WO2015194616A1 - 積層体及びその製造方法 - Google Patents
積層体及びその製造方法 Download PDFInfo
- Publication number
- WO2015194616A1 WO2015194616A1 PCT/JP2015/067553 JP2015067553W WO2015194616A1 WO 2015194616 A1 WO2015194616 A1 WO 2015194616A1 JP 2015067553 W JP2015067553 W JP 2015067553W WO 2015194616 A1 WO2015194616 A1 WO 2015194616A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- water
- polylactic acid
- resin
- fiber structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/225—Mixtures of macromolecular compounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/24—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/26—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/28—Polysaccharides or their derivatives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/041—Mixtures of macromolecular compounds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/042—Polysaccharides
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/048—Macromolecular materials obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L31/00—Materials for other surgical articles, e.g. stents, stent-grafts, shunts, surgical drapes, guide wires, materials for adhesion prevention, occluding devices, surgical gloves, tissue fixation devices
- A61L31/04—Macromolecular materials
- A61L31/06—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/045—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/047—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material made of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/04—Cellulosic plastic fibres, e.g. rayon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7163—Biodegradable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7166—Water-soluble, water-dispersible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2437/00—Clothing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2535/00—Medical equipment, e.g. bandage, prostheses or catheter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2556/00—Patches, e.g. medical patches, repair patches
Definitions
- the present invention relates to a laminate having a fiber structure containing a water-soluble resin optimal for medical use such as a wound covering film and an adhesion preventing film, and a layer containing a polylactic acid resin, and a method for producing the same.
- adhesion problem In open surgery represented by abdominal surgery, orthopedic surgery, neurosurgery, etc., one of post-operative complications is an adhesion problem between organs. This is a process of self-healing by wound healing when normal tissues damaged by dryness and oxidation are closed by surgery. Adhesion phenomenon, that is, organ tissues that should not be joined are joined together. Sometimes. It is said that adhesions occur with high probability in open surgery, which may lead to pain, complications that cause serious medical conditions such as intestinal obstruction (ileus) and infertility.
- intestinal obstruction ileus
- adhesion treatment is an adhesion detachment method in which an incision operation is performed again and the adhesion site is exfoliated. In the incision operation, prevention of adhesion is extremely important.
- Patent Documents 1 and 2 In recent years, in order to solve such problems, anti-adhesion materials using gelatin and collagen, which can be expected to be bioabsorbable, have been reported (for example, Patent Documents 1 and 2).
- gelatin or collagen when gelatin or collagen is used, there is a problem that it is difficult to remove the antigenic telopeptide moiety, and there is a risk of animal-derived infectious diseases such as prion contamination. It is considered to be avoided.
- a crosslinking agent added for obtaining strength or controlling degradability is often not preferable for use in vivo.
- the natural polymer has a high affinity to the skin, but there are problems such as low strength. For this reason, it has been necessary to ensure the strength of natural polymers by wrapping them with a cross-linked product of a cross-linking agent, use of a strength reinforcing material, gauze, or the like. However, when a strength reinforcing material is used, the structure is often complicated and is not practical.
- Patent Document 4 there is a report on an anti-adhesion material using hyaluronic acid (for example, Patent Document 4).
- Patent Document 4 since the adhesion to the organ is poor, the membrane and the organ are likely to be displaced and adhesion is thereby caused.
- the manufacturing cost is high because mass production is difficult.
- There are a method of using a blood product and a method of using a chemical substance to firmly adhere the adhesion preventing film to an organ or the like but there is a problem that high management in terms of hygiene and safety is necessary and difficult to handle.
- a layer (C) containing a polylactic acid resin and a fiber structure (B) are separately manufactured, and a layer (C) containing a polylactic acid resin and a fiber structure (B)
- an adhesive for example, Patent Document 5
- organic solvents special waste liquid equipment, exhaust equipment, etc. are necessary from the viewpoint of environmental impact, and it is necessary to use protective equipment such as gas masks to prevent health damage to workers, etc. In production activities, great consideration is required in terms of work efficiency and the environment.
- an organic solvent that has a low contribution to the performance of the final product is used, and it evaporates in the manufacturing stage and is discarded out of the product, and its contribution to the cost is not low.
- the fiber structure (B) manufactured separately and the layer (C) containing a polylactic acid resin are overlapped to form the fiber structure (B).
- a needle punch that physically fixes the fiber structure (B) and the layer (C) containing the polylactic acid resin by pressing the needles at a plurality of positions from the surface of the layer (C) containing the polylactic acid resin.
- JP 2004-065780 A JP 2001-192337 A JP 2003-153999 A International Publication No. 2005/094915 Pamphlet Japanese Patent Application Laid-Open No. 2005-224981 JP 2003-251749 A JP 2014-30825 A JP 2001-145650 A JP 2014-94214 A
- the object of the present invention is excellent in biocompatibility, easy to handle, and economical, and is optimal for medical use such as a wound coating film and an adhesion prevention film.
- Another object of the present invention is to provide a laminate in which a fiber structure (B) containing a water-soluble resin and a layer (C) containing a polylactic acid resin are laminated.
- Another object of the present invention is to improve work efficiency and productivity when bonding the fiber structure (B) containing the water-soluble resin as described above and the layer (C) containing the polylactic acid resin. Excellent and low environmental impact, in addition, the appearance quality is excellent without destroying the layer (C) containing the polylactic acid resin, especially when the layer (C) containing the polylactic acid resin is thin. It is in providing the manufacturing method of a laminated body which can raise (a wrinkle, bonding spots, etc.).
- the laminate according to the present invention has the following configuration. (1) A laminate having at least one layer (C) containing a polylactic acid resin having a thickness of 10 nm to 500 nm on at least one surface of a fiber structure (B) containing a water-soluble resin (A). (2) A water-soluble resin (E) having a thickness of 0.01 ⁇ m to 15 ⁇ m is provided between the fiber structure (B) containing the water-soluble resin (A) and the layer (C) containing the polylactic acid resin.
- the laminate according to (1) comprising at least one layer (D).
- the time required for water to reach the other surface of the fiber structure (B) after applying water to one surface of the fiber structure (B) containing the water-soluble resin (A) is 10
- the manufacturing method of the laminated body which concerns on this invention has the following structures.
- (9) When laminating the fiber structure (B) containing the water-soluble resin (A) and the layer (C) containing the polylactic acid resin, the layer containing the fiber structure (B) and the polylactic acid resin
- (10) The laminate according to (9), wherein the fiber structure (B) containing the water-soluble resin (A) and the layer (C) containing the polylactic acid resin are laminated in a state of being fixed on a flat plate. Production method.
- (11) The laminate according to (9), wherein the fiber structure (B) containing the water-soluble resin (A) and the layer (C) containing the polylactic acid resin are laminated between two rolls. Manufacturing method.
- the laminate according to the present invention is a laminate in which at least one layer (C) containing a polylactic acid resin is laminated on at least one surface of a fiber structure (B) containing a water-soluble resin (A), and is flexible. Excellent handleability and easy attachment of the fibrous structure (B) containing the thick water-soluble resin (A) from the layer (C) containing the thin polylactic acid resin to the adherend with an aqueous solution.
- At least one layer (D) containing the water-soluble resin (E) is provided between the fiber structure (B) containing the water-soluble resin (A) and the layer (C) containing the polylactic acid resin.
- the adhesion between the layer (C) containing the polylactic acid resin and the fiber structure (B) containing the water-soluble resin (A) can be improved, and the laminate is more stable against external stress. Therefore, the handleability as a laminate can be improved.
- the constituent material of the laminate is a polylactic acid resin or a water-soluble resin, it can be mass-produced at low cost and is excellent in economy.
- the layer (C) containing the polylactic acid resin after the fiber structure (B) containing the water-soluble resin (A) is removed with water or an aqueous solution is transparent, the applied surface is inconspicuous. It can be applied not only to surgery but also to the skin, and can also be used as a bandage.
- various drugs can be supported and sustained-released using the layer (C) containing a polylactic acid resin as a base material, and can also be used as a drug delivery system.
- the manufacturing method of the laminated body which concerns on this invention WHEREIN: When laminating
- the manufacturing method is simple, excellent in work efficiency, and has less environmental load.
- the thickness of the layer (D) containing the water-soluble resin (E) is 0.01 ⁇ m to 15 ⁇ m, the quality of appearance (bonding spots, etc.) can be improved and the yield can be improved as compared with the conventional manufacturing method. Is preferable because it increases the cost competitiveness.
- the thickness of the layer (D) containing the water-soluble resin (E) is less than 0.01 ⁇ m, the quality of appearance (bonding spots, etc.) may be inferior, and when it exceeds 15 ⁇ m, the cost competitiveness is inferior. There is.
- a fiber structure (B) containing the water-soluble resin (A) and a layer (C) containing the polylactic acid resin are separately used. Laminate in a fixed state on a flat plate, or sandwich a fiber structure (B) containing the water-soluble resin (A) and a layer (C) containing the polylactic acid resin between two or more rolls. By laminating, it is possible to obtain a laminate having further excellent appearance quality and cost competitiveness, which is preferable.
- Such a method for producing a laminate according to the present invention is particularly suitable for the production of medical products such as wound dressings and anti-adhesion materials, and external skin materials such as skin care products. It is also suitable for the manufacture of hygiene products such as plasters, poultices, artificial skin, diapers, sanitary products, gauze, first aid bandages, cleaning products, masks and the like.
- film is used to mean a structure having a two-dimensional extension, for example, a sheet, a plate, a discontinuous film, and the like.
- the weight average molecular weight of the polylactic acid resin used in the present invention is preferably 30,000 or more, more preferably 50,000 or more, still more preferably 80,000 to 400,000, and still more preferably 100,000 to 500,000.
- the weight average molecular weight as used in the field of this invention means the molecular weight which measured by the gel solvent permeation chromatography (GPC) with the chloroform solvent, and was calculated by the polymethylmethacrylate (PMMA) conversion method.
- the polylactic acid resin used in the present invention may be mixed with a homopolylactic acid resin having crystallinity and an amorphous homopolylactic acid resin for the purpose of improving the solubility in a solvent at the time of preparing a coating solution. Good.
- the ratio of the amorphous homopolylactic acid resin may be determined within a range that does not impair the effects of the present invention.
- at least one of the polylactic acid resins to be used contains a polylactic acid resin having an optical purity of 95% or more. Is preferred.
- the polylactic acid resin used in the present invention preferably contains poly-L-lactic acid (L-form) and / or poly-D-lactic acid (D-form) as a main component.
- the main component means that the component derived from lactic acid is 70 mol% or more and 100 mol% or less in 100 mol% of all monomer components constituting the polylactic acid resin, and is substantially poly L-lactic acid and / or A homopolylactic acid resin composed only of poly-D-lactic acid is preferably used.
- the poly-D-lactic acid content of the polylactic acid resin used in the present invention is preferably 4 mol% to 50 mol%, more preferably 6 mol% to 13 mol%. If the amount of poly-D-lactic acid is less than 4 mol%, the solubility in an organic solvent may be reduced and it may be difficult to form a coating. If it exceeds 50 mol%, it may be difficult to be metabolized although there are individual differences. is there.
- the polylactic acid resin used in the present invention may be a copolymerized polylactic acid resin obtained by copolymerizing other monomer components having ester forming ability in addition to L-lactic acid and D-lactic acid.
- copolymerizable monomer components include glycolic acid, 3-hydroxybutyric acid, 4-hydroxybutyric acid, 4-hydroxyvaleric acid, 6-hydroxycaproic acid and other hydroxycarboxylic acids, as well as ethylene glycol, propylene glycol, butane.
- copolymerization components it is preferable to select the component which has biodegradability among the above-mentioned copolymerization components according to a use.
- These copolymer components are preferably contained in an amount of 40 mol% or less in 100 mol% of all monomer components constituting the polylactic acid resin.
- the polylactic acid-based resin in the present invention has a carboxyl group terminal concentration in the polylactic acid-based resin of 30 equivalents / 10 3 kg from the viewpoint of suppressing strength reduction due to hydrolysis and imparting good durability (long-term storage properties). Or less, more preferably 20 equivalents / 10 3 kg or less, and even more preferably 10 equivalents / 10 3 kg or less.
- the carboxyl group terminal concentration in the polylactic acid-based resin is 30 equivalents / 10 3 kg or less
- the carboxyl group terminal concentration that also serves as a hydrolysis autocatalyst is sufficiently low, so that practically good durability can be imparted. preferable.
- the lower limit of the carboxyl group terminal concentration in the polylactic acid resin there is no problem even if it is close to 0 equivalent.
- Examples of the method of setting the carboxyl group terminal concentration in the polylactic acid resin to 30 equivalents / 10 3 kg or less include, for example, a method of controlling by the catalyst and thermal history during the synthesis of the polylactic acid resin, and processing when forming into a layer Examples thereof include a method of reducing the heat history by reducing the temperature or shortening the heating time, a method of blocking the carboxyl group terminal using a reactive compound, and the like.
- the method of blocking the carboxyl group terminal using a reactive compound it is preferable that at least a part of the carboxyl group terminal in the polylactic acid resin is blocked, and it is more preferable that the whole amount is blocked.
- reactive compounds include condensation reactive compounds such as aliphatic alcohols and amide compounds, and addition reactive compounds such as carbodiimide compounds, epoxy compounds, and oxazoline compounds, but extra by-products are generated during the reaction.
- An addition reaction type compound is preferable in terms of difficulty, and a carbodiimide compound is particularly preferable from the viewpoint of reaction efficiency.
- the impact resistance improver is added in an amount of 2% by mass or more and 20% by mass in 100% by mass of the entire layer (C) containing the polylactic acid-based resin for the purpose of improving mechanical strength.
- You may contain below mass%. Preferably they are 2.5 mass% or more and 15 mass% or less.
- the impact resistance improving agent increases, the impact resistance improving effect is improved. However, if the content exceeds 20% by mass, the mechanical strength may not be significantly improved.
- fats other than polylactic acid resins are preferable in that they have suitable dispersibility in polylactic acid resins and a higher effect can be obtained in a small amount.
- Aromatic polyesters and aliphatic aromatic polyesters are preferred.
- Aliphatic polyesters and aliphatic aromatic polyesters other than polylactic acid resins are not particularly limited. Specifically, polyglycolic acid, poly-3-hydroxybutyric acid, poly-4-hydroxybutyric acid, poly-4- Examples include hydroxyvaleric acid, poly-3-hydroxyhexanoic acid or polycaprolactone, polyethylene adipate, polyethylene succinate, polybutylene succinate, polybutylene succinate adipate, and the like.
- polybutylene succinate resin which is an aliphatic polyester other than the polylactic acid resin. More preferred are polybutylene succinate and polybutylene succinate adipate which have a large effect of improving mechanical strength and are compatible with the polylactic acid resin.
- the weight average molecular weight of the polybutylene succinate resin used in the present invention is preferably 100,000 to 300,000.
- the polybutylene succinate resin is obtained by polycondensation of 1,4 butanediol and succinic acid.
- the polylactic acid resin in the present invention can be obtained, for example, by the following method.
- a lactic acid component of L-lactic acid or D-lactic acid and a hydroxycarboxylic acid other than the lactic acid component described above can be used in combination.
- a cyclic ester intermediate of hydroxycarboxylic acid for example, lactide, glycolide, etc. can be used as a raw material.
- dicarboxylic acids and glycols can also be used.
- the polylactic acid resin can be obtained by a method of directly dehydrating and condensing the raw materials or a method of ring-opening polymerization of the cyclic ester intermediate.
- lactic acid or lactic acid and hydroxycarboxylic acid are preferably subjected to azeotropic dehydration condensation in the presence of an organic solvent, particularly a phenyl ether solvent, preferably from a solvent distilled by azeotropic distillation.
- a polymer having a high molecular weight can be obtained by polymerizing by a method in which a solvent which is substantially anhydrous except for water is returned to the reaction system.
- a high molecular weight polymer can be obtained by subjecting a cyclic ester intermediate such as lactide to ring-opening polymerization under reduced pressure using a catalyst such as tin octylate.
- a method for adjusting conditions for removing moisture and low molecular weight compounds during heating and reflux in an organic solvent, a method for suppressing the depolymerization reaction by deactivating the catalyst after completion of the polymerization reaction, and a method for heat treating the produced polymer Can be used to obtain a polymer with a small amount of lactide.
- the thickness of the layer (C) containing the polylactic acid resin in the present invention is 10 nm to 500 nm from the viewpoint of conformability to the adherend, but more preferably 10 nm to 200 nm. If the thickness is less than 10 nm, it may be difficult to maintain the shape. If the thickness is more than 500 nm, wrinkles may occur when pasted on the adherend.
- various additives may be contained in an amount of 30% by mass or less with respect to 100% by mass of the entire layer (C) containing the polylactic acid resin.
- antioxidants antioxidants, weathering agents, heat stabilizers, lubricants, crystal nucleating agents, ultraviolet absorbers, colorants, and the like can be used.
- the lower limit of the content of the additive is not particularly limited, and there is no problem even if it is 0% by mass with respect to 100% by mass of the entire layer (C) containing the polylactic acid resin.
- inorganic or organic particle grains may be contained with respect to 100 mass% of the whole layer (C) containing a polylactic acid-type resin.
- a polylactic acid-type resin for example, calcium carbonate, titanium oxide, silicon oxide, calcium fluoride, lithium fluoride, alumina, barium sulfate, zirconia, calcium phosphate, crosslinked polystyrene particles, metal nanoparticles, and the like.
- the lower limit of the content of the inorganic or organic particles is not particularly limited, and there is no problem even if it is 0% by mass with respect to 100% by mass of the entire layer (C) containing the polylactic acid resin.
- a bioabsorbable material layer made of gelatin, collagen, hyaluronic acid, chitosan, synthetic polypeptide or the like is further formed on at least one surface of the layer (C) containing a polylactic acid resin within a range not impairing the effects of the present invention. May be.
- Water-soluble resin (A), water-soluble resin (E)> are polymer substances that can be dissolved in an aqueous solution such as water, warm water, physiological saline, or glucose solution.
- polyvinyl alcohol or a copolymer thereof dextran, agarose, pullulan, chitosan, mannan, carrageenan, alginic acid, starches (oxidized starch, etherified starch, dextrin, etc.), amylose, amylopectin, pectin, lentinan, hyaluron Polysaccharides such as acid, hylan, cellulose derivatives (methylcellulose, ethylcellulose, carboxymethylcellulose, carboxyethylcellulose, hydroxyethylcellulose, hydroxypropylcellulose, etc.), gelatin, collagen, elastin, albumin, hemoglobin, transferrin, globulin, fibrin, fibrinogen, keratin sulfate Copolymers containing polar groups such as polypeptides such as polyvinylpyrrolidone and sulfoisophthalic acid If polyesters, poly hydroxyethyl methacrylate or vinyl
- polymers obtained by modifying these various polymers with a functional group such as a carboxyl group, an amino group, or a methylol group can also be preferably used.
- a functional group such as a carboxyl group, an amino group, or a methylol group
- polyvinyl alcohol and pullulan are preferable from the viewpoints of production cost, availability, and hygiene.
- Polyvinyl alcohol is a saponified product of polyvinyl acetate, and the degree of saponification is preferably 80 mol% to 99.9 mol%, more preferably 85 mol% to 98 mol%.
- the saponification degree of polyvinyl alcohol exceeds 99.9 mol%, the water solubility of the layer (D) containing the obtained water-soluble resin (E) may be reduced, but the fiber structure (B) It is also possible to use it for the water-soluble resin (A) and the water-soluble resin (E) according to the purpose such as adjusting the dissolution time.
- the polyvinyl alcohol in the present invention includes a polyvinyl alcohol copolymer.
- the vinyl alcohol unit is preferably from 80 mol% to 98 mol%, more preferably from 85 mol% to 98 mol%.
- the degree of saponification refers to the total number of moles of structural units (typically vinyl ester units) and vinyl alcohol units that can be converted into vinyl alcohol units by saponification of polyvinyl alcohol or a copolymer thereof.
- the degree of saponification can be measured according to JIS K6726: 1994.
- pullulan is usually advantageous in terms of availability and price
- pullulan produced by culturing yeast such as Aureobasidium in a medium containing a starch degradation product is advantageously used. It is done.
- pullulan sold by Hayashibara Shoji Co., Ltd. (trade names “Pullulan PI-20”, “Pullulan PF-20”, etc.) can be suitably used.
- maltotriose derivatized by modification such as esterification with an arbitrary degree of substitution may be used as a repeating unit.
- the weight average molecular weight of pullulan used in the present invention is usually 5,000 daltons or more, preferably 10,000 daltons or more and 1,000,000 daltons or less, more preferably 50,000 daltons or more and 500,000 daltons or less. A range is preferred.
- the layer (D) containing water-soluble resin (E) can be adjusted to a desired disintegration rate by selecting the weight average molecular weight and molecular weight distribution of pullulan. Although it depends on other components to be blended, if the weight average molecular weight is less than 5,000 daltons, it may be difficult to form a sheet-like film, and if it exceeds 1,000,000 daltons, the dissolution rate in an aqueous solvent may increase. May be too small.
- the average degree of polymerization of the water-soluble polymer constituting the water-soluble resin (A) or the water-soluble resin (E) is preferably 100 to 5,000, more preferably 200 to 2,500, and further preferably 400 to 1,800. .
- the average degree of polymerization is the number average degree of polymerization.
- the average degree of polymerization is within this range, it is preferable because a uniform coating film can be easily formed, the mechanical strength of the coating film is high, and the re-solubility in an aqueous solution is excellent.
- the average polymerization degree of polyvinyl alcohol as used in this specification means the average polymerization degree measured according to description of JISK6726: 1994.
- two or more water-soluble polymers having different average degrees of polymerization may be mixed and used.
- a coating film having good adhesion to a base film and adhesion to a polylactic acid resin is preferable.
- the water-soluble polymer having a low degree of polymerization preferably has an average degree of polymerization of 300 to 700.
- the water-soluble polymer having a high degree of polymerization preferably has an average degree of polymerization of 1,300 to 1,700.
- various additives are contained in an amount of 30% by mass or less based on 100% by mass of the entire water-soluble resin (A) or 100% by mass of the entire water-soluble resin (E). May be.
- the lower limit is not particularly limited, and even if it is 0% by mass, there is no problem.
- antioxidants, weathering agents, heat stabilizers, lubricants, crystal nucleating agents, ultraviolet absorbers, colorants, and the like can be used.
- 20 mass% or less of inorganic or organic particles may be included as long as the effects of the present invention are not impaired.
- the lower limit is not particularly limited, and even if it is 0% by mass, there is no problem.
- calcium carbonate, titanium oxide, silicon oxide, calcium fluoride, lithium fluoride, alumina, barium sulfate, zirconia, calcium phosphate, crosslinked polystyrene-based particles, metal nanoparticles, and the like can be used.
- a layer (D) containing a water-soluble resin (E) may be provided between a fiber structure (B) containing a water-soluble resin (A) and a layer (C) containing a polylactic acid resin.
- the layer (D) containing the water-soluble resin (E) the adhesion between the fiber structure (B) containing the water-soluble resin (A) and the layer (C) containing the polylactic acid resin is improved, This is because the laminate is more stable against external stress, and the handleability as a laminate is improved.
- the thickness of the layer (D) containing the water-soluble resin (E) in the present invention is such that the adhesive strength to the fiber structure (B) containing the water-soluble resin (A), the handleability as a laminate, From the viewpoint of shape followability, the thickness is preferably 0.01 ⁇ m to 15 ⁇ m, more preferably 1 ⁇ m to 15 ⁇ m.
- the adhesion with the fiber structure (B) may be weak, which may make it difficult to handle as a laminate, and if it exceeds 15 ⁇ m, wrinkles may occur when pasted on the adherend, It takes time to re-dissolve in water, and it becomes difficult to separate from the biodegradable resin, and the adhesion to the adherend may be reduced.
- the fiber structure (B) in the present invention may be composed of fibers such as a strip, a string, and a thread as well as a fabric state.
- the fabric is preferably a woven fabric, a knitted fabric or a non-woven fabric, and may be a composite material. Nonwoven fabric is desirable from the viewpoint of productivity.
- the manufacturing method is not particularly limited, but a fleece is formed using a dry method, a wet method, a melt blow method, a spun bond method, etc., a chemical bond method, a thermal bond method, a needle punch method, a water entanglement method Etc. can be used for interfiber bonding.
- the average fiber diameter of the fibers used in the fiber structure (B) in the present invention is preferably 0.001 ⁇ m to 100 ⁇ m from the viewpoints of solubility in water and fiber strength. By setting the average fiber diameter to 100 ⁇ m or less, it is preferable because sufficient flexibility and shape memory can be provided. On the other hand, by setting the average fiber diameter to 0.001 ⁇ m or more, stable spinning can be performed in spinning. If it is 0.1 ⁇ m or more, the stability during spinning is increased, which is preferable.
- the form of the fiber used for the fiber structure (B) in the present invention is not particularly limited, and may be composed of one kind of polymer or may be composed of two or more kinds of polymers.
- the basis weight of the fiber structure (B) in the present invention is preferably 1 g / m 2 to 1,000 g / m 2 .
- the basis weight is preferably 400 g / m 2 or less, more preferably 150 g / m 2 or less, the handleability when the fiber structure (B) is made into a roll shape becomes easy, and the fiber Efficient bonding process that can moderately maintain the cushioning property of the structure (B) and maintain the pressing pressure on the surface of the fiber structure (B) at the time of bonding with the layer (C) containing the polylactic acid resin. Can be performed.
- the thickness of the fiber structure (B) in the present invention is preferably 0.1 ⁇ m to 5,000 ⁇ m.
- the fiber structure (B) is excellent in form stability and dimensional stability, and is bonded to the layer (C) containing a polylactic acid resin. It is preferable because it is possible to suppress processing unevenness and tearing due to elongation at the time.
- the cushioning property of the fiber structure (B) is moderately suppressed, and the bonding with the layer (C) containing the polylactic acid resin is performed. It is preferable because the pressing pressure can be appropriately maintained on the surface of the fiber structure (B) at the time of bonding, and efficient bonding can be performed.
- the fiber structure (B) in the present invention contains a water-soluble resin. This is because the fiber structure (B) can be easily dissolved in an aqueous solution such as water after being attached to the adherend by including a water-soluble resin as described later.
- the water-soluble resin (A) is as described above.
- the fiber structure (B) in the present invention requires from the time when water (about 0.04 ml) is dropped on one surface until the water reaches the other surface of the fiber structure (B).
- the time is preferably 10 seconds to 5 minutes.
- water reaches the other surface it means that the fibers on the other surface of the fiber structure (B) are dissolved and the shape of the fibers cannot be maintained and dissolved. 10 seconds or more is preferable because it can be easily handled in the presence of moisture, blood, or the like.
- a certain time is required until it is attached to the tissue, and therefore, it is more preferably 30 seconds or more, and particularly preferably 1 minute or more.
- the tissue On the other hand, if it is 5 minutes or less, it can be removed quickly after being attached to the tissue, which is preferable.
- it can be achieved by methods such as increasing the weight per unit area or increasing the density of the water-insoluble polymer compound such as the outermost layer, in which case the texture becomes harder. Since it exists in the tendency, Preferably it is 3 minutes or less, Especially preferably, it is 2 minutes or less.
- the fiber structure (B) in the present invention includes a layer containing the fiber structure (B) and a polylactic acid resin for the purpose of improving the shape stability and dimensional stability of the fiber structure (B). It is good also as a structure which has a reinforcement layer in the other surface of the bonding surface with (C).
- a woven fabric, a knitted fabric, a nonwoven fabric (including paper), a plastic film, a metal thin film, or the like can be used as the reinforcing layer.
- the fiber structure (B) in the present invention may be subjected to a treatment such as pressing. You may process a press process between any processes after bonding with the layer (C) containing a polylactic acid-type resin after the process of obtaining a nonwoven fabric. In order to enhance the setability during pressing, it is preferable to perform hot pressing.
- the base material in the section of the laminate manufacturing method described later will be described.
- the base material used in the present invention includes a base material used to form a layer (D) containing a water-soluble resin (E) and a layer (C) containing a polylactic acid resin, or a polylactic acid resin.
- the layer (C) is used as a base material used for forming a single film.
- the base material used in the present invention is preferably a film made of a polymer substance.
- the material of the base film include polyolefins such as polyethylene and polypropylene, polyesters such as polyethylene terephthalate, polybutylene terephthalate and polyethylene-2,6-naphthalate, polyamides such as nylon 6 and nylon 12, polyvinyl chloride, and ethylene acetate.
- Vinyl copolymer or saponified product thereof polystyrene, polycarbonate, polysulfone, polyphenylene oxide, polyphenylene sulfide, aromatic polyamide, polyimide, polyamideimide, cellulose, cellulose acetate, polyvinylidene chloride, polyacrylonitrile, polyvinyl alcohol, and their co-polymers Examples include coalescence.
- the material of the base film is polyethylene. Polyesters such as terephthalate or polyolefins such as polyethylene and polypropylene are preferred. Polyesters such as polyethylene terephthalate are particularly preferred because of high surface wetting tension.
- the substrate film Before forming the layer (D) containing the water-soluble resin (E) or the layer (C) containing the polylactic acid resin as a coating layer, the substrate film is subjected to corona discharge treatment, flame treatment, plasma treatment, or ultraviolet irradiation. It is more preferable to perform surface treatment such as treatment.
- the base film may be any of an unstretched film, a uniaxially stretched film, and a biaxially stretched film, but a biaxially stretched film is preferable from the viewpoint of dimensional stability and mechanical properties.
- the base film may contain various additives.
- antioxidants for example, antioxidants, weathering agents, heat stabilizers, lubricants, crystal nucleating agents, ultraviolet absorbers, colorants and the like.
- inorganic or organic particles may be included as long as the surface smoothness is not significantly impaired. Examples thereof include talc, kaolinite, calcium carbonate, titanium oxide, silicon oxide, calcium fluoride, lithium fluoride, alumina, barium sulfate, zirconia, mica, calcium phosphate, and crosslinked polystyrene particles.
- the average particle diameter of the particles is preferably 0.001 ⁇ m to 10 ⁇ m, more preferably 0.003 ⁇ m to 5 ⁇ m.
- the average particle size is a particle size obtained by number average obtained by taking a photograph of 10,000 ⁇ m to 100,000 times using a transmission electron microscope or the like.
- these substrate films are preferably transparent.
- the total light transmittance of the base film is preferably 40% or more, more preferably 60% or more, and there is no problem even if the upper limit is unlimited and close to 100%.
- the haze of the base film is preferably 20% or less, and more preferably 15% or less. If the haze exceeds 20%, it may be difficult to check and check with an optical inspection machine for impurities contained in the layer (D) containing the water-soluble resin (E) and the layer (C) containing the polylactic acid resin. is there. There is no particular limitation on the lower limit of haze, and there is no problem even if it is close to 0%.
- the thickness of the base film is not particularly limited, but is preferably 2 ⁇ m to 1,000 ⁇ m, and more preferably 10 ⁇ m to 500 ⁇ m from the viewpoint of economy.
- Method for producing laminate is not particularly limited, for example, the following method can be used.
- a layered film of a layer (D) containing a water-soluble resin (E) and a layer (C) containing a polylactic acid resin is formed on a base film as a substrate, or a layer containing a polylactic acid resin A single film of (C) is formed.
- Layer (C) containing polylactic acid-based resin if there is a layer (D) containing water-soluble resin (E), layer (C) containing polylactic acid resin and water-soluble resin (E) (Laminated film with layer (D)) is peeled from the base film.
- Method for producing layer (C) single film containing polylactic acid resin Although it does not specifically limit as a method of obtaining the layer (C) single film containing a polylactic acid-type resin, for example, the following method can be considered. (1) After the laminate film of the layer (D) containing the water-soluble resin (E) and the layer (C) containing the polylactic acid resin is mechanically peeled from the base film, the water-soluble resin (E) is contained. A method of obtaining a single film of a layer (C) containing a polylactic acid resin by dissolving and removing the layer (D) in an aqueous solution.
- the laminated film of the layer (D) containing the water-soluble resin (E) and the layer (C) containing the polylactic acid resin is immersed in an aqueous solution, and the layer (D) containing the water-soluble resin (E) is dissolved. And removing it to obtain a single film of the layer (C) containing a polylactic acid resin.
- various aqueous solutions such as physiological saline and glucose solution can be used as the aqueous solution, and water is particularly preferably used.
- a layer (C) containing a polylactic acid-based resin is laminated on a smooth base film, and the layer (C) containing the polylactic acid-based resin is mechanically peeled from the base film to thereby remove the polylactic acid-based resin.
- a method for obtaining a single film of a layer (C) containing is thin and processing becomes difficult or defects such as pinholes are likely to occur, a layer containing a water-soluble resin (E) if possible. Preparation with a laminated film of (D) and a layer (C) containing a polylactic acid resin is preferred.
- the lamination method is not particularly limited, and examples include gravure coating, direct lip coating, slot coating, comma coating, ink jet, silk screen printing, and the like.
- a base material A glass plate, a metal plate, a plastic film etc. are mentioned, From a viewpoint of economical efficiency, it is desirable to use a plastic film as a base film, and especially the plastic film which has surface smoothness is desirable.
- the heat setting is to crystallize the film by heat-treating the stretched film at a temperature higher than the stretching temperature and lower than the melting point of the film. Accordingly, coating on an unstretched film, a film immediately after uniaxial stretching in the longitudinal direction or the transverse direction, or a film immediately after biaxial stretching is preferred. More preferably, it is a coating on a film immediately after uniaxial stretching, and it is further preferable that the film is further stretched uniaxially and heat-set.
- a hot roll contact method, a heating medium (air, oil, etc.) contact method, an infrared heating method, a microwave heating method, or the like can be used.
- the method of forming a coating film on a base film by off-line coating is capable of thin-film coating at high speed.
- Gravure coating and reverse coating can be performed by dispersing the components of the coating film in various solvents. Spray coating, kiss coating, comma coating, die coating, knife coating, air knife coating or metering bar coating is preferred.
- the base film is subjected to adhesion promotion treatment before coating, for example, air, nitrogen gas, nitrogen / carbon dioxide mixed gas, corona discharge treatment under other atmosphere, plasma treatment under reduced pressure, flame treatment, ultraviolet treatment Etc. are more preferable.
- anchor treatment agents such as a urethane resin, an epoxy resin, and a polyethyleneimine.
- the coating of the layer (D) containing the water-soluble resin (E) may be dried within the range of 60 ° C. to 180 ° C. for offline coating and 80 ° C. to 250 ° C. for in-line coating. preferable.
- the drying time is preferably 1 second to 60 seconds, more preferably 3 seconds to 30 seconds.
- the polylactic acid resin coating film is preferably dried within the range of 60 ° C. to 110 ° C. for off-line coating and 80 ° C. to 180 ° C. for in-line coating.
- the drying time is preferably 1 second to 60 seconds, more preferably 3 seconds to 30 seconds.
- layer (D) containing water-soluble resin (E) and base material Isolation of layer (D) containing water-soluble resin (E) and base material
- the interface between the base material and the layer (D) containing the water-soluble resin (E) is mechanically peeled to form a water-soluble resin.
- a laminated film of a layer (D) containing (E) or a layer (D) containing a water-soluble resin (E) and a layer (C) containing a polylactic acid resin is obtained.
- the support is not particularly limited, and examples thereof include a glass plate, a metal plate, and a plastic film. From the viewpoint of economy, it is preferable to use a plastic film as the support, and particularly, a plastic film having surface releasability is preferable. .
- aqueous solution is not particularly limited, pure water, alcohol aqueous solution, mineral dispersion, drug dispersion aqueous solution and the like can be mentioned, but pure water is desirable from the economical aspect.
- the method for bonding the single film or laminated film and the fiber structure (B) is not particularly limited, but the layer containing the water-soluble resin (E) ( Water or an aqueous solution is sprayed and dissolved on the surface of the layer (D) containing the water-soluble resin (E) in the laminated film of D) and the layer containing the polylactic acid resin (C), or the fiber structure (B), A method in which the dissolved surface and the surface side of each water-soluble resin-containing layer are brought into contact with each other, or a layer containing a polylactic acid resin (C) alone and then a layer containing a polylactic acid resin (C) alone After spraying water or an aqueous solution on the surface, there is a method of bringing the fiber structure (B) into contact with the surface and dissolving the surface of the fiber structure (B) in contact with the layer (C) containing the polylactic acid resin. .
- Method of spraying water or aqueous solution is not particularly limited, and it is sufficient that the liquid can be uniformly dispersed in a fine shape over a wide range using a sprayer such as a spray or a shower.
- a sprayer such as a spray or a shower.
- an accumulator spray, a nozzle spray method (two-fluid nozzle, three A fluid nozzle, a four-fluid nozzle), an inkjet method, or the like can be used.
- Bonding method A a fiber structure (B) and a layer containing a polylactic acid resin (C) a single film or a layer containing a water-soluble resin (E) (D) and a layer containing a polylactic acid resin (C)
- Method of bonding with laminated film fixed on separate flat plate Bonding method B Fiber structure (B) and layer containing polylactic acid resin (C) Single film or water-soluble resin (E) included A method in which a laminated film of a layer (D) and a layer (C) containing a polylactic acid resin is laminated and sandwiched between two rolls.
- the coating agent containing the water-soluble resin (A) or the water-soluble resin (E) is a laminated film of a layer (D) containing a water-soluble resin (E) and a layer containing a layer (C) containing a polylactic acid resin, When bonding the fiber structure (B) containing water-soluble resin (A), it can be used.
- the coating agent containing the water-soluble resin (A) or the water-soluble resin (E) a solution in which the constituent components are uniformly dissolved is preferable.
- the solvent water or a mixed solution of water and a lower alcohol is preferably used. It is more preferable to use a mixed solution of water and a lower alcohol.
- the solid content concentration of the coating material containing the water-soluble resin (A) or the water-soluble resin (E) is preferably 1.0% by mass or more from the viewpoint of productivity such as viscosity, drying efficiency, and coating property of the coating material. 15 mass% or less is preferable.
- a high-concentration coating agent exceeding 15% by mass is used, the solution viscosity becomes too high, and it may be difficult to control the thickness of the layer (D) containing the water-soluble resin (E).
- a low-concentration coating agent of less than 1.0% by mass a method of adding a low-boiling solvent with high volatility having affinity for water to the solvent of the coating material, and drying the coating film at a temperature above the boiling point of water The method performed in the above is used.
- the stability of the coating material containing the water-soluble resin (A) or the water-soluble resin (E) is within a range that can be maintained, other components may be used as the third component in the mixed solvent.
- a water-soluble organic compound may be contained.
- water-soluble organic compounds examples include alcohols such as methanol, ethanol, n-propanol and isopropanol, glycols such as ethylene glycol and propylene glycol, glycol derivatives such as methyl cellosolve, ethyl cellosolve and n-butyl cellosolve, glycerin and wax And polyhydric alcohols such as diesters, ethers such as dioxane, esters such as ethyl acetate, and ketones such as methyl ethyl ketone.
- the pH of the dispersion is preferably 2 to 11 from the viewpoint of solution stability.
- the solvent is not particularly limited, but at least a single solvent selected from the group consisting of butyl alcohol, chloroform, cyclohexane, acetonitrile, dichloromethane, dichloroethane, ethyl acetate, ethyl ether, dipropyl ether, and toluene, or a mixture of two or more. It is preferable to use a solution. From the viewpoint of productivity and handleability, ethyl acetate is particularly preferable.
- the solid content concentration of the coating material containing the polylactic acid-based resin is not particularly limited, but is preferably 1.0% by mass or more, and preferably 10% by mass or less from the viewpoint of productivity such as viscosity, drying efficiency, and coating property of the coating material. preferable.
- the solution may contain other organic compounds as the third component as long as the stability of the coating material containing the polylactic acid resin is maintained.
- the preparation method of the coating agent containing water-soluble resin (A) or water-soluble resin (E) and the coating agent containing polylactic acid-type resin is not specifically limited, In the range which does not impair the effect of this invention, a crosslinking agent, particle
- the resin and the additive are uniformly dispersed in the coating. If necessary, raise the temperature of the solvent with a heater, etc. to increase the solubility of the resin, and apply equipment such as homomixers, jet agitators, ball mills, bead mills, kneaders, sand mills, and three rolls that are subject to shear force and shear stress. It is also possible to use a method of performing mechanical forced dispersion processing.
- the laminate of the present invention can be used particularly favorably in an operation using an endoscope because the trocar passes through the trocar and the deployability of the laminate after passing through the trocar is good.
- development is good means that the laminate once pushed into the trocar or the like passes through the trocar or the like and is then easily spread out with forceps or the like).
- the laminate of the present invention has a configuration as shown in FIG. That is, the laminate 3 is characterized by having at least one layer (C) 2 containing a polylactic acid resin having a predetermined thickness on at least one surface of the fiber structure (B) 1 containing the water-soluble resin (A). is there.
- the method of use shown in FIG. 2 is given as an example. That is, the laminate 3 of the present invention is pushed into the container 5 from one opening of the cylindrical container 5 using the pushing jig 4, the laminate 3 is sent out from the other opening, and the laminate 3 is covered. After affixing to the surface of the adherend 6, a liquid is applied to the laminate 3 to dissolve the fiber structure (B) 1 (shown in FIG. 1), thereby removing the fiber structure (B).
- the laminate in the present invention can be suitably used for medical applications such as a wound coating film and an adhesion prevention film that can be used in a living body or in an environment where moisture adheres.
- the basis weight of the fiber structure (B) was measured by the method described in JIS L 1096 8.3.2 (1999).
- each layer a cross-section perpendicular to the thickness direction was created with a microtome, and each observation layer had a viewing angle using a scanning electron microscope (SEM, VE-7800, manufactured by Keyence Corporation).
- SEM scanning electron microscope
- the magnification was appropriately adjusted in the range of 2,500 times to 100,000 times so as to be within 10% to 90%, and observed.
- the thickness of each layer was an average value obtained by measuring 10 different cross sections of the same sample.
- the magnification is 500,000 times to 1,000,000 times using a high resolution transmission electron microscope (JEM-2100, manufactured by JEOL Ltd.). And observed in the same manner.
- the thickness of the fiber structure (B) was obtained by subtracting the thickness of the layer (D) containing the water-soluble resin (E) and the layer (C) containing the polylactic acid resin from the total thickness of the laminate.
- the thickness of the fiber structure (B) in the case of having the reinforcing layer is determined based on the total thickness of the laminate, the layer (D) containing the water-soluble resin (E), the layer (C) containing the polylactic acid resin, and the reinforcing layer. The thickness of was subtracted. That is, the thickness of the fiber structure (B) having the reinforcing layer refers to the thickness of only the fiber structure (B) not including the thickness of the reinforcing layer.
- test piece is sandwiched between two wet Si rubbers with a force of 5 N for 1 second, and held in the air so that the long side of the Si rubber is perpendicular to the ground, and one of the Si rubbers is fixed. Then, when the other Si rubber was peeled off at a speed of 1.5 m / min horizontally with the ground, it was confirmed whether or not the test piece fell without adhering to the Si rubber. If it falls away from the Si rubber, it adheres to the A, Si rubber and does not fall. If the test piece does not break down, it adheres to the B, Si rubber and does not fall. If the test piece breaks down. C.
- Trocar Covien Corporation Bar Support TM V2, 5mm short (hole: ⁇ 5mm, tube length 9cm)
- Feeding bar ⁇ 2 mm acrylic bar with hemispherical ( ⁇ 2 mm) Si rubber (Kyowa Kogyo, hardness 20 degrees, 3 cm ⁇ 1 cm) bonded to the tip
- Trocar VERSEAL * PLUS 12 mm (Hole: 12 mm; (Cylinder length 13cm)
- Feeding rod ⁇ 3mm acrylic bar with hemispherical ( ⁇ 3mm) Si rubber (Kyowa Kogyo, hardness 20 degrees, 3cm ⁇ 1cm) attached to the tip
- Evaluation A Satisfying condition 1 (the test after condition 2 was not performed).
- Evaluation B Condition 1 was not satisfied, but condition 2 was satisfied (the test after condition 3 was not performed).
- Evaluation C Conditions 1 and 2 were not satisfied, but Condition 3 was satisfied (the test after Condition 4 was not performed).
- Evaluation D Conditions 1 to 3 were not satisfied, but conditions 4 were satisfied (condition 5 was not tested).
- Evaluation E Condition 1 to 4 were not satisfied but condition 5 was satisfied.
- Adhesion-1 (Examples 1 to 12, Comparative Examples 1 to 8) Polylactic acid of a test piece (size 3 cm x 3 cm) in the center of a PET film (Toray Co., Ltd., "Lumirror” (registered trademark) # 100T60, size 5 cm x 5 cm) sprayed with 100 mg pure water and moistened
- the layer (C) side containing a resin was attached and pressed with Si rubber (Kyowa Kogyo Co., Ltd., hardness 20 °, 3 cm ⁇ 1 cm) that was dried for 10 seconds, and adhered.
- test piece together with the PET film was transferred to a container having a bottom surface of 12 cm ⁇ 5 cm, and 12 g of pure water was gently added from the upper part of the test piece to dissolve and remove the fiber structure (B).
- test piece together with the PET film is taken out of the solution, and is placed in a constant temperature and humidity chamber (LHU-113 manufactured by Espec Corp.) at a temperature of 25 ° C. and a relative humidity of 90% for 1 hour or longer. The excess water was removed from the test piece.
- LHU-113 constant temperature and humidity chamber
- test piece together with the PET film is taken out from the thermo-hygrostat, and it is confirmed whether the PET film and the test piece are displaced with bare hands. And C was the one that could not be confirmed whether it was growing or not.
- Evaluation A Flatness is good, and no slack, wrinkle, or dissolved portion is observed.
- Evaluation B The flatness is poor, and slight slack, wrinkles, and dissolved portions are observed.
- Evaluation C The flatness is poor, and slack, wrinkles, dissolved portions and holes are seen in the majority.
- Adhesion-2 (Examples 13 to 16, Comparative Examples 9 to 13) Using both hands, a single layer of a layer (C) containing a polylactic acid resin or a layered film (D) containing a water-soluble resin (E) and a layer (C) containing a polylactic acid resin and a fiber structure (B ) And the sensitivity was evaluated.
- the evaluation index is as follows. Evaluation A: Separation of the single membrane or laminated membrane from the fiber structure (B) is difficult, and at least one of the single membrane or laminated membrane and the fiber structure (B) causes material destruction entirely. .
- Evaluation B It is somewhat difficult to separate the single membrane or laminated membrane from the fiber structure (B), and at least one of the single membrane or laminated membrane and the fiber structure (B) is partially light material. Causes destruction.
- Evaluation C The single membrane or laminated membrane and the fiber structure (B) can be easily separated, and at least one of the single membrane, the laminated membrane, and the fiber structure (B) is partially subjected to slight material destruction. Does not occur or material destruction.
- Evaluation A The amount of organic solvent used in the bonding operation is less than 5 g / m 2
- Evaluation B The amount of organic solvent used in the bonding operation is 5 g / m 2 or more and less than 100 g / m 2
- Evaluation C of the bonding operation The amount of organic solvent used is 100 g / m 2 or more.
- Bonding workability (heating temperature) (Examples 13 to 16, Comparative Examples 9 to 13)
- the evaluation index is as follows. A: A heating body of 50 ° C. or higher is not used in the bonding operation. B: A heating body having a temperature of 50 ° C. or higher and lower than 100 ° C. is used in the bonding operation. C: A heating body of 100 ° C. or higher is used in the bonding operation.
- PET-1 Biaxially stretched polyester film (“Lumirror” (registered trademark) type, manufactured by Toray Industries, Inc .: T60, thickness 100 ⁇ m).
- PMMA-1 A poly L-lactic acid-D-lactic acid copolymer resin having a poly D-lactic acid amount of 50 mol%, no melting point (amorphous), and a weight average molecular weight of 400,000 converted to PMMA.
- PURACORB PDL20 manufactured by PURAC.
- PMMA-2 Poly L-lactic acid resin having a poly D-lactic acid amount of 1.4 mol%, a melting point of 150 ° C., and a weight average molecular weight of 220,000 in terms of PMMA. (Manufactured by Nature Works 4032D).
- PVA-1 Polyvinyl alcohol having a saponification degree of 96.5 mol% and a viscosity of 27.5 mPa ⁇ s (4% by mass aqueous solution, 20 ° C.) (JM-17, manufactured by Nippon Vinegar Poval Co., Ltd.).
- Gelatin-1 Gelatin powder manufactured by Nitta Gelatin Co., Ltd., for medical use.
- PET-1 the same base film as described above
- Roll used for bonding method B As shown in FIG. 3, two rubber rolls (11, 12) having a roll core material of aluminum, a surface material of nitrile rubber (NBR, hardness 30 degrees), a diameter of 5 cm, a width of 30 cm, and a mass of 1 kg are rotated in a direction in contact with each other.
- the shaft was fixed as possible (rotation direction 13).
- the upper roll 11 is configured such that the shaft can move in the vertical direction so that only its own weight is applied to the lower roll 12.
- Example 1 Pullulan-1 is dissolved in water as a water-soluble resin using a warming homogenizer to prepare a water-soluble resin emulsion, and the film thickness after drying by applicator method on one side of the base film PET-1 is 3 ⁇ m. And dried for 20 seconds at 90 ° C. in a hot air drying dryer to form a layer (D) containing a water-soluble resin (E) on the substrate film.
- a solution obtained by dissolving PLA-1 in ethyl acetate contains a water-soluble resin (E) so that the film thickness after drying using a metalling bar is 150 nm. It apply
- the laminated film composed of the water-soluble resin (E) and the polylactic acid resin is peeled off from the base film, and the pure water is applied to the layer (D) containing the water-soluble resin (E) by spraying so as to be 5 g / m 2. After that, it was immediately bonded to the structure-1.
- Table 2 shows the evaluation results of the laminated body obtained by laminating the obtained structure and laminated film.
- Example 2 A laminate in which the fiber structure (B) and the layer (C) containing the polylactic acid resin are laminated in the same manner as in Example 1 except that the thickness of the layer (C) containing the polylactic acid resin is 50 nm. It was created.
- Example 3 The same as in Example 1 except that the layer (C) containing the polylactic acid-based resin was formed so that the thickness of the layer (D) containing the water-soluble resin (E) after drying was 1 ⁇ m. Thus, a laminate in which the fiber structure (B) and the layer (C) containing a polylactic acid resin were laminated was prepared.
- Example 4 Except that the thickness of the layer (C) containing the polylactic acid resin was 500 nm, and the thickness (1) after drying of the layer (D) containing the water-soluble resin (E) was 1 ⁇ m, the same as in Example 1. Thus, a laminate in which the fiber structure (B) and the layer (C) containing a polylactic acid resin were laminated was prepared.
- Example 5 The layer (C) containing the fiber structure (B) and the polylactic acid resin (C) in the same manner as in Example 1 except that the layer (D) containing the water-soluble resin (E) was applied to a thickness of 0.01 ⁇ m. ) was laminated.
- Example 6 A fiber structure (B) and a layer (C) containing a polylactic acid-based resin in the same manner as in Example 1 except that the layer (D) containing the water-soluble resin (E) was applied so that the film thickness was 15 ⁇ m. A laminated body in which was laminated.
- Example 7 A fiber structure (B) and a layer (C) containing a polylactic acid resin are laminated in the same manner as in Example 1 except that the fiber structure (B) is not structure-1 but structure-2. A laminate was prepared.
- Example 8 The fiber structure (B) was changed to Structure-3 instead of Structure-1, and PVA-1 was used for the layer (D) containing the water-soluble resin (E) so that the film thickness after drying was 3 ⁇ m. Except for the above, a laminated body in which the fiber structure (B) and the layer (C) containing the polylactic acid resin were laminated in the same manner as in Example 1 was produced.
- Example 9 A fiber structure (B) and a layer (C) containing a polylactic acid resin are laminated in the same manner as in Example 1 except that the fiber structure (B) is not the structure-1 but the structure-4. A laminate was prepared.
- Example 10 A fiber structure (B) and a layer (C) containing a polylactic acid resin are laminated in the same manner as in Example 1 except that the fiber structure (B) is not the structure-1 but the structure-5. A laminate was prepared.
- Example 11 A fiber structure (B) and a layer (C) containing a polylactic acid resin are laminated in the same manner as in Example 1 except that the fiber structure (B) is not structure-1 but structure-8. A laminate was prepared.
- Example 12 The thickness of the layer (C) containing the polylactic acid resin is 500 nm, the thickness of the layer (D) containing the water-soluble resin (E) is 1 ⁇ m after drying, and the resulting laminated film is washed with water. The layer containing the water-soluble resin was removed. Further, a laminate in which a fiber structure (B) and a layer containing a polylactic acid resin (C) are laminated in the same manner as in Example 1 except that the places where pure water is applied are the four corners of the structure-1. Created the body.
- Example 2 A layer (D) containing a water-soluble resin (E) was formed in the same manner as in Example 1 to prepare a laminated film. Thereafter, PLA-2 was used for the layer (C) containing the polylactic acid resin, so PLA-2 was dissolved in warmed ethyl acetate (60 ° C.-90 ° C.), but PLA-2 was dissolved in ethyl acetate. It did not dissolve and could not be applied.
- Example 3 A fiber structure (B) and a gelatin layer were formed in the same manner as in Example 1 except that a gelatin-1 layer was formed instead of the layer (C) containing the polylactic acid resin and the thickness was 1,000 nm. A laminated body was produced.
- Example 4 A fiber structure in the same manner as in Example 1 except that the thickness of the layer (C) containing the polylactic acid resin is 1,000 nm and the thickness of the layer (D) containing the water-soluble resin (E) is 30 ⁇ m. A laminate in which (B) and a layer (C) containing a polylactic acid resin were laminated was prepared.
- Example 5 A fiber structure in the same manner as in Example 1 except that the thickness of the layer (C) containing the polylactic acid resin is 1,000 nm and the fiber structure (B) is not the structure-1 but the structure-6. A laminate in which (B) and a layer (C) containing a polylactic acid resin were laminated was prepared.
- the thickness of the layer (C) containing the polylactic acid resin is 1,000 nm
- the layer (D) containing the water-soluble resin (E) is collagen-1
- the fiber structure (B) is not a structure-1
- a laminate in which the fiber structure (B) and the layer (C) containing a polylactic acid resin were laminated was produced in the same manner as in Example 1.
- Example 8 Similar to Example 1 except that the work was terminated when the laminated film composed of the water-soluble resin (E) and the polylactic acid resin was peeled off from the base film, and the fiber structure (B) and the bonding work were not carried out. Thus, a laminated film of a layer (C) containing a polylactic acid resin was prepared.
- the trocar hole installation surface was not water-insoluble resin (polylactic acid resin) but water-soluble resin (gelatin, pullulan).
- the resin layer swelled and was torn and was unable to pass.
- the film strength was insufficient and the film was torn and could not pass.
- Comparative Examples 3 and 7 the entire laminate was formed of a water-soluble resin, so that it swelled and the adhesiveness was judged as C. Further, in Comparative Examples 4 and 5, the constitutional thickness was outside the scope of claims, and the water-soluble resin could not be completely removed.
- Example 13 Dissolve PVA-2 in water using a warming homogenizer to create a water-soluble resin emulsion, and apply to one side of PET-1 using a metalling bar so that the film thickness after drying is 3 ⁇ m. Then, it was dried at 90 ° C. for 20 seconds in a hot air drying dryer to form a layer (D) containing a water-soluble resin on PET-1.
- a layer (C) containing a polylactic acid-based resin a solution containing PLA-3 in ethyl acetate, a layer containing a water-soluble resin (D) so that the film thickness after drying using a metalling bar becomes 500 nm. ) And dried in a hot air drying dryer at 70 ° C. for 20 seconds to provide a layer (C) containing a polylactic acid resin.
- a planar structure formed by laminating PET-1, a layer (D) containing a water-soluble resin, and a layer (C) containing a polylactic acid resin is sampled so as to have a size of 100 mm ⁇ 100 mm, and immersed in pure water to obtain water.
- the layer (D) containing a functional resin was dissolved to obtain a layer (C) alone containing a polylactic acid resin.
- Example 14 The following operations were performed in a normal temperature and normal humidity (20 ° C. ⁇ 15 ° C., 65% RH ⁇ 20% RH) environment. Using two pieces of PET-1 (300 mm ⁇ 300 mm), the fiber structure (B) and the layer (C) containing the polylactic acid resin obtained in the same manner as in Example 13 were separately applied to the surface of PET-1. Fixed. Next, pure water was sprayed onto the entire surface of the fiber structure (B) of 100 mm ⁇ 100 mm using a sprayer to the fiber structure (B) fixed to PET-1 so as to be 5 g / m 2 .
- Example 15 The following operations were performed in a normal temperature and normal humidity (20 ° C. ⁇ 15 ° C., 65% RH ⁇ 20% RH) environment.
- a layer (C) containing a polylactic acid resin and a water solution were obtained using a planar structure obtained in the same manner as in Example 13 except that the thickness after drying of the layer (C) containing a polylactic acid resin was 150 nm.
- the laminated film composed of the layer (D) containing a functional resin was physically peeled from PET-1. Next, the peeled laminated film was sampled so as to have a size of 100 mm ⁇ 100 mm, and Example 13 except that the layer (C) containing the polylactic acid resin of the laminated film was fixed to the flat plate-1 side. Bonding was performed in the same manner.
- the evaluation results are as shown in Table 6.
- Example 16 The following operations were performed in a normal temperature and normal humidity (20 ° C. ⁇ 15 ° C., 65% RH ⁇ 20% RH) environment. The same procedure as in Example 15 was performed except that the laminated film obtained was sampled to a size of 100 mm ⁇ 100 mm and fixed so that the layer (C) containing the polylactic acid resin in the laminated film was on the PET-1 side. Bonding was performed in the same manner as in Example 14. The evaluation results are as shown in Table 6.
- Example 9 A layer (C) containing a polylactic acid resin obtained in the same manner as in Example 13 was obtained. Next, a urethane adhesive (manufactured by Mitsui Chemicals, Inc., main agent: “Takelac” (registered trademark) A3210, curing agent: “Takenate”) so that the film thickness after drying using a metalling bar is 3 ⁇ m. (Registered trademark) A3070) was diluted with ethyl acetate to a solid content concentration of 30% by mass, applied to one side of the layer (C) containing the polylactic acid resin, and heated at 70 ° C. in a hot air dryer. It dried for 20 seconds and provided the adhesive bond layer.
- a urethane adhesive manufactured by Mitsui Chemicals, Inc., main agent: “Takelac” (registered trademark) A3210, curing agent: “Takenate” so that the film thickness after drying using a metalling bar is 3 ⁇ m.
- a urethane adhesive manufactured by Mit
- the amount of organic solvent used exceeded 5 g / m 2 .
- Example 11 In the same manner as in Example 13, a layer (C) containing a polylactic acid resin was obtained. Next, after overlapping the fiber structure (B) and the layer (C) containing the polylactic acid resin, the fiber structure (B) is rotated in a direction in contact with each other and 180 ° C. (the melting point of the layer (C) containing the polylactic acid resin + about 10). It was passed between a pair of heated drums and a nip roll heated to a temperature equivalent to 0.degree. As shown in Table 7, the evaluation results showed that the obtained layer (C) containing the polylactic acid resin was melted and a layer structure could not be formed.
- Example 12 In the same manner as in Example 13, a layer (C) containing a polylactic acid resin was obtained. Next, the 50 ⁇ m-thick silicone adhesive sandwiched between the two release films is peeled off from the release film and sandwiched between the fiber structure (B) and the layer (C) containing the polylactic acid resin. 14, the fiber structure (B) and the layer (C) containing the polylactic acid resin were bonded together through two rolls. As shown in Table 7, the evaluation results showed that the fiber structure (B) was easily peeled from the adhesive.
- the fiber structure (B) is once penetrated from the fiber structure (B) side to the layer (C) containing polylactic acid resin so that a part of the fiber of the structure body (B) is scratched and pushed into the spine, and then the needle is gently moved. Then, a part of the fiber structure (B) was exposed on the surface of the layer (C) containing the polylactic acid-based resin from the opened hole. Similarly, the operation was performed at 5 mm intervals so that the distance between the centers of the holes was uniform. As shown in Table 7, the evaluation results were inferior in appearance and adhesion.
- the laminate according to the present invention is a laminate in which one or more layers (C) containing a polylactic acid resin are laminated on at least one surface of a fiber structure (B) containing a water-soluble resin (A), Excellent followability, adhesion, and covering properties for adherends that are curved surfaces, and excellent compatibility with organs such as skin and internal organs, and water-soluble from layer (C) containing polylactic acid resin Since the fibrous structure (B) containing the adhesive resin (A) can be easily removed with an aqueous solution, it is optimal as a skin external material such as a wound dressing, an adhesion prevention material, and a skin care product.
- a skin external material such as a wound dressing, an adhesion prevention material, and a skin care product.
- the laminate manufacturing method of the present invention is a product in which a fiber structure and a layer containing a polylactic acid resin are bonded to achieve high functionality, for example, medical products such as surgical clothes, poultices, and artificial skin. Ideal for manufacturing sanitary goods such as diapers, gauze, and adhesive bandages.
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Veterinary Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Public Health (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Hematology (AREA)
- Materials Engineering (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Surgery (AREA)
- Ceramic Engineering (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- Laminated Bodies (AREA)
- Biological Depolymerization Polymers (AREA)
- Materials For Medical Uses (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
Abstract
Description
(1) 水溶性樹脂(A)を含む繊維構造体(B)の少なくとも一面に、厚みが10nm~500nmのポリ乳酸系樹脂を含む層(C)を1層以上有する、積層体。
(2) 上記水溶性樹脂(A)を含む繊維構造体(B)と上記ポリ乳酸系樹脂を含む層(C)との間に、厚みが0.01μm~15μmの水溶性樹脂(E)を含む層(D)を少なくとも1層有する、(1)記載の積層体。
(3) 上記水溶性樹脂(A)を含む繊維構造体(B)の一方の面に水を付与してから、繊維構造体(B)の他方の面に水が達するまでに要する時間が10秒~5分である、(1)又は(2)記載の積層体。
(4) 上記水溶性樹脂(A)がポリビニルアルコール及び/又はプルランを含む、(1)~(3)のいずれか記載の積層体。
(5) 上記水溶性樹脂(E)がポリビニルアルコール及び/又はプルランを含む、(2)~(4)のいずれか記載の積層体。
(6) 上記水溶性樹脂(A)を含む繊維構造体(B)の目付が1g/m2~1,000g/m2である、(1)~(5)のいずれか記載の積層体。
(7)上記水溶性樹脂(A)を含む繊維構造体(B)の厚みが0.1μm~5,000μmである、(1)~(6)のいずれか記載の積層体。
(8)上記ポリ乳酸系樹脂が、ポリD-乳酸量が4mol%~50mol%のポリ乳酸系樹脂である、(1)~(7)のいずれか記載の積層体。
(9) 水溶性樹脂(A)を含む繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とを積層するに際し、上記繊維構造体(B)と上記ポリ乳酸系樹脂を含む層(C)との接合面に水又は水溶液を付与する、積層体の製造方法。
(10) 上記水溶性樹脂(A)を含む繊維構造体(B)と上記ポリ乳酸系樹脂を含む層(C)を、平板上に固定した状態で積層する、(9)記載の積層体の製造方法。
(11) 上記水溶性樹脂(A)を含む繊維構造体(B)と上記ポリ乳酸系樹脂を含む層(C)を、2本のロール間に挟んで積層する、(9)記載の積層体の製造方法。
本発明に用いるポリ乳酸系樹脂の重量平均分子量は、3万以上が好ましく、5万以上がより好ましく、さらに好ましくは8万~40万、さらにより好ましくは10万~50万である。なお、本発明でいう重量平均分子量とは、ゲルパーミテーションクロマトグラフィー(GPC)でクロロホルム溶媒にて測定を行い、ポリメチルメタクリレート(PMMA)換算法により計算した分子量をいう。ポリ乳酸系樹脂の重量平均分子量を3万以上とすることで、該ポリ乳酸系樹脂を含む本発明のポリ乳酸系樹脂を含む層(C)の機械特性を優れたものとすることができる。
本発明に用いる水溶性樹脂(A)及び水溶性樹脂(E)は、水、温水や生理食塩水、グルコース溶液等の水溶液に溶解可能な高分子物質である。具体的には、ポリビニルアルコール又はその共重合体、デキストラン、アガロース、プルラン、キトサン、マンナン、カラギーナン、アルギン酸、デンプン類(酸化でんぷん、エーテル化でんぷん、デキストリン等)、アミロース、アミロペクチン、ペクチン、レンチナン、ヒアルロン酸、ハイラン、セルロース誘導体( メチルセルロース、エチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース等) 等の多糖類、ゼラチン、コラーゲン、エラスチン、アルブミン、ヘモグロビン、トランスフェリン、グロブリン、フィブリン、フィブリノーゲン、ケラチン硫酸等のポリペプチド、ポリビニルピロリドン、スルホイソフタル酸等の極性基を含有する共重合ポリエステル、ポリヒドロキシエチルメタクリレート又はその共重合体等のビニル系重合体、アクリル系高分子、ウレタン系高分子、エーテル系高分子等が好ましく挙げられる。また、これらの各種重合体をカルボキシル基、アミノ基、メチロール基等の官能基で変性した重合体も好ましく用いることができる。中でも製造コスト、入手し易さ及び衛生性の観点から、ポリビニルアルコール及びプルランが好ましい。
本発明において、水溶性樹脂(A)を含む繊維構造体(B)とポリ乳酸系樹脂を含む層(C)との間に水溶性樹脂(E)を含む層(D)を設けてもよい。水溶性樹脂(E)を含む層(D)を設けることにより、水溶性樹脂(A)を含む繊維構造体(B)とポリ乳酸系樹脂を含む層(C)との接着性が向上し、積層体として外部からの応力に対してより安定し、積層体としての取扱い性が向上するためである。
本発明における繊維構造体(B)は、布帛状態はもちろん、帯状物、紐状物、糸状物等、繊維から構成されるものであってもよい。布帛としては、織物、編物、不織布が好ましく、複合材料であってもよい。生産性の観点からは不織布が望ましい。
後述する積層体の製造方法の項における基材について説明する。本発明において用いられる基材は、水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)とを形成するために用いる基材、あるいは、ポリ乳酸系樹脂を含む層(C)単膜を形成するために用いる基材として使用される。
次に、本発明の積層体の代表的な製造方法について述べる。
本発明における積層体を製造する方法は、特に限定されないが、例えば次のような方法を用いることができる。
(1)基材となる基材フィルム上に水溶性樹脂(E)を含む層(D)及びポリ乳酸系樹脂を含む層(C)の積層膜を形成、あるいは、ポリ乳酸系樹脂を含む層(C)の単膜を形成する。
(2)形成したポリ乳酸系樹脂を含む層(C)(水溶性樹脂(E)を含む層(D)がある場合はポリ乳酸系樹脂を含む層(C)と水溶性樹脂(E)を含む層(D)との積層膜)を基材フィルムから剥離する。
(3)形成・剥離した膜と水溶性樹脂(A)を含む繊維構造体(B)とを貼り合わせて積層し、固定する。この積層に際し、形成・剥離した膜と繊維構造体(B)との間に水又は水溶液を付与(例えば、噴霧により付与)する。
ポリ乳酸系樹脂を含む層(C)単膜を得る方法としては特に限定しないが、例えば以下の方法が考えられる。
(1)水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜を基材フィルムから機械的に剥離した後、水溶性樹脂(E)を含む層(D)を水溶液に溶解し、除去することによりポリ乳酸系樹脂を含む層(C)の単膜を得る方法。
(2)水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜を水溶液に浸漬し、水溶性樹脂(E)を含む層(D)を溶解し、除去することによりポリ乳酸系樹脂を含む層(C)の単膜を得る方法。ここで水溶液としては生理食塩水、グルコース溶液等、種々の水溶液を用いることができるが、特に水が好ましく用いられる。
(3)平滑な基材フィルムにポリ乳酸系樹脂を含む層(C)を積層し、基材フィルムからポリ乳酸系樹脂を含む層(C)を機械的に剥離することによりポリ乳酸系樹脂を含む層(C)の単膜を得る方法。ただし、ポリ乳酸系樹脂を含む層(C)が薄く、加工が困難になる場合や、ピンホール等の欠点が発生しやすくなる場合があるので可能であれば水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜での作成が好ましい。
1.水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)の積層
基材の片面に水溶性樹脂(E)を含む層(D)、及びポリ乳酸系樹脂を含む層(C)の順に積層する。
次に、基材と水溶性樹脂(E)を含む層(D)との界面を機械的に剥離し、水溶性樹脂(E)を含む層(D)又は水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜を得る。
さらに、得られた単膜又は積層膜を、ポリ乳酸系樹脂を含む層(C)と支持体とが接触するように設置する。支持体は特に限定しないが、硝子板、金属板、プラスチックフィルム等が挙げられ、経済性の観点から、プラスチックフィルムを支持体として用いるのが好ましく、特に、表面離型性を有するプラスチックフィルムが好ましい。
次に水溶性樹脂(E)を含む層(D)、あるいは水溶性樹脂(A)を含む繊維構造体(B)に水溶液を塗布し、表層の一部を溶解させる。また、水溶性樹脂(E)を含む層(D)は、この工程により完全に除去されてもかまわない。
単膜又は積層膜と繊維構造体(B)との貼合方法は、特に限定されないが、水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜における水溶性樹脂(E)を含む層(D)の表面、あるいは繊維構造体(B)に水又は水溶液を吹きかけて溶解させ、溶解させた面と、それぞれの水溶性樹脂を含む層の面側を接触させて溶着させる方法や、ポリ乳酸系樹脂を含む層(C)単体としてからポリ乳酸系樹脂を含む層(C)単体表面に水又は水溶液を吹きかけた後、繊維構造体(B)と接触させ、ポリ乳酸系樹脂を含む層(C)に接触する繊維構造体(B)の表面を溶かして接着させる方法等がある。
上記水又は水溶液の噴霧方法は特に限定されないが、スプレーやシャワー等の噴霧器を用いて液体を微細な形状で広範囲に均一分散できればよく、例えば、蓄圧式スプレー、ノズルスプレー法(二流体ノズル、三流体ノズル、四流体ノズル)、インクジェット法等を用いることができる。
本発明における貼り合わせ方法としては、下記2種類の方法が好ましい。
貼り合わせ方法A:繊維構造体(B)とポリ乳酸系樹脂を含む層(C)単膜又は水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜とが別々の平板上に固定された状態で貼り合わせる方法
貼り合わせ方法B:繊維構造体(B)とポリ乳酸系樹脂を含む層(C)単膜又は水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)との積層膜とを重ね合せ2本のロール間に挟んで貼り合わせる方法。
水溶性樹脂(A)又は水溶性樹脂(E)を含む塗剤は、水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)を含む層の積層膜と、水溶性樹脂(A)を含む繊維構造体(B)を貼り合わせる際に、使用することができる。
ポリ乳酸系樹脂を含む塗剤としては、構成成分が均一に溶解した溶液が好ましい。溶媒としては、特に限定しないが、ブチルアルコール、クロロホルム、シクロヘキサン、アセトニトリル、ジクロロメタン、ジクロロエタン、酢酸エチル、エチルエーテル、ジプロピルエーテル及びトルエンからなる群から選択される少なくとも単一溶媒もしくは2種類以上の混合溶液を用いることが好ましい。生産性、取扱い性の観点から、酢酸エチルが特に好ましい。
水溶性樹脂(A)又は水溶性樹脂(E)を含む塗剤及びポリ乳酸系樹脂を含む塗剤の調製方法は、特に限定されないが、本発明の効果を損ねない範囲で架橋剤、粒子等の各種の添加剤を加える場合は、塗剤中で樹脂と該添加剤が均一に分散していることが好ましい。必要に応じて、ヒーター等で溶媒の温度を上げて樹脂の溶解度を上げたり、せん断力、ずり応力のかかるホモミキサー、ジェットアジター、ボールミル、ビーズミル、ニーダー、サンドミル、3本ロール等の装置を用いて、機械的な強制分散処理をしたりする方法を用いてもよい。
腹腔手術においては腹腔に小さな穴をあけ、内視鏡を用いて行う方が開腹手術よりも人体に負担が少なく好ましい。その場合、積層体はトロッカー等の細い筒状容器を通って目的とする部位に貼り付けられることになる。そのような場合、本発明の積層体はトロッカーの通過性及びトロッカーを通過した後の積層体の展開性が良好なことから、内視鏡を用いた手術に特に好適に用いることができる(ここでいう展開性が良好であるとは、トロッカー等に一旦押し込まれた積層体がトロッカー等を通過した後、容易に鉗子等で元通りに広げられることをいう)。
本発明における積層体は、生体内や水分が付着する環境下でも使用可能な創傷被覆膜、癒着防止膜等の医療用途に好適に使用できる。
目付はJIS L 1096 8.3.2(1999)に記載された方法で測定した。
積層体の状態から測定する場合は、まずダイヤルシックネスゲージ((株)尾崎製作所製、商品名:ピーコックH、目量0.01mm、測定力1.8N以下)を用い、各サンプルを10点測定した平均値を積層体の総厚みとした。ただし、総厚みが0.05mm未満の場合は、より精度の高いダイヤルシックネスゲージ(テクロック社製SM-1201L、目量0.001mm、測定力1.5N以下)を使用した。
試験片の表面からビュレットの先端までが10mmの高さになるように調整した。ビュレットから水を1滴(約0.04ml)、繊維構造体(B)の試験片の一方の面に滴下させたときを開始時間として、水が他方の面まで浸透して溶解したときを終了時間とし、開始時間から終了時間までに要する時間を測定した。ここでいう溶解とは、繊維の形状を維持できずに崩れることとし、多方面から目視確認して判断する。溶解終了までに要した時間が10秒以上5分未満の場合はA、5分以上の場合はB、10秒未満の場合はCとした。
(a)べたつき
Siゴム(共和工業製、硬度20度、3cm×1cm)を2枚準備し、温度23±5℃、相対湿度65±20%環境下にて、2枚のSiゴム表面に純水が均一に付着する様、それぞれ1枚当たり5mgとなるよう吹付けた。
9cm×12cmの試験片と、一般的な腹腔鏡手術で使用されるトロッカーを使用し、下記の条件で柔軟性の評価を行った。また、トロッカー及び送り出し棒は下記(i)、(ii)を使用した。送り出しはトロッカー穴部分に試験片のポリ乳酸樹脂を含む層(C)側が当たるよう設置し、押し込み、トロッカーを通過するかどうか、また通過した後、手で試験片を広げて元通り展開するかどうかを評価した。また、手術中の使用も想定して、トロッカー内を湿らせる試験も実施した。なお、トロッカーを通過しなかったものについては展開性の評価はできなかった。
送り出し棒:先端に半球状(φ2mm)のSiゴム(共和工業製、硬度20度、3cm×1cm)を接着したφ2mmのアクリル棒
(ii)トロッカー:コヴィエン社製VERSASEAL*PLUS 12mm(穴:12mm、筒長さ13cm)
送り出し棒:先端に半球状(φ3mm)のSiゴム(共和工業製、硬度20度、3cm×1cm)を接着したφ3mmのアクリル棒
評価A:条件1を満たしたもの(条件2以降の試験は行わなかった)。
評価B:条件1は満たさなかったが、条件2を満たしたもの(条件3以降の試験は行わなかった)。
評価C:条件1、2は満たさなかったが、条件3を満たしたもの(条件4以降の試験は行わなかった)。
評価D:条件1~3は満たさなかったが、条件4を満たしたもの(条件5の試験は行わなかった)。
評価E:条件1~4を満たさなかったが、条件5を満たしたもの。

100mgの純水を噴霧し、湿らせたPET(ポリエチレンテレフタレート)フィルム(東レ(株)製、“ルミラー”(登録商標)#100T60、サイズ5cm×5cm)に、試験片(サイズ10cm×10cm)のポリ乳酸系樹脂を含む層(C)側を貼り、5秒間その状態を保った。
100mgの純水を噴霧し、湿らせたPETフィルム(東レ(株)製、“ルミラー”(登録商標)#100T60、サイズ5cm×5cm)の中央に、試験片(サイズ3cm×3cm)のポリ乳酸系樹脂を含む層(C)側を貼り付け、10秒間乾燥したSiゴム(共和工業製、硬度20°、3cm×1cm)で押さえて密着させた。その後、PETフィルムごと試験片を底面が12cm×5cmの容器へ移し、試験片上部より12gの純水を静かに投入し、繊維構造体(B)を溶解、除去した。次に、PETフィルムごと試験片を溶液中より取り出し、温度25℃、相対湿度90%環境の恒温恒湿槽(エスペック(株)社製LHU-113)内にて縦置きした状態で1時間以上放置し、余分な水分を試験片から取り除いた。
積層体を目視評価した。評価指標は下記の通りである。
評価A:平面性が良好で、弛み、しわ、溶解部分は見られない。
評価B:平面性が悪く、軽微な弛み、しわ、溶解部分が見られる。
評価C:平面性が悪く、大部分に、弛み、しわ、溶解部分や穴が見られる。
両手を使ってポリ乳酸系樹脂を含む層(C)の単膜又は水溶性樹脂(E)を含む層(D)とポリ乳酸系樹脂を含む層(C)の積層膜と繊維構造体(B)とを分離し感応評価した。評価指標は下記の通りである。
評価A:単膜又は積層膜と繊維構造体(B)との分離が困難であり、単膜又は積層膜、繊維構造体(B)のうち少なくともいずれかに一方に全面的に材料破壊を生じる。
評価B:単膜又は積層膜と繊維構造体(B)との分離がやや困難であり、単膜又は積層膜、繊維構造体(B)のうち少なくともいずれかに一方に部分的に軽微な材料破壊を生じる。
評価C:単膜又は積層膜と繊維構造体(B)とを容易に分離でき、単膜又は積層膜、繊維構造体(B)のうち少なくともいずれかに一方に部分的に軽微な材料破壊を生じる、もしくは材料破壊を生じない。
評価指標は下記の通りである。
評価A:貼り合わせ作業の際の有機溶剤使用量が5g/m2未満
評価B:貼り合わせ作業の際の有機溶剤使用量が5g/m2以上100g/m2未満
評価C:貼り合わせ作業の際の有機溶剤使用量が100g/m2以上。
評価指標は下記の通りである。
A:貼り合わせ作業の際に50℃以上の加熱体を用いない。
B:貼り合わせ作業の際に50℃以上100℃未満の加熱体を用いる。
C:貼り合わせ作業の際に100℃以上の加熱体を用いる。
[使用した基材フィルム]
(PET-1):
2軸延伸ポリエステルフィルム(東レ(株)製 “ルミラー”(登録商標)タイプ:T60、厚み100μm)。
(PLA-1):
ポリD-乳酸量50mol%、融点なし(非晶質)、PMMA換算の重量平均分子量40万のポリL-乳酸-D-乳酸共重合系樹脂。(PURAC社製 PURASORB PDL20)。
ポリD-乳酸量1.4mol%、融点150℃、PMMA換算の重量平均分子量22万のポリL-乳酸系樹脂。(Nature Works社製 4032D)。
(プルラン-1)
数平均分子量 約200,000ダルトン、粘度100~180mm2/秒(温度30℃、固形分濃度10質量%水溶液)のプルラン(株式会社林原商事販売 プルランPI-20)。
鹸化度96.5mol%、粘度27.5mPa・s(4質量%水溶液、20℃)のポリビニルアルコール(日本酢ビ・ポバール(株)社製JM-17)。
ゼラチン粉末(新田ゼラチン(株)社製、医療用)。
ブタ由来コラーゲン粉末(日本ハム(株)社製、SOFDタイプ)。
(構造体-1)
水溶性樹脂(A)としてプルラン-1を用いてメルトブロー方式にて目付50g/m2、厚み300μmの不織布を作成した。
水溶性樹脂(A)としてプルラン-1を用いてメルトブロー方式にて目付1g/m2、厚み10μmの不織布を作成した。
水溶性樹脂(A)としてPVA-1を用いてメルトブロー方式にて目付30g/m2、厚み300μmの不織布を作成した。
水溶性樹脂(A)としてプルラン-1を用いてメルトブロー方式にて目付200g/m2、厚み1,000μmの不織布を作成した。
水溶性樹脂(A)としてプルラン-1を用いてメルトブロー方式にて目付1,000g/m2、厚み5,000μmの不織布を作成した。
水溶性樹脂(A)としてプルラン-1を用いてメルトブロー方式にて目付1,500g/m2、厚み6,000μmの不織布を作成した。
水溶性樹脂(A)としてコラーゲン-1を用いて湿式紡糸方式にて目付10g/m2、厚み80μmの不織布を作成した。
水溶性樹脂(A)としてプルラン-1を用いてメルトブロー方式にて目付300g/m2、厚み1,700μmの不織布を作成した。
(PET-1)(前述と同じ基材フィルム):
2軸延伸ポリエステルフィルム(東レ(株)製 “ルミラー”(登録商標)タイプ:T60、厚み100μm)。
(PLA-3)
ポリD-乳酸量12mol%、融点150℃、PMMA換算の重量平均分子量22万のポリL-乳酸系樹脂(NatureWorks社製 4060D)。
(PVA-2)
鹸化度88mol%、粘度5mPa・s(4質量%水溶液、20℃)のポリビニルアルコール(日本合成化学工業(株)社製 “ゴーセノール”(登録商標) EG-05P)。
PVA-2を用いてメルトブロー方式にて目付け30g/m2、厚み300μmの不織布を作成した。サイズ100mm×100mmとなるようにサンプリングした。
加温式ホモジナイザーを用いてPVA-2を水に溶解し、固形分濃度1質量%の水溶性樹脂エマルション液を作成した。
(平板-1)
厚み5mm、サイズ300mm×300mm、表面仕上げ2BのSUS304板を用いた。
図3に示すように、ロール芯材がアルミニウム、表面材質がニトリルゴム(NBR、硬度30度)の直径5cm、幅30cm、質量1kgのゴムロール2本(11、12)を、互いに接する方向に回転できるように(回転方向13)軸を固定した。上方のロール11は、下方のロール12に対し自重のみが掛かるように軸が上下方向に可動できるようにした。
蓄圧式スプレー(マルハチ産業社製)を用いた。
加温式ホモジナイザーを用いて水溶性樹脂としてプルラン-1を水に溶解し、水溶性樹脂エマルション液を作成し、基材フィルムPET-1の片面に、アプリケーター法にて乾燥後の膜厚が3μmになるように塗布し、熱風乾燥式ドライヤー内にて90℃で20秒間乾燥し基材フィルム上に水溶性樹脂(E)を含む層(D)を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを50nmとしたこと以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを10nm、水溶性樹脂(E)を含む層(D)の乾燥後の膜厚が1μmとなるように作成したこと以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを500nm、水溶性樹脂(E)を含む層(D)の乾燥後の膜厚が1μmとなるように作成したこと以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
水溶性樹脂(E)を含む層(D)の膜厚が0.01μmになるように塗布した以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
水溶性樹脂(E)を含む層(D)の膜厚が15μmになるように塗布した以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
繊維構造体(B)を構造体-1ではなく構造体-2とした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
繊維構造体(B)を構造体-1ではなく構造体-3とし、水溶性樹脂(E)を含む層(D)にPVA-1を使用し乾燥後の膜厚が3μmになるようにした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
繊維構造体(B)を構造体-1ではなく構造体-4とした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
繊維構造体(B)を構造体-1ではなく構造体-5とした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
繊維構造体(B)を構造体-1ではなく構造体-8とした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを500nm、水溶性樹脂(E)を含む層(D)の乾燥後の膜厚が1μmとなるように作成し、得られた積層膜を水洗し、水溶性樹脂を含む層を除去した。また、純水を塗布する箇所を構造体-1の4隅にした以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを1,000nmとしたこと以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
実施例1と同様にして水溶性樹脂(E)を含む層(D)を形成し、積層膜を作成した。その後、ポリ乳酸系樹脂を含む層(C)にPLA-2を用いるため、PLA-2を加温した酢酸エチル(60℃-90℃)に溶解しようとしたが、PLA-2が酢酸エチルに溶解せず塗工できなかった。
ポリ乳酸系樹脂を含む層(C)の代わりにゼラチン-1層を形成し、その厚みを1,000nmにしたこと以外は実施例1と同様にして繊維構造体(B)とゼラチン層とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを1,000nmとし、水溶性樹脂(E)を含む層(D)の厚みを30μmとにしたこと以外は実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを1,000nmとし、繊維構造体(B)を構造体-1ではなく構造体-6とした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の厚みを1,000nmとし、水溶性樹脂(E)を含む層(D)をコラーゲン-1にし、繊維構造体(B)を構造体-1ではなく構造体-7とした以外は、実施例1と同様にして繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とが積層された積層体を作成した。
ポリ乳酸系樹脂を含む層(C)の代わりにプルラン層を形成し、その厚みを300nmにしたこと以外は実施例1と同様にして繊維構造体(B)とプルラン層とが積層された積層体を作成した。
水溶性樹脂(E)とポリ乳酸樹脂からなる積層膜を基材フィルムから剥がしたところで作業を終了し、繊維構造体(B)と貼合作業を未実施にした以外は、実施例1と同様にしてポリ乳酸系樹脂を含む層(C)の積層膜を作成した。




加温式ホモジナイザーを用いてPVA-2を水に溶解し、水溶性樹脂エマルション液を作成し、PET-1の片側に、メタリングバーを用いて乾燥後の膜厚が3μmになるように塗布し、熱風乾燥式ドライヤー内にて90℃で20秒間乾燥しPET-1上に水溶性樹脂を含む層(D)を作成した。
平板-1を2枚用いて、繊維構造体(B)とポリ乳酸系樹脂を含む層(C)を別々の平板の表面に固定し、繊維構造体(B)に、噴霧器を用いて100mm×100mmの基材表面全体に純水を5g/m2となるように噴霧した。その後、繊維構造体(B)とポリ乳酸系樹脂を含む層(C)の平行状態を保ちながら四隅の位置がほぼ一致するように、速やかに貼り合わせた。評価結果は表6に示されるとおりであった。
以下の作業は常温常湿(20℃±15℃、65%RH±20%RH)環境にて実施した。
PET-1(300mm×300mm)を2枚用いて、繊維構造体(B)と実施例13と同様にして得たポリ乳酸系樹脂を含む層(C)単体を別々にPET-1の表面に固定した。次にPET-1に固定した繊維構造体(B)に、噴霧器を用いて100mm×100mmの繊維構造体(B)の表面全体に純水を5g/m2となるように噴霧した。その後、繊維構造体(B)とポリ乳酸系樹脂を含む層(C)の四隅の位置がほぼ一致するように、速やかに2本のロールの間を通し貼り合わせた(図4)。なお、図4における11は上方ロール、12は下方ロール、13は回転方向、14はPET-1をそれぞれ示している。評価結果は表6に示されるとおりであった。
以下の作業は常温常湿(20℃±15℃、65%RH±20%RH)環境にて実施した。
ポリ乳酸系樹脂を含む層(C)の乾燥後の厚みを150nmとしたこと以外は実施例13と同様にして得た平面構造体を用いて、ポリ乳酸系樹脂を含む層(C)と水溶性樹脂を含む層(D)からなる積層膜をPET-1から物理的に剥がした。次に、剥離した積層膜をサイズ100mm×100mmとなるようにサンプリングし、積層膜のポリ乳酸系樹脂を含む層(C)が平板-1側となるように固定したこと以外は実施例13と同様にして貼り合わせた。評価結果は表6に示されるとおりであった。
以下の作業は常温常湿(20℃±15℃、65%RH±20%RH)環境にて実施した。
実施例15と同様にして得た積層膜をサイズ100mm×100mmとなるようにサンプリングし、積層膜のポリ乳酸系樹脂を含む層(C)がPET-1側となるように固定した以外は実施例14と同様に貼り合わせた。評価結果は表6に示されるとおりであった。
実施例13と同様にして得たポリ乳酸系樹脂を含む層(C)単体を得た。次に、メタリングバーを用いて乾燥後の膜厚が3μmになるように、ウレタン系接着剤(三井化学(株)製、主剤:“タケラック”(登録商標)A3210、硬化剤:“タケネート”(登録商標)A3070)を酢酸エチルにて希釈し固形分濃度30質量%とした溶液を、ポリ乳酸系樹脂を含む層(C)の一面に塗布し、熱風乾燥式ドライヤー内にて70℃で20秒間乾燥し、接着剤層を設けた。
互いに接する方向に回転し40℃に冷却した一対のキャスティングドラムとポリッシングロール及び溶融押出機を用いて、PLA-3を溶融押出機に供給し口金温度を210℃に設定したTダイ口金より吐出してキャスティングドラムに密着させた後、直ちにポリッシングロールの表面に乗せた繊維構造体(B)と貼り合わせ、冷却しワインダーにて巻き取った。評価結果は表7に示した通り、得られた積層体は、繊維構造体(B)の繊維が熱により密着し形状が悪化していた。
実施例13と同様にしてポリ乳酸系樹脂を含む層(C)単体を得た。次に、繊維構造体(B)とポリ乳酸系樹脂を含む層(C)を重ね合わせた後、互いに接する方向に回転し180℃(ポリ乳酸系樹脂を含む層(C)の融点+約10℃に相当)に加熱した一対の加熱ドラムとニップロールの間を通過させた。評価結果は表7に示した通り、得られたポリ乳酸系樹脂を含む層(C)が融解し層構造を成しえなかった。
実施例13と同様にしてポリ乳酸系樹脂を含む層(C)単体を得た。次に2枚の離型フィルムに挟まれた厚み50μmのシリコーン系粘着剤を離型フィルムから剥がし、繊維構造体(B)とポリ乳酸系樹脂を含む層(C)の間に挟み、実施例14同様に2本のロールの間を通し繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とを貼り合わせた。評価結果は表7に示した通り、繊維構造体(B)が粘着剤から容易に剥離した。
以下の作業は常温常湿(20℃±15℃、65%RH±20%RH)環境にて実施した。
比較例9と同様にしてポリ乳酸系樹脂を含む層(C)単体を得た。次に繊維構造体(B)とポリ乳酸系樹脂を含む層(C)の各々単体を重ね合わせ、金属針の先端に向かって下向きに広がる複数の棘がある直径1mmの有棘針を、繊維構造体(B)の繊維の一部を棘に引っ掻けて押しこむように、繊維構造体(B)側からポリ乳酸系樹脂を含む層(C)側へ一旦貫通させ、その後、針を静かに引き抜いて、開けた穴から繊維構造体(B)の一部をポリ乳酸系樹脂を含む層(C)面に露出させた。同様に作業を穴の中心間距離が均一になるように5mm間隔で行った。評価結果は表7に示した通り、外観及び密着性に劣るものであった。

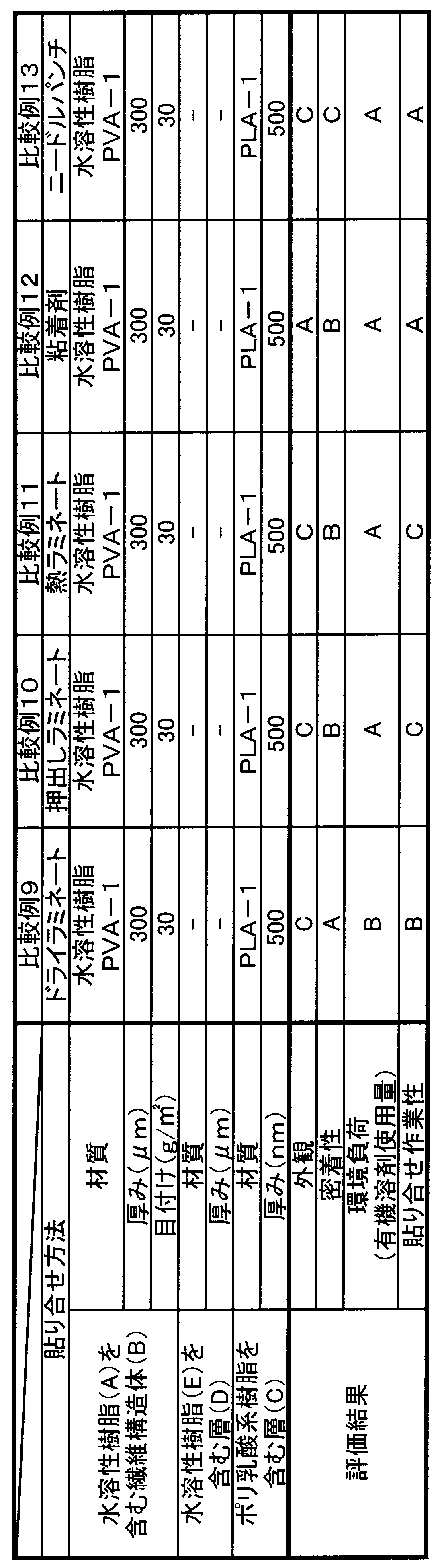
2:ポリ乳酸系樹脂を含む層(C)
3:積層体
4:押し込み治具
5:筒状容器
6:被着体
11:上方ロール
12:下方ロール
13:回転方向
14:PET-1
Claims (11)
- 水溶性樹脂(A)を含む繊維構造体(B)の少なくとも一面に、厚みが10nm~500nmのポリ乳酸系樹脂を含む層(C)を1層以上有する、積層体。
- 前記水溶性樹脂(A)を含む繊維構造体(B)と前記ポリ乳酸系樹脂を含む層(C)との間に、厚みが0.01μm~15μmの水溶性樹脂(E)を含む層(D)を少なくとも1層有する、請求項1記載の積層体。
- 前記水溶性樹脂(A)を含む繊維構造体(B)の一方の面に水を付与してから、繊維構造体(B)の他方の面に水が達するまでに要する時間が10秒~5分である、請求項1又は2記載の積層体。
- 前記水溶性樹脂(A)がポリビニルアルコール及び/又はプルランを含む、請求項1~3のいずれか一項記載の積層体。
- 前記水溶性樹脂(E)がポリビニルアルコール及び/又はプルランを含む、請求項2~4のいずれか一項記載の積層体。
- 前記水溶性樹脂(A)を含む繊維構造体(B)の目付が1g/m2~1,000g/m2である、請求項1~5のいずれか一項記載の積層体。
- 前記水溶性樹脂(A)を含む繊維構造体(B)の厚みが0.1μm~5,000μmである、請求項1~6のいずれか一項記載の積層体。
- 前記ポリ乳酸系樹脂が、ポリD-乳酸量が4mol%~50mol%のポリ乳酸系樹脂である、請求項1~7のいずれか一項記載の積層体。
- 水溶性樹脂(A)を含む繊維構造体(B)とポリ乳酸系樹脂を含む層(C)とを積層するに際し、前記繊維構造体(B)と前記ポリ乳酸系樹脂を含む層(C)との接合面に水又は水溶液を付与する、積層体の製造方法。
- 前記水溶性樹脂(A)を含む繊維構造体(B)と前記ポリ乳酸系樹脂を含む層(C)を、平板上に固定した状態で積層する、請求項9記載の積層体の製造方法。
- 前記水溶性樹脂(A)を含む繊維構造体(B)と前記ポリ乳酸系樹脂を含む層(C)を、2本のロール間に挟んで積層する、請求項9記載の積層体の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2952604A CA2952604C (en) | 2014-06-18 | 2015-06-18 | Laminate and production method therefor |
| US15/311,314 US10786980B2 (en) | 2014-06-18 | 2015-06-18 | Laminate and production method therefor |
| ES15809450T ES2790800T3 (es) | 2014-06-18 | 2015-06-18 | Laminado y procedimiento de fabricación del mismo |
| JP2015531371A JP6119863B2 (ja) | 2014-06-18 | 2015-06-18 | 積層体及びその製造方法 |
| EP15809450.8A EP3159164B1 (en) | 2014-06-18 | 2015-06-18 | Laminate and production method therefor |
| KR1020167028139A KR101786825B1 (ko) | 2014-06-18 | 2015-06-18 | 적층체 및 그 제조 방법 |
| CN201580032437.6A CN106457811A (zh) | 2014-06-18 | 2015-06-18 | 层叠体及其制造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014124935 | 2014-06-18 | ||
| JP2014-124935 | 2014-06-18 | ||
| JP2014-128864 | 2014-06-24 | ||
| JP2014128864 | 2014-06-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015194616A1 true WO2015194616A1 (ja) | 2015-12-23 |
Family
ID=54935596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/067553 Ceased WO2015194616A1 (ja) | 2014-06-18 | 2015-06-18 | 積層体及びその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10786980B2 (ja) |
| EP (1) | EP3159164B1 (ja) |
| JP (1) | JP6119863B2 (ja) |
| KR (1) | KR101786825B1 (ja) |
| CN (1) | CN106457811A (ja) |
| CA (1) | CA2952604C (ja) |
| ES (1) | ES2790800T3 (ja) |
| WO (1) | WO2015194616A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017164264A1 (ja) | 2016-03-23 | 2017-09-28 | 東レ株式会社 | 積層体 |
| JPWO2017149897A1 (ja) * | 2016-02-29 | 2019-01-17 | 川澄化学工業株式会社 | 癒着防止材 |
| KR20190065240A (ko) | 2016-09-30 | 2019-06-11 | 도레이 카부시키가이샤 | 유착 방지재 |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0808376D0 (en) | 2008-05-08 | 2008-06-18 | Bristol Myers Squibb Co | Wound dressing |
| GB0817796D0 (en) | 2008-09-29 | 2008-11-05 | Convatec Inc | wound dressing |
| GB201020236D0 (en) | 2010-11-30 | 2011-01-12 | Convatec Technologies Inc | A composition for detecting biofilms on viable tissues |
| PL2648795T3 (pl) | 2010-12-08 | 2023-05-08 | Convatec Technologies Inc. | System do usuwania wysięków z miejsca rany |
| JP5965409B2 (ja) | 2010-12-08 | 2016-08-03 | コンバテック・テクノロジーズ・インコーポレイテッドConvatec Technologies Inc | 創傷滲出液を評価するための統合システム |
| CN103347562B (zh) | 2010-12-08 | 2016-08-10 | 康沃特克科技公司 | 伤口分泌液系统附件 |
| GB201115182D0 (en) | 2011-09-02 | 2011-10-19 | Trio Healthcare Ltd | Skin contact material |
| GB2497406A (en) | 2011-11-29 | 2013-06-12 | Webtec Converting Llc | Dressing with a perforated binder layer |
| JP2016507663A (ja) | 2012-12-20 | 2016-03-10 | コンバテック・テクノロジーズ・インコーポレイテッドConvatec Technologies Inc | 化学修飾セルロース系繊維の加工 |
| GB2543544A (en) | 2015-10-21 | 2017-04-26 | Brightwake Ltd | Wound dressing |
| WO2017173069A1 (en) | 2016-03-30 | 2017-10-05 | Convatec Technologies Inc. | Detecting microbial infections in wounds |
| WO2017212345A2 (en) | 2016-03-30 | 2017-12-14 | Synovo Gmbh | Detecting microbial infection in wounds |
| GB201608099D0 (en) | 2016-05-09 | 2016-06-22 | Convatec Technologies Inc | Negative pressure wound dressing |
| CN105926202A (zh) * | 2016-06-12 | 2016-09-07 | 中山伟立纺织品有限公司 | 一种织片的制作工艺 |
| ES2912094T3 (es) | 2016-07-08 | 2022-05-24 | Convatec Technologies Inc | Detección de flujo de fluidos |
| JP7071957B2 (ja) | 2016-07-08 | 2022-05-19 | コンバテック・テクノロジーズ・インコーポレイテッド | 可撓性陰圧システム |
| BR112019000284A2 (pt) | 2016-07-08 | 2019-04-16 | Convatec Technologies Inc. | aparelho de coleta de fluido |
| KR102030496B1 (ko) * | 2017-09-27 | 2019-10-10 | (주)진우바이오 | 자동 도포기에 의한 히알루론산염 필름의 제조방법 및 이로부터 제조된 히알루론산염 필름 |
| CN107617122B (zh) * | 2017-08-10 | 2020-11-24 | 北京大清生物技术股份有限公司 | 一种复合的止血膜及其制备方法 |
| US12161792B2 (en) | 2017-11-16 | 2024-12-10 | Convatec Limited | Fluid collection apparatus |
| JP6955234B2 (ja) * | 2018-07-25 | 2021-10-27 | 凸版印刷株式会社 | 肌貼付用フィルム、および、転写シート |
| EP4295869B1 (en) | 2019-06-03 | 2026-01-28 | Convatec Limited | Devices to disrupt and contain pathogens |
| CN110556331B (zh) * | 2019-09-19 | 2023-03-14 | 苏州芯慧联半导体科技有限公司 | 一种复合材料及使用该材料的静电卡盘的制造方法 |
| KR102913694B1 (ko) * | 2019-09-30 | 2026-01-16 | 모노졸, 엘엘씨 | 부직 수용성 복합 구조 |
| US11331221B2 (en) | 2019-12-27 | 2022-05-17 | Convatec Limited | Negative pressure wound dressing |
| US11771819B2 (en) | 2019-12-27 | 2023-10-03 | Convatec Limited | Low profile filter devices suitable for use in negative pressure wound therapy systems |
| TW202507966A (zh) * | 2020-06-12 | 2025-02-16 | 日商信越化學工業股份有限公司 | 暫時黏結方法、裝置晶圓加工方法,暫時黏結用層疊體及裝置晶圓加工用層疊體 |
| JP2023082786A (ja) * | 2021-12-03 | 2023-06-15 | セイコーエプソン株式会社 | 緩衝材および緩衝材の製造方法 |
| JPWO2024024765A1 (ja) * | 2022-07-25 | 2024-02-01 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003516816A (ja) * | 1999-12-17 | 2003-05-20 | ジェンザイム、コーポレーション | 外科用プロテーゼ |
| WO2011081162A1 (ja) * | 2009-12-28 | 2011-07-07 | 川澄化学工業株式会社 | 癒着防止材 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0781204B2 (ja) * | 1987-04-21 | 1995-08-30 | 株式会社バイオマテリアルユニバ−ス | ポリ乳酸繊維 |
| US5472518A (en) * | 1994-12-30 | 1995-12-05 | Minnesota Mining And Manufacturing Company | Method of disposal for dispersible compositions and articles |
| JP3610780B2 (ja) * | 1998-06-30 | 2005-01-19 | トヨタ自動車株式会社 | ポリ乳酸ステレオコンプレックスポリマー成型物の製造方法 |
| JP4378442B2 (ja) | 2000-01-11 | 2009-12-09 | 独立行政法人物質・材料研究機構 | 癒着防止材料 |
| JP2001145650A (ja) | 1999-11-22 | 2001-05-29 | Nitto Denko Corp | カイロ用粘着シート、その収容袋及びその使捨てカイロ |
| JP3796165B2 (ja) | 2001-11-20 | 2006-07-12 | 株式会社クラレ | 癒着防止材 |
| JP2003251749A (ja) | 2002-03-04 | 2003-09-09 | Sekisui Film Kk | 水解性積層フィルム及びその製造方法 |
| US20030195611A1 (en) * | 2002-04-11 | 2003-10-16 | Greenhalgh Skott E. | Covering and method using electrospinning of very small fibers |
| EP2042555B1 (en) * | 2002-06-20 | 2011-04-27 | Toray Industries, Inc. | Poly(lactid acid) polymer composition, formed plastics thereof and film |
| JP4295482B2 (ja) | 2002-08-08 | 2009-07-15 | グンゼ株式会社 | 癒着防止材 |
| JP2005224981A (ja) | 2004-02-10 | 2005-08-25 | Bando Chem Ind Ltd | 積層支持体及び皮膚貼付薬シート |
| CA2560363A1 (en) * | 2004-03-16 | 2005-09-22 | Teijin Limited | Ultrafine polylactic acid fibers and fiber structure, and process for their production |
| WO2005094915A1 (ja) | 2004-03-31 | 2005-10-13 | Nipro Corporation | 癒着防止用キット、癒着防止用キットの製造方法および癒着防止方法 |
| US20070238384A1 (en) * | 2006-03-20 | 2007-10-11 | Ming Tang | Articles, operating room drapes and methods of making and using the same |
| TW200838902A (en) * | 2007-02-09 | 2008-10-01 | Teijin Ltd | Method for producing polylactic acid |
| JP5608323B2 (ja) | 2007-11-14 | 2014-10-15 | 日東電工株式会社 | フィルタ濾材とその製造方法ならびにフィルタユニット |
| JP5295943B2 (ja) * | 2008-12-26 | 2013-09-18 | 花王株式会社 | ナノファイバシート |
| BR112012014963A2 (pt) * | 2009-12-17 | 2018-06-05 | 3M Innovative Properties Co | mantas fibrosas não tecidas dimensionalmente estáveis e métodos de fabricação e uso das mesmas |
| US9125811B2 (en) * | 2010-06-29 | 2015-09-08 | Kao Corporation | Nanofiber laminate sheet |
| JP5651076B2 (ja) * | 2010-06-29 | 2015-01-07 | 花王株式会社 | ナノファイバ積層シート |
| KR101256550B1 (ko) * | 2010-12-30 | 2013-04-19 | 주식회사 삼양바이오팜 | 유착방지기능을 갖는 수술용 메쉬 복합체 및 이의 제조 방법 |
| JP6559958B2 (ja) * | 2012-04-11 | 2019-08-14 | ロレアル | 自立性美容シート |
| CN104812367A (zh) * | 2012-10-12 | 2015-07-29 | 株式会社资生堂 | 美容方法 |
| JP5685238B2 (ja) | 2012-11-12 | 2015-03-18 | 花王株式会社 | 使い捨ておむつ及び伸縮性シートの製造方法 |
| JP6422341B2 (ja) * | 2013-03-15 | 2018-11-14 | 東レ株式会社 | ポリ乳酸系樹脂を用いた積層フィルム |
| HK1222404A1 (zh) * | 2013-06-04 | 2017-06-30 | 蒙诺苏尔有限公司 | 水溶性膜密封溶液、相关方法和相关物品 |
| CN111297700B (zh) * | 2014-03-18 | 2022-10-14 | 松下知识产权经营株式会社 | 皮肤贴附用片材制作方法、美容方法及皮肤贴附用片材 |
| EP3132927B1 (en) * | 2014-03-31 | 2020-05-06 | Toray Industries, Inc. | Multilayer sheet, integrated sheet using same, and manufacturing method therefor |
-
2015
- 2015-06-18 US US15/311,314 patent/US10786980B2/en active Active
- 2015-06-18 JP JP2015531371A patent/JP6119863B2/ja active Active
- 2015-06-18 ES ES15809450T patent/ES2790800T3/es active Active
- 2015-06-18 CA CA2952604A patent/CA2952604C/en active Active
- 2015-06-18 KR KR1020167028139A patent/KR101786825B1/ko active Active
- 2015-06-18 CN CN201580032437.6A patent/CN106457811A/zh active Pending
- 2015-06-18 WO PCT/JP2015/067553 patent/WO2015194616A1/ja not_active Ceased
- 2015-06-18 EP EP15809450.8A patent/EP3159164B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003516816A (ja) * | 1999-12-17 | 2003-05-20 | ジェンザイム、コーポレーション | 外科用プロテーゼ |
| WO2011081162A1 (ja) * | 2009-12-28 | 2011-07-07 | 川澄化学工業株式会社 | 癒着防止材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3159164A4 * |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017149897A1 (ja) * | 2016-02-29 | 2019-01-17 | 川澄化学工業株式会社 | 癒着防止材 |
| US11046061B2 (en) | 2016-03-23 | 2021-06-29 | Toray Industries, Inc. | Laminate |
| KR20180111893A (ko) | 2016-03-23 | 2018-10-11 | 도레이 카부시키가이샤 | 적층체 |
| CN108778729A (zh) * | 2016-03-23 | 2018-11-09 | 东丽株式会社 | 层叠体 |
| JPWO2017164264A1 (ja) * | 2016-03-23 | 2019-01-24 | 東レ株式会社 | 積層体 |
| US20190099990A1 (en) * | 2016-03-23 | 2019-04-04 | Toray Industries, Inc. | Laminate |
| WO2017164264A1 (ja) | 2016-03-23 | 2017-09-28 | 東レ株式会社 | 積層体 |
| EP3434475A4 (en) * | 2016-03-23 | 2019-09-25 | Toray Industries, Inc. | LAMINATE |
| KR102157057B1 (ko) * | 2016-03-23 | 2020-09-17 | 도레이 카부시키가이샤 | 적층체 |
| JP7077621B2 (ja) | 2016-03-23 | 2022-05-31 | 東レ株式会社 | 積層体 |
| CN108778729B (zh) * | 2016-03-23 | 2021-06-22 | 东丽株式会社 | 层叠体 |
| KR20190065240A (ko) | 2016-09-30 | 2019-06-11 | 도레이 카부시키가이샤 | 유착 방지재 |
| US10940229B2 (en) | 2016-09-30 | 2021-03-09 | Toray Industries, Inc. | Material for adhesion prevention |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2015194616A1 (ja) | 2017-04-20 |
| EP3159164A4 (en) | 2018-01-24 |
| CA2952604C (en) | 2019-01-29 |
| EP3159164A1 (en) | 2017-04-26 |
| JP6119863B2 (ja) | 2017-04-26 |
| US20170072669A1 (en) | 2017-03-16 |
| EP3159164B1 (en) | 2020-04-29 |
| CA2952604A1 (en) | 2015-12-23 |
| US10786980B2 (en) | 2020-09-29 |
| KR20170017869A (ko) | 2017-02-15 |
| ES2790800T3 (es) | 2020-10-29 |
| KR101786825B1 (ko) | 2017-10-18 |
| CN106457811A (zh) | 2017-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6119863B2 (ja) | 積層体及びその製造方法 | |
| JP6422341B2 (ja) | ポリ乳酸系樹脂を用いた積層フィルム | |
| JP7077621B2 (ja) | 積層体 | |
| JP6555125B2 (ja) | 多層シートおよびそれを用いた一体化シート並びにその製造方法 | |
| JP6550340B2 (ja) | 積層フィルム及び医療用シート | |
| WO2015163289A1 (ja) | 高分子積層体 | |
| JP2018171725A (ja) | 積層体及びこれを用いた癒着防止材 | |
| US20260034761A1 (en) | Multilayer object |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015531371 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15809450 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167028139 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15311314 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015809450 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015809450 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2952604 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |