WO2016027791A1 - RFeB系焼結磁石 - Google Patents
RFeB系焼結磁石 Download PDFInfo
- Publication number
- WO2016027791A1 WO2016027791A1 PCT/JP2015/073064 JP2015073064W WO2016027791A1 WO 2016027791 A1 WO2016027791 A1 WO 2016027791A1 JP 2015073064 W JP2015073064 W JP 2015073064W WO 2016027791 A1 WO2016027791 A1 WO 2016027791A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rfeb
- sintered magnet
- based sintered
- temperature
- coercive force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0573—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes obtained by reduction or by hydrogen decrepitation or embrittlement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/023—Hydrogen absorption
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0266—Moulding; Pressing
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/042—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling using a particular milling fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/044—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by jet milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/35—Iron
- B22F2301/355—Rare Earth - Fe intermetallic alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/05—Submicron size particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
Definitions
- the present invention relates to an RFeB magnet having R (rare earth element), Fe (iron) and B (boron) as main components.
- the present invention contains at least one of Nd (neodymium) and Pr (praseodymium) as the main rare earth element R, Tb (terbium), Dy (dysprosium) and Ho (holmium) (hereinafter referred to as these).
- the present invention relates to an RFeB-based sintered magnet substantially free of “heavy rare earth element R H ”.
- the RFeB-based sintered magnet is a permanent magnet manufactured by orienting and sintering RFeB-based alloy powder. This RFeB-based sintered magnet was discovered by Sato Hayato et al. In 1982, but has high magnetic properties far surpassing the permanent magnets used so far, and is relatively abundant in rare earths, iron and boron. And can be manufactured from inexpensive raw materials.
- RFeB-based sintered magnets having a high coercive force H cj are required for the reasons described later.
- the coercive force H cj is an index indicating the strength of a magnetic field at which the magnetization becomes zero when a magnetic field having a direction opposite to the magnetization direction is applied to the magnet. The greater the coercive force H cj, the higher the resistance to a reverse magnetic field.
- the following methods are known as methods for increasing the coercive force H cj in an RFeB-based sintered magnet.
- the first method is to increase the content of heavy rare earth element RH in the RFeB-based sintered magnet (for example, Patent Document 1).
- the second method is to reduce the grain size of the raw material alloy powder of the RFeB-based sintered magnet, and to reduce the crystal grains in the RFeB-based sintered magnet obtained thereby (for example, Non-Patent Document 1).
- Non-Patent Document 1 heavy rare earth elements RH are not used.
- the temperature of the RFeB sintered magnet fluctuates during use and rises to about 100 to 180 ° C. Therefore, it is necessary to have a high coercive force H cj in order to increase the resistance to a reverse magnetic field over the entire temperature range during use.
- H cj of the RFeB-based sintered magnet decreases as the temperature increases, it is important to make the rate of decrease as small as possible.
- the above-mentioned RFeB-based sintered magnet with increased coercive force by adding heavy rare earth element RH is excellent in that not only the coercive force at room temperature is high, but also the rate of decrease in coercive force due to temperature rise is small.
- the problem to be solved by the present invention is that the RFeB-based sintering has a good temperature characteristic in that it does not substantially contain heavy rare earth elements RH , and the rate of decrease in coercive force H cj with a rise in temperature is small. It is to provide a magnetized magnet.
- Non-Patent Document 1 in three types of samples with different crystal grain sizes of RFeB-based sintered magnets, the smaller the crystal grains, the greater the coercive force H cj at each temperature. There is no significant difference in the reduction rate of H cj depending on the grain size.
- the present inventors have found through experiments (described later) that the rate of decrease in coercive force H cj associated with temperature rise can be reduced by making the crystal grains of the RFeB-based sintered magnet smaller, The present invention has been accomplished.
- the present invention which has been made to solve the above-described problems, is an RFeB-based sintered material containing at least one of Nd and Pr as the rare earth element R in addition to Fe and B, but not containing Dy, Tb and Ho.
- a magnet Using the coercive force value H cj (23) when the temperature is 23 ° C. and the coercive force value H cj (100) when the temperature is 100 ° C.
- the temperature characteristic value t (100-23) defined as follows: -0.58 ⁇ t (100-23) ⁇ 0.
- Dy, Tb and Ho means that Dy, Tb and Ho, that is, the heavy rare earth element RH is not contained in a technically meaningful amount (substantially does not contain).
- the rare earth element RH is contained as an inevitable impurity in an amount of 0.1 atomic% or less of the entire R is included.
- the temperature characteristic value t (100-23) is a more desirable characteristic for the purpose of the present invention in which the larger the value (smaller in absolute value), the smaller the rate of decrease in the coercive force H cj with increasing temperature. Means that.
- the temperature characteristic value t (100-23) is defined using the coercive force H cj at two temperatures of 23 ° C. and 100 ° C. Among these temperatures, “23 ° C.” is an average of room temperature. “100 ° C.” is a value determined for the following reason.
- the temperature characteristic value t (100-23) was -0.58 at the maximum (the value of Sample A in FIG. 4 (b)).
- the temperature characteristic value t (100-23) is larger than the maximum value of 0.58 in Non-Patent Document 1 (absolute value is less than 0.58 Became.
- the coercive force H cj decreases as the temperature increases, so the temperature characteristic value t (100-23) becomes smaller than zero.
- the temperature characteristic value t (100-23) can be made larger than -0.58 by further reducing the grain size of the crystal grains constituting the RFeB sintered magnet.
- the temperature characteristic value t (100-23) can be increased as the grain size of the crystal grains is reduced, but in practice, the temperature characteristic value t (100-23) can be easily -0.53, and further to -0.48. Can be high (ie, within the range of ⁇ 0.58 ⁇ t (100-23) ⁇ ⁇ 0.48 ) .
- the area-based average particle diameter D ave — S based on the equivalent circle diameter D of the crystal grains, which is obtained from the microscopic image of the cross section of the RFeB-based sintered magnet, is 1 ⁇ m or less.
- “Area-based average particle diameter D ave_S ” is a particle in which the ratio of the cross-sectional area of each particle to the total cross-sectional area of all the crystal grains is small in the microscopic image in a plane perpendicular to the orientation axis of the sintered magnet The equivalent circle diameter obtained from the cross-sectional area when accumulated from 50%.
- the number average particle diameter obtained from the equivalent circle diameter of the cross section of the crystal grains corresponding to 50% of the total number of crystal grains when arranged from particles having a small cross-sectional area is used. .
- the number average particle size is smaller than the area reference average particle size D ave — S because the weight of crystal grains having a smaller area becomes stronger.
- the number average particle diameter is set to 1 ⁇ m at the minimum in Non-Patent Document 1, this value can be said to be larger than 1 ⁇ m in the area standard average particle diameter D ave — S. Since the area-based average particle diameter D ave — S weights large-area crystal grains having a larger influence on the magnetic properties than the number average particle diameter, a more accurate evaluation can be performed.
- the RFeB-based sintered magnet having an area-based average particle diameter D ave_S of crystal grains of 1 ⁇ m or less is Using a RFeB alloy powder having an area-based average particle diameter Dave_S of 0.7 ⁇ m or less, preferably 0.6 ⁇ m or less, producing a tangible body oriented by a magnetic field and sintering the tangible body Can do.
- Such RFeB-based alloy powder is produced by subjecting the raw material alloy coarse powder to the HDDR method (crystal grain refinement treatment) to produce crystal grain refined coarse powder particles, which are then hydrolyzed. It can be obtained by crushing by a crushing method and then crushing by a jet mill method using helium gas.
- the raw alloy alloy coarse powder is heated in a hydrogen atmosphere at 700-900 ° C (Hydrogenation) to convert this RFeB alloy into three phases of RH 2 (R hydride), Fe 2 B, and Fe. While maintaining the temperature, the atmosphere is switched from hydrogen to vacuum to release hydrogen from the RH 2 phase (desorption), and thereby to each phase in each grain of the raw material alloy coarse powder It causes a recombination reaction (Recombination).
- “manufacturing a tangible body” means that a product having the same shape as or close to that of the final product (referred to as “tangible body”) is produced using RFeB alloy powder.
- This tangible body may be a molded body obtained by press-forming RFeB-based alloy powder to the same shape as or close to the final product, or RFeB-based alloy powder in a container (mold) having the same or close shape as the final product. (Without press molding) may be used (Patent Document 2). If the tangible body is not press-molded and the mold is filled with RFeB alloy powder, sintering can be performed without applying mechanical pressure to the tangible body (ie, RFeB alloy powder in the mold). It is desirable to do.
- RFeB alloy powder having high coercive force and small particle size can be easily handled by not applying mechanical pressure to RFeB alloy powder in the process of preparation and sintering of tangible bodies.
- An RFeB-based sintered magnet having a high coercive force can also be obtained in that it can be produced (see Patent Document 2).
- the RFeB-based sintered magnet which does not substantially contain heavy rare earth element RH and has a good temperature characteristic that the rate of decrease in coercive force H cj accompanying a temperature rise is small. Therefore, the RFeB-based sintered magnet according to the present invention is suitable for applications in which the temperature rises during use.
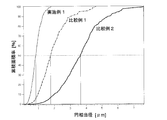
- the figure explaining an example of the method of manufacturing the RFeB type sintered magnet which concerns on this invention The graph which shows the particle size distribution calculated
- required temperature characteristic value t (T-23) (t (100-23) : T 100 degreeC is included) about the RFeB type sintered magnet of Example 1 and Comparative Examples 1 and 2.
- required temperature characteristic value t (T-23) (t (100-23) : T 100 degreeC is included) about Example 2 and the RFeB type sintered magnet of Comparative Examples 3-5 .
- step S1 Hydrogenation Decomposition Disproportionation Recombination
- step S2 crushing process
- step S3 filling process
- step S4 orientation process
- step S5 sintering process
- step S5 sintering process
- the SC alloy lump produced by the strip cast (SC) method is used as the raw material.
- the SC alloy lump is usually in the form of a flake having a side of several millimeters.
- two types of SC alloy ingots 1 and 2 having different compositions were used.
- the composition of SC alloy ingots 1 and 2 is shown in Table 1. Neither SC alloy ingot 1 nor 2 contains heavy rare earth element RH .
- the SC alloy lump is first heat treated under hydrogen gas pressure (Hydrogenation) to convert the R 2 Fe 14 B compound (main phase) in the SC alloy lump into 3 RH 2 , Fe 2 B, and Fe. Disproportionation.
- the pressure of hydrogen gas was 100 kPa
- the temperature of the heat treatment was 950 ° C.
- the heat treatment was performed for 60 minutes.
- the second heat treatment temperature was 800 ° C. and the vacuum was maintained for 60 minutes.
- an RFeB-based polycrystalline body having an area-based average particle diameter D ave — S of about 0.6 ⁇ m is obtained.
- the RFeB polycrystal is exposed to hydrogen gas without being heated from the outside. Thereby, the RFeB-based polycrystalline body naturally generates heat and absorbs hydrogen to become brittle.
- coarse powder is obtained by roughly crushing the RFeB-based polycrystal with a mechanical pulverizer.
- the coarse powder is introduced into a helium gas circulation jet mill (manufactured by Nippon Pneumatic Industry Co., Ltd., abbreviated as “He jet mill”) and pulverized.
- He jet mill produces a high-speed airflow that is approximately three times faster than N 2 jet mills using nitrogen gas, so the raw material is accelerated at high speed and repeatedly collides, which is impossible with the N 2 jet mill.
- a mold having a cavity corresponding to the shape of the final RFeB-based sintered magnet is filled with RFeB-based alloy powder at a predetermined filling density (3.6 g / cm 3 in this example), and then oriented.
- the alloy powder is oriented by applying a magnetic field (5T DC pulse magnetic field in this embodiment) to the RFeB alloy powder in the mold.
- the oriented alloy powder was placed in a sintering furnace together with the mold, and sintered by vacuum heating (in this example, heating at 880 ° C. for 2 hours). Through these filling process, orientation process, and sintering process, no mechanical pressure for forming is applied to the alloy powder.
- Example 1 the RFeB-based sintered magnet manufactured from the SC alloy ingot 1
- Example 2 the RFeB-based sintered magnet manufactured from the SC alloy ingot 2
- an RFeB-based sintered magnet was produced using RFeB-based alloy powder obtained by pulverizing SC alloy ingots 1 and 2 of the same rod as used in this example.
- the SC alloy lump was pulverized so that the area-based average particle diameter D ave — S for SC alloy lump 1 was 1.4 ⁇ m (Comparative Example 1) and 3.1 ⁇ m (Comparative Example 2).
- the ave_S was adjusted to 1.32 ⁇ m (Comparative Example 3), 3.30 ⁇ m (Comparative Example 4), and 4.10 ⁇ m (Comparative Example 5).
- the HDDR process is not performed, and in the pulverization process, the SC alloy is embrittled by embrittlement and then coarsely pulverized, and then pulverized with a He jet mill.
- a powder was prepared.
- the filling step, the alignment step, and the sintering step were performed in the same manner as in Examples 1 and 2.
- the temperature characteristic value t (100-23) is -0.53 in Example 1, -0.66 in Comparative Example 1, -0.73 in Comparative Example 2, and -0.58 which is the highest value in Non-Patent Document 1. Has a value.
- the RFeB-based sintered magnet of Example 1 has better temperature characteristics than the RFeB-based sintered magnets described in Comparative Examples 1 and 2 and Non-Patent Document 1.
- the graph of FIG. 4 shows the results of obtaining the temperature characteristic value t (T-23) for Example 2 and Comparative Examples 3 to 5 by the same method.
- the temperature characteristic value t (100-23) is ⁇ 0.48 in Example 2, which is larger than the values ( ⁇ 0.66 to ⁇ 0.60) in Comparative Examples 3 to 5 and ⁇ 0.58 which is the highest value in Non-Patent Document 1.
- the value of the temperature characteristic value t (100-23) of the second embodiment is larger than the value in the first embodiment. This is because in Example 2, the Pr content was 0.07% by mass, which was lower than Example 1 (4.15% by mass).
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Hard Magnetic Materials (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
Description
温度が23℃であるときの保磁力の値Hcj(23)及び温度が100℃であるときの保磁力の値Hcj(100)を用いて

と定義される温度特性値t(100-23)が-0.58<t(100-23)<0であることを特徴とする。

と定義される温度特性値t(T-23)を求めると、試料毎の温度特性値の良否は、100℃≦T≦180℃の範囲内で相違が見られなかった。すなわち、他の試料よりもT=100℃における温度特性値t(100-23)が良好な試料は、100℃≦T≦180℃の範囲全体に亘って、各温度における温度特性値t(T-23)が他の試料よりも良好であった。従って、温度特性値t(100-23)を求めれば、100℃≦T≦180℃の範囲における温度特性の良否を知ることができる。そして、T=100℃における保磁力の値Hcj(100)は、前記温度範囲内において最も値が大きいため、この温度での値を用いることにより保磁力の値Hcj(T)の誤差、さらには温度特性値の誤差を小さくすることができる。
面積基準平均粒径Dave_Sが0.7μm以下、好ましくは0.6μm以下であるRFeB系合金粉末を用いて、磁場によって配向させた有形体を作製し、該有形体を焼結することにより作製することができる。

Claims (5)
- Fe及びBに加え、希土類元素RとしてNd及びPrのうちの少なくとも1種を含有する一方、Dy, Tb及びHoを含有しないRFeB系焼結磁石であって、
温度が23℃であるときの保磁力の値Hcj(23)及び温度が100℃であるときの保磁力の値Hcj(100)を用いて

と定義される温度特性値t(100-23)が-0.58<t(100-23)<0であることを特徴とするRFeB系焼結磁石。 - 温度特性値t(100-23)が-0.58<t(100-23)≦-0.48であることを特徴とする請求項1に記載のRFeB系焼結磁石。
- 断面の顕微鏡画像から求められる、結晶粒の円相当径による面積基準平均粒径が1μm以下であることを特徴とする請求項1又は2に記載のRFeB系焼結磁石。
- 請求項1~3のいずれかに記載のRFeB系焼結磁石を製造する方法であって、
面積基準平均粒径が0.7μm以下であるRFeB系合金粉末を用いて、磁場によって配向させた有形体を作製し、該有形体を焼結することを特徴とするRFeB系焼結磁石の製造方法。 - 原料合金の粗粉にHDDR法を施すことにより結晶粒微細化粗粉粒を作製し、該結晶粒微細化粗粉粒を水素解砕法により解砕した後、ヘリウムガスを用いたジェットミル法で粉砕することにより前記RFeB系合金粉末を作製することを特徴とする請求項4に記載のRFeB系焼結磁石の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580044078.6A CN106575556A (zh) | 2014-08-18 | 2015-08-18 | RFeB系烧结磁体 |
| US15/503,814 US20170278604A1 (en) | 2014-08-18 | 2015-08-18 | RFeB SYSTEM SINTERED MAGNET |
| JP2016544207A JPWO2016027791A1 (ja) | 2014-08-18 | 2015-08-18 | RFeB系焼結磁石 |
| EP15833977.0A EP3185252A4 (en) | 2014-08-18 | 2015-08-18 | RFeB-BASED SINTERED MAGNET |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-165953 | 2014-08-18 | ||
| JP2014165953 | 2014-08-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016027791A1 true WO2016027791A1 (ja) | 2016-02-25 |
Family
ID=55350735
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/073064 Ceased WO2016027791A1 (ja) | 2014-08-18 | 2015-08-18 | RFeB系焼結磁石 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170278604A1 (ja) |
| EP (1) | EP3185252A4 (ja) |
| JP (1) | JPWO2016027791A1 (ja) |
| CN (1) | CN106575556A (ja) |
| WO (1) | WO2016027791A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018022834A (ja) * | 2016-08-05 | 2018-02-08 | Tdk株式会社 | R−t−b系焼結磁石 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6848736B2 (ja) * | 2016-07-15 | 2021-03-24 | Tdk株式会社 | R−t−b系希土類永久磁石 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009122709A1 (ja) * | 2008-03-31 | 2009-10-08 | 日立金属株式会社 | R-t-b系焼結磁石およびその製造方法 |
| JP2010182827A (ja) * | 2009-02-04 | 2010-08-19 | Toyota Motor Corp | 高保磁力NdFeBGa磁石の製造法 |
| JP2010219499A (ja) * | 2009-02-18 | 2010-09-30 | Tdk Corp | R−t−b系希土類焼結磁石及びその製造方法 |
| JP2011216720A (ja) * | 2010-03-31 | 2011-10-27 | Nitto Denko Corp | 永久磁石及び永久磁石の製造方法 |
| WO2014142137A1 (ja) * | 2013-03-12 | 2014-09-18 | インターメタリックス株式会社 | RFeB系焼結磁石の製造方法及びそれにより製造されるRFeB系焼結磁石 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3423965B2 (ja) * | 1992-09-02 | 2003-07-07 | 住友特殊金属株式会社 | 永久磁石用異方性希土類合金粉末の製造方法 |
| CN102103917B (zh) * | 2009-12-22 | 2013-04-17 | 北京有色金属研究总院 | 一种钕铁硼磁体、制备方法及应用该磁体的器件 |
| CN102214508B (zh) * | 2010-04-02 | 2014-03-12 | 烟台首钢磁性材料股份有限公司 | R-t-b-m-a系稀土类永磁体以及其制造方法 |
| JP5757234B2 (ja) * | 2011-12-27 | 2015-07-29 | トヨタ自動車株式会社 | 希土類磁石用の急冷リボンの製造方法 |
-
2015
- 2015-08-18 WO PCT/JP2015/073064 patent/WO2016027791A1/ja not_active Ceased
- 2015-08-18 CN CN201580044078.6A patent/CN106575556A/zh active Pending
- 2015-08-18 EP EP15833977.0A patent/EP3185252A4/en not_active Withdrawn
- 2015-08-18 JP JP2016544207A patent/JPWO2016027791A1/ja not_active Withdrawn
- 2015-08-18 US US15/503,814 patent/US20170278604A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009122709A1 (ja) * | 2008-03-31 | 2009-10-08 | 日立金属株式会社 | R-t-b系焼結磁石およびその製造方法 |
| JP2010182827A (ja) * | 2009-02-04 | 2010-08-19 | Toyota Motor Corp | 高保磁力NdFeBGa磁石の製造法 |
| JP2010219499A (ja) * | 2009-02-18 | 2010-09-30 | Tdk Corp | R−t−b系希土類焼結磁石及びその製造方法 |
| JP2011216720A (ja) * | 2010-03-31 | 2011-10-27 | Nitto Denko Corp | 永久磁石及び永久磁石の製造方法 |
| WO2014142137A1 (ja) * | 2013-03-12 | 2014-09-18 | インターメタリックス株式会社 | RFeB系焼結磁石の製造方法及びそれにより製造されるRFeB系焼結磁石 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3185252A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018022834A (ja) * | 2016-08-05 | 2018-02-08 | Tdk株式会社 | R−t−b系焼結磁石 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106575556A (zh) | 2017-04-19 |
| JPWO2016027791A1 (ja) | 2017-06-22 |
| EP3185252A1 (en) | 2017-06-28 |
| EP3185252A4 (en) | 2017-08-30 |
| US20170278604A1 (en) | 2017-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI575081B (zh) | 稀土經燒結之磁石及製造方法 | |
| CN102918611B (zh) | 稀土类永磁体的制造方法和稀土类永磁体 | |
| JP6177877B2 (ja) | RFeB系焼結磁石の製造方法及びそれにより製造されるRFeB系焼結磁石 | |
| JP6366666B2 (ja) | 重希土類元素を含まない焼結Nd−Fe−B磁性体の製造方法 | |
| JP6488976B2 (ja) | R−t−b系焼結磁石 | |
| CN105845304B (zh) | R-t-b系烧结磁铁 | |
| CN106030736B (zh) | R-t-b系烧结磁体的制造方法 | |
| JP5120710B2 (ja) | RL−RH−T−Mn−B系焼結磁石 | |
| JP6094612B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| WO2010113371A1 (ja) | R-t-b系希土類永久磁石用合金材料、r-t-b系希土類永久磁石の製造方法およびモーター | |
| JP7696481B2 (ja) | 希土類焼結ネオジム-鉄-ボロン磁石の製造方法 | |
| CN104821218A (zh) | 一种锌铝钛钴复合添加的烧结钕铁硼磁体及其制备方法 | |
| JPWO2016111346A1 (ja) | RFeB系焼結磁石の製造方法 | |
| JP6613730B2 (ja) | 希土類磁石の製造方法 | |
| CN110537232B (zh) | 永久磁铁和旋转电机 | |
| CN100334662C (zh) | R-t-b系稀土类永久磁铁的制造方法 | |
| CN110299235B (zh) | R-t-b系烧结磁体的制造方法 | |
| JP6691666B2 (ja) | R−t−b系磁石の製造方法 | |
| JP6624455B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| Lv et al. | Coercivity enhancement in Dy-free HDDR Nd-Fe-B powders by the grain boundary diffusion of Zn | |
| CN110024057B (zh) | 稀土类永久磁铁 | |
| CN109872855B (zh) | 一种高矫顽力稀土钴基永磁材料及其制备方法 | |
| WO2016027791A1 (ja) | RFeB系焼結磁石 | |
| JP2017183348A (ja) | R−t−b系焼結磁石の製造方法 | |
| JP7215044B2 (ja) | R-t-b系焼結磁石の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15833977 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016544207 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015833977 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15503814 Country of ref document: US Ref document number: 2015833977 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |