surface temperature of 800 ° C. or higher.
- Interpass water-cooled rolling is a method in which the flange surface temperature is cooled to 700 ° C. or lower and then rolled in the reheating process.
- the water-cooling rolling between passes is a method of rolling by imparting a temperature difference between the surface layer portion and the inside of the flange by water cooling between rolling passes.
- the processing strain can be introduced to the inside of the plate thickness. Further, productivity is improved by reducing the rolling temperature in a short time by water cooling.
- the flanges and webs are cooled with water (cooling process).
- Water cooling can be performed by spraying water with a spray or immersion water cooling in a water tank.
- the cooling rate from 800 ° C. to 600 ° C. is less than 2.2 ° C./s, the necessary quenched structure may not be obtained.
- the recuperation temperature is specified as the water cooling condition, not the water cooling stop temperature is that, in the ultra-thick H-section steel, the difference in cooling rate between the surface and the inside is large, and the water cooling time affects the internal temperature. That is, the surface temperature can be cooled to 200 ° C. or less in a short time after the start of cooling, but the internal cooling rate is small, so the internal temperature is controlled by the water cooling time, and the heat history is managed at the recuperation temperature. . If the relationship between the cooling rate and the cooling time and the recuperated temperature is predicted in advance by actual measurement or computer simulation, the recuperated temperature of the extra-thick H-section steel can be controlled by the cooling time.
- the hot rolling step a process in which primary rolling is performed and cooled to 500 ° C. or lower and then reheated to 1100 to 1350 ° C. and subjected to secondary rolling, so-called two-heat rolling is adopted. Also good.
- the two-heat rolling the amount of plastic deformation in the hot rolling is small, and the temperature drop in the rolling process is also small, so that the heating temperature can be lowered.
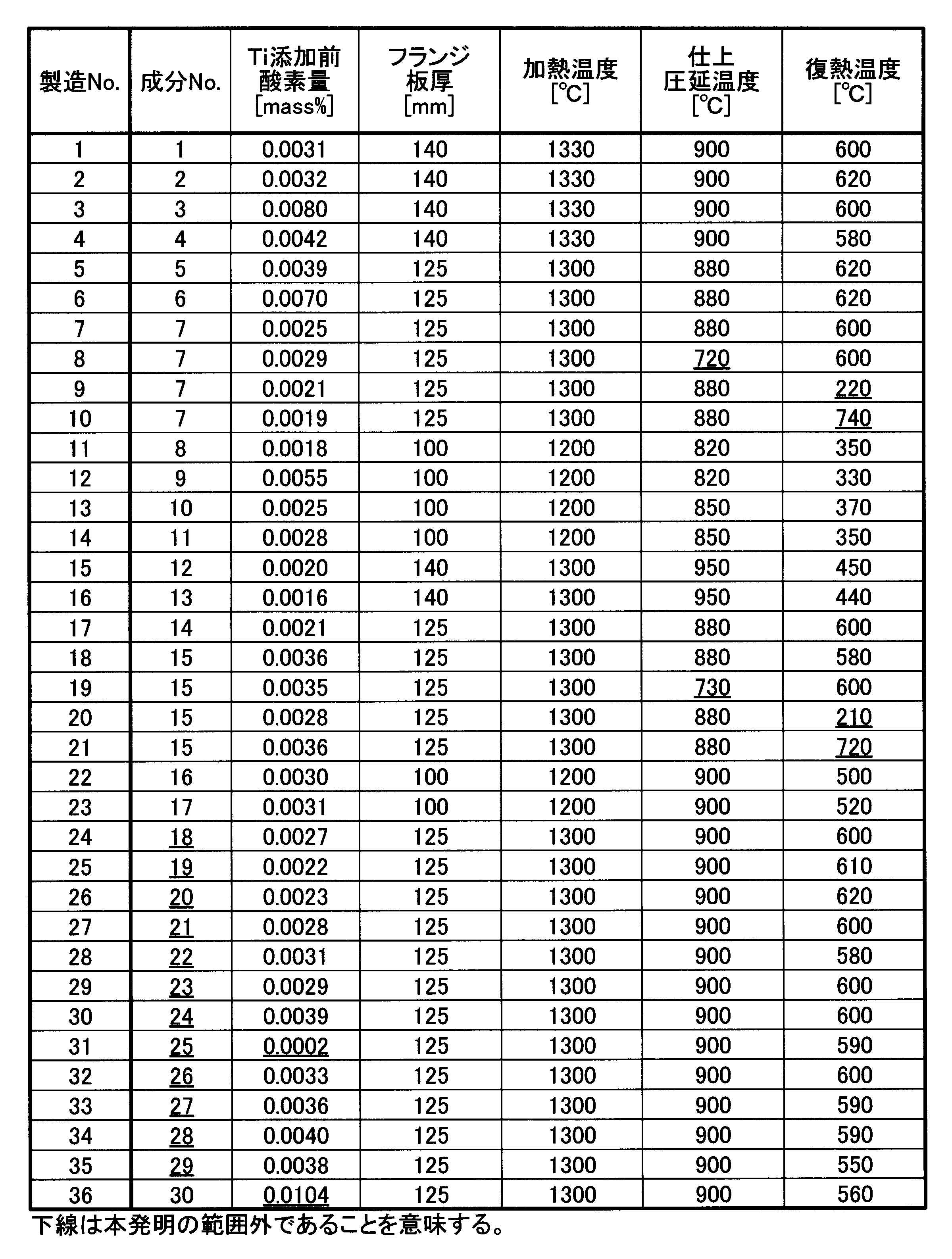
- Steel having the composition shown in Table 1 was melted, and a steel piece having a thickness of 240 to 300 mm was produced by continuous casting. Steel is melted in a converter, and after primary deoxidation and the amount of dissolved oxygen is controlled, Ti is added, and further, alloys are added to adjust the components, and vacuum degassing treatment is performed as necessary. went. The obtained steel slab was heated and subjected to hot rolling to produce an H-shaped steel.
- the components shown in Table 1 are the results of measuring samples taken from molten steel.
- the manufacturing process of the H-section steel will be described using an example of a manufacturing apparatus row shown in FIG.
