WO2015097891A1 - 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 - Google Patents
熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 Download PDFInfo
- Publication number
- WO2015097891A1 WO2015097891A1 PCT/JP2013/085205 JP2013085205W WO2015097891A1 WO 2015097891 A1 WO2015097891 A1 WO 2015097891A1 JP 2013085205 W JP2013085205 W JP 2013085205W WO 2015097891 A1 WO2015097891 A1 WO 2015097891A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- hot
- ferrite
- less
- area ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a hot-pressed steel sheet member used for machine structural parts and the like, a manufacturing method thereof, and a hot-press steel sheet.
- Patent Documents 1 and 2 describe a method called hot pressing for the purpose of obtaining high formability in a high-strength steel sheet. According to hot pressing, a high-strength hot-pressed steel plate member can be obtained by forming a high-strength steel plate with high accuracy.
- Patent Documents 3 and 4 describe high-strength hot-pressed steel plate members for the purpose of improving ductility, but these conventional hot-pressed steel plate members have another problem of reduced toughness. To do. The reduction in toughness becomes a problem not only when used in automobiles but also when used in machine structural parts. Patent Documents 5 and 6 describe techniques aimed at improving fatigue properties, but it is difficult to obtain sufficient ductility and toughness by these techniques.
- An object of the present invention is to provide a hot-pressed steel plate member that can obtain excellent ductility and toughness while having high strength, a manufacturing method thereof, and a hot-press steel plate.
- the inventor of the present application examined the cause of a decrease in toughness caused by a conventional high-strength hot-pressed steel sheet member aimed at improving ductility.
- a conventional high-strength hot-pressed steel sheet member aimed at improving ductility.
- the steel structure of the hot-pressed steel sheet member is a double-phase structure containing ferrite and martensite, during the hot press heating and air cooling to obtain the hot-pressed steel sheet member
- the decarburization easily progresses and the toughness is reduced due to the decarburization. That is, as a result of decarburization, the ratio of ferrite increases in the region from the surface of the hot-pressed steel sheet member to a depth of about 15 ⁇ m.
- ferrite layer a layered structure consisting essentially of a ferrite single phase (hereinafter referred to as “ferrite layer”) It has become clear that the brittleness of the ferrite grain boundaries in this region induces significant deterioration in toughness. This decarburization is particularly remarkable when obtaining a multiphase structure, but this has not been recognized in the past.
- the inventor of the present application has conducted extensive studies based on such knowledge, and as a result, has a chemical composition containing a predetermined amount of C and Mn and a relatively large amount of Si, and has a predetermined steel structure.
- the present inventor has also found that this hot-pressed steel sheet member has a high tensile strength of 980 MPa or more and also has excellent ductility and toughness.
- the present inventor has also found that this hot-pressed steel sheet member has unexpectedly excellent fatigue characteristics. And this inventor came up with the aspect of the invention shown below.
- Ferrite 10% to 70%
- martensite 30% to 90%
- the total area ratio of ferrite and martensite 90% to 100%.
- the Mn concentration in martensite is 1.20 times or more the Mn concentration in ferrite
- the chemical composition is mass%, Ti: 0.003% to 0.20%, Nb: 0.003% to 0.20%, V: 0.003% to 0.20%, Cr: 0.005% to 1.0%, Mo: 0.005% to 1.0%, Cu: 0.005% to 1.0%, and Ni: 0.005% to 1.0%
- the hot-pressed steel sheet member according to (1) containing one or more selected from the group consisting of:
- the chemical composition is mass%, Ca: 0.0003% to 0.01%, Mg: 0.0003% to 0.01%, REM: 0.0003% to 0.01%, and Zr: 0.0003% to 0.01%
- the chemical composition is mass%, Ti: 0.003% to 0.20%, Nb: 0.003% to 0.20%, V: 0.003% to 0.20%, Cr: 0.005% to 1.0%, Mo: 0.005% to 1.0%, Cu: 0.005% to 1.0%, and Ni: 0.005% to 1.0%
- the hot-press steel plate according to (6) which contains one or more selected from the group consisting of:
- the chemical composition is mass%, Ca: 0.0003% to 0.01%, Mg: 0.0003% to 0.01%, REM: 0.0003% to 0.01%, and Zr: 0.0003% to 0.01%
- the hot-press steel sheet according to any one of (6) to (10) is heated to a temperature range of 720 ° C. or more and Ac 3 points or less, and the Mn concentration in austenite is 1.20 times the Mn concentration in ferrite.
- the above steps After the heating, performing a hot press and cooling to an Ms point at an average cooling rate of 10 ° C./second to 500 ° C./second;
- Embodiments of the present invention relate to a hot-pressed steel sheet member having a tensile strength of 980 MPa or more.
- % which is a unit of content of each element contained in a steel plate member or a hot-press steel plate, means “% by mass” unless otherwise specified.
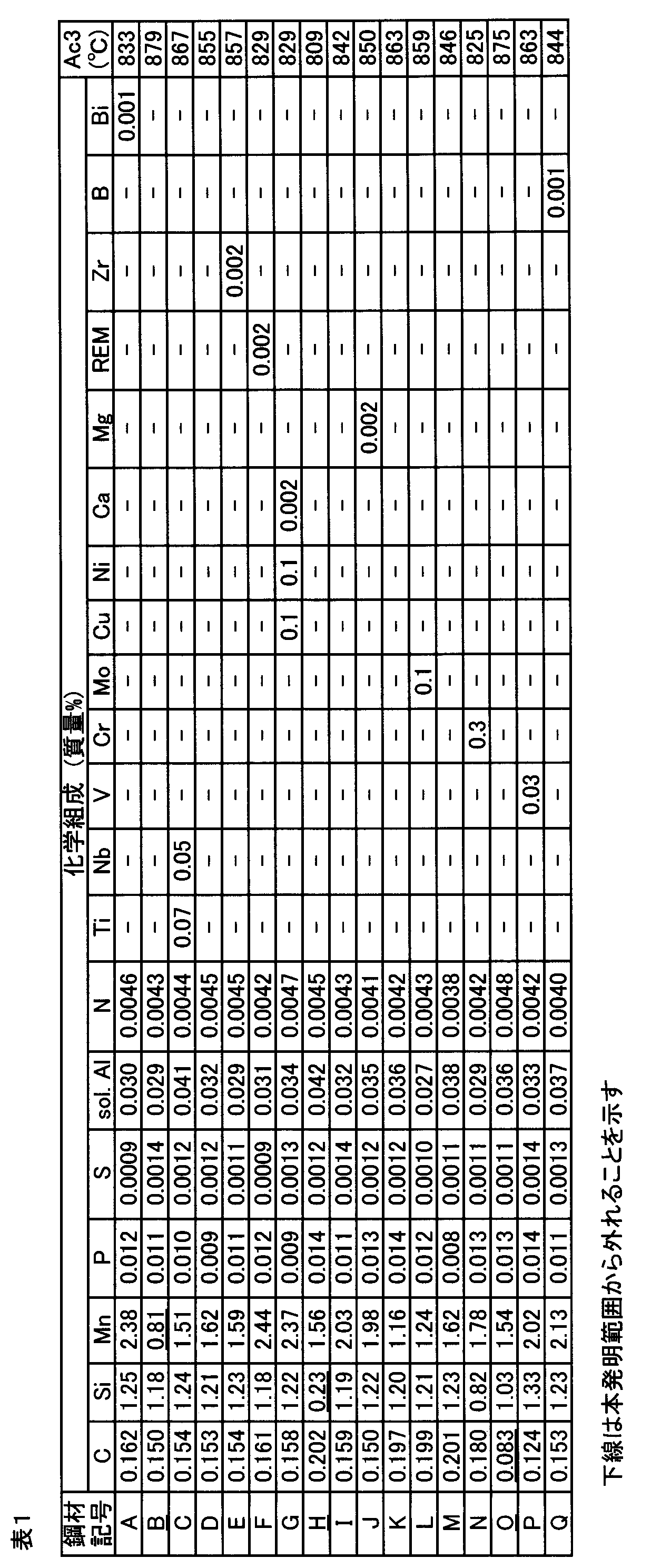
- the chemical composition of the steel plate member according to the present embodiment and the hot-press steel plate used for the production thereof is mass%, C: 0.10% to 0.34%, Si: 0.5% to 2.0%. , Mn: 1.0% to 3.0%, sol. Al: 0.001% to 1.0%, P: 0.05% or less, S: 0.01% or less, N: 0.01% or less, Ti: 0% to 0.20%, Nb: 0% ⁇ 0.20%, V: 0% ⁇ 0.20%, Cr: 0% ⁇ 1.0%, Mo: 0% ⁇ 1.0%, Cu: 0% ⁇ 1.0%, Ni: 0% -1.0%, Ca: 0% -0.01%, Mg: 0% -0.01%, REM: 0% -0.01%, Zr: 0% -0.01%, B: 0% -0.01%, Bi: 0% -0.01%, balance: Fe and impurities.
- the impurities include those contained in raw materials such as ore and scrap and those contained in the manufacturing process.
- C (C: 0.10% to 0.34%) C is a very important element that enhances the hardenability of the steel sheet for hot pressing and mainly determines the strength of the steel sheet member. If the C content of the steel sheet member is less than 0.10%, it is difficult to ensure a tensile strength of 980 MPa or more. Therefore, the C content of the steel plate member is set to 0.10% or more.
- the C content of the steel plate member is preferably 0.12% or more. When the C content of the steel plate member exceeds 0.34%, the martensite in the steel plate member becomes hard and the deterioration of toughness is remarkable. Therefore, the C content of the steel plate member is set to 0.34% or less.
- the C content of the steel sheet member is preferably 0.30% or less, more preferably 0.25% or less.
- decarburization may occur during the production of a hot-pressed steel sheet member, but since the amount is so small that it can be ignored, the C content of the steel sheet for hot pressing is the C content of the steel sheet member. Substantially matches.
- Si 0.5% to 2.0%
- Si is an element that is very effective in improving the ductility of the steel sheet member and ensuring the strength of the steel sheet member stably. If the Si content is less than 0.5%, it is difficult to obtain the above effect. Therefore, the Si content is 0.5% or more. When the Si content exceeds 2.0%, the effects of the above action are saturated and disadvantageous economically, and the plating wettability is significantly reduced, resulting in frequent non-plating. Therefore, the Si content is 2.0% or less. From the viewpoint of improving weldability, the Si content is preferably 0.7% or more, and more preferably 1.1% or more. From the viewpoint of suppressing surface defects of the steel plate member, the Si content is preferably 1.8% or less, more preferably 1.35% or less.
- Mn is an element that is extremely effective in improving the hardenability of the steel sheet for hot pressing and ensuring the strength of the steel sheet member. If the Mn content is less than 1.0%, it is very difficult to secure a tensile strength of 980 MPa or more for the steel plate member. Therefore, the Mn content is 1.0% or more. In order to obtain the above action more reliably, the Mn content is preferably 1.1% or more, more preferably 1.15% or more. If the Mn content is more than 3.0%, the steel structure of the steel plate member has a remarkable band shape, and the bendability is deteriorated and the impact resistance is significantly deteriorated. Therefore, the Mn content is 3.0% or less. From the viewpoint of productivity in hot rolling and cold rolling for obtaining a steel sheet for hot pressing, the Mn content is preferably 2.5% or less, more preferably 2.45% or less.
- Al is an element having an action of deoxidizing steel to make the steel material sound. sol. If the Al content is less than 0.001%, it is difficult to obtain the above effect. Therefore, sol. The Al content is 0.001% or more. In order to obtain the above action more reliably, sol. The Al content is preferably 0.015% or more. sol. If the Al content exceeds 1.0%, the weldability is significantly lowered, the oxide inclusions are increased, and the surface properties are remarkably deteriorated. Therefore, sol. Al content shall be 1.0% or less. In order to obtain better surface properties, sol. The Al content is preferably 0.080% or less.
- P is not an essential element but is contained as an impurity in steel, for example. From the viewpoint of weldability, the lower the P content, the better. In particular, when the P content exceeds 0.05%, the weldability is remarkably reduced. Therefore, the P content is 0.05% or less. In order to ensure better weldability, the P content is preferably 0.018% or less. On the other hand, P has the effect
- S is not an essential element but is contained as an impurity in steel, for example. From the viewpoint of weldability, the lower the S content, the better. In particular, when the S content exceeds 0.01%, the weldability is significantly reduced. Therefore, the S content is 0.01% or less. In order to ensure better weldability, the S content is preferably 0.003% or less, more preferably 0.0015% or less.
- N is not an essential element but is contained as an impurity in steel, for example. From the viewpoint of weldability, the lower the N content, the better. In particular, when the N content exceeds 0.01%, the weldability is significantly reduced. Therefore, the N content is 0.01% or less. In order to ensure better weldability, the N content is preferably 0.006% or less.
- Ti, Nb, V, Cr, Mo, Cu, Ni, Ca, Mg, REM, Zr, B, and Bi are not essential elements and are appropriately contained in steel plate members and hot-press steel plates up to a predetermined amount. It is an optional element that may be present.
- Ti, Nb, and V are all elements that are effective in ensuring a stable strength of the steel sheet member. Therefore, 1 type (s) or 2 or more types selected from the group which consists of these elements may contain.
- 1 type (s) or 2 or more types selected from the group which consists of these elements may contain.
- Ti, Nb, and V if any content exceeds 0.20%, not only hot rolling and cold rolling for obtaining a steel sheet for hot pressing become difficult, but also the reverse In addition, it is difficult to stably secure the strength.
- the Ti content, the Nb content, and the V content are all 0.20% or less.
- about Cr when the content exceeds 1.0%, it becomes difficult to ensure stable strength. Therefore, the Cr content is 1.0% or less.
- the Mo content when the content is more than 1.0%, hot rolling and cold rolling for obtaining a steel sheet for hot pressing become difficult. Therefore, the Mo content is 1.0% or less.
- Cu and Ni if the content of either is 1.0%, the effect of the above action is saturated and disadvantageous economically, and hot rolling for obtaining a steel sheet for hot pressing and Cold rolling becomes difficult. Accordingly, the Cu content and the Ni content are both 1.0% or less.
- the Ti content, the Nb content, and the V content are preferably 0.003% or more, and the Cr content, the Mo content, the Cu content,
- the Ni content is preferably 0.005% or more. That is, “Ti: 0.003% to 0.20%”, “Nb: 0.003% to 0.20%”, “V: 0.003% to 0.20%”, “Cr: 0.005” % To 1.0% “,” Mo: 0.005% to 1.0% “,” Cu: 0.005% to 1.0% “, and” Ni: 0.005% to 1.0% " Preferably at least one of the above is satisfied.
- Ca, Mg, REM, and Zr are all elements that contribute to the control of inclusions, in particular, to fine dispersion of inclusions, and to increase toughness. Therefore, 1 type (s) or 2 or more types selected from the group which consists of these elements may contain. However, if the content of any of them is more than 0.01%, the deterioration of the surface properties may become obvious. Therefore, the Ca content, the Mg content, the REM content, and the Zr content are all 0.01% or less.
- the Ca content, the Mg content, the REM content, and the Zr content are all preferably 0.0003% or more. That is, “Ca: 0.0003% to 0.01%”, “Mg: 0.0003% to 0.01%”, “REM: 0.0003% to 0.01%”, and “Zr: 0.0. Preferably, at least one of “0003% to 0.01%” is satisfied.
- REM rare earth metal
- REM content means the total content of these 17 elements.
- Lanthanoids are added industrially, for example, in the form of misch metal.
- B is an element having an effect of increasing the toughness of the steel sheet. Therefore, B may be contained. However, if the B content is more than 0.01%, the hot workability is deteriorated, and hot rolling for obtaining a hot-press steel sheet becomes difficult. Therefore, the B content is 0.01% or less. In order to improve toughness, the B content is preferably 0.0003% or more. That is, the B content is preferably 0.0003% to 0.01%.
- Bi 0% to 0.01%
- Bi is an element having an effect of making the steel structure uniform and improving impact resistance. Therefore, Bi may be contained. However, if the Bi content is more than 0.01%, the hot workability is deteriorated, and hot rolling for obtaining a hot-press steel sheet becomes difficult. Therefore, the Bi content is 0.01% or less. In order to improve impact resistance, the Bi content is preferably 0.0003% or more. That is, the Bi content is preferably 0.0003% to 0.01%.
- the area ratio of ferrite in the surface layer portion from the surface to a depth of 15 ⁇ m is 1.20 times or less of the area ratio of ferrite in the inner layer portion which is a portion excluding the surface layer portion, and the inner layer portion has an area of %, Ferrite: 10% to 70%, martensite: 30% to 90%, and the total area ratio of ferrite and martensite: 90% to 100%.
- the Mn concentration in martensite is 1.20 times or more the Mn concentration in ferrite in the inner layer portion.
- the surface layer portion of the steel plate member means a surface portion from the surface to a depth of 15 ⁇ m, and the inner layer portion means a portion excluding this surface layer portion. That is, the inner layer portion is a portion other than the surface layer portion of the steel plate member.
- the numerical value related to the steel structure of the inner layer portion is, for example, the average value in the entire thickness direction of the inner layer portion, but the point where the depth from the surface of the steel plate member is 1/4 of the thickness of the steel plate member (hereinafter, this point) Can be represented by numerical values related to the steel structure at “1/4 depth position”. For example, if the thickness of the steel plate member is 2.0 mm, it can be represented by a numerical value at a point where the depth from the surface is 0.50 mm.
- the area ratio of ferrite and the area ratio of martensite measured at the 1/4 depth position are defined as the area ratio of ferrite and the area ratio of martensite in the inner layer portion, respectively.
- the surface layer portion is defined as the surface portion from the surface to a depth of 15 ⁇ m because the maximum depth in the range where decarburization occurs is approximately 15 ⁇ m as long as the inventors of the present application have studied.
- the area ratio of ferrite in the surface layer portion is 1.20 times or less than the area ratio of the ferrite in the inner layer portion.
- the area ratio of ferrite in the surface layer portion is preferably 1.18 or less of the area ratio of ferrite in the inner layer portion.
- the area ratio of ferrite in the surface layer portion of the steel sheet member Ten ds to be 1.16 or less of the area ratio of ferrite in the inner layer portion.
- the area ratio of ferrite in the surface layer portion is usually not less than the area ratio of ferrite in the inner layer portion, and the area ratio of ferrite in the surface layer portion is 1.0 or more times the area ratio of ferrite in the inner layer portion.
- the area ratio of ferrite in the inner layer portion is set to 10% or more.
- the area ratio of ferrite in the inner layer portion is set to 70% or less. In order to ensure better ductility, the area ratio of ferrite in the inner layer portion is preferably 30% or more.
- the area ratio of martensite in the inner layer portion is set to 30% or more.
- the area ratio of martensite in the inner layer exceeds 90%, the area ratio of ferrite is less than 10%, and as described above, good ductility cannot be obtained. Therefore, the area ratio of martensite in the inner layer is 90% or less.
- the area ratio of martensite in the inner layer portion is preferably 70% or less.
- the inner layer portion of the hot-pressed steel sheet member according to the present embodiment is preferably made of ferrite and martensite, that is, the total area ratio of ferrite and martensite is preferably 100%.
- the phase or structure other than ferrite and martensite may include one or more selected from the group consisting of bainite, retained austenite, cementite, and pearlite.
- the area ratio of the phase or structure other than ferrite and martensite in the inner layer portion is set to 10% or less. That is, the total area ratio of ferrite and martensite in the inner layer portion is 90% or more.
- Mn concentration in martensite in the inner layer portion 1.20 times or more of Mn concentration in ferrite in the inner layer portion
- the Mn concentration in martensite in the inner layer portion is set to 1.20 times or more the Mn concentration in ferrite in the inner layer portion.
- the upper limit of this ratio is not particularly specified, but does not exceed 3.0.
- Such a steel plate member can be manufactured by processing a predetermined hot-press steel plate under predetermined conditions.
- This steel sheet for hot pressing contains ferrite and cementite, and has a steel structure in which the total area ratio of bainite and martensite is 0% to 10%, and the area ratio of cementite is 1% or more. Further, the Mn concentration in the cementite is 5% or more.
- Ferrite and cementite may be present in pearlite, or may be present independently from pearlite.
- the steel structure of the steel sheet for hot pressing include a double phase structure of ferrite and pearlite, and a double phase structure of ferrite, pearlite and spheroidized cementite.
- the steel structure of the steel sheet for hot pressing may further contain martensite. If the total area ratio of ferrite and cementite is less than 90%, decarburization may easily occur during hot pressing. Therefore, the total area ratio of ferrite and cementite is preferably 90% or more, including the amount contained in pearlite.
- cementite area ratio 1% or more
- the area ratio of cementite is 1% or more.
- Total area ratio of bainite and martensite 0% to 10% If the total area ratio of bainite and martensite exceeds 10%, decarburization is very likely to occur during hot pressing, and good hot toughness cannot be obtained for the hot pressed steel sheet member obtained from this hot pressed steel sheet. Therefore, the total area ratio of bainite and martensite is 10% or less. Bainite and martensite may not be included. And when the total area ratio of a bainite and a martensite is 10% or less, if a ferrite and cementite are contained, favorable toughness can be obtained to a hot press steel plate member.
- Mn concentration in cementite 5% or more If the Mn concentration in the cementite is less than 5%, decarburization is likely to occur during hot pressing, and good hot toughness cannot be obtained for the hot pressed steel sheet member obtained from the hot pressed steel sheet. Therefore, the Mn concentration in cementite is 5% or more.
- the manufacturing method of the steel plate member which concerns on this embodiment ie, the method of processing the steel plate for hot presses.
- the hot pressing steel plate is heated to a temperature range of 720 ° C. or more and Ac 3 points or less, and the Mn concentration in austenite is 1.20 times or more the Mn concentration in ferrite, After this heating, hot pressing is performed to cool to the Ms point at an average cooling rate of 10 ° C./second to 500 ° C./second. Further, the amount of decrease in C on the surface of the steel sheet for hot pressing in the period from the end of heating to the start of hot pressing is set to less than 0.0005%.
- Heating temperature of steel sheet for hot pressing Temperature range of 720 ° C or more and Ac 3 points or less
- Heating of the steel sheet to be subjected to hot pressing that is, the steel sheet for hot pressing is performed in a temperature range of 720 ° C. or more and Ac 3 points or less.
- Ac 3 point is the temperature (unit: ° C.) at which the austenite single phase is defined by the following empirical formula (i).
- the heating temperature is 720 ° C. or higher.
- the heating temperature is set to Ac 3 points or less.
- the heating rate up to a temperature range of 720 ° C. or more and Ac 3 points or less and the heating time held in the temperature range are not particularly limited, but are preferably in the following ranges, respectively.
- the average heating rate in heating to a temperature range of 720 ° C. or more and Ac 3 points or less is preferably 0.2 ° C./second or more and 100 ° C./second or less.
- the average heating rate is preferably 0.2 ° C./second or more and 100 ° C./second or less.
- the heating temperature can be easily controlled in the case of heating using a normal furnace.
- the average heating rate in the temperature range of 600 ° C. to 720 ° C. is preferably 0.2 ° C./second to 10 ° C./second. This is for further promoting distribution of Mn between ferrite and austenite, further promoting Mn concentration in austenite, and more reliably suppressing decarburization.
- the heating time in the temperature range of 720 ° C. or more and Ac 3 points or less is preferably 3 minutes or more and 10 minutes or less.
- the heating time is the time from when the temperature of the steel sheet reaches 720 ° C. until the end of heating.
- the end of heating is when the steel plate is taken out of the heating furnace in the case of furnace heating, and when the energization or the like is ended in the case of energization heating or induction heating.
- the area ratio of the ferrite in the surface layer part of the steel plate member 1.20 times or less of the area ratio of the ferrite in the inner layer part.
- the heating time By setting the heating time to 10 minutes or less, the steel structure of the steel plate member can be made finer, and the impact resistance of the steel plate member is further improved.
- Mn concentration in austenite 1.20 times or more Mn concentration in ferrite
- the Mn concentration in the austenite is not 1.2 times or more than the Mn concentration in the ferrite, that is, when the Mn concentration in the austenite is less than 1.2 times the Mn concentration in the ferrite at the end of heating, the ferrite Since the distribution of Mn between the steel and austenite is not sufficiently promoted, the austenite is easily decomposed, and the steel plate between the end of heating and the start of hot pressing is exposed to the atmosphere while being decarburized. Progresses easily. Therefore, by the end of heating, the Mn concentration in the austenite is 1.2 times or more the Mn concentration in the ferrite.
- the upper limit of this ratio is not particularly specified, but does not exceed 3.0.
- the Mn concentration in the austenite and the Mn concentration in the ferrite can be adjusted by the chemical composition and steel structure of the hot-press steel plate and the heating conditions. For example, as described above, Mn concentration in austenite can be promoted by increasing the heating time in the temperature range of 720 ° C. or more and Ac 3 points or less.
- the amount of decrease in C is less than 0.0005%.
- the amount of decrease in C can be measured, for example, using a glow discharge spectroscope (GDS) or an electron probe micro analyzer (EPMA). That is, the amount of decrease in C can be obtained by analyzing the surface of the steel sheet for hot pressing at the end of heating and at the start of hot pressing and comparing the results.
- GDS glow discharge spectroscope
- EPMA electron probe micro analyzer
- the method for adjusting the amount of decrease in C is not particularly limited. For example, it may be exposed to the atmosphere during the period from extraction from a heating device such as a heating furnace used for the above heating to introduction into a hot press device, but this time should be as short as possible. It is preferably at most 15 seconds or less, more preferably 10 seconds or less. This is because when this time is 15 seconds or more, decarburization proceeds and the area ratio of ferrite in the surface layer portion of the steel plate member increases.
- the adjustment of this time can be performed, for example, by adjusting the conveyance time from the extraction from the heating device to the press die of the heating press device.
- the average cooling rate is set to 10 ° C./second or more. If the average cooling rate exceeds 500 ° C./second, it becomes extremely difficult to keep the members soaking, and the strength becomes unstable. Accordingly, the average cooling rate is set to 500 ° C./second or less.
- the cooling in the hot press is performed by previously setting a steel mold used for forming a heated steel sheet to room temperature or a temperature of about several tens of degrees Celsius, and the steel sheet comes into contact with the mold. . Therefore, the average cooling rate can be controlled by, for example, a change in heat capacity accompanying a change in the dimensions of the mold.
- the average cooling rate can also be controlled by changing the material of the mold to a different metal (such as Cu).
- the average cooling rate can also be controlled by using a water-cooled mold and changing the amount of cooling water flowing through the mold.
- the average cooling rate can also be controlled by forming a plurality of grooves in the mold in advance and passing water through the grooves during hot pressing.
- the average cooling rate can also be controlled by raising the hot press machine in the middle of hot pressing and flowing water during that time.
- the average cooling rate can also be controlled by adjusting the mold clearance and changing the contact area of the mold with the steel plate.
- the following three types can be mentioned.
- the cooling rate may be increased by increasing the amount of water according to the temperature.
- the form of molding in the hot press in this embodiment is not particularly limited.
- Examples of the form of molding include bending, drawing, overhang molding, hole expansion molding, and flange molding. What is necessary is just to select the form of shaping
- molding suitably with the kind of target steel plate member.
- Representative examples of the steel plate member include a door guard bar and a bumper reinforcement which are reinforcing parts for automobiles.
- hot forming is not limited to hot pressing as long as the steel sheet can be cooled simultaneously with or immediately after forming. For example, roll forming may be performed as hot forming.
- the steel sheet member according to the present embodiment can be manufactured by performing such a series of treatments on the predetermined hot-press steel sheet. That is, a hot-pressed steel sheet member having a desired steel structure, a tensile strength of 980 MPa, and excellent ductility and toughness can be obtained.
- ductility can be evaluated by the total elongation (EL) of the tensile test, and in this embodiment, the total elongation of the tensile test is preferably 12% or more. The total elongation is more preferably 14% or more.
- ⁇ Shot blasting may be performed after hot pressing and cooling.
- the scale can be removed by shot blasting. Shot blasting also has the effect of introducing compressive stress into the surface of the steel sheet member, so that delayed fracture is suppressed and fatigue strength is improved.
- the hot press steel sheet is heated to a temperature range of 720 ° C. or more and Ac 3 points or less to cause austenite transformation to some extent. Molding is performed. Therefore, the mechanical properties of the steel sheet for hot pressing at room temperature before heating are not important. For this reason, a hot-rolled steel plate, a cold-rolled steel plate, a plated steel plate, etc. can be used as a hot-press steel plate, for example.
- the hot-rolled steel sheet include those having a dual phase structure of ferrite and pearlite and those containing spheroidized cementite after spheroidizing annealing at a temperature of 650 ° C.
- Examples of the cold-rolled steel sheet include a full hard material and an annealed material.
- Examples of the plated steel sheet include an aluminum-based plated steel sheet and a zinc-based plated steel sheet. These production methods are not particularly limited.
- a hot-rolled steel plate or a full hard material when the steel structure is a dual phase structure of ferrite and pearlite, the distribution of Mn during heating in the hot press is further facilitated.
- the annealing temperature is set to a two-phase temperature range of ferrite and austenite, distribution of Mn during heating in the hot press is further facilitated.
- the steel plate member according to the present embodiment can also be manufactured through hot pressing with pre-forming.
- the hot-press steel plate is pre-formed by pressing it with a mold having a predetermined shape, and is put into the same mold and pressed.
- a hot-pressed steel sheet member may be produced by applying pressure and quenching.
- the type of steel sheet for hot pressing and its steel structure are not limited, but it is preferable to use a steel sheet having as low strength and ductility as possible in order to facilitate pre-forming.
- the tensile strength is preferably 700 MPa or less.
- the coiling temperature after hot rolling in the hot-rolled steel plate is preferably 450 ° C. or higher, and preferably 700 ° C. or lower in order to reduce scale loss.
- annealing temperature shall be Ac 1 point temperature or more and Ac 3 point or less.
- the average cooling rate to room temperature after annealing is below an upper critical cooling rate.
- the steel structure of the hot-rolled steel sheet thus obtained was a double-phase structure of ferrite and pearlite.
- test material No. 6 was removed from the hot-rolled steel sheet by pickling except for 21, and then the hot-rolled steel sheet was cold-rolled until the thickness became 1.2 mm.
- test material No. 7 after cold rolling, the cold rolled steel sheet obtained by cold rolling was annealed in the austenite single phase region.
- specimen No. 19 after cold rolling, the cold-rolled steel sheet obtained by cold rolling is annealed in a two-phase region of ferrite and austenite, and further, hot dip galvanizing with a coating adhesion amount per side of 60 g / m 2 is performed. did.
- the scale was removed from the hot-rolled steel sheet by pickling, and then spheroidizing annealing was performed. In this spheroidizing annealing, the hot rolled steel sheet was held at 650 ° C. for 5 hours.
- the steel sheet was heated under the conditions shown in Table 2 in a gas heating furnace with an air-fuel ratio of 0.85.
- Heating time indicates the time from when the temperature of the steel sheet reaches 720 ° C. after the steel sheet is inserted into the gas heating furnace until the steel sheet is removed from the gas heating furnace.
- heating temperature indicates not the temperature of the steel sheet but the temperature in the gas heating furnace.
- the steel sheet was taken out from the gas heating furnace, air-cooled at various times, hot-pressed on the steel sheet, and the steel sheet was cooled. In the hot press, a flat steel mold was used. That is, no molding was performed.
- the steel sheet When cooling the steel sheet, the steel sheet was cooled to the Ms point at the average cooling rate shown in Table 2 while being in contact with the mold, further cooled to 150 ° C., and then taken out from the mold and allowed to cool.
- cooling to 150 ° C. the periphery of the mold is cooled with cooling water until the temperature of the steel plate reaches 150 ° C., or a mold set to room temperature is prepared, and the temperature of the steel plate reaches 150 ° C. The steel plate was held in this mold.
- a thermocouple was previously attached to the steel plate, and the temperature history was analyzed. In this way, 24 types of test materials (test steel plates) were produced.
- the test material (steel plate for test) may be referred to as “hot-pressed steel plate”.
- the area ratio of ferrite in the surface layer part, the area ratio of ferrite in the inner layer part, and the area ratio of martensite in the inner layer part were determined for each of these steel sheets.
- These area ratios are values calculated by performing image analysis of an optical microscope observation image or an electron microscope observation image of two cross sections perpendicular to the rolling direction and the cross section perpendicular to the sheet width direction (direction perpendicular to the rolling direction). Is the average value.
- the region from the surface of the steel plate to a depth of 15 ⁇ m was observed.
- the observation was performed at a 1/4 depth position.
- Table 3 shows the ratio of the area ratio of ferrite in the surface layer portion to the area ratio of ferrite in the inner layer portion, and the area ratio of ferrite and martensite in the inner layer portion.
- the hot-pressed steel sheet is hot-pressed using a flat steel mold, but not hot-pressed.
- the mechanical properties of the hot-pressed steel sheet reflect the mechanical properties of the hot-pressed steel sheet member produced by receiving a thermal history similar to that of the hot press of this experiment during forming. That is, regardless of the presence or absence of forming during hot pressing, if the thermal history is substantially the same, the subsequent mechanical properties are also substantially the same.
- the Mn concentration in ferrite and the Mn concentration in austenite immediately after heating were measured.
- heating was performed in the gas heating furnace under the conditions shown in Table 2, and water cooling was performed immediately after taking out from the gas heating furnace. By this water cooling, austenite is transformed into martensite without diffusion, and the ferrite is maintained as it is. Accordingly, the Mn concentration in the ferrite after water cooling matches the Mn concentration in ferrite immediately after heating, and the Mn concentration in martensite after water cooling matches the Mn concentration in austenite immediately after heating.
- the ratio (Mn ratio) of Mn concentration in austenite to Mn concentration in ferrite was calculated. The results are also shown in Table 3.
- the test material No. 1, no. 3, no. 5, no. 8-No. 10, no. 12, no. 13, no. 15, no. 17-No. 19, no. 21, and no. 22 is an example of the present invention and showed excellent ductility and toughness. That is, a tensile strength (TS) of 980 MPa or more, a total elongation (EL) of 12% or more, and a brittle fracture surface ratio of 10% or less were obtained.
- TS tensile strength
- EL total elongation
- specimen No. In No. 2 since the chemical composition was outside the range of the present invention, a tensile strength of 980 MPa or more was not obtained after cooling (after quenching).
- Specimen No. In No. 6 excessive decarburization occurred because the steel structure of the steel sheet subjected to the heat treatment was outside the scope of the present invention. That is, the manufacturing conditions were outside the scope of the present invention.
- the steel structure after hot pressing was also outside the scope of the present invention. For this reason, a desired steel structure was not obtained and the brittle fracture surface ratio was more than 10%.
- Specimen No. In No. 11 since the chemical composition was outside the scope of the present invention, the total elongation was less than 12%.
- Specimen No. In No. 14 the production conditions were outside the scope of the present invention, and the steel structure after hot pressing was also outside the scope of the present invention, so the total elongation was less than 12%.
- Specimen No. In No. 16 the manufacturing conditions were outside the scope of the present invention, and the steel structure after hot pressing was also outside the scope of the present invention. Therefore, the desired steel structure was not obtained, and the brittle fracture surface ratio was more than 10%.
- Specimen No. In No. 20 since the chemical composition was outside the range of the present invention, a tensile strength of 980 MPa or more was not obtained after cooling (after quenching). Furthermore, since the steel structure of the steel sheet to be subjected to heat treatment was outside the scope of the present invention, excessive decarburization occurred. That is, the manufacturing conditions were outside the scope of the present invention. For this reason, a desired steel structure was not obtained and the brittle fracture surface ratio was more than 10%. Specimen No. In No. 23, since the steel structure of the steel sheet to be subjected to the heat treatment was out of the scope of the present invention, excessive decarburization occurred. That is, the manufacturing conditions were outside the scope of the present invention.
- the present invention can be used in, for example, the manufacturing industry and the use industry of automobile body structural parts and the like in which excellent ductility and toughness are regarded as important.
- the present invention can also be used in other industries such as manufacturing and using industries of machine structural parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
質量%で、
C:0.10%~0.34%、
Si:0.5%~2.0%、
Mn:1.0%~3.0%、
sol.Al:0.001%~1.0%、
P :0.05%以下、
S :0.01%以下、
N :0.01%以下、
Ti:0%~0.20%、
Nb:0%~0.20%、
V :0%~0.20%、
Cr:0%~1.0%、
Mo:0%~1.0%、
Cu:0%~1.0%、
Ni:0%~1.0%、
Ca:0%~0.01%、
Mg:0%~0.01%、
REM:0%~0.01%、
Zr:0%~0.01%、
B :0%~0.01%、
Bi:0%~0.01%
残部:Fe及び不純物
で表される化学組成を有し、
表面から深さ15μmまでの表層部におけるフェライトの面積率が、前記表層部を除いた部位である内層部におけるフェライトの面積率の1.20倍以下であり、前記内層部が、面積%で、フェライト:10%~70%、マルテンサイト:30%~90%、フェライト及びマルテンサイトの合計面積率:90%~100%である鋼組織を有し、
前記内層部内では、マルテンサイト中のMn濃度がフェライト中のMn濃度の1.20倍以上であり、
引張強度が980MPa以上であることを特徴とする熱間プレス鋼板部材。
前記化学組成が、質量%で、
Ti:0.003%~0.20%、
Nb:0.003%~0.20%、
V :0.003%~0.20%、
Cr:0.005%~1.0%、
Mo:0.005%~1.0%、
Cu:0.005%~1.0%、及び
Ni:0.005%~1.0%
からなる群から選択された1種又は2種以上を含有することを特徴とする(1)に記載の熱間プレス鋼板部材。
前記化学組成が、質量%で、
Ca:0.0003%~0.01%、
Mg:0.0003%~0.01%、
REM:0.0003%~0.01%、及び
Zr:0.0003%~0.01%
からなる群から選択された1種又は2種以上を含有することを特徴とする(1)又は(2)に記載の熱間プレス鋼板部材。
前記化学組成が、質量%で、B:0.0003%~0.01%を含有することを特徴とする(1)~(3)のいずれかに記載の熱間プレス鋼板部材。
前記化学組成が、質量%で、Bi:0.0003%~0.01%を含有することを特徴とする(1)~(4)のいずれかに記載の熱間プレス鋼板部材。
質量%で、
C:0.10%~0.34%、
Si:0.5%~2.0%、
Mn:1.0%~3.0%、
sol.Al:0.001%~1.0%以下、
P :0.05%以下、
S :0.01%以下、
N :0.01%以下、
Ti:0%~0.20%、
Nb:0%~0.20%、
V :0%~0.20%、
Cr:0%~1.0%、
Mo:0%~1.0%、
Cu:0%~1.0%、
Ni:0%~1.0%、
Ca:0%~0.01%、
Mg:0%~0.01%、
REM:0%~0.01%、
Zr:0%~0.01%、
B :0%~0.01%、
Bi:0%~0.01%
残部:Fe及び不純物
で表される化学組成を有し、
フェライト及びセメンタイトを含み、ベイナイト及びマルテンサイトの合計面積率が0%~10%であり、セメンタイトの面積率が1%以上である鋼組織を有し、
セメンタイト中のMn濃度が5%以上であることを特徴とする熱間プレス用鋼板。
前記化学組成が、質量%で、
Ti:0.003%~0.20%、
Nb:0.003%~0.20%、
V :0.003%~0.20%、
Cr:0.005%~1.0%、
Mo:0.005%~1.0%、
Cu:0.005%~1.0%、及び
Ni:0.005%~1.0%
からなる群から選択された1種又は2種以上を含有することを特徴とする(6)に記載の熱間プレス用鋼板。
前記化学組成が、質量%で、
Ca:0.0003%~0.01%、
Mg:0.0003%~0.01%、
REM:0.0003%~0.01%、及び
Zr:0.0003%~0.01%
からなる群から選択された1種又は2種以上を含有することを特徴とする(6)又は(7)に記載の熱間プレス用鋼板。
前記化学組成が、質量%で、B:0.0003%~0.01%を含有することを特徴とする(6)~(8)のいずれかに記載の熱間プレス用鋼板。
前記化学組成が、質量%で、Bi:0.0003%~0.01%を含有することを特徴とする(6)~(9)のいずれかに記載の熱間プレス用鋼板。
(6)~(10)のいずれかに記載の熱間プレス用鋼板を、720℃以上Ac3点以下の温度域に加熱し、オーステナイト中のMn濃度をフェライト中のMn濃度の1.20倍以上とする工程と、
前記加熱の後に、熱間プレスを行い、10℃/秒~500℃/秒の平均冷却速度でMs点まで冷却する工程と、
を有し、
前記加熱の終了から前記熱間プレスの開始までの期間における前記熱間プレス用鋼板の表面におけるCの減少量を0.0005質量%未満とすることを特徴とする熱間プレス鋼板部材の製造方法。
前記加熱の終了から前記熱間プレスの開始までの期間に前記熱間プレス用鋼板が大気に曝される時間を15秒間未満とすることを特徴とする(11)に記載の熱間プレス鋼板部材の製造方法。
Cは、熱間プレス用鋼板の焼入れ性を高め、かつ鋼板部材の強度を主に決定する非常に重要な元素である。鋼板部材のC含有量が0.10%未満では、980MPa以上の引張強度を確保することが困難である。従って、鋼板部材のC含有量は0.10%以上とする。鋼板部材のC含有量は好ましくは0.12%以上である。鋼板部材のC含有量が0.34%超では、鋼板部材中のマルテンサイトが硬質となり、靭性の劣化が顕著である。従って、鋼板部材のC含有量は0.34%以下とする。溶接性の観点から、鋼板部材のC含有量は好ましくは0.30%以下であり、より好ましくは0.25%以下である。後述のように、熱間プレス鋼板部材の製造の際に脱炭が生じることもあるが、その量は無視できる程度に小さいため、熱間プレス用鋼板のC含有量は鋼板部材のC含有量と実質的に一致する。
Siは、鋼板部材の延性の向上及び鋼板部材の強度の安定した確保に非常に効果のある元素である。Si含有量が0.5%未満では、上記作用を得ることが困難である。従って、Si含有量は0.5%以上とする。Si含有量が2.0%超では、上記作用による効果は飽和して経済的に不利となるうえに、めっき濡れ性の低下が著しくなり、不めっきが多発する。従って、Si含有量は2.0%以下とする。溶接性を向上させる観点から、Si含有量は好ましくは0.7%以上であり、より好ましくは1.1%以上である。鋼板部材の表面欠陥を抑える観点から、Si含有量は好ましくは1.8%以下であり、より好ましくは1.35%以下である。
Mnは、熱間プレス用鋼板の焼入れ性の向上及び鋼板部材の強度の確保に非常に効果のある元素である。Mn含有量が1.0%未満では、鋼板部材に980MPa以上の引張強度を確保することが非常に困難である。従って、Mn含有量は1.0%以上とする。上記作用をより確実に得るために、Mn含有量は好ましくは1.1%以上であり、より好ましくは1.15%以上である。Mn含有量が3.0%超では、鋼板部材の鋼組織が顕著なバンド状になり、曲げ性の低下及び耐衝撃性の劣化が顕著になる。従って、Mn含有量は3.0%以下とする。熱間プレス用鋼板を得るための熱間圧延及び冷間圧延における生産性の観点から、Mn含有量は好ましくは2.5%以下であり、より好ましくは2.45%以下である。
Alは、鋼を脱酸して鋼材を健全化する作用を有する元素である。sol.Al含有量が0.001%未満では、上記作用を得ることが困難である。従って、sol.Al含有量は0.001%以上とする。上記作用をより確実に得るために、sol.Al含有量は好ましくは0.015%以上である。sol.Al含有量が1.0%超では、溶接性の低下が著しくなるとともに、酸化物系介在物が増加し、表面性状の劣化が著しくなる。従って、sol.Al含有量は1.0%以下とする。より良好な表面性状を得るために、sol.Al含有量は好ましくは0.080%以下である。
Pは、必須元素ではなく、例えば鋼中に不純物として含有される。溶接性の観点から、P含有量は低ければ低いほどよい。特にP含有量が0.05%超で、溶接性の低下が著しい。従って、P含有量は0.05%以下とする。より良好な溶接性を確保するために、P含有量は好ましくは0.018%以下である。その一方で、Pは、固溶強化により鋼の強度を高める作用を有する。この作用を得るために、0.003%以上のPが含有されていてもよい。
Sは、必須元素ではなく、例えば鋼中に不純物として含有される。溶接性の観点から、S含有量は低ければ低いほどよい。特にS含有量が0.01%超で、溶接性の低下が著しい。従って、S含有量は0.01%以下とする。より良好な溶接性を確保するために、S含有量は好ましくは0.003%以下であり、より好ましくは0.0015%以下である。
Nは、必須元素ではなく、例えば鋼中に不純物として含有される。溶接性の観点から、N含有量は低ければ低いほどよい。特にN含有量が0.01%超で、溶接性の低下が著しい。従って、N含有量は0.01%以下とする。より良好な溶接性を確保するために、N含有量は好ましくは0.006%以下である。
Ti、Nb、V、Cr、Mo、Cu、及びNiは、いずれも鋼板部材の強度の安定した確保に効果のある元素である。従って、これらの元素からなる群から選択された1種又は2種以上が含有されていてもよい。しかし、Ti、Nb及びVについては、いずれかの含有量が0.20%超であると、熱間プレス用鋼板を得るための熱間圧延及び冷間圧延が困難になるだけでなく、逆に、強度を安定して確保することが困難になる。従って、Ti含有量、Nb含有量、及びV含有量は、いずれも0.20%以下とする。Crについては、その含有量が1.0%超であると、安定した強度の確保が困難になる。従って、Cr含有量は1.0%以下とする。Moについては、その含有量が1.0%超であると、熱間プレス用鋼板を得るための熱間圧延及び冷間圧延が困難になる。従って、Mo含有量は1.0%以下とする。Cu及びNiについては、いずれかの含有量が1.0%であると、上記作用による効果は飽和して経済的に不利となるうえに、熱間プレス用鋼板を得るための熱間圧延及び冷間圧延が困難になる。従って、Cu含有量及びNi含有量は、いずれも1.0%以下とする。鋼板部材の強度の安定した確保のために、Ti含有量、Nb含有量、及びV含有量は、いずれも好ましくは0.003%以上であり、Cr含有量、Mo含有量、Cu含有量、及びNi含有量は、いずれも好ましくは0.005%以上である。つまり、「Ti:0.003%~0.20%」、「Nb:0.003%~0.20%」、「V:0.003%~0.20%」、「Cr:0.005%~1.0%」、「Mo:0.005%~1.0%」、「Cu:0.005%~1.0%」、及び「Ni:0.005%~1.0%」のうちの少なくとも一つが満たされることが好ましい。
Ca、Mg、REM、及びZrは、いずれも介在物の制御、特に、介在物の微細分散化に寄与し、靭性を高める作用を有する元素である。従って、これらの元素からなる群から選択された1種又は2種以上が含有されていてもよい。しかし、いずれかの含有量が0.01%超であると、表面性状の劣化が顕在化する場合がある。従って、Ca含有量、Mg含有量、REM含有量、及びZr含有量は、いずれも0.01%以下とする。靭性の向上のために、Ca含有量、Mg含有量、REM含有量、及びZr含有量は、いずれも好ましくは0.0003%以上である。つまり、「Ca:0.0003%~0.01%」、「Mg:0.0003%~0.01%」、「REM:0.0003%~0.01%」、及び「Zr:0.0003%~0.01%」のうちの少なくとも一つが満たされることが好ましい。
Bは、鋼板の靭性を高める作用を有する元素である。従って、Bが含有されていてもよい。しかし、B含有量が0.01%超であると、熱間加工性が劣化して、熱間プレス用鋼板を得るための熱間圧延が困難になる。従って、B含有量は0.01%以下とする。靭性の向上のために、B含有量は好ましくは0.0003%以上である。つまり、B含有量は0.0003%~0.01%であることが好ましい。
Biは、鋼組織を均一にし、耐衝撃性を高める作用を有する元素である。従って、Biが含有されていてもよい。しかし、Bi含有量が0.01%超であると、熱間加工性が劣化して、熱間プレス用鋼板を得るための熱間圧延が困難になる。従って、Bi含有量は0.01%以下とする。耐衝撃性の向上のために、Bi含有量は好ましくは0.0003%以上である。つまり、Bi含有量は0.0003%~0.01%であることが好ましい。
表層部におけるフェライトの面積率が内層部におけるフェライトの面積率の1.20倍超では、表層部におけるフェライトの粒界が脆弱であり、靭性が著しく低い。従って、表層部におけるフェライトの面積率は内層部におけるフェライトの面積率の1.20倍以下とする。表層部におけるフェライトの面積率は、好ましくは内層部におけるフェライトの面積率の1.18以下である。なお、本発明の実施形態に係る熱間プレス用鋼板を用いて、後述の条件下で熱間プレスを行った場合には、脱炭が生じにくいため、鋼板部材の表層部におけるフェライトの面積率は内層部におけるフェライトの面積率の1.16以下となりやすい。
内層部に適量のフェライトを存在させることにより、良好な延性を得ることができる。内層部におけるフェライトの面積率が10%未満では、フェライトの殆どが孤立し、良好な延性を得ることができない。従って、内層部におけるフェライトの面積率は10%以上とする。内層部におけるフェライトの面積率が70%超では、強化相であるマルテンサイトを十分に確保できなくなり、980MPa以上の引張強度を確保することが困難である。従って、内層部におけるフェライトの面積率は70%以下とする。より良好な延性を確保するために、内層部におけるフェライトの面積率は、好ましくは30%以上である。
内層部に適量のマルテンサイトを存在させることにより、高い強度を得ることができる。内層部におけるマルテンサイトの面積率が30%未満では、980MPa以上の引張強度を確保することが困難である。従って、内層部におけるマルテンサイトの面積率は30%以上とする。内層部におけるマルテンサイトの面積率が90%超では、フェライトの面積率が10%未満となり、上述したように、良好な延性を得ることができない。従って、内層部におけるマルテンサイトの面積率は90%以下とする。より良好な延性を確保するために、内層部におけるマルテンサイトの面積率は、好ましくは70%以下である。
本実施形態に係る熱間プレス鋼板部材の内層部は、フェライト及びマルテンサイトからなること、つまり、フェライト及びマルテンサイトの合計面積率が100%であることが好ましい。しかし、製造条件によっては、フェライト及びマルテンサイト以外の相又は組織として、ベイナイト、残留オーステナイト、セメンタイト、及びパーライトからなる群から選択された1種又は2種以上が含まれることもある。この場合、フェライト及びマルテンサイト以外の相又は組織の面積率が10%超であると、これらの相又は組織の影響により、目的とする特性が得られないことがある。従って、内層部におけるフェライト及びマルテンサイト以外の相又は組織の面積率は10%以下とする。すなわち、内層部におけるフェライト及びマルテンサイトの合計面積率は90%以上とする。
内層部におけるマルテンサイト中のMn濃度が内層部におけるフェライト中のMn濃度の1.20倍未満では、必然的に表層部におけるフェライトの面積率が高く、良好な靱性が得られない。従って、内層部におけるマルテンサイト中のMn濃度は内層部におけるフェライト中のMn濃度の1.20倍以上とする。この比率の上限は特に規定されないが、3.0を超えることはない。
フェライト及びセメンタイトはパーライトに含まれて存在していてもよく、パーライトから独立して存在していてもよい。熱間プレス用鋼板の鋼組織の例としては、フェライト及びパーライトの複相組織、フェライト、パーライト及び球状化セメンタイトの複相組織が挙げられる。熱間プレス用鋼板の鋼組織が更にマルテンサイトを含んでいてもよい。フェライト及びセメンタイトの合計面積率が90%未満であると、熱間プレス中に脱炭が生じやすいことがある。従って、フェライト及びセメンタイトの合計面積率は、パーライトに含まれている分も含めて、好ましくは90%以上である。
セメンタイトの面積率が1%未満では、熱間プレス中に脱炭が生じやすく、この熱間プレス用鋼板から得られる熱間プレス鋼板部材に良好な靱性を得にくい。従って、セメンタイトの面積率は1%以上とする。
ベイナイト及びマルテンサイトの合計面積率が10%超では、熱間プレス中に脱炭が極めて生じやすく、この熱間プレス用鋼板から得られる熱間プレス鋼板部材に良好な靱性を得ることができない。従って、ベイナイト及びマルテンサイトの合計面積率は10%以下とする。ベイナイト及びマルテンサイトが含まれていなくてもよい。そして、ベイナイト及びマルテンサイトの合計面積率が10%以下である場合に、フェライト及びセメンタイトが含まれていれば、熱間プレス鋼板部材に良好な靱性を得ることができる。
セメンタイト中のMn濃度が5%未満では、熱間プレス中に脱炭が生じやすく、この熱間プレス用鋼板から得られる熱間プレス鋼板部材に良好な靱性を得ることができない。従って、セメンタイト中のMn濃度は5%以上とする。
熱間プレスに供する鋼板、つまり熱間プレス用鋼板の加熱は、720℃以上Ac3点以下の温度域において行う。Ac3点は、下記実験式(i)により規定されるオーステナイト単相になる温度(単位:℃)である。
-11×Cr-20×Cu+700×P+400×Al+50×Ti ・・・ (i)
ここで、上記式中における元素記号は、鋼板の化学組成における各元素の含有量(単位:質量%)を示す。
加熱の終了までに、オーステナイト中のMn濃度をフェライト中のMn濃度の1.2倍以上とする。オーステナイト中のMn濃度をフェライト中のMn濃度の1.2倍以上とすることにより、オーステナイトがより安定し、熱間プレスの際に脱炭が極めて生じにくくなる。オーステナイト中のMn濃度をフェライト中のMn濃度の1.2倍以上としない場合、つまり、加熱終了時において、オーステナイト中のMn濃度がフェライト中のMn濃度の1.2倍未満であると、フェライトとオーステナイトと間でのMnの分配が十分に促進されていないため、オーステナイトが分解しやすく、加熱の終了から熱間プレスの開始までの間の鋼板が大気に曝されている間に、脱炭が容易に進行する。従って、加熱の終了までに、オーステナイト中のMn濃度をフェライト中のMn濃度の1.2倍以上とする。この比率の上限は特に規定されないが、3.0を超えることはない。なお、オーステナイト中のMn濃度及びフェライト中のMn濃度は、熱間プレス用鋼板の化学組成及び鋼組織並びに加熱の条件により調整することができる。例えば、上述のように、720℃以上Ac3点以下の温度域における加熱時間を長くすることにより、オーステナイトでのMn濃化を促進することができる。
この期間での熱間プレス用鋼板の表面におけるCの減少量が0.0005%以上であると、脱炭の影響により、鋼板部材の表層部におけるフェライトの面積率を内層部におけるフェライトの面積率の1.20倍以下とすることができなくなる。このため、鋼板部材に十分な靱性を得ることができなくなる。従って、このCの減少量は0.0005%未満とする。Cの減少量は、例えば、グロー放電発光分光分析装置(GDS:glow discharge spectroscope)又は電子線マイクロ分析装置(EPMA:electron probe micro analyzer)を用いて測定することができる。つまり、加熱の終了時及び熱間プレスの開始時に熱間プレス用鋼板の表面の分析を行い、その結果を比較すればCの減少量を求めることができる。
加熱後には、熱間プレスを行い、10℃/秒以上500℃/秒以下の平均冷却速度でMs点まで冷却する。平均冷却速度が10℃/秒未満では、ベイナイト変態等の拡散型変態が過度に進行してしまい、強化相であるマルテンサイトの面積率を確保できなくなり、鋼板部材の引張強度を980MPa以上とすることが困難である。従って、この平均冷却速度は10℃/秒以上とする。平均冷却速度が500℃/秒超では、部材の均熱を保つことが極めて困難となり、強度が安定しなくなる。従って、この平均冷却速度は500℃/秒以下とする。
(a)400℃到達直後に、熱容量の異なる金型又は室温状態の金型に鋼板を移動させる。
(b)水冷金型を用い、400℃到達直後に金型中の流水量を増加させる。
(c)400℃到達直後に、金型と鋼板との間に水を流す。この方法では、温度に応じて水量を増加させることでより冷却速度を高めてもよい。


Claims (12)
- 質量%で、
C:0.10%~0.34%、
Si:0.5%~2.0%、
Mn:1.0%~3.0%、
sol.Al:0.001%~1.0%、
P :0.05%以下、
S :0.01%以下、
N :0.01%以下、
Ti:0%~0.20%、
Nb:0%~0.20%、
V :0%~0.20%、
Cr:0%~1.0%、
Mo:0%~1.0%、
Cu:0%~1.0%、
Ni:0%~1.0%、
Ca:0%~0.01%、
Mg:0%~0.01%、
REM:0%~0.01%、
Zr:0%~0.01%、
B :0%~0.01%、
Bi:0%~0.01%、
残部:Fe及び不純物
で表される化学組成を有し、
表面から深さ15μmまでの表層部におけるフェライトの面積率が、前記表層部を除いた部位である内層部におけるフェライトの面積率の1.20倍以下であり、前記内層部が、面積%で、フェライト:10%~70%、マルテンサイト:30%~90%、フェライト及びマルテンサイトの合計面積率:90%~100%である鋼組織を有し、
前記内層部内では、マルテンサイト中のMn濃度がフェライト中のMn濃度の1.20倍以上であり、
引張強度が980MPa以上であることを特徴とする熱間プレス鋼板部材。 - 前記化学組成が、質量%で、
Ti:0.003%~0.20%、
Nb:0.003%~0.20%、
V :0.003%~0.20%、
Cr:0.005%~1.0%、
Mo:0.005%~1.0%、
Cu:0.005%~1.0%、及び
Ni:0.005%~1.0%
からなる群から選択された1種又は2種以上を含有することを特徴とする請求項1に記載の熱間プレス鋼板部材。 - 前記化学組成が、質量%で、
Ca:0.0003%~0.01%、
Mg:0.0003%~0.01%、
REM:0.0003%~0.01%、及び
Zr:0.0003%~0.01%
からなる群から選択された1種又は2種以上を含有することを特徴とする請求項1又は2に記載の熱間プレス鋼板部材。 - 前記化学組成が、質量%で、B:0.0003%~0.01%を含有することを特徴とする請求項1乃至3のいずれか1項に記載の熱間プレス鋼板部材。
- 前記化学組成が、質量%で、Bi:0.0003%~0.01%を含有することを特徴とする請求項1乃至4のいずれか1項に記載の熱間プレス鋼板部材。
- 質量%で、
C:0.10%~0.34%、
Si:0.5%~2.0%、
Mn:1.0%~3.0%、
sol.Al:0.001%~1.0%以下、
P :0.05%以下、
S :0.01%以下、
N :0.01%以下、
Ti:0%~0.20%、
Nb:0%~0.20%、
V :0%~0.20%、
Cr:0%~1.0%、
Mo:0%~1.0%、
Cu:0%~1.0%、
Ni:0%~1.0%、
Ca:0%~0.01%、
Mg:0%~0.01%、
REM:0%~0.01%、
Zr:0%~0.01%、
B :0%~0.01%、
Bi:0%~0.01%、
残部:Fe及び不純物
で表される化学組成を有し、
フェライト及びセメンタイトを含み、ベイナイト及びマルテンサイトの合計面積率が0%~10%であり、セメンタイトの面積率が1%以上である鋼組織を有し、
セメンタイト中のMn濃度が5%以上であることを特徴とする熱間プレス用鋼板。 - 前記化学組成が、質量%で、
Ti:0.003%~0.20%、
Nb:0.003%~0.20%、
V :0.003%~0.20%、
Cr:0.005%~1.0%、
Mo:0.005%~1.0%、
Cu:0.005%~1.0%、及び
Ni:0.005%~1.0%
からなる群から選択された1種又は2種以上を含有することを特徴とする請求項6に記載の熱間プレス用鋼板。 - 前記化学組成が、質量%で、
Ca:0.0003%~0.01%、
Mg:0.0003%~0.01%、
REM:0.0003%~0.01%、及び
Zr:0.0003%~0.01%
からなる群から選択された1種又は2種以上を含有することを特徴とする請求項6又は7に記載の熱間プレス用鋼板。 - 前記化学組成が、質量%で、B:0.0003%~0.01%を含有することを特徴とする請求項6乃至8のいずれか1項に記載の熱間プレス用鋼板。
- 前記化学組成が、質量%で、Bi:0.0003%~0.01%を含有することを特徴とする請求項6乃至9のいずれか1項に記載の熱間プレス用鋼板。
- 請求項6乃至10のいずれか1項に記載の熱間プレス用鋼板を、720℃以上Ac3点以下の温度域に加熱し、オーステナイト中のMn濃度をフェライト中のMn濃度の1.20倍以上とする工程と、
前記加熱の後に、熱間プレスを行い、10℃/秒~500℃/秒の平均冷却速度でMs点まで冷却する工程と、
を有し、
前記加熱の終了から前記熱間プレスの開始までの期間における前記熱間プレス用鋼板の表面におけるCの減少量を0.0005質量%未満とすることを特徴とする熱間プレス鋼板部材の製造方法。 - 前記加熱の終了から前記熱間プレスの開始までの期間に前記熱間プレス用鋼板が大気に曝される時間を15秒間未満とすることを特徴とする請求項11に記載の熱間プレス鋼板部材の製造方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/085205 WO2015097891A1 (ja) | 2013-12-27 | 2013-12-27 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
| JP2015554469A JPWO2015097891A1 (ja) | 2013-12-27 | 2013-12-27 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
| CA2934599A CA2934599C (en) | 2013-12-27 | 2013-12-27 | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| CN201380081889.4A CN105849294B (zh) | 2013-12-27 | 2013-12-27 | 热压钢板构件、其制造方法以及热压用钢板 |
| US15/102,042 US10253387B2 (en) | 2013-12-27 | 2013-12-27 | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| MX2016007802A MX2016007802A (es) | 2013-12-27 | 2013-12-27 | Miembro de hoja de acero prensado en caliente, metodo de manufactura del mismo, y hoja de acero para prensado en caliente. |
| RU2016129484A RU2635056C1 (ru) | 2013-12-27 | 2013-12-27 | Деталь из горячепрессованного стального листа, способ ее изготовления и стальной лист для горячего прессования |
| KR1020167016655A KR101881234B1 (ko) | 2013-12-27 | 2013-12-27 | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 |
| EP13900389.1A EP3088547A4 (en) | 2013-12-27 | 2013-12-27 | Hot-pressed steel sheet member, production method for same, and hot-press steel sheet |
| KR1020187020359A KR20180085056A (ko) | 2013-12-27 | 2013-12-27 | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 |
| US16/267,973 US10711322B2 (en) | 2013-12-27 | 2019-02-05 | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/085205 WO2015097891A1 (ja) | 2013-12-27 | 2013-12-27 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/102,042 A-371-Of-International US10253387B2 (en) | 2013-12-27 | 2013-12-27 | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| US16/267,973 Division US10711322B2 (en) | 2013-12-27 | 2019-02-05 | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015097891A1 true WO2015097891A1 (ja) | 2015-07-02 |
Family
ID=53477820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/085205 Ceased WO2015097891A1 (ja) | 2013-12-27 | 2013-12-27 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10253387B2 (ja) |
| EP (1) | EP3088547A4 (ja) |
| JP (1) | JPWO2015097891A1 (ja) |
| KR (2) | KR20180085056A (ja) |
| CN (1) | CN105849294B (ja) |
| CA (1) | CA2934599C (ja) |
| MX (1) | MX2016007802A (ja) |
| RU (1) | RU2635056C1 (ja) |
| WO (1) | WO2015097891A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018179839A1 (ja) * | 2017-03-30 | 2018-10-04 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
| WO2019093440A1 (ja) * | 2017-11-08 | 2019-05-16 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| WO2019244524A1 (ja) * | 2018-06-22 | 2019-12-26 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| WO2020175665A1 (ja) * | 2019-02-28 | 2020-09-03 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| CN112334266A (zh) * | 2018-06-22 | 2021-02-05 | 日本制铁株式会社 | 钢板、拼焊坯料、热压成型品、钢管、中空状淬火成型品及钢板的制造方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10344351B2 (en) | 2013-12-20 | 2019-07-09 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| CN105899699B (zh) | 2014-01-06 | 2017-07-28 | 新日铁住金株式会社 | 钢材及其制造方法 |
| US10266911B2 (en) | 2014-01-06 | 2019-04-23 | Nippon Steel & Sumitomo Metal Corporation | Hot-formed member and manufacturing method of same |
| MX2019001760A (es) * | 2016-08-16 | 2019-06-17 | Nippon Steel & Sumitomo Metal Corp | Pieza conformada por prensado en caliente. |
| CN107475623A (zh) * | 2017-08-15 | 2017-12-15 | 苏州普热斯勒先进成型技术有限公司 | 一种热成形高强钢及其加工方法 |
| CN108486505B (zh) * | 2018-05-14 | 2020-04-07 | 东北大学 | 1200MPa级硅锰铬系热轧低碳钢板及其制备方法 |
| CN109082599A (zh) * | 2018-09-10 | 2018-12-25 | 包头钢铁(集团)有限责任公司 | 热成形钢板和提高热成形钢板的延伸率的方法 |
| EP4028563A4 (en) * | 2019-09-19 | 2022-07-27 | Nucor Corporation | EXTREMELY WEATHER RESISTANT STEEL FOR HOT STAMPING APPLICATIONS |
| BR112022016203A2 (pt) * | 2020-03-11 | 2022-10-04 | Kobe Steel Ltd | Método de produção de um componente de aço |
| WO2023008516A1 (ja) * | 2021-07-28 | 2023-02-02 | 日本製鉄株式会社 | 鋼板及びその製造方法 |
| CN119530651A (zh) * | 2024-11-26 | 2025-02-28 | 北京车和家汽车科技有限公司 | 一种1700MPa级高冷弯性能的热成型钢及其制备方法与应用 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JPH1096031A (ja) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | 高炭素薄鋼板の製造方法および部品の製造方法 |
| JP2005126733A (ja) * | 2003-10-21 | 2005-05-19 | Nippon Steel Corp | 高温加工性にすぐれた熱間プレス用鋼板及び自動車用部材 |
| JP2005298957A (ja) | 2004-04-16 | 2005-10-27 | Nippon Steel Corp | 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 |
| JP2006265583A (ja) * | 2005-03-22 | 2006-10-05 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス成形部材の製造方法 |
| JP2007016296A (ja) | 2005-07-11 | 2007-01-25 | Nippon Steel Corp | 成形後の延性に優れたプレス成形用鋼板及びその成形方法、並びにプレス整形用鋼板を用いた自動車用部材 |
| JP2007247001A (ja) | 2006-03-16 | 2007-09-27 | Nippon Steel Corp | ダイクエンチ用高強度鋼板 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2011099149A (ja) * | 2009-11-06 | 2011-05-19 | Sumitomo Metal Ind Ltd | 熱処理用鋼板およびその製造方法 |
| JP2014037596A (ja) * | 2012-08-20 | 2014-02-27 | Nippon Steel & Sumitomo Metal | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5353642Y2 (ja) * | 1974-07-12 | 1978-12-21 | ||
| DE60318745T2 (de) | 2002-11-15 | 2009-01-15 | Nippon Steel Corp. | Stahl mit hervorragender zerspanbarkeit und herstellungsverfahren dafür |
| HUE058929T2 (hu) * | 2006-10-30 | 2022-09-28 | Arcelormittal | Bevonattal ellátott acélszalagok |
| JP5359168B2 (ja) * | 2008-10-08 | 2013-12-04 | Jfeスチール株式会社 | 延性に優れる超高強度冷延鋼板およびその製造方法 |
| KR101304009B1 (ko) | 2008-11-19 | 2013-09-04 | 신닛테츠스미킨 카부시키카이샤 | 강판 및 표면 처리 강판 및 그들의 제조 방법 |
| JP5329979B2 (ja) * | 2009-01-05 | 2013-10-30 | 株式会社神戸製鋼所 | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 |
| CN105908069B (zh) * | 2009-04-14 | 2018-03-06 | 新日铁住金株式会社 | 切削性优异的低比重热锻造用棒钢 |
| JP4766186B2 (ja) | 2009-08-21 | 2011-09-07 | Jfeスチール株式会社 | ホットプレス部材、ホットプレス部材用鋼板、ホットプレス部材の製造方法 |
| JP5786316B2 (ja) | 2010-01-22 | 2015-09-30 | Jfeスチール株式会社 | 加工性および耐衝撃特性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| EP2374910A1 (de) | 2010-04-01 | 2011-10-12 | ThyssenKrupp Steel Europe AG | Stahl, Stahlflachprodukt, Stahlbauteil und Verfahren zur Herstellung eines Stahlbauteils |
| JP5668337B2 (ja) | 2010-06-30 | 2015-02-12 | Jfeスチール株式会社 | 延性及び耐遅れ破壊特性に優れる超高強度冷延鋼板およびその製造方法 |
| JP5440672B2 (ja) | 2011-09-16 | 2014-03-12 | Jfeスチール株式会社 | 加工性に優れた高強度鋼板およびその製造方法 |
| EP2803748B1 (en) | 2012-01-13 | 2018-03-14 | Nippon Steel & Sumitomo Metal Corporation | Hot stamp molded article, and method for producing hot stamp molded article |
| KR101656977B1 (ko) | 2012-04-10 | 2016-09-12 | 신닛테츠스미킨 카부시키카이샤 | 충격 흡수 부재에 적합한 강판과 그 제조 방법 |
| JP2013216945A (ja) | 2012-04-10 | 2013-10-24 | Nippon Steel & Sumitomo Metal Corp | 鋼板および衝撃吸収部材 |
| US10407748B2 (en) * | 2013-11-22 | 2019-09-10 | Nippon Steel Corporation | High-carbon steel sheet and method of manufacturing the same |
| MX392414B (es) * | 2015-05-29 | 2025-03-24 | Jfe Steel Corp | Lámina de acero de alta resistencia y método para fabricar la misma. |
-
2013
- 2013-12-27 JP JP2015554469A patent/JPWO2015097891A1/ja active Pending
- 2013-12-27 KR KR1020187020359A patent/KR20180085056A/ko not_active Ceased
- 2013-12-27 EP EP13900389.1A patent/EP3088547A4/en not_active Withdrawn
- 2013-12-27 KR KR1020167016655A patent/KR101881234B1/ko active Active
- 2013-12-27 WO PCT/JP2013/085205 patent/WO2015097891A1/ja not_active Ceased
- 2013-12-27 CA CA2934599A patent/CA2934599C/en not_active Expired - Fee Related
- 2013-12-27 US US15/102,042 patent/US10253387B2/en active Active
- 2013-12-27 MX MX2016007802A patent/MX2016007802A/es unknown
- 2013-12-27 CN CN201380081889.4A patent/CN105849294B/zh active Active
- 2013-12-27 RU RU2016129484A patent/RU2635056C1/ru not_active IP Right Cessation
-
2019
- 2019-02-05 US US16/267,973 patent/US10711322B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JPH1096031A (ja) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | 高炭素薄鋼板の製造方法および部品の製造方法 |
| JP2005126733A (ja) * | 2003-10-21 | 2005-05-19 | Nippon Steel Corp | 高温加工性にすぐれた熱間プレス用鋼板及び自動車用部材 |
| JP2005298957A (ja) | 2004-04-16 | 2005-10-27 | Nippon Steel Corp | 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 |
| JP2006265583A (ja) * | 2005-03-22 | 2006-10-05 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス成形部材の製造方法 |
| JP2007016296A (ja) | 2005-07-11 | 2007-01-25 | Nippon Steel Corp | 成形後の延性に優れたプレス成形用鋼板及びその成形方法、並びにプレス整形用鋼板を用いた自動車用部材 |
| JP2007247001A (ja) | 2006-03-16 | 2007-09-27 | Nippon Steel Corp | ダイクエンチ用高強度鋼板 |
| JP2010065292A (ja) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP2011099149A (ja) * | 2009-11-06 | 2011-05-19 | Sumitomo Metal Ind Ltd | 熱処理用鋼板およびその製造方法 |
| JP2014037596A (ja) * | 2012-08-20 | 2014-02-27 | Nippon Steel & Sumitomo Metal | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3088547A4 * |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10995385B2 (en) | 2017-03-30 | 2021-05-04 | Jfe Steel Corporation | Hot pressed part and method of manufacturing same |
| JP6428970B1 (ja) * | 2017-03-30 | 2018-11-28 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
| WO2018179839A1 (ja) * | 2017-03-30 | 2018-10-04 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
| WO2019093440A1 (ja) * | 2017-11-08 | 2019-05-16 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| JP7024798B2 (ja) | 2017-11-08 | 2022-02-24 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| JPWO2019093440A1 (ja) * | 2017-11-08 | 2020-12-03 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| JP7056738B2 (ja) | 2018-06-22 | 2022-04-19 | 日本製鉄株式会社 | 鋼板、テーラードブランクの製造方法、および鋼管の製造方法 |
| CN112334266A (zh) * | 2018-06-22 | 2021-02-05 | 日本制铁株式会社 | 钢板、拼焊坯料、热压成型品、钢管、中空状淬火成型品及钢板的制造方法 |
| JPWO2019244524A1 (ja) * | 2018-06-22 | 2021-04-22 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| KR20210003186A (ko) * | 2018-06-22 | 2021-01-11 | 닛폰세이테츠 가부시키가이샤 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| WO2019244524A1 (ja) * | 2018-06-22 | 2019-12-26 | 日本製鉄株式会社 | 鋼板、テーラードブランク、熱間プレス成形品、鋼管、中空状焼入れ成形品、鋼板の製造方法、テーラードブランクの製造方法、熱間プレス成形品の製造方法、鋼管の製造方法、および中空状焼入れ成形品の製造方法 |
| CN112334266B (zh) * | 2018-06-22 | 2022-07-12 | 日本制铁株式会社 | 钢板、拼焊坯料、热压成型品、钢管、中空状淬火成型品及钢板的制造方法 |
| KR20220136508A (ko) * | 2018-06-22 | 2022-10-07 | 닛폰세이테츠 가부시키가이샤 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| KR102451642B1 (ko) * | 2018-06-22 | 2022-10-11 | 닛폰세이테츠 가부시키가이샤 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| KR102545723B1 (ko) | 2018-06-22 | 2023-06-20 | 닛폰세이테츠 가부시키가이샤 | 강판, 테일러드 블랭크, 열간 프레스 성형품, 강관, 중공상 ??칭 성형품, 강판의 제조 방법, 테일러드 블랭크의 제조 방법, 열간 프레스 성형품의 제조 방법, 강관의 제조 방법 및 중공상 ??칭 성형품의 제조 방법 |
| JP6819829B1 (ja) * | 2019-02-28 | 2021-01-27 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| WO2020175665A1 (ja) * | 2019-02-28 | 2020-09-03 | Jfeスチール株式会社 | 鋼板、部材及びそれらの製造方法 |
| US12110568B2 (en) | 2019-02-28 | 2024-10-08 | Jfe Steel Corporation | Steel sheet and member, and methods for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2635056C1 (ru) | 2017-11-08 |
| US20190169707A1 (en) | 2019-06-06 |
| EP3088547A4 (en) | 2017-07-26 |
| CN105849294B (zh) | 2017-11-07 |
| CN105849294A (zh) | 2016-08-10 |
| EP3088547A1 (en) | 2016-11-02 |
| KR20180085056A (ko) | 2018-07-25 |
| KR20160090336A (ko) | 2016-07-29 |
| JPWO2015097891A1 (ja) | 2017-03-23 |
| MX2016007802A (es) | 2016-09-07 |
| US10253387B2 (en) | 2019-04-09 |
| US10711322B2 (en) | 2020-07-14 |
| CA2934599C (en) | 2019-01-22 |
| CA2934599A1 (en) | 2015-07-02 |
| KR101881234B1 (ko) | 2018-07-23 |
| US20160312325A1 (en) | 2016-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101833655B1 (ko) | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 | |
| US10711322B2 (en) | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing | |
| JP6341214B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| US10533237B2 (en) | Hot press forming parts having excellent bending properties and method for manufacturing the same | |
| CN102859020B (zh) | 热处理钢材及其制造方法以及其原材料钢材 | |
| JP5803836B2 (ja) | 熱間プレス鋼板部材、その製造方法と熱間プレス用鋼板 | |
| RU2650233C1 (ru) | Горячепрессованное стальное листовое изделие, способ его изготовления и стальной лист для горячего прессования | |
| CN114438418A (zh) | 热成形构件及其制造方法 | |
| JPWO2020203979A1 (ja) | 被覆鋼部材、被覆鋼板およびそれらの製造方法 | |
| WO2023190867A1 (ja) | 鋼部材及び鋼板 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| JP7541652B1 (ja) | 亜鉛めっき鋼板および部材、ならびに、それらの製造方法 | |
| JP2014005521A (ja) | 熱間プレス鋼板部材およびその製造方法ならびに熱間プレス用鋼板 | |
| TWI512116B (zh) | A hot-pressed steel sheet member, a method for manufacturing the same, and a steel sheet for hot pressing | |
| TWI513829B (zh) | A hot-pressed steel sheet member, a method for manufacturing the same, and a steel sheet for hot pressing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13900389 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015554469 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15102042 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/007802 Country of ref document: MX |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013900389 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013900389 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2934599 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 20167016655 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201604297 Country of ref document: ID |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016013830 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2016129484 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112016013830 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160615 |