WO2015146480A1 - 電着塗料組成物および電着塗装方法 - Google Patents
電着塗料組成物および電着塗装方法 Download PDFInfo
- Publication number
- WO2015146480A1 WO2015146480A1 PCT/JP2015/055804 JP2015055804W WO2015146480A1 WO 2015146480 A1 WO2015146480 A1 WO 2015146480A1 JP 2015055804 W JP2015055804 W JP 2015055804W WO 2015146480 A1 WO2015146480 A1 WO 2015146480A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electrodeposition coating
- coating composition
- acid
- resin
- coating film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D163/00—Coating compositions based on epoxy resins; Coating compositions based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/44—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/58—Epoxy resins
- C08G18/584—Epoxy resins having nitrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/80—Masked polyisocyanates
- C08G18/8061—Masked polyisocyanates masked with compounds having only one group containing active hydrogen
- C08G18/807—Masked polyisocyanates masked with compounds having only one group containing active hydrogen with nitrogen containing compounds
- C08G18/8074—Lactams
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/80—Masked polyisocyanates
- C08G18/8061—Masked polyisocyanates masked with compounds having only one group containing active hydrogen
- C08G18/807—Masked polyisocyanates masked with compounds having only one group containing active hydrogen with nitrogen containing compounds
- C08G18/8077—Oximes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/182—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing using pre-adducts of epoxy compounds with curing agents
- C08G59/184—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing using pre-adducts of epoxy compounds with curing agents with amines
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/50—Amines
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/02—Polyureas
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/44—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications
- C09D5/4419—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications with polymers obtained otherwise than by polymerisation reactions only involving carbon-to-carbon unsaturated bonds
- C09D5/443—Polyepoxides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/44—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications
- C09D5/4419—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for electrophoretic applications with polymers obtained otherwise than by polymerisation reactions only involving carbon-to-carbon unsaturated bonds
- C09D5/443—Polyepoxides
- C09D5/4457—Polyepoxides containing special additives, e.g. pigments, polymeric particles
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/04—Electrophoretic coating characterised by the process with organic material
- C25D13/06—Electrophoretic coating characterised by the process with organic material with polymers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/10—Electrophoretic coating characterised by the process characterised by the additives used
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/10—Metal compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/12—Electrophoretic coating characterised by the process characterised by the article coated
- C25D13/16—Wires; Strips; Foils
Definitions
- the present invention relates to an electrodeposition coating composition and an electrodeposition coating method capable of obtaining a cured electrodeposition coating film that exhibits excellent throwing power and has a good coating film appearance.
- Cationic electrodeposition coating is a coating method performed by immersing an object to be coated in a cationic electrodeposition coating composition as a cathode and applying a voltage. In this method, even an object to be coated having a complicated shape can be applied to the details, and can be applied automatically and continuously. It has been widely put into practical use as an undercoating method for objects to be coated. Furthermore, electrodeposition coating can give high anticorrosive properties to the object to be coated, and is excellent in the protective effect of the object to be coated.
- Such a substrate to be subjected to cationic electrodeposition coating is usually subjected to chemical conversion treatment before electrodeposition coating.
- chemical conversion treatment By performing the chemical conversion treatment, properties such as corrosion resistance and coating film adhesion can be improved.
- a chemical conversion treatment agent a zinc phosphate chemical conversion treatment agent is widely used.
- the zinc phosphate chemical conversion treatment agent is a highly reactive treatment agent having a high metal ion and acid concentration, there is a disadvantage that the economical efficiency and workability in wastewater treatment are inferior.
- metal surface treatment is performed using a zinc phosphate chemical conversion treatment agent, salts that are insoluble in water are generated and deposited as precipitates. Such a precipitate is generally called sludge.
- the zinc phosphate chemical conversion treatment agent In the case of using a zinc phosphate chemical conversion treatment agent, there is a problem of generation of costs necessary for removing and discarding the sludge generated in the coating process. Furthermore, phosphate ions contained in the zinc phosphate chemical conversion treatment agent may cause eutrophication to the environment, which may cause a load on the environment. Therefore, the zinc phosphate chemical conversion treatment agent also has a problem that a great deal of labor is required for the treatment of the waste liquid. Furthermore, in the metal surface treatment with a zinc phosphate chemical conversion treatment agent, it is necessary to adjust the surface, and there is a problem that the process becomes long.
- the film thickness of the chemical conversion treatment film formed with the zirconium chemical conversion treatment agent is generally about 1/10 to 1/30 compared with the film thickness of the chemical conversion treatment film formed with the zinc phosphate chemical conversion treatment agent. Very thin.
- the coating-film external appearance of the obtained cured electrodeposition coating film will be inferior because the film thickness of the chemical conversion treatment film formed with a zirconium chemical conversion treatment agent is so thin.
- the thin film of the chemical conversion film is also a factor that lowers the throwing power of the electrodeposition coating composition.
- “throwing power” refers to the property that a coating film is sequentially formed on an unattached portion of an object to be coated. When the throwing power is lowered, there is a problem that the performance of forming a coating film to every corner of an object to be coated is deteriorated in electrodeposition coating. In chemical conversion treatment and electrodeposition coating, which are undercoat coatings, since high throwing power is required, the problem of reduced throwing power can be a serious problem.
- One method for improving the throwing power of the electrodeposition coating composition is to reduce the neutralization rate of the resin emulsion contained in the electrodeposition coating composition.
- the coating film is deposited at an early stage, and there is an advantage that throwing power is improved by quickly forming an electric resistance at the coating film deposition portion.
- an electrical resistance is quickly formed in the coating film deposition portion, an excessive current flow may occur, and gas pinholes may be generated.
- improving throwing power and suppressing the occurrence of gas pinholes are contradictory, and it is technically necessary to balance these performances. It was difficult.
- Patent Document 1 Japanese Patent Application Laid-Open No. 2004-269627 (Patent Document 1) exists as a patent document that mentions the electrical conductivity and throwing power of a paint.
- this cationic electrodeposition coating composition is not sufficient for both throwing power and gas pinability.
- This electrodeposition coating composition also contains a sulfonium-modified epoxy resin, and the coating composition is different from the electrodeposition coating composition of the present invention.
- JP 2011-84729 A discloses an amino group-containing modified epoxy resin (A), a blocked polyisocyanate curing agent (B), a metal compound (C), and a nitrogen oxide ion (E).
- a cationic electrodeposition coating composition comprising the cationic electrodeposition coating composition, wherein the metal compound (C) is 10 to 10, as the mass of the metal element with respect to the mass of the cationic electrodeposition coating composition.
- An electrodeposition coating composition containing 000 ppm and containing 50 to 10,000 ppm of nitrogen oxide ions (E) is described.
- the conductivity of the electrodeposition coating composition is increased, and the coating viscosity of the electrodeposition coating film is also increased.
- the electrical conductivity of the electrodeposition coating composition is increased and the coating film viscosity of the electrodeposition coating film is increased, there is a problem that an appearance abnormality of the coating film such as a gas pinhole occurs during electrodeposition coating.
- the present invention solves the above-mentioned conventional problems, and the object is to obtain a cured electrodeposition coating film that expresses excellent throwing power and has a good coating film appearance.
- the object is to provide an electrodeposition coating composition and an electrodeposition coating method.
- An electrodeposition coating composition comprising: The electrodeposition coating composition has an acid milligram equivalent (MEQ (A)) of 27 or more with respect to 100 g of resin solid content of the electrodeposition coating composition, The coulomb efficiency of the electrodeposition coating composition is 30 mg / C or less, The film resistance of an uncured electrodeposition coating film having a thickness of 15 ⁇ m formed using the electrodeposition coating composition is 400 k ⁇ ⁇ cm 2 or more, The electrodeposition coating film obtained from the electrodeposition coating composition has a coating film viscosity at 50 ° C.
- MEQ acid milligram equivalent
- the electrodeposition coating composition is the electrodeposition coating composition, Electrodeposition painting method. [7] In the electrodeposition coating, the electrodeposited coating composition is immersed in the electrodeposition coating composition to form an electrodeposition coating film, and the resulting electrodeposition coating film is heated to form a cured electrodeposition coating film. A method of improving the appearance of the cured electrodeposition coating film, The electrodeposition coating composition is the electrodeposition coating composition, Method.
- an uncured electrodeposition coating film before baking and curing is referred to as an “electrodeposition coating film”, and a coating film after baking and curing is referred to as a “cured electrodeposition coating film”.
- the electrodeposition coating composition of the present invention is characterized in that a cured electrodeposition coating film that exhibits excellent throwing power and has a good coating film appearance can be obtained.
- the electrodeposition coating composition of the present invention further includes, for example, a zinc phosphate chemical conversion treatment agent, even in the case of electrodeposition coating on a coating having a thin chemical conversion treatment film formed by a zirconium chemical conversion treatment agent. Similar to the case of coating on the treated article, it has a feature that a cured electrodeposition coating film having a good coating film appearance can be obtained.
- the electrodeposition coating composition of the present invention has the characteristics of improving the throwing power and suppressing the occurrence of gas pinholes, which are in a contradictory relationship.
- the electrodeposition coating composition of the present invention contains at least one (A) selected from the group consisting of a zinc compound (A-1) and a bismuth compound (A-2).
- A zinc compound
- At least one selected from the group consisting of zinc methanesulfonate and zinc acetate is more preferable to use at least one selected from the group consisting of zinc methanesulfonate and zinc acetate as the zinc compound (A-1).
- amine compounds By reacting such a resin with an amine compound, the oxirane ring in the resin is opened and an amino group is introduced.
- amine compounds are butylamine, octylamine, diethylamine, dibutylamine, methylbutylamine, monoethanolamine, diethanolamine, N-methylethanolamine, triethylamine, N, N-dimethylbenzylamine, N, N-dimethyl.
- primary amines such as ethanolamine, secondary amines or tertiary amines and / or their acid salts.
- the aminated resin (B) of the present invention comprises a resin obtained by reacting a bisphenol A alkylene oxide adduct (b-1), an epoxy resin (b-2) and a bisphenol compound (b-3), an amine compound, A resin obtained by reacting is preferred.
- the reaction of the bisphenol A alkylene oxide adduct (b-1), the epoxy resin (b-2) and the bisphenol compound (b-3) can be performed by any commonly used method.
- a reaction method for example, a method in which all of these components (b-1), (b-2) and (b-3) are mixed and reacted, a method in which these components are mixed and reacted in an arbitrary combination order, etc. Is mentioned.
- These components are bisphenol A alkylene oxide adduct (b-1) 10 to 80% by mass, preferably 15 to 75% by mass; epoxy resin (b-2) 20 to 80% by mass, preferably 30 to 75% by mass.
- bisphenol compound (b-3) in an amount of 5 to 50% by mass, preferably 7 to 30% by mass.
- an aminated resin having a number average molecular weight of 1,000 to 5,000, an amine value of 20 to 100 mgKOH / g, and a hydroxyl value of 50 to 400 mgKOH / g By using (B), there is an advantage that excellent corrosion resistance can be imparted to the article to be coated.
- the electrodeposition coating composition of the present invention contains at least one (A) selected from the group consisting of a zinc compound (A-1) and a bismuth compound (A-2).
- A a weak interaction occurs between a metal component and a polar functional group such as a hydroxyl group and / or an amino group in the resin component.
- the electrical resistance value of the coating film is increased without increasing the viscosity of the deposited uncured coating film, and the throwing power is improved.
- the present invention by adjusting the properties of the aminated resin (B) and the resin emulsion containing the aminated resin (B) and the curing agent (C), etc. The coating film viscosity at 50 ° C.
- sealants include monovalent alkyl (or aromatic) alcohols such as n-butanol, n-hexyl alcohol, 2-ethylhexanol, lauryl alcohol, phenol carbinol, methylphenyl carbinol; ethylene glycol mono Cellosolves such as hexyl ether and ethylene glycol mono 2-ethylhexyl ether; Polyether type terminal diols such as polyethylene glycol, polypropylene glycol and polytetramethylene ether glycol phenol; ethylene glycol, propylene glycol, 1,4-butanediol, etc.
- monovalent alkyl (or aromatic) alcohols such as n-butanol, n-hexyl alcohol, 2-ethylhexanol, lauryl alcohol, phenol carbinol, methylphenyl carbinol
- ethylene glycol mono Cellosolves such as hexyl ether and ethylene glycol mono 2-
- the blocking ratio of the blocked isocyanate curing agent is preferably 100%. Thereby, there exists an advantage that the storage stability of an electrodeposition coating composition becomes favorable.
- the blocked isocyanate curing agent preferably used as the curing agent (C) reacts preferentially with the primary amine of the aminated resin (B) and further reacts with the hydroxyl group to be cured.
- the remaining hydroxyl group derived from the amination resin (B) It is thought to improve the adhesion with the coating film.
- the electrodeposition coating composition of the present invention preferably contains a plasticizer.
- the zinc compound (A-1) and bismuth compound (A-2) contained in the electrodeposition coating composition are taken into the electrodeposition coating film.
- these metal components form hydrogen bonds with the coating film forming resin.
- the internal stress in the coating film increases, and the physical properties of the coating film tend to be hard. For this reason, an internal stress can be reduced and the plasticity of an electrodeposition coating film can be improved by containing a plasticizer in an electrodeposition coating composition.
- the plasticizer is preferably an alkylene oxide adduct. Among the alkylene oxide adducts, an ethylene oxide adduct and a propylene oxide adduct are more preferable.
- the addition method is not particularly limited.
- a plasticizer When a plasticizer is contained, it is preferably 0.1 to 25% by mass, preferably 1 to 10% by mass, based on the total resin solid content of the coating film-forming resin contained in the electrodeposition coating composition. Is more preferable.
- the electrodeposition coating composition of the present invention preferably contains a chelating acid.
- the chelating acid include at least one selected from the group consisting of sulfonic acid, organic phosphonic acid, organic carboxylic acid, amino acid, aminocarboxylic acid, sugar acid, and carboxyl group-containing vinyl resin.
- fatty acids having 3 to 20 carbon atoms examples include propionic acid, butyric acid (butyric acid), dimethylolpropionic acid (DMPA), isobutyric acid, valeric acid, isovaleric acid, caproic acid, enanthic acid, caprylic acid, pelargonic acid, Examples include capric acid, lauric acid, myristic acid, pentadecylic acid, palmitic acid, margaric acid, stearic acid, and oleic acid.
- the aromatic carboxylic acid having 6 to 20 carbon atoms examples include salicylic acid, gallic acid, benzoic acid, phthalic acid, and cinnamic acid.
- amino acids as chelating acids include aspartic acid, glutamic acid, glycine, alanine, valine, leucine, isoleucine, serine, threonine, cysteine, methionine, asparagine, glutamine, proline, phenylalanine, tyrosine, and tryptophan.
- aspartic acid and glycine are preferable.
- a pigment When a pigment is used as a component of an electrodeposition coating composition, it is generally preferable to disperse the pigment in a high concentration in an aqueous solvent in advance to obtain a paste (pigment dispersion paste). This is because the pigment is in a powder form, and it is difficult to disperse in a single step in a low concentration uniform state used in the electrodeposition coating composition.
- a paste is generally called a pigment dispersion paste.
- the electrodeposition coating composition of the present invention comprises additives commonly used in the coating field, such as ethylene glycol monobutyl ether, ethylene glycol monohexyl ether, ethylene glycol monoethylhexyl ether, propylene glycol monobutyl ether.
- Organic solvents such as dipropylene glycol monobutyl ether and propylene glycol monophenyl ether, surfactants such as anti-drying agents and antifoaming agents, viscosity modifiers such as acrylic resin fine particles, anti-fogging agents, vanadium salts, copper, iron,
- An inorganic rust preventive agent such as manganese, magnesium, or calcium salt may be included as necessary.
- a known auxiliary complexing agent, buffering agent, smoothing agent, stress relaxation agent, brightening agent, semi-glossing agent, antioxidant, ultraviolet absorber and the like may be included depending on the purpose.
- the electrodeposition coating composition of the present invention is not limited to the above-mentioned aminated resin (B), but may be an aminated resin not corresponding to the above-mentioned aminated resin (B), and / or other A film-forming resin component that is not aminated may also be included.
- examples of other non-aminated film-forming resin components include urethane resins, butadiene resins, phenol resins, xylene resins, and the like. Phenol resins and xylene resins are preferred as other film-forming resin components that can be included in the electrodeposition coating composition.
- the phenol resin and xylene resin include xylene resins having 2 or more and 10 or less aromatic rings.
- the amount of the curing agent (C) is sufficient to react with active hydrogen-containing functional groups such as primary, secondary amino groups and hydroxyl groups in the aminated resin (B) during curing to give a good cured coating film. Amount is needed.
- a preferable amount of the curing agent (C) is 90/10 to 50 in terms of a solid mass ratio (aminated resin (B) / curing agent (C)) of the aminated resin (B) and the curing agent (C). / 50, more preferably in the range of 80/20 to 65/35.
- the electrodeposition coating composition of the present invention has a total of 27 or more milligram equivalents (MEQ (A)) of all acids per 100 g of resin solid content of the electrodeposition coating composition.
- the MEQ (A) is preferably 27 to 45, more preferably 30 to 40.
- the milligram equivalent (MEQ (A)) of the acid when the milligram equivalent (MEQ (A)) of the acid is in the above range, the cohesive force of the resin emulsion is controlled, and the coating viscosity of the electrodeposition coating film is lowered. Can be designed. Thereby, there exists an advantage that the external appearance of the coating film obtained improves. Furthermore, there is an advantage that throwing power is improved and excellent corrosion resistance can be obtained.
- the milligram equivalent (MEQ (A)) of the acid with respect to 100 g of the resin solid content of the electrodeposition coating composition can be adjusted by the amount of the neutralizing acid and the amount of acid components such as chelating acid as required.
- the neutralizing acid is more preferably used in an amount of 10 to 100%, preferably 20 to 70%, as the equivalent ratio of the neutralizing acid to the equivalent of the amino group of the aminated resin (B). More preferably, it is used.
- the equivalent ratio of the neutralized acid to the equivalent of the amino group of the aminated resin (A) is defined as the neutralization rate.
- the neutralization rate is 10% or more, affinity for water is ensured and water dispersibility is improved.
- the electrodeposition coating composition used in the present invention contains substantially neither an organic tin compound nor an organic lead compound.
- “the electrodeposition coating composition is substantially free of either an organic tin compound or an organic lead compound” means that the concentration of the organic lead compound contained in the electrodeposition coating composition is 50 ppm as a lead metal element. It means that the concentration of the organic tin compound does not exceed 50 ppm as a tin metal element.
- the electrodeposition coating composition of the present invention contains a zinc compound (A-1) and / or a bismuth compound (A-2). Therefore, it is not necessary to use an organic lead compound or an organic tin compound as a curing catalyst. Thereby, the electrodeposition coating composition which does not contain any of an organic tin compound and an organic lead compound can be prepared.
- the resistance of the coating film is reduced even in the portion where the electrodeposition coating film is deposited, compared with the case where a zinc phosphate-based chemical conversion treatment film is formed.
- the value will be low. This is a factor that reduces throwing power.
- the electrical resistance of the coating film depositing portion is simply improved for the purpose of improving throwing power, a coating film abnormality such as a gas pinhole occurs.
- the electrodeposition coating composition of the present invention includes at least one (A) selected from the group consisting of the zinc compound (A-1) and the bismuth compound (A-2) as described above, Moreover, when the milligram equivalent (MEQ (A)) of the acid with respect to 100 g of the resin solid content of the electrodeposition coating composition is 27 or more, an uncured electrode having a thickness of 15 ⁇ m is formed using the electrodeposition coating composition.
- the film resistance of the coated film is 400 k ⁇ ⁇ cm 2 or more, more preferably in the range of 400 to 1500 k ⁇ ⁇ cm 2 . When the film resistance of the electrodeposition coating film satisfies the above conditions, the throwing power is improved.
- the electrodeposition coating composition of the present invention has low Coulomb efficiency, it is difficult for spark discharge to occur in the generated hydrogen gas during electrodeposition coating deposition, and coating film abnormalities such as gas pinholes are not generated. It is suppressed and the coating film appearance of the obtained cured electrodeposition coating film becomes good.
- the film resistance value of the coating film is obtained from the following equation by measuring the residual current (mA) at the final coating voltage (V).
- Film resistance (k ⁇ ⁇ cm 2 ) Coating area (cm 2 ) ⁇ Voltage (V) / Residual current (mA)
- the electrodeposition coating composition of the present invention has a Coulomb efficiency of 30 mg / C in a state in which an object to be coated is immersed in the electrodeposition coating composition and electrodeposition coating is performed so that the thickness of the cured electrodeposition coating film is 15 ⁇ m. It is as follows.
- the coulombic efficiency indicates the ratio of the amount (mg) of the deposited paint to the amount of electric charge (coulomb) consumed by flowing an electric current. Since the electrodeposition coating composition of the present invention contains a zinc compound (A-1) and / or a bismuth compound (A-2), the electric conductivity of the electrodeposition coating composition tends to be higher than that of the conventional one. is there. In such an electrodeposition coating composition, by designing the Coulomb efficiency in the above range, it is possible to maintain a good coating appearance while ensuring good throwing power.
- the coulomb efficiency is more preferably 15 to 25 mg / C.
- a method for adjusting the Coulomb efficiency at the time of electrodeposition coating with a film thickness of 15 ⁇ m to the above range for example, a method using the above-mentioned specific neutralizing acid, or a product obtained by plastically modifying an alkylene oxide adduct as the aminated resin (B)
- the method used, the method of adjusting the amine value, number average molecular weight and hydroxyl value of the aminated resin (B) to the above ranges, the method of adjusting by adding an alkylene oxide adduct, etc., the bismuth compound (A-2) dispersed in water The method used in the state of a mold colloid is mentioned.
- Coulomb efficiency is an index representing the precipitation of paint solids. That is, the unit charge amount (coulomb) consumed by passing an electric current and the amount (mg) of the deposited coating material per unit thickness of the deposited coating film.
- the coulomb efficiency is measured by immersing the object to be coated in an electrodeposition coating composition and applying the electrodeposition coating at a constant voltage (150V and 200V) so that the thickness of the cured electrodeposition coating film is 15 ⁇ m.
- Coulomb efficiency (mg / C) (Weight after painting-Weight before painting) (mg) / Integrated coulomb (C)
- the electric conductivity of the electrodeposition coating composition of the present invention is preferably 1500 to 3000 ⁇ S / cm, and more preferably 1600 to 2500 ⁇ S / cm. If it is less than 1500 ⁇ S / cm, sufficient throwing power may not be improved. On the other hand, if it exceeds 3000 ⁇ S / cm, gas pinholes are generated and the appearance of the coating film surface may be deteriorated.
- the electrical conductivity can be measured in accordance with JIS K 0130 (General Rules for Electrical Conductivity Measurement Method) using a commercially available electrical conductivity meter.
- the coating viscosity at 50 ° C. of the electrodeposition coating obtained using the electrodeposition coating composition of the present invention is 3000 Pa ⁇ s or less.
- the uncured electrodeposition coating film obtained by precipitation from the electrodeposition coating composition has a coating film viscosity at 50 ° C. of not more than 3000 Pa ⁇ s, which increases the diameter of the current path when a voltage is applied. Occurrence of coating film abnormalities such as the above is suppressed, and the coating film appearance of the resulting cured electrodeposition coating film is improved.
- the viscosity of the coating film is more preferably 1000 to 2500 Pa ⁇ s, and further preferably 1200 to 2000 Pa ⁇ s.
- the reason for measuring the viscosity of the electrodeposition coating film at 50 ° C. is as follows.
- An electrodeposition coating film is a coating film deposited on the surface of an object to be coated by application of a voltage.
- the electrodeposition coating film deposited on the surface of the object to be coated is heated to cause a heat flow to lower the viscosity, and the coating film surface becomes smooth.
- the blocking agent of the blocked isocyanate curing agent contained in the electrodeposition coating film is thermally dissociated, and this undergoes a crosslinking reaction with hydroxyl groups, amino groups, etc. in the cationic epoxy resin, and the coating film viscosity rapidly increases.
- the electrodeposition coating film is cured to form a cured electrodeposition coating film. That is, the viscosity of the electrodeposition coating film is once lowered by heating, and then the viscosity is increased.
- the temperature of 50 ° C. is a temperature preferable for the measurement of the viscosity of the coating film from the above properties of the electrodeposition coating composition, and is a temperature at which no crosslinking of the coating film forming resin occurs, that is, an uncured electrodeposition coating film It is considered that the temperature is appropriate for judging the properties at the time of precipitation.
- the electrodeposition coating composition of the present invention as a method for adjusting the coating viscosity at 50 ° C. of the uncured electrodeposition coating obtained by precipitation from the electrodeposition coating composition to 3000 Pa ⁇ s or less, for example, A method using a neutralized acid, a method using a specific structure as the aminated resin (B), a method of adjusting the number average molecular weight and hydroxyl value of the aminated resin (B) to the above ranges, a bismuth compound (A- 2) Method of using water-dispersed colloid, method of adjusting the amount of solvent contained in the electrodeposition coating composition, method of adjusting the mixing ratio of the aminated resin (B) and the curing agent (C) Etc.
- a method using a neutralized acid a method using a specific structure as the aminated resin (B), a method of adjusting the number average molecular weight and hydroxyl value of the aminated resin (B) to the above ranges, a bismuth compound (A- 2) Method of
- the coating-film viscosity of an electrodeposition coating film can be measured as follows. First, electrodeposition coating is carried out for 180 seconds so that the film thickness is about 15 ⁇ m to form an electrodeposition coating film, which is washed with water to remove the excessively deposited electrodeposition coating composition. Next, after removing excess water adhering to the surface of the electrodeposition coating film, the coating film is immediately peeled off from the object to be coated without drying, thereby preparing a sample of an uncured coating film. The sample thus obtained can be measured for coating film viscosity at 50 ° C. using a dynamic viscoelasticity measuring apparatus. As the dynamic viscoelasticity measuring device, for example, a rotational dynamic viscoelasticity measuring device “Rheosol® G-3000” (manufactured by UBM) can be used.
- a voltage of 50 to 450 V is generally applied between the cathode and the anode. Thereby, an electrodeposition coating film deposits on a to-be-coated article.
- the bath temperature of the coating composition is usually adjusted to 10 to 45 ° C.
- the electrodeposition coating method of the present invention includes a process of immersing an object to be coated in an electrodeposition paint composition, and a process of applying a voltage between the above object to be coated as a cathode and an anode to deposit a coating film. Composed.
- the time for applying the voltage varies depending on the electrodeposition conditions, but can generally be 2 to 5 minutes.
- the film thickness of the electrodeposition coating after heat curing is preferably 5 to 40 ⁇ m, more preferably 10 to 25 ⁇ m. If the film thickness is less than 5 ⁇ m, the corrosion resistance may be insufficient. On the other hand, if it exceeds 40 ⁇ m, it leads to waste of paint.
- the electrodeposition coating film obtained as described above is heated by heating at 120 to 260 ° C., preferably 140 to 220 ° C. for 10 to 30 minutes after completion of the electrodeposition process, or after washing with water. A cured electrodeposition coating is formed.
- the electrodeposition coating composition of the present invention By using the electrodeposition coating composition of the present invention, there is an advantage that excellent corrosion resistance can be obtained even when electrodeposition coating is performed on an article subjected to zirconium chemical conversion treatment.
- the chemical conversion treatment film formed with the zirconium chemical conversion treatment agent is much thinner than the film thickness of the chemical conversion treatment film formed with the zinc phosphate chemical conversion treatment agent.
- unevenness in thickness of the formed chemical conversion treatment film may occur. When such thickness unevenness exists, the surface resistance of the object to be coated is not uniform.
- electrodeposition coating in which resin components and the like are deposited by applying voltage the surface resistance of the object to be coated is non-uniform, resulting in reduced throwing power and poor appearance of the coating film such as gas pinholes. There is a bug.
- the electrodeposition coating composition of the present invention there is an advantage that an excellent throwing power is exhibited and a cured electrodeposition coating film having a good coating film appearance can be obtained.
- Zirconium chemical conversion treatment agent has an advantage that there is little burden on the environment because it does not substantially contain phosphate ions. Further, the zirconium chemical conversion treatment agent has an advantage that the generation amount of sludge (sludge) can be reduced. In the chemical conversion treatment using the zirconium chemical conversion treatment agent, the surface adjustment step is not required, and therefore there is an advantage that the chemical conversion treatment of the object to be coated can be performed with fewer steps.
- Production Example 1-1 Production of Aminated Resin (1) 58 parts of methyl isobutyl ketone, 940 parts of bisphenol A type epoxy resin (trade name DER-331J, manufactured by Dow Chemical Company), 388 parts of bisphenol A, 65 parts of octylic acid, dimethylbenzyl After adding 2 parts of amine and maintaining the temperature in the reaction vessel at 140 ° C. until the epoxy equivalent reached 1300 g / eq, the reaction vessel was cooled until the temperature in the reaction vessel reached 120 ° C.
- bisphenol A type epoxy resin trade name DER-331J, manufactured by Dow Chemical Company
- the number average molecular weight was calculated based on the molecular weight of standard polystyrene from a chromatogram measured with a gel permeation chromatograph according to the method described in JIS K 0124-83.
- As the gel permeation chromatograph “HLC8120GPC” (manufactured by Tosoh Corporation) was used.
- As the column four columns of “TSKgel G-4000HXL”, “TSKgel G-3000HXL”, “TSKgel G-2500HXL”, “TSKgel G-2000HXL” (both manufactured by Tosoh Corporation, trade name) were used.
- Mobile phase Tetrahydrofuran
- measurement temperature 40 ° C.
- flow rate 1 ml / min
- detector under the conditions of RI.
- Production Example 1-2 Production of Aminated Resin (2) 58 parts of methyl isobutyl ketone, 940 parts of bisphenol A type epoxy resin (trade name DER-331J, manufactured by Dow Chemical Company), 380 parts of bisphenol A, 76 parts of octylic acid, dimethylbenzyl After adding 2 parts of amine and maintaining the temperature in the reaction vessel at 140 ° C. until the epoxy equivalent reached 1300 g / eq, the reaction vessel was cooled until the temperature in the reaction vessel reached 120 ° C.
- bisphenol A type epoxy resin trade name DER-331J, manufactured by Dow Chemical Company
- Production Example 1-4 Production of Aminated Resin (4) 58 parts of methyl isobutyl ketone, 940 parts of bisphenol A type epoxy resin (trade name DER-331J, manufactured by Dow Chemical Company), 388 parts of bisphenol A, 114 parts of octylic acid, dimethylbenzyl 2 parts of amine was added, the temperature in the reaction vessel was maintained at 140 ° C., and the reaction was continued until the epoxy equivalent reached 1920 g / eq, and then the reaction vessel was cooled until the temperature in the reaction vessel reached 120 ° C.
- bisphenol A type epoxy resin trade name DER-331J, manufactured by Dow Chemical Company
- Production Example 2-1 Production of Blocked Isocyanate Curing Agent (1) 1680 parts of hexamethylene diisocyanate (HDI) and 732 parts of MIBK were charged into a reaction vessel and heated to 60 ° C. A solution obtained by dissolving 346 parts of trimethylolpropane in 1067 parts of MEK oxime was added dropwise at 60 ° C. over 2 hours. Further, after heating at 75 ° C. for 4 hours, in the measurement of IR spectrum, it was confirmed that the absorption based on the isocyanate group disappeared, and after standing to cool, 27 parts of MIBK was added to add a blocked isocyanate curing agent (1 )
- Production Example 2-2 Production of Blocked Isocyanate Curing Agent (2) 1,340 parts of 4,4′-diphenylmethane diisocyanate and 277 parts of MIBK were charged into a reaction vessel and heated to 80 ° C., and then 226 parts of ⁇ -caprolactam was added to 944 parts of butyl cellosolve. What was dissolved in was dropped at 80 ° C. over 2 hours. Furthermore, after heating at 100 degreeC for 4 hours, in the measurement of IR spectrum, it confirmed that the absorption based on an isocyanate group disappeared, and after standing to cool, MIBK349 parts were added and block isocyanate hardening
- ethylene glycol mono n-butyl ether 157 was added. Then, it was cooled to 85-95 ° C. and made uniform. Next, 277 parts of diethylenetriamine diketimine (a methyl isobutyl ketone solution having a solid content of 73%) was added and stirred at 120 ° C. for 1 hour, and 13 parts of ethylene glycol mono-n-butyl ether was added to produce an aminated resin.
- Production Example 4-1 Production of Electrodeposition Paint Resin Emulsion (Em1) 350 parts (solid content) of the aminated resin (1) obtained in Production Example 1-1 and the blocked isocyanate curing agent obtained in Production Example 2-1 ( 1) 75 parts (solid content) and the blocked isocyanate curing agent (2) obtained in Production Example 2-1 were mixed with 75 parts (solid content), and ethylene glycol mono-2-ethylhexyl ether was mixed with 3 parts of solid content. % (15 parts). Next, formic acid is neutralized by adding MEQ (A) to 24, ion-exchanged water is added to slowly dilute, and then methyl isobutyl ketone is removed under reduced pressure so that the solid content is 40%. A resin emulsion (Em1) was obtained.
- Production Example 4-2 Production of Electrodeposition Paint Resin Emulsion (Em2) Production was carried out in the same manner as in Production Example 4-1, except that aminated resin (2) was used instead of aminated resin (1). A resin emulsion (Em2) was obtained.
- Production Example 4-4 Production of Electrodeposition Paint Resin Emulsion (Em4) Aminated resin (3) was used instead of aminated resin (1), and dimethylolpropionic acid (DMPA) was used instead of formic acid, A resin emulsion (Em4) was obtained in the same manner as in Production Example 4-1, except that MEQ (A) was added to 24 and neutralized.
- DMPA dimethylolpropionic acid
- Production Example 4-5 Production of Electrodeposition Paint Resin Emulsion (Em5) Instead of aminated resin (1), aminated resin (4) was used, and dimethylolpropionic acid (DMPA) was used instead of formic acid, A resin emulsion (Em5) was obtained in the same manner as in Production Example 4-1, except that the MEQ (A) was added to 24 and neutralized.
- DMPA dimethylolpropionic acid
- Production Example 4-6 Production of Electrodeposition Paint Resin Emulsion (Em6) Aminated resin (5) was used instead of aminated resin (1), and dimethylolpropionic acid (DMPA) was used instead of formic acid.
- a resin emulsion (Em6) was obtained in the same manner as in Production Example 4-1, except that it was neutralized by adding MEQ (A) to 24.
- Production Example 5-1 Production of Pigment Dispersion Paste for Electrodeposition Paint (1) Using a sand mill, based on the formulation shown in the following Table 1 containing the pigment dispersion resin obtained in Production Example 3, 40 Dispersion was carried out until the volume average particle diameter D50 was 0.6 ⁇ m at 0 ° C. to obtain a pigment dispersion paste (1) (solid content 49%).
- the volume average particle diameter D50 is measured by diluting the dispersion with ion-exchanged water so that the signal level is suitable using a laser Doppler particle size analyzer (manufactured by Nikkiso Co., Ltd., “Microtrac UPA150”). The particle diameter D50 was measured.
- Production Example 5-2 Production of Pigment Dispersion Paste (2) for Electrodeposition Paint
- a pigment dispersion paste (2) for electrodeposition paint was produced in the same manner as in Production Example 5-2, except that dioctyl tin oxide was not used. .
- Production Example 6-1 Production of zinc methanesulfonate Add 119 parts of ion exchange water, 32.6 parts of zinc oxide (reagent), 110 parts of 70% methanesulfonic acid (manufactured by BASF) to a stainless steel container, and stir at 60 ° C. for 1 hour. Thus, zinc methanesulfonate having a zinc concentration of 10% was prepared.
- Production Example 6-2 Production of zinc acetate 176 parts of ion-exchanged water, 32.6 parts of zinc oxide (reagent), 53 parts of 90% acetic acid (reagent) were added to a stainless steel container and stirred at 60 ° C. for 1 hour to obtain a zinc concentration. 10% zinc acetate was made.
- Production Example 6-3 Production of bismuth lactate To a stainless steel container, 241 parts of ion exchange water, 11.7 parts of bismuth oxide (reagent), 9.0 parts of 50% lactic acid (reagent) are added, and stirred at 60 ° C. for 1 hour. Bismuth lactate having a bismuth concentration of 4% was prepared in the form of an aqueous dispersion colloid.
- Production Example 6-4 Production of glycine-containing bismuth lactate
- 241 parts of ion-exchanged water 11.7 parts of bismuth oxide (reagent), 9.0 parts of 50% lactic acid (reagent) and 3.8 parts of glycine (reagent)
- the resultant was added and stirred at 60 ° C. for 1 hour to prepare glycine-containing bismuth lactate having a bismuth concentration of 4%, which was in the form of an aqueous dispersion colloid.
- Production Example 6-5 Production of bismuth dimethylolpropionate To a stainless steel container, 241 parts of ion-exchanged water, 11.7 parts of bismuth oxide (reagent), 6.7 parts of dimethylolpropionic acid (DMPA, reagent) were added, and 60 ° C. By stirring for 1 hour, bismuth dimethylolpropionate having a bismuth concentration of 4% in the form of an aqueous dispersion colloid was prepared.
- DMPA dimethylolpropionic acid
- Example 1 To the stainless steel container, 2065 parts of ion-exchanged water and 8 parts of zinc acetate having a zinc concentration of 10% in Production Example 6-2 as a zinc compound (A1) were added. Next, 1600 parts of electrodeposition paint resin emulsion (EmA) of Production Example 4-2 and 327 parts of pigment (Pigment Dispersion Paste 1 of Production Example 5-1) were added, and then aged at 40 ° C. for 16 hours. A composition was prepared.
- EmA electrodeposition paint resin emulsion
- Pigment Dispersion Paste 1 of Production Example 5-1 pigment
- a cold-rolled steel sheet (JIS G3141, SPCC-SD) was degreased by being immersed in Surf Cleaner EC90 (manufactured by Nippon Paint Co., Ltd.) at 40 ° C. for 2 minutes. Next, it was immersed in Surfdyne EC3200 (made by Nippon Paint Co., Ltd.) at 40 ° C. for 90 seconds. After washing with deionized water, the required amount of 2-ethylhexyl glycol was added to the obtained electrodeposition coating composition so that the film thickness of the electrodeposition coating film after curing was 15 ⁇ m, and then all the steel sheets were buried.
- the milligram equivalent (MEQ (A)) of acid As the characteristics of the obtained electrodeposition coating composition, the milligram equivalent (MEQ (A)) of acid, Coulomb efficiency, electrical conductivity, coating resistance, and coating viscosity were measured. The measurement method will be described below. The measurement results are shown in the following table.
- Milligram equivalent of acid (MEQ (A)) per 100 g of resin solid content of the electrodeposition coating composition About 10 g of the electrodeposition coating composition was accurately weighed and dissolved in about 50 ml of a solvent (THF: tetrahydrofuran), and then potentiometric titration was performed using a 1/10 N NaOH solution, whereby the acid contained in the electrodeposition coating composition The amount was quantified and measured.
- a solvent THF: tetrahydrofuran
- the coulomb efficiency (15 ⁇ m) of the electrodeposition coating composition and the mass of the cold-rolled steel sheet subjected to coating resistance zirconium conversion treatment were measured.
- the steel plate was immersed in the electrodeposition coating composition, and was electrodeposited at a constant coating voltage (150 V and 200 V) so that the thickness of the cured electrodeposition coating film was 15 ⁇ m.
- the coulomb value and residual current value after electrodeposition coating were measured.
- the mass of the cured electrodeposition coating film obtained by baking and curing the obtained electrodeposition coating film was measured. Using these measured values, the Coulomb efficiency (15 ⁇ m) and the coating film resistance value were obtained from the following formula.
- the electrical conductivity of the electrodeposition coating composition was measured using a CM-30S (electric conductivity meter) manufactured by Toa Denpa Kogyo Co., Ltd. and JIS K0130 (general rules for measuring electrical conductivity).
- the liquid temperature was measured at 25 ° C.
- Examples 2 to 10 and Comparative Examples 1 to 4 An electrodeposition coating composition was prepared in the same manner as in Example 1 except that the formulation shown in the following table was changed. Using the obtained electrodeposition coating composition, coating was performed in the same manner as in Example 1 to obtain an electrodeposition coated plate.
- the blending amounts of the electrodeposition coating composition shown in the following table the blending amounts of the zinc compound (A-1) and the bismuth compound (A-2) are relative ratios (compound masses) to 100 parts by weight of the electrodeposition coating composition.
- the compounding amount of the resin emulsion and the pigment is the solid content concentration of each component with respect to 100 parts by mass of the electrodeposition coating composition.
- Cured electrodeposition coating (painted horizontal appearance) The cold-rolled steel sheet subjected to the zirconium chemical conversion treatment was placed and immersed so that the steel sheet surface was arranged in the horizontal direction with respect to the liquid level of the electrodeposition coating composition. While stirring the electrodeposition coating composition at 300 rpm, the voltage was increased over 30 seconds, and the voltage was applied under the condition that it was held for 150 seconds after reaching 180 V to deposit an uncured electrodeposition coating film on the steel sheet. I let you. The uncured electrodeposition coating film thus obtained was heat-cured at 160 ° C. for 15 minutes to obtain an electrodeposition coated plate having a cured electrodeposition coating film.
- the surface roughness of the obtained cured electrodeposition coating film was measured according to JIS-B0601, using an evaluation type surface roughness measuring machine (manufactured by Mitsutoyo, SURFTEST SJ-201P). (Ra) was measured. Measurement was performed 7 times using a sample with a 2.5 mm width cut-off (number of sections: 5), and an Ra value was obtained by an average of vertical erasure. It can be said that the smaller the Ra value, the less the unevenness and the better the coating film appearance.
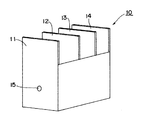
- the throwing power was evaluated by a so-called four-sheet box method. That is, as shown in FIG. 1, four cold-rolled steel plates (JIS G3141 SPCC-SD) 11 to 14 treated with the zirconium chemical conversion treatment agent used in each of the examples or comparative examples were placed at an interval of 20 mm. Were prepared in parallel, and a box 10 was prepared in which the lower and bottom surfaces of both sides were sealed with an insulator such as cloth adhesive tape. The steel plates 11 to 13 other than the steel plate 14 are provided with a through hole 15 of 8 mm ⁇ at the bottom.
- JIS G3141 SPCC-SD cold-rolled steel plates
- the steel plates 11 to 13 other than the steel plate 14 are provided with a through hole 15 of 8 mm ⁇ at the bottom.
- the paint 21 was stirred with a magnetic stirrer (not shown).
- the steel plates 11 to 14 were electrically connected, and the counter electrode 22 was arranged so that the distance from the nearest steel plate 11 was 150 mm.
- a voltage was applied with the steel plates 11 to 14 as cathodes and the counter electrode 22 as an anode, and electrodeposition coating was performed on the cold-rolled steel sheets subjected to the zirconium chemical conversion treatment.
- the coating was performed by increasing the voltage to a voltage at which the film thickness of the coating film formed on the A surface of the steel plate 11 reached 15 ⁇ m within 30 seconds from the start of application, and then maintaining the voltage for 150 seconds in normal electrodeposition.
- Gas pinhole generation evaluation A voltage was applied to an alloyed hot-dip galvanized steel sheet that had been subjected to zirconium chemical conversion treatment over 30 seconds, and reached 160 V and then held for 150 seconds. The electrodeposition coating film was deposited. The obtained electrodeposition coating film was washed with water and baked at 160 ° C. for 10 minutes. The obtained cured electrodeposition coating film was visually observed to determine the presence or absence of gas pinholes. The same coating was performed in increments of 10V up to 260V, and the presence or absence of gas pinholes was determined. It is evaluated that the higher the voltage at which the gas pinhole is generated, the less the gas pinhole is generated and the better performance.
- Cold- rolled steel sheet subjected to low-temperature bake corrosion resistance evaluation zirconium conversion treatment is immersed in the electrodeposition coating composition, the voltage is increased over 30 seconds, and the voltage is applied under the condition that the voltage reaches 180 V and is held for 150 seconds, An uncured electrodeposition coating was deposited on the steel plate.
- the steel sheet having an uncured electrodeposition coating film was allowed to stand at room temperature for 5 minutes, washed with water, and then heat-cured at 160 ° C. for 15 minutes to obtain an electrodeposition coating sheet having a cured electrodeposition coating film.
- the cured electrodeposition coating film on the electrodeposition coating plate was scratched with a knife so as to reach the substrate, and this coating plate was immersed in 5% saline at 50 ° C. for 480 hours.
- Evaluation criteria are as follows. Evaluation criteria A: The maximum width of rust or blister is less than 2.5mm from the cut part (both sides) B: The maximum width of rust or swelling is 2.5 mm or more and less than 5 mm from the cut part (both sides) C: The maximum width of rust or swelling is 5 mm or more and less than 10 mm from the cut part (both sides) D: The maximum width of rust or swelling is 10 mm or more and less than 15 mm from the cut part (both sides) E: The maximum width of rust or blister is 15mm or more from the cut part (both sides)
- edge rust prevention property The evaluation of this test was carried out by coating not on the cold-rolled steel sheet but on an L-shaped spare blade (LB10K: manufactured by Olfa Corporation).
- the L-type exclusive blade was degreased by being immersed in Surf Cleaner EC90 (manufactured by Nippon Paint Co., Ltd.) at 40 ° C. for 2 minutes. Next, it was immersed in Surfdyne EC3200 (made by Nippon Paint Co., Ltd.) at 40 ° C. for 90 seconds. After deionized water washing, it was immersed in an electrodeposition coating composition, and was electrodeposited under the same conditions as the above electrodeposition coating to form a cured electrodeposition coating film. Next, a salt spray test (35 ° C.
- the electrodeposition coating composition of Comparative Example 1 is an example in which neither the zinc compound (A-1) nor the bismuth compound (A-2) is contained, and the MEQ (A) is less than 27. In this comparative example, the occurrence of unevenness in polishing and unevenness in drying was confirmed, and it was confirmed that the deposition of the electrodeposition coating film was uneven.
- the electrodeposition coating composition of Comparative Example 1 also contained neither zinc compound (A-1) nor bismuth compound (A-2), so it was confirmed that the corrosion resistance and edge rust resistance were inferior.
- the electrodeposition coating composition of Comparative Example 2 is an example in which MEQ (A) is less than 27. Also in this comparative example, occurrence of sharpening unevenness and drying unevenness was confirmed, and it was confirmed that deposition of the electrodeposition coating film was uneven. It was confirmed that the electrodeposition coating compositions of Comparative Examples 3 and 4 were significantly inferior in throwing power as compared to the examples. In these comparative examples, it was also confirmed that the 50 ° C. coating film viscosity was high and the gas pinhole generation suppressing performance was poor.
- the electrodeposition coating composition of the present invention is characterized in that a cured electrodeposition coating film that exhibits excellent throwing power and has a good coating film appearance can be obtained.
- the electrodeposition coating composition of the present invention further includes, for example, a zinc phosphate chemical conversion treatment agent, even in the case of electrodeposition coating on a coating having a thin chemical conversion treatment film formed by a zirconium chemical conversion treatment agent. Similar to the case of coating on the treated article, it has a feature that a cured electrodeposition coating film having a good coating film appearance can be obtained.
- a cured electrodeposition coating film having a good coating film appearance and excellent corrosion resistance can be applied to an object to be coated using a zirconium chemical conversion treatment agent having a low environmental load. Can be formed.
- the zirconium chemical conversion treatment agent also has an advantage that the generation amount of sludge (sludge) can be reduced.
- the surface adjustment step is not required, and therefore there is an advantage that the chemical conversion treatment of the object to be coated can be performed with fewer steps.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Molecular Biology (AREA)
- Electrochemistry (AREA)
- Metallurgy (AREA)
- Paints Or Removers (AREA)
- Epoxy Resins (AREA)
Abstract
本発明は、優れたつきまわり性を発現し、かつ、良好な塗膜外観を有する硬化電着塗膜を得ることができる、電着塗料組成物および電着塗装方法を提供することを目的とする。 本発明の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)、アミン化樹脂(B)、および硬化剤(C)を含む電着塗料組成物であって、電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))が27以上であり、電着塗料組成物のクーロン効率が30mg/C以下であり、電着塗料組成物を用いて形成される、厚さ15μmの未硬化電着塗膜の膜抵抗が400kΩ・cm2以上であり、電着塗料組成物から得られる電着塗膜の50℃における塗膜粘度が3000Pa・s以下である、電着塗料組成物である。
Description
本発明は、優れたつきまわり性を発現し、かつ、良好な塗膜外観を有する硬化電着塗膜を得ることができる、電着塗料組成物および電着塗装方法に関する。
カチオン電着塗装は、カチオン電着塗料組成物中に被塗物を陰極として浸漬させ、電圧を印加することにより行われる塗装方法である。この方法は、複雑な形状を有する被塗物であっても細部にまで塗装を施すことができ、自動的かつ連続的に塗装することができるので、特に自動車車体等の大型で複雑な形状を有する被塗物の下塗り塗装方法として広く実用化されている。さらに電着塗装は、被塗物に高い防食性を与えることができ、被塗物の保護効果にも優れている。
このようなカチオン電着塗装を施す被塗物には、通常、電着塗装の前に化成処理が施される。化成処理を施すことによって、耐食性、塗膜密着性等の性質を向上させることができる。このような化成処理剤として、リン酸亜鉛化成処理剤が広く用いられている。しかしながら、リン酸亜鉛化成処理剤は、金属イオンおよび酸濃度が高く、そして非常に反応性の強い処理剤であるため、排水処理における経済性および作業性が劣るという欠点がある。更に、リン酸亜鉛化成処理剤を用いて金属表面処理を行う際には、水に不溶である塩類が生成して沈殿となって析出する。このような沈殿物は一般にスラッジと呼ばれる。リン酸亜鉛化成処理剤を用いる場合は、塗装工程において発生するこのスラッジを除去し、廃棄するのに必要とされるコストの発生などが問題となっている。さらに、リン酸亜鉛化成処理剤中に含まれるリン酸イオンは、環境に富栄養化をもたらすことがあり、これにより環境に対して負荷を与えるおそれがある。そのため、リン酸亜鉛化成処理剤は、廃液の処理に際して多大な労力を必要とするという問題もある。更に、リン酸亜鉛化成処理剤による金属表面処理においては、表面調整を行うことが必要とされており、工程が長くなるという問題もある。
上記のようなリン酸亜鉛化成処理剤による問題を回避することができる方法の1つとして、ジルコニウム化成処理剤を用いた化成処理方法が挙げられる。ジルコニウム化成処理剤を用いることによって、リン酸イオンの排出を回避することができ、かつ、スラッジの発生量を削減することができるといった利点がある。しかしながら、ジルコニウム化成処理剤によって形成される化成処理膜の膜厚は、リン酸亜鉛化成処理剤によって形成される化成処理膜の膜厚と比較して、一般に、1/10~1/30程と、非常に薄い。そしてジルコニウム化成処理剤によって形成される化成処理膜の膜厚がこのように薄いことによって、得られる硬化電着塗膜の塗膜外観が劣ることとなるという問題がある。化成処理膜の膜厚が薄いことはまた、電着塗料組成物のつきまわり性をも下げる要因となる。ここで「つきまわり性」とは、被塗物の未着部位に塗膜が順次形成される性質をいう。つきまわり性が低下すると、電着塗装において被塗物の隅々まで塗膜が形成される性能が悪くなっていくという不具合がある。下塗り塗装である化成処理および電着塗装においては、高つきまわり性であることが求められるため、つきまわり性低下の不具合は大きな問題となりうる。
電着塗料組成物のつきまわり性を向上させる手段の1つとして、電着塗料組成物中に含まれる樹脂エマルションなどの中和率を下げる手法が挙げられる。中和率を下げることによって、早い段階で塗膜が析出し、そして塗膜析出部分においてすばやく電気抵抗を形成することによって、つきまわり性が向上するという利点がある。その一方で、塗膜析出部分においてすばやく電気抵抗を形成することによって、過剰な電流の流れが生じ、ガスピンホールが発生するおそれがある。つまり、電着塗料組成物において、つきまわり性を向上させることと、ガスピンホールの発生を抑制すること(ガスピン性)とは、背反の関係にあり、これらの性能を両立させることは技術的に困難であった。
塗料の電導度を適切な値に調整することで好適なつきまわり性を付与できることは一般的に知られている。塗料の電導度とつきまわり性について言及された特許文献として、特開2004-269627号公報(特許文献1)が存在する。しかしながらこのカチオン電着塗料組成物は、つきまわり性とガスピン性との両立は十分ではない。この電着塗料組成物はまた、スルホニウム変性エポキシ樹脂を含むものであり、本発明の電着塗料組成物とは塗料組成が異なるものである。
電着塗料組成物に金属成分を加えることによって耐食性を向上させることは、これまでにも検討されてきた。例えば特開2011-84729号公報(特許文献2)には、アミノ基含有変性エポキシ樹脂(A)、ブロック化ポリイソシアネート硬化剤(B)、金属化合物(C)及び窒素酸化物イオン(E)を含有するカチオン電着塗料組成物であって、該カチオン電着塗料組成物は、該金属化合物(C)を、カチオン電着塗料組成物の質量に対し、金属元素の質量として、10~10,000ppm含有し、かつ窒素酸化物イオン(E)を50~10,000ppm含有する電着塗料組成物が記載されている。一方で、電着塗料組成物に金属成分を加えることにより、電着塗料組成物の電導度が高くなり、また電着塗膜の塗膜粘度も高くなる。電着塗料組成物の電導度が高くなり、電着塗膜の塗膜粘度が高くなると、電着塗装時においてガスピンホールなどの塗膜外観異常の発生が生じるという不具合がある。
本発明は上記従来の課題を解決するものであり、その目的とするところは、優れたつきまわり性を発現し、かつ、良好な塗膜外観を有する硬化電着塗膜を得ることができる、電着塗料組成物および電着塗装方法を提供することにある。
上記課題を解決するため、本発明は下記態様を提供する。
[1]
亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)、
アミン化樹脂(B)、および
硬化剤(C)
を含む電着塗料組成物であって、
上記電着塗料組成物は、電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))が27以上であり、
上記電着塗料組成物のクーロン効率が30mg/C以下であり、
上記電着塗料組成物を用いて形成される、厚さ15μmの未硬化電着塗膜の膜抵抗が400kΩ・cm2以上であり、
上記電着塗料組成物から得られる電着塗膜の50℃における塗膜粘度が3000Pa・s以下である、
電着塗料組成物。
[2]
上記電着塗料組成物は、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションを、メタンスルホン酸、スルファミン酸、乳酸およびジメチロールプロピオン酸からなる群から選択される1種またはそれ以上の酸によって中和して得られたエマルションを含む、電着塗料組成物。
[3]
上記アミン化樹脂(B)は、ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)を反応させて得られる樹脂と、アミン化合物とを反応させて得られる樹脂である、電着塗料組成物。
[4]
上記ビスマス化合物(A-2)は、乳酸、ジメチロールプロピオン酸およびアミノ酸からなる群から選択される少なくとも1種と、ビスマスイオンとを含み、
上記ビスマス化合物は、水分散コロイドの形態である、
電着塗料組成物。
[5]
電着塗料組成物が実質的に有機錫化合物および有機鉛化合物の何れも含まない、上記電着塗料組成物。
[6]
ジルコニウム化成処理された被塗物を、電着塗料組成物に浸漬して電着塗膜を形成し、得られた電着塗膜を加熱して硬化電着塗膜を形成する、電着塗装方法であって、
電着塗料組成物は、上記電着塗料組成物である、
電着塗装方法。
[7]
ジルコニウム化成処理された被塗物を、電着塗料組成物に浸漬して電着塗膜を形成し、得られた電着塗膜を加熱して硬化電着塗膜を形成する電着塗装において、硬化電着塗膜の外観を向上させる方法であって、
電着塗料組成物は、上記電着塗料組成物である、
方法。
[1]
亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)、
アミン化樹脂(B)、および
硬化剤(C)
を含む電着塗料組成物であって、
上記電着塗料組成物は、電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))が27以上であり、
上記電着塗料組成物のクーロン効率が30mg/C以下であり、
上記電着塗料組成物を用いて形成される、厚さ15μmの未硬化電着塗膜の膜抵抗が400kΩ・cm2以上であり、
上記電着塗料組成物から得られる電着塗膜の50℃における塗膜粘度が3000Pa・s以下である、
電着塗料組成物。
[2]
上記電着塗料組成物は、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションを、メタンスルホン酸、スルファミン酸、乳酸およびジメチロールプロピオン酸からなる群から選択される1種またはそれ以上の酸によって中和して得られたエマルションを含む、電着塗料組成物。
[3]
上記アミン化樹脂(B)は、ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)を反応させて得られる樹脂と、アミン化合物とを反応させて得られる樹脂である、電着塗料組成物。
[4]
上記ビスマス化合物(A-2)は、乳酸、ジメチロールプロピオン酸およびアミノ酸からなる群から選択される少なくとも1種と、ビスマスイオンとを含み、
上記ビスマス化合物は、水分散コロイドの形態である、
電着塗料組成物。
[5]
電着塗料組成物が実質的に有機錫化合物および有機鉛化合物の何れも含まない、上記電着塗料組成物。
[6]
ジルコニウム化成処理された被塗物を、電着塗料組成物に浸漬して電着塗膜を形成し、得られた電着塗膜を加熱して硬化電着塗膜を形成する、電着塗装方法であって、
電着塗料組成物は、上記電着塗料組成物である、
電着塗装方法。
[7]
ジルコニウム化成処理された被塗物を、電着塗料組成物に浸漬して電着塗膜を形成し、得られた電着塗膜を加熱して硬化電着塗膜を形成する電着塗装において、硬化電着塗膜の外観を向上させる方法であって、
電着塗料組成物は、上記電着塗料組成物である、
方法。
なお本明細書においては、焼き付け硬化前の未硬化の電着塗膜を「電着塗膜」といい、焼き付け硬化後の塗膜を「硬化電着塗膜」という。
本発明の電着塗料組成物は、優れたつきまわり性を発現し、かつ、良好な塗膜外観を有する硬化電着塗膜を得ることができるという特徴を有する。本発明の電着塗料組成物はさらに、例えばジルコニウム化成処理剤によって形成される膜厚の薄い化成処理膜を有する被塗物に電着塗装する場合であっても、リン酸亜鉛化成処理剤によって処理された被塗物に塗装する場合と同様に、塗膜外観が良好な硬化電着塗膜を得ることができるという特徴を有する。本発明の電着塗料組成物は、背反の関係にある、つきまわり性向上およびガスピンホール発生の抑制の両方の性能が向上しているという特徴を有する。
本発明の電着塗料組成物は、
亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)、
アミン化樹脂(B)、および
硬化剤(C)
を含む。以下、各成分について詳述する。
亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)、
アミン化樹脂(B)、および
硬化剤(C)
を含む。以下、各成分について詳述する。
亜鉛化合物(A-1)およびビスマス化合物(A-2)
本発明の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)を含む。亜鉛化合物(A-1)として、亜鉛塩、すなわち、亜鉛イオンに対する対イオンを有する亜鉛化合物、を用いるのがより好ましい。亜鉛化合物(A-1)として好ましく用いられる亜鉛塩の具体例として、例えば、硝酸、リン酸などの無機酸;乳酸、酢酸、メタンスルホン酸、ギ酸、ジメチロールプロピオン酸およびグルコン酸などの有機酸;ならびにアミノ酸(グリシン、アスパラギン酸など);などの、無機酸、有機酸およびアミノ酸からなる群から選択される少なくとも1種を対イオンとして有する亜鉛塩が挙げられる。
本発明の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)を含む。亜鉛化合物(A-1)として、亜鉛塩、すなわち、亜鉛イオンに対する対イオンを有する亜鉛化合物、を用いるのがより好ましい。亜鉛化合物(A-1)として好ましく用いられる亜鉛塩の具体例として、例えば、硝酸、リン酸などの無機酸;乳酸、酢酸、メタンスルホン酸、ギ酸、ジメチロールプロピオン酸およびグルコン酸などの有機酸;ならびにアミノ酸(グリシン、アスパラギン酸など);などの、無機酸、有機酸およびアミノ酸からなる群から選択される少なくとも1種を対イオンとして有する亜鉛塩が挙げられる。
亜鉛化合物(A-1)として、メタンスルホン酸亜鉛および酢酸亜鉛からなる群から選択される少なくとも1種を用いるのがより好ましい。
ビスマス化合物(A-2)として、ビスマス塩、すなわち、ビスマスイオンに対する対イオンを有するビスマス化合物、を用いるのがより好ましい。ビスマス化合物(A-2)として好ましく用いられるビスマス塩の具体例として、例えば、硝酸、リン酸などの無機酸;乳酸、酢酸、メタンスルホン酸、ギ酸、ジメチロールプロピオン酸およびグルコン酸などの有機酸;ならびにアミノ酸(グリシン、アスパラギン酸など);などの、無機酸、有機酸およびアミノ酸からなる群から選択される少なくとも1種を対イオンとして有するビスマス塩が挙げられる。
ビスマス化合物(A-2)として、乳酸ビスマス、ジメチロールプロピオン酸ビスマスおよびグリシン含有乳酸ビスマスからなる群から選択される少なくとも1種を用いるのがより好ましい。
上記ビスマス化合物(A-2)は、水分散コロイドの形態であるのがより好ましい。ビスマス化合物(A-2)の水分散コロイドは、酸化ビスマスおよび/または水酸化ビスマスと、上記有機酸および必要に応じた上記アミノ酸とを、水溶媒中で混合することによって調製することができる。これにより、電着塗料組成物の硬化性が向上し、また得られる硬化電着塗膜の塗膜外観が良好となるという利点がある。
本発明の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)を、電着塗料組成物100質量部に対して0.001~1質量部含むのが好ましく、0.01~0.5質量部含むのがさらに好ましい。亜鉛化合物(A-1)またはビスマス化合物(A-2)のいずれか一方を含む場合は、含まれるいずれかの化合物の量が上記範囲であるのが好ましい。亜鉛化合物(A-1)およびビスマス化合物(A-2)の両方を含む場合は、これらの合計量が上記範囲であるのが好ましい。
本発明の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)を含むことによって、電着塗料組成物が例えば有機錫硬化触媒などの有機錫化合物を含まない場合であっても、優れた加熱硬化性を有するという利点がある。一方で本発明においては、有機錫化合物を含む電着塗料組成物を一切排除するものではなく、必要に応じて有機錫化合物を用いてもよい。
アミン化樹脂(B)
本発明の電着塗料組成物はアミン化樹脂(B)を含む。このアミン化樹脂(B)は、本発明の電着塗料組成物を塗装して得られる硬化電着塗膜を構成する塗膜形成樹脂である。アミン化樹脂(B)として、樹脂骨格中のオキシラン環を、アミン化合物で変性して得られるカチオン変性エポキシ樹脂が好ましい。一般にカチオン変性エポキシ樹脂は、出発原料樹脂分子内のオキシラン環を1級アミン、2級アミンあるいは3級アミンおよび/またはその酸塩などのアミン化合物との反応によって開環して調製される。出発原料樹脂の典型例は、ビスフェノールA、ビスフェノールF、ビスフェノールS、フェノールノボラック、クレゾールノボラックなどの多環式フェノール化合物とエピクロルヒドリンとの反応生成物であるポリフェノールポリグリシジルエーテル型エポキシ樹脂である。また他の出発原料樹脂の例として、特開平5-306327号公報に記載のオキサゾリドン環含有エポキシ樹脂を挙げることができる。これらのエポキシ樹脂は、ジイソシアネート化合物、またはジイソシアネート化合物のイソシアネート基をメタノール、エタノールなどの低級アルコールでブロックして得られたビスウレタン化合物と、エピクロルヒドリンとの反応によって調製することができる。
本発明の電着塗料組成物はアミン化樹脂(B)を含む。このアミン化樹脂(B)は、本発明の電着塗料組成物を塗装して得られる硬化電着塗膜を構成する塗膜形成樹脂である。アミン化樹脂(B)として、樹脂骨格中のオキシラン環を、アミン化合物で変性して得られるカチオン変性エポキシ樹脂が好ましい。一般にカチオン変性エポキシ樹脂は、出発原料樹脂分子内のオキシラン環を1級アミン、2級アミンあるいは3級アミンおよび/またはその酸塩などのアミン化合物との反応によって開環して調製される。出発原料樹脂の典型例は、ビスフェノールA、ビスフェノールF、ビスフェノールS、フェノールノボラック、クレゾールノボラックなどの多環式フェノール化合物とエピクロルヒドリンとの反応生成物であるポリフェノールポリグリシジルエーテル型エポキシ樹脂である。また他の出発原料樹脂の例として、特開平5-306327号公報に記載のオキサゾリドン環含有エポキシ樹脂を挙げることができる。これらのエポキシ樹脂は、ジイソシアネート化合物、またはジイソシアネート化合物のイソシアネート基をメタノール、エタノールなどの低級アルコールでブロックして得られたビスウレタン化合物と、エピクロルヒドリンとの反応によって調製することができる。
上記出発原料樹脂は、アミン化合物によるオキシラン環の開環反応の前に、2官能性のポリエステルポリオール、ポリエーテルポリオール、ビスフェノール類、2塩基性カルボン酸などにより鎖延長して用いることができる。また、アミン化合物によるオキシラン環の開環反応の前に、分子量またはアミン当量の調節、熱フロー性の改良などを目的として、一部のオキシラン環に対して2-エチルヘキサノール、ノニルフェノール、エチレングリコールモノ-2-エチルヘキシルエーテル、エチレングリコールモノn-ブチルエーテル、プロピレングリコールモノ-2-エチルヘキシルエーテルなどのモノヒドロキシ化合物を付加して用いることもできる。
このような樹脂にアミン化合物を反応させることによって、樹脂中のオキシラン環が開環し、アミノ基が導入される。このようなアミン化合物の例としては、ブチルアミン、オクチルアミン、ジエチルアミン、ジブチルアミン、メチルブチルアミン、モノエタノールアミン、ジエタノールアミン、N-メチルエタノールアミン、トリエチルアミン、N,N-ジメチルベンジルアミン、N,N-ジメチルエタノールアミンなどの1級アミン、2級アミンまたは3級アミンおよび/もしくはその酸塩を挙げることができる。また、アミノエチルエタノールアミンメチルイソブチルケチミンなどのケチミンブロック1級アミノ基含有2級アミン、ジエチレントリアミンジケチミンも使用することができる。これらのアミン化合物は、全てのオキシラン環を開環させるために、オキシラン環に対して少なくとも当量で反応させる必要がある。
本発明のアミン化樹脂(B)は、ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)を反応させて得られる樹脂と、アミン化合物とを反応させて得られる樹脂であるのが好ましい。
ビスフェノールAアルキレンオキシド付加物(b-1)として、ビスフェノールA 1モルに対して、アルキレンオキシドを1~40モル付加して得られる化合物が挙げられる。アルキレンオキシドとして、エチレンオキシドおよびプロピレンオキシドが挙げられる。ビスフェノールAへのアルキレンオキシドの付加反応は、当業者において通常用いられる反応によって行うことができる。
ビスフェノールAアルキレンオキシド付加物(b-1)として、市販品を用いてもよい。市販品として、例えば、ビスフェノールAプロピレンオキシド付加物であるニューポール BP-2P、ニューポール BP-3P、ニューポール BP-23P、ニューポール BP-5P、および、ビスフェノールAエチレンオキシド付加物であるニューポール BPE-20T、ニューポール BPE-20、ニューポール BPE-100、ニューポール BPE-180、ニューポール BPE-40、ニューポール BPE-60(いずれも三洋化成工業株式会社製)などが挙げられる。
エポキシ樹脂(b-2)として、ビスフェノールA、ビスフェノールF、ビスフェノールS、フェノールノボラック、クレゾールノボラックなどの多環式フェノール化合物とエピクロルヒドリンとの反応生成物であるポリフェノールポリグリシジルエーテル型エポキシ樹脂が挙げられる。エポキシ樹脂(b-2)は、エポキシ当量が150~500g/eqであるのが好ましく、160~300g/eqであるのがより好ましい。
ビスフェノール化合物(b-3)として、ビスフェノールA、ビスフェノールF、ビスフェノールAP、ビスフェノールAF、ビスフェノールB、ビスフェノールBP、ビスフェノールC、ビスフェノールE、ビスフェノールG、ビスフェノールM、ビスフェノールS、ビスフェノールPなどが挙げられる。ビスフェノール化合物(b-3)としてビスフェノールAまたはビスフェノールFが好ましく、ビスフェノールAが特に好ましい。
ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)の反応は、通常用いられる任意の方法で行うことができる。反応方法として例えば、これらの成分(b-1)、(b-2)および(b-3)を全て混合して反応させる方法、これらの成分を任意の組み合わせ順序で混合して反応させる方法などが挙げられる。これらの成分は、ビスフェノールAアルキレンオキシド付加物(b-1) 10~80質量%、好ましくは15~75質量%;エポキシ樹脂(b-2) 20~80質量%、好ましくは30~75質量%;およびビスフェノール化合物(b-3) 5~50質量%、好ましくは7~30質量%;で用いるのが好ましい。
ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)を反応させて得られる樹脂と反応させるアミン化合物として、上述のアミン化合物を用いることができる。
ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)を反応させて得られる樹脂と、アミン化合物とを反応させて得られる樹脂は、樹脂骨格中にアルキレンオキシド構造を有する。これにより、電着塗膜が未硬化の状態であっても電着塗膜中の樹脂成分の融着が生じることとなる。そして、塗膜析出部分における過剰な電流の流れが抑制されることとなり、ガスピンホールなどの塗膜異常の発生が抑制され、得られる硬化電着塗膜の塗膜外観が良好となるという利点がある。
アミン化樹脂(B)の数平均分子量は、1,000~5,000であるのが好ましい。数平均分子量が1,000以上であることにより、得られる硬化電着塗膜の耐溶剤性および耐食性などの物性が良好となる。一方で、数平均分子量が5,000以下であることにより、アミン化樹脂の粘度調整が容易となって円滑な合成が可能となり、また、得られたアミン化樹脂(B)の乳化分散の取扱いが容易になる。アミン化樹脂(B)の数平均分子量は1,600~3,200の範囲であるのがより好ましい。
なお、本明細書において、数平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)で測定したポリスチレン換算の数平均分子量である。
アミン化樹脂(B)のアミン価は、20~100mgKOH/gの範囲内であるのが好ましい。アミン化樹脂(B)のアミン価が20mgKOH/g以上であることにより、電着塗料組成物中におけるアミン化樹脂(B)の乳化分散安定性が良好となる。一方で、アミン価が100mgKOH/g以下であることにより、硬化電着塗膜中のアミノ基の量が適正となり、塗膜の耐水性を低下させるおそれがない。アミン化樹脂(B)のアミン価は、20~80mgKOH/gの範囲内であるのがより好ましい。
アミン化樹脂(B)の水酸基価は、50~400mgKOH/gの範囲内であるのが好ましい。水酸基価が50mgKOH/g以上であることにより、硬化電着塗膜において硬化が良好となる。一方で、水酸基価が400mgKOH/g以下であることにより、硬化電着塗膜中に残存する水酸基の量が適正となり、塗膜の耐水性を低下させるおそれがない。アミン化樹脂(B)の水酸基価は、100~300mgKOH/gの範囲内であるのがより好ましい。
本発明の電着塗料組成物において、数平均分子量が1,000~5,000であり、アミン価が20~100mgKOH/gであり、かつ、水酸基価が50~400mgKOH/gであるアミン化樹脂(B)を用いることによって、被塗物に優れた耐食性を付与することができるという利点がある。
本発明の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)を含む。このような金属化合物を含む電着塗料組成物においては、金属成分と樹脂成分中の水酸基および/またはアミノ基などの極性官能基との間に弱い相互作用が生じるが、この分子間相互作用は、析出した未硬化の塗膜の大幅な粘度の上昇を伴うことなく、塗膜の電気抵抗値を増大させ、付きまわり性を向上させる。一方で本願発明においては、アミン化樹脂(B)そしてアミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションなどの特性などを調整することによって、上記電着塗料組成物から得られる未硬化の電着塗膜自体の50℃における塗膜粘度が3000Pa・s以下に調節されていることを特徴とする。つまり、付きまわり性に必要な電着初期析出時塗膜の電気抵抗値を確保し、焼付後の塗膜外観を支配するフロー性、すなわち未硬化塗膜の低粘度を両立させている。
塗膜粘度を3000Pa・s以下に調節する手法の1つとして、アミン化樹脂(B)の数平均分子量を1,600~3,200、より好ましくは1,600~2,800、さらに好ましくは2,000~2,800の範囲とする方法が挙げられる。本発明においてはアミン化樹脂(B)の数平均分子量を上記範囲とすることによって、塗膜粘度を大きく下げることができることを見いだした。
塗膜粘度を3000Pa・s以下に調節する手法の他の1つとして、アミン化樹脂(B)の水酸基価を調整する方法が挙げられる。例えば、アミン化樹脂(B)の水酸基価を180~270mgKOH/g、より好ましくは200~250mgKOH/gに調整することによって、塗膜粘度を適切な範囲に調節することができることを見いだした。この態様においては、アミン化樹脂(B)の水酸基価が180~270mgKOH/gの範囲であるように、アミン化樹脂(B)が有する水酸基の数が少なくなっている。アミン化樹脂(B)の水酸基の数が少ないことによって、電着塗膜中におけるアミン化樹脂および金属化合物(A)との相互作用が減少し、硬化前の塗膜粘度が下がることとなる。
なおアミン化樹脂(B)は、必要に応じて、アミノ基含有アクリル樹脂、アミノ基含有ポリエステル樹脂などを含んでもよい。
上記アミン化樹脂(B)は、必要に応じて、アミン価および/または水酸基価の異なるアミン化樹脂を併用してもよい。2種以上の異なるアミン価、水酸基価のアミン化樹脂を併用する場合は、使用するアミン化樹脂の質量比に基づいて算出する平均アミン価および平均水酸基価が、上記の数値範囲であるのが好ましい。また、併用するアミン化樹脂(B)としては、アミン価が20~50mgKOH/gであり、かつ、水酸基価が50~300mgKOH/gであるアミン化樹脂と、アミン価が50~200mgKOH/gであり、かつ、水酸基価が200~500mgKOH/gであるアミン化樹脂との併用が好ましい。このような組合わせを用いると、エマルションのコア部がより疎水となりシェル部が親水となるため優れた耐食性を付与することができるという利点がある。
硬化剤(C)
本発明の電着塗料組成物は硬化剤(C)を含む。好ましい硬化剤(C)として、貯蔵安定性および塗装性能から、ブロックイソシアネート硬化剤が挙げられる。この硬化剤(C)は、電着塗膜を構成する塗膜形成樹脂である。硬化剤として、メラミン樹脂またはフェノール樹脂などの有機硬化剤、シランカップリング剤、金属硬化剤からなる群から選ばれる少なくとも1種の硬化剤を併用してもよい。硬化剤(C)として好ましいブロックイソシアネート硬化剤は、ポリイソシアネートを、封止剤でブロック化することによって調製することができる。
本発明の電着塗料組成物は硬化剤(C)を含む。好ましい硬化剤(C)として、貯蔵安定性および塗装性能から、ブロックイソシアネート硬化剤が挙げられる。この硬化剤(C)は、電着塗膜を構成する塗膜形成樹脂である。硬化剤として、メラミン樹脂またはフェノール樹脂などの有機硬化剤、シランカップリング剤、金属硬化剤からなる群から選ばれる少なくとも1種の硬化剤を併用してもよい。硬化剤(C)として好ましいブロックイソシアネート硬化剤は、ポリイソシアネートを、封止剤でブロック化することによって調製することができる。
ポリイソシアネートの例としては、ヘキサメチレンジイソシアネート(3量体を含む)、テトラメチレンジイソシアネート、トリメチルヘキサメチレンジイシシアネートなどの脂肪族ジイソシアネート、イソホロンジイソシアネート、4,4’-メチレンビス(シクロヘキシルイソシアネート)などの脂環式ポリイソシアネート、4,4’-ジフェニルメタンジイソシアネート、トリレンジイソシアネート、キシリレンジイソシアネートなどの芳香族ジイソシアネートが挙げられる。
封止剤の例としては、n-ブタノール、n-ヘキシルアルコール、2-エチルヘキサノール、ラウリルアルコール、フェノールカルビノール、メチルフェニルカルビノールなどの一価のアルキル(または芳香族)アルコール類;エチレングリコールモノヘキシルエーテル、エチレングリコールモノ2-エチルヘキシルエーテルなどのセロソルブ類;ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレンエーテルグリコールフェノールなどのポリエーテル型両末端ジオール類;エチレングリコール、プロピレングリコール、1,4-ブタンジオールなどのジオール類と、シュウ酸、コハク酸、アジピン酸、スベリン酸、セバシン酸などのジカルボン酸類から得られるポリエステル型両末端ポリオール類;パラ-t-ブチルフェノール、クレゾールなどのフェノール類;ジメチルケトオキシム、メチルエチルケトオキシム、メチルイソブチルケトオキシム、メチルアミルケトオキシム、シクロヘキサノンオキシムなどのオキシム類;およびε-カプロラクタム、γ-ブチロラクタムに代表されるラクタム類が好ましく用いられる。
ブロックイソシアネート硬化剤のブロック化率は100%であるのが好ましい。これにより、電着塗料組成物の貯蔵安定性が良好になるという利点がある。
硬化剤(C)として好ましく用いられるブロックイソシアネート硬化剤は、アミン化樹脂(B)の1級アミンと優先的に反応し、さらに水酸基と反応して硬化する。そして、アミン化樹脂(B)とブロックイソシアネート硬化剤とが加熱硬化により反応した後の硬化電着塗膜中において、アミン化樹脂(B)に由来する残存する水酸基は、被塗物と電着塗膜との密着性を向上させると考えられる。
可塑剤
本発明の電着塗料組成物は、可塑剤を含むのが好ましい。電着塗料組成物中に含まれる亜鉛化合物(A-1)、ビスマス化合物(A-2)は、電着塗膜に取り込まれる。電着塗膜においてこれらの金属成分は、塗膜形成樹脂と水素結合を形成する。この水素結合の形成に伴い、塗膜内における内部応力が高くなり、塗膜物性が硬くなる傾向がある。このため、電着塗料組成物に可塑剤を含有させることにより、内部応力を低減させ電着塗膜の可塑性を高めることができる。可塑剤はアルキレンオキシド付加物であるのが好ましい。アルキレンオキサイド付加物の中でも、エチレンオキシド付加物、プロピレンオキシド付加物であるのがより好ましい。付加方法は特に限定されるものではなく、例えば、ビスフェノールAまたはアルコールへのエチレンオキシド付加物、クレゾールプロピレンオキシド付加物、プロピレンオキシド付加物、ジレチレントリアミンプロピレンオキシド付加物、ジエチレントリアミンプロピレンオキシド付加物とエポキシ樹脂との反応物などが挙げられる。
本発明の電着塗料組成物は、可塑剤を含むのが好ましい。電着塗料組成物中に含まれる亜鉛化合物(A-1)、ビスマス化合物(A-2)は、電着塗膜に取り込まれる。電着塗膜においてこれらの金属成分は、塗膜形成樹脂と水素結合を形成する。この水素結合の形成に伴い、塗膜内における内部応力が高くなり、塗膜物性が硬くなる傾向がある。このため、電着塗料組成物に可塑剤を含有させることにより、内部応力を低減させ電着塗膜の可塑性を高めることができる。可塑剤はアルキレンオキシド付加物であるのが好ましい。アルキレンオキサイド付加物の中でも、エチレンオキシド付加物、プロピレンオキシド付加物であるのがより好ましい。付加方法は特に限定されるものではなく、例えば、ビスフェノールAまたはアルコールへのエチレンオキシド付加物、クレゾールプロピレンオキシド付加物、プロピレンオキシド付加物、ジレチレントリアミンプロピレンオキシド付加物、ジエチレントリアミンプロピレンオキシド付加物とエポキシ樹脂との反応物などが挙げられる。
可塑剤が含まれる場合は、電着塗料組成物中に含まれる塗膜形成樹脂の全樹脂固形分に対して0.1~25質量%であるのが好ましく、1~10質量%であるのがより好ましい。
キレート酸
本発明の電着塗料組成物は、キレート酸を含むのが好ましい。キレート酸として、スルホン酸、有機ホスホン酸、有機カルボン酸、アミノ酸、アミノカルボン酸、糖酸およびカルボキシル基含有ビニル樹脂からなる群から選択される少なくとも1種が挙げられる。本発明の電着塗料組成物にキレート酸が含まれることによって、電導度が低減し、電着塗装により得られる塗膜の外観が向上することにより、優れた耐食性を有する硬化電着塗膜を形成することができるという利点がある。
本発明の電着塗料組成物は、キレート酸を含むのが好ましい。キレート酸として、スルホン酸、有機ホスホン酸、有機カルボン酸、アミノ酸、アミノカルボン酸、糖酸およびカルボキシル基含有ビニル樹脂からなる群から選択される少なくとも1種が挙げられる。本発明の電着塗料組成物にキレート酸が含まれることによって、電導度が低減し、電着塗装により得られる塗膜の外観が向上することにより、優れた耐食性を有する硬化電着塗膜を形成することができるという利点がある。
キレート酸としてのスルホン酸として、例えば、炭素数1~20のアルカンスルホン酸、フェノールスルホン酸、アミノスルホン酸が挙げられる。これらのスルホン酸を形成する炭素数1~20のアルキル基は、水酸基などの置換基を有していてもよい。好ましいスルホン酸として、例えば、メタンスルホン酸、スルファミン酸、フェノールスルホン酸、p-トルエンスルホン酸、アミノスルホン酸、2-アクリルアミド-2-メチルプロパンスルホン酸(AMPS)などが挙げられる。
キレート酸としての有機ホスホン酸として、例えば、炭素数1~20のアルキルホスホン酸、炭素数1~20のアルキルビスホスホン酸、炭素数6~20の芳香族ホスホン酸、炭素数6~20の芳香族ビスホスホン酸などが挙げられる。これらのホスホン酸を形成する炭素数1~20のアルキル基および炭素数6~20の芳香族基は、水酸基などの置換基を有していてもよい。好ましい有機ホスホン酸として、例えば、1-ヒドロキシエチリデンビスホスホン酸などが挙げられる。
キレート酸としての有機カルボン酸として、例えば、炭素数3~20の脂肪酸、炭素数6~20の芳香族カルボン酸、炭素数2~20のオキソカルボン酸、炭素数3~20のジカルボン酸、およびその他の有機カルボン酸などが挙げられる。なおここでいう「有機カルボン酸」には、後述するアミノカルボン酸は含まれないものとする。
炭素数3~20の脂肪酸として、例えば、プロピオン酸、酪酸(ブチル酸)、ジメチロールプロピオン酸(DMPA)、イソ酪酸、吉草酸、イソ吉草酸、カプロン酸、エナント酸、カプリル酸、ペラルゴン酸、カプリン酸、ラウリン酸、ミリスチン酸、ペンタデシル酸、パルミチン酸、マルガリン酸、ステアリン酸、オレイン酸などが挙げられる。
炭素数6~20の芳香族カルボン酸として、例えば、サリチル酸、没食子酸、安息香酸、フタル酸、ケイ皮酸などが挙げられる。
炭素数6~20の芳香族カルボン酸として、例えば、サリチル酸、没食子酸、安息香酸、フタル酸、ケイ皮酸などが挙げられる。
炭素数2~20のオキソカルボン酸、炭素数3~20のジカルボン酸およびその他の有機カルボン酸として、例えば、ピルビン酸、シュウ酸、乳酸、酒石酸、マレイン酸、フマル酸、マロン酸、コハク酸、リンゴ酸、クエン酸、アコニット酸、グルタル酸、アジピン酸などが挙げられる。これらの中でも、ジメチロールプロピオン酸、乳酸などが好ましい。
キレート酸としてのアミノ酸として、アスパラギン酸、グルタミン酸、グリシン、アラニン、バリン、ロイシン、イソロイシン、セリン、トレオニン、システイン、メチオニン、アスパラギン、グルタミン、プロリン、フェニルアラニン、チロシン、トリプトファンなどが挙げられる。これらの中でも、アスパラギン酸およびグリシンが好ましい。
キレート酸としてのアミノカルボン酸は、分子中にアミノ基とカルボキシル基を有する酸であって上記のアミノ酸以外の化合物である。アミノカルボン酸として、ヒドロキシエチルエチレンジアミン三酢酸(HEDTA)、ニトリロ三酢酸(NTA)、ジエチレントリアミン五酢酸(DPTA)、トリエチレンテトラアミン六酢酸などが挙げられる。
キレート酸としての糖酸は、単糖を酸化して得られる、カルボキシル基を有する糖誘導体である。糖酸として、例えば、アルドン酸(グルコン酸、ガラクトン酸、マンノン酸など)、ウロン酸(グルクロン酸、ガラクツロン酸、マンヌロン酸など)、アルダル酸(グルカル酸、ガラクタル酸、マンナル酸など)、イズロン酸、グリセリン酸、シアル酸、トレオン酸、パンガミン酸、アスコルビン酸、ムラミン酸、ラクトビオン酸などが挙げられる。
キレート酸としてのカルボキシル基含有ビニル樹脂として、例えば、カルボキシル基含有ポリビニルアルコール樹脂などが挙げられる。カルボキシル基含有ポリビニルアルコール樹脂は、例えば、ポリビニルアルコールの調製手順において、酢酸ビニルモノマーと併せてアクリル酸などのモノマーを共重合し、次いで、得られたポリ酢酸ビニルを加水分解する方法などによって製造することができる。
これらのキレート酸のうち、アルカンスルホン酸、有機ホスホン酸、有機カルボン酸およびアミノ酸からなる群から選択される1種以上を用いるのがより好ましく、メタンスルホン酸、ジメチロールプロピオン酸、および乳酸からなる群から選択される1種以上を用いるのがキレート機能と塗膜への吸着による悪影響が少ない観点から特に好ましい。
本発明においては、上記キレート酸が含まれる場合は、亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)の量に対して、アミン化樹脂の中和を目的とする部分以外に、0.1~10当量となる量で電着塗料組成物中に含有されるのが好ましい。
その他の成分
顔料
本発明の電着塗料組成物は、電着塗料組成物において通常用いられる顔料を含んでもよい。顔料として、例えば、通常使用される無機顔料および有機顔料、例えば、チタンホワイト、カーボンブラックおよびベンガラのような着色顔料;カオリン、タルク、ケイ酸アルミニウム、炭酸カルシウム、マイカおよびクレーのような体質顔料;リン酸鉄、リン酸アルミニウム、リン酸カルシウム、トリポリリン酸アルミニウム、およびリンモリブデン酸アルミニウム、リンモリブデン酸アルミニウム亜鉛のような防錆顔料など、が挙げられる。電着塗料組成物中にこれらの顔料が含まれる場合の顔料の量は、電着塗料組成物の樹脂固形分に対して1~30質量%であるのが好ましい。
顔料
本発明の電着塗料組成物は、電着塗料組成物において通常用いられる顔料を含んでもよい。顔料として、例えば、通常使用される無機顔料および有機顔料、例えば、チタンホワイト、カーボンブラックおよびベンガラのような着色顔料;カオリン、タルク、ケイ酸アルミニウム、炭酸カルシウム、マイカおよびクレーのような体質顔料;リン酸鉄、リン酸アルミニウム、リン酸カルシウム、トリポリリン酸アルミニウム、およびリンモリブデン酸アルミニウム、リンモリブデン酸アルミニウム亜鉛のような防錆顔料など、が挙げられる。電着塗料組成物中にこれらの顔料が含まれる場合の顔料の量は、電着塗料組成物の樹脂固形分に対して1~30質量%であるのが好ましい。
顔料を電着塗料組成物の成分として用いる場合、一般に顔料を予め高濃度で水性溶媒に分散させてペースト状(顔料分散ペースト)にすることが好ましい。顔料は粉体状であるため、電着塗料組成物で用いる低濃度均一状態に一工程で分散させるのは困難だからである。一般にこのようなペーストを顔料分散ペーストという。
顔料分散ペーストは、顔料を顔料分散樹脂と共に水性溶媒中に分散させて調製する。顔料分散樹脂として、4級アンモニウム基、3級スルホニウム基および1級アミン基から選択される少なくとも1種またはそれ以上を有する変性エポキシ樹脂などの、カチオン基を有する顔料分散樹脂を用いることができる。水性溶媒としてはイオン交換水または少量のアルコール類を含む水などを用いる。一般に、顔料分散樹脂は、顔料100質量部に対して樹脂固形分比20~100質量部の量で用いる。顔料分散樹脂と顔料とを混合した後、その混合物中の顔料の粒径が所定の均一な粒径となるまで、ボールミルまたはサンドグラインドミルなどの通常の分散装置を用いて分散させて、顔料分散ペーストを得ることができる。
他の添加剤
本発明の電着塗料組成物は、塗料分野において一般的に用いられている添加剤、例えば、エチレングリコールモノブチルエーテル、エチレングリコールモノヘキシルエーテル、エチレングリコールモノエチルヘキシルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノブチルエーテル、プロピレングリコールモノフェニルエーテルなどの有機溶媒、乾き防止剤、消泡剤などの界面活性剤、アクリル樹脂微粒子などの粘度調整剤、はじき防止剤、バナジウム塩、銅、鉄、マンガン、マグネシウム、カルシウム塩などの無機防錆剤など、を必要に応じて含んでもよい。またこれら以外に、目的に応じて公知の補助錯化剤、緩衝剤、平滑剤、応力緩和剤、光沢剤、半光沢剤、酸化防止剤、および紫外線吸収剤などを含んでもよい。
本発明の電着塗料組成物は、塗料分野において一般的に用いられている添加剤、例えば、エチレングリコールモノブチルエーテル、エチレングリコールモノヘキシルエーテル、エチレングリコールモノエチルヘキシルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノブチルエーテル、プロピレングリコールモノフェニルエーテルなどの有機溶媒、乾き防止剤、消泡剤などの界面活性剤、アクリル樹脂微粒子などの粘度調整剤、はじき防止剤、バナジウム塩、銅、鉄、マンガン、マグネシウム、カルシウム塩などの無機防錆剤など、を必要に応じて含んでもよい。またこれら以外に、目的に応じて公知の補助錯化剤、緩衝剤、平滑剤、応力緩和剤、光沢剤、半光沢剤、酸化防止剤、および紫外線吸収剤などを含んでもよい。
他の塗膜形成樹脂成分
本発明の電着塗料組成物は、上記アミン化樹脂(B)以外にも、上述したようなアミン化樹脂(B)に該当しないアミン化樹脂、および/または他のアミン化されていない塗膜形成樹脂成分を含んでもよい。他のアミン化されていない塗膜形成樹脂成分として、例えば、ウレタン樹脂、ブタジエン系樹脂、フェノール樹脂、キシレン樹脂などが挙げられる。電着塗料組成物に含まれうる他の塗膜形成樹脂成分として、フェノール樹脂、キシレン樹脂が好ましい。フェノール樹脂、キシレン樹脂として、例えば、2以上10以下の芳香族環を有するキシレン樹脂が挙げられる。
本発明の電着塗料組成物は、上記アミン化樹脂(B)以外にも、上述したようなアミン化樹脂(B)に該当しないアミン化樹脂、および/または他のアミン化されていない塗膜形成樹脂成分を含んでもよい。他のアミン化されていない塗膜形成樹脂成分として、例えば、ウレタン樹脂、ブタジエン系樹脂、フェノール樹脂、キシレン樹脂などが挙げられる。電着塗料組成物に含まれうる他の塗膜形成樹脂成分として、フェノール樹脂、キシレン樹脂が好ましい。フェノール樹脂、キシレン樹脂として、例えば、2以上10以下の芳香族環を有するキシレン樹脂が挙げられる。
本明細書中において「樹脂固形分量」とは、電着塗料組成物中に含まれる塗膜形成樹脂の固形分全ての固形分質量を意味する。具体的には、電着塗料組成物中に含まれる、アミン化樹脂(B)、硬化剤(C)および必要に応じた他の塗膜形成樹脂成分の固形分質量の総量を意味する。
電着塗料組成物の樹脂固形分量は、電着塗料組成物に対して、1~30質量%であるのが好ましい。電着塗料組成物の樹脂固形分量が1質量%未満である場合は、電着塗膜析出量が少なくなり、十分な耐食性を確保することが困難となるおそれがある。また電着塗料組成物の樹脂固形分量が30質量%を超える場合は、つきまわり性または塗装外観が悪くなるおそれがある。
電着塗料組成物の調製
本発明で用いる電着塗料組成物は、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルション、亜鉛化合物(A-1)および/またはビスマス化合物(A-2)、そして必要に応じた顔料分散ペースト、必要に応じたキレート酸、可塑剤などを加えて混合することによって調製することができる。なお、亜鉛化合物(A-1)、ビスマス化合物(A-2)は、顔料とともに分散ペーストとしてから添加してもよい。
本発明で用いる電着塗料組成物は、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルション、亜鉛化合物(A-1)および/またはビスマス化合物(A-2)、そして必要に応じた顔料分散ペースト、必要に応じたキレート酸、可塑剤などを加えて混合することによって調製することができる。なお、亜鉛化合物(A-1)、ビスマス化合物(A-2)は、顔料とともに分散ペーストとしてから添加してもよい。
硬化剤(C)の量は、硬化時にアミン化樹脂(B)中の1級、2級アミノ基、水酸基、などの活性水素含有官能基と反応して良好な硬化塗膜を与えるのに十分な量が必要とされる。好ましい硬化剤(C)の量は、アミン化樹脂(B)と硬化剤(C)との固形分質量比(アミン化樹脂(B)/硬化剤(C))で表して90/10~50/50、より好ましくは80/20~65/35の範囲である。アミン化樹脂(B)と硬化剤(C)との固形分量比の調整により、析出塗膜の流動性および硬化速度を調節することができ、得られる塗膜の平滑性を向上させることができる。
電着塗料組成物の調製において、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションを、中和酸を用いて中和することによって、分散性が向上したエマルションを形成することができる。アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションの中和に用いる中和酸として、例えば、メタンスルホン酸、スルファミン酸、乳酸、ジメチロールプロピオン酸、ギ酸、酢酸、乳酸などの有機酸が挙げられる。本発明においては、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションを、メタンスルホン酸、スルファミン酸、乳酸、ジメチロールプロピオン酸からなる群から選択される1種またはそれ以上の酸によって中和するのがより好ましい。これらの酸は、中和酸としての作用に加えて、キレート酸としての作用が得られるため、より好ましい。
電着塗料組成物の調製において、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションの中和に用いられる中和酸は、一般的に、酢酸またはギ酸などの酸が用いられてきた。一方で、本発明の電着塗料組成物は、亜鉛化合物(A-1)、ビスマス化合物(A-2)を含む。そしてこれらの化合物を含む電着塗料組成物において、樹脂エマルションの中和酸として酢酸を用いる場合は、樹脂エマルションの凝集力が高くなりすぎる傾向があることが見いだされた。そして本発明においては、中和酸として、メタンスルホン酸、スルファミン酸、乳酸およびジメチロールプロピオン酸からなる群から選択される1種またはそれ以上の酸を用いることによって、樹脂エマルションの凝集力を制御することができ、つきまわり性を向上させることができることを見いだした。中和酸として、メタンスルホン酸、スルファミン酸、ジメチロールプロピオン酸からなる群から選択される1種またはそれ以上の酸を用いるのがより好ましい。
本発明の電着塗料組成物は、電着塗料組成物の樹脂固形分100gに対するすべての酸のミリグラム当量(MEQ(A))の合計が27以上である。このMEQ(A)は、27~45であるのが好ましく、30~40であるのがより好ましい。本発明の電着塗料組成物において、酸のミリグラム当量(MEQ(A))が上記範囲であることによって、樹脂エマルションの凝集力が制御され、かつ電着塗膜の塗膜粘度を低い状態に設計することができる。これにより、得られる塗膜の外観が向上するという利点がある。さらに、つきまわり性も向上し、優れた耐食性が得られることとなるという利点がある。
なお、電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))は、中和酸量、そして必要に応じたキレート酸などの酸成分の量によって調整することができる。
ここでMEQ(A)とは、mg equivalent(acid)の略であり、塗料の固形分100g当たりのすべての酸のmg当量の合計である。上記MEQ(A)は、電着塗料組成物を約10g精秤し約50mlの溶剤(THF:テトラヒドロフラン)に溶解した後、1/10NのNaOH溶液を用いて電位差滴定を行うことによって、電着塗料組成物中の含有酸量を定量して測定することができる。
また、上記中和酸は、アミン化樹脂(B)が有するアミノ基の当量に対する中和酸の当量比率として、10~100%となる量で用いるのがより好ましく、20~70%となる量で用いるのがさらに好ましい。本明細書において、アミン化樹脂(A)が有するアミノ基の当量に対する中和酸の当量比率を、中和率とする。中和率が10%以上であることにより、水への親和性が確保され、水分散性が良好となる。
本発明で用いる電着塗料組成物は、実質的に有機錫化合物および有機鉛化合物の何れも含まないものであるのが好ましい。本明細書において「電着塗料組成物が実質的に有機錫化合物および有機鉛化合物の何れも含まない」とは、電着塗料組成物に含まれる有機鉛化合物の濃度が鉛金属元素として50ppmを超えず、かつ、有機錫化合物の濃度が錫金属元素として50ppmを超えないことを意味する。本発明の電着塗料組成物においては、亜鉛化合物(A-1)および/またはビスマス化合物(A-2)が含まれる。そのため、硬化触媒としての有機鉛化合物、有機錫化合物を用いる必要がない。これにより、実質的に有機錫化合物および有機鉛化合物の何れも含まない電着塗料組成物を調製することができる。
本発明の電着塗料組成物は、ジルコニウム化成処理剤で処理された被塗物または未処理の被塗物を電着塗装する場合であっても、リン酸亜鉛化成処理剤によって処理された被塗物を塗装する場合と遜色ない塗膜外観を達成することができる。一般に、ジルコニウムを含む化成処理剤によって形成される化成処理膜の膜厚は、リン酸亜鉛化成処理剤によって形成される化成処理膜の膜厚の1/10~1/30程度と非常に薄い。そのため、ジルコニウム系化成処理膜が形成された被塗物を電着塗装する場合、リン酸亜鉛系化成処理膜が形成された場合に比べて、電着塗膜が析出した部分においても塗膜抵抗値が低くなってしまう。これは、つきまわり性を下げる要因となる。一方で、つきまわり性を向上させることを目的として、塗膜析出部分の電気抵抗を単に向上させると、ガスピンホールなどの塗膜異常が発生する要因となる。
これに対して、本発明の電着塗料組成物は、上記のように亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)を含み、かつ、電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))が27以上であることによって、電着塗料組成物を用いて形成される、厚さ15μmの未硬化電着塗膜の膜抵抗が400kΩ・cm2以上、より好ましくは400~1500kΩ・cm2の範囲内となる。電着塗膜の膜抵抗が上記の条件を満たすことによって、付き回り性が良くなる。この一方で、本発明の電着塗料組成物は、クーロン効率が低いため、電着塗膜析出時において、発生した水素ガスに火花放電が生じにくく、ガスピンホールなどの塗膜異常の発生が抑制され、得られる硬化電着塗膜の塗膜外観が良好なものとなる。
塗膜の膜抵抗値は、最終塗装電圧(V)における残余電流(mA)を測定し、下記の式によって求められる。
塗膜抵抗(kΩ・cm2)=塗装面積(cm2)×電圧(V)/残余電流(mA)
塗膜抵抗(kΩ・cm2)=塗装面積(cm2)×電圧(V)/残余電流(mA)
本発明の電着塗料組成物は、電着塗料組成物に被塗物を浸漬して、硬化電着塗膜の膜厚が15μmとなるように電着塗装した状態におけるクーロン効率が30mg/C以下である。ここで、クーロン効率は、電流を流すことによって消費された電荷量(クーロン)に対して析出した塗料の量(mg)の割合を示す。本発明の電着塗料組成物は、亜鉛化合物(A-1)および/またはビスマス化合物(A-2)を含むため、電着塗料組成物の電導度は従来のものと比較して高い傾向がある。このような電着塗料組成物において、クーロン効率を上記範囲に設計することによって、良好なつきまわり性を確保しつつ、得られる塗膜外観を良好に保つことができる。クーロン効率は、より好ましくは15~25mg/Cである。
膜厚15μm電着塗装時のクーロン効率を上記範囲に調整する方法としては、例えば上記特定の中和酸を用いる方法、アミン化樹脂(B)としてアルキレンオキサイド付加物等を可塑変性させたものを用いる方法、アミン化樹脂(B)のアミン価、数平均分子量および水酸基価を上記範囲に調節する方法、アルキレンオキサイド付加物等を添加して調整する方法、ビスマス化合物(A-2)を水分散型コロイドの状態で用いる方法などが挙げられる。
クーロン効率とは、塗料固形分の析出性を表す指標である。つまり、電流を流すことによって消費された単位電荷量(クーロン)および析出する塗膜の単位厚み当たりの、析出した塗料の量(mg)である。このクーロン効率の測定は、被塗物を電着塗料組成物中に浸漬して、一定の電圧(150Vおよび200V)で、硬化電着塗膜の膜厚が15μmとなるように電着塗装し、得られた電着塗膜を焼き付けして硬化させた硬化電着塗膜の質量を測定することによって、得られた硬化電着塗膜の量から、下記式に従い、特定することができる。
クーロン効率(mg/C)=(塗装後重量-塗装前重量)(mg)/積算クーロン(C)
クーロン効率(mg/C)=(塗装後重量-塗装前重量)(mg)/積算クーロン(C)
本発明の電着塗料組成物の電気伝導率は1500~3000μS/cmであるのが好ましく、1600~2500μS/cmであるのがより好ましい。1500μS/cm未満であると十分なつきまわり性の向上が得られないおそれがある。また、3000μS/cmを超えると、ガスピンホールが発生し塗膜表面の外観が悪化するおそれがある。電気伝導率は、市販の電気伝導率計を使用してJIS K 0130(電気伝導率測定方法通則)に準拠して測定することができる。
本発明の電着塗料組成物を用いて得られる電着塗膜の50℃における塗膜粘度は、3000Pa・s以下である。電着塗料組成物からの析出によって得られる未硬化の電着塗膜の50℃における塗膜粘度が3000Pa・s以下であることによって、電圧印加時における電流路の径が増大し、ガスピンホールなどの塗膜異常の発生が抑制され、得られる硬化電着塗膜の塗膜外観が良好なものとなる。上記塗膜粘度は1000~2500Pa・sであるのがより好ましく、1200~2000Pa・sであるのがさらに好ましい。
本発明において、電着塗膜の粘度を50℃で測定する理由は以下の通りである。電着塗膜は、電圧の印加により被塗物表面に析出した塗膜である。被塗物の表面上に析出した電着塗膜は、加熱によって熱フローが生じて粘度が下がり、塗膜表面が滑らかになる。そしてさらに加熱することによって、電着塗膜中に含まれるブロックイソシアネート硬化剤のブロック剤が熱解離して、これがカチオン性エポキシ樹脂中の水酸基、アミノ基などと架橋反応し、塗膜粘度は急上昇する。これによって電着塗膜は硬化し、硬化電着塗膜となる。つまり、電着塗膜は加熱によって一旦粘度が下がり、その後粘度が上昇することとなる。
さらに、電着塗装時においては、ジュール熱が発生することにより、被塗物近傍の析出膜温度は、電着塗料組成物の浴液温度より高くなり、40~50℃程に上昇することとなる。つまり50℃での粘度測定は、フロー性に代表される電着塗膜自体の物理的性質をよりよく再現させたものである。以上より50℃という温度は、電着塗料組成物の上記性質から塗膜粘度の測定に好ましい温度であり、かつ、塗膜形成樹脂の架橋も生じていない温度、つまり未硬化の電着塗膜の析出時の性質を判断するのに適切な温度であると考えられる。
本発明の電着塗料組成物において、電着塗料組成物からの析出によって得られる未硬化の電着塗膜の50℃における塗膜粘度を3000Pa・s以下に調整する方法として、例えば、上記特定の中和酸を用いる方法、アミン化樹脂(B)として特定の構造のものを用いる方法、アミン化樹脂(B)の数平均分子量および水酸基価を上記範囲に調節する方法、ビスマス化合物(A-2)を水分散型コロイドの状態で用いる方法、電着塗料組成物中に含まれる溶媒の量を調節する方法、アミン化樹脂(B)と硬化剤(C)との混合比率を調節する方法などが挙げられる。
なお、電着塗膜の塗膜粘度は、次のようにして測定することができる。まず被塗物に膜厚約15μmとなるように180秒間電着塗装を行い、電着塗膜を形成し、これを水洗して余分に付着した電着塗料組成物を取り除く。次いで、電着塗膜表面に付着した余分な水分を取り除いた後、乾燥させることなくすぐに塗膜を被塗物から剥がして、未硬化塗膜の試料を調製する。こうして得られた試料を、動的粘弾性測定装置を用いて、50℃における塗膜粘度を測定することができる。動的粘弾性測定装置として、例えば回転型動的粘弾性測定装置 「Rheosol G-3000」(ユービーエム社製)などを用いることができる。
電着塗装および電着塗膜形成
電着塗料組成物を用いる電着塗装においては、被塗物を陰極とし、陽極との間に、一般的に50~450Vの電圧を印加する。これにより、電着塗膜が被塗物上に析出する。電着塗装時、塗料組成物の浴液温度は、通常10~45℃に調節される。
電着塗料組成物を用いる電着塗装においては、被塗物を陰極とし、陽極との間に、一般的に50~450Vの電圧を印加する。これにより、電着塗膜が被塗物上に析出する。電着塗装時、塗料組成物の浴液温度は、通常10~45℃に調節される。
本発明の電着塗装方法は、電着塗料組成物に被塗物を浸漬する過程、および、上記被塗物を陰極として陽極との間に電圧を印加し、塗膜を析出させる過程、から構成される。電圧を印加する時間は、電着条件によって異なるが、一般には、2~5分とすることができる。
加熱硬化後の電着塗膜の膜厚は、好ましくは5~40μm、より好ましくは10~25μmとする。膜厚が5μm未満であると、耐食性が不充分となるおそれがある。一方40μmを超えると、塗料の浪費につながる。
上述のようにして得られる電着塗膜を、電着過程の終了後、そのまま、または水洗した後、120~260℃、好ましくは140~220℃で、10~30分間加熱することによって、加熱硬化した電着塗膜が形成される。
本発明の電着塗料組成物を用いることによって、ジルコニウム化成処理を施された被塗物に対して電着塗装する場合であっても、優れた耐食性が得られるという利点がある。ジルコニウム化成処理剤によって形成される化成処理膜は、リン酸亜鉛化成処理剤によって形成される化成処理膜の膜厚と比較して格段に薄い。さらに、ジルコニウム化成処理された被塗物においては、形成された化成処理膜の厚みムラの発生が生じることがある。このような厚みムラが存在する場合は、被塗物の表面抵抗が不均一となる。電圧印加によって樹脂成分などが析出する電着塗装においては、被塗物の表面抵抗が不均一であることによって、つきまわり性が低下し、さらにガスピンホールなどの塗膜外観不良が発生するという不具合がある。ここで、本発明の電着塗料組成物を用いることによって、優れたつきまわり性が発揮され、かつ、良好な塗膜外観を有する硬化電着塗膜が得られるという利点がある。
ジルコニウム化成処理剤は、リン酸イオンを実質的に含まないため、環境に対する負荷が少ないという利点がある。ジルコニウム化成処理剤はさらに、スラッジ(汚泥)の発生量を低減することができるという利点もある。ジルコニウム化成処理剤を用いる化成処理においてはさらに、表面調整工程を必要としないため、より少ない工程で被塗物の化成処理を行うことができるという利点がある。
以下の実施例により本発明をさらに具体的に説明するが、本発明はこれらに限定されない。実施例中、「部」および「%」は、ことわりのない限り、質量基準による。
製造例1-1 アミン化樹脂(1)の製造
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA388部、オクチル酸65部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)75部とジエタノールアミン54部とNメチルエタノールアミン23部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(1)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,900、アミン価は53mgKOH/gであった。
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA388部、オクチル酸65部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)75部とジエタノールアミン54部とNメチルエタノールアミン23部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(1)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,900、アミン価は53mgKOH/gであった。
数平均分子量の測定は、JIS K 0124-83に記載の方法に準じ、ゲルパーミエーションクロマトグラフで測定したクロマトグラムから標準ポリスチレンの分子量を基準にして算出した。ゲルパーミエーションクロマトグラフは、「HLC8120GPC」(東ソー社製)を使用した。カラムとしては、「TSKgel G-4000HXL」、「TSKgel G-3000HXL」、「TSKgel G-2500HXL」、「TSKgel G-2000HXL」(いずれも東ソー(株)社製、商品名)の4本を用い、移動相;テトラヒドロフラン、測定温度;40℃、流速;1ml/分、検出器;RIの条件で行ったものである。
製造例1-2 アミン化樹脂(2)の製造
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA380部、オクチル酸76部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)75部とジエタノールアミン54部とNメチルエタノールアミン23部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(2)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,750、アミン価は53mgKOH/gであった。
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA380部、オクチル酸76部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)75部とジエタノールアミン54部とNメチルエタノールアミン23部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(2)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,750、アミン価は53mgKOH/gであった。
製造例1-3 アミン化樹脂(3)の製造
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA371部、オクチル酸86部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)75部とジエタノールアミン55部とNメチルエタノールアミン23部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(3)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,560、アミン価は53mgKOH/gであった。
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA371部、オクチル酸86部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)75部とジエタノールアミン55部とNメチルエタノールアミン23部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(3)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,560、アミン価は53mgKOH/gであった。
製造例1-4 アミン化樹脂(4)の製造
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA388部、オクチル酸114部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1920g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)78部とジエタノールアミン38部とNメチルエタノールアミン11部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(4)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,920、アミン価は42mgKOH/gであった。
メチルイソブチルケトン58部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA388部、オクチル酸114部、ジメチルベンジルアミン2部を加え、反応容器内の温度を140℃に保持し、エポキシ当量が1920g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)78部とジエタノールアミン38部とNメチルエタノールアミン11部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(4)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,920、アミン価は42mgKOH/gであった。
製造例1-5 アミン化樹脂(5)の製造
メチルイソブチルケトン76部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA209部、ビスフェノールAエチレンオキサイド付加物(商品名ニューポールBPE60 三洋化成社製)339部、オクチル酸96部、ジメチルベンジルアミン2部を加え、反応容器内の温度を180℃で1時間保持し、その後さらにジメチルベンジルアミン3部を加え、反応容器内の温度を130℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)85部とジエタノールアミン62部とNメチルエタノールアミン27部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(5)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,900、アミン価は53mgKOH/gであった。
メチルイソブチルケトン76部、ビスフェノールA型エポキシ樹脂(商品名DER-331J、ダウケミカル社製)940部、ビスフェノールA209部、ビスフェノールAエチレンオキサイド付加物(商品名ニューポールBPE60 三洋化成社製)339部、オクチル酸96部、ジメチルベンジルアミン2部を加え、反応容器内の温度を180℃で1時間保持し、その後さらにジメチルベンジルアミン3部を加え、反応容器内の温度を130℃に保持し、エポキシ当量が1300g/eqになるまで反応させた後、反応容器内の温度が120℃になるまで冷却した。ついでジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)85部とジエタノールアミン62部とNメチルエタノールアミン27部の混合物を添加し、120℃で1時間反応させることにより、アミン化樹脂(5)(カチオン変性エポキシ樹脂)を得た。この樹脂の数平均分子量は2,900、アミン価は53mgKOH/gであった。
製造例2-1 ブロックイソシアネート硬化剤(1)の製造
ヘキサメチレンジイソシアネート(HDI)1680部およびMIBK732部を反応容器に仕込み、これを60℃まで加熱した。ここに、トリメチロールプロパン346部をMEKオキシム1067部に溶解させたものを60℃で2時間かけて滴下した。さらに75℃で4時間加熱した後、IRスペクトルの測定において、イソシアネート基に基づく吸収が消失したことを確認し、放冷後、MIBK27部を加えて固形分が78%のブロックイソシアネート硬化剤(1)を得た。
ヘキサメチレンジイソシアネート(HDI)1680部およびMIBK732部を反応容器に仕込み、これを60℃まで加熱した。ここに、トリメチロールプロパン346部をMEKオキシム1067部に溶解させたものを60℃で2時間かけて滴下した。さらに75℃で4時間加熱した後、IRスペクトルの測定において、イソシアネート基に基づく吸収が消失したことを確認し、放冷後、MIBK27部を加えて固形分が78%のブロックイソシアネート硬化剤(1)を得た。
製造例2-2 ブロックイソシアネート硬化剤(2)の製造
4,4’-ジフェニルメタンジイソシアネート1340部およびMIBK277部を反応容器に仕込み、これを80℃まで加熱した後、ε-カプロラクタム226部をブチルセロソルブ944部に溶解させたものを80℃で2時間かけて滴下した。さらに100℃で4時間加熱した後、IRスペクトルの測定において、イソシアネート基に基づく吸収が消失したことを確認し、放冷後、MIBK349部を加えてブロックイソシアネート硬化剤(2)を得た(固形分80%)。
4,4’-ジフェニルメタンジイソシアネート1340部およびMIBK277部を反応容器に仕込み、これを80℃まで加熱した後、ε-カプロラクタム226部をブチルセロソルブ944部に溶解させたものを80℃で2時間かけて滴下した。さらに100℃で4時間加熱した後、IRスペクトルの測定において、イソシアネート基に基づく吸収が消失したことを確認し、放冷後、MIBK349部を加えてブロックイソシアネート硬化剤(2)を得た(固形分80%)。
製造例3 顔料分散樹脂の製造
撹拌機、冷却管、窒素導入管、温度計を備えた反応容器にビスフェノールA型エポキシ樹脂385部、ビスフェノールA120部、オクチル酸95部、2-エチル-4-メチルイミダゾール1%溶液1部を仕込んで、窒素雰囲気下160~170℃で1時間反応させ、ついで120℃まで冷却後、2-エチルヘキサノール化ハーフブロック化トリレンジイソシアネートのメチルイソブチルケトン溶液(固形分95%)198部を加えた。反応混合物を120~130℃で1時間保持した後、エチレングリコールモノn-ブチルエーテル157を加えた。そして85~95℃に冷却して均一化させた。つぎにジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)277部を加え120℃で1時間撹拌しエチレングリコールモノn-ブチルエーテル13部を加え、アミン化樹脂を製造した。ついで18部のイオン交換水とギ酸8部を仕込み上記アミン化樹脂を混合し15分撹拌し、イオン交換水200部を混合して、顔料分散樹脂(平均分子量2,200)の樹脂溶液(樹脂固形分25%)を得た。
撹拌機、冷却管、窒素導入管、温度計を備えた反応容器にビスフェノールA型エポキシ樹脂385部、ビスフェノールA120部、オクチル酸95部、2-エチル-4-メチルイミダゾール1%溶液1部を仕込んで、窒素雰囲気下160~170℃で1時間反応させ、ついで120℃まで冷却後、2-エチルヘキサノール化ハーフブロック化トリレンジイソシアネートのメチルイソブチルケトン溶液(固形分95%)198部を加えた。反応混合物を120~130℃で1時間保持した後、エチレングリコールモノn-ブチルエーテル157を加えた。そして85~95℃に冷却して均一化させた。つぎにジエチレントリアミンジケチミン(固形分73%のメチルイソブチルケトン溶液)277部を加え120℃で1時間撹拌しエチレングリコールモノn-ブチルエーテル13部を加え、アミン化樹脂を製造した。ついで18部のイオン交換水とギ酸8部を仕込み上記アミン化樹脂を混合し15分撹拌し、イオン交換水200部を混合して、顔料分散樹脂(平均分子量2,200)の樹脂溶液(樹脂固形分25%)を得た。
製造例4-1 電着塗料樹脂エマルション(Em1)の製造
製造例1-1で得たアミン化樹脂(1) 350部(固形分)と、製造例2-1で得たブロックイソシアネート硬化剤(1) 75部(固形分)、製造例2-1で得たブロックイソシアネート硬化剤(2) 75部(固形分)とを混合し、エチレングリコールモノ-2-エチルヘキシルエーテルを固形分に対して3%(15部)になるように添加した。次にギ酸をMEQ(A)が24になるように加えて中和し、イオン交換水を加えてゆっくり希釈し、次いで固形分が40%になるように減圧下でメチルイソブチルケトンを除去して、樹脂エマルション(Em1)を得た。
製造例1-1で得たアミン化樹脂(1) 350部(固形分)と、製造例2-1で得たブロックイソシアネート硬化剤(1) 75部(固形分)、製造例2-1で得たブロックイソシアネート硬化剤(2) 75部(固形分)とを混合し、エチレングリコールモノ-2-エチルヘキシルエーテルを固形分に対して3%(15部)になるように添加した。次にギ酸をMEQ(A)が24になるように加えて中和し、イオン交換水を加えてゆっくり希釈し、次いで固形分が40%になるように減圧下でメチルイソブチルケトンを除去して、樹脂エマルション(Em1)を得た。
製造例4-2 電着塗料樹脂エマルション(Em2)の製造
アミン化樹脂(1)の代わりに、アミン化樹脂(2)を用いたこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em2)を得た。
アミン化樹脂(1)の代わりに、アミン化樹脂(2)を用いたこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em2)を得た。
製造例4-3 電着塗料樹脂エマルション(Em3)の製造
アミン化樹脂(1)の代わりに、アミン化樹脂(3)を用い、またギ酸の代わりにメタンスルホン酸(MSA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em3)を得た。
アミン化樹脂(1)の代わりに、アミン化樹脂(3)を用い、またギ酸の代わりにメタンスルホン酸(MSA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em3)を得た。
製造例4-4 電着塗料樹脂エマルション(Em4)の製造
アミン化樹脂(1)の代わりに、アミン化樹脂(3)を用い、またギ酸の代わりにジメチロールプロピオン酸(DMPA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em4)を得た。
アミン化樹脂(1)の代わりに、アミン化樹脂(3)を用い、またギ酸の代わりにジメチロールプロピオン酸(DMPA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em4)を得た。
製造例4-5 電着塗料樹脂エマルション(Em5)の製造
アミン化樹脂(1)の代わりに、アミン化樹脂(4)を用い、またギ酸の代わりにジメチロールプロピオン酸(DMPA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em5)を得た。
アミン化樹脂(1)の代わりに、アミン化樹脂(4)を用い、またギ酸の代わりにジメチロールプロピオン酸(DMPA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em5)を得た。
製造例4-6 電着塗料樹脂エマルション(Em6)の製造
アミン化樹脂(1)の代わりに、アミン化樹脂(5)を用い、またギ酸の代わりにジメチロールプロピオン酸(DMPA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em6)を得た。
アミン化樹脂(1)の代わりに、アミン化樹脂(5)を用い、またギ酸の代わりにジメチロールプロピオン酸(DMPA)を用いて、MEQ(A)が24になるように加えて中和したこと以外は、製造例4-1と同様にして製造し、樹脂エマルション(Em6)を得た。
製造例5-1 電着塗料用顔料分散ペースト(1)の製造
サンドミルを用いて、製造例3で得られた顔料分散樹脂を含む以下の表1に示す配合に基づき、得られた混合物を40℃において、体積平均粒子径D50が0.6μmとなるまで分散し、調製して、顔料分散ペースト(1)(固形分49%)を得た。体積平均粒子径D50の測定は、レーザードップラー式粒度分析計(日機装社製、「マイクロトラックUPA150」)を用いて、分散体を信号レベルが適性になるようイオン交換水で希釈して、体積平均粒子径D50を測定した。
サンドミルを用いて、製造例3で得られた顔料分散樹脂を含む以下の表1に示す配合に基づき、得られた混合物を40℃において、体積平均粒子径D50が0.6μmとなるまで分散し、調製して、顔料分散ペースト(1)(固形分49%)を得た。体積平均粒子径D50の測定は、レーザードップラー式粒度分析計(日機装社製、「マイクロトラックUPA150」)を用いて、分散体を信号レベルが適性になるようイオン交換水で希釈して、体積平均粒子径D50を測定した。

製造例5-2 電着塗料用顔料分散ペースト(2)の製造
ジオクチル錫オキシドを用いないこと以外は、製造例5-2と同様にして、電着塗料用顔料分散ペースト(2)を製造した。
ジオクチル錫オキシドを用いないこと以外は、製造例5-2と同様にして、電着塗料用顔料分散ペースト(2)を製造した。
製造例6-1 メタンスルホン酸亜鉛の製造
ステンレス容器に、イオン交換水 119部、酸化亜鉛(試薬) 32.6部、70%メタンスルホン酸(BASF製) 110部添加し、60℃1時間攪拌して亜鉛濃度10%のメタンスルホン酸亜鉛を作成した。
ステンレス容器に、イオン交換水 119部、酸化亜鉛(試薬) 32.6部、70%メタンスルホン酸(BASF製) 110部添加し、60℃1時間攪拌して亜鉛濃度10%のメタンスルホン酸亜鉛を作成した。
製造例6-2 酢酸亜鉛の製造
ステンレス容器に、イオン交換水 176部、酸化亜鉛(試薬) 32.6部、90%酢酸酸(試薬) 53部添加し、60℃1時間攪拌して亜鉛濃度10%の酢酸亜鉛を作成した。
ステンレス容器に、イオン交換水 176部、酸化亜鉛(試薬) 32.6部、90%酢酸酸(試薬) 53部添加し、60℃1時間攪拌して亜鉛濃度10%の酢酸亜鉛を作成した。
製造例6-3 乳酸ビスマスの製造
ステンレス容器に、イオン交換水 241部、酸化ビスマス(試薬) 11.7部、50%乳酸(試薬) 9.0部添加し、60℃1時間攪拌して、水分散コロイド形態である、ビスマス濃度4%の乳酸ビスマスを作成した。
ステンレス容器に、イオン交換水 241部、酸化ビスマス(試薬) 11.7部、50%乳酸(試薬) 9.0部添加し、60℃1時間攪拌して、水分散コロイド形態である、ビスマス濃度4%の乳酸ビスマスを作成した。
製造例6-4 グリシン含有乳酸ビスマスの製造
ステンレス容器に、イオン交換水 241部、酸化ビスマス(試薬) 11.7部、50%乳酸(試薬) 9.0部とグリシン(試薬) 3.8部添加し、60℃1時間攪拌して、水分散コロイド形態である、ビスマス濃度4%のグリシン含有乳酸ビスマスを作成した。
ステンレス容器に、イオン交換水 241部、酸化ビスマス(試薬) 11.7部、50%乳酸(試薬) 9.0部とグリシン(試薬) 3.8部添加し、60℃1時間攪拌して、水分散コロイド形態である、ビスマス濃度4%のグリシン含有乳酸ビスマスを作成した。
製造例6-5 ジメチロールプロピオン酸ビスマスの製造
ステンレス容器に、イオン交換水 241部、酸化ビスマス(試薬) 11.7部、ジメチロールプロピオン酸(DMPA、試薬) 6.7部添加し、60℃1時間攪拌して、水分散コロイド形態である、ビスマス濃度4%のジメチロールプロピオン酸ビスマスを作成した。
ステンレス容器に、イオン交換水 241部、酸化ビスマス(試薬) 11.7部、ジメチロールプロピオン酸(DMPA、試薬) 6.7部添加し、60℃1時間攪拌して、水分散コロイド形態である、ビスマス濃度4%のジメチロールプロピオン酸ビスマスを作成した。
実施例1
ステンレス容器に、イオン交換水 2065部、亜鉛化合物(A1)としての、製造例6-2の亜鉛濃度10%の酢酸亜鉛 8部添加した。次に製造例4-2の電着塗料樹脂エマルション(EmA) 1600部と顔料(製造例5-1の顔料分散ペースト1) 327部を添加しその後40℃で16時間エージングして、電着塗料組成物を製造した。
ステンレス容器に、イオン交換水 2065部、亜鉛化合物(A1)としての、製造例6-2の亜鉛濃度10%の酢酸亜鉛 8部添加した。次に製造例4-2の電着塗料樹脂エマルション(EmA) 1600部と顔料(製造例5-1の顔料分散ペースト1) 327部を添加しその後40℃で16時間エージングして、電着塗料組成物を製造した。
冷延鋼板(JIS G3141、SPCC-SD)を、サーフクリーナーEC90(日本ペイント社製)中に40℃で2分間浸漬して、脱脂処理した。次にサーフダインEC3200(日本ペイント社製)に40℃×90秒間浸漬した。脱イオン水洗後、得られた電着塗料組成物に、硬化後の電着塗膜の膜厚が15μmとなるように2-エチルヘキシルグリコールを必要量添加し、その後に鋼板を全て埋没させた後、直ちに電圧の印加を開始し、30秒間昇圧し180Vに達してから150秒間保持するという条件で電圧を印加して、被塗物(冷延鋼板)上に未硬化の電着塗膜を析出させた。こうして得られた未硬化の電着塗膜を、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。
次いで、得られた電着塗料組成物の特性として、酸のミリグラム当量(MEQ(A))、クーロン効率、電気伝導率、塗膜抵抗、塗膜粘度を測定した。測定方法を以下に説明する。また、測定結果を下記表に示す。
電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))
電着塗料組成物を約10g精秤し約50mlの溶剤(THF:テトラヒドロフラン)に溶解した後、1/10NのNaOH溶液を用いて電位差滴定を行うことによって、電着塗料組成物中の含有酸量を定量して測定した。
電着塗料組成物を約10g精秤し約50mlの溶剤(THF:テトラヒドロフラン)に溶解した後、1/10NのNaOH溶液を用いて電位差滴定を行うことによって、電着塗料組成物中の含有酸量を定量して測定した。
電着塗料組成物のクーロン効率(15μm)および塗膜抵抗
ジルコニウム化成処理を行った冷延鋼板の質量を測定した。次いで、鋼板を、電着塗料組成物中に浸漬して、一定の塗装電圧(150Vおよび200V)で、硬化電着塗膜の膜厚が15μmとなるように電着塗装した。電着塗装後のクーロン値および残余電流値を測定した。得られた電着塗膜を焼き付けして硬化させた硬化電着塗膜の質量を測定した。
これらの測定値を用いて、クーロン効率(15μm)および塗膜抵抗値を下記式より求めた。
クーロン効率(mg/C)=塗膜質量(mg)/積算クーロン値(C)
塗膜抵抗(kΩ・cm2)=塗装面積(cm2)×電圧(V)/残余電流(mA)
ジルコニウム化成処理を行った冷延鋼板の質量を測定した。次いで、鋼板を、電着塗料組成物中に浸漬して、一定の塗装電圧(150Vおよび200V)で、硬化電着塗膜の膜厚が15μmとなるように電着塗装した。電着塗装後のクーロン値および残余電流値を測定した。得られた電着塗膜を焼き付けして硬化させた硬化電着塗膜の質量を測定した。
これらの測定値を用いて、クーロン効率(15μm)および塗膜抵抗値を下記式より求めた。
クーロン効率(mg/C)=塗膜質量(mg)/積算クーロン値(C)
塗膜抵抗(kΩ・cm2)=塗装面積(cm2)×電圧(V)/残余電流(mA)
電着塗料組成物の電気伝導率の測定
電着塗料組成物の電気伝導率を、東亜電波工業製、CM-30S(電気伝導率計)を用いて、JIS K0130(電気伝導率測定方法通則)に準拠して、液温25℃で測定した。
電着塗料組成物の電気伝導率を、東亜電波工業製、CM-30S(電気伝導率計)を用いて、JIS K0130(電気伝導率測定方法通則)に準拠して、液温25℃で測定した。
電着塗膜の50℃における塗膜粘度の測定
電着塗料組成物を用いて被塗物に膜厚15μmとなるように電着塗膜を形成し、これを水洗して余分な電着塗料組成物を取り除いた。次いで水分を取り除いた後、乾燥させることなくすぐに塗膜を取り出して、試料を調製した。こうして得られた試料を、回転型動的粘弾性測定装置「Rheosol G-3000」(ユービーエム社製)に装着した。測定条件は、歪み0.5deg、周波数0.02Hz、温度50℃とした。測定開始後、コーンプレート内で電着塗膜が均一に広がった状態となった時点で塗膜の粘度の測定を行った。
電着塗料組成物を用いて被塗物に膜厚15μmとなるように電着塗膜を形成し、これを水洗して余分な電着塗料組成物を取り除いた。次いで水分を取り除いた後、乾燥させることなくすぐに塗膜を取り出して、試料を調製した。こうして得られた試料を、回転型動的粘弾性測定装置「Rheosol G-3000」(ユービーエム社製)に装着した。測定条件は、歪み0.5deg、周波数0.02Hz、温度50℃とした。測定開始後、コーンプレート内で電着塗膜が均一に広がった状態となった時点で塗膜の粘度の測定を行った。
実施例2~10および比較例1~4
下記表に示す配合に変更したこと以外は、実施例1と同様にして、電着塗料組成物を調製した。得られた電着塗料組成物を用いて、実施例1と同様に塗装を行い、電着塗装板を得た。
なお、下記表に示す電着塗料組成物の配合量において、亜鉛化合物(A-1)およびビスマス化合物(A-2)の配合量は、電着塗料組成物100質量部に対する相対比(化合物質量)であり、樹脂エマルションおよび顔料の配合量は、電着塗料組成物100質量部に対する各成分の固形分濃度である。
下記表に示す配合に変更したこと以外は、実施例1と同様にして、電着塗料組成物を調製した。得られた電着塗料組成物を用いて、実施例1と同様に塗装を行い、電着塗装板を得た。
なお、下記表に示す電着塗料組成物の配合量において、亜鉛化合物(A-1)およびビスマス化合物(A-2)の配合量は、電着塗料組成物100質量部に対する相対比(化合物質量)であり、樹脂エマルションおよび顔料の配合量は、電着塗料組成物100質量部に対する各成分の固形分濃度である。
上記実施例および比較例について、下記評価を行った。評価結果を下記表に示す。
硬化電着塗膜外観(塗装水平外観)
ジルコニウム化成処理を行った冷延鋼板を、電着塗料組成物の液面に対して鋼板表面が水平方向に配置するように設置して浸漬した。電着塗料組成物を300rpmで撹拌しつつ、電圧を30秒間かけて昇圧し、180Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。こうして得られた未硬化の電着塗膜を、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。得られた硬化電着塗膜の表面粗度を、JIS-B0601に準拠し、評価型表面粗さ測定機(Mitsutoyo社製、SURFTEST SJ-201P)を用いて、粗さ曲線の算術平均粗さ(Ra)を測定した。2.5mm幅カットオフ(区画数5)を入れたサンプルを用いて7回測定し、上下消去平均によりRa値を得た。このRa値が小さい程、凹凸が少なく、塗膜外観が良好であるといえる。
ジルコニウム化成処理を行った冷延鋼板を、電着塗料組成物の液面に対して鋼板表面が水平方向に配置するように設置して浸漬した。電着塗料組成物を300rpmで撹拌しつつ、電圧を30秒間かけて昇圧し、180Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。こうして得られた未硬化の電着塗膜を、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。得られた硬化電着塗膜の表面粗度を、JIS-B0601に準拠し、評価型表面粗さ測定機(Mitsutoyo社製、SURFTEST SJ-201P)を用いて、粗さ曲線の算術平均粗さ(Ra)を測定した。2.5mm幅カットオフ(区画数5)を入れたサンプルを用いて7回測定し、上下消去平均によりRa値を得た。このRa値が小さい程、凹凸が少なく、塗膜外観が良好であるといえる。
乾きムラ評価
ジルコニウム化成処理を行った冷延鋼板を電着塗料組成物中に浸漬し、電圧を30秒間かけて昇圧し、180Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。未硬化の電着塗膜を有する鋼板を、室温で5分間放置し、水洗した後、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。得られた電着塗装板の塗膜外観を、以下の基準に基づき目視評価した。
A:乾きムラほとんどなし
B:乾きムラが少ない
C:乾きムラがあり
D:乾きムラがはっきり目立つ
ジルコニウム化成処理を行った冷延鋼板を電着塗料組成物中に浸漬し、電圧を30秒間かけて昇圧し、180Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。未硬化の電着塗膜を有する鋼板を、室温で5分間放置し、水洗した後、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。得られた電着塗装板の塗膜外観を、以下の基準に基づき目視評価した。
A:乾きムラほとんどなし
B:乾きムラが少ない
C:乾きムラがあり
D:乾きムラがはっきり目立つ
研ぎムラ評価
冷延鋼板の一方の表面を、研磨布(ポリネットロール600、光陽社製)で10回研いだ。研がれた冷延鋼板を、ジルコニウム化成処理を行い、電着塗料組成物中に浸漬し、上記と同様にして、硬化電着塗膜を有する電着塗装板を得た。得られた電着塗装板の塗膜外観を、以下の基準に基づき目視評価した。
AA:研ぎムラなし
A:研ぎムラほとんどなし
B:研ぎムラが僅かにみられる
C:研ぎムラが少ない
D:研ぎムラがあり
E:研ぎムラがはっきり目立つ
冷延鋼板の一方の表面を、研磨布(ポリネットロール600、光陽社製)で10回研いだ。研がれた冷延鋼板を、ジルコニウム化成処理を行い、電着塗料組成物中に浸漬し、上記と同様にして、硬化電着塗膜を有する電着塗装板を得た。得られた電着塗装板の塗膜外観を、以下の基準に基づき目視評価した。
AA:研ぎムラなし
A:研ぎムラほとんどなし
B:研ぎムラが僅かにみられる
C:研ぎムラが少ない
D:研ぎムラがあり
E:研ぎムラがはっきり目立つ
つきまわり性の評価
つきまわり性は、いわゆる4枚ボックス法により評価した。すなわち、図1に示すように、各実施例または比較例で用いたジルコニウム化成処理剤で処理した4枚の冷延鋼鈑(JIS G3141 SPCC-SD)11~14を、立てた状態で間隔20mmで平行に配置し、両側面下部および底面を布粘着テープ等の絶縁体で密閉したボックス10を調製した。なお、鋼鈑14以外の鋼鈑11~13には下部に8mmφの貫通孔15が設けられている。
つきまわり性は、いわゆる4枚ボックス法により評価した。すなわち、図1に示すように、各実施例または比較例で用いたジルコニウム化成処理剤で処理した4枚の冷延鋼鈑(JIS G3141 SPCC-SD)11~14を、立てた状態で間隔20mmで平行に配置し、両側面下部および底面を布粘着テープ等の絶縁体で密閉したボックス10を調製した。なお、鋼鈑14以外の鋼鈑11~13には下部に8mmφの貫通孔15が設けられている。
各実施例または各比較例記載の電着塗料組成物4リットルを塩ビ製容器に移して第1の電着槽とした。図2に示すように、上記ボックス10を、被塗装物として電着塗料21を入れた電着塗料容器20内に浸漬した。この場合、各貫通孔15からのみ塗料21がボックス10内に侵入する。
マグネチックスターラー(非表示)で塗料21を攪拌した。そして、各鋼鈑11~14を電気的に接続し、最も近い鋼鈑11との距離が150mmとなるように対極22を配置した。各鋼鈑11~14を陰極、対極22を陽極として電圧を印加して、ジルコニウム化成処理を行った冷延鋼板に電着塗装を行った。塗装は、印加開始から30秒間で鋼鈑11のA面に形成される塗膜の膜厚が15μmに達する電圧まで昇圧し、その後通常電着では150秒間その電圧を維持することにより行った。
塗装後の各鋼鈑は、水洗した後、170℃で25分間焼き付けし、空冷後、対極22から最も近い鋼鈑11のA面に形成された塗膜の膜厚と、対極22から最も遠い鋼鈑14のG面に形成された塗膜の膜厚とを測定し、膜厚(G面)/膜厚(A面)の比(G/A値)によりつきまわり性を評価した。
この値が50%を超えた場合は超高つきまわり性を有しており、つきまわり性が特に優れていると判断できる。一方でこの値が50%未満の場合はつきまわり性が低いと判断できる。
この値が50%を超えた場合は超高つきまわり性を有しており、つきまわり性が特に優れていると判断できる。一方でこの値が50%未満の場合はつきまわり性が低いと判断できる。
ガスピンホール発生評価
ジルコニウム化成処理を行った合金化溶融亜鉛めっき鋼板に、電圧を30秒間かけて昇圧し、160Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。得られた電着塗膜を水洗し、160℃で10分間焼き付けを行った。得られた硬化電着塗膜を目視観察して、ガスピンホールの有無を判断した。同様の塗装を10V刻みで260Vまで行い、ガスピンホールの有無を判断した。ガスピンホールが発生した電圧が高いほど、ガスピンホールが発生し難く、良好な性能を有していると評価する。
ジルコニウム化成処理を行った合金化溶融亜鉛めっき鋼板に、電圧を30秒間かけて昇圧し、160Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。得られた電着塗膜を水洗し、160℃で10分間焼き付けを行った。得られた硬化電着塗膜を目視観察して、ガスピンホールの有無を判断した。同様の塗装を10V刻みで260Vまで行い、ガスピンホールの有無を判断した。ガスピンホールが発生した電圧が高いほど、ガスピンホールが発生し難く、良好な性能を有していると評価する。
低温焼付け耐食性評価
ジルコニウム化成処理を行った冷延鋼板を電着塗料組成物中に浸漬し、電圧を30秒間かけて昇圧し、180Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。未硬化の電着塗膜を有する鋼板を、室温で5分間放置し、水洗した後、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。
電着塗装板の硬化電着塗膜に対して、基材に達するようにナイフで傷を入れ、この塗装板を、5%食塩水中に50℃で480時間浸漬した後、直線状の傷部からの錆およびフクレ発生を観察し、評価した。評価基準は以下の通りである。
評価基準
A:錆またはフクレの最大幅がカット部より2.5mm未満(両側)
B:錆またはフクレの最大幅がカット部より2.5mm以上5mm未満(両側)
C:錆またはフクレの最大幅がカット部より5mm以上10mm未満(両側)
D:錆またはフクレの最大幅がカット部より10mm以上15mm未満(両側)
E:錆またはフクレの最大幅がカット部より15mm以上(両側)
ジルコニウム化成処理を行った冷延鋼板を電着塗料組成物中に浸漬し、電圧を30秒間かけて昇圧し、180Vに達してから150秒間保持するという条件で電圧印加して、鋼板上に未硬化の電着塗膜を析出させた。未硬化の電着塗膜を有する鋼板を、室温で5分間放置し、水洗した後、160℃で15分間加熱硬化させて、硬化電着塗膜を有する電着塗装板を得た。
電着塗装板の硬化電着塗膜に対して、基材に達するようにナイフで傷を入れ、この塗装板を、5%食塩水中に50℃で480時間浸漬した後、直線状の傷部からの錆およびフクレ発生を観察し、評価した。評価基準は以下の通りである。
評価基準
A:錆またはフクレの最大幅がカット部より2.5mm未満(両側)
B:錆またはフクレの最大幅がカット部より2.5mm以上5mm未満(両側)
C:錆またはフクレの最大幅がカット部より5mm以上10mm未満(両側)
D:錆またはフクレの最大幅がカット部より10mm以上15mm未満(両側)
E:錆またはフクレの最大幅がカット部より15mm以上(両側)
エッジ防錆性評価
本試験の評価は、上記冷延鋼板ではなく、L型専用替刃(LB10K:オルファ株式会社製)への塗装によって行った。L型専用替刃を、サーフクリーナーEC90(日本ペイント社製)中に40℃で2分間浸漬して、脱脂処理した。次にサーフダインEC3200(日本ペイント社製)に40℃×90秒間浸漬した。脱イオン水洗後、電着塗料組成物中に浸漬し、上記電着塗装と同様の条件で電着塗装し硬化電着塗膜を形成した。次いで、ソルトスプレーテスト(35℃×168h)を行い、L型専用替刃先端部に発生した錆個数を調べて、下記基準により評価した。
評価基準
A:錆個数が10個以下
B:錆個数が11~50個
C:錆個数が51~100個
D:錆個数が101個以上
本試験の評価は、上記冷延鋼板ではなく、L型専用替刃(LB10K:オルファ株式会社製)への塗装によって行った。L型専用替刃を、サーフクリーナーEC90(日本ペイント社製)中に40℃で2分間浸漬して、脱脂処理した。次にサーフダインEC3200(日本ペイント社製)に40℃×90秒間浸漬した。脱イオン水洗後、電着塗料組成物中に浸漬し、上記電着塗装と同様の条件で電着塗装し硬化電着塗膜を形成した。次いで、ソルトスプレーテスト(35℃×168h)を行い、L型専用替刃先端部に発生した錆個数を調べて、下記基準により評価した。
評価基準
A:錆個数が10個以下
B:錆個数が11~50個
C:錆個数が51~100個
D:錆個数が101個以上


実施例の電着塗料組成物はいずれも、つきまわり性が高いことが確認された。これらの電着塗料組成物はまた、50℃塗膜粘度が適切な範囲であり、ガスピンホール発生を抑制でききていることが確認された。
比較例1の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)のいずれも含まず、かつMEQ(A)が27未満である例である。この比較例では、研ぎムラおよび乾きムラの発生が確認されており、電着塗膜の析出が不均一であったことが確認された。比較例1の電着塗料組成物はまた、亜鉛化合物(A-1)およびビスマス化合物(A-2)のいずれも含まないため、耐食性およびエッジ防錆性が劣ることが確認された。
比較例2の電着塗料組成物は、MEQ(A)が27未満である例である。この比較例でも、研ぎムラおよび乾きムラの発生が確認されており、電着塗膜の析出が不均一であったことが確認された。
比較例3、4の電着塗料組成物は、実施例のものと比較してつきまわり性が格段に劣ることが確認された。これらの比較例においてはまた、50℃塗膜粘度が高く、ガスピンホール発生抑制性能が劣っていることが確認された。
比較例1の電着塗料組成物は、亜鉛化合物(A-1)およびビスマス化合物(A-2)のいずれも含まず、かつMEQ(A)が27未満である例である。この比較例では、研ぎムラおよび乾きムラの発生が確認されており、電着塗膜の析出が不均一であったことが確認された。比較例1の電着塗料組成物はまた、亜鉛化合物(A-1)およびビスマス化合物(A-2)のいずれも含まないため、耐食性およびエッジ防錆性が劣ることが確認された。
比較例2の電着塗料組成物は、MEQ(A)が27未満である例である。この比較例でも、研ぎムラおよび乾きムラの発生が確認されており、電着塗膜の析出が不均一であったことが確認された。
比較例3、4の電着塗料組成物は、実施例のものと比較してつきまわり性が格段に劣ることが確認された。これらの比較例においてはまた、50℃塗膜粘度が高く、ガスピンホール発生抑制性能が劣っていることが確認された。
本発明の電着塗料組成物は、優れたつきまわり性を発現し、かつ、良好な塗膜外観を有する硬化電着塗膜を得ることができるという特徴を有する。本発明の電着塗料組成物はさらに、例えばジルコニウム化成処理剤によって形成される膜厚の薄い化成処理膜を有する被塗物に電着塗装する場合であっても、リン酸亜鉛化成処理剤によって処理された被塗物に塗装する場合と同様に、塗膜外観が良好な硬化電着塗膜を得ることができるという特徴を有する。本発明の電着塗料組成物を用いることによって、環境に対する負荷が少ないジルコニウム化成処理剤を用いた被塗物に対しても、良好な塗膜外観および優れた耐食性を有する硬化電着塗膜を形成することができる。ジルコニウム化成処理剤はさらにスラッジ(汚泥)の発生量を低減することができるという利点もある。ジルコニウム化成処理剤を用いる化成処理においてはさらに、表面調整工程を必要としないため、より少ない工程で被塗物の化成処理を行うことができるという利点がある。
10:ボックス
11~14:化成処理鋼板
15:貫通孔
20:電着塗装容器
21:電着塗料
22:対極
11~14:化成処理鋼板
15:貫通孔
20:電着塗装容器
21:電着塗料
22:対極
Claims (7)
- 亜鉛化合物(A-1)およびビスマス化合物(A-2)からなる群から選択される少なくとも1種(A)、
アミン化樹脂(B)、および
硬化剤(C)
を含む電着塗料組成物であって、
前記電着塗料組成物は、電着塗料組成物の樹脂固形分100gに対する酸のミリグラム当量(MEQ(A))が27以上であり、
前記電着塗料組成物のクーロン効率が30mg/C以下であり、
前記電着塗料組成物を用いて形成される、厚さ15μmの未硬化電着塗膜の膜抵抗が400kΩ・cm2以上であり、
前記電着塗料組成物から得られる電着塗膜の50℃における塗膜粘度が3000Pa・s以下である、
電着塗料組成物。 - 前記電着塗料組成物は、アミン化樹脂(B)および硬化剤(C)を含む樹脂エマルションを、メタンスルホン酸、スルファミン酸、乳酸およびジメチロールプロピオン酸からなる群から選択される1種またはそれ以上の酸によって中和して得られたエマルションを含む、請求項1記載の電着塗料組成物。
- 前記アミン化樹脂(B)は、ビスフェノールAアルキレンオキシド付加物(b-1)、エポキシ樹脂(b-2)およびビスフェノール化合物(b-3)を反応させて得られる樹脂と、アミン化合物とを反応させて得られる樹脂である、請求項1または2記載の電着塗料組成物。
- 前記ビスマス化合物(A-2)は、乳酸、ジメチロールプロピオン酸およびアミノ酸からなる群から選択される少なくとも1種と、ビスマスイオンとを含み、
前記ビスマス化合物は、水分散コロイドの形態である、
請求項1~3いずれかに記載の電着塗料組成物。 - 電着塗料組成物が実質的に有機錫化合物および有機鉛化合物の何れも含まない、請求項1~4いずれかに記載の電着塗料組成物。
- ジルコニウム化成処理された被塗物を、電着塗料組成物に浸漬して電着塗膜を形成し、得られた電着塗膜を加熱して硬化電着塗膜を形成する、電着塗装方法であって、
前記電着塗料組成物は、請求項1~5いずれかに記載の電着塗料組成物である、
電着塗装方法。 - ジルコニウム化成処理された被塗物を、電着塗料組成物に浸漬して電着塗膜を形成し、得られた電着塗膜を加熱して硬化電着塗膜を形成する電着塗装において、硬化電着塗膜の外観を向上させる方法であって、
前記電着塗料組成物は、請求項1~5いずれかに記載の電着塗料組成物である、
方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15768905.0A EP3124564B1 (en) | 2014-03-25 | 2015-02-27 | Electrodeposition coating composition and electrodeposition coating method |
| CN201580027759.1A CN106459670A (zh) | 2014-03-25 | 2015-02-27 | 电沉积涂料组合物和电沉积涂布方法 |
| US15/128,155 US11041079B2 (en) | 2014-03-25 | 2015-02-27 | Electrodeposition coating composition and electrodeposition coating method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014061243A JP6406842B2 (ja) | 2014-03-25 | 2014-03-25 | 電着塗料組成物および電着塗装方法 |
| JP2014-061243 | 2014-03-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015146480A1 true WO2015146480A1 (ja) | 2015-10-01 |
Family
ID=54195011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055804 Ceased WO2015146480A1 (ja) | 2014-03-25 | 2015-02-27 | 電着塗料組成物および電着塗装方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11041079B2 (ja) |
| EP (1) | EP3124564B1 (ja) |
| JP (1) | JP6406842B2 (ja) |
| CN (1) | CN106459670A (ja) |
| WO (1) | WO2015146480A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200120503A (ko) * | 2019-04-11 | 2020-10-21 | 에스피티에스 테크놀러지스 리미티드 | 기판을 프로세싱하기 위한 장치 및 방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112016004203T5 (de) | 2015-09-16 | 2018-06-07 | Koa Corporation | Wasserstoffsensor |
| JP5933088B1 (ja) * | 2015-09-17 | 2016-06-08 | 神東アクサルタコーティングシステムズ株式会社 | カチオン電着塗料組成物を被塗物に塗装するための方法 |
| JP6718301B2 (ja) * | 2016-05-11 | 2020-07-08 | 神東アクサルタコーティングシステムズ株式会社 | ジルコニウム化成皮膜処理を施した被塗物にカチオン電着塗料組成物を塗装するための方法 |
| KR101786346B1 (ko) | 2016-05-20 | 2017-10-17 | 현대자동차주식회사 | 클래드강 코팅 방법 및 코팅액 |
| JP6058191B1 (ja) * | 2016-05-27 | 2017-01-11 | 日本ペイント・インダストリアルコ−ティングス株式会社 | 硬化電着塗膜の形成方法 |
| RU2692370C1 (ru) * | 2018-10-29 | 2019-06-24 | Федеральное государственное бюджетное учреждение науки Институт химии твердого тела и механохимии Сибирского отделения Российской академии наук | Способ получения висмут лактата |
| EP4095202A1 (en) * | 2021-05-28 | 2022-11-30 | Axalta Coating Systems GmbH | Electrocoating composition |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006348316A (ja) * | 2005-06-13 | 2006-12-28 | Nippon Paint Co Ltd | 電着塗膜形成方法 |
| JP2010037481A (ja) * | 2008-08-07 | 2010-02-18 | Nippon Paint Co Ltd | カチオン電着塗料組成物およびカチオン電着塗装方法 |
| JP2010095678A (ja) * | 2008-10-20 | 2010-04-30 | Nippon Paint Co Ltd | カチオン電着塗料組成物および複層塗膜形成方法 |
| WO2012153850A1 (ja) * | 2011-05-12 | 2012-11-15 | 日本ペイント株式会社 | 狭いクリアランス部にまで塗装可能なカチオン電着塗料組成物及びそれを用いた電着塗膜形成方法 |
| WO2013035765A1 (ja) * | 2011-09-07 | 2013-03-14 | 日本ペイント株式会社 | 電着塗料組成物 |
| JP2013056961A (ja) * | 2011-09-07 | 2013-03-28 | Nippon Paint Co Ltd | 電着塗料組成物および化成処理を施していない被塗物に電着塗膜を形成する方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT398987B (de) | 1993-09-07 | 1995-02-27 | Vianova Kunstharz Ag | Verfahren zur herstellung von wismutsalze enthaltenden zubereitungen und deren verwendung als katalysatorkomponente in kathodisch abscheidbaren elektrotauchlacken |
| JP2001140097A (ja) * | 1999-11-18 | 2001-05-22 | Nippon Paint Co Ltd | 複層電着塗膜およびこの塗膜を含む多層塗膜の形成方法 |
| JP2001192611A (ja) * | 2000-01-07 | 2001-07-17 | Nippon Paint Co Ltd | カチオン電着塗料組成物 |
| JP4527944B2 (ja) | 2003-03-06 | 2010-08-18 | マツダ株式会社 | 無鉛性カチオン電着塗料組成物 |
| CA2461067C (en) | 2004-03-09 | 2009-08-18 | Kansai Paint Co., Ltd. | Coating film-forming method |
| JP2006249556A (ja) | 2005-03-14 | 2006-09-21 | Nippon Paint Co Ltd | 電着塗膜形成方法 |
| DE102006059123A1 (de) * | 2005-12-27 | 2007-06-28 | Kansai Paint Co., Ltd., Amagasaki | Anstrichmittel für die Elektroabscheidung |
| JP2008037889A (ja) * | 2006-08-01 | 2008-02-21 | Nippon Paint Co Ltd | カチオン電着塗料用電導度制御剤およびそれを用いるカチオン電着塗料の電気電導度調整方法 |
| JP5634145B2 (ja) | 2009-07-31 | 2014-12-03 | 関西ペイント株式会社 | カチオン電着塗料組成物 |
| JP5725757B2 (ja) | 2009-09-15 | 2015-05-27 | 関西ペイント株式会社 | カチオン電着塗料組成物 |
| JP5473983B2 (ja) * | 2011-04-28 | 2014-04-16 | トヨタ自動車株式会社 | カチオン電着塗料組成物及び塗装物品 |
-
2014
- 2014-03-25 JP JP2014061243A patent/JP6406842B2/ja active Active
-
2015
- 2015-02-27 US US15/128,155 patent/US11041079B2/en active Active
- 2015-02-27 EP EP15768905.0A patent/EP3124564B1/en active Active
- 2015-02-27 WO PCT/JP2015/055804 patent/WO2015146480A1/ja not_active Ceased
- 2015-02-27 CN CN201580027759.1A patent/CN106459670A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006348316A (ja) * | 2005-06-13 | 2006-12-28 | Nippon Paint Co Ltd | 電着塗膜形成方法 |
| JP2010037481A (ja) * | 2008-08-07 | 2010-02-18 | Nippon Paint Co Ltd | カチオン電着塗料組成物およびカチオン電着塗装方法 |
| JP2010095678A (ja) * | 2008-10-20 | 2010-04-30 | Nippon Paint Co Ltd | カチオン電着塗料組成物および複層塗膜形成方法 |
| WO2012153850A1 (ja) * | 2011-05-12 | 2012-11-15 | 日本ペイント株式会社 | 狭いクリアランス部にまで塗装可能なカチオン電着塗料組成物及びそれを用いた電着塗膜形成方法 |
| WO2013035765A1 (ja) * | 2011-09-07 | 2013-03-14 | 日本ペイント株式会社 | 電着塗料組成物 |
| JP2013056961A (ja) * | 2011-09-07 | 2013-03-28 | Nippon Paint Co Ltd | 電着塗料組成物および化成処理を施していない被塗物に電着塗膜を形成する方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3124564A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200120503A (ko) * | 2019-04-11 | 2020-10-21 | 에스피티에스 테크놀러지스 리미티드 | 기판을 프로세싱하기 위한 장치 및 방법 |
| JP2020180369A (ja) * | 2019-04-11 | 2020-11-05 | エスピーティーエス テクノロジーズ リミティド | 基板処理装置及び方法 |
| JP7630232B2 (ja) | 2019-04-11 | 2025-02-17 | エスピーティーエス テクノロジーズ リミティド | 基板処理装置及び方法 |
| KR102802743B1 (ko) | 2019-04-11 | 2025-04-30 | 에스피티에스 테크놀러지스 리미티드 | 기판을 프로세싱하기 위한 장치 및 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015183106A (ja) | 2015-10-22 |
| EP3124564A1 (en) | 2017-02-01 |
| JP6406842B2 (ja) | 2018-10-17 |
| US20170158882A1 (en) | 2017-06-08 |
| US11041079B2 (en) | 2021-06-22 |
| CN106459670A (zh) | 2017-02-22 |
| EP3124564A4 (en) | 2017-10-25 |
| EP3124564B1 (en) | 2020-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6406842B2 (ja) | 電着塗料組成物および電着塗装方法 | |
| JP6161243B2 (ja) | 電着塗料組成物 | |
| JP5809491B2 (ja) | 電着塗料組成物および化成処理を施していない被塗物に電着塗膜を形成する方法 | |
| JP2010095678A (ja) | カチオン電着塗料組成物および複層塗膜形成方法 | |
| JP6933645B2 (ja) | カチオン電着塗料組成物 | |
| WO2016143706A1 (ja) | カチオン電着塗料組成物の調製方法 | |
| JP6172976B2 (ja) | 電着塗料組成物 | |
| JP2009179859A (ja) | 複層塗膜形成方法 | |
| JP4088371B2 (ja) | カチオン電着塗料組成物 | |
| JP5750013B2 (ja) | 電着塗料組成物および化成処理を施していない被塗物に電着塗膜を形成する方法 | |
| JP2024149621A (ja) | カチオン電着塗料組成物 | |
| WO2018174134A1 (ja) | カチオン電着塗料組成物 | |
| JP7587394B2 (ja) | カチオン電着塗料組成物 | |
| JP7064291B2 (ja) | カチオン電着塗料組成物 | |
| WO2017051901A1 (ja) | カチオン電着塗料組成物の調製方法 | |
| JP7333198B2 (ja) | カチオン電着塗料組成物の調製方法 | |
| JP2010037481A (ja) | カチオン電着塗料組成物およびカチオン電着塗装方法 | |
| JP5996338B2 (ja) | 電着塗料組成物 | |
| JP7744882B2 (ja) | カチオン電着塗料組成物、カチオン電着塗膜および塗装方法 | |
| JP6085499B2 (ja) | 電着塗装方法 | |
| JP6615552B2 (ja) | カチオン電着塗料組成物 | |
| JP2020020009A (ja) | カチオン性電着塗料の塗装方法 | |
| JP6718301B2 (ja) | ジルコニウム化成皮膜処理を施した被塗物にカチオン電着塗料組成物を塗装するための方法 | |
| JP2016033238A (ja) | 電着塗装方法 | |
| JP2008069228A (ja) | 電着塗料及び電着塗膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15768905 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15128155 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015768905 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015768905 Country of ref document: EP |