WO2015093537A1 - ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 - Google Patents
ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 Download PDFInfo
- Publication number
- WO2015093537A1 WO2015093537A1 PCT/JP2014/083441 JP2014083441W WO2015093537A1 WO 2015093537 A1 WO2015093537 A1 WO 2015093537A1 JP 2014083441 W JP2014083441 W JP 2014083441W WO 2015093537 A1 WO2015093537 A1 WO 2015093537A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyarylene sulfide
- fiber
- sulfide resin
- hollow molded
- blow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/14—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length of filaments or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/002—Methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/0005—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor characterised by the material
- B29C49/0006—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor characterised by the material for heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
- B29C49/0411—Means for defining the wall or layer thickness
- B29C49/04114—Means for defining the wall or layer thickness for keeping constant thickness
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/786—Temperature
- B29C2049/7864—Temperature of the mould
- B29C2049/78645—Temperature of the mould characterised by temperature values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2267/00—Use of polyesters or derivatives thereof as reinforcement
- B29K2267/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2267/00—Use of polyesters or derivatives thereof as reinforcement
- B29K2267/006—PBT, i.e. polybutylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2277/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as reinforcement
- B29K2277/10—Aromatic polyamides [Polyaramides] or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2305/00—Use of metals, their alloys or their compounds, as reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/14—Stones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2381/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2381/02—Polythioethers; Polythioether-ethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2381/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2381/04—Polysulfides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/003—Additives being defined by their diameter
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/016—Additives defined by their aspect ratio
Definitions
- the present invention relates to a blow hollow molded article and a method for producing the molded article.
- PAS resin polyarylene sulfide resin
- polyarylene sulfide resin As an application example of polyarylene sulfide resin to blow molding, a resin composition obtained by melt-kneading a polyarylene sulfide resin and an epoxy group-containing olefin copolymer is known (Patent Document 1).
- the polyarylene sulfide resin is a polyarylene sulfide resin having a high melt viscosity but a large proportion of terminal carboxy groups and containing a large amount of low molecular weight components.
- the problem to be solved by the present invention is to maintain the excellent heat resistance of the polyarylene sulfide resin, and to be excellent in moldability such as drawdown resistance and uneven wall thickness when performing blow hollow molding, and more
- An object of the present invention is to provide a blow hollow molded article excellent in mechanical strength such as impact property and a method for producing the blow hollow molded article, a resin composition for blow hollow molded article for exclusively providing the blow hollow molded article, and a method for producing the resin composition.
- the present inventors combined the polyarylene sulfide resin with a fiber reinforcing material having a long fiber length, thereby being excellent in mechanical strength such as impact resistance.
- the present inventors have found that a blow hollow molded article, a method for producing the blow hollow molded article, and a resin composition for blow hollow molded articles for exclusively providing the blow hollow molded article can be provided, thereby completing the present invention.
- the present invention is a method for producing a blow hollow molded article comprising a polyarylene sulfide resin (A) and a fiber reinforcement (B) having a fiber length of 5 mm or more,
- a long fiber reinforced polyarylene sulfide resin composition (C) comprising a polyarylene sulfide resin (A) and a fiber reinforcement (B) having a fiber length of 5 mm or more is heated to a temperature equal to or higher than the melting point of the resin (A).
- the present invention also relates to a blow hollow molded article comprising a polyarylene sulfide resin (A) and a fiber reinforcement (B) having a fiber length of 5 mm or more.
- the present invention also includes a polyarylene sulfide resin composition for blow hollow molded articles characterized by including a polyarylene sulfide resin (A) and a fiber reinforcement (B) having a fiber length of 5 mm or more, and A method for producing a composition, which is obtained by applying or impregnating a melted polyarylene sulfide resin (A) to continuous glass fibers and then cooling the resulting strand to a length of 5 mm or more.
- the present invention relates to a method for producing a polyarylene sulfide resin composition for blow hollow molded articles.
- the present invention while maintaining the excellent heat resistance of the polyarylene sulfide resin, it is excellent in moldability such as drawdown resistance and uneven thickness when performing blow hollow molding, and mechanical properties such as impact resistance It is possible to provide a blow hollow molded article excellent in strength, a method for producing the blow hollow molded article, a resin composition for blow hollow molded article for exclusively providing the blow hollow molded article, and a method for producing the resin composition.
- a long fiber reinforced polyarylene sulfide resin composition (C) containing a fiber reinforcing material (B) having a length is heated to a temperature equal to or higher than the melting point of the resin (A) to melt the resin (A), and then blown It is characterized by hollow molding.
- the polyarylene sulfide resin (A) used in the present invention has a resin structure having a repeating unit of a structure in which an aromatic ring and a sulfur atom are bonded.
- the polyarylene sulfide resin (A) has the following formula (1):
- R 1 and R 2 each independently represents a hydrogen atom, an alkyl group having 1 to 4 carbon atoms, a nitro group, an amino group, a phenyl group, a methoxy group, or an ethoxy group).
- the trifunctional structural site represented by the following formula (8) is preferably 0.001 to 3 mol%, particularly 0.01 to 1 mol%, based on the total number of moles with other structural sites. It is preferable.
- R 1 and R 2 in the formula are hydrogen atoms from the viewpoint of the mechanical strength of the polyarylene sulfide resin (A).
- those bonded at the para position represented by the following formula (3) and those bonded at the meta position represented by the following formula (4) are exemplified.
- the bond of the sulfur atom to the aromatic ring in the repeating unit is a structure bonded at the para position represented by the structural formula (3). In terms of surface.
- polyarylene sulfide resin (A) is not only the structural portion represented by the formula (1) or formula (2) but also the following structural formulas (5) to (8).
- the structural site represented by the formula (1) and the structural site represented by the formula (2) may be included at 30 mol% or less.
- the structural site represented by the above formulas (5) to (8) is preferably 10 mol% or less from the viewpoint of heat resistance and mechanical strength of the polyarylene sulfide resin.
- the bonding mode thereof may be either a random copolymer or a block copolymer. May be.
- the polyarylene sulfide resin (A) may have a naphthyl sulfide bond or the like in its molecular structure, but is preferably 3 mol% or less with respect to the total number of moles with other structural sites. In particular, it is preferably 1 mol% or less.
- the method for producing the polyarylene sulfide resin (A) is not particularly limited.
- Examples thereof include a method in which p-chlorothiophenol is self-condensed by adding other copolymerization components if necessary.
- the method 2) is versatile and preferable.
- an alkali metal salt of carboxylic acid or sulfonic acid or an alkali hydroxide may be added to adjust the degree of polymerization.
- a hydrous sulfiding agent is introduced into a mixture containing a heated organic polar solvent and a dihalogenoaromatic compound at a rate at which water can be removed from the reaction mixture, and the dihalogenoaromatic compound in the organic polar solvent.
- a sulfidizing agent are added to and reacted with a polyhalogenoaromatic compound as necessary, and the amount of water in the reaction system is in the range of 0.02 to 0.5 mol with respect to 1 mol of the organic polar solvent.
- a method for producing a polyarylene sulfide resin by controlling see Japanese Patent Application Laid-Open No. 07-228699), and if necessary, a dihalogeno aromatic compound in the presence of a solid alkali metal sulfide and an aprotic polar organic solvent.
- Polyhalogenoaromatic compound or other copolymerization component is added, and alkali metal hydrosulfide and organic acid alkali metal salt are added to sulfur source 1 0.01-0.9 mol of an organic acid alkali metal salt with respect to the catalyst and a reaction while controlling the amount of water in the reaction system within a range of 0.02 mol with respect to 1 mol of the aprotic polar organic solvent (See the pamphlet of WO2010 / 058713).
- dihalogenoaromatic compounds include p-dihalobenzene, m-dihalobenzene, o-dihalobenzene, 2,5-dihalotoluene, 1,4-dihalonaphthalene, 1-methoxy-2,5-dihalobenzene, 4, 4'-dihalobiphenyl, 3,5-dihalobenzoic acid, 2,4-dihalobenzoic acid, 2,5-dihalonitrobenzene, 2,4-dihalonitrobenzene, 2,4-dihaloanisole, p, p '-Dihalodiphenyl ether, 4,4'-dihalobenzophenone, 4,4'-dihalodiphenyl sulfone, 4,4'-dihalodiphenyl sulfoxide, 4,4'-dihalodiphenyl sulfide, and each of the above compounds And compounds having an alkyl group
- the halogen atom contained in each compound is a chlorine atom or a bromine atom.
- the post-treatment method of the reaction mixture containing the polyarylene sulfide resin obtained by the polymerization step is not particularly limited.
- the reaction mixture is left as it is, or an acid or a base is used.
- the solvent is distilled off under reduced pressure or normal pressure, and then the solid after the solvent is distilled off is water, a reaction solvent (or an organic solvent having an equivalent solubility in a low molecular weight polymer), acetone, methyl ethyl ketone.
- a solvent such as alcohols, and further neutralizing, washing with water, filtering and drying, or (3) after completion of the polymerization reaction, water,
- a solvent such as acetone, methyl ethyl ketone, alcohol, etc.
- water is added to the reaction mixture to wash with water. Filtration, if necessary, acid treatment at the time of washing with water, acid treatment and drying, (5) after completion of the polymerization reaction, the reaction mixture is filtered, and if necessary, once or twice or more with a reaction solvent Washing Further water washing, a method of filtering and drying, and the like.
- the polyarylene sulfide resin may be dried in a vacuum or in an inert gas atmosphere such as air or nitrogen. May be.
- the melt viscosity of the polyarylene sulfide resin (A) is not particularly limited as long as it is in a range suitable for blow molding, but the melt viscosity at 300 ° C. and a shear rate of 10 sec ⁇ 1 is 10 to 500 Pa ⁇ s. Those in the range are preferred, those in the range of 25 to 300 Pa ⁇ s are more preferred, and those in the range of 45 to 200 Pa ⁇ s are more preferred. If the melt viscosity is 10 Pa ⁇ s or more, drawdown is less likely to occur, whereas if it is 500 Pa ⁇ s or less, the extrusion stability of the parison is improved, and a uniform molded product without uneven thickness is easily obtained. .
- the non-Newtonian index of the polyarylene sulfide resin (A) is not particularly limited as long as it is in a range suitable for blow molding, but a range of 0.9 to 1.2 is preferable.
- the polyarylene sulfide resin used in the present invention has a high melt viscosity suitable for blow hollow molding, and the non-Newton index is 0.9 to 1.2 in the linear structure.
- the melt viscosity of the melt-kneaded product is prevented from excessively increasing by reacting with the fiber reinforcing material (B), and excellent moldability without uneven thickness And the mechanical strength, particularly impact resistance, of the blown hollow molded article tends to be improved.
- the fiber reinforcement (B) used in the present invention has a fiber length in the range of 5 mm or more, preferably in the range of 5 to 30 mm, more preferably in the range of 6 to 20 mm, and further preferably in the range of 10 to 15 mm. If it is a range, a well-known inorganic fiber reinforcement material and organic fiber reinforcement material can be used.
- glass fiber reinforcement glass fiber reinforcement, metal fiber reinforcement, basalt fiber reinforcement, carbon fiber (carbon fiber) reinforcement, aramid fiber (fully aromatic polyamide fiber) reinforcement, nylon MXD6 fiber (m-xylylenediamine and adipic acid And a fiber made of a co-condensation polymer), a PET fiber reinforcement, a PBT fiber reinforcement, a wholly aromatic polyester fiber (Kevlar fiber) reinforcement, and the like.
- These fiber reinforcing materials (B) can be used not only in the form of monofilaments but also rovings obtained by bundling a large number of monofilaments with a bundling agent.
- roving it is preferable to use monofilaments having an average fiber diameter in the range of 5 to 50 ⁇ m and a bundle of monofilaments in the range of 500 to 6000, more preferably monofilaments having an average fiber diameter in the range of 9 to 23 ⁇ m, and It is more preferable to use a bundle of 1000 to 4000 monofilaments. Further, two or more of these rovings can be used in a combined form.
- the sizing agent examples include a sizing agent containing at least one selected from maleic anhydride compounds, urethane compounds, acrylic compounds, epoxy compounds, and copolymers of these compounds.
- a sizing agent containing a series compound or a urethane series compound is preferable. Of these, epoxy compounds and urethane compounds are preferred, and epoxy compounds are more preferred.
- the epoxy compound include bisphenol / epichlorohydrin type epoxy resin, glycidyl ether type epoxy resin, tetraepoxy resin, novolac type epoxy resin, glycidyl amine, epoxy alkyl ester, and epoxidized unsaturated compound.
- urethane compounds include isocyanates such as m-xylylene diisocyanate (XDI), 4,4′-methylenebis (cyclohexyl isocyanate) (HMDI) and isophorone diisocyanate (IPDI), polyesters and polyethers. And those synthesized from diols of the system.
- isocyanates such as m-xylylene diisocyanate (XDI), 4,4′-methylenebis (cyclohexyl isocyanate) (HMDI) and isophorone diisocyanate (IPDI), polyesters and polyethers. And those synthesized from diols of the system.
- the long fiber reinforced polyarylene sulfide resin composition (C) used in the present invention will be described.
- the long fiber reinforced polyarylene sulfide resin composition (C) can be produced according to a method such as the method described in Japanese Patent Application Laid-Open No. 2003-192911. For example, the continuous fiber (monofilament or roving) is melted.
- the obtained polyarylene sulfide resin (A) can be applied or impregnated, and then cooled to obtain a strand obtained by cutting it into a length of 5 mm or more.
- the polyarylene sulfide resin (A) as the base resin is used alone, or a processing stabilizer, an oxidation stabilizer, a molding aid and other additives are added. After appropriately blending the agent, it is put into a single-screw or twin-screw extruder having a heating mechanism, and the melting point of the polyarylene sulfide resin (A) is higher than the melting point, preferably the melting point + 10 ° C. or higher, more preferably Melting and kneading in a temperature range of melting point + 10 ° C. to melting point + 100 ° C., more preferably melting point + 20 ° C. to melting point + 50 ° C. Insert.
- the impregnation apparatus uses a spread impregnation apparatus when continuous fibers are roving.
- the fiber opening impregnation apparatus includes a molten resin reservoir, an upstream boundary wall or a fiber introduction hole (introduction port) drilled in the upstream top plate, and a shaping nozzle drilled in the downstream boundary wall.
- 2 or more opening pins fixed so that they do not rotate despite the movement of long fibers
- opening rolls spontaneous or accompanying rotation with the movement of long fibers Is possible to be fixed or rotated (rotatable) on both walls in a state where the left and right walls are bridged in a sequential manner toward the downstream side.
- the opening pin or the opening roll may be mounted in two or more upper and lower stages through a predetermined gap or the like.
- continuous fibers are introduced into the molten resin, and the spread pins or spread rolls are swung in a zigzag pattern, or are installed at two predetermined intervals on the top and bottom.
- the opening of the roving and the application or impregnation of the molten resin to the opened fiber may be carried out by passing the middle of the opening pin without contacting both of them.
- the strand extruded from the impregnation apparatus is cooled to a temperature lower than the melting temperature of the polyarylene sulfide resin, preferably room temperature (23 ° C.), and a strand obtained by pultruding endless fibers is obtained.
- the obtained strand has a range of 5 mm or more, preferably 5 to 30 mm, more preferably 6 to 20 mm, and still more preferably 10 to 15 mm. It is obtained as a columnar pellet by cutting into lengths.
- the long fiber reinforced polyarylene sulfide resin composition thus obtained is a columnar pellet obtained by cutting a strand obtained by drawing an endless fiber
- the fiber length of the fiber reinforcing material in the pellet is It becomes substantially the same as the length of the pellet.
- a sizing agent imparted with reactivity to enhance the interaction with the resin is applied to the fiber surface, the adhesion with the polyarylene sulfide resin is increased, and the fiber and resin interface are more firmly adhered to each other, thereby drawing down. Can be improved.
- mechanical properties, particularly impact resistance can be improved.
- the ratio of the polyarylene sulfide resin (A) and the fiber reinforcing material (B) in the long fiber reinforced polyarylene sulfide resin composition (C) is the ratio between the polyarylene sulfide resin (A) and the fiber reinforcing material (B).
- the polyarylene sulfide resin (A) is preferably in the range of 99 to 40 parts by mass and the fiber reinforcement (B) is preferably in the range of 1 to 60 parts by mass with respect to 100 parts by mass in total.
- A) is in the range of 95 to 60 parts by mass, and the fiber reinforcing material (B) is more preferably in the range of 5 to 40 parts by mass.
- the long fiber reinforced polyarylene sulfide resin composition of the present invention has various fillers (in order to further improve the performance such as strength, heat resistance, dimensional stability, etc. within the range not impairing the effects of the present invention.
- D may be contained.
- a filler (D) a known and commonly used material can be used as long as it does not impair the effects of the present invention. Examples thereof include fillers of various shapes such as granular and fibrous forms. Specifically, the fiber length is 6 mm, such as glass fiber, carbon fiber, ceramic fiber, aramid fiber, metal fiber, potassium titanate, silicon carbide, calcium sulfate, calcium silicate and other natural fibers such as wollastonite. Less than fibrous fillers can be used.
- the filler (D) used in the present invention is not an essential component, but the strength is increased by adding more than 0 parts by weight, usually 10 parts by weight or more and 500 parts by weight or less with respect to 100 parts by weight of the polyarylene sulfide resin. Since various performances can be improved depending on the purpose of the filler to be added, such as rigidity, heat resistance, heat dissipation and dimensional stability, it is preferable.
- the long fiber reinforced polyarylene sulfide resin composition used in the present invention may be blended with known additives as long as the effects of the present invention are not impaired.
- a known additive E
- a release agent a colorant, a heat stabilizer, an ultraviolet stabilizer, a foaming agent, a rust inhibitor, a flame retardant, a lubricant, and a polyester
- Polyamide polyimide, polyetherimide, polycarbonate, polyphenylene ether, polysulfone, polyethersulfone, polyetheretherketone, polyetherketone, polyarylene, polyethylene, polypropylene, polytetrafluoroethylene, polydifluoroethylene, polystyrene
- a synthetic resin such as ABS resin, epoxy resin, silicone resin, phenol resin, urethane resin, liquid crystal polymer, or elastomer such as polyolefin rubber, fluorine rubber, silicone rubber, coupling agent such as silane coupling, etc. Also good.
- the additive (E) used in the present invention is not an essential component, but is added by adding more than 0 parts by mass, usually 10 parts by mass or more and 500 parts by mass or less with respect to 100 parts by mass of the polyarylene sulfide resin. Since various performances can be improved according to the purpose of the additive, it is preferable.
- the long fiber reinforced polyarylene sulfide resin composition of the present invention is prepared according to the type and ratio of the polyarylene sulfide resin (A) and the fiber reinforcement (B) used, for example,
- the resin composition (C) is put into a melt indexer having a cylinder temperature of 316 ° C. and an orifice system of 3 mm, a load of 10 kg is applied, and a melt flow rate (g / 10 minutes) is measured after 5 minutes of preheating.
- the range is preferably 10 to 100 g / 10 minutes, more preferably 20 to 80 g / 10 minutes, and still more preferably 30 to 60 g / 10 minutes.
- the long fiber reinforced polyarylene sulfide resin composition of the present invention maintains excellent heat resistance of the polyarylene sulfide resin and is excellent in moldability such as drawdown resistance and uneven wall thickness when performing blow hollow molding, Furthermore, it is possible to provide a blow hollow molded article excellent in mechanical strength such as impact resistance, and it can be preferably used for blow hollow molded article applications.
- the blow hollow molded article of the present invention is obtained by heating the long fiber reinforced polyarylene sulfide resin composition (C) to a temperature equal to or higher than the melting point of the resin (A) to melt the resin (A), followed by blow hollow molding. .
- a blow hollow molding method may be a known method as long as the effects of the present invention are not impaired.
- the resin composition (C) is supplied to a melt extruder equipped with a screw, and the melting temperature of the resin (A) is determined.
- the melting temperature of the resin (A) is determined.
- preferably melted by heating to a range of 290 to 320 ° C. for example, after melt extrusion under conditions of a screw rotation speed of 50 to 250 rpm and discharge of 5 to 25 kg / h, a die gap of 1 to 10 mm.
- Examples include a method of forming a parison and then forming it into a desired two- to three-dimensional hollow molded product.
- examples of the screw form include a full flight type single screw, a single screw having a mixing mechanism such as a dull image type, a Maddock type, and a pin type, and a biaxial screw rotating in the same direction or in different directions. It is done.
- a full flight type single screw more preferably a full flight type single screw and a single screw having a compression ratio in the range of 0.1 to 5, and shearing when the resin is melted.
- the range of 0.5 to 3 is more preferable, and the range of 1 to 2 is particularly preferable.
- Representative examples of known blow molding methods include the direct blow method, the accumulator blow method and the multi-dimensional blow method, and the multilayer blow molding method and exchange blow molding method used in combination with other materials. Of course, it is also possible to apply.
- the blow molded article of the present invention thus obtained has a polyarylene sulfide resin and a range of 5 mm or more, preferably 5 to 30 mm, more preferably 6 to 20 mm, and still more preferably 10 to 15 mm.
- Fiber reinforcing material having a fiber length in a range, having excellent moldability, and inherently possessing polyarylene sulfide resin such as heat resistance, dimensional stability, chemical resistance, impact resistance, cold thermal shock resistance, etc. It also has excellent performance such as mechanical strength.
- a hollow molded product such as bottles, tanks, ducts, etc., ducts and pipes for hot gases discharged from internal combustion engines and fuel cells such as chemical containers, air conditioning ducts, automobiles, etc. It can be used widely.
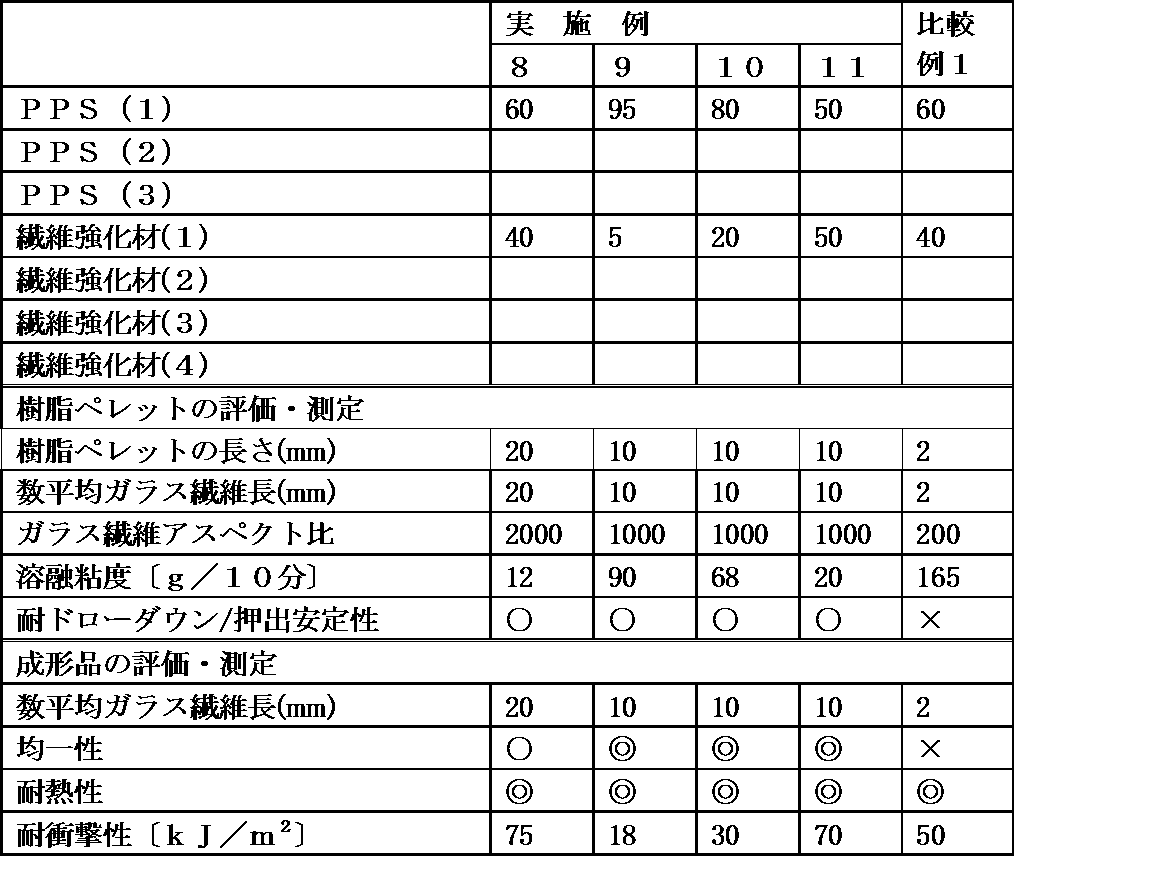
- Examples 1 to 11, Comparative Example 1 Production of fiber-reinforced polyarylene sulfide resin composition
- the polyarylene sulfide resin shown in Table 1 is charged into a twin screw extruder, and impregnated dies installed at the tip of the extruder while being melt kneaded at a resin component discharge rate of 25 kg / hr, a screw rotation speed of 250 rpm, and a cylinder set temperature of 310 ° C.
- glass fiber roving (fiber diameter: 10 to 20 ⁇ m) shown in Table 1 is continuously supplied and extruded at a ratio of 5 to 50 parts by mass with respect to a total of 100 parts by mass of the polyarylene sulfide resin and the glass fiber.
- a strand-like material in which the fiber was coated with a melted polyarylene sulfide resin was produced. Thereafter, the strand-like material was air-cooled to 23 ° C. to obtain a strand, and further cut to a length of 2 to 20 mm with a strand cutter to obtain a fiber-reinforced polyarylene sulfide resin composition pellet.
- the resin composition pellets are supplied to a blow molding machine equipped with a 45 mm ⁇ extruder (single screw with a full flight type and a compression ratio of 1), a resin component discharge rate of 25 kg / hr, a screw rotation speed of 250 rpm, and a cylinder set temperature. Extrusion is performed at 290 ° C to form a parison with an outer diameter of 30 mm and a wall thickness of 4 mm, and then air is blown into the mold to form a cylindrical container having a height of 250 mm, an outer diameter of 50 mm, and a wall thickness of about 2 to 3 mm. did.
- the resin composition pellets are supplied to a blow molding machine equipped with a 45 mm ⁇ extruder (single screw with a full flight type and a compression ratio of 1), a resin component discharge rate of 25 kg / hr, a screw rotation speed of 250 rpm, and a cylinder set temperature. Extrusion is performed at 290 ° C to form a parison with an outer diameter of 30 mm and a wall thickness of 4 mm, and then air is blown into the mold to form a cylindrical container having a height of 250 mm, an outer diameter of 50 mm, and a wall thickness of about 2 to 3 mm. did.
- melt viscosity is used as an index of the drawdown resistance and extrusion stability at the time of blow molding, and “O” for 100 to 10 g / 10 min (good with drawdown resistance and extrusion stability) 10 g Those with less than / 10 minutes were evaluated as “ ⁇ ” (extrusion stability was poor), and those over 100 g / 10 minutes were evaluated as “x” (with poor drawdown resistance).
- Each raw material in the table is as follows.
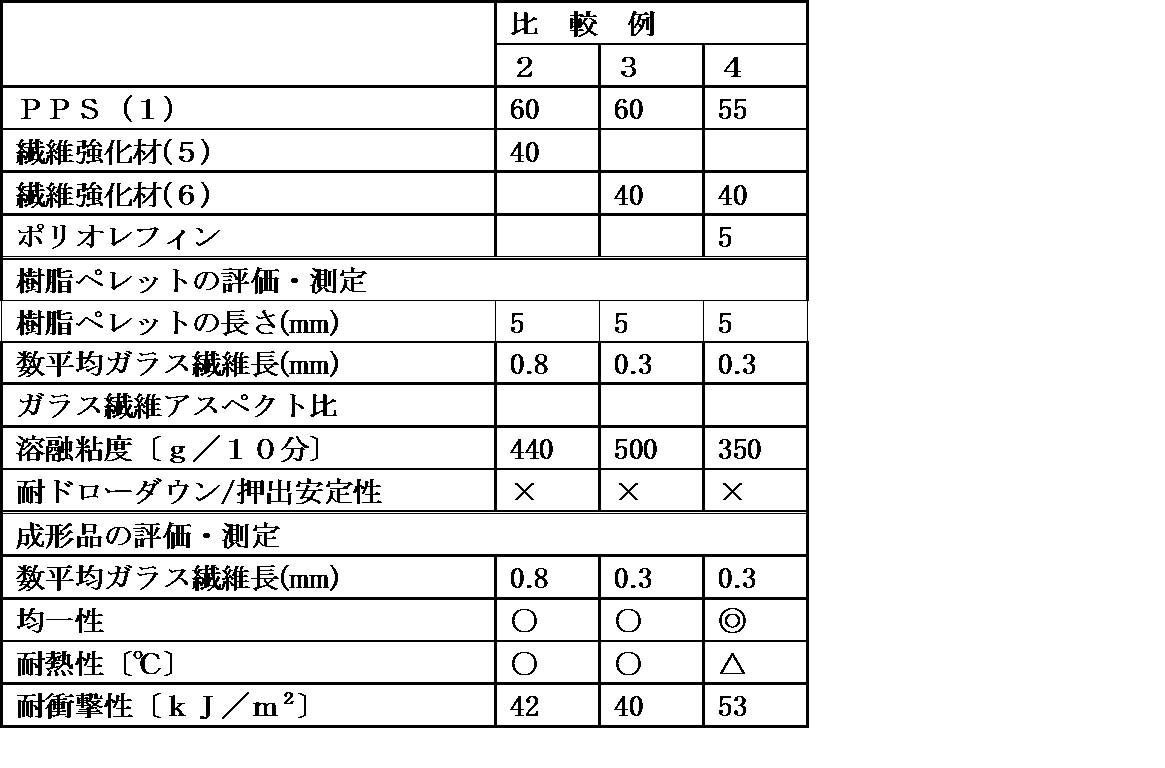
- Fiber reinforcement (5) Glass fiber chopped strand (E glass, fiber diameter 10 ⁇ m, fiber length 10 mm, epoxy-based sizing agent)
- Fiber reinforcement (6) Glass fiber chopped strand (E glass, fiber diameter 10 ⁇ m, fiber length 3 mm, epoxy-based sizing agent)
- Polyolefin Epoxy-modified polyolefin (Mitsui Chemicals "Bond Fast-E")
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Reinforced Plastic Materials (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Description
ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含む長繊維強化ポリアリーレンスルフィド樹脂組成物(C)を、前記樹脂(A)の融点以上に加熱して前記樹脂(A)を溶融し、続いてブロー中空成形することを特徴とするブロー中空成形品の製造方法、に関する。
ポリアリーレンスルフィド樹脂(A)は、芳香族環と硫黄原子とが結合した構造を繰り返し単位とする樹脂構造を有するものであり、具体的には、下記式(1)



本発明で用いる繊維強化材(B)は、繊維長が5mm以上の範囲のもの、好ましくは5~30mmの範囲のもの、より好ましくは6~20mmの範囲のもの、さらに好ましくは10~15mmの範囲であれば、公知の無機繊維強化材や有機繊維強化材を用いることできる。例えば、ガラス繊維強化材、金属繊維強化材、バサルト繊維強化材、カーボン繊維(炭素繊維)強化材、アラミド繊維(全芳香族ポリアミド繊維)強化材、ナイロンMXD6繊維(m-キシリレンジアミンとアジピン酸との共縮重合体からなる繊維)強化材、PET繊維強化材、PBT繊維強化材、全芳香族ポリエステル繊維(ケブラー繊維)強化材等を挙げることができる。
本発明のブロー中空成形品は、長繊維強化ポリアリーレンスルフィド樹脂組成物(C)を、前記樹脂(A)の融点以上に加熱して前記樹脂(A)を溶融し、続いてブロー中空成形する。
(繊維強化ポリアリーレンスルフィド樹脂組成物の製造)
表1に記載のポリアリーレンスルフィド樹脂を2軸押出機に投入し、樹脂成分吐出量25kg/hr、スクリュー回転数250rpm、シリンダー設定温度310℃で溶融混練しながら、押出機先端に設置した含浸ダイスに、表1に記載のガラス繊維のロービング(繊維径10~20μm)をポリアリーレンスルフィド樹脂とガラス繊維の合計100質量部に対し5~50質量部の割合で連続的に供給、押出して、ガラス繊維を溶融したポリアリーレンスルフィド樹脂で被覆したストランド状物を製造した。その後、該ストランド状物を23℃に空冷してストランドを得て、さらにストランドカッターで2~20mmの長さにカッティングして、繊維強化ポリアリーレンスルフィド樹脂組成物ペレットを得た。
前記樹脂組成物ペレットを、45mmφ押出機(フルフライト型でかつ圧縮比1の単軸スクリュー)を具備するブロー成形機に供給し、樹脂成分吐出量25kg/hr、スクリュー回転数250rpm、シリンダー設定温度290℃で押出を行い、外径30mm、肉厚4mmのパリソンを成形した後、金型内で空気を吹込み、高さ250mm、外径50mm、肉厚約2~3mmの円筒型容器を成形した。
(繊維強化ポリアリーレンスルフィド樹脂組成物の製造)
ポリアリーレンスルフィド樹脂と、サイドフィーダからガラス繊維をポリアリーレンスルフィド樹脂組成物とガラス繊維の合計100質量部に対し40質量部の割合で2軸押出機に供給しながら、樹脂成分吐出量25kg/hr、スクリュー回転数250rpm、シリンダー設定温度310℃で溶融混練したのち、押出して、ガラス繊維を含むストランド状物を製造した。その後、該ストランド状物を23℃に空冷してストランドを得て、さらにストランドカッターで約5mmの長さにカッティングし、繊維強化ポリアリーレンスルフィド樹脂組成物ペレットを得た。
前記樹脂組成物ペレットを、45mmφ押出機(フルフライト型でかつ圧縮比1の単軸スクリュー)を具備するブロー成形機に供給し、樹脂成分吐出量25kg/hr、スクリュー回転数250rpm、シリンダー設定温度290℃で押出を行い、外径30mm、肉厚4mmのパリソンを成形した後、金型内で空気を吹込み、高さ250mm、外径50mm、肉厚約2~3mmの円筒型容器を成形した。
[溶融粘度/耐ドローダウン性/押出安定性]
実施例1~11、比較例1~4で得られた繊維強化ポリアリーレンスルフィド樹脂組成物ペレットをメルトインデクサー(シリンダー温度316℃、オリフィス系3mm)に投入し、10kgの荷重を掛け、5分間の予熱後にメルトフローレートを測定した。
得られた溶融粘度をブロー成形時の耐ドローダウン性および押出安定性の指標とし、100~10g/10分のものを「〇」(耐ドローダウン性および押出安定性が伴に良好)、10g/10分未満のものを「△」(押出安定性が不良)、100g/10分を超えるものを「×」(耐ドローダウン性が不良)と評価した。
実施例1~11および比較例1~4で得られたブロー成形品胴部の上部(上端から30mm)および下部(下端から30mm)の任意の各5ケ所の厚みを測定し、その均一性を以下の基準で判定した。
上部平均厚みと下部平均厚みの差が0.2mm以内のものを「◎」
上記厚みの差が0.2を超え0.5mm以内のものを「○」
上記厚みの差が0.5mmを越え1.0mm以内のものを「△」
上記厚みの差が1.0mmを超えるものを「×」。
実施例1~11および比較例1~4で得られた繊維強化ポリアリーレンスルフィド樹脂組成物ペレットを、シリンダー温度300℃、金型温度140℃でプレス成形し、引張試験用ダンベル形状試験片を成形した。この試験片を260℃のオーブンで3000時間加熱し、取り出した後の引張強さを測定し、加熱していない試験片の引張強さからの低下を保持率(%)で表した。この保持率が80%以上のものを「◎」、60以上~80未満%ものを「○」、40%以上~60%未満のものを「△」、40%未満のものを「×」と判定した。
耐熱性試験で作成した引張試験用ダンベル形状試験片の中央部分を長さ80mm、幅10mm、厚さ4mmの棒状に切り出したものを耐衝撃性試験片とし、ISO179に準拠して、シャルピー衝撃試験を行い衝撃強度(kJ/mm2)の測定を行った。
該樹脂組成物ペレットまたはブロー中空成形品をマッフル炉中550℃で2h暴露させ、その灰分に含まれるガラス繊維を無作為に500本選出し、デジタルマイクロスコープにて繊維長および繊維直径を測定し、数平均繊維長および数平均繊維径を算出した。また、得られた数平均繊維長と数平均繊維直径の各値から、数平均繊維長/数平均繊維直径を算出してアスペクト比とした。
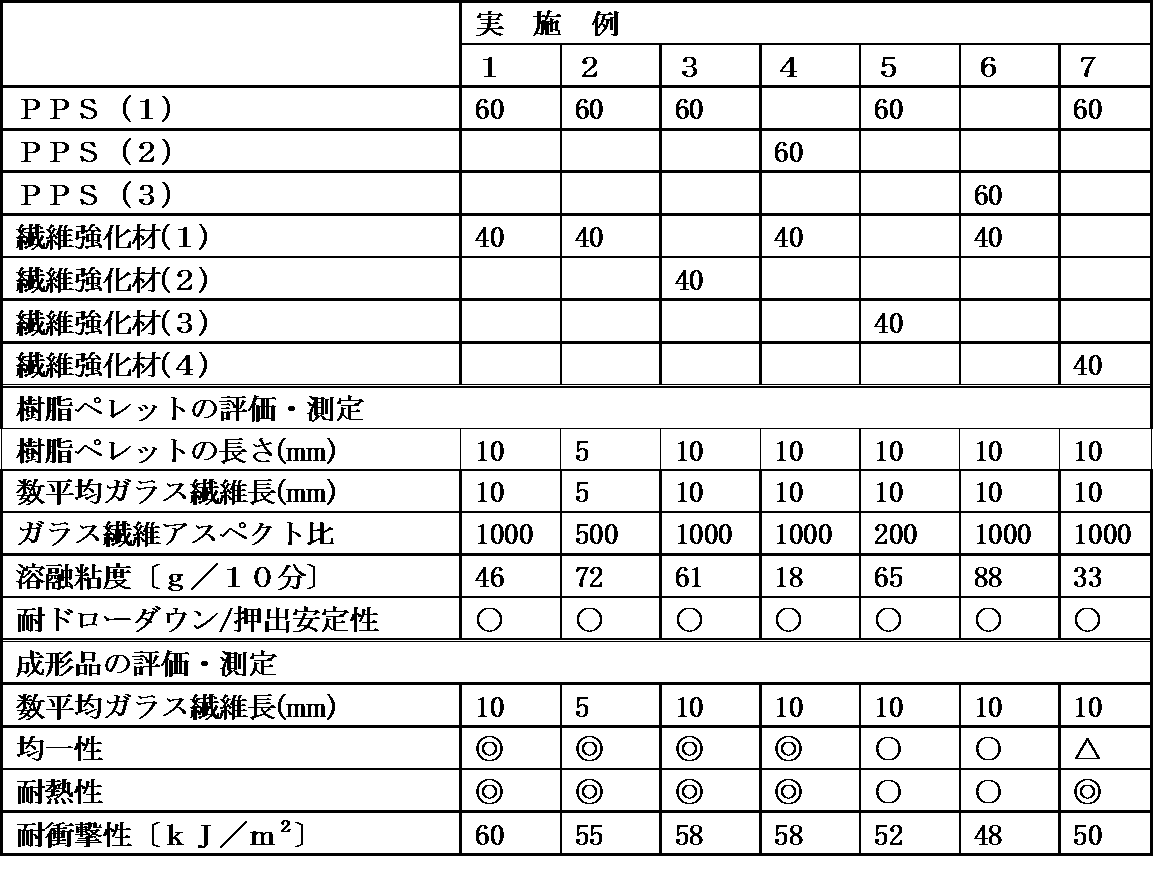
PPS(1);DIC株式会社製「DSP MA-505」(V6溶融粘度50Pa・s、非NT指数1.2)
PPS(2);DIC株式会社製「DSP MA-520」(V6溶融粘度150Pa・s、非NT指数1.2)
PPS(3);DIC株式会社製「DSP MA-501」(V6溶融粘度30Pa・s、非NT指数1.2)
※PPS樹脂のV6溶融粘度は島津製作所製フローテスター、CFT-500Cを用い、300℃、荷重:1.96×106Pa、L/D=10/1にて、6分間保持した後に測定した値による。
繊維強化材(2);ガラス繊維ロービング(Eガラス、繊維直径10μm、エポキシ・ウレタン系収束剤)
繊維強化材(3);ガラス繊維ロービング(Eガラス、繊維直径10μm、ウレタン系収束剤)
繊維強化材(4);ガラス繊維ロービング(Eガラス、繊維直径50μm、エポキシ系収束剤)
繊維強化材(6);ガラス繊維チョップドストランド(Eガラス、繊維直径10μm、繊維長3mm、エポキシ系収束剤)
ポリオレフィン:エポキシ変性ポリオレフィン(三井化学株式会社製「ボンドファスト-E」)
Claims (11)
- ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含むブロー中空成形品の製造方法であって、
ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含む長繊維強化ポリアリーレンスルフィド樹脂組成物(C)を、前記樹脂(A)の融点以上に加熱して前記樹脂(A)を溶融し、続いてブロー中空成形することを特徴とするブロー中空成形品の製造方法。 - 前記長繊維強化ポリアリーレンスルフィド樹脂組成物(C)は、連続した繊維に、溶融したポリアリーレンスルフィド樹脂(A)を塗布又は含浸させ、次いで冷却して得られるストランドを5mm以上の長さに切断して得られたものである請求項1記載のブロー中空成形品の製造方法。
- 前記繊維強化材(B)のアスペクト比が120~3000の範囲である請求項1記載のブロー中空成形品の製造方法。
- 前記繊維強化材(B)の繊維直径が5~50μmの範囲である請求項1記載のブロー中空成形品の製造方法。
- 前記ポリアリーレンスルフィド樹脂(A)と前記繊維強化材(B)との合計100質量部に対して、前記ポリアリーレンスルフィド樹脂(A)が99~40質量部の範囲であり、前記繊維強化材(B)の割合が1~60質量部の範囲である請求項1記載のブロー中空成形品の製造方法。
- 前記繊維強化材(B)が、ガラス繊維強化材、カーボン繊維強化材、バサルト繊維強化材及びアラミド繊維強化材から成る群から選ばれる少なくとも一種である請求項1記載のブロー中空成形品の製造方法。
- 前記ポリアリーレンスルフィド樹脂(A)は、非ニュートン指数が0.9~1.2であり、かつ300℃で測定した溶融粘度が10~500〔Pa・s〕の範囲にある請求項1記載のブロー中空成形品の製造方法。
- ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含むことを特徴とするブロー中空成形品。
- ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含むポリアリーレンスルフィド樹脂組成物を、前記樹脂(A)の融点以上に加熱して前記樹脂(A)を溶融し、続いてブロー中空成形して得られたものである請求項8記載のブロー中空成形品。
- ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含むブロー中空成形品用ポリアリーレンスルフィド樹脂組成物。
- ポリアリーレンスルフィド樹脂(A)と、5mm以上の繊維長を有する繊維強化材(B)とを含むブロー中空成形品用ポリアリーレンスルフィド樹脂組成物の製造方法であって、連続した繊維に、溶融したポリアリーレンスルフィド樹脂(A)を塗布又は含浸させ、次いで冷却して得られるストランドを5mm以上の長さに切断して得られることを特徴とするブロー中空成形品用ポリアリーレンスルフィド樹脂組成物の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015553586A JP6292457B2 (ja) | 2013-12-18 | 2014-12-17 | ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 |
| US15/105,227 US20160319109A1 (en) | 2013-12-18 | 2014-12-17 | Resin composition for blow hollow molded articles, blow hollow molded article and method for producing same |
| EP14871979.2A EP3085515B1 (en) | 2013-12-18 | 2014-12-17 | Resin composition for blow hollow molded articles, blow hollow molded article and method for producing same |
| CN201480069518.9A CN105848851B (zh) | 2013-12-18 | 2014-12-17 | 中空吹塑成型品用树脂组合物、中空吹塑成型品及制造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013261188 | 2013-12-18 | ||
| JP2013-261188 | 2013-12-18 | ||
| JP2014221433 | 2014-10-30 | ||
| JP2014-221433 | 2014-10-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015093537A1 true WO2015093537A1 (ja) | 2015-06-25 |
Family
ID=53402882
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/083441 Ceased WO2015093537A1 (ja) | 2013-12-18 | 2014-12-17 | ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160319109A1 (ja) |
| EP (1) | EP3085515B1 (ja) |
| JP (1) | JP6292457B2 (ja) |
| CN (1) | CN105848851B (ja) |
| WO (1) | WO2015093537A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102245017B1 (ko) * | 2014-02-05 | 2021-04-26 | 데이진 가부시키가이샤 | 폴리아릴렌술파이드 수지 조성물 |
| KR102338700B1 (ko) | 2015-03-26 | 2021-12-14 | 디아이씨 가부시끼가이샤 | 장섬유 강화 폴리아릴렌설피드 수지 성형품 및 그 제조 방법 |
| GB2557299B (en) * | 2016-12-05 | 2019-06-12 | Gurit Uk Ltd | Composite Panels |
| WO2019009234A1 (ja) * | 2017-07-03 | 2019-01-10 | Dic株式会社 | 無機充填剤、ポリアリーレンスルフィド樹脂組成物、成形品およびそれらの製造方法 |
| CN109852058B (zh) * | 2019-03-14 | 2021-08-17 | 常州工程职业技术学院 | 一种pps/pa66/石墨烯复合材料及其制备方法 |
| CN110272587B (zh) * | 2019-06-17 | 2021-11-09 | 中国人民解放军陆军特种作战学院 | 一种抗寒耐高温阻燃复合材料及其制备方法 |
| CN114058120A (zh) * | 2021-11-23 | 2022-02-18 | 台州迈柯塑业有限公司 | 一种塑胶人体模特生产方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03236930A (ja) | 1990-02-13 | 1991-10-22 | Toray Ind Inc | ブロー中空成形品 |
| JPH07228699A (ja) | 1993-12-22 | 1995-08-29 | Dainippon Ink & Chem Inc | ポリアリーレンスルフィドポリマーの製造方法 |
| JPH0899350A (ja) * | 1994-09-30 | 1996-04-16 | Mazda Motor Corp | 液晶樹脂複合体のブロー成形方法 |
| JP2003192911A (ja) | 2001-12-27 | 2003-07-09 | Asahi Fiber Glass Co Ltd | ガラス長繊維強化熱可塑性樹脂成形材料及びその製造方法 |
| JP2006124647A (ja) * | 2004-09-30 | 2006-05-18 | Toyoda Gosei Co Ltd | 樹脂組成物並びに樹脂成形品及びその製造方法 |
| WO2010058713A1 (ja) | 2008-11-21 | 2010-05-27 | Dic株式会社 | ポリアリ-レンスルフィド樹脂の製造方法 |
| JP2011136505A (ja) * | 2009-12-28 | 2011-07-14 | Minoru Kasei Kk | 繊維強化ブロー成形体及びその製造方法 |
| WO2011148929A1 (ja) | 2010-05-26 | 2011-12-01 | Dic株式会社 | ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 |
| JP2011256387A (ja) * | 2010-06-11 | 2011-12-22 | Ticona Llc | ブロー成形品およびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5625002A (en) * | 1988-06-02 | 1997-04-29 | Toray Industries, Inc. | Polyphenylene sulfide composition and shaped articles made therefrom |
| EP0358135B1 (en) * | 1988-09-07 | 1996-01-31 | Idemitsu Kosan Company Limited | Polyarylene sulfide resin composition |
| JP2529751B2 (ja) * | 1990-02-26 | 1996-09-04 | ポリプラスチックス株式会社 | ポリアリ―レンサルファイド系樹脂中空成形品及びその製造法 |
| JP3486423B2 (ja) * | 1991-12-13 | 2004-01-13 | 東ソー株式会社 | 樹脂組成物及びそれからなるブロー成形用材料 |
| JPH05302028A (ja) * | 1992-04-28 | 1993-11-16 | Mitsubishi Kasei Corp | 中空成形品 |
| JP2001009898A (ja) * | 1999-06-28 | 2001-01-16 | Idemitsu Petrochem Co Ltd | ブロー成形方法およびブロー成形品 |
| WO2004080698A1 (en) * | 2003-03-06 | 2004-09-23 | Ticona Celstran, Inc. | Method of making long fiber-reinforced thermoplastic composites utilizing hybrid or commingled yarn |
| EP1630201B1 (en) * | 2003-06-05 | 2014-12-10 | Toray Industries, Inc. | Polyphenylene sulfide resin compositions |
| EP1834981B1 (en) * | 2004-11-12 | 2011-09-21 | Toray Industries, Inc. | Biaxially oriented polyarylene sulfide film and laminated polyarylene sulfide sheets comprising the same |
| EP2138530B1 (en) * | 2007-03-20 | 2017-03-29 | Toray Industries, Inc. | Molding material, prepreg, fiber-reinforced composite material, and process for production of fiber-reinforced molding base material |
| MY182234A (en) * | 2012-06-13 | 2021-01-18 | Kuraray Co | Ethylene-vinyl alcohol resin composition, multilayer sheet, packaging material, and container |
-
2014
- 2014-12-17 CN CN201480069518.9A patent/CN105848851B/zh not_active Expired - Fee Related
- 2014-12-17 JP JP2015553586A patent/JP6292457B2/ja not_active Expired - Fee Related
- 2014-12-17 EP EP14871979.2A patent/EP3085515B1/en active Active
- 2014-12-17 US US15/105,227 patent/US20160319109A1/en not_active Abandoned
- 2014-12-17 WO PCT/JP2014/083441 patent/WO2015093537A1/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03236930A (ja) | 1990-02-13 | 1991-10-22 | Toray Ind Inc | ブロー中空成形品 |
| JPH07228699A (ja) | 1993-12-22 | 1995-08-29 | Dainippon Ink & Chem Inc | ポリアリーレンスルフィドポリマーの製造方法 |
| JPH0899350A (ja) * | 1994-09-30 | 1996-04-16 | Mazda Motor Corp | 液晶樹脂複合体のブロー成形方法 |
| JP2003192911A (ja) | 2001-12-27 | 2003-07-09 | Asahi Fiber Glass Co Ltd | ガラス長繊維強化熱可塑性樹脂成形材料及びその製造方法 |
| JP2006124647A (ja) * | 2004-09-30 | 2006-05-18 | Toyoda Gosei Co Ltd | 樹脂組成物並びに樹脂成形品及びその製造方法 |
| WO2010058713A1 (ja) | 2008-11-21 | 2010-05-27 | Dic株式会社 | ポリアリ-レンスルフィド樹脂の製造方法 |
| JP2011136505A (ja) * | 2009-12-28 | 2011-07-14 | Minoru Kasei Kk | 繊維強化ブロー成形体及びその製造方法 |
| WO2011148929A1 (ja) | 2010-05-26 | 2011-12-01 | Dic株式会社 | ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 |
| JP2011256387A (ja) * | 2010-06-11 | 2011-12-22 | Ticona Llc | ブロー成形品およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3085515A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3085515A4 (en) | 2017-10-11 |
| EP3085515A1 (en) | 2016-10-26 |
| JPWO2015093537A1 (ja) | 2017-03-23 |
| JP6292457B2 (ja) | 2018-03-14 |
| EP3085515B1 (en) | 2023-02-22 |
| CN105848851A (zh) | 2016-08-10 |
| CN105848851B (zh) | 2019-06-18 |
| US20160319109A1 (en) | 2016-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6292457B2 (ja) | ブロー中空成形品用樹脂組成物、ブロー中空成形品および製造方法 | |
| JP6575590B2 (ja) | 長繊維強化ポリアリーレンスルフィド樹脂成形品およびその製造方法 | |
| CN104321383B (zh) | 吹塑热塑性组合物 | |
| JP6223531B2 (ja) | ポリフェニレンスルフィド樹脂組成物、その製造方法、および反射板 | |
| KR20180092824A (ko) | 가교결합성 폴리아릴렌 설파이드 조성물 | |
| JP6601658B2 (ja) | 長繊維強化ポリアリーレンスルフィド樹脂組成物、成形品およびそれらの製造方法 | |
| KR101890915B1 (ko) | 폴리아릴렌 설파이드계 수지 조성물 및 성형품 | |
| JP6601657B2 (ja) | 長繊維強化樹脂ペレット、長繊維強化樹脂成形品および製造方法 | |
| JP7844833B2 (ja) | ポリアリーレンスルフィド樹脂組成物及びその製造方法 | |
| KR101777446B1 (ko) | 유리섬유 보강 폴리아미드 수지 조성물 및 플라스틱 성형품 | |
| JP5648426B2 (ja) | ポリアミド樹脂組成物およびポリアミド樹脂発泡成形体 | |
| JP7294547B2 (ja) | 繊維強化熱可塑性樹脂フィラメント及び造形物 | |
| CN111727222B (zh) | 用于液体辅助注塑成型应用的聚酰胺组合物 | |
| JP5076406B2 (ja) | タンク及びその製造方法 | |
| JP2024089903A (ja) | 長繊維強化ポリアリーレンスルフィド樹脂組成物および成形品の製造方法 | |
| KR20180044940A (ko) | 폴리아릴렌설피드 수지 조성물 및 그 성형체 | |
| US12378405B2 (en) | Resin composition, film, composite material, moving body, and three-dimensional printing material | |
| CN110573323A (zh) | 使用ppsu制造三维物体的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14871979 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015553586 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014871979 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15105227 Country of ref document: US Ref document number: 2014871979 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |