WO2015108118A1 - 合わせガラス用中間膜及び合わせガラス - Google Patents
合わせガラス用中間膜及び合わせガラス Download PDFInfo
- Publication number
- WO2015108118A1 WO2015108118A1 PCT/JP2015/050976 JP2015050976W WO2015108118A1 WO 2015108118 A1 WO2015108118 A1 WO 2015108118A1 JP 2015050976 W JP2015050976 W JP 2015050976W WO 2015108118 A1 WO2015108118 A1 WO 2015108118A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- polyvinyl acetal
- acetal resin
- laminated glass
- plasticizer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
Definitions
- the present invention relates to an interlayer film for laminated glass used for laminated glass. Moreover, this invention relates to the laminated glass using the said intermediate film for laminated glasses.
- Laminated glass is superior in safety even if it is damaged by an external impact and the amount of glass fragments scattered is small. For this reason, the said laminated glass is widely used for a motor vehicle, a rail vehicle, an aircraft, a ship, a building, etc.
- the laminated glass is manufactured by sandwiching an interlayer film for laminated glass between a pair of glass plates.
- Patent Document 1 discloses an interlayer film that can enhance the sound insulation property of a laminated glass in a high frequency range over a wide temperature range.
- the intermediate film is laminated on the first surface of the first layer including the polyvinyl acetal resin and the plasticizer, and the second layer includes the polyvinyl acetal resin and the plasticizer.
- a third layer that is laminated on a second surface opposite to the first surface of the first layer and includes a polyvinyl acetal resin and a plasticizer.
- the hydroxyl group content of the polyvinyl acetal resin contained in the first layer is lower than the hydroxyl group content of the polyvinyl acetal resin contained in the second layer and the third layer.
- the ratio of the thickness of the first layer to the total thickness of the second layer and the third layer is 0.14 or less.
- Patent Document 2 discloses an interlayer film that can improve penetration resistance over a wide temperature range.
- Patent Document 2 describes that the carbon number of an acetal group of a polyvinyl acetal resin is reduced or a coacetal resin using an aldehyde having a small carbon number is used to improve penetration resistance.
- An object of the present invention is to provide an interlayer film for laminated glass that can enhance the penetration resistance of laminated glass.
- the polyvinyl acetal resin and the plasticizer are included. If the lower glass transition temperature ° C is X and the glass transition temperatures of the two surfaces on both sides of the intermediate film are the same, the glass transition temperature ° C of the two surfaces on both sides of the intermediate film is X and Provided is an interlayer film for laminated glass in which X is 20 ° C. or more and 50 ° C. or less and Y is (0.043X + 0.83) J / mm 2 or more when the tensile breaking energy J / mm 2 is Y. Is done.
- the interlayer film for laminated glass has a single-layer structure or a structure of two or more layers.
- the hydroxyl group content of the polyvinyl acetal resin contained in the first layer is 31.5 mol% or more.
- the degree of acetylation of the polyvinyl acetal resin contained in the first layer is 2 mol% or less.
- the degree of acetalization of the polyvinyl acetal resin contained in the first layer is 68.2 mol% or less.
- the hydroxyl group content of the polyvinyl acetal resin included in the first layer is It is higher than the content rate of the hydroxyl group of the polyvinyl acetal resin contained in the second layer.
- the first layer relative to 100 parts by weight of the polyvinyl acetal resin included in the first layer is used.
- the content of the plasticizer contained in the layer is less than the content of the plasticizer contained in the second layer with respect to 100 parts by weight of the polyvinyl acetal resin contained in the second layer.
- the interlayer film for laminated glass includes a first layer containing the polyvinyl acetal resin and the plasticizer, and the first layer of the first layer. And the second layer containing the polyvinyl acetal resin and the plasticizer.
- the interlayer film for laminated glass includes a first layer containing the polyvinyl acetal resin and the plasticizer, and the first layer of the first layer.
- the second layer containing the polyvinyl acetal resin and the plasticizer, and the second surface side opposite to the first surface of the first layer.
- a third layer containing a polyvinyl acetal resin and a plasticizer.
- the hydroxyl group content of the polyvinyl acetal resin contained in the first layer is the hydroxyl group content of the polyvinyl acetal resin contained in the first layer.
- the hydroxyl group content of the polyvinyl acetal resin contained in the first layer is higher than the hydroxyl group content of the polyvinyl acetal resin contained in the third layer.
- content of the said plasticizer contained in the said 1st layer with respect to 100 weight part of said polyvinyl acetal resins contained in the said 1st layer is said 1st.
- the amount of the plasticizer contained in the second layer is less than the content of the plasticizer contained in the second layer with respect to 100 parts by weight of the polyvinyl acetal resin contained in the second layer, and the first amount relative to 100 parts by weight of the polyvinyl acetal resin contained in the first layer.
- the content of the plasticizer contained in one layer is less than the content of the plasticizer contained in the third layer with respect to 100 parts by weight of the polyvinyl acetal resin contained in the third layer.
- the interlayer film for laminated glass includes a first layer containing the polyvinyl acetal resin and the plasticizer, and the first layer of the first layer. And the second layer containing the polyvinyl acetal resin and the plasticizer, and the second layer on the surface opposite to the first layer side. And a fourth layer containing a polyvinyl acetal resin and a plasticizer.
- the hydroxyl group content of the polyvinyl acetal resin contained in the second layer is the hydroxyl group content of the polyvinyl acetal resin contained in the fourth layer. Higher than the rate.
- the content of the plasticizer contained in the fourth layer with respect to 100 parts by weight of the polyvinyl acetal resin contained in the fourth layer is Less than the content of the plasticizer contained in the second layer with respect to 100 parts by weight of the polyvinyl acetal resin contained in the second layer.
- the laminated glass member includes a first laminated glass member, a second laminated glass member, and the interlayer film for laminated glass described above, and the interlayer film for laminated glass is the first laminated glass.
- a laminated glass is provided that is disposed between a member and the second laminated glass member.
- the interlayer film for laminated glass according to the present invention includes a polyvinyl acetal resin and a plasticizer, and when the glass transition temperatures of the two surfaces on both sides of the interlayer film are different, the glass transition temperatures of the two surfaces on both sides of the interlayer film. If the lower glass transition temperature ° C is X and the glass transition temperatures of the two surfaces on both sides of the intermediate film are the same, the glass transition temperature ° C of the two surfaces on both sides of the intermediate film is X and the intermediate When the tensile breaking energy J / mm 2 of the film is Y, X is 20 ° C. or more and 50 ° C. or less, and Y is (0.043X + 0.83) J / mm 2 or more. The penetration resistance of the laminated glass using the interlayer film for laminated glass can be enhanced.
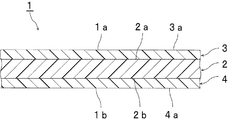
- FIG. 1 is a partially cutaway cross-sectional view schematically showing an interlayer film for laminated glass according to the first embodiment of the present invention.
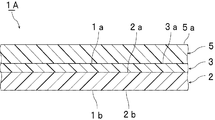
- FIG. 2 is a partially cutaway cross-sectional view schematically showing an interlayer film for laminated glass according to the second embodiment of the present invention.
- FIG. 3 is a partially cutaway cross-sectional view schematically showing an interlayer film for laminated glass according to the third embodiment of the present invention.
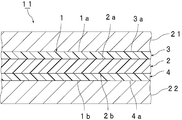
- FIG. 4 is a partially cutaway cross-sectional view schematically showing an example of a laminated glass using the interlayer film for laminated glass shown in FIG.
- the glass transition temperatures of the two surfaces on both sides of the interlayer film are different, the glass transitions on the two surfaces (first surface and second surface) on both sides of the interlayer film
- the glass transition temperature of the lower one of the temperatures is X
- the glass transition temperatures of the two surfaces on both sides of the intermediate film are the same
- the two surfaces on the both sides of the intermediate film (the first surface and the second surface)
- the glass transition temperature ° C of the surface) is X
- the tensile breaking energy J / mm 2 of the intermediate film is Y.
- the unit of X is ° C.
- the unit of Y is J / mm 2 .
- X is 20 ° C. or more and 50 ° C. or less
- Y is (0.043X + 0.83) J / mm 2 or more.
- the interlayer film for laminated glass according to the present invention satisfies the following formulas (i) and (ii).
- the glass transition temperatures of the two surfaces on both sides of the intermediate film may be different, and the glass transition temperatures of the two surfaces on both sides of the intermediate film may be the same.
- the glass transition temperature X ° C. is the glass transition temperature of the two surfaces on both sides of the intermediate film.
- the interlayer film for laminated glass according to the present invention has the above-described configuration, the penetration resistance of the laminated glass using the interlayer film can be improved. Moreover, even if the thickness of the intermediate film is reduced or the thickness of the laminated glass using the intermediate film is reduced, sufficiently high penetration resistance can be maintained. When the thickness of each layer in the intermediate film is the same, by providing the above-described configuration in the interlayer film for laminated glass according to the present invention, the penetration resistance of the laminated glass compared to the case where the above-described configuration is not provided Can increase the sex.
- the tensile breaking energy YJ / mm 2 satisfies (0.043X + 1.43) J / mm 2 or more. That is, it is preferable that the interlayer film for laminated glass according to the present invention satisfies the following formula (ii ′).
- the glass transition temperature X ° C. is preferably 23 ° C. or higher, more preferably 25 ° C. or higher, still more preferably 29 ° C. or higher, still more preferably 31 ° C. or higher, particularly preferably 33 ° C. or higher, most preferably 35 ° C. or higher.
- it is 50 degrees C or less, More preferably, it is 45 degrees C or less, More preferably, it is 43 degrees C or less, Especially preferably, it is 41 degrees C or less, Most preferably, it is 40 degrees C or less.
- the tensile energy to break YJ / mm 2 is preferably 1.69J / mm 2 or more, preferably 4J / mm 2 or less.
- both glass transition temperatures of the two surfaces on both sides of the intermediate film are 20 ° C. or higher and 50 ° C. or lower.
- both of the glass transition temperatures of the two surfaces on both sides of the intermediate film are preferably 23 ° C. or higher, and preferably 40 ° C. or lower.
- 1) a method for increasing the aging temperature when producing the polyvinyl acetal resin used in the method for satisfying the above values for the glass transition temperature and the tensile breaking energy YJ / mm 2 .
- the interlayer film becomes too hard and handling becomes difficult. May be. Therefore, it is preferable to combine at least one of the methods 1) to 3) and the method 4).
- the tensile breaking energy YJ / mm 2 is measured at 23 ° C. using a tensile tester.
- Examples of the tensile testing machine include “Tensilon universal testing machine” manufactured by Orientec.
- FIG. 1 schematically shows a partially cutaway cross-sectional view of an interlayer film for laminated glass according to a first embodiment of the present invention.
- the intermediate film 1 is a multilayer intermediate film having a structure of two or more layers (laminated structure).
- the intermediate film 1 is used to obtain a laminated glass.
- the intermediate film 1 is an intermediate film for laminated glass.
- the intermediate film 1 is opposite to the first layer 2, the second layer 3 disposed on the first surface 2 a side of the first layer 2, and the first surface 2 a of the first layer 2.
- a third layer 4 disposed on the second surface 2b side.
- the second layer 3 is laminated on the first surface 2 a of the first layer 2.
- the third layer 4 is laminated on the second surface 2 b of the first layer 2.
- the first layer 2 is an intermediate layer.
- the second layer 3 and the third layer 4 are, for example, protective layers, and are surface layers in the present embodiment.
- the first layer 2 is disposed between the second layer 3 and the third layer 4 and is sandwiched between them. Therefore, the intermediate film 1 has a multilayer structure in which the second layer 3, the first layer 2, and the third layer 4 are
- the surface 3a opposite to the first layer 2 side of the second layer 3 is preferably a surface on which laminated glass members are laminated.
- the surface 4a opposite to the first layer 2 side of the third layer 4 is preferably the surface on which the laminated glass member is laminated.
- the other layer include a layer containing a thermoplastic resin such as polyvinyl acetal resin, and a layer containing polyethylene terephthalate.
- the first layer 2 preferably includes a polyvinyl acetal resin and a plasticizer
- the second layer 3 includes a polyvinyl acetal resin and It is preferable that a plasticizer is included
- the third layer 4 preferably includes a polyvinyl acetal resin and a plasticizer.
- the intermediate film 1 contains a polyvinyl acetal resin and a plasticizer. That is, in the intermediate film 1, at least one of the first layer 2, the second layer 3, and the third layer 4 includes a polyvinyl acetal resin.
- FIG. 2 schematically shows the interlayer film for laminated glass according to the second embodiment of the present invention in a partially cutaway sectional view.
- the intermediate film 31 shown in FIG. 2 is a single-layer intermediate film having a single-layer structure.
- the intermediate film 31 is a first layer.
- the intermediate film 31 is used to obtain a laminated glass.
- the intermediate film 31 is an intermediate film for laminated glass.
- the interlayer film 31 includes a polyvinyl acetal resin and a plasticizer.
- FIG. 3 schematically shows the interlayer film for laminated glass according to the third embodiment of the present invention in a partially cutaway sectional view.
- the intermediate film 1A shown in FIG. 3 is a multilayer intermediate film having a structure of two or more layers (laminated structure).
- the intermediate film 1A is used to obtain a laminated glass.
- the intermediate film 1A is an intermediate film for laminated glass.
- the intermediate film 1A is opposite to the first layer 2, the second layer 3 disposed on the first surface 2a side of the first layer 2, and the first layer 2 side of the second layer 3.
- the second layer 3 is laminated on the first surface 2 a of the first layer 2.
- the fourth layer 5 is laminated on the surface 3 a of the second layer 3.
- the second layer 3 is an intermediate layer.
- the first layer 2 and the fourth layer 5 are, for example, protective layers, and are surface layers in this embodiment.
- the second layer 3 is disposed between the first layer 2 and the fourth layer 5 and is sandwiched. Therefore, the intermediate film 1A has a multilayer structure in which the fourth layer 5, the second layer 3, and the first layer
- the surface 5a of the fourth layer 5 opposite to the second layer 3 side is preferably a surface on which laminated glass members are laminated.
- the surface (second surface) 2b opposite to the second layer 3 side of the first layer 2 is preferably a surface on which laminated glass members are laminated.
- the fourth layer 5 and the second layer 3, and the second layer 3 and the first layer 2 are preferably laminated directly.
- the other layer include a layer containing a thermoplastic resin such as polyvinyl acetal resin, and a layer containing polyethylene terephthalate.
- the fourth layer 5 preferably contains a polyvinyl acetal resin and a plasticizer.
- the intermediate film 1A includes a polyvinyl acetal resin and a plasticizer. That is, in the intermediate film 1A, at least one of the fourth layer 5, the second layer 3, and the first layer 2 contains a polyvinyl acetal resin.
- the interlayer film may be a single-layer interlayer film including only the first layer, or may be a multilayer interlayer film for laminated glass including the first layer.
- the intermediate film includes at least the first layer and the second layer.
- the intermediate film includes or does not include the third layer.
- the intermediate film includes the fourth layer. Provided or not provided).
- the intermediate film may include the first layer, the second layer, and the third layer.
- the intermediate film may include the first layer, the second layer, and the fourth layer.
- the second layer 3 and the third layer 4 are laminated one by one on both surfaces of the first layer 2. It is only necessary that the second layer is disposed on the first surface side of the first layer. Even if the second layer is disposed on the first surface side of the first layer and the third layer is not disposed on the second surface side of the first layer. Good. However, the second layer is disposed on the first surface side of the first layer, and the third layer is disposed on the second surface side of the first layer. It is preferable. By disposing the third layer on the second surface side of the first layer, the handleability of the intermediate film and the penetration resistance of the laminated glass are further enhanced. Furthermore, the adhesiveness with respect to a laminated glass member etc. can be adjusted with the surface of the both sides of an intermediate film. In addition, when the said 3rd layer does not exist, the adhesiveness with respect to the laminated glass member of the outer surface of the said 2nd layer of an intermediate film can be adjusted.
- the fourth layer 5 and the first layer 2 are laminated one by one on both surfaces of the second layer 3.
- the fourth layer 5 may be the same layer as the first layer 2 or a similar layer.
- the penetration resistance of the intermediate film can be further enhanced.
- the first layer is the outermost layer of the intermediate film, it is not necessary to increase the glass transition temperature of the second layer, so that an intermediate film having high penetration resistance and sound insulation can be obtained.
- the first layer preferably includes a polyvinyl acetal resin (hereinafter sometimes referred to as a polyvinyl acetal resin (1)).
- the second layer preferably contains a polyvinyl acetal resin (hereinafter sometimes referred to as a polyvinyl acetal resin (2)).
- the third layer preferably contains a polyvinyl acetal resin (hereinafter sometimes referred to as a polyvinyl acetal resin (3)).
- the fourth layer preferably contains a polyvinyl acetal resin (hereinafter sometimes referred to as a polyvinyl acetal resin (4)).
- the polyvinyl acetal resin (1), the polyvinyl acetal resin (2), and the polyvinyl acetal resin (3) may be the same or different.
- the polyvinyl acetal resin (1), the polyvinyl acetal resin (2), and the polyvinyl acetal resin (4) may be the same or different.
- Each of the polyvinyl acetal resin (1), the polyvinyl acetal resin (2), the polyvinyl acetal resin (3) and the polyvinyl acetal resin (4) may be used alone or in combination of two or more. May be.
- the polyvinyl acetal resin can be produced, for example, by acetalizing polyvinyl alcohol with an aldehyde.
- the polyvinyl alcohol can be obtained, for example, by saponifying polyvinyl acetate.
- the saponification degree of the polyvinyl alcohol is generally 70 to 99.9 mol%.
- the average degree of polymerization of the polyvinyl alcohol is preferably 200 or more, more preferably 500 or more, more preferably 1000 or more, more preferably 1500 or more, still more preferably 1600 or more, preferably 3000 or less, more preferably 2700 or less, and further Preferably it is 2400 or less.
- the average degree of polymerization is not less than the above lower limit, the penetration resistance of the laminated glass is further enhanced.
- the average degree of polymerization is not more than the above upper limit, the intermediate film can be easily molded.
- the average degree of polymerization of the polyvinyl alcohol is particularly preferably 1500 or more and 3000 or less.
- the average degree of polymerization of the polyvinyl alcohol is determined by a method based on JIS K6726 “Testing method for polyvinyl alcohol”.
- the carbon number of the acetal group contained in the polyvinyl acetal resin is not particularly limited.
- the aldehyde used when manufacturing the said polyvinyl acetal resin is not specifically limited.
- the acetal group in the polyvinyl acetal resin preferably has 3 to 5 carbon atoms, more preferably 3 or 4. When the carbon number of the acetal group in the polyvinyl acetal resin is 3 or more, the glass transition temperature of the intermediate film is sufficiently low.
- the aldehyde is not particularly limited. In general, aldehydes having 1 to 10 carbon atoms are preferably used. Examples of the aldehyde having 1 to 10 carbon atoms include formaldehyde, acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde, n-valeraldehyde, 2-ethylbutyraldehyde, n-hexylaldehyde, n-octylaldehyde, Examples include n-nonyl aldehyde, n-decyl aldehyde, and benzaldehyde.
- propionaldehyde, n-butyraldehyde, isobutyraldehyde, n-hexylaldehyde or n-valeraldehyde is preferable
- propionaldehyde, n-butyraldehyde or isobutyraldehyde is more preferable
- n-butyraldehyde is still more preferable.
- the said aldehyde only 1 type may be used and 2 or more types may be used together.
- Each content (hydroxyl group amount) of hydroxyl groups in the polyvinyl acetal resin (1) and the polyvinyl acetal resin (4) is preferably 31.5 mol% or more, more preferably 32 mol% or more, and further preferably 32.5. It is at least mol%, preferably at most 40 mol%, more preferably at most 39 mol%.
- the hydroxyl group content is not less than the above lower limit, the adhesive strength of the interlayer film is further increased, and the penetration resistance of the laminated glass is further enhanced.
- the content of each hydroxyl group in the polyvinyl acetal resin (1) and the polyvinyl acetal resin (4) is 31.5 mol% or more, the penetration resistance of the laminated glass is effectively increased.
- the hydroxyl group content is not more than the above upper limit, the flexibility of the interlayer film is increased, and the handling of the interlayer film is facilitated. Since the penetration resistance of the laminated glass is further increased and the handling of the interlayer film is further facilitated, the respective hydroxyl group contents (hydroxyl group amount) of the polyvinyl acetal resin (1) and the polyvinyl acetal resin (4). Is preferably at least 33.5 mol%, more preferably at least 34 mol%, preferably at most 38 mol%, more preferably at most 37 mol%, still more preferably at most 36 mol%.
- the content of each hydroxyl group in the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) is preferably 28 mol% or more, more preferably 28.5 mol% or more, preferably 31 mol% or less, more preferably It is 30.5 mol% or less.
- the hydroxyl group content is at least the above lower limit, the adhesive strength of the interlayer film is further increased. Further, when the hydroxyl group content is not more than the above upper limit, the flexibility of the interlayer film is increased, and the handling of the interlayer film is facilitated.
- the content of hydroxyl groups in the polyvinyl acetal resin (2) is preferably 16 Mol% or more, more preferably 18 mol% or more, still more preferably 20 mol% or more, particularly preferably 22 mol% or more, preferably 31 mol% or less, more preferably 29 mol% or less, still more preferably 27 mol% or less. Especially preferably, it is 25 mol% or less.
- the hydroxyl group content of the polyvinyl acetal resin (1) is preferably higher than the hydroxyl group content of the polyvinyl acetal resin (2).
- the hydroxyl group content of the polyvinyl acetal resin (1) is preferably higher than the hydroxyl group content of the polyvinyl acetal resin (3).
- the hydroxyl group content of the polyvinyl acetal resin (4) is preferably higher than the hydroxyl group content of the polyvinyl acetal resin (2).
- the absolute value of the difference between the hydroxyl group content of the polyvinyl acetal resin (1) and the hydroxyl group content of the polyvinyl acetal resin (2), the polyvinyl acetal The absolute value of the difference between the hydroxyl group content of the resin (1) and the hydroxyl group content of the polyvinyl acetal resin (3), the hydroxyl group content of the polyvinyl acetal resin (4), and the polyvinyl acetal resin (
- Each of the absolute values of the difference from the hydroxyl group content in 2) is preferably 0.5 mol% or more, more preferably 1 mol% or more.
- the absolute value of the difference between the hydroxyl group content of the resin (3) and the absolute value of the difference between the hydroxyl group content of the polyvinyl acetal resin (4) and the hydroxyl group content of the polyvinyl acetal resin (2) are: Each is preferably 8.5 mol% or less.
- the first layer is the outermost layer, and at least the first layer and the second layer are laminated.
- the first layer is the outermost layer
- the first layer is laminated on the first surface of the second layer
- the first layer of the second layer is More preferably, the fourth layer is laminated on the surface (second surface) opposite to the layer (first surface) side.
- the hydroxyl group content of the polyvinyl acetal resin (1) is the hydroxyl group content of the polyvinyl acetal resin (2).
- the hydroxyl group content of the polyvinyl acetal resin (4) is preferably higher than the hydroxyl group content of the polyvinyl acetal resin (2).
- the absolute value of the difference between the hydroxyl group content of the polyvinyl acetal resin (1) and the hydroxyl group content of the polyvinyl acetal resin (2), the hydroxyl group content of the polyvinyl acetal resin (4), and the polyvinyl is preferably 5 mol% or more, more preferably 7 mol% or more, still more preferably 9 mol% or more, particularly preferably 9.5 mol%.
- the absolute value of the difference between the hydroxyl group content of the polyvinyl acetal resin (1) and the hydroxyl group content of the polyvinyl acetal resin (2), the hydroxyl group content of the polyvinyl acetal resin (4), and the polyvinyl When the absolute value of the difference from the hydroxyl group content of the acetal resin (2) is not less than the above lower limit, the sound insulation of the laminated glass is further enhanced, and when it is not more than the above upper limit, the penetration resistance of the laminated glass is further enhanced. Become.
- the hydroxyl group content of the polyvinyl acetal resin is a value indicating the mole fraction obtained by dividing the amount of ethylene groups to which the hydroxyl group is bonded by the total amount of ethylene groups in the main chain, as a percentage.
- the amount of the ethylene group to which the hydroxyl group is bonded can be determined, for example, by measuring according to JIS K6726 “Testing method for polyvinyl alcohol”.
- the degree of acetylation (acetyl group amount) of the polyvinyl acetal resin (1) and the polyvinyl acetal resin (4) is preferably 0.3 mol% or more, more preferably 0.5 mol% or more, and still more preferably 0. 0.8 mol% or more, preferably 8 mol% or less, more preferably 5 mol% or less, still more preferably 2 mol% or less, and particularly preferably 1.8 mol% or less.
- the acetylation degree is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer is increased.
- the acetylation degree is not more than the above upper limit, the mechanical strength of the interlayer film is further increased.
- Each degree of acetylation of the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) is preferably 0.3 mol% or more, more preferably 0.5 mol% or more, preferably 2 mol% or less, more preferably. Is 1.8 mol% or less.
- the acetylation degree is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer is increased.
- the acetylation degree is not more than the above upper limit, the moisture resistance of the interlayer film and the laminated glass is increased.
- the degree of acetylation of the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) exceeds 5 mol%. 6 mol% or more, more preferably 7 mol% or more, further preferably 30 mol% or less, and more preferably 25 mol% or less.
- the degree of acetylation is obtained by subtracting the amount of ethylene groups to which acetal groups are bonded and the amount of ethylene groups to which hydroxyl groups are bonded from the total amount of ethylene groups of the main chain, It is a value indicating the mole fraction obtained by dividing by the percentage.
- the amount of ethylene group to which the acetal group is bonded can be measured, for example, according to JIS K6728 “Testing method for polyvinyl butyral”.
- the degree of acetalization of the polyvinyl acetal resin (1) and the polyvinyl acetal resin (4) is preferably 61.5 mol% or more, more preferably 61.7 mol. % Or more, more preferably 62 mol% or more, preferably 68.2 mol% or less, more preferably 68 mol% or less, still more preferably 67 mol% or less.
- the degree of acetalization is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer increases.
- the degree of acetalization is less than or equal to the above upper limit, the reaction time required for producing a polyvinyl acetal resin is shortened.
- the degree of acetalization of the polyvinyl acetal resin (1) is 68.2 mol% or less, the penetration resistance of the laminated glass is effectively increased.
- the degree of acetalization (degree of butyralization in the case of polyvinyl butyral resin) of the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) is preferably 67 mol% or more, more preferably 67.2 mol% or more. , Preferably 71.7 mol% or less, more preferably 71.5 mol% or less.
- degree of acetalization is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer increases.
- the degree of acetalization is less than or equal to the above upper limit, the reaction time required for producing a polyvinyl acetal resin is shortened.
- each degree of acetylation of the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) exceeds 5 mol%. Is preferably 6 mol% or more, more preferably 7 mol% or more, preferably 30 mol% or less, and more preferably 25 mol% or less.
- the above-mentioned degree of acetalization is a value indicating the mole fraction obtained by dividing the amount of ethylene groups to which acetal groups are bonded by the total amount of ethylene groups in the main chain as a percentage.
- the degree of acetalization can be calculated by a method based on JIS K6728 “Testing method for polyvinyl butyral”.
- the hydroxyl group content (hydroxyl content), acetalization degree (butyralization degree), and acetylation degree are preferably calculated from results measured by a method in accordance with JIS K6728 “Testing methods for polyvinyl butyral”. However, measurement according to ASTM D1396-92 JIS K6728 may be used.
- the polyvinyl acetal resin is a polyvinyl butyral resin
- the hydroxyl group content (hydroxyl amount), the acetalization degree (butyralization degree), and the acetylation degree are determined in accordance with JIS K6728 “Testing methods for polyvinyl butyral”. It can be calculated from the results measured by
- the polyvinyl acetal resin (1) and the polyvinyl acetal resin (4) preferably have a degree of acetylation of less than 5 mol%, More preferably, it is less than 5 mol%, the hydroxyl group content is 20 mol% or more and 40 mol% or less, the degree of acetylation is 3 mol% or less, and the hydroxyl group content is 20 mol%. % Or more and 40 mol% or less is more preferable, the degree of acetylation is 3 mol% or less, and the hydroxyl group content is particularly preferably 25 mol% or more and 35 mol% or less.
- the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) are respectively a polyvinyl acetal resin (B1) and an acetal having an acetylation degree of 5 mol% or more.
- a polyvinyl acetal resin (B2) having a degree of conversion of 68 mol% or more, or a polyvinyl acetal resin (B3) obtained by acetalizing the polyvinyl alcohol with an aldehyde having 6 or more carbon atoms is preferable.
- the degree of acetylation of the polyvinyl acetal resin (B1) is 5 mol% or more, the layer containing the polyvinyl acetal resin (B) can contain more plasticizer. Therefore, the glass transition temperature of the intermediate film is sufficiently low.
- the degree of acetylation of the polyvinyl acetal resin (B1) is more preferably 7 mol% or more, further preferably 10 mol% or more, particularly preferably 12 mol% or more, preferably 30 mol% or less, more preferably 28 mol%. Hereinafter, it is more preferably 26 mol% or less, particularly preferably 24 mol% or less.
- the degree of acetalization of the polyvinyl acetal resin (B2) is 68 mol% or more, the layer containing the polyvinyl acetal resin (B2) can contain more plasticizer. Therefore, the glass transition temperature of the intermediate film is sufficiently low.
- the degree of acetalization of the polyvinyl acetal resin (B2) is more preferably 70 mol% or more, further preferably 72 mol% or more, particularly preferably 74 mol% or more, most preferably 76 mol% or more, preferably 88 mol% or less. More preferably, it is 86 mol% or less, More preferably, it is 84 mol% or less, Most preferably, it is 82 mol% or less.
- the degree of acetalization is not less than the above lower limit and not more than the above upper limit, the sound insulation of the laminated glass is further enhanced.
- the polyvinyl acetal resin (B3) is obtained by acetalizing the polyvinyl alcohol with an aldehyde having 6 or more carbon atoms, the glass transition temperature of the intermediate film including the layer containing the polyvinyl acetal resin (B3) can be easily obtained. Can be lowered.
- the aldehyde having 6 or more carbon atoms include 2-ethylbutyraldehyde, n-hexylaldehyde, n-octylaldehyde, n-nonylaldehyde, and n-decylaldehyde, and these are preferably used.
- the first layer preferably includes a plasticizer (hereinafter sometimes referred to as a plasticizer (1)).
- the second layer preferably contains a plasticizer (hereinafter sometimes referred to as a plasticizer (2)).
- the third layer preferably contains a plasticizer (hereinafter may be referred to as a plasticizer (3)).
- the fourth layer preferably contains a plasticizer (hereinafter sometimes referred to as a plasticizer (4)).
- the plasticizer is not particularly limited.
- the plasticizer (1), the plasticizer (2), the plasticizer (3), and the plasticizer (4) may be the same or different. As for the said plasticizer, only 1 type may be used and 2 or more types may be used together.
- plasticizer examples include organic ester plasticizers such as monobasic organic acid esters and polybasic organic acid esters, and organic phosphate plasticizers such as organic phosphoric acid plasticizers and organic phosphorous acid plasticizers. . Of these, organic ester plasticizers are preferred.
- the plasticizer is preferably a liquid plasticizer.
- Examples of the monobasic organic acid ester include glycol esters obtained by a reaction between glycol and a monobasic organic acid.
- Examples of the glycol include triethylene glycol, tetraethylene glycol, and tripropylene glycol.
- Examples of the monobasic organic acid include butyric acid, isobutyric acid, caproic acid, 2-ethylbutyric acid, heptylic acid, n-octylic acid, 2-ethylhexylic acid, n-nonylic acid, and decylic acid.
- polybasic organic acid ester examples include ester compounds of a polybasic organic acid and an alcohol having a linear or branched structure having 4 to 8 carbon atoms.
- polybasic organic acid examples include adipic acid, sebacic acid, and azelaic acid.
- organic ester plasticizer examples include triethylene glycol di-2-ethylpropanoate, triethylene glycol di-2-ethylbutyrate, triethylene glycol di-2-ethylhexanoate, triethylene glycol dicaprylate, Triethylene glycol di-n-octanoate, triethylene glycol di-n-heptanoate, tetraethylene glycol di-n-heptanoate, dibutyl sebacate, dioctyl azelate, dibutyl carbitol adipate, ethylene glycol di-2-ethylbutyrate, 1,3-propylene glycol di-2-ethyl butyrate, 1,4-butylene glycol di-2-ethyl butyrate, diethylene glycol di-2-ethyl butyrate, diethylene glycol di-2-ethyl Hexanoate, dipropylene glycol di-2-ethylbutyrate, triethylene glycol di-2-eth
- organic phosphate plasticizer examples include tributoxyethyl phosphate, isodecylphenyl phosphate, triisopropyl phosphate, and the like.
- the plasticizer is preferably a diester plasticizer represented by the following formula (1).
- R1 and R2 each represent an organic group having 2 to 10 carbon atoms
- R3 represents an ethylene group, an isopropylene group or an n-propylene group
- p represents an integer of 3 to 10
- R1 and R2 in the above formula (1) are each preferably an organic group having 5 to 10 carbon atoms, and more preferably an organic group having 6 to 10 carbon atoms.
- the plasticizer is preferably triethylene glycol di-2-ethylhexanoate (3GO), triethylene glycol di-2-ethylbutyrate (3GH) or triethylene glycol di-2-ethylpropanoate. More preferred is triethylene glycol di-2-ethylhexanoate or triethylene glycol di-2-ethylbutyrate, and even more preferred is triethylene glycol di-2-ethylhexanoate.
- 3GO triethylene glycol di-2-ethylhexanoate
- GGH triethylene glycol di-2-ethylbutyrate
- triethylene glycol di-2-ethylpropanoate More preferred is triethylene glycol di-2-ethylhexanoate or triethylene glycol di-2-ethylbutyrate, and even more preferred is triethylene glycol di-2-ethylhexanoate.
- Content of the plasticizer (1) relative to 100 parts by weight of the polyvinyl acetal resin (1) (hereinafter sometimes referred to as content (1)) and the plasticizer relative to 100 parts by weight of the polyvinyl acetal resin (4)
- the content of (4) (hereinafter sometimes referred to as content (4)) is preferably 20 parts by weight or more, more preferably 25 parts by weight or more, preferably 35 parts by weight or less, more preferably 30 parts. Less than parts by weight.
- the transparency of the interlayer film is further enhanced and the penetration resistance of the laminated glass is further enhanced.
- the penetration resistance of the laminated glass is effectively increased.
- the content of (3) (hereinafter sometimes referred to as content (3)) is preferably 37 parts by weight or more, more preferably 38 parts by weight or more, preferably 42 parts by weight or less, more preferably 41 parts by weight. Less than parts by weight.
- content (2) and the content (3) are each equal to or higher than the lower limit, the flexibility of the interlayer film is increased, and the handling of the interlayer film is facilitated.
- the content (2) and the content (3) are each not more than the above upper limit, the penetration resistance of the laminated glass is further enhanced.
- the content (2) and the content (3) are each preferably 50 parts by weight or more, more preferably 55 parts by weight or more, and particularly preferably 60 parts by weight or more.
- the amount is preferably 65 parts by weight or more, preferably 100 parts by weight or less, more preferably 90 parts by weight or less, particularly preferably 85 parts by weight or less, and most preferably 80 parts by weight or less.
- the content (1) is preferably smaller than the content (2).
- the content (4) is preferably smaller than the content (2).
- the content (1) is preferably less than the content (3).
- the absolute value of the difference between the content (4) and the content (2) is preferably 2 parts by weight or more, more preferably 5 parts by weight or more, and still more preferably 8 parts by weight or more. is there.
- the absolute value of the difference from the amount (2) is preferably 40 parts by weight or less, more preferably 30 parts by weight or less, particularly preferably 25 parts by weight or less, and most preferably 22 parts by weight or less.
- the first layer, the second layer, the third layer, and the fourth layer are respectively an antioxidant, an ultraviolet shielding agent, a light stabilizer, a flame retardant, an antistatic agent, and a pigment as necessary.
- additives such as dyes, adhesive strength modifiers, moisture-proofing agents, fluorescent brighteners and infrared absorbers. As for these additives, only 1 type may be used and 2 or more types may be used together.
- the thickness of the interlayer film for laminated glass according to the present invention is not particularly limited. From the viewpoint of practical use and from the viewpoint of sufficiently increasing the heat shielding property, the thickness of the intermediate film is preferably 0.1 mm or more, more preferably 0.25 mm or more, preferably 3 mm or less, more preferably 1.5 mm or less. is there. When the thickness of the intermediate film is not less than the above lower limit, the penetration resistance of the laminated glass is increased. When the thickness of the interlayer film is not more than the above upper limit, the transparency of the interlayer film is further improved.
- the penetration resistance can be improved even if the thickness of the interlayer film is thin. Further, the thinner the interlayer film, the lighter the laminated glass. From the viewpoint of further reducing the weight of the laminated glass while maintaining high penetration resistance, the thickness of the interlayer film is preferably 700 ⁇ m or less, more preferably 600 ⁇ m or less.
- each thickness of the first layer and the fourth layer is preferably 0.14 T or more, more preferably 0.16 T or more, preferably 0.72 T. Below, more preferably 0.67T or less.
- the total thickness of the fourth layer and the first layer Is preferably 0.8T or more, more preferably 0.84T or more, preferably 0.96T or less, more preferably 0.94T or less.
- the thicknesses of the second layer and the third layer are preferably 0.14 T or more, more preferably 0.16 T. As mentioned above, Preferably it is 0.43T or less, More preferably, it is 0.42T or less. Moreover, the bleeding out of a plasticizer can be suppressed as each thickness of a said 2nd layer and a said 3rd layer is more than the said minimum and below the said upper limit.
- the total thickness of the second layer and the third layer Is preferably 0.28 T or more, more preferably 0.33 T or more, preferably 0.86 T or less, more preferably 0.84 T or less.
- the bleed-out of a plasticizer can be suppressed as the total thickness of the second layer and the third layer is not less than the lower limit and not more than the upper limit.
- the same polyvinyl acetal resin is contained in the second layer and the third layer, and the second layer, the third layer, It is more preferable that the same polyvinyl acetal resin and the same plasticizer are included, and it is more preferable that the second layer and the third layer are formed of the same resin composition. Since the production efficiency of the intermediate film is excellent, it is preferable that the same polyvinyl acetal resin is contained in the fourth layer and the first layer, and the fourth layer and the first layer It is more preferable that the same polyvinyl acetal resin and the same plasticizer are included, and it is more preferable that the fourth layer and the first layer are formed of the same resin composition.
- the intermediate film 1 is disposed between the first laminated glass member 21 and the second laminated glass member 22 and is sandwiched.
- a first laminated glass member 21 is laminated on the first surface 1 a of the intermediate film 1.
- a second laminated glass member 22 is laminated on a second surface 1 b opposite to the first surface 1 a of the intermediate film 1.
- a first laminated glass member 21 is laminated on the outer surface 3 a of the second layer 3 of the intermediate film 1.
- a second laminated glass member 22 is laminated on the outer surface 4 a of the third layer 4 of the intermediate film 1.
- the laminated glass which concerns on this invention is the 1st laminated glass member, the 2nd laminated glass member, and the intermediate
- the intermediate film is the intermediate film for laminated glass of the present invention.
- the laminated glass member examples include a glass plate and a PET (polyethylene terephthalate) film.
- Laminated glass includes not only laminated glass in which an intermediate film is sandwiched between two glass plates, but also laminated glass in which an intermediate film is sandwiched between a glass plate and a PET film or the like.
- the laminated glass is a laminate including a glass plate, and preferably at least one glass plate is used.
- Each of the first laminated glass member and the second laminated glass member is a glass plate or a PET film, and the laminated glass is one of the first laminated glass member and the second laminated glass member. It is preferable to provide a glass plate as at least one.
- the glass plate examples include inorganic glass and organic glass.
- the inorganic glass examples include float plate glass, heat ray absorbing plate glass, heat ray reflecting plate glass, polished plate glass, mold plate glass, netted plate glass, and lined plate glass.
- the organic glass is a synthetic resin glass substituted for inorganic glass.
- the organic glass examples include polycarbonate plates and poly (meth) acrylic resin plates.
- the poly (meth) acrylic resin plate examples include a polymethyl (meth) acrylate plate.
- the thickness of the laminated glass member is preferably 1 mm or more, preferably 5 mm or less, more preferably 3 mm or less.
- the thickness of the glass plate is preferably 1 mm or more, preferably 5 mm or less, more preferably 3 mm or less.
- the thickness of the PET film is preferably 0.03 mm or more, and preferably 0.5 mm or less.
- the method for producing the laminated glass is not particularly limited.
- the intermediate film is sandwiched between the first laminated glass member and the second laminated glass member, passed through a pressing roll, or put in a rubber bag and sucked under reduced pressure, and the first The air remaining between the laminated glass member, the second laminated glass member and the intermediate film is degassed. Thereafter, it is pre-bonded at about 70 to 110 ° C. to obtain a laminate.
- the laminate is put in an autoclave or pressed and pressed at about 120 to 150 ° C. and a pressure of 1 to 1.5 MPa. In this way, a laminated glass can be obtained.
- the interlayer film and the laminated glass can be used for automobiles, railway vehicles, aircraft, ships, buildings, and the like.
- the said intermediate film and the said laminated glass can be used besides these uses.
- the interlayer film and the laminated glass are preferably a vehicle or architectural interlayer film and a laminated glass, and more preferably a vehicle interlayer film and a laminated glass.
- the intermediate film and the laminated glass can be used for an automobile windshield, side glass, rear glass, roof glass, or the like.
- the interlayer film and the laminated glass are suitably used for automobiles.
- the degree of butyralization degree of acetalization
- the degree of acetylation degree of acetylation
- the content of hydroxyl groups were determined by a method in accordance with JIS K6728 “Testing methods for polyvinyl butyral”. It was measured.
- ASTM D1396-92 the same numerical value as the method based on JIS K6728 “Testing method for polyvinyl butyral” was shown.
- the average degree of polymerization of polyvinyl alcohol (PVA) is 1700, the hydroxyl group content is 34.4 mol%, the degree of acetylation is 0.8 mol%, the degree of acetalization (degree of butyralization) is 64. They were 8 mol% and a half-value width of 274.8 cm -1 ).
- the polyvinyl acetal resins B used in Examples 1 to 4 and Comparative Example 1 were synthesized separately on different days.
- the average degree of polymerization of polyvinyl alcohol (PVA) is 1700
- the hydroxyl group content is 30.0 mol%
- the degree of acetylation is 0.9 mol%.
- the degree of acetalization (degree of butyralization) was 69.1 mol%
- the half-value width was 239.3 cm ⁇ 1 .
- the glass transition temperatures of the polyvinyl acetal resins B used in Examples 1 to 4 and Comparative Example 1 were the values shown in Table 2, respectively.
- Precipitated 20 minutes after the precipitation, 197.8 g of 60 wt% nitric acid was added, heated to 65 ° C., and aged at 67.5 ° C. for 2 hours. Next, the solution was cooled and neutralized, and then the polyvinyl butyral resin was washed with water and dried to obtain a polyvinyl acetal resin AE.
- composition X for forming the first layer 100 parts by weight of a polyvinyl acetal resin (polyvinyl acetal resin A), 30 parts by weight of a plasticizer (3GO), 0.2 parts by weight of an ultraviolet shielding agent (Tinvin 326), and 0.2 parts by weight of an antioxidant (BHT) By mixing, the composition X for forming the first layer was obtained.
- a polyvinyl acetal resin polyvinyl acetal resin A
- plasticizer 3GO
- Tinvin 326 an ultraviolet shielding agent
- BHT antioxidant
- composition Y for forming the second layer and the third layer 100 parts by weight of a polyvinyl acetal resin (polyvinyl acetal resin B), 40 parts by weight of a plasticizer (3GO), 0.2 parts by weight of an ultraviolet shielding agent (Tinvin 326), and 0.2 parts by weight of an antioxidant (BHT)
- a composition Y for forming the second layer and the third layer was obtained.
- Preparation of interlayer film By co-extruding the composition X for forming the first layer and the composition Y for forming the second layer and the third layer using a co-extruder, the second layer An intermediate film (thickness 500 ⁇ m) having a laminated structure of (thickness 100 ⁇ m) / first layer (thickness 300 ⁇ m) / third layer (thickness 100 ⁇ m) was produced.
- Laminated glass production The obtained intermediate film (multilayer) was cut into a length of 100 cm and a width of 100 cm. Next, an intermediate film was sandwiched between two pieces of clear glass (length 100 cm ⁇ width 100 cm ⁇ thickness 2 mm), held at 90 ° C. for 30 minutes with a vacuum laminator, and vacuum pressed to obtain a laminate. In the laminated body, the intermediate film portion protruding from the glass was cut off to obtain a laminated glass.
- Example 2 An interlayer film and a laminated glass were produced in the same manner as in Example 1 except that the type and content of the polyvinyl acetal resin and the type and content of the plasticizer were set as shown in Table 2 below.
- composition X for forming the first layer and the fourth layer 100 parts by weight of a polyvinyl acetal resin (polyvinyl acetal resin C), 43 parts by weight of a plasticizer (3GO), 0.22 parts by weight of an ultraviolet shielding agent (Tinvin 326), and 0.22 parts by weight of an antioxidant (BHT)
- a composition X for forming the first layer and the fourth layer was obtained.
- composition Y for forming the second layer 100 parts by weight of a polyvinyl acetal resin (polyvinyl acetal resin P), 60 parts by weight of a plasticizer (3GO), 0.3 parts by weight of an ultraviolet shielding agent (Tinvin 326), and 0.3 parts by weight of an antioxidant (BHT) Mixing was performed to obtain a composition Y for forming the second layer.
- a polyvinyl acetal resin polyvinyl acetal resin P
- plasticizer 3GO
- an ultraviolet shielding agent Tinvin 326
- BHT antioxidant
- Preparation of interlayer film By co-extruding the composition X for forming the first layer and the fourth layer and the composition Y for forming the second layer using a co-extruder, the first layer An intermediate film (thickness: 760 ⁇ m) having a laminated structure of (thickness: 330 ⁇ m) / second layer (thickness: 100 ⁇ m) / fourth layer (thickness: 330 ⁇ m) was produced.
- Laminated glass production The obtained intermediate film (multilayer) was cut into a length of 100 cm and a width of 100 cm. Next, an intermediate film was sandwiched between two pieces of clear glass (length 100 cm ⁇ width 100 cm ⁇ thickness 2 mm), held at 90 ° C. for 30 minutes with a vacuum laminator, and vacuum pressed to obtain a laminate. In the laminated body, the intermediate film portion protruding from the glass was cut off to obtain a laminated glass.
- Example 6 to 37 and Comparative Examples 2 to 9 An interlayer film and a laminated glass were produced in the same manner as in Example 1 except that the type and content of the polyvinyl acetal resin and the type and content of the plasticizer were set as shown in Tables 3 to 7 below. .
- the measurement was performed under the condition of decreasing the temperature from 100 ° C. to ⁇ 10 ° C. at a rate of temperature decrease of 3 ° C./min, and under the conditions of frequency 1 Hz and strain 1%.
- the peak temperature of the loss tangent was defined as the glass transition temperature Tg (° C.).
- Tg may be measured using “ARES-G2” manufactured by TAINSTRUMENTS. The measurement was performed under the same conditions as described in the previous paragraph.
- the intermediate film was cut into a test piece having a width of 10 mm and a length of 8 cm (JIS K6732), and the test piece was attached to a tensile tester at a distance between chucks of 40 mm, a tensile speed of 200 mm / min, and A tensile test was performed at a sampling interval of 20 ⁇ m.
- the breaking energy Y was determined from the obtained stress-strain curve.
- the breaking energy Y can be calculated by obtaining the area of the portion surrounded by the stress-strain curve and the X axis. The area can be calculated by the sum of products of the average value of stresses of adjacent data and the distortion value between the adjacent data.
- the breaking energy Z can be calculated by the product of the breaking energy Y and the cross-sectional area of the test piece.
- the obtained laminated glass was adjusted to a temperature of ⁇ 18 ° C. ⁇ 0.6 ° C. for 16 hours, and the central part of this laminated glass (length 150 mm ⁇ width 150 mm) was the head Was hit with a 0.45 kg hammer and pulverized until the particle size of the glass was 6 mm or less, and the degree of exposure of the film after the glass was partially peeled was measured.
- the Pummel value is a value for examining the degree of adhesion between the interlayer film for laminated glass and the glass plate.
- the laminated glass was adjusted to a temperature of ⁇ 18 ° C. ⁇ 0.6 ° C. for 16 hours.
- the center part (length 150 mm x width 150 mm) is smashed with a hammer having a head of 0.45 kg and crushed until the particle size of the glass is 6 mm or less. %) And is defined in Table 1. That is, the higher the Pummel value, the higher the adhesive force between the interlayer film and the glass.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Joining Of Glass To Other Materials (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
上記第1の層(単層の中間膜を含む)は、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(1)と記載することがある)を含むことが好ましい。上記第2の層は、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(2)と記載することがある)を含むことが好ましい。上記第3の層は、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(3)と記載することがある)を含むことが好ましい。上記第4の層は、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(4)と記載することがある)を含むことが好ましい。上記ポリビニルアセタール樹脂(1)と上記ポリビニルアセタール樹脂(2)と上記ポリビニルアセタール樹脂(3)とは、同一であってもよく、異なっていてもよい。上記ポリビニルアセタール樹脂(1)と上記ポリビニルアセタール樹脂(2)と上記ポリビニルアセタール樹脂(4)とは、同一であってもよく、異なっていてもよい。上記ポリビニルアセタール樹脂(1)、上記ポリビニルアセタール樹脂(2)、上記ポリビニルアセタール樹脂(3)及び上記ポリビニルアセタール樹脂(4)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層(単層の中間膜を含む)は、可塑剤(以下、可塑剤(1)と記載することがある)を含むことが好ましい。上記第2の層は、可塑剤(以下、可塑剤(2)と記載することがある)を含むことが好ましい。上記第3の層は、可塑剤(以下、可塑剤(3)と記載することがある)を含むことが好ましい。上記第4の層は、可塑剤(以下、可塑剤(4)と記載することがある)を含むことが好ましい。ポリビニルアセタール樹脂と可塑剤との併用により、ポリビニルアセタール樹脂と可塑剤とを含む層の合わせガラス部材又は他の層に対する接着力が適度に高くなる。上記可塑剤は特に限定されない。上記可塑剤(1)と上記可塑剤(2)と上記可塑剤(3)と上記可塑剤(4)とは同一であってもよく、異なっていてもよい。上記可塑剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。

上記第1の層、上記第2の層、上記第3の層及び上記第4の層はそれぞれ、必要に応じて酸化防止剤、紫外線遮蔽剤、光安定剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。これらの添加剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
本発明に係る合わせガラス用中間膜の厚みは特に限定されない。実用面の観点、並びに遮熱性を充分に高める観点からは、中間膜の厚みは、好ましくは0.1mm以上、より好ましくは0.25mm以上、好ましくは3mm以下、より好ましくは1.5mm以下である。中間膜の厚みが上記下限以上であると、合わせガラスの耐貫通性が高くなる。中間膜の厚みが上記上限以下であると、中間膜の透明性がより一層良好になる。
図3に、本発明の第1の実施形態に係る合わせガラス用中間膜を用いた合わせガラスの一例を模式的に断面図で示す。
ポリビニルアセタール樹脂A(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.1モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を17℃に調整した後、攪拌しながらn-ブチルアルデヒド154gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、60℃に加熱し、66℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Aを得た。
ポリビニルアセタール樹脂B(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.1モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を17℃に調整した後、攪拌しながらn-ブチルアルデヒド165gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸240gを添加し、55℃に加熱し、58℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Bを得た。
ポリビニルアセタール樹脂C(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.3モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド161.2gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸173gを添加し、57℃に加熱し、60℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Cを得た。
ポリビニルアセタール樹脂D(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.1モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド159gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸173gを添加し、57℃に加熱し、63℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Dを得た。
ポリビニルアセタール樹脂E(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド159gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸173gを添加し、60℃に加熱し、66℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Eを得た。
ポリビニルアセタール樹脂F(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド163gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸173gを添加し、57℃に加熱し、63℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Fを得た。
ポリビニルアセタール樹脂G(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド154gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、60℃に加熱し、66℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Gを得た。
ポリビニルアセタール樹脂H(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド160gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、57℃に加熱し、63℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Hを得た。
ポリビニルアセタール樹脂I(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド161gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、57℃に加熱し、63℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Iを得た。
ポリビニルアセタール樹脂J(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド155gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、60℃に加熱し、66℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Jを得た。
ポリビニルアセタール樹脂K(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド158gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、60℃に加熱し、66℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Kを得た。
ポリビニルアセタール樹脂L(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド169gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、57℃に加熱し、63℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Lを得た。
ポリビニルアセタール樹脂M(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド163gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、54℃に加熱し、60℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Mを得た。
ポリビニルアセタール樹脂N(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド161gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、40℃に加熱し、45℃で3時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Nを得た。
ポリビニルアセタール樹脂O(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2700ml、平均重合度1700、けん化度99.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として35.5重量%塩酸21gを添加し、温度を14℃に調整した後、攪拌しながらn-ブチルアルデヒド160gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、35.5重量%塩酸172gを添加し、40℃に加熱し、46℃で3時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Oを得た。
ポリビニルアセタール樹脂P(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3314ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド163.7gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Pを得た。
ポリビニルアセタール樹脂Q(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3288ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド176.7gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Qを得た。
ポリビニルアセタール樹脂R(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3279ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド181.5gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Rを得た。
ポリビニルアセタール樹脂S(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3244ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド199gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、65℃に加熱し、67.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Sを得た。
ポリビニルアセタール樹脂T(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3299ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド171.3gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Tを得た。
ポリビニルアセタール樹脂U(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3279ml、平均重合度1700、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を8℃に調整した後、攪拌しながらn-ブチルアルデヒド181.5gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Uを得た。
ポリビニルアセタール樹脂V(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3279ml、平均重合度2300、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド181.5gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Vを得た。
ポリビニルアセタール樹脂W(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2418ml、平均重合度1700、けん化度98.5モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸24.9gを添加し、温度を8℃に調整した後、攪拌しながらn-ブチルアルデヒド174.9gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸105.8gを添加し、55℃に加熱し、58℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Wを得た。
ポリビニルアセタール樹脂X(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3744ml、平均重合度1700、けん化度93.8モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47gを添加し、温度を8℃に調整した後、攪拌しながらn-ブチルアルデヒド199.8gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸140.3gを添加し、65℃に加熱し、67.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Xを得た。
ポリビニルアセタール樹脂Y(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水2418ml、平均重合度2300、けん化度98.5モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸24.9gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド174.9gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸105.8gを添加し、55℃に加熱し、58℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Yを得た。
ポリビニルアセタール樹脂Z(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3744ml、平均重合度2300、けん化度93.8モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド199.8gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸140.3gを添加し、65℃に加熱し、67.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂Zを得た。
ポリビニルアセタール樹脂AA(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3294ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド173.9gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂AAを得た。
ポリビニルアセタール樹脂AB(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3267ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド187.1gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂ABを得た。
ポリビニルアセタール樹脂AC(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3285ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド178.4gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂ACを得た。
ポリビニルアセタール樹脂AD(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3523ml、平均重合度3000、けん化度75.0モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸45.5gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド145.9gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸145.3gを添加し、60℃に加熱し、62.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂ADを得た。
ポリビニルアセタール樹脂AE(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水4440ml、平均重合度3000、けん化度85.8モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸50.2gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド165.8gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸197.8gを添加し、65℃に加熱し、67.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂AEを得た。
ポリビニルアセタール樹脂AF(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水4435ml、平均重合度3000、けん化度82.7モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸50.2gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド168.8gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸197.8gを添加し、65℃に加熱し、67.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂AFを得た。
ポリビニルアセタール樹脂AG(PVB樹脂)の合成:
攪拌装置を備えた反応器に、イオン交換水3292ml、平均重合度3000、けん化度88.2モル%のポリビニルアルコール300gを入れ、攪拌しながら加熱溶解し、溶液を得た。次に、この溶液に触媒として60重量%硝酸47.3gを添加し、温度を10℃に調整した後、攪拌しながらn-ブチルアルデヒド174.7gを添加したところ、白色粒子状のポリビニルブチラール樹脂が析出した。析出してから20分後に、60重量%硝酸144gを添加し、55℃に加熱し、57.5℃で2時間熟成させた。次いで、溶液を冷却し、中和した後、ポリビニルブチラール樹脂を水洗し、乾燥させることにより、ポリビニルアセタール樹脂AGを得た。
第1の層を形成するための組成物Xの作製:
ポリビニルアセタール樹脂(ポリビニルアセタール樹脂A)100重量部と、可塑剤(3GO)30重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第1の層を形成するための組成物Xを得た。
ポリビニルアセタール樹脂(ポリビニルアセタール樹脂B)100重量部と、可塑剤(3GO)40重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第2の層及び第3の層を形成するための組成物Yを得た。
第1の層を形成するための組成物Xと、第2の層及び第3の層を形成するための組成物Yとを、共押出機を用いて共押出しすることにより、第2の層(厚み100μm)/第1の層(厚み300μm)/第3の層(厚み100μm)の積層構造を有する中間膜(厚み500μm)を作製した。
得られた中間膜(多層)を、縦100cm×横100cmに切り出した。次に、2枚のクリアガラス(縦100cm×横100cm×厚み2mm)の間に中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜部分を切り落とし、合わせガラスを得た。
ポリビニルアセタール樹脂の種類及び含有量、並びに、可塑剤の種類及び含有量を下記の表2に示すように設定したこと以外は実施例1と同様にして、中間膜及び合わせガラスを作製した。
第1の層及び第4の層を形成するための組成物Xの作製:
ポリビニルアセタール樹脂(ポリビニルアセタール樹脂C)100重量部と、可塑剤(3GO)43重量部と、紫外線遮蔽剤(Tinuvin326)0.22重量部と、酸化防止剤(BHT)0.22重量部とを混合し、第1の層及び第4の層を形成するための組成物Xを得た。なお、第1の層及び第4の層中のマグネシウム濃度が60ppmとなるように、酢酸マグネシウムと2-エチル酪酸マグネシウムとの混合物(酢酸マグネシウム:2-エチル酪酸マグネシウム=50重量%:50重量%)を添加した。
ポリビニルアセタール樹脂(ポリビニルアセタール樹脂P)100重量部と、可塑剤(3GO)60重量部と、紫外線遮蔽剤(Tinuvin326)0.3重量部と、酸化防止剤(BHT)0.3重量部とを混合し、第2の層を形成するための組成物Yを得た。
第1の層及び第4の層を形成するための組成物Xと、第2の層を形成するための組成物Yとを、共押出機を用いて共押出しすることにより、第1の層(厚み330μm)/第2の層(厚み100μm)/第4の層(厚み330μm)の積層構造を有する中間膜(厚み760μm)を作製した。
得られた中間膜(多層)を、縦100cm×横100cmに切り出した。次に、2枚のクリアガラス(縦100cm×横100cm×厚み2mm)の間に中間膜を挟み込み、真空ラミネーターにて90℃で30分間保持し、真空プレスし、積層体を得た。積層体において、ガラスからはみ出た中間膜部分を切り落とし、合わせガラスを得た。
ポリビニルアセタール樹脂の種類及び含有量、並びに、可塑剤の種類及び含有量を下記の表3~7に示すように設定したこと以外は実施例1と同様にして、中間膜及び合わせガラスを作製した。
(1)中間膜の両側の表面のガラス転移温度
実施例及び比較例における最外層に相当する層の各組成、即ち第1の層、第2の層、第3の層及び第4の層の各組成を有する混練物を用意した。得られた混練物をプレス成型機でプレス成型して、厚みが0.35mmである樹脂膜Aを得た。得られた樹脂膜Aを25℃及び相対湿度30%の条件で2時間放置した。2時間放置した後に、TAINSTRUMENTS社製「ARES-G2」を用いて、粘弾性を測定した。治具として、直径8mmのパラレルプレートを用いた。3℃/分の降温速度で100℃から-10℃まで温度を低下させる条件、及び周波数1Hz及び歪1%の条件で測定を行った。得られた測定結果において、損失正接のピーク温度をガラス転移温度Tg(℃)とした。
中間膜を幅10mm、長さ8cmの試験片に切断し(JIS K6732)、引張試験機にチャック間距離40mmで試験片を取り付け、引張速度200mm/分、及びサンプリング間隔20μmで引張試験を行った。得られた応力―歪み曲線より、破断エネルギーYを求めた。破断エネルギーYは応力―歪み曲線とX軸で囲まれた部分の面積を求めることによって算出することができる。面積は隣り合うデータの応力の平均値と隣り合うデータ間の歪み値の積の和で計算することができる。破断エネルギーZは破断エネルギーYと試験片の断面積の積で計算することができる。
得られた合わせガラスを-18℃±0.6℃の温度に16時間調整し、この合わせガラスの中央部(縦150mm×横150mmの部分)を頭部が0.45kgのハンマーで打って、ガラスの粒径が6mm以下になるまで粉砕し、ガラスが部分剥離した後の膜の露出度を測定し、下記表5によりパンメル値を求めた。なお、パンメル値とは、合わせガラス用中間膜とガラス板との接着力の度合いを調べる値であり、合わせガラスを-18℃±0.6℃の温度に16時間調整し、この合わせガラスの中央部(縦150mm×横150mmの部分)を頭部が0.45kgのハンマーで打って、ガラスの粒径が6mm以下になるまで粉砕し、ガラスが部分剥離した後の膜の露出度(面積%)により規定した値であり、表1で定義される。すなわち、パンメル値が高いほど、中間膜とガラスとの接着力が高いことを意味する。

得られた合わせガラス(縦30cm×横30cm)を、表面温度が23℃となるように調整した。次いで、JIS R3212:1998に準拠して、4mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させた。6枚の合わせガラス全てについて、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。剛球が衝突した後5秒以内に剛球が貫通しなかった合わせガラスが3枚以下であった場合は不合格とした。4枚の場合には、新しく6枚の合わせガラスの耐貫通性を評価した。5枚の場合には、新しく1枚の合わせガラスを追加試験し、剛球が衝突した後5秒以内に剛球が貫通しなかった場合を合格とした。同様の方法で、4.0m、4.5m、5.0m、5.5m、6.0m、6.5m、及び7.0mの高さから、6枚の合わせガラスに対してそれぞれ、質量2260g及び直径82mmの剛球を、合わせガラスの中心部分に落下させ、合わせガラスの耐貫通性を評価した。


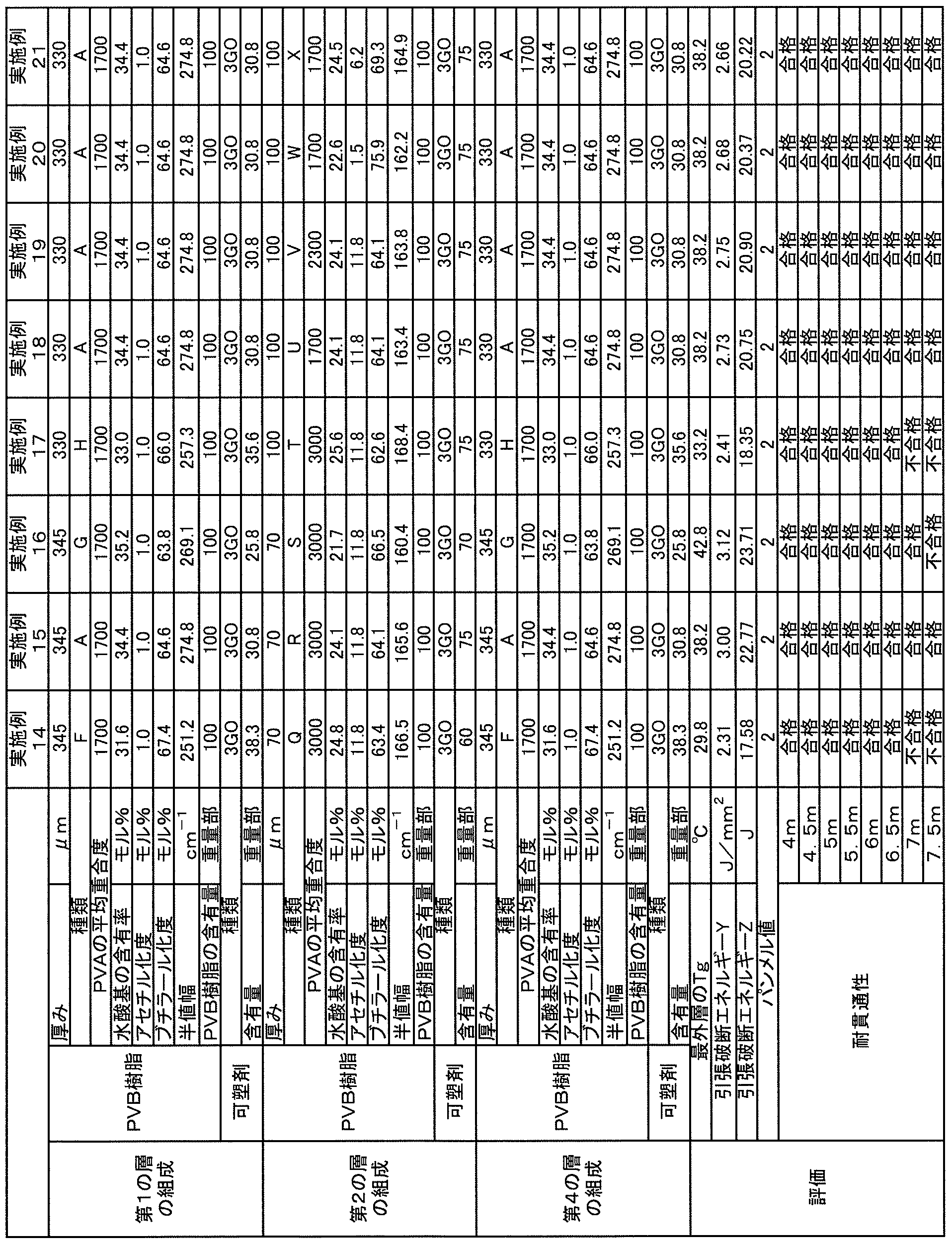



1a…第1の表面
1b…第2の表面
2…第1の層
2a…第1の表面
2b…第2の表面
3…第2の層
3a…外側の表面
4…第3の層
4a…外側の表面
5…第4の層
5a…外側の表面
11…合わせガラス
21…第1の合わせガラス部材
22…第2の合わせガラス部材
31…合わせガラス用中間膜
Claims (18)
- ポリビニルアセタール樹脂と、可塑剤とを含み、
中間膜の両側の2つの表面のガラス転移温度が異なる場合、中間膜の両側の2つの表面のガラス転移温度のうち、低い方のガラス転移温度℃をXとし、中間膜の両側の2つの表面のガラス転移温度が同一である場合、中間膜の両側の2つの表面のガラス転移温度℃をXとし、中間膜の引張破断エネルギーJ/mm2をYとしたときに、Xが20℃以上、50℃以下であり、Yが(0.043X+0.83)J/mm2以上である、合わせガラス用中間膜。 - 1層の構造又は2層以上の構造を有する合わせガラス用中間膜であって、
ポリビニルアセタール樹脂と可塑剤とを含む第1の層のみを備えるか、又は、
ポリビニルアセタール樹脂と可塑剤とを含む第1の層と、前記第1の層の第1の表面側に配置されており、かつポリビニルアセタール樹脂と可塑剤とを含む第2の層とを備える、請求項1に記載の合わせガラス用中間膜。 - 前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が31.5モル%以上である、請求項2に記載の合わせガラス用中間膜。
- 前記第1の層に含まれる前記ポリビニルアセタール樹脂のアセチル化度が2モル%以下である、請求項2又は3に記載の合わせガラス用中間膜。
- 前記第1の層に含まれる前記ポリビニルアセタール樹脂のアセタール化度が68.2モル%以下である、請求項2~4のいずれか1項に記載の合わせガラス用中間膜。
- 2層以上の構造を有する中間膜である場合に、前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が、前記第2の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高い、請求項2~5のいずれか1項に記載の合わせガラス用中間膜。
- 2層以上の構造を有する中間膜である場合に、前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第1の層に含まれる前記可塑剤の含有量が、前記第2の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第2の層に含まれる前記可塑剤の含有量よりも少ない、請求項2~5のいずれか1項に記載の合わせガラス用中間膜。
- 2層以上の構造を有する中間膜である場合に、前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第2の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高く、前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第1の層に含まれる前記可塑剤の含有量が、前記第2の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第2の層に含まれる前記可塑剤の含有量よりも少ない、請求項2~5のいずれか1項に記載の合わせガラス用中間膜。
- 前記ポリビニルアセタール樹脂と前記可塑剤とを含む第1の層と、前記第1の層の前記第1の表面側に配置されており、かつ前記ポリビニルアセタール樹脂と前記可塑剤とを含む前記第2の層とを備える、請求項2~8のいずれか1項に記載の合わせガラス用中間膜。
- 前記ポリビニルアセタール樹脂と前記可塑剤とを含む第1の層と、前記第1の層の前記第1の表面側に配置されており、かつ前記ポリビニルアセタール樹脂と前記可塑剤とを含む前記第2の層と、前記第1の層の前記第1の表面とは反対の第2の表面側に配置されており、かつポリビニルアセタール樹脂と可塑剤とを含む第3の層とを備える、請求項9に記載の合わせガラス用中間膜。
- 前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第2の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高く、
前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第3の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高い、請求項10に記載の合わせガラス用中間膜。 - 前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第1の層に含まれる前記可塑剤の含有量が、前記第2の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第2の層に含まれる前記可塑剤の含有量よりも少なく、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第1の層に含まれる前記可塑剤の含有量が、前記第3の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第3の層に含まれる前記可塑剤の含有量よりも少ない、請求項10に記載の合わせガラス用中間膜。 - 前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第2の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高く、
前記第1の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第3の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高く、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第1の層に含まれる前記可塑剤の含有量が、前記第2の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第2の層に含まれる前記可塑剤の含有量よりも少なく、
前記第1の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第1の層に含まれる前記可塑剤の含有量が、前記第3の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第3の層に含まれる前記可塑剤の含有量よりも少ない、請求項10に記載の合わせガラス用中間膜。 - 前記ポリビニルアセタール樹脂と前記可塑剤とを含む第1の層と、前記第1の層の前記第1の表面側に配置されており、かつ前記ポリビニルアセタール樹脂と前記可塑剤とを含む前記第2の層と、前記第2の層の前記第1の層側とは反対の表面側に配置されており、かつポリビニルアセタール樹脂と可塑剤とを含む第4の層とを備える、請求項9に記載の合わせガラス用中間膜。
- 前記第4の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第2の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高い、請求項14に記載の合わせガラス用中間膜。
- 前記第4の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第4の層に含まれる前記可塑剤の含有量が、前記第2の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第2の層に含まれる前記可塑剤の含有量よりも少ない、請求項14に記載の合わせガラス用中間膜。
- 前記第4の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率が前記第2の層に含まれる前記ポリビニルアセタール樹脂の水酸基の含有率よりも高く、
前記第4の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第4の層に含まれる前記可塑剤の含有量が、前記第2の層に含まれる前記ポリビニルアセタール樹脂100重量部に対する前記第2の層に含まれる前記可塑剤の含有量よりも少ない、請求項14に記載の合わせガラス用中間膜。 - 第1の合わせガラス部材と、
第2の合わせガラス部材と、
請求項1~17のいずれか1項に記載の合わせガラス用中間膜とを備え、
前記合わせガラス用中間膜が、前記第1の合わせガラス部材と前記第2の合わせガラス部材との間に配置されている、合わせガラス。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2015207038A AU2015207038B2 (en) | 2014-01-15 | 2015-01-15 | Interlayer film for laminated glass, and laminated glass |
| JP2015557875A JP6476133B2 (ja) | 2014-01-15 | 2015-01-15 | 合わせガラス用中間膜及び合わせガラス |
| MX2016007142A MX385808B (es) | 2014-01-15 | 2015-01-15 | Película intercalada para vidrio laminado, y vidrio laminado. |
| RU2016126210A RU2663009C2 (ru) | 2014-01-15 | 2015-01-15 | Межслойная пленка для многослойного стекла и многослойное стекло |
| US15/033,596 US20160279905A1 (en) | 2014-01-15 | 2015-01-15 | Interlayer film for laminated glass, and laminated glass |
| KR1020167014484A KR102335938B1 (ko) | 2014-01-15 | 2015-01-15 | 합판유리용 중간막 및 합판유리 |
| EP15737841.5A EP3067336B1 (en) | 2014-01-15 | 2015-01-15 | Interlayer film for laminated glass, and laminated glass |
| CN201580002819.4A CN105793208B (zh) | 2014-01-15 | 2015-01-15 | 夹层玻璃用中间膜及夹层玻璃 |
| CA2928405A CA2928405C (en) | 2014-01-15 | 2015-01-15 | Interlayer film for laminated glass, and laminated glass |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014005484 | 2014-01-15 | ||
| JP2014-005484 | 2014-01-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015108118A1 true WO2015108118A1 (ja) | 2015-07-23 |
Family
ID=53543003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/050976 Ceased WO2015108118A1 (ja) | 2014-01-15 | 2015-01-15 | 合わせガラス用中間膜及び合わせガラス |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20160279905A1 (ja) |
| EP (1) | EP3067336B1 (ja) |
| JP (4) | JP6476133B2 (ja) |
| KR (1) | KR102335938B1 (ja) |
| CN (1) | CN105793208B (ja) |
| AU (1) | AU2015207038B2 (ja) |
| CA (1) | CA2928405C (ja) |
| MX (1) | MX385808B (ja) |
| RU (1) | RU2663009C2 (ja) |
| WO (1) | WO2015108118A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017043625A1 (ja) * | 2015-09-11 | 2018-06-21 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JPWO2017135447A1 (ja) * | 2016-02-05 | 2018-11-29 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP7709576B1 (ja) | 2024-07-12 | 2025-07-16 | 積水化学工業株式会社 | 合わせガラス用中間膜、積層膜及び合わせガラス構成体 |
| WO2026014531A1 (ja) * | 2024-07-12 | 2026-01-15 | 積水化学工業株式会社 | 合わせガラス構成体及び積層膜 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10438575B2 (en) | 2017-11-20 | 2019-10-08 | Chang Chun Petrochemical Co., Ltd. | Multilayer film, interlayer film comprising the multilayer film and laminated glass and sound-insulating glass laminate comprising the interlayer film |
| KR102050665B1 (ko) * | 2018-06-05 | 2019-11-29 | 에스케이씨 주식회사 | 유리접합용 필름, 유리접합 필름용 조성물 및 이를 포함하는 접합유리 |
| KR102223185B1 (ko) | 2019-06-28 | 2021-03-03 | 에스케이씨 주식회사 | 접합용 적층필름 및 이를 포함하는 광투과 적층체 |
| JP7561621B2 (ja) * | 2019-07-16 | 2024-10-04 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| KR20220035873A (ko) * | 2019-07-16 | 2022-03-22 | 세키스이가가쿠 고교가부시키가이샤 | 접합 유리용 중간막 및 접합 유리 |
| JP7795492B2 (ja) * | 2022-12-05 | 2026-01-07 | 積水化学工業株式会社 | ポリビニルアセタール樹脂 |
| JP7457853B1 (ja) | 2022-12-05 | 2024-03-28 | 積水化学工業株式会社 | ポリビニルアセタール樹脂 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005289038A (ja) * | 2004-03-08 | 2005-10-20 | Sekisui Chem Co Ltd | 熱可塑性樹脂シート、合わせガラスの製造方法及び合わせガラス |
| WO2006038332A1 (ja) | 2004-10-01 | 2006-04-13 | Sekisui Chemical Co., Ltd. | 熱可塑性樹脂シート及び積層体 |
| JP2006248826A (ja) * | 2005-03-09 | 2006-09-21 | Sekisui Chem Co Ltd | 熱可塑性樹脂シ−ト及び積層体 |
| WO2012043816A1 (ja) | 2010-09-30 | 2012-04-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2012043817A1 (ja) * | 2010-09-30 | 2012-04-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5340654A (en) * | 1992-04-23 | 1994-08-23 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Interlayer film for laminated glass |
| JP2703471B2 (ja) * | 1992-04-23 | 1998-01-26 | 積水化学工業株式会社 | 合わせガラス用中間膜 |
| JP4183318B2 (ja) * | 1998-11-30 | 2008-11-19 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP4339745B2 (ja) * | 2003-08-22 | 2009-10-07 | 積水化学工業株式会社 | 合わせガラス及び合わせガラス用中間膜 |
| US20070036956A1 (en) * | 2005-08-15 | 2007-02-15 | Solutia, Inc. | Interlayers comprising an ultraviolet curable layer |
| US7842395B2 (en) * | 2006-11-01 | 2010-11-30 | Solutia Inc. | Multiple layer interlayers having a gradient region |
| US20080268204A1 (en) * | 2007-04-29 | 2008-10-30 | David Paul Bourcier | Multiple layer polymer interlayers having an embossed surface |
| EP2052857A1 (en) * | 2007-10-22 | 2009-04-29 | Dow Global Technologies Inc. | Multilayer films |
| US8551621B2 (en) * | 2008-09-30 | 2013-10-08 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass and laminated glass |
| EP2425513B1 (de) * | 2009-04-27 | 2018-09-12 | Siemens Aktiengesellschaft | Submodul für einen mehrstufigen umrichter mit zusätzlichem energiespeicher |
| KR101784533B1 (ko) * | 2009-08-24 | 2017-10-11 | 세키스이가가쿠 고교가부시키가이샤 | 접합 유리용 중간막 및 접합 유리 |
| WO2011081191A1 (ja) * | 2009-12-28 | 2011-07-07 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2012008582A1 (ja) * | 2010-07-16 | 2012-01-19 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP4975892B2 (ja) * | 2010-09-30 | 2012-07-11 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
-
2015
- 2015-01-15 RU RU2016126210A patent/RU2663009C2/ru not_active IP Right Cessation
- 2015-01-15 WO PCT/JP2015/050976 patent/WO2015108118A1/ja not_active Ceased
- 2015-01-15 CA CA2928405A patent/CA2928405C/en not_active Expired - Fee Related
- 2015-01-15 MX MX2016007142A patent/MX385808B/es unknown
- 2015-01-15 JP JP2015557875A patent/JP6476133B2/ja active Active
- 2015-01-15 KR KR1020167014484A patent/KR102335938B1/ko active Active
- 2015-01-15 CN CN201580002819.4A patent/CN105793208B/zh active Active
- 2015-01-15 EP EP15737841.5A patent/EP3067336B1/en active Active
- 2015-01-15 AU AU2015207038A patent/AU2015207038B2/en not_active Expired - Fee Related
- 2015-01-15 US US15/033,596 patent/US20160279905A1/en not_active Abandoned
- 2015-12-28 JP JP2015255839A patent/JP5899367B1/ja active Active
- 2015-12-28 JP JP2015255840A patent/JP5899368B1/ja active Active
-
2019
- 2019-02-04 JP JP2019017781A patent/JP2019077613A/ja not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005289038A (ja) * | 2004-03-08 | 2005-10-20 | Sekisui Chem Co Ltd | 熱可塑性樹脂シート、合わせガラスの製造方法及び合わせガラス |
| WO2006038332A1 (ja) | 2004-10-01 | 2006-04-13 | Sekisui Chemical Co., Ltd. | 熱可塑性樹脂シート及び積層体 |
| JP2006248826A (ja) * | 2005-03-09 | 2006-09-21 | Sekisui Chem Co Ltd | 熱可塑性樹脂シ−ト及び積層体 |
| WO2012043816A1 (ja) | 2010-09-30 | 2012-04-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| WO2012043817A1 (ja) * | 2010-09-30 | 2012-04-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017043625A1 (ja) * | 2015-09-11 | 2018-06-21 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| US10987905B2 (en) | 2015-09-11 | 2021-04-27 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass, and laminated glass |
| JPWO2017135447A1 (ja) * | 2016-02-05 | 2018-11-29 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP7082485B2 (ja) | 2016-02-05 | 2022-06-08 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| US11453205B2 (en) | 2016-02-05 | 2022-09-27 | Sekisui Chemical Co., Ltd. | Interlayer for laminated glass, and laminated glass |
| JP7709576B1 (ja) | 2024-07-12 | 2025-07-16 | 積水化学工業株式会社 | 合わせガラス用中間膜、積層膜及び合わせガラス構成体 |
| WO2026014531A1 (ja) * | 2024-07-12 | 2026-01-15 | 積水化学工業株式会社 | 合わせガラス構成体及び積層膜 |
| JP2026011871A (ja) * | 2024-07-12 | 2026-01-23 | 積水化学工業株式会社 | 合わせガラス用中間膜、積層膜及び合わせガラス構成体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2928405A1 (en) | 2015-07-23 |
| EP3067336A1 (en) | 2016-09-14 |
| CA2928405C (en) | 2019-01-29 |
| EP3067336B1 (en) | 2019-10-09 |
| KR20160107154A (ko) | 2016-09-13 |
| MX2016007142A (es) | 2016-09-08 |
| JP2019077613A (ja) | 2019-05-23 |
| AU2015207038B2 (en) | 2018-10-04 |
| JP5899368B1 (ja) | 2016-04-06 |
| EP3067336A4 (en) | 2017-06-28 |
| MX385808B (es) | 2025-03-18 |
| RU2016126210A3 (ja) | 2018-03-21 |
| JPWO2015108118A1 (ja) | 2017-03-23 |
| CN105793208A (zh) | 2016-07-20 |
| JP6476133B2 (ja) | 2019-02-27 |
| RU2016126210A (ru) | 2018-02-16 |
| CN105793208B (zh) | 2019-08-09 |
| JP2016104696A (ja) | 2016-06-09 |
| AU2015207038A1 (en) | 2016-05-12 |
| KR102335938B1 (ko) | 2021-12-07 |
| JP2016104697A (ja) | 2016-06-09 |
| US20160279905A1 (en) | 2016-09-29 |
| JP5899367B1 (ja) | 2016-04-06 |
| RU2663009C2 (ru) | 2018-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5899367B1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6049534B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6251777B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP5969647B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP5975877B2 (ja) | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス | |
| JP6649740B2 (ja) | 合わせガラス用中間膜の製造方法、合わせガラスの製造方法、合わせガラス用中間膜及び合わせガラス | |
| JP6522945B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JPWO2014136881A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6505597B2 (ja) | 合わせガラス用中間膜、合わせガラス用中間膜の製造方法及び合わせガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15737841 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015557875 Country of ref document: JP Kind code of ref document: A |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| REEP | Request for entry into the european phase |
Ref document number: 2015737841 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2928405 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15033596 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2015207038 Country of ref document: AU Date of ref document: 20150115 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20167014484 Country of ref document: KR Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016011241 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/007142 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016126210 Country of ref document: RU Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112016011241 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160518 |