- the steel slab heated in the heating furnace 1 was rolled by a rough rolling mill 2a, and then subjected to intermediate rolling by an intermediate rolling mill 2b having a universal rolling device row and finish rolling by a finishing rolling mill 2c.
- the flange outer surface was water cooled by a cooling device (water cooling device) 3b installed on the rear surface.
- the hot rolling is the water cooling between passes
- the water cooling between the rolling passes was performed by using the water cooling device 3a provided on the front and rear surfaces of the intermediate rolling mill 2b, and spray cooling and reverse rolling of the flange outer surface.
- Table 2 shows the manufacturing conditions.
- a sample used for measurement of the tensile test piece and the bainite area fraction was collected.
- the yield strength and tensile strength were evaluated using the collected tensile test pieces, and the bainite area fraction was measured using a sample for area fraction measurement.
- a Charpy test piece, a sample used for measuring the austenite grain size, and a sample for observing Ti oxide with a transmission electron microscope (TEM) Were collected. Toughness was evaluated using the collected Charpy test piece, the austenite particle size was measured using a particle size measurement sample, and TEM observation was performed using the observation sample.
- t 1 is the thickness of the web
- t 2 is the thickness of the flange
- F is the length of the flange
- H is the height.
- the tensile test was performed in accordance with JIS Z 2241. Yield point was obtained when the yield behavior was exhibited, and 0.2% proof stress was obtained when the yield behavior was not exhibited, and YS was obtained.
- the Charpy impact test was performed in accordance with JIS Z 2242 at a test temperature of 21 ° C.
- Results are shown in Table 3 (continuation of Table 2).
- the target of the mechanical properties of the present invention is a normal temperature yield strength or 0.2% yield strength (YS) of 450 MPa or more and a tensile strength (TS) of 550 MPa or more.
- YS normal temperature yield strength or 0.2% yield strength
- TS tensile strength
- the absorbed energy obtained by conducting the Charpy impact test at a test temperature of 21 ° C. that is, the Charpy absorbed energy (vE21) at 21 ° C. is 100 J or more.
- Production No. in Table 3 1-7, Production No. 11 to 18 and production no. 22 to 23 are examples of the present invention, and the strength and toughness satisfy the target values.
- production No. Nos. 8 and 19 have a low finishing temperature and a reduced strength.
- Production No. Nos. 10 and 21 have a high recuperation temperature, insufficient formation of bainite, and insufficient strength.
- Production No. 24 (component No. 18) has a high C content.
- 26 (component No. 20) has a high Si content.
- 27 (component No. 21) has a high Mn content and has a low toughness.
- manufacturing No. 25 (component No. 19) has a small amount of C.
- 33 (component No. 27) has a low carbon equivalent C eq , the strength is insufficient.
- production No. 32 (component No. 26) has a high carbon equivalent C eq , an increase in strength, and a decrease in toughness.
- Production No. No. 28 (component No. 22) has a low Ni content and a low toughness.
- Production No. No. 29 (component No. 23) has an excessive Al content.
- No. 31 (component No. 25) lacks the amount of oxygen before Ti addition, produces little Ti oxide, and has reduced toughness.
- Production No. 30 (component No. 24) has an excessive Ti content, and toughness is reduced.
- Production No. No. 34 (component No. 28) has an excessive Nb content and has reduced toughness.
- Production No. 35 (component No. 29) has an excessive B content and a low strength.
- Production No. 36 (component No. 30) has an excessive amount of oxygen before addition of Ti, and has reduced toughness.
- the high-strength, ultra-thick H-shaped steel of the present invention can be manufactured without adding a large amount of alloy or making a very low carbon with a large steelmaking load. Therefore, it is possible to achieve a significant cost reduction by reducing the manufacturing cost and shortening the construction period. Therefore, industrial contributions such as the reliability of large buildings can be improved without sacrificing economic efficiency are extremely significant.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Description
本願は、2013年12月16日に、日本に出願された特願2013-259410号に基づき優先権を主張し、その内容をここに援用する。
しかしながら、フランジ厚が100mm以上の極厚H形鋼を圧延によって製造する場合、圧延過程において表面と内部との温度差が大きくなる。本発明者らは、計算機シミュレーションによって検討を行った結果、例えば、フランジ厚125mmのH形鋼を製造する場合、圧延過程において表面と内部との温度差が200℃以上にも達することを見出した。
上述したように、フランジ厚が100mm以上の極厚H形鋼では、表面における圧延終了温度をAr3点以上とすると、板厚内部、特にフランジの長さ方向で表面から1/2の位置、厚さ方向で表面から3/4の位置において、圧延仕上温度が1000℃以上となる。そのため、極厚H形鋼では、低温圧延によるオーステナイト粒の微細化は困難である。
本発明者らは、従来母材の靭性向上に適用されていない、酸化物粒子によるピニング効果を、極厚H形鋼の母材の靭性向上に適用する事を発案した。
具体的には、本発明者らは、熱間圧延工程において、オーステナイト粒径を微細化するのに必要な粒子の種類、サイズ(粒子径)及び密度、並びに望ましい鋼材の化学組成について、詳細に検討を重ねた。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15・・・(式i)
ここで、C、Mn、Cr、Mo、V、Ni、Cuは各元素の含有量%で、含有されていない元素は含有量0%とする。
Cr:0.01~0.50%、
Cu:0.01~0.30%、
Mo:0.001~0.30%、
W :0.01~0.50%、
のうち、1種又は2種以上を含有してもよい。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15・・・(式ii)
靭性及び強度の向上に寄与するNiの含有量を制限した場合であっても、Ceqを制御し、熱間圧延後に加速冷却を施して製造することで、オーステナイト粒界から変態するフェライトの生成が抑制される。その結果、強度評価部位7の組織においてベイナイトの面積率が80%以上とすることができる。
Cは、鋼の高強度化に有効な元素である。この効果を得るため、C含有量の下限を0.05%とする。好ましいC含有量の下限は、0.08%である。一方、C含有量が0.16%を超えると粗大な炭化物が生成し、靭性が低下する。そのため、C含有量の上限を0.16%とする。靭性を向上させるためには、C含有量の上限を0.12%とすることが好ましい。
Siは、脱酸元素であり、強度の向上にも寄与する元素である。これらの効果を得るため、Si含有量の下限を0.01%とする。一方、Si含有量が過剰であると硬質相であるマルテンサイト-オーステナイト混合物(MA)の生成が助長され、靭性が劣化する。そのため、Si含有量の上限を0.50%とする。靭性を確保するためには、Si含有量の上限は、0.30%が好ましく、0.20%がより好ましい。
Mnは、焼入れ性の向上による鋼の高強度化に有効な元素である。この効果を得るため、Mn含有量の下限を0.80%とする。好ましいMn含有量の下限は1.00%である。一方、Mn含有量が2.00%を超えると鋼中に存在するMnSが粗大化し、靭性が低下する。そのため、Mn含有量の上限を2.00%とする。
Niは、鋼材の強度及び靭性を高めるために、極めて有効な元素である。極厚H形鋼の靭性を確保するため、Ni含有量の下限を0.05%とする。好ましいNi含有量の下限は0.10%である。一方で、Niは、高価な元素であり、Ni含有量が0.50%超であると合金コストの上昇を招く。そのため、Ni含有量の上限を0.50%とする。好ましいNi含有量の上限は0.30%である。
Vは、焼入れ性の向上に寄与する元素である。またVは、更には炭窒化物を生成し、組織の微細化及び析出強化にも寄与する元素である。これらの効果を得るため、V含有量の下限を0.01%とする。好ましいV含有量の下限は、0.05%である。一方、V含有量が過剰であると、析出物が粗大化して靭性を損なうことがある。そのため、V含有量の上限を0.20%とする。好ましいV含有量の上限は0.08%である。
Tiは、Ti酸化物を形成しピニングによるオーステナイトの細粒化をもたらす元素であり、靭性向上に有効な元素である。この効果を得るため、Ti含有量の下限を0.005%以上とする。しかし、Ti含有量が0.030%を超えると、粗大なTiCが生成し、靭性が損なわれるので、Ti含有量の上限を0.030%とする。粗大なTiC析出物の生成による靭性の低下をより抑制するために、Ti含有量の上限を0.020%にすることが好ましい。
Nは、TiNやVNを形成することで組織の細粒化や析出強化に寄与する元素である。この効果を得るため、N含有量の下限を0.0010%とする。一方、N含有量が過剰になると、母材の靭性が低下する。そのため、N含有量の上限を0.0100%とする。好ましいN含有量の上限は0.0060%である。
Oは、本実施形態に係るH形鋼中において、Ti酸化物を形成するために必要な元素である。そのため、O含有量の下限を0.0005%とする。一方、O含有量が過剰であると、酸化物が粗大化し、靭性の劣化を招く。そのため、O含有量の上限を0.0100%とする。O含有量の上限は、0.0050%が好ましい。
Alは、溶鋼中でTiよりも優先的にOと結合し、Ti酸化物の生成を阻害する。そのため、Ti酸化物を生成させるためにはAl含有量は少ないほうが好ましい。Alは実質的に含有しないことが好ましいが、工業的な制約を考慮して、許容できるAlの上限を0.005%とする。好ましいAl含有量の上限は0.003%である。
Nbは、通常、組織の微細化や、析出強化、更には焼入れ性の向上に寄与する有用な元素である。しかし、本実施形態に係るH形鋼では、Nbを含有すると、NbCの析出により著しく靭性が低下するという新たな知見が得られている。そのため、Nbは含有しないことが好ましく、Nb含有量の上限を0.010%に制限する。
Bは、通常、微量の添加で焼入れ性の向上に顕著に寄与する元素である。しかし、Ti酸化物を含有する本実施形態に係るH形鋼に含有させた場合、微細なTi酸化物を核としてBNが析出する。このBNは、フェライトの生成核となり、焼入れ性を低下させ、強度を低下させることが、新たに知見されている。したがって、強度確保の観点からB含有量は少ない方が好ましく、B含有量の上限を0.0005%に制限する。
Mgは、溶鋼中でTiよりも優先的にOと結合し、Ti酸化物の生成を阻害する。そのため、Mg含有量は少ない方が好ましい。Mgは実質的に含有しない方が好ましいが、製造工程で混入する場合がある。そのため、工業的な制約を考慮して、Mg含有量の上限を0.0003%としてもよい。
Caは、溶鋼中でTiよりも優先的にOと結合し、Ti酸化物の生成を阻害するので、Caは少ない方が好ましい。Caは実質的に含有しない方が好ましいが、工業的な制約を考慮して、Ca含有量の上限を0.0003%としてもよい。
Crは、焼入れ性を向上させることにより、鋼の高強度化に寄与する元素である。焼入れ性向上の効果を得る場合、0.01%以上のCrを含有させることが好ましく、0.10%以上を含有させることがより好ましい。一方、Cr含有量が0.50%を超えると、MAの生成が助長されたり、Cr炭化物が粗大化することによって靭性が低下したりすることがある。したがって、Cr含有量の上限は0.50%に制限する。より好ましくはCr含有量の上限は0.30%である。
Cuは、焼入れ性の向上と析出強化によって鋼の高強度化に寄与する元素である。これらの効果を得る場合、0.01%以上のCuを含有させることが好ましく、0.10%以上を含有させることがより好ましい。一方、Cu含有量が過剰であるとMAの生成が助長され、靭性が低下することがある。そのため、Cu含有量の上限を0.30%とする。より好ましいCu含有量の上限は0.20%である。
Moは、焼入れ性を向上させることによって鋼の高強度化に寄与する元素である。この効果を得るためには、0.001%以上のMoを含有させることが好まく、0.01%以上のMo含有させることがより好ましい。一方、Mo含有量が0.30%超であるとMAの生成が助長され靭性が低下することがある。そのため、Mo含有量の上限は0.30%とする。靭性の低下を防ぐにはMo含有量の上限を0.20%とすることがより好ましい。
Wは、Moと同様、焼入性を向上させることによって鋼の高強度化に寄与する元素である。この効果を得るためには、W含有量の下限を0.01%とすることが好ましい。一方、W含有量が0.50%超であるとMAの生成が助長され靭性が低下することがある。そのため、W含有量の上限は0.50%とする。より好ましいW含有量の上限は0.30%である。
本発明では、焼入れ性を高め、ベイナイトを生成させるために、下記(式1)に示す炭素当量Ceqを0.35~0.50%とする。Ceqが0.35%未満であるとベイナイトの生成が不十分になり、強度及び靭性が低下する。好ましくは、Ceqを0.38%以上とし、より好ましくは0.40%以上とする。一方、Ceqが0.50%を超えると、強度が高くなりすぎて、靭性が低下する。好ましくは、Ceqを0.45%以下とし、より好ましくは、0.43%以下とする。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15・・・(式1)
このような制御を行うことにより上記溶鋼を用いて鋳造された鋼片中に、粒径が0.01~3.0μmであるTi酸化物が30個/mm2以上の密度で生成する。溶鋼中の酸素濃度、0.0100%を超えると酸化物が粗大化し、靭性が低下するので、0.0100%を上限とする。好ましい上限は0.0080%、より好ましい上限は、0.0060%、更に好ましい上限は、0.0040%である。また、酸素はTi酸化物を形成するために必要な元素であるので、溶鋼中の酸素濃度は0.0005%以上が必要である。

また、得られたH形鋼の図1に示す靭性評価部位8から、シャルピー試験片、オーステナイト粒径の測定に用いる試料、及び透過型電子顕微鏡(TEM)でTi酸化物を観察するためのサンプルを採取した。採取したシャルピー試験片を用いて靭性を評価し、粒径測定用の試料を用いてオーステナイト粒径を測定し、観察用サンプルを用いてTEM観察を行った。t1はウエブの板厚、t2はフランジの板厚、Fはフランジの長さ、Hは高さである。

製造No.35(成分No.29)は、B含有量が過剰であり、強度が低下している。製造No.36(成分No.30)は、Ti添加前の酸素量が過剰であり、靱性が低下している。
2a 粗圧延機
2b 中間圧延機
2c 仕上圧延機
3a 中間圧延機前後面の水冷装置
3b 仕上圧延機後面冷却装置
4 H形鋼
5 フランジ
6 ウエブ
7 強度評価部位
8 靭性評価部位
F フランジ長さ全長
H 高さ
t1 ウエブの板厚
t2 フランジの板厚
Claims (4)
- 質量%で、
C :0.05~0.16%、
Si:0.01~0.50%、
Mn:0.80~2.00%、
Ni:0.05~0.50%、
V :0.01~0.20%、
Ti:0.005~0.030%、
N :0.0010~0.0100%、
O:0.0005~0.0100%
Cr:0~0.50%、
Cu:0~0.30%、
Mo:0~0.30%、
W :0~0.50%、
を含有し、
Al:0.005%以下、
Nb:0.010%以下、
B:0.0005%以下、
に制限し、残部がFe及び不純物であり;
下記式1によって求められる炭素当量Ceqが0.35~0.50%であり;
粒径が0.01~3.0μmであるTi酸化物を30個/mm2以上の密度で有し;
フランジの板厚が100~150mmであり;
前記フランジの長さ方向で表面から1/6、かつ、厚さ方向で表面から1/4の位置における、ベイナイト面積分率が80%以上であり、降伏強度又は0.2%耐力が450MPa以上であり、引張強度が550MPa以上であり;
前記フランジの前記長さ方向で前記表面から1/2、かつ、前記厚さ方向で前記表面から3/4の位置における、21℃でのシャルピー吸収エネルギーが100J以上であり、オーステナイト粒径の平均が50~200μmである;
ことを特徴とするH形鋼。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15・・・(式1)
ここで、C、Mn、Cr、Mo、V、Ni、Cuは各元素の含有量%で、含有されていない元素は含有量0%とする。 - 質量%で、
Cr:0.01~0.50%、
Cu:0.01~0.30%、
Mo:0.001~0.30%、
W :0.01~0.50%、
のうち、1種又は2種以上を含有する
ことを特徴とする請求項1に記載のH形鋼。 - 請求項1又は2に記載のH形鋼の製造方法であって、
溶鋼中の酸素濃度が0.0005~0.0100%になるように脱酸した後、Tiを添加し、更に、前記溶鋼の成分を、質量%で、C:0.05~0.16%、Si:0.01~0.50%、Mn:0.80~2.00%、Ni:0.05~0.50%、V:0.01~0.20%、Ti:0.005~0.030%、N:0.0010~0.0100%、O:0.0005~0.0100%、Cr:0~0.50%、Cu:0~0.30%、Mo:0~0.30%、W:0~0.50%を含有し、Al:0.005%以下、Nb:0.010%以下、B:0.0005%以下、に制限し、残部がFe及び不純物であり、下記式2によって求められる炭素当量Ceqが0.35~0.50%となるように調整する精錬工程と;
前記溶鋼を鋳造して鋼片を得る鋳造工程と;
前記鋼片を1100~1350℃に加熱する加熱工程と;
加熱された前記鋼片を、表面温度が800℃以上となるように熱間圧延を行ってH形鋼を得る熱間圧延工程と;
前記熱間圧延工程後の前記H形鋼を水冷する冷却工程と;
を有し、
前記冷却工程では、表面温度が300~700℃の温度範囲内に復熱するように水冷条件を制御する
ことを特徴とするH形鋼の製造方法。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15・・・(式2) - 前記溶鋼の前記成分が、質量%で、Cr:0.01~0.50%、Cu:0.01~0.30%、Mo:0.001~0.30%、W:0.01~0.50%、のうち、1種又は2種以上を含有することを特徴とする請求項3に記載のH形鋼の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015553481A JP6225997B2 (ja) | 2013-12-16 | 2014-12-05 | H形鋼及びその製造方法 |
| EP14871161.7A EP3085803B1 (en) | 2013-12-16 | 2014-12-05 | H-shaped steel and method for producing same |
| US15/039,753 US10060002B2 (en) | 2013-12-16 | 2014-12-05 | H-section steel and method of producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-259410 | 2013-12-16 | ||
| JP2013259410 | 2013-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015093321A1 true WO2015093321A1 (ja) | 2015-06-25 |
Family
ID=53402670
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/082267 Ceased WO2015093321A1 (ja) | 2013-12-16 | 2014-12-05 | H形鋼及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10060002B2 (ja) |
| EP (1) | EP3085803B1 (ja) |
| JP (1) | JP6225997B2 (ja) |
| WO (1) | WO2015093321A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105586534A (zh) * | 2016-02-22 | 2016-05-18 | 山东钢铁股份有限公司 | 一种特厚低韧脆转变温度的热轧h型钢及其生产方法 |
| JP2017057483A (ja) * | 2015-09-18 | 2017-03-23 | 新日鐵住金株式会社 | H形鋼及びその製造方法 |
| WO2017150665A1 (ja) * | 2016-03-02 | 2017-09-08 | 新日鐵住金株式会社 | 低温用h形鋼及びその製造方法 |
| KR20190032625A (ko) * | 2016-12-21 | 2019-03-27 | 신닛테츠스미킨 카부시키카이샤 | H형강 및 그 제조 방법 |
| US10280476B2 (en) * | 2014-04-15 | 2019-05-07 | Nippon Steel & Sumitomo Metal Corporation | H-section steel and method of producing the same |
| CN111051555A (zh) * | 2017-09-08 | 2020-04-21 | 杰富意钢铁株式会社 | 钢板及其制造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107488807A (zh) * | 2017-08-17 | 2017-12-19 | 常州市丰乐精锻有限公司 | 一种缸头法兰制作工艺 |
| CN108893675B (zh) * | 2018-06-19 | 2020-02-18 | 山东钢铁股份有限公司 | 一种屈服强度500MPa级厚规格热轧H型钢及其制备方法 |
| CN110938778A (zh) * | 2019-12-09 | 2020-03-31 | 山东钢铁股份有限公司 | 一种基于异型坯轧制成型的热轧h型钢及其制备方法 |
| CN111455132A (zh) * | 2020-04-29 | 2020-07-28 | 攀钢集团攀枝花钢铁研究院有限公司 | 降低含钛钢材a类夹杂物评级的生产方法 |
| CN111349751A (zh) * | 2020-04-29 | 2020-06-30 | 攀钢集团攀枝花钢铁研究院有限公司 | 降低低钛钢材a类夹杂物评级的生产方法 |
| CN111349752A (zh) * | 2020-04-30 | 2020-06-30 | 攀钢集团攀枝花钢铁研究院有限公司 | 二氧化钛钢芯线的应用方法 |
| CN111455133A (zh) * | 2020-04-30 | 2020-07-28 | 攀钢集团攀枝花钢铁研究院有限公司 | 含钛二氧化钛钢芯线的应用方法 |
| CN112375987A (zh) * | 2020-11-20 | 2021-02-19 | 河南中原特钢装备制造有限公司 | 一种加氮耐腐蚀塑料模具钢及其制造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04157117A (ja) | 1990-10-20 | 1992-05-29 | Nippon Steel Corp | 母材および溶接部靭性の優れた圧延形鋼の製造方法 |
| JPH04279248A (ja) | 1991-03-08 | 1992-10-05 | Nippon Steel Corp | 圧延ままで靱性に優れ、かつ溶接部靱性に優れた粒内フェライト系形鋼の製造方法 |
| JPH04279247A (ja) * | 1991-03-08 | 1992-10-05 | Nippon Steel Corp | 圧延ままで耐火性及び靱性の優れた粒内フェライト系形鋼の製造方法 |
| JPH05263182A (ja) | 1992-03-16 | 1993-10-12 | Nippon Steel Corp | 靭性の優れた低合金圧延形鋼の製造方法 |
| JPH06100924A (ja) * | 1992-09-24 | 1994-04-12 | Nippon Steel Corp | 耐火性及び靱性の優れた制御圧延形鋼の製造方法 |
| JPH0776725A (ja) | 1993-09-10 | 1995-03-20 | Nippon Steel Corp | 靭性の優れた形鋼の製造方法 |
| JPH07238316A (ja) | 1994-02-25 | 1995-09-12 | Nippon Steel Corp | 強度・靱性および溶接性の優れたフランジを有する形鋼の製造方法 |
| WO2011065479A1 (ja) * | 2009-11-27 | 2011-06-03 | 新日本製鐵株式会社 | 高強度極厚h形鋼及びその製造方法 |
| WO2013089089A1 (ja) * | 2011-12-15 | 2013-06-20 | 新日鐵住金株式会社 | 高強度極厚h形鋼 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4464486B2 (ja) | 1999-06-22 | 2010-05-19 | 新日本製鐵株式会社 | 高強度高靱性圧延形鋼とその製造方法 |
| JP4837171B2 (ja) * | 2001-01-16 | 2011-12-14 | 新日本製鐵株式会社 | 低降伏比高靭性耐火h形鋼の製造方法 |
| KR20130029437A (ko) * | 2008-07-30 | 2013-03-22 | 신닛테츠스미킨 카부시키카이샤 | 인성과 용접성이 우수한 고강도 후강재 및 고강도 극후 h형강과 그 제조 방법 |
| JP5655984B2 (ja) | 2012-11-26 | 2015-01-21 | 新日鐵住金株式会社 | H形鋼及びその製造方法 |
-
2014
- 2014-12-05 US US15/039,753 patent/US10060002B2/en not_active Expired - Fee Related
- 2014-12-05 EP EP14871161.7A patent/EP3085803B1/en not_active Revoked
- 2014-12-05 WO PCT/JP2014/082267 patent/WO2015093321A1/ja not_active Ceased
- 2014-12-05 JP JP2015553481A patent/JP6225997B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04157117A (ja) | 1990-10-20 | 1992-05-29 | Nippon Steel Corp | 母材および溶接部靭性の優れた圧延形鋼の製造方法 |
| JPH04279248A (ja) | 1991-03-08 | 1992-10-05 | Nippon Steel Corp | 圧延ままで靱性に優れ、かつ溶接部靱性に優れた粒内フェライト系形鋼の製造方法 |
| JPH04279247A (ja) * | 1991-03-08 | 1992-10-05 | Nippon Steel Corp | 圧延ままで耐火性及び靱性の優れた粒内フェライト系形鋼の製造方法 |
| JPH05263182A (ja) | 1992-03-16 | 1993-10-12 | Nippon Steel Corp | 靭性の優れた低合金圧延形鋼の製造方法 |
| JPH06100924A (ja) * | 1992-09-24 | 1994-04-12 | Nippon Steel Corp | 耐火性及び靱性の優れた制御圧延形鋼の製造方法 |
| JPH0776725A (ja) | 1993-09-10 | 1995-03-20 | Nippon Steel Corp | 靭性の優れた形鋼の製造方法 |
| JPH07238316A (ja) | 1994-02-25 | 1995-09-12 | Nippon Steel Corp | 強度・靱性および溶接性の優れたフランジを有する形鋼の製造方法 |
| WO2011065479A1 (ja) * | 2009-11-27 | 2011-06-03 | 新日本製鐵株式会社 | 高強度極厚h形鋼及びその製造方法 |
| WO2013089089A1 (ja) * | 2011-12-15 | 2013-06-20 | 新日鐵住金株式会社 | 高強度極厚h形鋼 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3085803A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10280476B2 (en) * | 2014-04-15 | 2019-05-07 | Nippon Steel & Sumitomo Metal Corporation | H-section steel and method of producing the same |
| JP2017057483A (ja) * | 2015-09-18 | 2017-03-23 | 新日鐵住金株式会社 | H形鋼及びその製造方法 |
| CN105586534A (zh) * | 2016-02-22 | 2016-05-18 | 山东钢铁股份有限公司 | 一种特厚低韧脆转变温度的热轧h型钢及其生产方法 |
| WO2017150665A1 (ja) * | 2016-03-02 | 2017-09-08 | 新日鐵住金株式会社 | 低温用h形鋼及びその製造方法 |
| JPWO2017150665A1 (ja) * | 2016-03-02 | 2018-10-18 | 新日鐵住金株式会社 | 低温用h形鋼及びその製造方法 |
| CN108699651A (zh) * | 2016-03-02 | 2018-10-23 | 新日铁住金株式会社 | 低温用h形钢及其制造方法 |
| US10900099B2 (en) | 2016-03-02 | 2021-01-26 | Nippon Steel Corporation | Steel H-shape for low temperature service and manufacturing method therefor |
| KR20190032625A (ko) * | 2016-12-21 | 2019-03-27 | 신닛테츠스미킨 카부시키카이샤 | H형강 및 그 제조 방법 |
| KR102021726B1 (ko) | 2016-12-21 | 2019-09-16 | 닛폰세이테츠 가부시키가이샤 | H형강 및 그 제조 방법 |
| CN111051555A (zh) * | 2017-09-08 | 2020-04-21 | 杰富意钢铁株式会社 | 钢板及其制造方法 |
| CN111051555B (zh) * | 2017-09-08 | 2022-01-21 | 杰富意钢铁株式会社 | 钢板及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10060002B2 (en) | 2018-08-28 |
| JPWO2015093321A1 (ja) | 2017-03-16 |
| EP3085803B1 (en) | 2019-09-04 |
| JP6225997B2 (ja) | 2017-11-08 |
| US20160376675A1 (en) | 2016-12-29 |
| EP3085803A1 (en) | 2016-10-26 |
| EP3085803A4 (en) | 2017-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6225997B2 (ja) | H形鋼及びその製造方法 | |
| JP5655984B2 (ja) | H形鋼及びその製造方法 | |
| JP5867651B2 (ja) | H形鋼及びその製造方法 | |
| JP5079793B2 (ja) | 高温特性と靭性に優れた鋼材及びその製造方法 | |
| JP6048626B1 (ja) | 厚肉高靭性高強度鋼板およびその製造方法 | |
| JP6183545B2 (ja) | H形鋼及びその製造方法 | |
| CN101657555B (zh) | 高温强度和韧性优良的钢材及其制造方法 | |
| JP4855553B2 (ja) | 高強度極厚h形鋼及びその製造方法 | |
| JP5565531B2 (ja) | 高強度極厚h形鋼 | |
| JP6409598B2 (ja) | 靭性に優れた高強度極厚h形鋼及びその製造方法 | |
| JP6344191B2 (ja) | 靭性に優れた高強度極厚h形鋼及びその製造方法 | |
| JP6645107B2 (ja) | H形鋼及びその製造方法 | |
| JP6295632B2 (ja) | 靭性に優れた高強度h形鋼 | |
| HK1207672B (en) | H-shaped steel and process for producing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14871161 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015553481 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15039753 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014871161 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014871161 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |