WO2015093458A1 - 成形蓋及びこの蓋の容器への嵌合方法並びに密封方法 - Google Patents
成形蓋及びこの蓋の容器への嵌合方法並びに密封方法 Download PDFInfo
- Publication number
- WO2015093458A1 WO2015093458A1 PCT/JP2014/083202 JP2014083202W WO2015093458A1 WO 2015093458 A1 WO2015093458 A1 WO 2015093458A1 JP 2014083202 W JP2014083202 W JP 2014083202W WO 2015093458 A1 WO2015093458 A1 WO 2015093458A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- container
- lid
- molding lid
- molding
- taper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/06—Removable lids or covers having a peripheral channel embracing the rim of the container
- B65D43/065—Removable lids or covers having a peripheral channel embracing the rim of the container the peripheral channel having an inverted U-shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2842—Securing closures on containers
- B65B7/2878—Securing closures on containers by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/0202—Removable lids or covers without integral tamper element
- B65D43/0214—Removable lids or covers without integral tamper element secured only by friction or gravity
- B65D43/022—Removable lids or covers without integral tamper element secured only by friction or gravity only on the inside, or a part turned to the inside, of the mouth of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/08—Removable lids or covers having a peripheral flange fitting over the rim of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00027—Stackable lids or covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00064—Shape of the outer periphery
- B65D2543/00074—Shape of the outer periphery curved
- B65D2543/00092—Shape of the outer periphery curved circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00259—Materials used
- B65D2543/00296—Plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00425—Lids or covers welded or adhered to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00481—Contact between the container and the lid on the inside or the outside of the container
- B65D2543/0049—Contact between the container and the lid on the inside or the outside of the container on the inside, or a part turned to the inside of the mouth of the container
- B65D2543/00509—Cup
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00611—Profiles
- B65D2543/00648—Flange or lip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00611—Profiles
- B65D2543/00657—U-shaped or inverted U
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00675—Periphery concerned
- B65D2543/00685—Totality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00722—Profiles
- B65D2543/00759—Flange or lip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00722—Profiles
- B65D2543/00768—U-shaped or inverted U
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00787—Periphery concerned
- B65D2543/00796—Totality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00824—Means for facilitating removing of the closure
- B65D2543/00833—Integral tabs, tongues, handles or similar
- B65D2543/00842—Integral tabs, tongues, handles or similar outside of the lid
Definitions
- the present invention relates to a molded lid that can be fitted to a container having a flange portion, and a fitting method thereof. More specifically, the present invention can reliably supply and fit the container even under high-speed conditions.
- the present invention relates to a molded lid that can be sealed well.
- a forming lid that can be fitted into a cup-shaped container having a flange portion
- a drop lid shape in which a top surface is formed on a side wall that hangs downward from an inner edge of the flange portion and a lower end of the side wall.
- the containers conveyed by a conveyor or the like are subjected to a filling process, a molded lid supply process, a molded lid and container fitting process, and a sealing process.
- the container is sealed, and the container is temporarily stopped for each process, and the operation is generally performed intermittently.
- the sealing of the molding lid and the cup-type container in the sealing step is generally performed by heat sealing because it is a simple means.
- the heat sealing is performed by heat welding and thereafter
- it takes time for the cooling to be carried out which is not satisfactory in terms of productivity.
- the heat seal method using a general heat seal bar it is necessary to conduct heat from the outer surface of the welded part to the seal surface, so it takes time to conduct heat in a thick container, etc.
- the wall thickness is limited, and the degree of freedom of the container and lid shape is low.
- the heat seal portion since the heat seal portion is cooled and takes a predetermined time until it is completely sealed, the head that has been thermally expanded by the seal heat particularly when filling the contents having self-generated pressure or hot filling. The gas in the space may escape from the molten seal portion, which may cause seal peeling.
- laser welding is also known as a method for welding packaging members such as containers and lids.
- a bottom lid and an upper lid are welded to a container body by laser welding. It has been proposed to integrate.
- the seal interface is welded without much restrictions on the thickness of the members, etc., and the time required for welding is shortened compared to heat sealing. Therefore, productivity is improved compared to the heat seal method.
- laser welding since the welding operation can be continuously performed, it is possible to perform laser welding without temporarily stopping the container in the sealing process (laser welding process), thereby further improving productivity. can do.
- the molding lid in the drop lid-type molding lid applied to be able to fit into a container having a flange portion, the molding lid includes a flange, a fitting portion extending downward from the flange, and a lower portion of the fitting portion.
- the introduction portion is formed of first and second taper portions whose inner diameters decrease as going downward, and the taper angle ⁇ of the second taper portion is the taper angle of the first taper portion.
- a molding lid characterized in that it is larger than ⁇ and the second tapered portion is formed in an arc shape smaller than the range where the first tapered portion is formed.
- the taper angle ⁇ of the first taper portion is 30 to 75 degrees with respect to the horizontal direction
- the second tapered portion is formed in a range of 15 to 60 degrees with respect to the entire circumference; 3.
- the fitting portion is formed in a tapered shape whose inner diameter increases as it goes downward, 4).
- a horizontal step portion is formed between the fitting portion and the introduction portion, 5.
- the drop lid molding lid includes a flange portion, an outer side wall portion depending from the inner peripheral edge of the flange portion, an annular portion extending horizontally and inward from the lower end of the outer side wall portion, and extending upward from the inner peripheral edge of the annular portion.
- An inner side wall portion, a top surface that is horizontal and inward from the upper end of the inner side wall portion, and the fitting portion and the introduction portion are formed on the outer side wall portion, 6).
- a stepped portion extending horizontally and inwardly is formed on the inner side wall portion, 7).
- the inner side wall part below the step part of the inner side wall part is formed in a tapered shape whose inner diameter decreases as it goes downward, Is preferred.
- the molding lid is dropped obliquely with respect to the conveyance direction so as to first contact the inner peripheral end of the rear container flange portion with respect to the conveyance direction of the container, and is supplied onto the container.
- a container sealing method in which the flange portion is welded by laser welding after the molding lid is fitted to the container.
- the molding lid of the present invention is a lid suitably used for a lid fitting device that automatically feeds a molding lid from above to a container being conveyed and presses the molding lid from above to fit the container. Even if it is supplied from above to the container that is moving for transportation in the filling and sealing process, the introduction part formed with two tapers with different taper angles is formed below the fitting part of the molding lid.
- the molding lid is accurately supplied to the container and can be reliably fitted. That is, the second taper portion having a large taper angle of the molding lid supplied from above easily falls on the inner peripheral end (opening end) of the rear flange portion with respect to the traveling direction of the container, and thus falls from the container.
- the first taper portion having a small taper angle can easily prevent the molding lid from being introduced into the container along the opening end of the container, so that the molding lid can be easily centered with respect to the container. Become.
- the upper molding lid bites into the lower molding lid even when a plurality of molding lids are stacked. Therefore, it is possible to supply the molded lid from a stacked state, and it is excellent in stackability.
- the molding lid is moved to transport the container by bringing the second tapered portion of the molding lid into contact with the rear portion with respect to the traveling direction of the container. It is possible to follow, and the molding lid does not fall off from the container, and the molding lid can be reliably supplied to the container.
- the molding lid since the molding lid is centered in accordance with the opening of the container by the first taper portion of the molding lid, the molding lid can be securely fitted to the container even when the container lid is transported at a high speed. Is possible.
- by performing sealing by laser welding it becomes possible to continuously seal the container, and in combination with the use of the molding lid, it becomes possible to increase high-speed productivity.
- FIG. 1 It is a perspective view of an example of the shaping
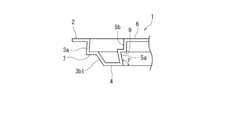
- FIG. 1 It is the schematic of the partial cross section of the shaping
- a forming lid 1 of the present invention generally includes a flange portion 2, an outer side wall portion 3 depending from the inner peripheral edge of the flange portion 2, and a lower end of the outer side wall portion 3.
- An annular portion 4 extending horizontally and inward, an inner side wall portion 5 extending upward from the inner peripheral edge of the annular portion 4, and a top surface 6 positioned horizontally and inward from the upper end of the inner side wall portion 5 are formed.
- the flange portion 2 is formed with a grip portion 8 which is wider than the other portions in a part thereof, and the molding lid 1 can be opened by pinching the grip portion 8 and pulling it upward.
- the outer side wall portion 3 is in close contact with the inner surface of the container, which will be described later, and the lower portion of the fitting portion 3a. From the first taper portion 3b1 for centering 1 with respect to the container and smoothly introducing the container into the container, and the second taper portion 3b2 for preventing the molding lid supplied from above from slipping from the container being conveyed. It is an important feature to have the introduction portion 3b.
- a stepped portion 7 extending horizontally and inward is formed between the fitting portion 3a and the introduction portion 3b, and the center of the molding lid 1 and the container 20 after centering is well matched.
- the introduction portion 3 b has a first taper portion 3 b 1 and a second taper portion 3 b 2 having different taper angles in which the diameter of the outer side wall portion 3 decreases as going downward.
- the arc-shaped first taper portion 3b1 is formed in the range.
- the angle ⁇ is smaller than the central angle of the first taper portion, and is preferably in the range of 15 to 60 degrees, particularly 30 to 45 degrees, because it is easy to get caught in the container and does not disturb the centering of the container.
- the first tapered portion 3b1 functions to smoothly introduce the molding lid into the container during capping, and the taper angle ⁇ is 30 to 75 so that the molding lid 1 can smoothly enter the container 20. Degrees, particularly in the range of 45-60 degrees, are desirable for centering in a short time.
- the second taper portion 3b2 has a taper angle ⁇ of ⁇ + 10 to ⁇ + 60 degrees and 90 degrees or less, so that when the capping is performed, the molding lid is dropped from above and supplied to the container, it is locked to the container opening end.
- the range of 60 to 90 degrees is desirable because it can cope with high-speed production.
- the fitting portion 3a is formed with a taper that extends outward to increase the inner diameter of the fitting portion 3a as it goes downward, so that, as will be described later, the molding lid 1 is inclined and the centers of both coincide with each other. It is possible to prevent the molding lid 1 from entering the container 20 in such a state that the molding lid 1 does not fall, and the molding lid 1 from dropping from the container 20 being conveyed.
- the container 20 to which the molded lid of the present invention shown in FIG. 1 is applied generally includes a barrel portion 21 and a bottom portion 22, and a flange 23 extending horizontally from the open end 21.
- a fitting portion 24 that is in close contact with the fitting portion 3 a of the molding lid 1 described above is formed on the upper portion of the body portion 21, and a step 25 that becomes a stack portion is formed on the lower end of the fitting portion 24.
- the fitting portion 24 of the container 20 has a taper that spreads outward as it goes downward.
- both taper angles may be the same, and when a taper is not formed, a shaping
- Various forms such as making the inner diameter of the fitting portion 3 a of the lid 1 larger than the inner diameter of the fitting portion 24 of the container 20 can be taken.
- the molding lid of the present invention As shown in FIG. 3, it is desirable that a stepped portion 9 extending in the horizontal direction is formed on the inner side wall portion 5.
- a stepped portion 9 extending in the horizontal direction is formed on the inner side wall portion 5.
- the taper is formed so that the inner diameter decreases according to the above.
- the step portion 9 of the inner side wall portion 5 preferably has a width of 2 mm or more from the standpoint of stackability of holding the upper molding lid, although it depends on the diameter of the molding lid.
- the taper angle ⁇ of the lower inner side wall 5a is preferably in the range of more than 90 degrees and within 100 degrees.
- the shape of the molding lid of the present invention is not limited as long as it is the molding lid having the introduction portion composed of the flange portion, the fitting portion, the first taper portion, and the second taper portion described above.
- the side wall is a double of the outer side wall part and the inner side wall part, but it may of course be a molded lid in which the top surface is formed directly from the lower end of the outer side wall part.
- the molding method of the molding lid is not particularly limited, but a molding lid molded by thermoforming such as vacuum molding, pressure molding, plug assist molding or the like using a sheet-like single layer or laminated material is particularly suitable. .
- the shape and molding method of the container to which the molding lid of the present invention is applied are not limited as long as it has a flange portion as a welding location, but vacuum molding, pressure molding, plug using a sheet-like single layer or laminated material.
- Examples thereof include containers such as cups and trays formed by thermoforming such as assist molding, bottomed cups formed by drawing, and the like.
- the material of the molding lid and the container will be described later because suitable materials differ depending on the sealing method.
- FIG. 4 (A) the container 20 is conveyed in the direction of the arrow, and the molding lid 1 extends from above the container 20 to the inner peripheral end (container opening end) of the flange 23 in the rearward direction of the container 20.
- the molding lid 1 is dropped from above so that the second taper portion 3b2 of the molding lid 1 comes into contact with 23a.
- cover 1 follows the movement of conveyance of a container, and does not fall from the container 20 (FIG.4 (B)). .
- the forming lid 1 is positioned upstream with respect to the traveling direction of the container 20 as shown in FIG. In this state, the center of the molding lid 1 and the container 20 is shifted. However, since the fitting portion 3a of the molding lid 1 is formed in a tapered shape that spreads outward, it is possible to prevent a part of the molding lid 1 from entering the container 20 and being inclined in this state. ing. Thereafter, the introduction portion 3b and the stepped portion 7 of the molding lid 1 are in contact with substantially the entire circumference of the container opening end 23a, the molding lid 1 is centered with respect to the container 20, and the centers of the molding lid 1 and the container 20 are aligned.
- FIG. 4D In this state, by pressing the molding lid 1 from above, the molding lid 1 and the container 20 are fitted by pressing the fitting portion 3a of the molding lid 1 and the fitting portion 24 of the container 20, and the molding lid.
- the flange portion 2 of 1 and the flange 23 of the container 20 are also in contact with each other (FIG. 4E), and the flange 23 is welded in the sealing process of the next process to seal the container 20.
- the flange 20 of the container 20 to which the molding lid 1 is firmly fitted is welded, and the container 20 is sealed.
- the molded lid of the present invention as a method of welding with the container, it can be performed by a conventionally known method such as heat seal welding or ultrasonic welding, but as described above, continuous irradiation is possible and high-speed sealing is possible. Therefore, in the present invention, it is particularly preferable to perform welding by laser welding.
- welding is performed by moving (rotating) the container or the laser oscillator according to the shape of the flange portion of the container and the forming lid, and scanning the laser on the flange portion of the container and the lid. To do.
- the laser transmitting thermoplastic resin is melted by irradiating the flange portion of the container and the molding lid with a laser beam from the side of the member made of the laser transmitting thermoplastic resin to generate heat. Then, the contact surfaces of the container and the molding lid are fused and adhered.
- the molding lid of the present invention is firmly fitted to the container due to the presence of the fitting portion of the molding lid, and the flange portion which is the contact surface of the molding lid and the container is in close contact with the irradiation of the laser beam. .
- either the molding lid or the container is made of a laser transmitting thermoplastic resin
- the other is made of a laser absorbing thermoplastic resin composition
- any of them may be a laser absorbing thermoplastic resin composition.
- the molding lid is made of a laser-absorbing thermoplastic resin composition in order to maintain the transparency of the container.
- the flange portion of the molding lid and the container can be welded and sealed by pressing and fixing the flange portion from the side of the molding lid and irradiating the laser from obliquely below the container.
- molding lid or a container may be formed with the laser absorption thermoplastic resin composition, and a container trunk
- it may be a multilayer structure.
- molding lid may consist of a laser absorption thermoplastic resin composition, and the center part may consist of a laser permeation
- the portion made of the laser transmitting thermoplastic resin has a thickness in the range of 0.1 to 2.0 mm, particularly 0.5 to 1.2 mm. . If the thickness of the portion made of the laser-transmitting thermoplastic resin is thinner than the above range, reliable welding cannot be performed. On the other hand, if it is thicker than the above range, the laser beam is heated under normal conditions. It becomes difficult to reach the portion made of the plastic resin composition, and reliable welding cannot be performed. Further, the portion made of the laser-absorbing thermoplastic resin composition is preferably in the range of 0.1 to 2.0 mm, particularly 0.5 to 1.2 mm. When the thickness of the portion made of the laser-absorbing thermoplastic resin composition is smaller than the above range, reliable welding cannot be performed, and on the other hand, even if it is thicker than the above range, the economy is inferior.
- the laser transmitting thermoplastic resin used in the molding lid or container of the present invention is preferably a thermoplastic resin having a laser transmittance of 70% or more, particularly 80% or more for improving productivity.
- the laser transmittance can be obtained by measuring the transmittance of light corresponding to the wavelength of the laser light to be used using a spectrophotometer.
- the laser transmittance varies depending on the thickness even in the same thermoplastic resin.
- the laser transmittance means that the transmittance is 70% or more within the thickness range described later. is there.
- thermoplastic resins are preferably styrene resins such as impact-resistant polystyrene, low-, medium-, and high-density polyethylene, isotactic polypropylene, propylene / ethylene copolymers, polybutene-1 Olefin resins such as ethylene / propylene copolymer, ethylene / butene-1 copolymer, propylene / butene-1 copolymer, ethylene / propylene / butene-1 copolymer, or polyester resins such as polyethylene terephthalate, etc.
- styrene resins such as impact-resistant polystyrene, low-, medium-, and high-density polyethylene, isotactic polypropylene, propylene / ethylene copolymers, polybutene-1 Olefin resins such as ethylene / propylene copolymer, ethylene / butene-1 copolymer, propylene / buten
- the resin is conventionally used for packaging containers, and in particular, it is necessary that the resin be easily melted by the heat generated by the laser-absorbing resin composition. It can be easily welded and is suitable.
- polyethylene and polypropylene are preferably used. Can.
- the resin composition contains a heat-generating substance uniformly from the viewpoint of easily melting the laser-transmitting thermoplastic resin at the seal interface.
- the exothermic substance include an oxygen absorbent such as iron powder and a colored pigment such as carbon black.
- a laser used in the sealing method of the present invention a laser conventionally used for laser welding can be used, and a gas laser, a solid-state laser, a semiconductor laser, or the like can be used. And can be suitably used in terms of cost.
- the output of the laser oscillator is preferably in the range of 100 to 500 W, particularly 200 to 350 W.
- the laser to be used is commercially determined by the permeability of the resin, the nature of the substance that generates heat by absorbing the laser beam, and the output, price, and safety of the laser oscillator.
- the molding lid of the present invention can be stably supplied and fitted to a container conveyed at high speed, and can be suitably used for a container that is sealed by laser welding and is produced at high speed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closing Of Containers (AREA)
- Closures For Containers (AREA)
Abstract
Description
このような成形蓋及びカップ型容器の組合わせにおいては、コンベア等で搬送される容器を、内容物の充填工程、成形蓋の供給工程、成形蓋と容器の嵌合工程、密封工程の工程を経て、容器の密封が行われ、各工程ごとに容器を一旦停止させて、間欠的に作業が行われることが一般的である。
従って本発明の目的は、搬送状態にある容器への供給性及び嵌合性に優れた成形蓋を提供することである。
本発明の他の目的は、成形蓋及び容器を生産性よく、嵌合し得る嵌合方法及び密封方法を提供することである。
本発明の成形蓋においては、
1.前記第1テーパ部のテーパ角度αが水平方向に対して30~75度であり、前記第2テーパ角度βが水平方向に対してα+10~α+60度且つ90度以下、すなわち、β=α+10~α+60 かつ β≦90であること、
2.前記第2テーパ部が、全周に対して15~60度の範囲に形成されていること、
3.前記嵌合部が、下方に行くに従ってその内径が増加するテーパ状に形成されていること、
4.前記嵌合部と前記導入部の間に、水平方向の段差部が形成されていること、
5.前記落とし蓋型成形蓋が、フランジ部、該フランジ部の内周縁から垂下する外側側壁部、該外側側壁部の下端から水平且つ内方に延びる環状部、該環状部の内周縁から上方に延びる内側側壁部、該内側側壁部の上端から水平且つ内方に位置する天面から成り、前記外側側壁部に、前記嵌合部及び導入部が形成されていること、
6.前記内側側壁部には、水平且つ内方に延びる段差部が形成されていること、
7.前記内側側壁部の段差部より下方の内側側壁部が下方に行くに従ってその内径が減少するテーパ状に形成されていること、
が好適である。
本発明によれば更に、前記成形蓋の容器への嵌合後、フランジ部をレーザ溶着により溶着する容器の密封方法が提供される。
また成形蓋の内側側壁部に段差部、更には下方の内側側壁部にテーパを形成することにより、複数個の成形蓋を積み重ねた場合にも、上方の成形蓋が下方の成形蓋に食い込んでしまうことが有効に抑制され、成形蓋を積み重ねた状態から供給可能であり、スタック性及にも優れている。
更に、密封をレーザ溶着によって行うことにより、容器の密封を連続的に行うことが可能になり、前記成形蓋を使用することと相俟って、より高速生産性を高めることが可能になる。
本発明の成形蓋を、添付図面を用いて説明する。
図1及び図2を参照して、本発明の成形蓋1は、概略的に言って、フランジ部2、フランジ部2の内周縁から垂下する外側側壁部3、該外側側壁部3の下端から水平且つ内方に延びる環状部4、この環状部4の内周縁から上方に延びる内側側壁部5、この内側側壁部5の上端から水平且つ内方に位置する天面6から成っている。またフランジ部2には、その一部に他の部分に比して幅広の把持部8が形成されており、この把持部8をつまんで上方に引き上げることにより成形蓋1を開封することができる。
本発明の成形蓋においては、上記基本構成において、外側側壁部3が、上部に後述する容器の内面と密着する嵌合部3a、及び嵌合部3aの下部に、嵌合の際に成形蓋1を容器に対してセンタリングし、容器にスムーズに導入するための第1テーパ部3b1、及び上方から供給された成形蓋が搬送されている容器からずり落ちないようにする第2テーパ部3b2から成る導入部3bを有することが重要な特徴である。そして、嵌合部3aと導入部3bとの間には、水平且つ内方に延びる段差部7が形成され、成形蓋1と容器20のセンタリング後の中心が良好に合致される。
また第1テーパ部3b1は、キャッピングの際に成形蓋を容器にスムーズに導入するための機能を発揮するものであり、成形蓋1が容器20にスムーズに入るようにテーパ角度αが30~75度、特に45~60度の範囲にあることが、短時間でのセンタリングのため望ましい。一方、第2テーパ部3b2は、キャッピングの際に、上方から成形蓋を落下させて容器に供給する時に容器開口端に係止するように、テーパ角度βがα+10~α+60度且つ90度以下、特に60~90度の範囲にあることが、高速生産に対応できるため望ましい。
更に嵌合部3aは下方に行くに従って嵌合部3aの内径を増加させる外側に広がったテーパが形成されており、これにより、後述するように、成形蓋1が斜め且つ両者の中心が合致していないような状態で容器20内に成形蓋1が入り込んでしまうことや、搬送中の容器20から成形蓋1が落下してしまうことが防止できる。
また成形蓋1の嵌合部3aと容器20の嵌合部24は、両者が圧着する限り、両者のテーパ角度は同じであってもよいし、またテーパが形成されていない場合には、成形蓋1の嵌合部3aの内径を容器20の嵌合部24の内径よりも大きくする等種々の形態をとることができる。
またこの態様においては、内側側壁部5の段差部9よりも上方の内側側壁部5bは段差部9からほぼ垂直に延びているが、段差部9よりも下方の内側側壁部5aは下方に行くに従って内径が減少するテーパ状に形成されていることが特に好適である。
これにより、図5に示すように複数個の成形蓋を積み重ねた場合に、内側側壁部5aがアンダーカットとなって上方の成形蓋が下方の成形蓋に嵌合しにくくなり、上述した作用効果をより確実に奏することができる。
尚、内側側壁部5の段差部9は、成形蓋の径にもよるが、上方の成形蓋を保持するというスタック性の見地からは2mm以上の幅を有することが望ましい。また下方の内側側壁部5aのテーパ角度γは、90度を越えて100度以内の範囲にあることが望ましい。
また本発明の成形蓋を適用する容器としては、溶着箇所としてのフランジ部を有する限りその形状及び成形方法は限定されないが、シート状の単層又は積層材料を用いて真空成形、圧空成形、プラグアシスト成形等の熱成形によって成形されたカップ或いはトレイ等の容器や、絞り成形によって成形された有底カップ等を例示することができる。
尚、成形蓋及び容器の材質は、密封方法によって好適な材料が異なることから後述する。
本発明の成形蓋の容器への供給及び両者の嵌合方法について図4を用いて説明する。
図4(A)に示すように、容器20は矢印の方向に搬送されており、成形蓋1は容器20の上方から、容器20の進行方向の後方のフランジ23の内周端(容器開口端)23aに、成形蓋1の第2テーパ部3b2が接触するように、成形蓋1を上方から落下させる。この際、成形蓋1は、第2テーパ部3b2が最初に容器に接触するように、第2テーパ部3b2を下方に位置させて斜めに落下させることが望ましい。これにより、第2テーパ部3b2が容器開口端23aに係止しているため、成形蓋1は容器の搬送の動きに追従して、容器20から落下することがない(図4(B))。
その後、成形蓋1の導入部3b及び段差部7が容器開口端23aのほぼ全周に接触し、成形蓋1が容器20に対してセンタリングされ、成形蓋1と容器20の中心が合致した状態になる(図4(D))。この状態で、上方から成形蓋1を押圧することにより、成形蓋1の嵌合部3aと容器20の嵌合部24を圧着することにより成形蓋1と容器20が嵌合され、且つ成形蓋1のフランジ部2と容器20のフランジ23も接触した状態になり(図4(E))、次工程の密封工程でフランジ23を溶着して、容器20を密封する。
前述した嵌合工程において、図4(E)に示したように、成形蓋1がしっかりと嵌合された容器20のフランジ23を溶着して、容器20を密封する。
本発明の成形蓋においては、容器との溶着方法として、ヒートシール溶着、超音波溶着等、従来公知の方法によっても行うことができるが、前述した通り、連続照射が可能で高速密封が可能であることから、本発明においては、特にレーザ溶着により溶着を行うことが好適である。
成形蓋が嵌合された後、容器及び成形蓋のフランジ部分の形状に合わせて、容器或いはレーザ発振機を移動(回転)させることにより、レーザを容器及び蓋のフランジ部分にスキャンさせることにより溶着する。この際、容器と成形蓋のフランジ部分を、レーザ透過熱可塑性樹脂から成る部材側からレーザビームを照射して、レーザ吸収熱可塑性樹脂組成物を発熱させることにより、レーザ透過熱可塑性樹脂を溶融して、容器及び成形蓋の当接面を溶融密着させる。
尚、本発明の成形蓋においては、成形蓋の嵌合部の存在により容器にしっかりと嵌合し、レーザビームの照射に際し、成形蓋及び容器の当接面であるフランジ部も密着している。しかしながら、より効率よく両者を溶着させるためには、成形蓋のフランジ部を押圧固定する治具等を用いて、より一層密着させてレーザ照射することが特に望ましい。
尚、成形蓋又は容器の溶着箇所であるフランジ部のみがレーザ吸収熱可塑性樹脂組成物で形成されていてもよく、容器胴部及び底部は、発熱部材を含有しないレーザ透過熱可塑性樹脂であってもよいし、或いは多層構造であってもよい。また成形蓋のフランジ部のみがレーザ吸収熱可塑性樹脂組成物から成り、中央部がレーザ透過熱可塑性樹脂から成っていてもよい。
また、レーザ吸収熱可塑性樹脂組成物から成る部分は、0.1乃至2.0mm、特に0.5乃至1.2mmの範囲にあることが望ましい。上記範囲よりもレーザ吸収熱可塑性樹脂組成物から成る部分の厚みが薄い場合には、確実な溶着を行うことができず、一方上記範囲よりも厚くても経済性に劣るようになる。
尚、レーザ透過率は、同一の熱可塑性樹脂であっても、厚みによって異なるものであり、本発明においては、後述する厚みの範囲内において70%以上の透過率を有することを意味するものである。
このような熱可塑性樹脂としては、好適には、耐衝撃性ポリスチレン等のスチレン系樹脂、低-、中-、高-密度のポリエチレン、アイソタクチックポリプロピレン、プロピレン・エチレン共重合体、ポリブテン-1、エチレン・プロピレン共重合体、エチレン・ブテン-1共重合体、プロピレン・ブテン-1共重合体、エチレン・プロピレン・ブテン-1共重合体等のオレフィン系樹脂、或いはポリエチレンテレフタレート等のポリエステル樹脂等、従来包装容器に用いられているものであることが望ましく、特にレーザ吸収樹脂組成物の発熱により容易に溶融するものであることが必要であることから、融点が250℃以下の熱可塑性樹脂を用いることが容易に溶着でき好適であり、特にポリエチレン、ポリプロピレンを好適に用いることができる。
本発明のレーザ吸収樹脂組成物においては、樹脂組成物に均一に発熱物質が含有されているものであることがシール界面でのレーザ透過熱可塑性樹脂を容易に溶融させる観点から望ましく、このような発熱物質としては、鉄粉等の酸素吸収剤や、カーボンブラック等の着色顔料を挙げることができる。
発熱物質は、用いる発熱物質の種類にもよるが一般に、熱可塑性樹脂100重量部当り0.01乃至0.30重量部、特に0.05乃至0.15重量部の量で配合することが望ましい。
レーザ発振器の出力は100乃至500W、特に200乃至350Wの範囲にあることが好ましい。用いるレーザは、商業的には樹脂の透過性とレーザビームを吸収して発熱する物質の性質、及びレーザ発振器の出力、値段、安全性により決まる。
Claims (10)
- フランジ部を有する容器に嵌合可能に適用される落とし蓋型の成形蓋において、前記成形蓋は、フランジ、該フランジから下方に延びる嵌合部、前記嵌合部の下部に導入部が形成されており、該導入部は、それぞれ下方に行くに従ってその内径が減少する第1及び第2テーパ部から成り、前記第2テーパ部のテーパ角度βが第1テーパ部のテーパ角度αよりも大きく、且つ、前記第2テーパ部を、前記第1テーパ部を形成した範囲よりも小さく弧状に形成したことを特徴とする成形蓋。
- 前記第1テーパ部のテーパ角度αが水平方向に対して30~75度、前記第2テーパ角度βが水平方向に対してα+10~α+60度且つ90度以下である請求項1記載の成形蓋。
- 前記第2テーパ部が、全周に対して15~60度の範囲に形成されている請求項1又は2記載の成形蓋。
- 前記嵌合部が、下方に行くに従ってその内径が増加するテーパ状に形成されている請求項1~3の何れかに記載の成形蓋。
- 前記嵌合部と導入部の間に、水平方向の段差部が形成されている請求項1~4の何れかに記載の成形蓋。
- 前記落とし蓋型成形蓋が、フランジ部、該フランジ部の内周縁から垂下する外側側壁部、該外側側壁部の下端から水平且つ内方に延びる環状部、該環状部の内周縁から上方に延びる内側側壁部、該内側側壁部の上端から水平且つ内方に位置する天面から成り、前記外側側壁部に、前記嵌合部及び導入部が形成されている請求項1~5の何れかに記載の成形蓋。
- 前記内側側壁部には、水平方向に延びる段差部が形成されている請求項6記載の成形蓋。
- 前記内側側壁部の段差部より下方の内側側壁部が下方に行くに従ってその内径が減少するテーパ状に形成されている請求項7記載の成形蓋。
- 請求項1~8の何れかに記載の成形蓋を、搬送される容器に上方から供給して嵌合する成形蓋の容器への嵌合方法であって、
前記成形蓋の第2テーパ部の一部が、前記容器の搬送方向に対して後方の容器フランジ部内周端に最初に当接するように、該成形蓋を搬送方向に対して斜めに落下させて容器上に供給し、前記成形蓋の第1テーパ部により該成形蓋を前記容器の中央部に移動させると共に収容し、次いで上方から押圧することにより該成形蓋を容器に嵌合させることを特徴とする成形蓋の容器への嵌合方法。 - 前記請求項9記載の成形蓋の容器への嵌合後、フランジ部をレーザ溶着により溶着する容器の密封方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015520762A JP5812225B1 (ja) | 2013-12-18 | 2014-12-16 | 成形蓋及びこの蓋の容器への嵌合方法並びに密封方法 |
| CN201480068554.3A CN105849005B (zh) | 2013-12-18 | 2014-12-16 | 成形盖及盖向容器嵌合的嵌合方法和密封方法 |
| EP14871636.8A EP3085635A4 (en) | 2013-12-18 | 2014-12-16 | Molded lid and method for fitting said lid onto container, and sealing method |
| US15/101,453 US10315809B2 (en) | 2013-12-18 | 2014-12-16 | Formed lid, method for fitting the lid to container, and sealing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013260770 | 2013-12-18 | ||
| JP2013-260770 | 2013-12-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015093458A1 true WO2015093458A1 (ja) | 2015-06-25 |
Family
ID=53402804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/083202 Ceased WO2015093458A1 (ja) | 2013-12-18 | 2014-12-16 | 成形蓋及びこの蓋の容器への嵌合方法並びに密封方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10315809B2 (ja) |
| EP (1) | EP3085635A4 (ja) |
| JP (1) | JP5812225B1 (ja) |
| CN (1) | CN105849005B (ja) |
| WO (1) | WO2015093458A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017065706A (ja) * | 2015-09-29 | 2017-04-06 | 東洋製罐株式会社 | 密封包装体 |
| JP2017065724A (ja) * | 2015-09-30 | 2017-04-06 | 東洋製罐株式会社 | 密封容器 |
| JP2017171333A (ja) * | 2016-03-23 | 2017-09-28 | 信和工業株式会社 | 密封容器 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3030763B1 (fr) * | 2014-12-23 | 2017-02-10 | Schneider Electric Ind Sas | Dispositif comprenant des elements de mesure de courant et procede de fabrication d'un tel dispositif |
| JP6706922B2 (ja) * | 2016-01-28 | 2020-06-10 | サーモス株式会社 | キャップユニット及び飲料用容器 |
| US11472579B2 (en) | 2018-12-04 | 2022-10-18 | Gpcp Ip Holdings Llc | Film securing apparatus and method |
| JP7002326B2 (ja) * | 2017-12-26 | 2022-01-20 | 川崎重工業株式会社 | 蓋閉じ装置及び蓋閉じ方法 |
| US12077337B2 (en) | 2018-12-04 | 2024-09-03 | Yum Connect, LLC | Systems and methods for sealing a container |
| JP6829755B2 (ja) * | 2019-11-25 | 2021-02-10 | サーモス株式会社 | 部材の取付構造及び取付方法 |
| EP3868673A3 (en) * | 2020-01-31 | 2021-11-03 | Quadient Technologies France | System and method for automatically closing boxes with cardboard lids |
| USD1035446S1 (en) | 2022-11-18 | 2024-07-16 | Reynolds Presto Products Inc. | Container with lid |
| USD1094026S1 (en) | 2022-11-18 | 2025-09-23 | Reynolds Presto Products Inc. | Container with lid |
| USD1082447S1 (en) | 2022-11-18 | 2025-07-08 | Reynolds Presto Products Inc. | Container with lid |
| USD1067034S1 (en) | 2023-09-28 | 2025-03-18 | Reynolds Consumer Products LLC | Container with lid |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5846760U (ja) * | 1981-09-24 | 1983-03-29 | 大日本印刷株式会社 | 容器用蓋 |
| JP2000128166A (ja) | 1998-10-22 | 2000-05-09 | Fuji Seal Inc | 容器の製造方法及び容器 |
| JP2003237721A (ja) * | 2002-02-20 | 2003-08-27 | Sanyo Electric Co Ltd | カップ用蓋およびこれを装着するための蓋装着装置 |
| JP2007126174A (ja) * | 2005-11-02 | 2007-05-24 | Fuji Electric Retail Systems Co Ltd | コップ蓋 |
| JP2010052787A (ja) * | 2008-08-29 | 2010-03-11 | Fp Corp | 包装容器 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3773207A (en) * | 1971-11-30 | 1973-11-20 | American Can Co | Easy-open thermoplastic container package |
| CH607701A5 (en) * | 1976-05-21 | 1978-10-13 | Vogel Bmw Ag | Container with lid |
| DE7806380U1 (de) * | 1978-03-03 | 1978-06-15 | Bellaplast Gmbh | Duennwandiger Behaelterdeckel |
| NL8601752A (nl) * | 1986-07-04 | 1988-02-01 | Wavin Bv | Hersluitbare verpakking bestaande uit een houder en een op de houder passend deksel. |
| NL8601917A (nl) * | 1986-07-24 | 1988-02-16 | Curver Verpakkingen | Houder met deksel. |
| CH673825A5 (ja) * | 1987-08-25 | 1990-04-12 | Alcan Rorschach Ag | |
| US4877151A (en) * | 1988-06-30 | 1989-10-31 | Rush Jonathan E | Snap-on lid and mold for making the lid |
| US6015061A (en) * | 1998-07-10 | 2000-01-18 | Sonoco Development, Inc. | Dual function overcap |
| JP3109803B2 (ja) * | 1999-03-08 | 2000-11-20 | 株式会社三栄工業 | 密閉形蓋付容器 |
| JP2002193292A (ja) * | 2000-12-28 | 2002-07-10 | Daicel Chem Ind Ltd | 包装用容器 |
| KR20060015011A (ko) * | 2004-08-13 | 2006-02-16 | 씨제이 주식회사 | 재밀폐 가능한 음식물 저장용기 |
| US8157123B2 (en) | 2005-02-23 | 2012-04-17 | The Glad Products Company | Container |
| US7631776B2 (en) * | 2005-06-10 | 2009-12-15 | Pwp Industries | Tamper evident container with tear-apart parts |
| AU2007205980B2 (en) * | 2006-01-18 | 2013-01-10 | The Glad Products Company | Containers with interlocking gripping tabs covers |
| US8459486B2 (en) * | 2010-04-19 | 2013-06-11 | Ropak Corporation | Container and lid |
| CN201729326U (zh) * | 2010-06-13 | 2011-02-02 | 泉州梅洋塑胶五金制品有限公司 | 全密封超薄食品容器的改进结构 |
| JP5961927B2 (ja) * | 2011-06-17 | 2016-08-03 | 東洋製罐株式会社 | レーザ溶着密封容器及びその製造方法 |
-
2014
- 2014-12-16 CN CN201480068554.3A patent/CN105849005B/zh not_active Expired - Fee Related
- 2014-12-16 JP JP2015520762A patent/JP5812225B1/ja not_active Expired - Fee Related
- 2014-12-16 WO PCT/JP2014/083202 patent/WO2015093458A1/ja not_active Ceased
- 2014-12-16 US US15/101,453 patent/US10315809B2/en active Active
- 2014-12-16 EP EP14871636.8A patent/EP3085635A4/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5846760U (ja) * | 1981-09-24 | 1983-03-29 | 大日本印刷株式会社 | 容器用蓋 |
| JP2000128166A (ja) | 1998-10-22 | 2000-05-09 | Fuji Seal Inc | 容器の製造方法及び容器 |
| JP2003237721A (ja) * | 2002-02-20 | 2003-08-27 | Sanyo Electric Co Ltd | カップ用蓋およびこれを装着するための蓋装着装置 |
| JP2007126174A (ja) * | 2005-11-02 | 2007-05-24 | Fuji Electric Retail Systems Co Ltd | コップ蓋 |
| JP2010052787A (ja) * | 2008-08-29 | 2010-03-11 | Fp Corp | 包装容器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3085635A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017065706A (ja) * | 2015-09-29 | 2017-04-06 | 東洋製罐株式会社 | 密封包装体 |
| JP2017065724A (ja) * | 2015-09-30 | 2017-04-06 | 東洋製罐株式会社 | 密封容器 |
| JP2017171333A (ja) * | 2016-03-23 | 2017-09-28 | 信和工業株式会社 | 密封容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10315809B2 (en) | 2019-06-11 |
| US20160304252A1 (en) | 2016-10-20 |
| EP3085635A4 (en) | 2017-07-26 |
| CN105849005A (zh) | 2016-08-10 |
| JP5812225B1 (ja) | 2015-11-11 |
| CN105849005B (zh) | 2017-07-21 |
| JPWO2015093458A1 (ja) | 2017-03-16 |
| EP3085635A1 (en) | 2016-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5812225B1 (ja) | 成形蓋及びこの蓋の容器への嵌合方法並びに密封方法 | |
| US9550596B2 (en) | Method of sealing containers and lids by melt adhesion by laser | |
| JP4877906B2 (ja) | 飲料用又は食品用の密封容器の製造方法 | |
| US20070131639A1 (en) | Sealed container and manufacturing method thereof | |
| CN102131714B (zh) | 通过激光焊接密封的包装体和密封包装体的方法 | |
| US20180346221A1 (en) | Ultrasonically weldable polymeric lids and microwavable polymeric containers | |
| JP5359703B2 (ja) | 密封容器及びその製造方法 | |
| JP5961927B2 (ja) | レーザ溶着密封容器及びその製造方法 | |
| EP1396439B1 (en) | Two material fitment with over-molded sealing media | |
| JP2016141474A (ja) | 包装体の製造方法、包装体の製造装置、および、受け体 | |
| JP5736704B2 (ja) | リシール性を有する密封容器 | |
| JP4855120B2 (ja) | 密封容器の製造方法、容器密封システム及び蓋溶接機 | |
| JP5463721B2 (ja) | 包装容器の製造方法 | |
| US20220411666A1 (en) | Film and packaging member for the formation of packages | |
| KR100929405B1 (ko) | 초음파커팅을 이용하여 마감성과 정교성을 향상시킨 용기의 자동포장 방법 | |
| JP2018002160A (ja) | 包装袋、および、その製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015520762 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14871636 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014871636 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014871636 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15101453 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |