WO2016027885A1 - 積層フィルムおよびそれを利用した包装袋 - Google Patents
積層フィルムおよびそれを利用した包装袋 Download PDFInfo
- Publication number
- WO2016027885A1 WO2016027885A1 PCT/JP2015/073509 JP2015073509W WO2016027885A1 WO 2016027885 A1 WO2016027885 A1 WO 2016027885A1 JP 2015073509 W JP2015073509 W JP 2015073509W WO 2016027885 A1 WO2016027885 A1 WO 2016027885A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- mol
- butene
- olefin
- laminated film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F210/00—Copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond
- C08F210/04—Monomers containing three or four carbon atoms
- C08F210/06—Propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/49—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using two or more extruders to feed one die or nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/005—Shaping by stretching, e.g. drawing through a die; Apparatus therefor characterised by the choice of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F210/00—Copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond
- C08F210/02—Ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
- B29L2031/7129—Bags, sacks, sachets open
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/02—Open containers
- B32B2439/06—Bags, sacks, sachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F4/00—Polymerisation catalysts
- C08F4/42—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors
- C08F4/44—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides
- C08F4/60—Metals; Metal hydrides; Metallo-organic compounds; Use thereof as catalyst precursors selected from light metals, zinc, cadmium, mercury, copper, silver, gold, boron, gallium, indium, thallium, rare earths or actinides together with refractory metals, iron group metals, platinum group metals, manganese, rhenium technetium or compounds thereof
- C08F4/62—Refractory metals or compounds thereof
- C08F4/64—Titanium, zirconium, hafnium or compounds thereof
- C08F4/659—Component covered by group C08F4/64 containing a transition metal-carbon bond
- C08F4/65912—Component covered by group C08F4/64 containing a transition metal-carbon bond in combination with an organoaluminium compound
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2409/00—Presence of diene rubber
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/04—Presence of homo or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/10—Presence of homo or copolymers of propene
Definitions
- the present invention relates to a laminated film and a packaging bag using the same.
- films that package processed meat foods such as meats and sausages, and various hydrous foods such as fresh vegetables and seafood, and other processed foods are cloudy because water vapor evaporated from the foods adheres and condenses on the inner surface of the film. Since the food is difficult to see, anti-fogging properties are required to prevent this.
- Another known method for imparting antifogging property is a method of imparting wettability by corona treatment of the film surface.
- the strength of the heat seal portion may be reduced by the treatment.
- a method of selectively corona treating only a portion excluding the seal portion has also been proposed (for example, Patent Document 4).
- Patent Document 4 since the method of corona treating only a specific area of the film surface is complicated and increases the number of steps, it has been desired to establish an industrially advantageous method.
- JP-A-5-69521 Japanese Patent Laid-Open No. 7-52334 International Publication No. 2001/78980 Pamphlet JP 2009-241975 A
- the present invention focuses on the situation as described above, and its purpose is to prevent water droplets from immediately spreading due to high wettability even when a high moisture content is enclosed in a packaging bag.
- Packaging bag that is, a film excellent in anti-fogging property, and a laminated film for packaging bag that exhibits sufficient strength even when the existing heat sealing temperature is adopted during heat sealing, and a packaging bag obtained from the film Is to provide. This concept also applies to packaging bags that have been corona treated, for example to improve printability.
- Tm melting point measured by differential scanning calorimetry
- a resin composition comprising a total of 5 to 80 parts by weight of two or more kinds of copolymers selected from the group consisting of: [wherein each of the components (B), (C) and (D) is The total amount of component (A), component (B), component (C) and component (D) is 100 parts by weight.
- Two or more copolymers selected from the group consisting of the component (B), the component (C) and the component (D) contain the component (B) as an essential component, and the component (B) [The total amount of the component (A), the component (B), the component (C) and the component (D) is 100 parts by weight. ]
- the copolymer (C) of ethylene and an ⁇ -olefin having 3 to 20 carbon atoms contains a structural unit derived from ethylene in an amount of 50 to 99 mol%, and an ⁇ having 3 to 20 carbon atoms. -Containing structural units derived from olefins in an amount of 1 to 50 mol% (provided that the total of units derived from ethylene and units derived from ⁇ -olefin is 100 mol%)
- [7] A packaging bag obtained by fusing the heat seal layers of the laminated film described in any one of [1] to [6].
- (A) With respect to 20 to 95 parts by weight of a propylene polymer having a melting point (Tm) measured by differential scanning calorimetry (DSC) of 120 ° C. or higher and 170 ° C. or lower, (B) a propylene / 1-butene copolymer containing units derived from propylene in an amount of 51 to 95 mol% and units derived from 1-butene in an amount of 5 to 49 mol% (however, derived from propylene) The sum of the units to be derived and the units derived from 1-butene is 100 mol%).
- Tm melting point measured by differential scanning calorimetry
- a resin composition comprising a total of 5 to 80 parts by weight of two or more kinds of copolymers selected from the group consisting of: [wherein each of the components (B), (C) and (D) is The total amount of component (A), component (B), component (C) and component (D) is 100 parts by weight.
- the heat seal layer with which the laminated film is provided is a laminated film that is subjected to a modification treatment.
- the laminated film according to [8], wherein the wetting tension of the surface of the heat seal layer on the surface opposite to the base material layer is 5 to 30 mN / m.
- the laminated film of the present invention includes a heat seal layer composed of a resin composition comprising a specific component (A) to component (D), and this heat seal layer has an antifogging effect and printing by, for example, corona treatment.
- this heat seal layer has an antifogging effect and printing by, for example, corona treatment.
- Tm melting point measured by differential scanning calorimetry
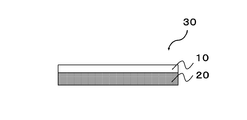
- a laminated film 30 shown in FIG. 1 includes a heat seal layer 10 and a base material layer 20.
- the heat seal layer 10 constituting the laminated film 30 of the present embodiment has a propylene polymer (hereinafter referred to as (A) Differential Scanning Calorimetry (DSC) having a melting point (Tm) of 120 ° C. or higher and 170 ° C. or lower.
- DSC Differential Scanning Calorimetry
- Tm melting point
- B units derived from propylene in an amount of 51 to 95 mol% and units derived from 1-butene.
- Propylene / 1-butene copolymer in an amount of 5 to 49 mol% (provided that the total of units derived from propylene and units derived from 1-butene is 100 mol%) (hereinafter “component” (B) "), (C) a copolymer of ethylene and an ⁇ -olefin having 3 to 20 carbon atoms (hereinafter also referred to as” component (C) "), (D) from 1-butene 50 to 9 derived structural units 1-butene containing 1 to 50 mol% of a structural unit derived from an ⁇ -olefin having 3 or 5 to 20 carbon atoms, and 3 or 5 carbon atoms Copolymer of 20 to ⁇ -olefin (the total of units derived from 1-butene and units derived from ⁇ -olefin is 100 mol%) (hereinafter referred to as “component (D)”) Two or more types of copolymers selected from the above are blended at a specific ratio.
- component (B) and component (C) are blended with component (A)
- component (B) and component (D) are blended with component (A)
- component (B) and component (D) are blended with component (A)
- component (B) and component (D) are blended with component (A)
- component (B) and component (D) are blended with component (A)
- component (B) and component (C) are blended with respect to (A)
- component (B) and (C) with respect to a component (A) are mentioned. It is done.
- the components (B) and (C) are blended with respect to the component (A) because of the ease of blending each component, and the components (B) and (D) with respect to the component (A).
- the wetting tension of the surface of the heat seal layer on the side opposite to the base material layer 20 on the heat seal layer 10 side of the laminated film 30 is 32 to 45 mN / m.
- the laminated film 30 of the present embodiment may be an unstretched film or a stretched film depending on the application to be used, but a stretched film excellent in tensile strength, waist strength, or impact strength is preferably used. It is done.
- the stretched film include a uniaxially stretched film and a biaxially stretched film. Further, from the viewpoint of improving heat resistance, tear strength, flexibility, etc., it may be used as an unstretched film.
- the laminated film 30 of the present embodiment is an unstretched film
- the laminated film 30 is composed of, for example, a resin composition constituting the heat seal layer 10 and a base using two extruders connected to a T die. It can be produced by supplying the resin composition constituting the material layer 20 to each extruder and co-extrusion molding.
- the total thickness of the laminated film 30 can be set in the range of 50 ⁇ m to 5000 ⁇ m, for example.
- the thickness ratio between the heat seal layer 10 and the base material layer 20 is set to a ratio of 1:99 to 99: 1, for example. About said thickness, according to the use for which the laminated
- the laminated film 30 of the present embodiment is a stretched film
- the laminated film 30 can be produced, for example, by stretching the above-mentioned unstretched film with a stretching machine.
- the entire thickness of the laminated film 30 is set in the range of 1 ⁇ m to 500 ⁇ m, for example.
- the laminated film 30 of this embodiment is characterized in that the wetting tension of the surface of the heat seal layer on the side opposite to the base material layer 20 on the heat seal layer 10 side is 32 to 45 mN / m.
- a heat seal layer surface having a wetting tension of 32 to 45 mN / m can be obtained by, for example, modifying the heat seal layer surface.
- the surface modification may be performed by a known method, and examples thereof include corona treatment, plasma treatment, and flame treatment. In particular, corona treatment is desirable because it can be easily treated without requiring a special environment.
- the wetting tension can be controlled by adjusting the degree of surface modification.
- the wetting tension on the surface of the heat seal layer 10 can be improved.
- the value of the wetting tension is set in the range of 32 to 45 mN / m. Within this range, it can be set as appropriate depending on the use of the laminated film 30, preferably 34 to 43 mN / m, and more. Preferably, it can be set to 36 to 41 mN / m. By setting the wetting tension within this range, sufficient antifogging properties can be achieved when a packaging bag is formed.
- the wetting tension can be measured according to ASTM-D-2578-67T, and can be measured in an atmosphere of 23 ° C. and 65% RH.
- the conditions for performing the corona treatment can be set as appropriate as long as the object of the present invention is not impaired.
- the processing speed for the film is, for example, 5 cm / sec to 20 cm / sec (3 m / min to 12 m / min).
- the discharge output conditions are set in the range of 1A to 5A, for example.
- the laminated film 30 of the present embodiment is stacked so that, for example, the heat seal layers 10 overlap each other, and the temperature of the upper portion of the heat seal bar is measured by the method described in (Measurement of heat seal strength) in [Example 1] described later.
- the heat sealing strength can be set to 2.0 N / mm or more, preferably 2.5 N / mm or more, more preferably 3.0 N / mm. It can be set to mm or more.
- the laminated film shown below also becomes an important means in solving this application subject.
- A With respect to 20 to 95 parts by weight of a propylene polymer having a melting point (Tm) measured by differential scanning calorimetry (DSC) of 120 ° C. or higher and 170 ° C. or lower,
- B a propylene / 1-butene copolymer containing units derived from propylene in an amount of 51 to 95 mol% and units derived from 1-butene in an amount of 5 to 49 mol% (however, derived from propylene) The sum of the units to be derived and the units derived from 1-butene is 100 mol%).
- (C) a copolymer of ethylene and an ⁇ -olefin having 3 to 20 carbon atoms
- a resin composition comprising a total of 5 to 80 parts by weight of two or more kinds of copolymers selected from the group consisting of: [wherein each of the components (B), (C) and (D) is The total amount of component (A), component (B), component (C) and component (D) is 100 parts by weight.
- a specific wetting tension can be achieved by modifying the heat seal layer as the above-described laminated film.
- the laminated film not subjected to the modification treatment for example, the wetting tension of the surface of the heat seal layer on the opposite surface to the base material layer is set in the range of 5 to 30 mN / m, and more preferably 10 It is set in the range of ⁇ 30 mN / m.
- the heat seal layer 10 of the present embodiment is configured by blending the following four components at an appropriate ratio.
- (Component (B)) (C) Copolymer of ethylene and ⁇ -olefin having 3 to 20 carbon atoms (component (C)) (D)
- An amount of 1 to 50 mol% of a structural unit derived from 1-butene is contained in an amount of 50 to 99 mol% and derived from an ⁇ -olefin having 3 or 5 to 20 carbon atoms.
- a copolymer of 1-butene and an ⁇ -olefin having 3 or 5 to 20 carbon atoms (provided that the total of units derived from 1-butene and units derived from ⁇ -olefin is 100 mol) % (Component (D))
- the resin composition constituting the heat seal layer 10 of the present embodiment 20 to 95 parts by weight of the component (A) is used, and the resin composition is selected from the group consisting of the component (B), the component (C), and the component (D). It comprises 5 to 80 parts by weight of two or more selected components. The total amount of component (A), component (B), component (C), and component (D) is 100 parts by weight.
- a more preferable content of each of these components is preferably 30 to 90 parts by weight, more preferably 40 to 90 parts by weight, and particularly preferably 50 to 85 parts by weight as the component (A).
- the content (total amount) of two or more components selected from the group consisting of component (B), component (C), and component (D) is preferably 10 to 70 parts by weight. More preferably, it is contained in an amount of 15 to 50 parts by weight.
- the resin composition constituting the heat seal layer 10 of the present embodiment is preferably a composition containing the component (A) and the component (B) as essential components as described above.
- the component (B) Two or more kinds of copolymers selected from the group consisting of the component (C) and the component (D) contain the component (B) as an essential component, and the content of the component (B) is 3 to 25 wt. Parts, preferably 4 to 23 parts by weight, more preferably 5 to 20 parts by weight [wherein the total amount of component (A), component (B), component (C) and component (D) is 100 parts by weight ]
- the component (A) used in this embodiment is a propylene polymer having a melting point (Tm) measured by differential scanning calorimetry (DSC) of 120 ° C. or more and 170 ° C. or less, and the propylene polymer is homopropylene. It may be a propylene / ⁇ -olefin having 2 to 20 carbon atoms (excluding propylene) or a propylene block copolymer, preferably homopropylene or propylene-carbon. It is an ⁇ -olefin random copolymer of several 2 to 20.
- the resin composition constituting the heat seal layer 10 of this embodiment it is particularly preferable to use homopropylene from the viewpoint of imparting heat resistance and rigidity to the heat seal layer 10, and the heat seal layer 10 is flexible and transparent. From the viewpoint of imparting properties, it is preferable to use a propylene / ⁇ -olefin random copolymer having 2 to 20 carbon atoms.
- the ⁇ -olefin copolymerized with propylene includes ethylene, 1-butene, 1-pentene, 3-methyl-1-butene, 1-hexene, 4-methyl-1-pentene, 1-octene, 1-octene, Examples include decene, 1-dodecene, 1-tetracene, 1-hexadecene, 1-octadecene, 1-eicocene and the like.
- an isotactic propylene-based polymer can also be preferably used as the component (A) used in the present embodiment.
- the isotactic propylene polymer is a propylene polymer having an isotactic pentad fraction measured by NMR method of 0.9 or more, preferably 0.95 or more.
- the isotactic pentad fraction of this isotactic propylene polymer is expressed as a percentage, it is 90% or more, preferably 95% or more.
- the isotactic pentad fraction indicates the abundance ratio of isotactic chains in the pentad fraction unit in the molecular chain measured using 13 C-NMR, and is a propylene monomer unit. Is the fraction of propylene monomer units in the center of a chain of five consecutive meso-bonded chains. Specifically, it is a value calculated as a fraction of the mmmm peak in the total absorption peak in the methyl carbon region observed in the 13 C-NMR spectrum. In addition, this isotactic pentad fraction (mmmm fraction) is measured as follows.
- the mmmm fraction is Pmmmm in the 13 C-NMR spectrum (absorption intensity derived from the third methyl group at the site where 5 units of propylene units are continuously isotactically bonded) and Pw (on all methyl groups of the propylene unit). It is calculated
- mmmm fraction Pmmmm / Pw
- the NMR measurement is performed as follows, for example. That is, 0.35 g of a sample is dissolved by heating in 2.0 mL of hexachlorobutadiene. After this solution is filtered through a glass filter (G2), 0.5 mL of deuterated benzene is added and charged into an NMR tube having an inner diameter of 10 mm. Then, 13 C-NMR measurement is performed at 120 ° C. using a JNM GX-500 type NMR measurement apparatus manufactured by JEOL Ltd. The number of integration is 10,000 times or more.
- the component (A) used in this embodiment has a melting point (Tm) obtained by differential scanning calorimetry (DSC) of 120 ° C. or higher and 170 ° C. or lower, preferably 125 ° C. or higher and 168 ° C. It is as follows.
- Tm melting point
- the heat of fusion ( ⁇ H) obtained simultaneously is preferably 50 mJ / mg or more.
- the melting point (Tm) and heat of fusion ( ⁇ H) of component (A) are measured, for example, as follows. That is, using DSCPyris 1 or DSC7 manufactured by PerkinElmer, under a nitrogen atmosphere (20 ml / min), a sample of about 5 mg was heated to 200 ° C. and held for 10 minutes, and then cooled to 30 ° C. at 10 ° C./min. After maintaining at 30 ° C. for 5 minutes, the melting point can be determined from the peak apex of the crystal melting peak when the temperature is raised to 200 ° C. at 10 ° C./min.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., under a load of 2.16 kg) of component (A) is preferably 0.01 to 400 g / 10 minutes, more preferably 0.1 to 100 g / 10 minutes.
- the ⁇ -olefin is preferably selected from ethylene and ⁇ -olefins having 4 to 20 carbon atoms, and 0.1 to 8 It is preferably contained in an amount of mol%, preferably 0.2 to 7.5 mol%, more preferably 0.3 to 7 mol%.
- the molecular weight distribution (Mw / Mn) obtained by gel permeation chromatography (GPC) of the component (A) is preferably 3.0 or less, more preferably 2.0 to 3.0, Preferably, it is 2.0 to 2.5.
- This molecular weight distribution (Mw / Mn) can be measured, for example, using a gel permeation chromatograph Alliance GPC-2000 manufactured by Waters as follows. The separation columns are two TSKgel GNH6-HT and two TSKgel GNH6-HTL.
- the column size is 7.5 mm in diameter and 300 mm in length, the column temperature is 140 ° C., and the mobile phase is o -Using dichlorobenzene (manufactured by Wako Pure Chemical Industries, Ltd.) and 0.025 wt% BHT (manufactured by Takeda Pharmaceutical Co., Ltd.) as an antioxidant, the sample was moved at 1.0 ml / min, the sample concentration was 15 mg / 10 mL, and sample injection The amount is 500 microliters, and a differential refractometer is used as a detector. Standard polystyrene is manufactured by Tosoh Corporation for molecular weights Mw ⁇ 1000 and Mw> 4 ⁇ 10 6 , and is used by Pressure Chemical Co. for 1000 ⁇ Mw ⁇ 4 ⁇ 10 6 .
- tensile elastic modulus 500 MPa or more can be preferably used.
- the tensile elastic modulus is a value measured at 23 ° C. using a JIS No. 3 dumbbell in accordance with JIS K6301 at a span interval of 30 mm and a tensile speed of 30 mm / min.
- the component (A) used in the present embodiment can be produced by various methods. For example, it can be produced using a stereoregular catalyst. Specifically, it can be produced using a catalyst formed from a solid titanium catalyst component, an organometallic compound catalyst component, and, if necessary, an electron donor.
- titanium trichloride or a titanium trichloride composition is a solid titanium catalyst component supported on a carrier having a specific surface area of 100 m 2 / g or more, or magnesium, halogen, electron Examples include a solid titanium catalyst component in which a donor (preferably an aromatic carboxylic acid ester or an alkyl group-containing ether) and titanium are essential components, and these essential components are supported on a carrier having a specific surface area of 100 m 2 / g or more. . Moreover, it can also manufacture using a metallocene catalyst.
- the organometallic compound catalyst component is preferably an organoaluminum compound, and specific examples of the organoaluminum compound include trialkylaluminum, dialkylaluminum halide, alkylaluminum sesquihalide, alkylaluminum dihalide, and the like.
- an organoaluminum compound can be suitably selected according to the kind of titanium catalyst component to be used.
- an organic compound having a nitrogen atom, a phosphorus atom, a sulfur atom, a silicon atom, or a boron atom can be used, and preferably, an ester compound and an ether compound having the above atoms are used.
- Such a catalyst may be further activated by a technique such as co-grinding, or an ⁇ -olefin as described above may be prepolymerized.
- Component (B) used in this embodiment is a propylene / 1-butene copolymer containing units derived from propylene in an amount of 51 to 95 mol% and units derived from 1-butene in an amount of 5 to 49 mol%. Polymer (however, the total of units derived from propylene and units derived from 1-butene is 100 mol%).
- a propylene / 1-butene copolymer may be appropriately selected from known components in accordance with the application, but preferably satisfies the following requirements, for example.
- Component (B) contains a structural unit derived from propylene in an amount of 60 to 90 mol%, a structural unit derived from 1-butene in an amount of 10 to 40 mol%, and propylene
- the total of the units derived from 1 and 1-butene is preferably 100 mol%.
- the structural unit derived from propylene is contained in an amount of 70 to 90 mol%
- the structural unit derived from 1-butene is contained in an amount of 10 to 30 mol%
- the total of the unit and the unit derived from 1-butene is 100 mol%.
- Component (B) preferably has a melting point (Tm) measured by differential scanning calorimetry (DSC) of 110 ° C. or lower, or a melting point peak is not observed by DSC. More preferably, the melting point (Tm) is 50 to 110 ° C., more preferably 60 to 100 ° C., and still more preferably 65 to 90 ° C. By setting in such a range, heat sealing becomes easy even at a relatively low temperature.
- fusing point of a component (B) can be measured by the method shown below. That is, using a DSC manufactured by Seiko Instruments Inc., a sample of about 5 mg was packed in an aluminum pan for measurement, heated to 200 ° C.
- Component (B) preferably has a molecular weight distribution (Mw / Mn) determined by gel permeation chromatography (GPC) of 3.0 or less, more preferably 2.0 to 3.0. More preferably, it is 2.0 to 2.5.
- Mw / Mn molecular weight distribution
- the low molecular weight content can be controlled as the component (B), so that bleeding does not easily occur from the surface layer of the laminated film, and the surface layer becomes sticky during storage and blocking. Can be suppressed.
- the method similar to the measuring method with respect to a component (A) is employable.
- Component (B) preferably has a melting point (Tm) measured by a differential scanning calorimeter of 50 to 110 ° C., more preferably 60 to 100 ° C., particularly preferably 65 to 90 ° C. And the relationship between the melting point (Tm) and the 1-butene constituent unit content M (mol%) is -2.6M + 130 ⁇ Tm ⁇ ⁇ 2.3M + 155 It is preferable to satisfy.
- Tm and M satisfy the above relationship, a laminated film having excellent low-temperature heat sealability, high heat seal strength, and little reduction in seal strength due to aging after stretching can be obtained.
- melt flow rate (MFR; ASTM D1238, 230 ° C., 2.16 kg load) of the component (B) used in this embodiment is preferably 0.1 to 30 g / 10 min, more preferably. Is 0.5 to 20 g / 10 min, particularly preferably 1.0 to 10 g / 10 min.
- the propylene / 1-butene copolymer used in the present embodiment can be suitably obtained by copolymerizing propylene and 1-butene in the presence of a catalyst containing a metallocene compound, preferably WO 2004 / 087775 pamphlet or WO01 / 27124 pamphlet.
- a catalyst containing a metallocene compound preferably WO 2004 / 087775 pamphlet or WO01 / 27124 pamphlet.
- the component (B) used in the present embodiment is obtained by copolymerizing propylene and 1-butene in the presence of a catalyst containing a transition metal compound represented by the following general formula (1a). It is desirable that The transition metal compound (1a) is a compound in which a ligand in which a substituted cyclopentadienyl ring and a substituted fluorenyl ring are bridged with carbon is coordinated to a transition metal atom.
- the catalyst containing the transition metal compound (1a) is (2a) an organometallic compound, (2b) an organoaluminum oxy compound, and (2c) a compound that forms an ion pair by reacting with the transition metal compound (1a). And a catalyst containing at least one compound selected from the above and the transition metal compound (1a).
- R 1 and R 3 are hydrogen, and R 2 and R 4 are selected from a hydrocarbon group and a silicon-containing group, and may be the same or different.
- R 5 , R 6 , R 7 , R 8 , R 9 , R 10 , R 11 , R 12 , R 13 and R 14 are selected from hydrogen, a hydrocarbon group, and a silicon-containing group, and may be the same or different, and R 5 to R 12 Substituents bonded to adjacent carbon atoms may be bonded to each other to form a ring, and R 13 and R 14 may be the same or different from each other, and may be bonded to each other to form a ring.
- M is a Group 4 transition metal
- Y is a carbon atom
- Q is the same or different combination from a halogen, a hydrocarbon group, an anionic ligand, or a neutral ligand capable of coordinating with a lone pair of electrons.
- j is an integer from 1 to 4.
- hydrocarbon group examples include methyl group, ethyl group, n-propyl group, allyl group, n-butyl group, n-pentyl group, n-hexyl group, n-heptyl group, n-octyl group, and n-nonyl.
- Group linear hydrocarbon group such as n-decanyl group; isopropyl group, tert-butyl group, amyl group, 3-methylpentyl group, 1,1-diethylpropyl group, 1,1-dimethylbutyl group, 1- Branched hydrocarbon groups such as methyl-1-propylbutyl, 1,1-propylbutyl, 1,1-dimethyl-2-methylpropyl, 1-methyl-1-isopropyl-2-methylpropyl; cyclopentyl Group, cyclohexyl group, cycloheptyl group, cyclooctyl group, norbornyl group, cyclic saturated hydrocarbon group such as adamantyl group; phenyl group, tolyl group, naphthyl group, bif Cyclic unsaturated hydrocarbon groups such as nyl group, phenanthryl group and anthracenyl group; saturated hydrocarbon groups substituted by cyclic unsaturated hydrocarbon
- Examples of the silicon-containing group include a trimethylsilyl group, a triethylsilyl group, a dimethylphenylsilyl group, a diphenylmethylsilyl group, and a triphenylsilyl group.
- substituents bonded to adjacent carbons from R 5 to R 12 may be bonded to each other to form a ring.
- substituted fluorenyl groups include benzofluorenyl group, dibenzofluorenyl group, octahydrodibenzofluorenyl group, octamethyloctahydrodibenzofluorenyl group, octamethyltetrahydrodicyclopentafluorenyl group, etc. Can be mentioned.
- R 13 and R 14 are preferably aryl groups.
- the aryl group include the above-mentioned cyclic unsaturated hydrocarbon group, a saturated hydrocarbon group substituted with a cyclic unsaturated hydrocarbon group, a heteroatom-containing cyclic unsaturated hydrocarbon group such as a furyl group, a pyryl group, and a thienyl group.
- R 13 and R 14 may be the same or different, and may be bonded to each other to form a ring.
- R 2 and R 4 which are substituents bonded to the cyclopentadienyl ring are preferably hydrocarbon groups having 1 to 20 carbon atoms.
- the hydrocarbon group having 1 to 20 carbon atoms include the aforementioned hydrocarbon groups.
- R 2 is more preferably a bulky substituent such as a tert-butyl group, an adamantyl group, or a triphenylmethyl group
- R 4 is more preferable than R 2 such as a methyl group, an ethyl group, or an n-propyl group. It is more preferably a sterically small substituent.
- the term “sterically small” as used herein means that the volume occupied by the substituent is small.
- any two or more of R 6 , R 7 , R 10 , and R 11 have 1 to 20 carbon atoms. It is preferably a hydrocarbon group. Examples of the hydrocarbon group having 1 to 20 carbon atoms include the aforementioned hydrocarbon groups.
- R 6 and R 11 and R 7 and R 10 are the same group.
- R 6 and R 7 form an aliphatic ring (AR-1)
- R 10 and R 11 are the same aliphatic ring as the aliphatic ring (AR-1). The case where (AR-2) is formed is also included.
- Y that bridges the cyclopentadienyl ring and the fluorenyl ring is a carbon atom.
- the substituents R 13 and R 14 bonded to Y are preferably aryl groups having 6 to 20 carbon atoms at the same time.
- Examples of the aryl group having 6 to 20 carbon atoms include the above-mentioned cyclic unsaturated hydrocarbon group, a saturated hydrocarbon group substituted with a cyclic unsaturated hydrocarbon group, and a heteroatom-containing cyclic unsaturated hydrocarbon group.
- R 13 and R 14 may be the same or different, and may be bonded to each other to form a ring.
- a fluorenylidene group, a 10-hydroanthracenylidene group, a dibenzocycloheptadienylidene group, and the like are preferable.
- M is a Group 4 transition metal, and specific examples thereof include Ti, Zr, and Hf.
- Q is selected from the same or different combinations from halogen, a hydrocarbon group, an anionic ligand, or a neutral ligand capable of coordinating with a lone pair of electrons.
- j is an integer of 1 to 4, and when j is 2 or more, a plurality of Qs may be the same or different from each other.
- halogen include fluorine, chlorine, bromine and iodine
- hydrocarbon group include those described above.
- Specific examples of the anionic ligand include alkoxy groups such as methoxy, tert-butoxy and phenoxy, carboxylate groups such as acetate and benzoate, and sulfonate groups such as mesylate and tosylate.
- transition metal compound (1a) examples include dimethylmethylene (3-tert-butyl-5-methylcyclopentadienyl) fluorenylzirconium dichloride, isopropylidene (3-tert-butyl-5-methylcyclopenta).
- the catalyst suitably used in producing the component (B) used in the present embodiment includes (2a) an organometallic compound, (2b) an organoaluminum oxy compound, (2c) together with the above-described transition metal compound (1a). It is preferable to include at least one compound selected from a compound that reacts with the transition metal compound (1a) to form an ion pair.
- These compounds (2a), (2b), and (2c) are not particularly limited, but preferred examples include the compounds described in WO 2004/088775 pamphlet or WO 01/27124 pamphlet. Can be mentioned.
- organometallic compound the following Group 1, 2 and Group 12, 13 organometallic compounds are used.
- Such compounds include trimethylaluminum, triethylaluminum, triisobutylaluminum, diisobutylaluminum hydride and the like.
- M 2 AlR a 4 (Wherein M 2 represents Li, Na or K, and R a represents a hydrocarbon group having 1 to 15 carbon atoms, preferably 1 to 4 carbon atoms)
- Complex alkylated product examples include LiAl (C 2 H 5 ) 4 and LiAl (C 7 H 15 ) 4 .
- R a and R b may be the same or different from each other, and each represents a hydrocarbon group having 1 to 15, preferably 1 to 4 carbon atoms, and M 3 is Mg, Zn or Cd)
- organometallic compounds (2a) organoaluminum compounds are preferred. Moreover, such an organometallic compound (2a) may be used individually by 1 type, and may be used in combination of 2 or more type.
- the organoaluminum oxy compound may be a conventionally known aluminoxane or a benzene-insoluble organoaluminum oxy compound as exemplified in JP-A-2-78687.
- a conventionally well-known aluminoxane can be manufactured, for example with the following method, and is normally obtained as a solution of a hydrocarbon solvent.
- An organoaluminum compound such as trialkylaluminum is added to a hydrocarbon medium suspension and the adsorbed water or crystal water reacts with the organoaluminum compound.
- the aluminoxane may contain a small amount of an organometallic component other than the aluminoxane. Further, after removing the solvent or the unreacted organoaluminum compound from the recovered aluminoxane solution by distillation, it may be redissolved in a solvent or suspended in a poor aluminoxane solvent.
- Specific examples of the organoaluminum compound used in the preparation of the aluminoxane include the same organoaluminum compounds as those exemplified as the organoaluminum compound belonging to the above (2a-1). Of these, trialkylaluminum and tricycloalkylaluminum are preferable, and trimethylaluminum is particularly preferable.
- the above organoaluminum compounds are used singly or in combination of two or more.
- the benzene-insoluble organoaluminum oxy compound (2b) As the benzene-insoluble organoaluminum oxy compound (2b), the amount dissolved in benzene at 60 ° C. (the organoaluminum oxy compound corresponding to 100 milligrams of aluminum is suspended in 100 ml of benzene and stirred at 60 ° C. After mixing for 6 hours, hot filtration was performed at 60 ° C using a jacketed G5 glass filter, and the solid separated on the filter was washed 4 times with 50 ml of benzene at 60 ° C to collect the filtrate.
- the organoaluminum oxy compound corresponding to 100 milligrams of aluminum is suspended in 100 ml of benzene and stirred at 60 ° C. After mixing for 6 hours, hot filtration was performed at 60 ° C using a jacketed G5 glass filter, and the solid separated on the filter was washed 4 times with 50 ml of benzene at 60
- Examples of compounds that react with the transition metal compound (1a) to form ion pairs include JP-A-1-501950, JP-A-1-502036, JP-A-3-179005, and JP-A-3- And Lewis acids, ionic compounds, borane compounds and carborane compounds described in JP-A No. 179006, JP-A-3-207703, JP-A-3-207704, USP-5321106, and the like. Furthermore, heteropoly compounds and isopoly compounds can also be mentioned. Such a compound of (2c) is used individually by 1 type or in combination of 2 or more types.
- particularly high polymerization activity can be achieved by using a catalyst in combination with the transition metal compound (1a) and an organoaluminum oxy compound (2b) such as methylaluminoxane. Therefore, it is preferable.
- the polymerization catalyst used for the production of the component (B) used in the present embodiment may be one using a carrier as necessary, or may contain other promoter components. .
- Such a catalyst may be prepared by mixing each component in advance or by supporting it on a carrier, or may be used by adding each component simultaneously or sequentially to the polymerization system.
- the component (B) used in this embodiment is preferably obtained by copolymerizing propylene and 1-butene in the presence of the above-mentioned catalyst.
- each monomer may be used in such an amount that each constituent unit in the component (B) to be produced has a desired ratio.
- the molar ratio of propylene / 1-butene is 50/50. It is used in a ratio of 95 to 95/5, preferably 60/40 to 90/10, more preferably 70/30 to 90/10.
- the copolymerization conditions are not particularly limited.
- the polymerization temperature is usually in the range of ⁇ 50 to + 200 ° C., preferably 0 to 170 ° C.
- the polymerization pressure is usually normal pressure to 10 MPa gauge pressure, preferably normal pressure to It can be performed under the condition of 5 MPa gauge pressure.
- the polymerization reaction can be carried out in any of batch, semi-continuous and continuous methods. Furthermore, the polymerization can be carried out in two or more stages having different reaction conditions.
- the molecular weight of component (B) can also be adjusted by the presence of hydrogen in the polymerization system or by changing the polymerization temperature, and is adjusted by the amount of (2a), (2b) or (2c) in the catalyst. You can also When hydrogen is added, the amount is suitably about 0.001 to 100 NL per kg of monomer.
- Component (C) used in the present embodiment is a copolymer of ethylene and an ⁇ -olefin having 3 to 20 carbon atoms.
- the ⁇ -olefin can be appropriately set depending on the use of the laminated film, but a copolymer with an ⁇ -olefin having 3 to 10 carbon atoms is more preferably used.
- (C) is preferably used for the component (C) used for this embodiment.
- (A) Density (ASTM 1505 23 ° C.) is 0.850 to 0.910 g / cm 3 , preferably 0.860 to 0.905 g / cm 3 , more preferably 0.865 to 0.895 g / cm 3
- component (C) is not particularly limited, but it can be produced by copolymerizing ethylene and ⁇ -olefin using a radical polymerization catalyst, a Phillips catalyst, a Ziegler-Natta catalyst, or a metallocene catalyst.
- a radical polymerization catalyst e.g., a Phillips catalyst
- a Ziegler-Natta catalyst e.g., a Ziegler-Natta catalyst
- a metallocene catalyst e.g., a metallocene catalyst
- the copolymer is preferable because the molecular weight distribution (Mw / Mn) is usually 3 or less.
- Component (C) has a crystallinity measured by an X-ray diffraction method of usually 40% or less, preferably 0 to 39%, more preferably 0 to 35%.
- ⁇ -olefin having 3 to 20 carbon atoms used for the production of component (C) include propylene, 1-butene, 1-pentene, 1-hexene, 4-methylpentene, 1-octene and 1-decene. 1-dodecene, and these may be used alone or in combination of two or more.
- propylene, 1-butene, 1-hexene and 1-octene are preferable, and 1-butene is particularly preferable.
- Component (C) contains a structural unit derived from ethylene in an amount of 50 to 99 mol% and a structural unit derived from an ⁇ -olefin having 3 to 20 carbon atoms in an amount of 1 to 50 mol%.
- the total of the structural units derived from ethylene and the structural units derived from ⁇ -olefin is preferably 100 mol%.
- the structural unit derived from ethylene is contained in an amount of 60 to 95 mol%, and the structural unit derived from an ⁇ -olefin having 3 to 20 carbon atoms is contained in an amount of 5 to 40 mol%.
- the total of the structural unit derived from ethylene and the structural unit derived from ⁇ -olefin is 100 mol%.
- component (C) may be linear or branched having long or short side chains. It is also possible to use a mixture of a plurality of different ethylene / ⁇ -olefin copolymers.
- Component (C) can be produced by a conventionally known method using a vanadium-based catalyst, a titanium-based catalyst, a metallocene catalyst, or the like.
- the component (C) can be produced by a method described in JP-A-10-212382. it can.
- Component (D) used in this embodiment contains a structural unit derived from 1-butene in an amount of 50 to 99 mol%, and is a structural unit derived from an ⁇ -olefin having 3 or 5 to 20 carbon atoms.
- a copolymer of 1-butene and an ⁇ -olefin having 3 or 5 to 20 carbon atoms (provided that the unit is derived from 1-butene and the ⁇ -olefin). The total of the units to be removed is 100 mol%).
- the ⁇ -olefin can be appropriately set depending on the use of the laminated film, but a copolymer with an ⁇ -olefin having 3 to 10 carbon atoms (excluding 1-butene) is more preferably used.
- ⁇ -olefin that can be used as the component (D) include ethylene, propylene, 1-hexene, 4-methyl-1-pentene, 1-octene, 1-decene, 1-dodecene, and the like. Preferred are ethylene and propylene, and particularly preferred is propylene.
- Component (D) contains a structural unit derived from 1-butene in an amount of 60 to 95 mol%, and a structural unit derived from an ⁇ -olefin having 3 or 5 to 20 carbon atoms.
- the total of the structural unit derived from 1-butene and the structural unit derived from ⁇ -olefin is preferably 100 mol%.
- the structural unit derived from 1-butene is contained in an amount of 70 to 90 mol%, and the structural unit derived from an ⁇ -olefin having 3 or 5 to 20 carbon atoms is used.
- the total of the structural unit derived from ethylene and the structural unit derived from ⁇ -olefin is 100 mol%.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., 2.16 kg load) of the component (D) is 0.1 to 50 g / 10 minutes, preferably 0.2 to 40 g / 10 minutes, more preferably 0.5 It is in the range of ⁇ 25 g / 10 minutes.
- Such component (D) can be produced by polymerization using a known Ziegler catalyst or metallocene catalyst. Specific examples are described in JP-B-64-7088, JP-A-59-206415, JP-A-59-206416, JP-A-4-218508, JP-A-8-225605, and the like. Further, it can be produced by a polymerization method using a stereoregular catalyst. In addition, you may use a commercial item as a component (D).
- the laminated film 30 according to this embodiment is obtained by laminating the base material layer 20 on the heat seal layer 10 described above.
- a base material which comprises this base material layer 20 what is necessary is just to employ
- Specific examples include polyethylene terephthalate, polyester film represented by polyethylene naphthalate, polycarbonate film, polyamide film made of nylon 6, nylon 66, etc., ethylene / vinyl alcohol copolymer film, polyvinyl alcohol film, polychlorinated film.
- examples thereof include a vinyl film, a polyvinylidene chloride film, and a thermoplastic resin film such as a film made of polyolefin such as polypropylene.
- the layer comprised from a base material is good also as one layer or two or more layers according to the objective.
- the thermoplastic resin film may be a film in which an inorganic material such as aluminum, zinc, or silica or an oxide thereof is deposited.
- the laminated film 30 according to the present embodiment can produce a packaging bag by fusing (for example, heat fusing) the heat seal layers 10 of the laminated film 30.
- the packaging bag obtained by this embodiment is equipped with the heat seal layer comprised with the resin composition which consists of a specific component (A) thru
- the packaging bag of this embodiment can be preferably used as a packaging bag for various hydrated foods represented by processed meat foods such as meats and sausages, fresh vegetables and seafood, and other processed foods.
- processed meat foods such as meats and sausages, fresh vegetables and seafood, and other processed foods.
- the use in which the packaging bag of this embodiment is used is not limited to food, and it is needless to say that it can be applied to any use that requires anti-fogging properties, such as packaging for ornamental plants.
- the measuring method of each physical property value of component (A), component (B), component (C) and component (D) is as follows.
- the molecular weight distribution (Mw / Mn) was measured as follows using a gel permeation chromatograph Alliance GPC-2000 manufactured by Waters.
- the separation column has two TSKgel GNH6-HT and two TSKgel GNH6-HTL, the column size is 7.5 mm in diameter and 300 mm in length, the column temperature is 140 ° C., and the mobile phase is o -Using dichlorobenzene (manufactured by Wako Pure Chemical Industries, Ltd.) and 0.025 wt% BHT (manufactured by Takeda Pharmaceutical Co., Ltd.) as an antioxidant, the sample was moved at 1.0 ml / min, the sample concentration was 15 mg / 10 mL, and sample injection The amount was 500 microliters, and a differential refractometer was used as a detector.
- the standard polystyrene used was manufactured by Tosoh Corporation for molecular weights Mw ⁇ 1000 and Mw> 4
- Tm Melting point (Tm) of component (A)] Using DSCPyris 1 or DSC7 manufactured by PerkinElmer, under a nitrogen atmosphere (20 ml / min), a sample of about 5 mg was heated to 200 ° C. and held for 10 minutes, and then cooled to 30 ° C. at 10 ° C./min. After maintaining at 30 ° C. for 5 minutes, the melting point was determined from the peak of the crystal melting peak when the temperature was raised to 200 ° C. at 10 ° C./min.
- melt flow rate (MFR) of component (A), component (B), component (C) and component (D) The melt flow rate (MFR) of the component (A), the component (B), and the component (D) was measured under a load of 230 ° C. and 2.16 kg in accordance with ASTM D1238. Moreover, the melt flow rate (MFR) of the component (C) was measured under a load of 190 ° C. and 2.16 kg in accordance with ASTM D1238.
- Heat seal strength A film subjected to corona treatment by a method described later was stacked so that the corona-treated surfaces overlap each other, and a test body was prepared in which both surfaces of the overlapped film were sandwiched between Teflon (registered trademark) sheets having a thickness of 50 ⁇ m.
- a heat seal bar of a heat seal tester (TB-701B type manufactured by Tester Sangyo Co., Ltd.) was set to 5 mm wide ⁇ 300 mm long, and the lower side of the seal bar was set to 70 ° C.
- the specimen (Teflon (registered trademark) sheet / film / film / Teflon (registered trademark) sheet) was sandwiched between the heat seal bars, and heat sealed at a pressure of 0.2 MPa for 1.0 second.
- the Teflon (registered trademark) sheet was removed, and the heat-sealed film part was allowed to stand at room temperature of about 23 ° C. for 2 days.
- a slit having a width of 15 mm was formed so as to include the heat seal portion of the film, and the unsealed portion was chucked by a tensile tester (“IM-20ST” manufactured by INTERSCO).
- IM-20ST tensile tester
- Zirconium tetrachloride (0.77 g, 3.3 mmol) was added to this slurry at ⁇ 78 ° C., and the mixture was stirred at ⁇ 78 ° C. for several hours and then at room temperature for 65 hours. The resulting black-brown slurry was filtered, and the residue was washed with 10 ml of diethyl ether and extracted with dichloromethane to obtain a red solution. The solvent of this solution was distilled off under reduced pressure to obtain 0.53 g of reddish orange solid metallocene catalyst dimethylmethylene (3-tert-butyl-5-methylcyclopentadienyl) fluorenylzirconium dichloride. Analytical values are shown below.
- the obtained polymerized polymer was 15.2 g.
- the polymerized polymer had a 1-butene content (M) of 19.4 mol%, a melt flow rate (MFR) of 6.5 g / 10 min, a molecular weight distribution (Mw / Mn) of 2.11 and a melting point (Tm): It was 75.3 ° C.
- the polymer may be abbreviated as PBR.
- Example 1 Manufacture of unstretched laminated film 1 Using two extruders connected to a T-die, the following heat seal layer resin composition and substrate layer resin composition are supplied to each extruder, and the die and resin temperature are 230. The extrusion amount of each extruder was set so that the thickness of the heat seal layer and the base material layer was 2/23 at 0 ° C., and an unstretched laminated film 1 having a thickness of 1000 ⁇ m was obtained by coextrusion molding.
- a resin composition for a heat seal layer as component (A), Adsil5C30F (manufactured by Lyon Dell Basell), which is a propylene random copolymer having MFR: 5.5 g / 10 min and melting point: 138 ° C., and the above-mentioned preparation example And the ethylene / 1-butene copolymer (B) produced by Mitsui Chemicals, ethylene content 90 mol%, ⁇ -olefin content 10 mol%, A resin composition obtained by blending MFR 3.6 g / 10 min, density 870 kg / m 3 ) at a weight ratio of 85 / 7.5 / 7.5.
- Adsy5C30F manufactured by Lyon Dell Basell
- PP ethylene / 1-butene copolymer
- EBR ethylene / 1-butene copolymer
- a laminated film 1 was obtained (base material layer thickness: 23 ⁇ m, heat seal layer thickness: 2 ⁇ m).
- the corona treatment was applied to the heat seal layer side.
- Example 2 instead of using an 85 / 7.5 / 7.5 weight ratio blend of component (A), component (B), and component (C), component (A), component (B), and component (C)
- component (A), component (B), and component (C) The heat seal strength evaluation, wet tension measurement and antifogging evaluation were performed in the same manner as in Example 1 except that the 85/4/11 weight ratio blend was used. Table 1 shows the results.
- Example 3 Similar to Example 1 except that only the component (A) was used instead of the 85 / 7.5 / 7.5 weight ratio blend of component (A), component (B), and component (C). The heat seal strength evaluation, the wet tension measurement and the antifogging property evaluation were performed. Table 1 shows the results.
- Example 1 shows the results of heat seal strength evaluation without corona treatment. When the same antifogging property as in Example 1 was measured, many fine water droplets were observed on the heat seal layer side, and the antifogging property was judged to be insufficient (indicated by x in Table 1).
- Example 2 the results of heat seal strength evaluation and anti-fogging evaluation without corona treatment are shown in Table 1.
- Example 3 Manufacture of unstretched laminated film 2 As a resin composition for a heat seal layer, as a component (A), MFR: 5.5 g / 10 min and a melting point: 138 ° C., a propylene random copolymer Adsy5C30F (manufactured by Lyon Dell Basell), and a component ( B) propylene / 1-butene copolymer (B) obtained in the above preparation example, 1-butene / propylene copolymer as component (D) (manufactured by Mitsui Chemicals, 1-butene content 76 mol%, propylene Except for using a resin composition obtained by blending a content of 24 mol%, MFR 9.0 g / 10 min, density 885 kg / m 3 ) at a weight ratio of 70/15/15, the same as in the unstretched laminated film 1 Thus, an unstretched laminated film 2 was produced.
- a laminated film 2 was obtained (base material layer thickness: 23 ⁇ m, heat seal layer thickness: 2 ⁇ m).
- the corona treatment was applied to the heat seal layer side.
- Example 5 Prepare and heat in the same manner as in Example 3 except that only component (A) was used instead of using a 70/15/15 weight ratio blend of component (A), component (B) and component (D). Seal strength evaluation, wetting tension measurement and antifogging evaluation were performed. Table 2 shows the results.
- Table 2 shows the results of heat seal strength evaluation and wetting tension measurement without corona treatment in Example 3. Further, when the same antifogging property as that of Example 3 was measured, many fine water droplets were observed on the heat seal layer side, and the antifogging property was judged to be insufficient (indicated by x in Table 2).
- the laminated film of the present invention is excellent in antifogging property and exhibits sufficient strength at the existing heat sealing temperature during heat sealing. Therefore, it can be used for various applications including packaging bags for hydrated foods.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)、
(C)エチレンと炭素数3~20のα-オレフィンとの共重合体、および
(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)
からなる群から選ばれる二種以上の共重合体を合計して5~80重量部含んでなる樹脂組成物〔ここで、成分(B)、成分(C)、成分(D)の各成分は、成分(A)に該当するものでなく、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕からなるヒートシール層と、基材層から構成される積層フィルムであって、
前記基材層とは反対面にあるヒートシール層表面の濡れ張力が32~45mN/mであることを特徴とする積層フィルム。
[2] 前記ヒートシール層表面が、コロナ処理によって改質されていることを特徴とする[1]に記載の積層フィルム。
[3] 前記成分(B)、前記成分(C)および前記成分(D)からなる群から選ばれる二種以上の共重合体が、成分(B)を必須成分として含み、前記成分(B)の含有量が3~25重量部である〔ここで、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕ことを特徴とする[1]または[2]に記載の積層フィルム。
[4] エチレンと炭素数3~20のα-オレフィンとの共重合体(C)が、エチレンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する(ただし、エチレンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)ことを特徴とする[1]~[3]のいずれか1つに記載の積層フィルム。
[5] 未延伸であることを特徴とする[1]~[4]のいずれか1つに記載の積層フィルム。
[6] 二軸延伸されていることを特徴とする[1]~[4]のいずれかに記載の積層フィルム。
[7] [1]~[6]のいずれか一つに記載した積層フィルムのヒートシール層同士を融着させてなる包装袋。
[8] (A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体 20~95重量部に対し、
(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)、
(C)エチレンと炭素数3~20のα-オレフィンとの共重合体、および
(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)
からなる群から選ばれる二種以上の共重合体を合計して5~80重量部含んでなる樹脂組成物〔ここで、成分(B)、成分(C)、成分(D)の各成分は、成分(A)に該当するものでなく、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕からなるヒートシール層と、基材層から構成される積層フィルムであって、
当該積層フィルムの備えるヒートシール層は、改質処理に供されるものである、積層フィルム。
[9] [8]に記載の積層フィルムであって、前記基材層とは反対面にあるヒートシール層表面の濡れ張力が5~30mN/mである、積層フィルム。
本実施形態に係る積層フィルムは、(A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体 20~95重量部に対し、(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)、(C)エチレンと炭素数3~20のα-オレフィンとの共重合体、および(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)からなる群から選ばれる二種以上の共重合体を5~80重量部含んでなる樹脂組成物〔ここで、成分(B)、成分(C)、成分(D)の各成分は、成分(A)に該当するものでなく、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕からなるヒートシール層と、基材層から構成される積層フィルムであって、前記基材層とは反対面にあるヒートシール層表面の濡れ張力が32~45mN/mであることを特徴とする積層フィルムである。
図1に示される積層フィルム30は、ヒートシール層10と基材層20から構成される。本実施形態の積層フィルム30を構成するヒートシール層10は、後述する(A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体(以下、「成分(A)」とも称す。)を必須成分とし、この成分(A)に加え、(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)(以下、「成分(B)」とも称す。)、(C)エチレンと、炭素数3~20のα-オレフィンとの共重合体(以下、「成分(C)」とも称す。)、(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する1-ブテンと、炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)(以下、「成分(D)」とも称す。)から選ばれる二種以上の共重合体が特定割合で配合される。
より具体的には、成分(A)に対し、成分(B)と成分(C)を配合する態様、成分(A)に対し、成分(B)と成分(D)とを配合する態様、成分(A)に対し、成分(C)と成分(D)とを配合する態様、および成分(A)に対し、成分(B)と成分(C)と成分(D)とを配合する態様が挙げられる。
これらの態様のうち、各成分の配合の容易さから成分(A)に対し、成分(B)と成分(C)を配合する態様、成分(A)に対し、成分(B)と成分(D)とを配合する態様が好ましい。
また、本実施形態において、積層フィルム30のヒートシール層10側の、基材層20とは反対面にあるヒートシール層表面の濡れ張力は32~45mN/mであることを特徴とする。
また、耐熱性、引き裂き強度、柔軟性等を向上させる観点からは、未延伸のフィルムとして用いてもよい。
この場合、積層フィルム30全体の厚みとしては、たとえば50μm~5000μmの範囲に設定できる。
また、ヒートシール層10と基材層20の厚みの比としては、たとえば1:99~99:1の比率に設定される。
上記の厚みについては、積層フィルム30の用いられる用途に応じ、適宜変更することができる。
この場合の積層フィルム30全体の厚みとしては、たとえば1μm~500μmの範囲で設定される。
なお、本実施形態において、濡れ張力はASTM-D-2578-67Tに準じて測定することができ、23℃65%RHの雰囲気下で測定することができる。
この場合のフィルムに対する処理速度としてはたとえば5cm/秒~20cm/秒(3m/分~12m/分)である。また、放電出力の条件はたとえば1A~5Aの範囲で設定される。
(A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体 20~95重量部に対し、
(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)、
(C)エチレンと炭素数3~20のα-オレフィンとの共重合体、および
(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)
からなる群から選ばれる二種以上の共重合体を合計して5~80重量部含んでなる樹脂組成物〔ここで、成分(B)、成分(C)、成分(D)の各成分は、成分(A)に該当するものでなく、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕からなるヒートシール層と、基材層から構成される積層フィルムであって、
当該積層フィルムの備えるヒートシール層は、改質処理に供されるものである、積層フィルム。
この改質処理がなされていない状態の積層フィルムとしては、たとえば、基材層とは反対面にあるヒートシール層表面の濡れ張力が5~30mN/mの範囲に設定され、より好ましくは、10~30mN/mの範囲に設定される。
本実施形態のヒートシール層10は下記4成分を適切な割合で配合することにより構成される。
(A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体(成分(A))
(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)(成分(B))
(C)エチレンと炭素数3~20のα-オレフィンとの共重合体(成分(C))
(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)(成分(D))
また、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。
また、成分(B)、成分(C)、成分(D)からなる群から選ばれる二種以上の成分の含有量(合計量)としては、10~70重量部含むことが好ましく、10~60重量部含むことがさらに好ましく、15~50重量部含むことが特に好ましい。
本実施形態に用いられる成分(A)は示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体であり、当該プロピレン系重合体はホモプロピレンであっても、プロピレン・炭素数2~20のα-オレフィン(ただしプロピレンを除く)ランダム共重合体であっても、プロピレンブロック共重合体であってもよいが、好ましくはホモプロピレンあるいはプロピレン-炭素数2~20のα-オレフィンランダム共重合体である。
アイソタクティックプロピレン系重合体とは、NMR法により測定したアイソタクティックペンタッド分率が0.9以上、好ましくは0.95以上であるプロピレン系重合体である。このアイソタクティックプロピレン重合体のアイソタクティックペンタッド分率を百分率で表すと90%以上、好ましくは95%以上である。
mmmm分率=Pmmmm/Pw
NMR測定は、例えば次のようにして行われる。すなわち、試料0.35gをヘキサクロロブタジエン2.0mLに加熱溶解させる。この溶液をグラスフィルター(G2)で濾過した後、重水素化ベンゼン0.5mLを加え、内径10mmのNMRチューブに装入する。そして日本電子株式会社製JNM GX-500型NMR測定装置を用い、120℃で13C-NMR測定を行う。積算回数は10,000回以上とする。
融点(Tm)がこの範囲である成分(A)を用いることで、ヒートシール層10としての成形性、耐熱性および透明性を付与することができる。
さらに、同時に得られる融解熱量(ΔH)は50mJ/mg以上であることが好ましい。
すなわち、パーキンエルマー社製DSCPyris1またはDSC7を用い、窒素雰囲気下(20ml/min)、約5mgの試料を200℃まで昇温・10分間保持した後、10℃/分で30℃まで冷却する。30℃で5分間保持した後、10℃/分で200℃まで昇温させた時の結晶溶融ピークのピーク頂点から融点を求めることができる。
この分子量分布(Mw/Mn)は、たとえばWaters社製ゲル浸透クロマトグラフAlliance GPC-2000型を用い、以下のようにして測定することができる。分離カラムは、TSKgel GNH6-HTを2本およびTSKgel GNH6-HTLを2本であり、カラムサイズはいずれも直径7.5mm、長さ300mmであり、カラム温度は140℃とし、移動相にはo-ジクロロベンゼン(和光純薬工業社製)および酸化防止剤としてBHT(武田薬品社製)0.025重量%を用い、1.0ml/分で移動させ、試料濃度は15mg/10mLとし、試料注入量は500マイクロリットルとし、検出器として示差屈折計を用いる。標準ポリスチレンは、分子量Mw<1000およびMw>4×106については東ソー社製を用い、1000≦Mw≦4×106についてはプレッシャーケミカル社製を用いる。
また、メタロセン触媒を用いて製造することもできる。
なお、このような触媒は、さらに共粉砕等の手法により活性化されていてもよく、また上記のようなα-オレフィンが前重合されていてもよい。
本実施形態に用いられる成分(B)はプロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)である。このようなプロピレン・1-ブテン共重合体は、用途に合わせて公知の成分から適宜選択すればよいが、たとえば以下の要件を満たすことが好ましい。
より好ましい態様としては、プロピレンから導かれる構成単位を70~90モル%の量で含有し、1-ブテンから導かれる構成単位を10~30モル%の量で含有し、かつ、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%とする。
このような範囲に設定することで、ハンドリング性に優れ、また、比較的低温であってもヒートシールが容易となる。
より好ましくは、融点(Tm)が50~110℃、より好ましくは60~100℃、さらに好ましくは65~90℃である。このような範囲に設定することで、比較的低温であってもヒートシールが容易となる。
なお、成分(B)の融点は、以下に示す方法にて測定することができる。
すなわち、セイコーインスツルメンツ社製DSCを用い、測定用アルミパンに約5mgの試料をつめて、100℃/minで200℃まで昇温し、200℃で5分間保持した後、10℃/minで-150℃まで降温し、ついで10℃/minで200℃まで昇温した吸熱曲線より求めることができる。
Mw/Mnの測定方法については、成分(A)に対する測定方法と同様の方法を採用することができる。
-2.6M+130≦Tm≦-2.3M+155
を満たすことが好ましい。このTmとMが以上の関係を満たすことにより、低温ヒートシール性に優れ、ヒートシール強度が高く、延伸後のエージングによるシール強度の低下が少ない積層フィルムを得ることができる。
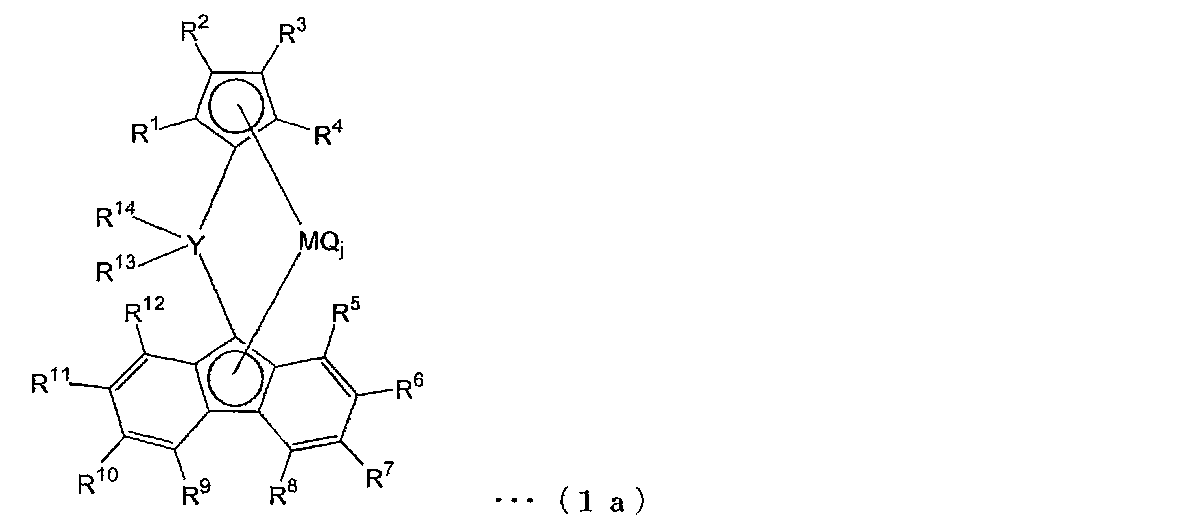
また、Qはハロゲン、炭化水素基、アニオン配位子または孤立電子対で配位可能な中性配位子から同一または異なる組合せで選ばれる。jは1~4の整数であり、jが2以上の時は、複数あるQは互いに同一でも異なっていてもよい。
(2a-1)一般式:Ra mAl(ORb)nHpXq
(式中、RaおよびRbは、互いに同一でも異なっていてもよく、炭素数が1~15、好ましくは1~4の炭化水素基を示し、Xはハロゲン原子を示し、mは0<m≦3、nは0≦n<3、pは0≦p<3、qは0≦q<3の数であり、かつm+n+p+q=3である。)で表される有機アルミニウム化合物。
(式中、M2はLi、NaまたはKを示し、Raは炭素数が1~15、好ましくは1~4の炭化水素基を示す。)で表される第1族金属とアルミニウムとの錯アルキル化物。
このような化合物としては、LiAl(C2H5)4、LiAl(C7H15)4などを例示することができる。
(式中、RaおよびRbは、互いに同一でも異なっていてもよく、炭素数が1~15、好ましくは1~4の炭化水素基を示し、M3はMg、ZnまたはCdである)で表される第2族または第12族金属のジアルキル化合物。
1)吸着水を含有する化合物または結晶水を含有する塩類、たとえば塩化マグネシウム水和物、硫酸銅水和物、硫酸アルミニウム水和物、硫酸ニッケル水和物、塩化第1セリウム水和物などの炭化水素媒体懸濁液に、トリアルキルアルミニウムなどの有機アルミニウム化合物を添加して、吸着水または結晶水と有機アルミニウム化合物とを反応させる方法。
2)ベンゼン、トルエン、ジエチルエーテル、テトラヒドロフランなどの媒体中で、トリアルキルアルミニウムなどの有機アルミニウム化合物に直接水、氷または水蒸気を作用させる方法。
3)デカン、ベンゼン、トルエンなどの媒体中でトリアルキルアルミニウムなどの有機アルミニウム化合物に、ジメチルスズオキシド、ジブチルスズオキシドなどの有機スズ酸化物を反応させる方法。
本実施形態に使用される成分(B)は、好適には、上述の触媒の存在下に、プロピレンと、1-ブテンとを共重合して得られる。共重合に際し、各モノマーは、製造する成分(B)中の各構成単位量が所望の比率となる量で用いられればよく、具体的には、プロピレン/1-ブテンのモル比が50/50~95/5、好ましくは60/40~90/10、より好ましくは70/30~90/10となる割合で用いられる。
成分(B)の分子量は、重合系に水素を存在させるか、または重合温度を変化させることによっても調節することができ、触媒中の(2a)、(2b)または(2c)の量により調節することもできる。水素を添加する場合、その量はモノマー1kgあたり0.001~100NL程度が適当である。
本実施形態に用いられる成分(C)はエチレンと炭素数3~20のα-オレフィンとの共重合体である。α-オレフィンは積層フィルムを用いる用途に応じ適宜設定できるが、より好ましくは炭素数3~10のα-オレフィンとの共重合体が用いられる。
(a)密度(ASTM 1505 23℃)が0.850~0.910g/cm3、好ましくは0.860~0.905g/cm3、より好ましくは0.865~0.895g/cm3
(b)メルトフローレート(MFR;ASTM D1238、190℃、2.16kg荷重下)が0.1~150g/10分、好ましくは0.3~100g/10分
このような特徴を有する成分(C)を用いることで、比較的低温であってもヒートシールが容易となる。
これらのうち、メタロセン触媒を用いて成分(C)を製造すると、共重合体は通常分子量分布(Mw/Mn)が3以下となるため、好ましい。
これらのα-オレフィンのうち、プロピレン、1-ブテン、1-ヘキセン、1-オクテンが好ましく、1-ブテンが特に好ましい。
より好ましい態様としては、エチレンから導かれる構成単位を60~95モル%の量で含有し、炭素原子数3~20のα-オレフィンから導かれる構成単位を5~40モル%の量で含有し、かつ、これらエチレンから導かれる構成単位とα-オレフィンから導かれる構成単位との合計は100モル%とする。
このような範囲に設定することで、比較的低温であってもヒートシールが容易となる。
なお、成分(C)としては市販品を用いてもよい。
本実施形態に用いられる成分(D)は1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)である。α-オレフィンは積層フィルムを用いる用途に応じ適宜設定できるが、より好ましくは炭素数3~10のα-オレフィン(ただし1-ブテンは除く。)との共重合体が用いられる。
より好ましい態様としては、1-ブテンから導かれる構成単位を70~90モル%の量で含有し、炭素原子数3または炭素原子数5~20のα-オレフィンから導かれる構成単位を10~30モル%の量で含有し、これらエチレンから導かれる構成単位とα-オレフィンから導かれる構成単位との合計は100モル%とする。
このような範囲に設定することで、比較的低温であってもヒートシールが容易となる。
なお、成分(D)としては市販品を用いてもよい。
本実施形態に係る積層フィルム30は上述のヒートシール層10に対して、基材層20を積層することで得られる。
この基材層20を構成する基材としては、用途に合わせて従来公知のものを採用すればよい。その具体例としては、ポリエチレンテレフタレート、ポリエチレンナフタレートに代表されるポリエステルからなるフィルム、ポリカーボネートフィルム、ナイロン6、ナイロン66等からなるポリアミドフィルム、エチレン・ビニルアルコール共重合体フィルム、ポリビニルアルコールフィルム、ポリ塩化ビニルフィルム、ポリ塩化ビニリデンフィルム、及びポリプロピレン等のポリオレフィンからなるフィルム等の熱可塑性樹脂製フィルム等が挙げられる。
また、基材から構成される層は目的に合わせて一層でも二層以上としてもよい。
また、熱可塑性樹脂製フィルムには、アルミニウム、亜鉛、シリカ等の無機物あるいはその酸化物を蒸着したフィルムであってもよい。
本実施形態に係る積層フィルム30は、当該積層フィルム30のヒートシール層10同士を融着(たとえば熱融着)させることにより、包装袋を作製することができる。
本実施形態によって得られる包装袋は、特定の成分(A)ないし成分(D)からなる樹脂組成物で構成されるヒートシール層を備えており、このヒートシール層はコロナ処理を施されているにも関わらず、既存のヒートシール温度でシールする場合であっても十分な強度を発現する。そのため、ヒートシール層同士を熱融着させた場合において、防曇性を有し、かつ強度にも優れた包装袋を与えることができる。
そのため、肉類、ソーセージ等の加工肉食品、生鮮野菜や魚介、その他の加工食品に代表される各種含水食品の包装袋として好ましく用いることができる。
もちろん、本実施形態の包装袋が用いられる用途は食品に限らず、たとえば観賞用の植物の包装用途等、防曇性の要求される用途であれば適用できることは言うまでもない。
分子量分布(Mw/Mn)は、Waters社製ゲル浸透クロマトグラフAlliance GPC-2000型を用い、以下のようにして測定した。分離カラムは、TSKgel GNH6-HTが2本およびTSKgel GNH6-HTLが2本であり、カラムサイズはいずれも直径7.5mm、長さ300mmであり、カラム温度は140℃とし、移動相にはo-ジクロロベンゼン(和光純薬工業社製)および酸化防止剤としてBHT(武田薬品社製)0.025重量%を用い、1.0ml/分で移動させ、試料濃度は15mg/10mLとし、試料注入量は500マイクロリットルとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量Mw<1000およびMw>4×106については東ソー社製を用い、1000≦Mw≦4×106についてはプレッシャーケミカル社製を用いた。
エチレン、プロピレン、α-オレフィン含量の定量化は日本電子(株)製JNM GX-500型NMR測定装置を用いて、下記のように測定した。試料0.35gをヘキサクロロブタジエン2.0mlに加熱溶解させる。この溶液をグラスフィルター(G2)で濾過した後、重水素化ベンゼン0.5mlを加え、内径10mmのNMRチューブに装入して、120℃で13C-NMR測定を行う。積算回数は、10,000回以上とする。得られた13C-NMRスペクトルにより、エチレン、プロピレン、α-オレフィンの組成を定量化した。
パーキンエルマー社製DSCPyris1またはDSC7を用い、窒素雰囲気下(20ml/min)、約5mgの試料を200℃まで昇温・10分間保持した後、10℃/分で30℃まで冷却した。30℃で5分間保持した後、10℃/分で200℃まで昇温させた時の結晶溶融ピークのピーク頂点から融点を求めた。
セイコーインスツルメンツ社製DSCを用い、測定用アルミパンに約5mgの試料をつめて、100℃/minで200℃まで昇温し、200℃で5分間保持した後、10℃/minで-150℃まで降温し、ついで10℃/minで200℃まで昇温した吸熱曲線より求めた。
成分(A)、成分(B)、成分(D)のメルトフローレート(MFR)は、ASTM D1238に準拠し、230℃、2.16kg荷重下にて測定を行った。
また、成分(C)のメルトフローレート(MFR)は、ASTM D1238に準拠し、190℃、2.16kg荷重下にて測定を行った。
後述する方法でコロナ処理したフィルムをコロナ処理面同士が重なるようにフィルムを重ね、重ねたフィルムの両面を厚さ50μmのテフロン(登録商標)シートで挟んだ試験体を作製した。次いで、ヒートシールテスター(テスター産業株式会社製TB-701B型)のヒートシールバーを幅5mm×長さ300mmに設置し、シールバー下側を70℃に設定した。ヒートシールバー部分に、該試験体(テフロン(登録商標)シート/フィルム/フィルム/テフロン(登録商標)シート)を挟み、0.2MPaの圧力で1.0秒間ヒートシールを行った。テフロン(登録商標)シートを外し、ヒートシールされたフィルム部分を約23℃の室温下で2日間放置した。フィルムのヒートシール部分を含むように15mm幅のスリットを入れ、シールされていない部分を引張試験機(「INTESCO社製 IM-20ST」)にチャックした。300mm/分の速度でフィルムの180°剥離強度を測定した。上記操作を5回行い、その平均値をヒートシール強度とした。
(1)1-tert-ブチル-3-メチルシクロペンタジエンの調製
窒素雰囲気下でtert-ブチルマグネシウムクロライド/ジエチルエーテル溶液(450mlに0.90molを溶解;2.0mol/L溶液)に脱水ジエチルエーテル(350ml)を加えた溶液に、氷冷下で0℃を保ちながら3-メチルシクロペンテノン(43.7g、0.45mmol)の脱水ジエチルエーテル(150ml)溶液を滴下し、さらに室温で15時間攪拌した。反応溶液に塩化アンモニウム(80.0g、1.50mol)の水(350ml)溶液を、氷冷下で0℃を保ちながら滴下した。この溶液に水(2500ml)を加え攪拌した後、有機層を分離して水で洗浄した。この有機層に、氷冷下で0℃を保ちながら10%塩酸水溶液(82ml)を加えた後、室温で6時間攪拌した。この反応液の有機層を分離し、水、飽和炭酸水素ナトリウム水溶液、水、飽和食塩水で洗浄した後、無水硫酸マグネシウムで乾燥した。乾燥剤を濾過し、濾液から溶媒を留去して液体を得た。この液体を減圧蒸留(45-47℃/10mmHg)することにより14.6gの淡黄色の液体を得た。分析値を以下に示す。
1H-NMR(270MHz、CDCl3中、TMS基準)δ6.31+6.13+5.94+5.87(s+s+t+d、2H)、3.04+2.95(s+s、2H)、2.17+2.09(s+s、3H)、1.27(d、9H)
窒素雰囲気下で、上記方法(1)で得られた1-tert-ブチル-3-メチルシクロペンタジエン(13.0g、95.6mmol)の脱水メタノール(130ml)溶液に、氷冷下で0℃を保ちながら脱水アセトン(55.2g、950.4mmol)を滴下し、さらにピロリジン(68.0g、956.1mmol)を滴下した後、室温で4日間攪拌した。反応液をジエチルエーテル(400ml)で希釈後、水(400ml)を加えた。有機層を分離し、0.5Nの塩酸水溶液(150ml×4)、水(200ml×3)飽和食塩水(150ml)で洗浄した後、無水硫酸マグネシウムで乾燥した。乾燥剤を濾過し、濾液から溶媒を留去して液体を得た。この液体を減圧蒸留(70~80℃/0.1mmHg)することにより10.5gの黄色の液体を得た。分析値を以下に示す。
1H-NMR(270MHz、CDCl3中、TMS基準)δ6.23(s、1H)、6.05(d、1H)、2.23(s、3H)、2.17(d、6H)、1.17(s、9H)
フルオレン(10.1g、60.8mmol)のTHF(300ml)溶液に、氷冷下でn-ブチルリチウムのヘキサン溶液(40ml、61.6mmol)を窒素雰囲気下で滴下し、さらに室温で5時間攪拌した(濃褐色溶液)。この溶液を再度氷冷し、上記方法(2)で得られた3-tert-ブチル-1,6,6-トリメチルフルベン(11.7g、66.5mmol)のTHF(300ml)溶液を窒素雰囲気下で滴下した。室温で14時間攪拌した後に得られた褐色溶液を氷冷し、水(200ml)を加えた。ジエチルエーテルで抽出、分離した有機相を硫酸マグネシウムで乾燥した後、濾過し、濾液から溶媒を減圧下で除去して橙褐色オイルを得た。このオイルをシリカゲルカラムクロマトグラフィー(展開溶媒:ヘキサン)で精製して3.8gの黄色オイルを得た。分析値を以下に示す。
1H-NMR(270MHz、CDCl3中、TMS基準)δ7.70(d、4H)、7.34-7.26(m、6H)、7.18-7.11(m、6H)、6.17(s、1H)、6.01(s、1H)、4.42(s、1H)、4.27(s、1H)、3.01(s、2H)、2.87(s、2H)、2.17(s、3H)、1.99(s、3H)、2.10(s、9H)、1.99(s、9H)、1.10(s、6H)、1.07(s、6H)
氷冷下で、上記方法(3)で得られた2-(3-tert-ブチル-5-メチルシクロペンタジエニル)-2-フルオレニルプロパン(1.14g、3.3mmol)のジエチルエーテル(25ml)溶液にn-ブチルリチウムのヘキサン溶液(5.0ml、7.7mmol)を窒素雰囲気下で滴下し、さらに室温で14時間攪拌して桃色スラリーを得た。このスラリーに-78℃でジルコニウムテトラクロライド(0.77g、3.3mmol)を加え、-78℃で数時間攪拌し、室温で65時間撹拌した。得られた黒褐色スラリーを濾過し、濾物をジエチルエーテル10mlで洗浄した後、ジクロロメタンで抽出して赤色溶液を得た。この溶液の溶媒を減圧留去して0.53gの赤橙色の固体状のメタロセン触媒であるジメチルメチレン(3-tert-ブチル-5-メチルシクロペンタジエニル)フルオレニルジルコニウムジクロリドを得た。分析値を以下に示す。
1H-NMR(270MHz、CDCl3中、TMS基準)δ8.11-8.02(m、3H)、7.82(d、1H)、7.56-7.45(m、2H)、7.23-7.17(m、2H)、6.08(d、1H)、5.72(d、1H)、2.59(s、3H)、2.41(s、3H)、2.30(s、3H)、1.08(s、9H)
充分に窒素置換した2000mlの重合装置に、875mlの乾燥ヘキサン、1-ブテン75gとトリイソブチルアルミニウム(1.0mmol)を常温で仕込んだ後、重合装置内温を65℃に昇温し、プロピレンで0.7MPaに加圧した。次いで、上記合成例で得られたメタロセン触媒であるジメチルメチレン(3-tert-ブチル-5-メチルシクロペンタジエニル)フルオレニルジルコニウムジクロリド0.002mmolと、アルミニウム換算で0.6mmolのメチルアルミノキサン(東ソー・ファインケム社製)とを接触させたトルエン溶液を重合器内に添加し、内温65℃、プロピレン圧0.7MPaを保ちながら30分間重合し、20mlのメタノールを添加し重合を停止した。脱圧後、2Lのメタノール中で重合溶液からポリマーを析出し、真空下130℃、12時間乾燥した。
(未延伸積層フィルム1の製造)
Tダイが接続された二台の押出機を用いて、以下に示すヒートシール層用の樹脂組成物と基材層用の樹脂組成物をそれぞれの押出機に供給し、ダイおよび樹脂温度が230℃に、ヒートシール層と基材層の厚みが2/23になるように各押出機の押出し量を設定し、共押出成形により厚み1000μmの未延伸積層フィルム1を得た。
ヒートシール層用の樹脂組成物;成分(A)として、MFR:5.5g/10分および融点:138℃を有するプロピレンランダム共重合体であるAdsyl5C30F(Lyon Dell Basell社製)と、前記調製例で得たプロピレン・1-ブテン共重合体(B)と、成分(C)としてのエチレン・1-ブテン共重合体(三井化学社製、エチレン含量90モル%、α-オレフィン含量10モル%、MFR3.6g/10分、密度870kg/m3)を85/7.5/7.5の重量比によりブレンドして得られる樹脂組成物。なお、以下の説明では、Adsyl5C30F(Lyon Dell Basell社製)を単にPP、エチレン・1-ブテン共重合体を単にEBRと略称する場合がある。
基材層用の樹脂組成物;プライムポリプロF113G(プライムポリマー社製)
上記未延伸積層フィルム1をバッチ式二軸延伸機により、延伸温度158℃、延伸速度238%で、縦×横=5倍×8倍に二軸延伸(延伸後応力緩和30秒)して延伸積層フィルム1を得た(基材層厚み;23μm、ヒートシール層厚み;2μm)。
次いで、春日電機株式会社製、テーブル移動式コロナ処理装置(有効処理幅=430mm、電極=ワイヤー電極使用、処理速度=10cm/秒(6m/分)、片道コロナ処理、放電出力2.15A)によって、ヒートシール層側にコロナ処理を施した。
次に、コロナ処理されたヒートシール層同士が重なるように延伸積層フィルム1を重ね、重ねたフィルムの両面を厚さ50μmのテフロン(登録商標)シートで挟んだ試験体を作製した。前述のヒートシール強度の測定方法に従い300mm/分の速度でフィルムの180°剥離強度を測定した。表1に各物性値を示す。
ASTM-D―2578-67Tに準じて、23℃65%RHの雰囲気下で測定する。なお、測定は試験片を取り替えて5回繰り返しを行い、その平均値を算出する。コロナ処理後、5~6時間後の測定値と3日後の測定値を採取した。
300mlビーカーに100mlの水を入れ30℃にヒートスターラーで温調した上に、積層フィルムをヒートシール層側とビーカー内容物とを対向させるように被せて輪ゴムで止めた物を、10℃50%RHの環境で20分放置して水滴の付き方を次の二段階で評価した結果、○評価であった。
○:フィルムの内表面が均一に濡れ水滴が認められない~僅かに均一に濡れていない点があるが反対側は良く見える。
×:水滴の為反対側が良く見えない部分がある~多くの水滴で完全に反対側が見えない。
なお、一般に、濡れ張力が35~40mN/m程度を示すものであれば、この評価において、防曇性がないとの結果を与える。
成分(A)と、成分(B)と、成分(C)の、85/7.5/7.5重量比ブレンドを用いる代わりに成分(A)と、成分(B)と、成分(C)の、85/4/11重量比ブレンド体を用いた以外は実施例1と同様に調製してヒートシール強度評価、濡れ張力の測定および防曇性評価を行った。表1に結果を示す。
成分(A)と、成分(B)と、成分(C)の、85/7.5/7.5重量比ブレンドを用いる代わりに成分(A)と成分(B)の85/15重量比ブレンド体を用いた以外は実施例1と同様に調製してヒートシール強度評価、濡れ張力の測定および防曇性評価を行った。表1に結果を示す。
成分(A)と、成分(B)と、成分(C)の、85/7.5/7.5重量比ブレンドを用いる代わりに成分(A)と成分(C)の85/15重量比ブレンド体を用いた以外は実施例1と同様に調製してヒートシール強度評価、濡れ張力の測定および防曇性評価を行った。表1に結果を示す。
成分(A)と、成分(B)と、成分(C)の、85/7.5/7.5重量比ブレンドを用いる代わりに成分(A)のみを用いた以外は実施例1と同様に調製してヒートシール強度評価、濡れ張力の測定および防曇性評価を行った。表1に結果を示す。
実施例1において、コロナ処理することなく、ヒートシール強度評価を行った結果を表1に示す。実施例1と同様な防曇性を測定したところ、ヒートシール層側に細かい水滴の付着が多数認められ防曇性は不十分と判断された(表1では、×で表記)。
実施例2において、コロナ処理することなく、ヒートシール強度評価および防曇性評価を行った結果を表1に示す。
比較例1において、コロナ処理することなく、ヒートシール強度評価および防曇性評価を行った結果を表1に示す。
比較例2において、コロナ処理することなく、ヒートシール強度評価および防曇性評価を行った結果を表1に示す。
比較例3において、コロナ処理することなく、ヒートシール強度評価および防曇性評価を行った結果を表1に示す。
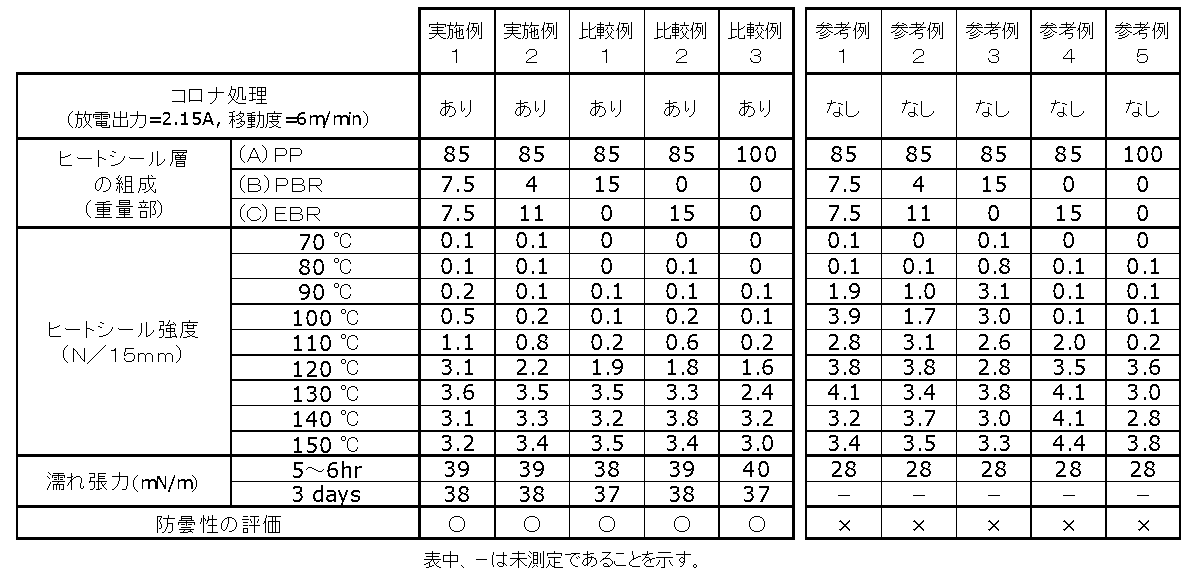
(未延伸積層フィルム2の製造)
ヒートシール層用の樹脂組成物として、成分(A)として、MFR:5.5g/10分および融点:138℃を有するプロピレンランダム共重合体であるAdsyl5C30F(Lyon Dell Basell社製)と、成分(B)として前記調製例で得たプロピレン・1-ブテン共重合体(B)、成分(D)としての1-ブテン・プロピレン共重合体(三井化学社製、1-ブテン含量76モル%、プロピレン含量24モル%、MFR9.0g/10分、密度885kg/m3)を70/15/15の重量比によりブレンドして得られる樹脂組成物を用いた以外は、未延伸積層フィルム1と同様にして未延伸積層フィルム2を製造した。なお、以下の説明では、1-ブテン・プロピレン共重合体を単にBPRと略称する場合がある。
上記未延伸積層フィルム2をバッチ式二軸延伸機により、延伸温度158℃、延伸速度238%で、縦×横=5倍×8倍に二軸延伸(延伸後応力緩和30秒)して延伸積層フィルム2を得た(基材層厚み;23μm、ヒートシール層厚み;2μm)。
次いで、春日電機株式会社製、テーブル移動式コロナ処理装置(有効処理幅=430mm、電極=ワイヤー電極使用、処理速度=6.7cm/秒(4m/分)、片道コロナ処理、放電出力1.95A)によって、ヒートシール層側にコロナ処理を施した。
次に、コロナ処理されたヒートシール層同士が重なるように延伸積層フィルム2を重ね、重ねたフィルムの両面を厚さ50μmのテフロン(登録商標)シートで挟んだ試験体を作製した。実施例1に記載した方法と全く同じ方法によってヒートシール強度測定と防曇効果の評価を行った。結果を表2に示す。
なお、実施例3の未延伸積層フィルム、以下の比較例4、5、参考例5-8については、ASTM-D―2578-67Tに準じて、23℃65%RHの雰囲気下で濡れ張力の測定を行っている。測定は試験片を取り替えて5回繰り返しを行い、その平均値を算出した。数値としてはコロナ処理後、5~6時間後の測定値を採取した。
成分(A)と、成分(B)と、成分(D)の、70/15/15重量比ブレンドを用いる代わりに成分(A)と成分(B)の70/30重量比ブレンド体を用いた以外は実施例3と同様に調製してヒートシール強度評価と濡れ張力の測定および防曇性評価を行った。表2に結果を示す。
成分(A)と、成分(B)と、成分(D)の、70/15/15重量比ブレンドを用いる代わりに成分(A)のみを用いた以外は実施例3と同様に調製してヒートシール強度評価と濡れ張力の測定および防曇性評価を行った。表2に結果を示す。
実施例3において、コロナ処理することなく、ヒートシール強度評価と濡れ張力の測定を行った結果を表2に示す。また、実施例3と同様な防曇性を測定したところ、ヒートシール層側に細かい水滴の付着が多数認められ防曇性は不十分と判断された(表2では、×で表記)。
比較例4において、コロナ処理することなく、ヒートシール強度評価と濡れ張力の測定および防曇性評価を行った結果を表2に示す。
比較例5において、コロナ処理することなく、ヒートシール強度評価と濡れ張力の測定および防曇性評価を行った結果を表2に示す。
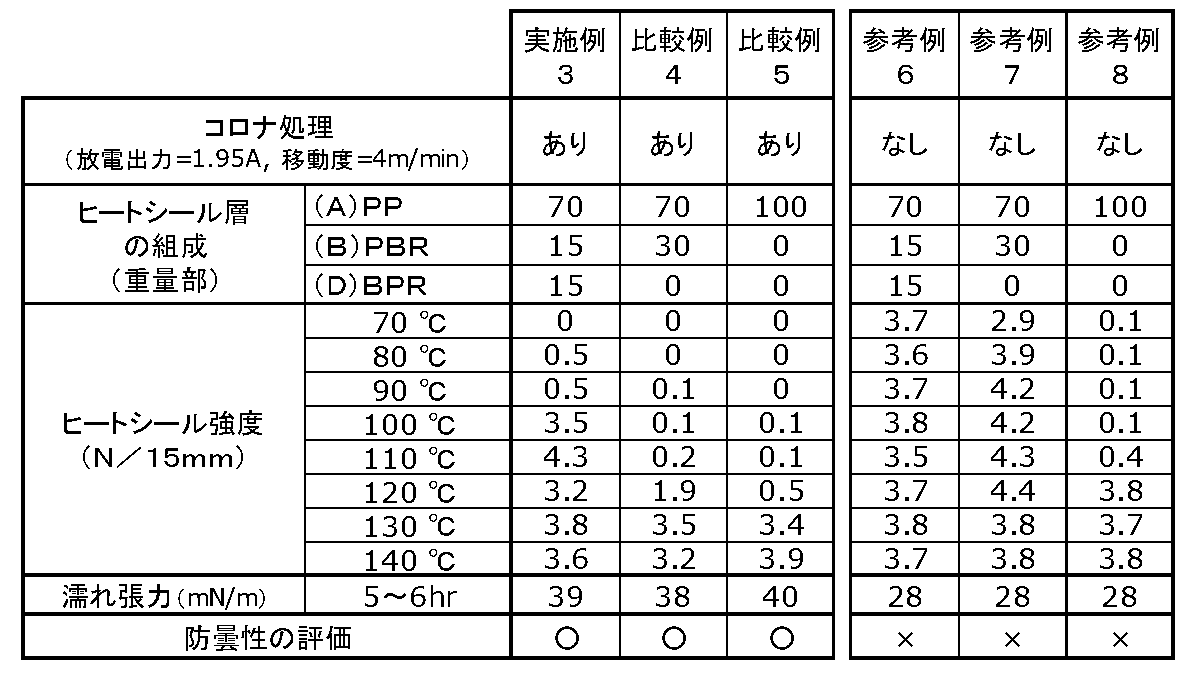
同様に、ポリプロピレンと、プロピレン・1-ブテン共重合体および1-ブテン・プロピレン共重合体からなるヒートシール層のコロナ処理時のヒートシール強度低下の抑制効果も明らかである(表2参照)。
Claims (9)
- (A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体 20~95重量部に対し、
(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)、
(C)エチレンと炭素数3~20のα-オレフィンとの共重合体、および
(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)
からなる群から選ばれる二種以上の共重合体を合計して5~80重量部含んでなる樹脂組成物〔ここで、成分(B)、成分(C)、成分(D)の各成分は、成分(A)に該当するものでなく、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕からなるヒートシール層と、基材層から構成される積層フィルムであって、
前記基材層とは反対面にあるヒートシール層表面の濡れ張力が32~45mN/mであることを特徴とする積層フィルム。 - 前記ヒートシール層表面が、コロナ処理によって改質されていることを特徴とする請求項1に記載の積層フィルム。
- 前記成分(B)、前記成分(C)および前記成分(D)からなる群から選ばれる二種以上の共重合体が、成分(B)を必須成分として含み、前記成分(B)の含有量が3~25重量部である〔ここで、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕ことを特徴とする請求項1または2に記載の積層フィルム。
- エチレンと炭素数3~20のα-オレフィンとの共重合体(C)が、エチレンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する(ただし、エチレンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)ことを特徴とする請求項1~3のいずれか一項に記載の積層フィルム。
- 未延伸であることを特徴とする請求項1~4のいずれか一項に記載の積層フィルム。
- 二軸延伸されていることを特徴とする請求項1~4のいずれか一項に記載の積層フィルム。
- 請求項1~6のいずれか一項に記載した積層フィルムのヒートシール層同士を融着させてなる包装袋。
- (A)示差走査熱量測定(DSC)により測定した融点(Tm)が120℃以上170℃以下であるプロピレン系重合体 20~95重量部に対し、
(B)プロピレンから導かれる単位を51~95モル%の量で、1-ブテンから導かれる単位を5~49モル%の量で含有するプロピレン・1-ブテン共重合体(ただし、プロピレンから導かれる単位と1-ブテンから導かれる単位との合計は100モル%である。)、
(C)エチレンと炭素数3~20のα-オレフィンとの共重合体、および
(D)1-ブテンから導かれる構成単位を50~99モル%の量で含有し、炭素原子数3または炭素数5~20のα-オレフィンから導かれる構成単位を1~50モル%の量で含有する、1-ブテンと炭素数3または炭素数5~20のα-オレフィンとの共重合体(ただし、1-ブテンから導かれる単位とα-オレフィンから導かれる単位との合計は100モル%である。)
からなる群から選ばれる二種以上の共重合体を合計して5~80重量部含んでなる樹脂組成物〔ここで、成分(B)、成分(C)、成分(D)の各成分は、成分(A)に該当するものでなく、成分(A)と成分(B)と成分(C)と成分(D)の合計量は100重量部である。〕からなるヒートシール層と、基材層から構成される積層フィルムであって、
当該積層フィルムの備えるヒートシール層は、改質処理に供されるものである、積層フィルム。 - 請求項8に記載の積層フィルムであって、前記基材層とは反対面にあるヒートシール層表面の濡れ張力が5~30mN/mである、積層フィルム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15833261.9A EP3196016B1 (en) | 2014-08-22 | 2015-08-21 | Laminate film and packaging bag using same |
| US15/504,943 US10639871B2 (en) | 2014-08-22 | 2015-08-21 | Laminate film and packaging bag using same |
| JP2016544265A JP6310563B2 (ja) | 2014-08-22 | 2015-08-21 | 積層フィルムおよびそれを利用した包装袋、ならびに積層フィルムの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014169835 | 2014-08-22 | ||
| JP2014-169835 | 2014-08-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016027885A1 true WO2016027885A1 (ja) | 2016-02-25 |
Family
ID=55350825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/073509 Ceased WO2016027885A1 (ja) | 2014-08-22 | 2015-08-21 | 積層フィルムおよびそれを利用した包装袋 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10639871B2 (ja) |
| EP (1) | EP3196016B1 (ja) |
| JP (1) | JP6310563B2 (ja) |
| WO (1) | WO2016027885A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023145761A1 (ja) | 2022-01-26 | 2023-08-03 | 三井化学株式会社 | 無延伸フィルム、積層体、および包装体 |
| WO2023145760A1 (ja) | 2022-01-26 | 2023-08-03 | 三井化学株式会社 | 無延伸フィルム、積層体、および包装体 |
| JP2023168914A (ja) * | 2022-05-16 | 2023-11-29 | Toppanホールディングス株式会社 | 付着性物質が付着される内容物用の包装袋及びそれを含む包装製品 |
| JP2024040295A (ja) * | 2018-10-03 | 2024-03-25 | 東洋紡株式会社 | 低吸着性シーラントフィルム、積層体および包装袋 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003182007A (ja) * | 2001-12-19 | 2003-07-03 | Sumitomo Chem Co Ltd | 防曇性フィルム |
| JP2005307112A (ja) * | 2004-04-26 | 2005-11-04 | Mitsui Chemicals Inc | シーラント用樹脂組成物、およびこれから得られる易ヒートシール性シーラントフィルム |
| JP2011173658A (ja) * | 2004-03-18 | 2011-09-08 | Toyobo Co Ltd | ポリプロピレン系積層フィルム及びそれを用いた包装体 |
| WO2013180710A1 (en) * | 2012-05-30 | 2013-12-05 | Toray Plastics (America) , Inc. | Heat sealable monoaxially oriented propylene-based film with directional tear |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0569521A (ja) | 1991-06-26 | 1993-03-23 | Dainippon Ink & Chem Inc | 多層フイルム及び包装袋 |
| JPH0752334A (ja) | 1993-08-19 | 1995-02-28 | Sumitomo Bakelite Co Ltd | 多層延伸フィルム |
| AU2001248764A1 (en) | 2000-04-18 | 2001-10-30 | Gunze Limited | Anti-fogging, stretched multilayer film excellent in quick-acting property and method for producing the same |
| JP3985942B2 (ja) * | 2001-10-17 | 2007-10-03 | 住友ベークライト株式会社 | エンボス付きキャリアテープの製造方法 |
| US7192636B2 (en) | 2002-12-10 | 2007-03-20 | Intertape Polymer Corp. | Multilayer shrink film with polystyrene and polyethylene layers |
| CN101291985B (zh) * | 2005-10-21 | 2011-05-11 | 三井化学株式会社 | 热熔粘结性丙烯类聚合物组合物、热熔粘结性膜及其用途 |
| CA2649258C (en) | 2006-04-19 | 2015-05-26 | Toray Industries, Inc. | Biaxially oriented polyester film for molded part |
| CN101117036A (zh) | 2006-07-31 | 2008-02-06 | 陶氏全球科技股份有限公司 | 层状膜组合、由其制备的包装以及使用方法 |
| US20080188622A1 (en) * | 2007-02-01 | 2008-08-07 | Sumitomo Chemical Company, Limited | Propylene-based copolymer material, film made therefrom, and method for producing propylene-based copolymer material |
| EP2222730B2 (en) | 2007-12-18 | 2019-12-25 | Basell Poliolefine Italia S.r.l. | Copolymers of propylene with hexene-1 and blown films obtained from them |
| JP5428184B2 (ja) | 2008-03-31 | 2014-02-26 | 大日本印刷株式会社 | 包装材及びそれを用いた包装袋 |
| EP2475520B1 (en) * | 2009-09-11 | 2018-10-24 | Tetra Laval Holdings & Finance S.A. | A barrier coated thermo-mechanically stable, heat sealable film, a packaging laminate comprising the film, a packaging container formed from the packaging laminate and a method for the production of the film |
-
2015
- 2015-08-21 WO PCT/JP2015/073509 patent/WO2016027885A1/ja not_active Ceased
- 2015-08-21 US US15/504,943 patent/US10639871B2/en active Active
- 2015-08-21 EP EP15833261.9A patent/EP3196016B1/en active Active
- 2015-08-21 JP JP2016544265A patent/JP6310563B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003182007A (ja) * | 2001-12-19 | 2003-07-03 | Sumitomo Chem Co Ltd | 防曇性フィルム |
| JP2011173658A (ja) * | 2004-03-18 | 2011-09-08 | Toyobo Co Ltd | ポリプロピレン系積層フィルム及びそれを用いた包装体 |
| JP2005307112A (ja) * | 2004-04-26 | 2005-11-04 | Mitsui Chemicals Inc | シーラント用樹脂組成物、およびこれから得られる易ヒートシール性シーラントフィルム |
| WO2013180710A1 (en) * | 2012-05-30 | 2013-12-05 | Toray Plastics (America) , Inc. | Heat sealable monoaxially oriented propylene-based film with directional tear |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3196016A4 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024040295A (ja) * | 2018-10-03 | 2024-03-25 | 東洋紡株式会社 | 低吸着性シーラントフィルム、積層体および包装袋 |
| WO2023145761A1 (ja) | 2022-01-26 | 2023-08-03 | 三井化学株式会社 | 無延伸フィルム、積層体、および包装体 |
| WO2023145760A1 (ja) | 2022-01-26 | 2023-08-03 | 三井化学株式会社 | 無延伸フィルム、積層体、および包装体 |
| JPWO2023145760A1 (ja) * | 2022-01-26 | 2023-08-03 | ||
| JP7642105B2 (ja) | 2022-01-26 | 2025-03-07 | 三井化学株式会社 | 無延伸フィルム、積層体、および包装体 |
| JP2023168914A (ja) * | 2022-05-16 | 2023-11-29 | Toppanホールディングス株式会社 | 付着性物質が付着される内容物用の包装袋及びそれを含む包装製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3196016A4 (en) | 2018-04-18 |
| US20170266934A1 (en) | 2017-09-21 |
| JP6310563B2 (ja) | 2018-04-11 |
| EP3196016A1 (en) | 2017-07-26 |
| JPWO2016027885A1 (ja) | 2017-04-27 |
| EP3196016B1 (en) | 2020-01-29 |
| US10639871B2 (en) | 2020-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104640925B (zh) | 1‑丁烯‑α‑烯烃共聚物组合物 | |
| US7402638B2 (en) | Propylene polymer particle method of producing the same and use thereof | |
| AU2009200068A1 (en) | Propylene copolymer, polypropylene composition, use thereof, transition metal compounds, and catalysts for olefin polymerization | |
| JP5366835B2 (ja) | 加熱殺菌包装用フィルム | |
| WO2001030890A1 (en) | Polypropylene film and multilayered laminate | |
| JP6310563B2 (ja) | 積層フィルムおよびそれを利用した包装袋、ならびに積層フィルムの製造方法 | |
| JP5094499B2 (ja) | 積層体およびその用途 | |
| JP2020196194A (ja) | 積層フィルム | |
| EP1153080A1 (en) | Compositions of random copolymers of propene containing an alpha-olefin as comonomer | |
| JP6600636B2 (ja) | 延伸積層フィルム | |
| JP7355591B2 (ja) | 延伸フィルムおよびその用途 | |
| JPH08309939A (ja) | 積層体と積層体からなる容器 | |
| JP4902042B2 (ja) | 積層体の製造方法 | |
| JP5374627B2 (ja) | ポリプロピレン系樹脂組成物を用いた包装体およびその製造方法 | |
| JP2017178982A (ja) | フィルムまたはシート | |
| JP2001191452A (ja) | 積層体、その製造方法およびこの積層体を用いた容器 | |
| JP6320090B2 (ja) | オレフィン系重合体組成物、それからなるフィルム、およびシュリンクフィルム | |
| JP5764825B2 (ja) | 成形体 | |
| JP2009149063A (ja) | 金属蒸着積層体 | |
| JP2009185240A (ja) | 熱成形用シート | |
| JP5159352B2 (ja) | マット調延伸積層フィルム | |
| US20050031883A1 (en) | Wrapping film and shrink film each comprising butene polymer | |
| JP2009178970A (ja) | ポリプロピレン系樹脂組成物を用いた包装体およびその製造方法 | |
| JP4261437B2 (ja) | プロピレン系重合体およびシーラントフィルムへの応用 | |
| JP5026319B2 (ja) | 積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15833261 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016544265 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15504943 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015833261 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015833261 Country of ref document: EP |