WO2016039326A1 - 成形材料、シートモールディングコンパウンドおよびそれを用いて得られる繊維強化複合材料 - Google Patents
成形材料、シートモールディングコンパウンドおよびそれを用いて得られる繊維強化複合材料 Download PDFInfo
- Publication number
- WO2016039326A1 WO2016039326A1 PCT/JP2015/075440 JP2015075440W WO2016039326A1 WO 2016039326 A1 WO2016039326 A1 WO 2016039326A1 JP 2015075440 W JP2015075440 W JP 2015075440W WO 2016039326 A1 WO2016039326 A1 WO 2016039326A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- fiber
- mass
- molding material
- inorganic filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/249—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs characterised by the additives used in the prepolymer mixture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/465—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating by melting a solid material, e.g. sheets, powders of fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/08—Polymers of acrylic acid esters, e.g. PMA, i.e. polymethylacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0872—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/10—Epoxy resins modified by unsaturated compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/06—Unsaturated polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
- C08J2375/14—Polyurethanes having carbon-to-carbon unsaturated bonds
Definitions
- the present invention relates to a molding material, particularly a sheet molding compound, and a fiber-reinforced composite material obtained by using the same.
- the sheet molding compound (hereinafter referred to as SMC) uses reinforcing fibers having a short fiber length. For this reason, compared to a prepreg that uses continuous fibers as reinforcing fibers, there is a problem that the mechanical properties of the composite material obtained using the same are lowered, but in order to make SMC flow and fill in the mold during molding, A prepreg using continuous fibers is suitable for forming a complicated shape having fine irregularities that are difficult to form.
- carbon fiber has the highest specific strength and specific elastic modulus, and the molded product (fiber reinforced composite material) can be significantly reduced in weight. Therefore, it has been put to practical use in various fields and is used in SMC. Reinforcing fibers are also being replaced with carbon fibers from conventional glass fibers (Patent Document 1). However, technical developments have been carried out to improve the surface quality of SMC molded products using carbon fibers and to cope with the cost increase (lower costs) by using carbon fibers.
- SMC can be prepared using a fiber bundle composed of 10,000 or more single fibers.
- Patent Document 2 discloses a large single fiber. It is disclosed that this can be solved by using carbon fibers having a fineness and preferably a specific roundness.
- Patent Document 3 describes the length, basis weight, and both fibers of each fiber.
- An object of the present invention is to provide means for realizing a molding material capable of producing a fiber-reinforced composite material having excellent mechanical properties without significantly increasing costs.
- the present invention is as follows. [1] (A) a fiber substrate made of carbon fiber having a length of 5 mm or more, (B) at least one of an epoxy (meth) acrylate resin and an unsaturated polyester resin, and (C) an aspect ratio of 2.0 or more (C-1) a fibrous inorganic filler having a cross-sectional area of 0.8 ⁇ m 2 or more, or (C-2) a scaly inorganic filler having a cross-sectional area of 0.05 ⁇ m 2 or more, and having a length of less than 3 mm; D) A molding material containing a polyisocyanate compound.
- the component (C) is (C-1) a fibrous inorganic filler, the weight average fiber length of the component (C-1) is 210 ⁇ m or less, and the content of fibers having a fiber length of 350 ⁇ m or less is 85.
- a sheet molding compound comprising the molding material according to any one of [1] to [7].
- Component (A) ′ a short fiber bundle made of carbon fibers having a length of 5 mm or more and 60 mm or less
- Component (B) at least one of an epoxy (meth) acrylate resin and an unsaturated polyester resin
- component (C) A method for producing a molding material comprising an inorganic filler having an aspect ratio of 2.0 or more and a length of less than 3 mm, and a component (D): a polyisocyanate compound, wherein the components (B) and (C) And a step of preparing a resin composition by mixing (D), a step of applying the resin composition on a carrier film using a doctor blade to form a resin composition layer, and a surface of the resin composition layer , The step of spraying the component (A)
- the present invention it is possible to provide a molding material from which a fiber-reinforced composite material having high mechanical properties can be obtained. Furthermore, variations in mechanical properties of the fiber-reinforced composite material obtained from the molding material can be reduced.
- the molding material of the present invention is (A) a fiber base made of carbon fiber having a length of 5 mm or more, (B) at least one of an epoxy (meth) acrylate resin and an unsaturated polyester resin, (C) an aspect ratio of 2.0 or more, and a length (C-1) a fibrous inorganic filler having a cross-sectional area of 0.8 ⁇ m 2 or more, or (C-2) a cross-sectional area of 0.05 ⁇ m 2 or more.
- a scaly inorganic filler and (D) a polyisocyanate compound are included.
- each component will be described in detail.
- the molding material of the present invention contains (A) a fiber substrate made of carbon fiber having a length of 5 mm or more (hereinafter referred to as “component (A)”).
- component (A) a fiber substrate made of carbon fiber having a length of 5 mm or more
- Examples of the carbon fibers constituting the component (A) include polyacrylonitrile (PAN) -based, rayon-based, and pitch-based carbon fibers. Of these, PAN-based carbon fibers are preferred because of their excellent compressive strength.
- the form of the component (A) may be a short fiber bundle obtained by cutting a carbon fiber bundle (tow) into a specific length, or a form in which continuous fibers are aligned in one direction.
- Woven form tow aligned in one direction and held with weft auxiliary yarn, multiple unidirectional reinforcing fiber sheets stacked in different directions and fastened with auxiliary yarn to form multi-axial warp knit, It may be a nonwoven fabric or the like.
- a short fiber bundle obtained by cutting a carbon fiber tow into a specific length as the component (A) and to form a molding material containing this, that is, SMC.
- fiber reinforced composite materials produced using SMC tend to be inferior in mechanical properties to fiber reinforced composite materials produced using prepreg, etc., but the present invention effectively improves mechanical properties. be able to.
- the short fiber bundle formed by cutting the carbon fiber tow into a specific length as the component (A) and the carbon fiber base material of the other form described above can be used in combination. By using together, it can be set as the molding material which has the strong point of SMC and a prepreg, For example, when producing the large molded article which has a fine uneven part, the mechanical characteristic of the whole molded article can be improved.
- the length of the carbon fiber constituting the component (A) is 5 mm or more, preferably 10 mm or more.
- the short fibers are preferably 5 mm or more and 60 mm or less.
- the fiber reinforced composite material produced using the molding material containing this can have a high mechanical characteristic. By setting it to 60 mm or less, for example, good fluidity can be obtained when press molding a molding material, which is preferable.
- the length of the reinforcing fiber used for SMC is preferably 25 mm or less.
- the weight of the short fiber bundle is preferably 50 mg / m or more and 4000 mg / m or less in the molding material. It is preferably distributed and deposited two-dimensionally as a bundle of 1000 mg / m or more and 4000 mg / m or less.
- the basis weight of the short fiber bundle is determined by keeping the basis weight of the carbon fiber tow as a raw material or by dividing it. If the basis weight of the short fiber bundle is 50 mg / m or more and 4000 mg / m or less, a more uniform and high physical property molded product can be obtained, which is preferable. In particular, when the basis weight of the short fiber bundle is 1000 mg / m or more, the elastic modulus of the fiber-reinforced composite material obtained by curing the molding material of the present invention is higher, which is preferable.
- the content of the component (A) in the molding material of the present invention is preferably 30% by mass or more and 70% by mass or less, and more preferably 40% by mass or more and 60% by mass or less. By making it 30% by mass or more, the effect of improving the mechanical properties of the obtained fiber-reinforced composite material becomes remarkable, and by making it 70% by mass or less, good fluidity is obtained when press molding the molding material. Since it is obtained, it is preferable.
- the molding material of the present invention contains at least one of the epoxy (meth) acrylate resin and the unsaturated polyester resin (hereinafter referred to as “component (B)”). .
- the content of the component (B) in the molding material of the present invention is preferably 30% by mass or more and 70% by mass or less, and more preferably 40% by mass or more and 60% by mass or less. By making it 30% by mass or more, the molding material has sufficient fluidity and good moldability, which is preferable, and by making it 70% by mass or less, the mechanical properties of the resulting fiber-reinforced composite material can be improved. This is preferable because it is sufficiently high.
- Epoxy (meth) acrylate resin is an unsaturated acid epoxy ester obtained from a reaction between an epoxy resin component and an unsaturated monobasic acid component.
- the epoxy resin component a compound having at least two epoxy groups in one molecule is used.
- a diglycidyl ether type epoxy having a bisphenol compound represented by bisphenol A, bisfunol F, or brominated bisphenol A as a main skeleton.
- Polyglycidyl ether type epoxy resin whose main skeleton is a polynuclear phenolic compound represented by phenol or cresol novolak, brominated phenol novolak; Poly having an organic polybasic acid typified by dimer acid or trimellitic acid Glycidyl ester type epoxy resin; glycidyl ether type epoxy resin mainly composed of diol compound such as ethylene oxide or propylene oxide adduct of bisphenol A, glycol and hydrogenated bisphenol A, etc. Epoxy resin. These epoxy resins can be used alone or in combination as an epoxy resin component.
- the unsaturated group monobasic acid component examples include monobasic acids having polymerizable unsaturated groups such as acrylic acid, methacrylic acid, crotonic acid, and sorbic acid, and these monobasic acids having polymerizable unsaturated groups are It can be used alone or in combination as an unsaturated group monobasic acid component.
- the epoxy (meth) acrylate resin a specific resin may be used alone, or a plurality of types of resins may be used in combination.
- Epoxy (meth) acrylate resins are generally used by adding a polymerizable vinyl monomer such as styrene as a reactive diluent.
- a polymerizable vinyl monomer such as styrene
- examples of commercially available epoxy (meth) acrylate resins include “epoxy ester 3002M” and “epoxy ester 3000M” (product of Kyoeisha Chemical Co., Ltd.), and styrene was added as a reactive diluent.
- Examples of commercially available products include “Neopole 8051” and “Neopole 8101” (product of Nippon Iupika Co., Ltd.).
- (B-2) Unsaturated polyester resin
- Unsaturated polyester resin is synthesized by condensation of ⁇ , ⁇ -olefin type unsaturated dicarboxylic acid and divalent glycol.
- saturated dicarboxylic acid, aromatic dicarboxylic acid, dicyclopentadiene that reacts with dicarboxylic acid, and the like can be used in combination for the synthesis of the polyester.
- the ⁇ , ⁇ -olefin unsaturated carboxylic acid include maleic acid, fumaric acid, itaconic acid, citraconic acid, and anhydrides of these dicarboxylic acids.
- dicarboxylic acids used in combination with these ⁇ , ⁇ -olefin dicarboxylic acids include, for example, adipic acid, sebacic acid, succinic acid, gluconic acid, phthalic anhydride, o-phthalic acid, isophthalic acid, terephthalic acid, tetrahydro Examples include phthalic acid and tetrachlorophthalic acid.
- divalent glycol examples include alkanediol, oxaalkanediol, and diol obtained by adding alkylene oxide such as ethylene oxide and propylene oxide to bisphenol A. In addition to this, monool or trivalent triol may be used.
- alkane diols include, for example, ethylene glycol, 1,2-propylene glycol, 1,3-propylene glycol, 1,3-butanediol, 1,4-butanediol, neopentyl glycol, 1,5-pentanediol, Examples include 1,6-hexanediol and cyclohexanediol.
- Examples of the oxaalkanediol include dioxyethylene glycol, dipropylene glycol, and triethylene glycol.
- Examples of the monovalent or trivalent alcohol used in combination with these glycols include octyl alcohol, oleyl alcohol, and trimethylolpropane.
- the unsaturated polyester resin a specific resin may be used alone, or a plurality of types of resins may be used in combination.
- the unsaturated polyester resin is also generally used by adding a polymerizable vinyl monomer such as styrene as a reactive diluent, similarly to the above-described epoxy (meth) acrylate resin.
- An epoxy (meth) acrylate resin or an unsaturated polyester resin may be used alone, or both may be used in combination.
- the blending amount of the epoxy (meth) acrylate resin and the unsaturated polyester resin may be appropriately selected depending on the type of each resin, but is usually 1: 4 to 4: 1, preferably 1: 2 to 2: 1.
- (C) Inorganic filler having an aspect ratio of 2.0 or more and a length of less than 3 mm (that is, not including a component having a length of 3 mm or more)
- the molding material of the present invention has (C) an aspect ratio of 2.0. It is the above, and contains the inorganic filler which does not contain a component 3 mm or more in length (hereinafter, may be referred to as “component (C)”).
- Component (C) is one of the following (C-1) and (C-2).
- (C-1) Fibrous inorganic filler having a cross-sectional area of 0.8 ⁇ m 2 or more (C-2) Scale-like inorganic filler having a cross-sectional area of 0.05 ⁇ m 2 or more Component (C) is molded according to the present invention as described later. It has the effect of improving the mechanical properties of the material. Note that (C-1) and (C-2) may be used alone or in combination.
- SMC containing epoxy (meth) acrylate resin or unsaturated polyester resin is manufactured by impregnating a matrix resin composition into a reinforcing fiber base and then thickening it with a thickener such as magnesium oxide or polyisocyanate compound. To do.
- the component (C) in the present invention does not have the effect of improving the mechanical properties of the resulting fiber-reinforced composite material even when blended with a molding material thickened by magnesium oxide.
- the mechanical properties of the resulting fiber-reinforced composite material are greatly improved when blended with a molding material thickened by a polyisocyanate compound.
- the reason is, for example, -Fiber reinforced composite materials made using molding materials thickened with magnesium oxide tend to be more fragile than those made using molding materials thickened with polyisocyanate compounds, depending on component (C)
- the composite material itself will be destroyed before the mechanical properties are improved.
- an inorganic filler made of carbon fiber is used as the component (C).
- the polyisocyanate compound can react with a polar group present on the carbon fiber surface. Therefore, the matrix resin composition containing the polyisocyanate compound and the component (C) have high adhesiveness.
- an inorganic filler made of carbon fiber is used as the component (C).
- the urethane bond produced by the reaction between the polyisocyanate compound and the hydroxyl group of component (B) has good adhesion to carbon fibers. Therefore, it is conceivable that the matrix resin composition containing the polyisocyanate compound and the component (C) have high adhesiveness, and as a result, the fiber reinforcement obtained in the molding material containing the (D) polyisocyanate compound described later. It is considered that an effect of improving the mechanical properties such as strength and elastic modulus of the composite material can be obtained.
- the component (C) can reduce variations in mechanical properties of the fiber-reinforced composite material obtained from the molding material containing the component, and can produce a high-quality molded product with high reproducibility.
- the aspect ratio of component (C) is usually 2.0 or more, preferably 3.0 or more, more preferably 4.0 or more, from the viewpoint of the effect of improving the elastic modulus of the fiber-reinforced composite material.
- a component (C) does not contain a component 3 mm or more in length, it is preferable not to contain a component 1 mm or more in length from the point of the process passability in the manufacturing process of a molding material.
- the content of the component (C) in the molding material of the present invention is preferably 0.2% by mass or more and 20% by mass or less, more preferably 0.2% by mass or more and 10% by mass or less, and particularly preferably 0.4% by mass.
- (C-1) Fibrous inorganic filler having a cross-sectional area of 0.8 ⁇ m 2 or more As the component (C) in the present invention, (C-1) Fibrous inorganic filler having a cross-sectional area of 0.8 ⁇ m 2 or more (hereinafter “component ( C-1) ”).
- component (C-1) Fibrous inorganic filler having a cross-sectional area of 0.8 ⁇ m 2 or more
- the cross-sectional area of the component (C-1) is preferably 0.8 ⁇ m 2 or more. More preferably, it is 20 ⁇ m 2 or more.
- the cross-sectional area is 190000Myuemu 2 or less, more preferably 320 .mu.m 2 or less, 260 .mu.m 2 or less is particularly preferred.
- the cross-sectional area of the fibrous inorganic filler is calculated from the radius R of the fiber by ⁇ R 2 .
- the material of component (C-1) is not particularly limited as long as it is usually used as an inorganic filler.
- glass fiber, carbon fiber, aluminum fiber, potassium titanate fiber and the like are finely pulverized as necessary.
- needle crystals such as silicon nitride whisker, alumina whisker, silicon carbide whisker, and nickel whisker.
- carbon fiber is particularly preferable from the viewpoint of adhesion to the polyisocyanate resin and the urethane bond portion described above, and more specifically, carbon fiber milled fiber is particularly preferable.
- the carbon fiber may be PAN-based or pitch-based.
- Component (C-1) particularly preferably has a weight average fiber length of 210 ⁇ m or less and a content of fibers having a fiber length of 350 ⁇ m or less of 85% by mass or more.
- the weight average fiber length of the component (C-1) 210 ⁇ m or less and the fiber content of the fiber length 350 ⁇ m or less 85% by mass or more.
- uniform dispersion in the molding material is facilitated and obtained.
- a high effect can be obtained in terms of improving the mechanical properties of the fiber-reinforced composite material and reducing variations in physical properties.
- the adaptability to a production process using a general apparatus such as a doctor blade is high, which is also preferable from an industrial viewpoint. It is particularly preferable that the weight average fiber length is 100 ⁇ m or less and the content of fibers having a fiber length of 350 ⁇ m or less is 95% by mass or more.
- (C-2) A flaky inorganic filler having a cross-sectional area of 0.05 ⁇ m 2 or more
- component (C-2) a flaky inorganic filler having a cross-sectional area of 0.05 ⁇ m 2 or more
- component ( C-2) a flaky inorganic filler having a cross-sectional area of 0.05 ⁇ m 2 or more
- the cross-sectional area is preferably 0.05 ⁇ m 2 or more.
- the scale-like inorganic filler can reinforce the fiber-reinforced composite material containing the two-dimensionally, even if it has a relatively small cross-sectional area, it has a high effect.
- the cross-sectional area is more preferably 0.2 ⁇ m 2 or more. Also from the viewpoint of process passing property in the manufacturing process of the molding material, it is preferred that the cross-sectional area is 500000Myuemu 2 or less, more preferably 100 [mu] m 2 or less, particularly preferably 1 [mu] m 2 or less.
- cross-sectional area of the scaly inorganic filler is calculated by the product (bh) of the average particle diameter b and the thickness h.
- the component (C-2) material is not particularly limited as long as it is usually used as an inorganic filler, and examples thereof include talc, mica, clay, glass flake, calcium sulfate, aluminum hydroxide, boehmite and the like. Among these, boehmite is particularly preferable because the effect of improving the mechanical properties of the fiber-reinforced composite material is high.
- the polyisocyanate compound acts as a thickener.
- the polyisocyanate compound include 2,4-toluene diisocyanate, 2,6-toluene diisocyanate, 4,4′-diphenylmethane diisocyanate, isophorone diisocyanate, hexamethylene diisocyanate, and other diisocyanates or polyfunctional polyisocyanates, or polyisocyanates having hydroxyl groups.
- An isocyanate prepolymer having an isocyanate group at the terminal obtained by the reaction of an ether polyol or polyester polyol and a diisocyanate compound can be used.
- the content of the polyisocyanate compound is such that the number of isocyanate groups of the polyisocyanate compound per one hydroxyl group of the epoxy acrylate contained in the (B-1) epoxy (meth) acrylate resin or (B-2) unsaturated polyester resin.
- the range is from 0.1 to 1.5, preferably from 0.5 to 1.2.
- the number of isocyanate groups of the polyisocyanate compound is preferably 0.1 or more.
- the number of isocyanate groups in the polyisocyanate compound is 1.5 in order to prevent excess isocyanate groups from reacting with moisture and foaming, and foaming does not remain inside the molded product (ie, fiber reinforced composite material) after molding.
- content of the component (D) in the molding material of this invention will be about 5 mass% or more and about 20 mass% or less normally.
- the molding material of this invention contains the polymerization initiator and hardening accelerator which are used in the case of hardening of a normal epoxy (meth) acrylate resin and unsaturated polyester resin as needed. May be.
- the polymerization initiator used in the present invention include 1,1-di (t-butylperoxy) cyclohexane, t-butylperoxyisopropyl carbonate, t-amyl peroxyisopropyl carbonate, methyl ethyl ketone peroxide, t-butylperoxide.
- a polymerization initiator may use 1 type, or may use multiple types together.
- the amount of the polymerization initiator used is preferably 0.1 to 5 parts by weight, more preferably 0.5 to 3 parts by weight, with respect to 100 parts by weight of the epoxy (meth) acrylate resin composition. is there.
- the molding material of the present invention is an inorganic filler other than the component (C), an internal mold release agent, a stabilizer (polymerization inhibitor), a pigment, and coloring, as long as the effects of the present invention are not impaired. Additives such as materials can be included.
- the type of inorganic filler other than the component (C) is not particularly limited, and examples thereof include calcium carbonate, magnesium carbonate, aluminum hydroxide, magnesium hydroxide, calcium hydroxide, silica, fused silica, barium sulfate, titanium oxide, and oxidation.
- Known materials such as magnesium, calcium oxide, aluminum oxide, calcium phosphate, talc, mica, clay and glass powder can be used, and these can be used in combination of two or more. It is desirable that the content of the inorganic filler is the minimum necessary in terms of weight reduction.
- internal mold release agent there is no particular limitation on the type of internal mold release agent.
- known materials such as fatty acid metal salts such as zinc stearate and surfactants such as sodium dialkylsulfosuccinate can be used.
- component (A) ′ a short fiber bundle composed of carbon fibers having a length of 5 mm to 60 mm
- component (B) at least one of an epoxy (meth) acrylate resin and an unsaturated polyester resin
- component (C) In producing a molding material comprising an inorganic filler having an aspect ratio of 2.0 or more and a length of less than 3 mm
- component (D) a polyisocyanate compound
- the components (B), (C) and ( D) mixing to prepare a resin composition, using a doctor blade to apply the resin composition on a carrier film, forming a resin composition layer, on the surface of the resin composition layer
- Such a manufacturing method can be implemented by a known apparatus such as an SMC machine as shown in FIG. Specifically, on the surface of the resin composition layer, the component (A) ′ is dispersed to produce a sheet in which short carbon fiber bundles oriented two-dimensionally randomly are deposited, and impregnated with the resin composition. Thereafter, the molding material can be produced by aging for several days at a temperature of 10 ° C. or more and 50 ° C. or less and increasing the viscosity.
- the resin composition preferably has a viscosity that allows impregnation into the component (A) ′ and does not cause dripping from the side of the carrier film 2. Moreover, it is preferable that the viscosity of the resin composition after aging, that is, after being kept at substantially isothermal temperature and thickened, is such that the carrier film can be easily peeled off.
- Production Example 2 A carbon fiber milled fiber (M2) was obtained in the same manner as in Production Example 1 except that five carbon fiber bundles were bundled and cut to a length of 30 mm and the screen diameter was 3 mm.
- the black line in the image (indicating individual carbon fiber short fibers contained in the carbon fiber milled fiber) is defined as a straight line, and all black lines (i) in the screen are defined by the needle-like separation function of the image analysis software.
- the length Li (unit: ⁇ m) was defined. However, the black line that is in contact with the edge of the screen was not defined as the length.
- the same microscopic image capturing and image analysis were carried out at any five non-overlapping locations in the petri dish. From the list of lengths Li of all the black lines (i) that define the lengths included in the images for five locations, the mass integrated distribution of the fiber lengths is obtained, and the carbon fiber milled fiber is obtained using equation (1).
- the weight average fiber length Lw was calculated.
- the symbol ⁇ means that the sum is obtained for all the black lines whose length is to be defined.
- FIG. 2 shows mass distribution diagrams of the carbon fiber milled fibers (M1 to M3) obtained in Production Examples 1 to 3 and the carbon fiber milled fibers (product name: MP30X) manufactured by Nippon Polymer Sangyo Co., Ltd., respectively.
- the weight average fiber length of each carbon fiber milled fiber and the content of fibers of 350 ⁇ m or less are as follows. In addition, all do not contain the fiber of length 3mm or more.
- Example 1 Preparation of resin paste (resin composition)
- Epoxy (meth) acrylate resin manufactured by Nippon Iupika Co., Ltd., product name: Neopol 8051.
- Methacrylic acid adduct of bisphenol A diglycidyl ether 100 parts by weight, 1,1 as curing agent -75% solution of di (t-butylperoxy) cyclohexane (manufactured by NOF Corporation, product name: Perhexa C-75 (EB)) and 74% solution of t-butylperoxyisopropyl carbonate Yakuzo Co., Ltd., product name: Kaya-Carbon BIC-75) 0.5 parts by mass, phosphate ester derivative composition as internal mold release agent (manufactured by Accel Plastic Research Laboratory, product name: MOLD WIZ INT-EQ-6 ) 0.35 parts by mass, modified diphenylmethane diisocyanate as a thickener (Mitsui Made by G
- the obtained resin paste was applied onto a polyethylene carrier film with a doctor blade so as to have a thickness of 1.0 mm, and a carbon fiber bundle having 15,000 filaments (Mitsubishi Rayon) Co., Ltd., TR50S 15L) chopped to a length of 25 mm was sprayed so that the basis weight of the carbon fibers was substantially uniform and the direction of the chopped carbon fibers was random. Further, the same resin paste is applied so as to have a thickness of 1.0 mm, sandwiched between the other polyethylene carrier film with the resin paste side inward, and pressed through between the rolls so that the resin paste is carbon fiber. The bundle was impregnated to obtain an SMC precursor.
- the obtained SMC precursor is allowed to stand at room temperature (23 ° C.) for 72 hours to sufficiently thicken the resin paste in the SMC precursor, and the carbon fiber bundle is well impregnated with the epoxy acrylate resin composition. SMC was obtained. The content rate of the carbon fiber except the carbon fiber milled fiber with respect to the obtained SMC was 50% by mass.
- the obtained SMC was charged into a molding die at a charge rate (ratio of SMC area to mold area) of 65%, under conditions of a mold temperature of 140 ° C and a pressure of 8 MPa.
- the plate was cured by heating and pressing for 2 minutes to obtain a flat CFRP molded body (molded plate) having a thickness of 2 mm and a 300 mm square.
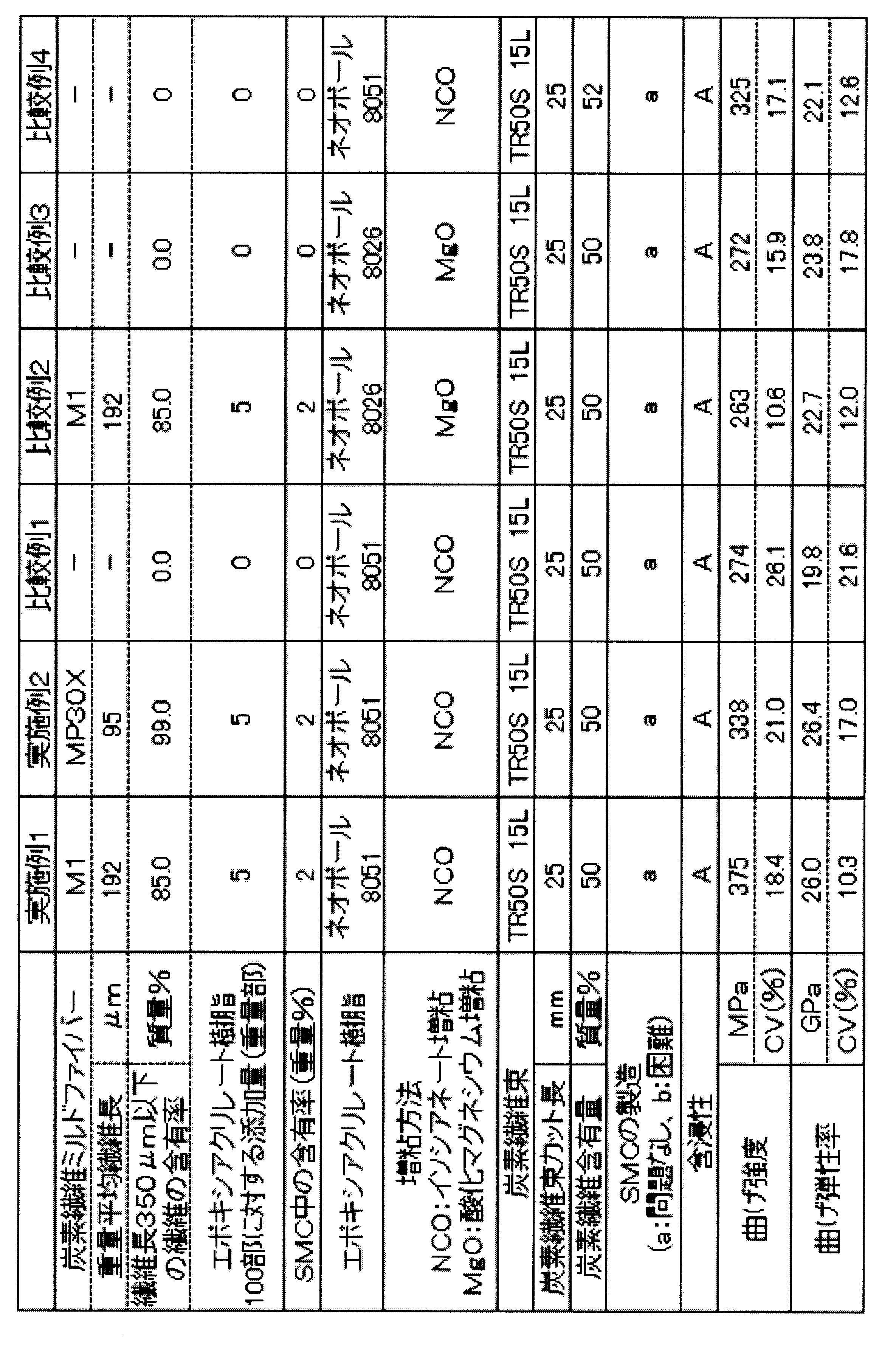
- Example 2 SMC was obtained in the same manner as in Example 1 except that carbon fiber milled fiber (MP30X) was used instead of carbon fiber milled fiber (M1), a flat CFRP molded body was molded, and the mechanical properties of the molded plate Evaluated.
- the bending strength of the molded plate was 338 MPa (variation coefficient 21%), the flexural modulus was 26.4 GPa (variation coefficient 17%), and good bending characteristics were obtained.
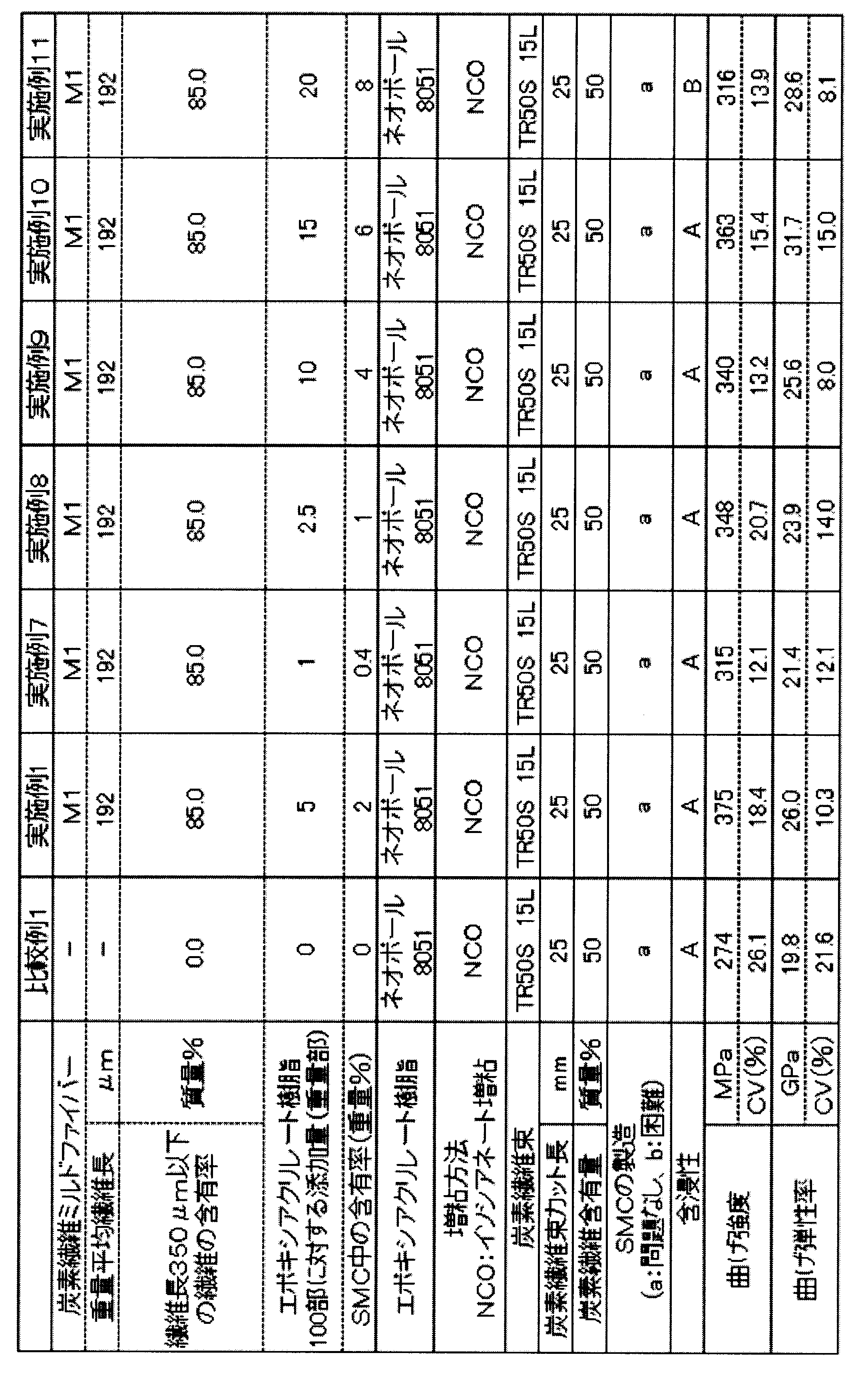
- Example 1 Comparative Example 1 Except that the resin paste was prepared without using carbon fiber milled fiber, SMC was obtained in the same manner as in Example 1, a flat CFRP molded body was molded, and the mechanical properties of the molded plate were evaluated. A bending property of 274 MPa (variation coefficient 26.1%) and bending elastic modulus of 19.8 GPa (variation coefficient 21.6%) was obtained.
- Example 2 MgO thickened epoxy acrylate resin (manufactured by Nippon Iupika Co., Ltd., product name: Neopol 8026) as an epoxy acrylate resin, and zinc stearate (manufactured by NOF Corporation, product name: zinc stearate) as an internal mold release agent SMC was obtained in the same manner as in Example 1 except that 2 parts by mass and 6 parts by mass of magnesium oxide (product name: Kyowa Mag # 150) as a thickener were used to form a flat CFRP molded product. Then, the mechanical properties of the molded plate were evaluated. A bending characteristic with a bending strength of 263 MPa (variation coefficient 10.6%) and a flexural modulus of 22.7 GPa (variation coefficient 12.0%) was obtained.
- Comparative Example 3 SMC was obtained in the same manner as in Comparative Example 2 except that carbon fiber milled fiber was not used, a flat CFRP molded body was molded, and the mechanical properties of the molded plate were evaluated. A bending property with a bending strength of 272 MPa (variation coefficient 15.9%) and a flexural modulus of 23.8 GPa (variation coefficient 17.8%) was obtained.
- Example 4 The carbon fiber milled fiber was not used, and the SMC obtained was the same as in Example 1 except that the carbon fiber content excluding the carbon fiber milled fiber was 52% by mass (that is, the carbon fiber in Example 1). SMCs were prepared by replacing milled fiber with the same amount of carbon fiber chopped fiber. Using the obtained SMC, a flat CFRP molded body was molded, and the mechanical properties of the molded plate were evaluated. A bending property of 325 MPa (variation coefficient 17.1%) and a flexural modulus of 22.1 GPa (variation coefficient 12.6%) was obtained.
- Table 1 shows the results of Example 1, Example 2, and Comparative Examples 1 to 4.
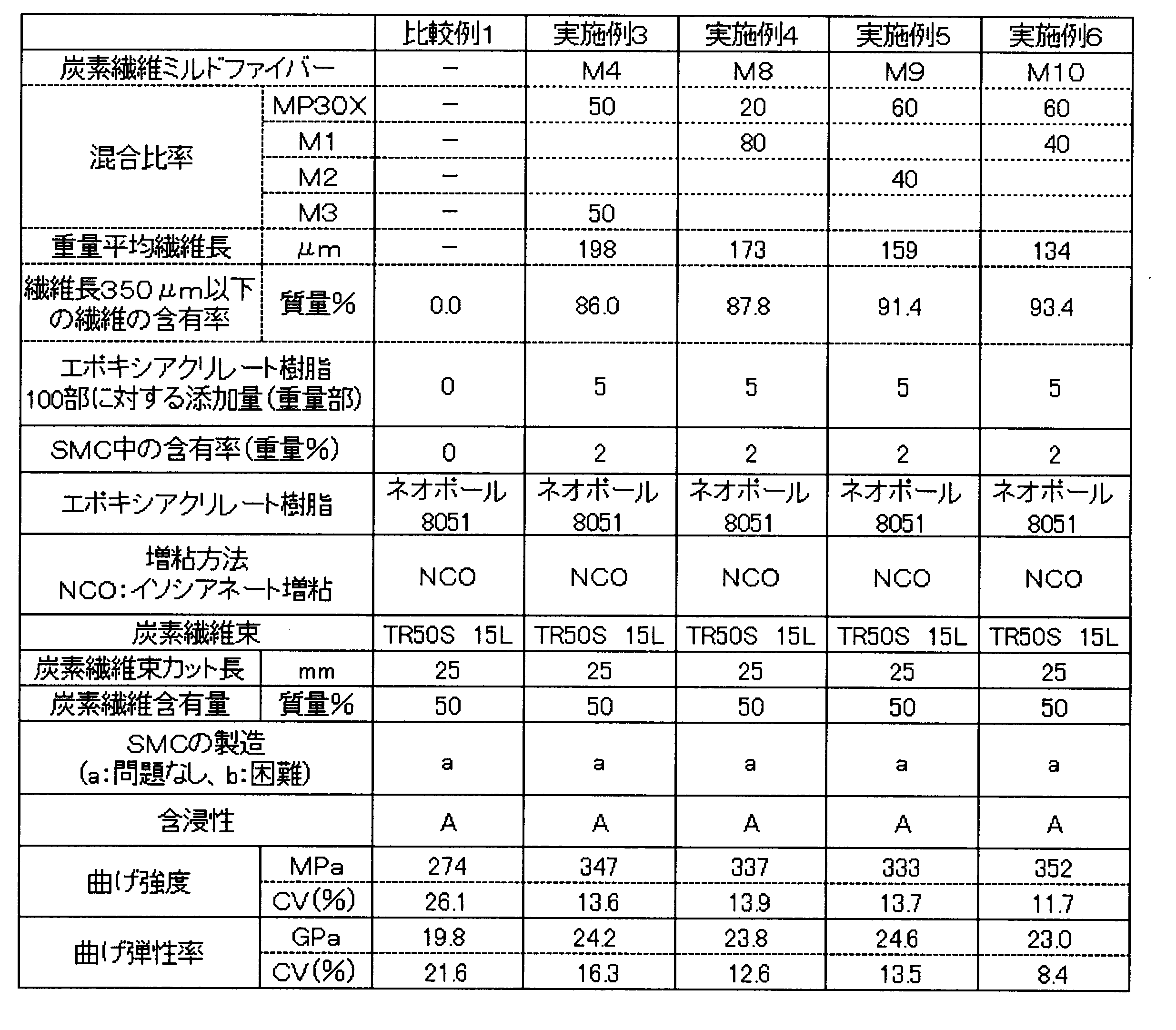
- Example 3 Carbon fiber milled fiber (MP30X) and carbon fiber milled fiber (M3) are uniformly mixed at a mass ratio of 50:50, and carbon fiber milled fiber (M4) (weight average fiber length 198 ⁇ m, fiber length 350 ⁇ m or less is 86% by mass). ) -Adjustment of resin paste Except having used the obtained carbon fiber milled fiber (M4) as a carbon fiber milled fiber, the resin paste was obtained similarly to Example 1, and SMC was manufactured using this. Using the obtained SMC, a flat CFRP molded body was molded in the same manner as in Example 1, and the mechanical properties of the molded plate were evaluated. The results are shown in Table 2.
- Examples 4 to 6 Carbon fiber milled fibers (MP30X), (M1) and (M2) were used and mixed uniformly at the mixing ratios (mass ratios) shown in Table 2 to obtain carbon fiber milled fibers (M8), (M9) and (M10). ) was prepared.
- a resin paste was obtained in the same manner as in Example 1 except that the obtained carbon fiber milled fibers (M8), (M9) and (M10) were used, and SMC was produced using this.
- SMC Using the obtained SMC, a flat CFRP molded body was molded in the same manner as in Example 1, and the mechanical properties of the molded plate were evaluated. The results are shown in Table 2.
- Example 7 A resin paste was obtained in the same manner as in Example 1 except that the amount of carbon fiber milled fiber (M1) was changed as shown in Table 3, and SMC was produced using this. Using the obtained SMC, a flat CFRP molded body was molded in the same manner as in Example 1, and the mechanical properties of the molded plate were evaluated. The results are shown in Table 3.
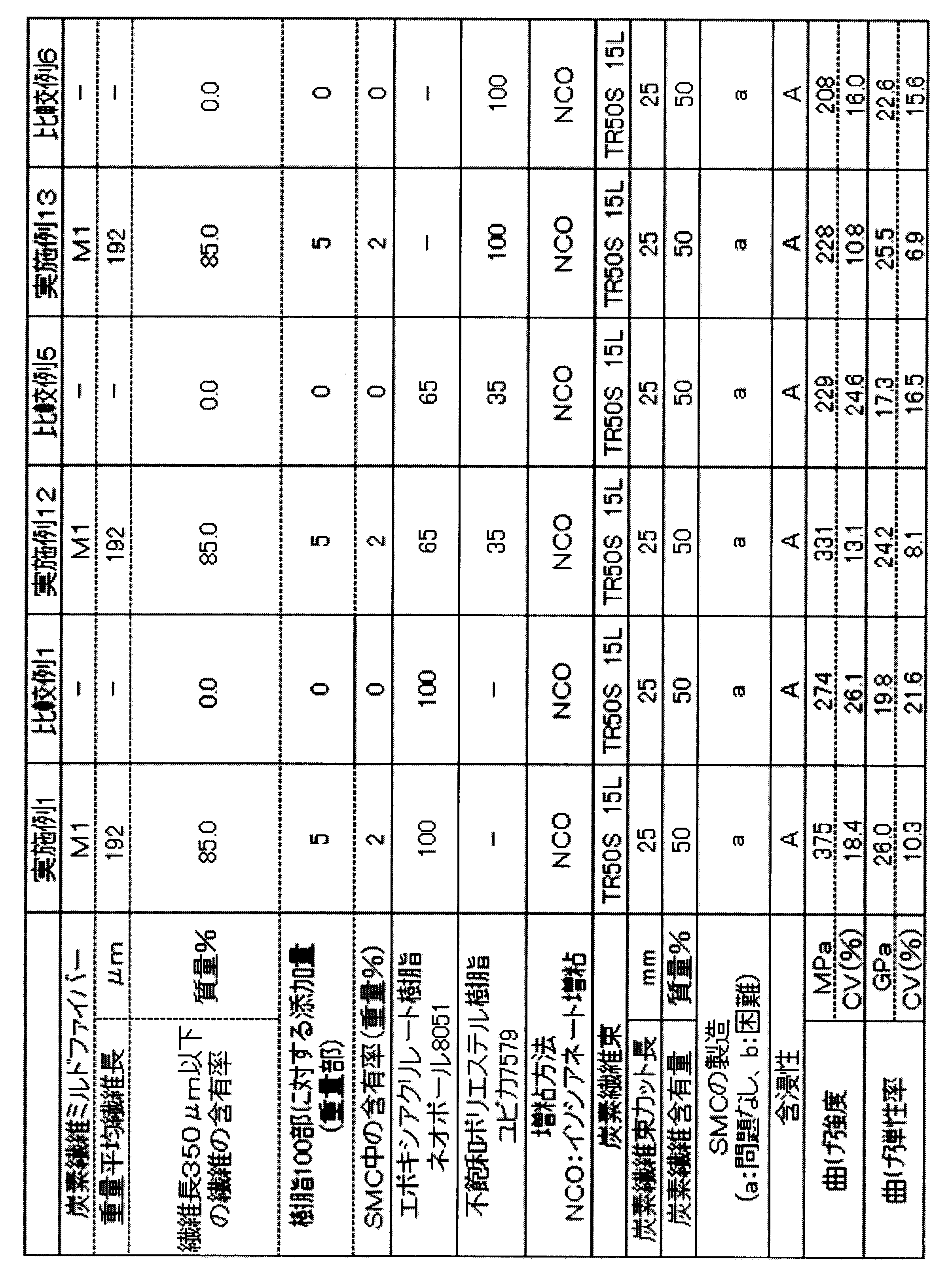
- Example 12 The amount of epoxy (meth) acrylate resin (manufactured by Nippon Iupika Co., Ltd., product name: Neopol 8051, methacrylic acid adduct of bisphenol A diglycidyl ether) is 65 parts by mass, and unsaturated polyester resin (manufactured by Nippon Iupika Co., Ltd., product) Name: Iupika 7579.) A resin paste was obtained in the same manner as in Example 1 except that 35 parts by mass was blended, and SMC was produced using this. Using the obtained SMC, a flat CFRP molded body was molded in the same manner as in Example 1, and the mechanical properties of the molded plate were evaluated. The results are shown in Table 4.
- Example 13 In place of epoxy (meth) acrylate resin (Nippon Iupika Co., Ltd., product name: Neopol 8051. Methacrylic acid adduct of bisphenol A diglycidyl ether), unsaturated polyester resin (Nippon Iupika Co., Ltd., product name: Iupika 7579)
- the resin paste was obtained in the same manner as in Example 1 except that 100 parts by mass of.) was blended, and SMC was produced using this. Using the obtained SMC, a flat CFRP molded body was molded in the same manner as in Example 1, and the mechanical properties of the molded plate were evaluated. The results are shown in Table 4.
- Carbon fiber milled fiber (MP30X) and carbon fiber milled fiber (M3) are uniformly mixed at a mass ratio of 40:60, and carbon fiber milled fiber (M5) (weight average fiber length 219 ⁇ m, fiber length 350 ⁇ m or less is 83.4). Mass%).
- -Adjustment of resin paste Resin paste was obtained like Example 1 except having used the obtained carbon fiber milled fiber (M5) as carbon fiber milled fiber.
- ⁇ Manufacturing of SMC The resin paste was applied on a polyethylene carrier film to a thickness of 1.0 mm using a doctor blade, but a part of the carbon fiber milled fiber was concentrated in the resin reservoir of the doctor blade. could not pass through the doctor blade gap.
- the molding material of the present invention produces a fiber-reinforced composite material excellent in strength and elastic modulus with good reproducibility compared with the case of using magnesium oxide as a thickener or the case of not using a specific shape inorganic filler. can do.
- the present invention it is possible to provide a molding material from which a fiber-reinforced composite material having high mechanical properties can be obtained. Furthermore, variations in mechanical properties of the fiber-reinforced composite material obtained from the molding material can be reduced.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
本願は、2014年9月12日に、日本に出願された特願2014-186195号に基づき優先権を主張し、その内容をここに援用する。
本発明は、優れた機械的物性を有する繊維強化複合材料を作製できる成形材料を、大幅なコスト上昇を伴わずに実現する手段を提供することを目的とする。
[1] (A)長さ5mm以上の炭素繊維からなる繊維基材と、(B)エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂の少なくともいずれかと、(C)アスペクト比が2.0以上であり、長さ3mm未満である、(C-1)断面積0.8μm2以上の繊維状無機充填剤、又は(C-2)断面積0.05μm2以上の鱗片状無機充填剤と、(D)ポリイソシアネート化合物とを含む成形材料。
[2] 前記(C)成分が(C-1)繊維状無機充填剤であり、(C-1)成分の重量平均繊維長が210μm以下であり、繊維長350μm以下の繊維の含有率が85質量%以上である、[1]に記載の成形材料。
[3] 前記(C)成分が(C-1)繊維状無機充填剤であり、前記(C-1)成分が炭素繊維ミルドファイバーである、[1]又は[2]に記載の成形材料。
[4] 前記(C)成分の含有率が0.2質量%以上である[1]~[3]のいずれか一項に記載の成形材料。
[5] 前記(A)成分が、長さが5mm以上60mm以下の短繊維である、[1]~[4]のいずれか一項に記載の成形材料。
[6] さらに(E)重合開始剤を含む、[1]~[5]のいずれか一項に記載の成形材料。
[7] 前記(A)成分を30質量%以上70質量%以下、前記(B)成分を30質量%以上70質量%以下、前記(C)成分を0.2質量%以上20質量%以下、成分(D)を5質量%以上20質量%以下、及び成分(E)を0.1質量%以上5質量%以下含む、[6]に記載の成形材料。
[8] [1]~[7]のいずれか一項に記載の成形材料からなるシートモールディングコンパウンド。
[9] [1]~[7]のいずれか一項に記載の成形材料を、加熱加圧成形して得られる繊維強化複合材料。
[10] [8]に記載のシートモールディングコンパウンドを、加熱加圧成形して得られる繊維強化複合材料。
[11] 成分(A)’:長さ5mm以上60mm以下の炭素繊維からなる短繊維束と、成分(B):エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂の少なくともいずれかと、成分(C):アスペクト比が2.0以上であり、長さ3mm未満である無機充填剤と、成分(D):ポリイソシアネート化合物とを含む成形材料の製造方法であり、前記成分(B)、(C)及び(D)を混合して樹脂組成物を調製する工程、ドクターブレードを用いて前記樹脂組成物をキャリアフィルム上に塗布し、樹脂組成物層を形成する工程、前記樹脂組成物層の表面に、前記成分(A)’を散布する工程、前記成分(A)’が散布された樹脂組成物層の表面に、前記樹脂組成物層が設けられた他のキャリアフィルムを、前記樹脂組成物層が対向するように積層し、積層フィルムを作製する工程、前記積層フィルムを加圧し、前記成分(A)’に前記樹脂組成物を含浸させる工程、及び含浸後の前記積層フィルムをほぼ等温で保持し、前記樹脂組成物を増粘させる工程を含む、成形材料の製造方法。
[12] 前記成分(C)が成分(C-1)及び(C-2)から選ばれる少なくとも一つである、[11]に記載の成形材料の製造方法。
(C-1)断面積0.8μm2以上の繊維状無機充填剤
(C-2)断面積0.05μm2以上の鱗片状無機充填剤
(A)長さ5mm以上の炭素繊維からなる繊維基材、(B)エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂の少なくともいずれか、(C)アスペクト比が2.0以上であり、長さ3mm未満である(すなわち長さ3mm以上の成分を含まない)、(C-1)断面積0.8μm2以上の繊維状無機充填剤、又は(C-2)断面積0.05μm2以上の鱗片状無機充填剤、及び(D)ポリイソシアネート化合物、を含む。以下、各構成要件につき詳細に説明する。
本発明の成形材料は、(A)長さ5mm以上の炭素繊維からなる繊維基材(以下「成分(A)」と称す)を含有する。
成分(A)を構成する炭素繊維としては、例えばポリアクリロニトリル(PAN)系、レーヨン系、及びピッチ系の炭素繊維が挙げられる。これらの中でも圧縮強度に優れることからPAN系炭素繊維が好ましい。
成分(A)の形態は、炭素繊維束(トウ)を特定の長さに切断してなる短繊維束であってもよく、また連続繊維を一方向に引き揃えた形態、連続繊維を経緯にして織物とした形態、トウを一方向に引き揃え横糸補助糸で保持した形態、複数枚の一方向の強化繊維のシートを異なる方向に重ねて補助糸で留めてマルチアキシャルワープニットとした形態、不織布などであってもよい。
特に、前記成分(A)として炭素繊維トウを特定の長さに切断してなる短繊維束を使用し、これを含む成形材料、すなわちSMCとすることが好ましい。一般に、SMCを用いて作製された繊維強化複合材料は、プリプレグ等を用いて作製させた繊維強化複合材料より機械的特性に劣る傾向があるが、本発明により機械的特性を効果的に向上させることができる。
成分(A)を構成する炭素繊維の長さは5mm以上であり、好ましくは10mm以上である。
成分(A)として、特定の長さに切断してなる炭素繊維の短繊維束を使用する場合には、前記短繊維は5mm以上60mm以下であることが好ましい。5mm以上とすることにより、これを含む成形材料を用いて作製される繊維強化複合材料が、高い機械的特性を有することができる。60mm以下とすることにより、例えば成形材料をプレス成形する際に良好な流動性が得られるので好ましい。一般にSMCに使用される強化繊維の長さとすることが好ましく、より好ましくは25mm以下である。
成分(A)として、特定の長さに切断してなる炭素繊維の短繊維束を使用する場合、成形材料中に、好ましくは前記短繊維束の目付けが50mg/m以上4000mg/m以下、より好ましくは1000mg/m以上4000mg/m以下の束として二次元ランダムに分布し堆積している。短繊維束の目付けは、原料とした炭素繊維トウの目付がそのまま、もしくは、それが分割されることにより決定される。短繊維束の目付が、50mg/m以上4000mg/m以下であれば、より均一で高物性の成形品が得られるので好ましい。特に、短繊維束の目付が1000mg/m以上の場合、本発明の成形材料を硬化して得られる繊維強化複合材料の弾性率はより高くなるため好ましい。
本発明の成形材料における成分(A)の含有量は、30質量%以上70質量%以下であることが好ましく、40質量%以上60質量%以下であることがより好ましい。30質量%以上とすることにより、得られる繊維強化複合材料の機械的特性の向上効果が顕著になり、また70質量%以下とすることで、成形材料をプレス成形する際に良好な流動性が得られるので好ましい。
本発明の成形材料は、エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂のうち少なくとも一方(以下「成分(B)」と称する)を含有する。
本発明の成形材料における成分(B)の含有量は、30質量%以上70質量%以下であることが好ましく、40質量%以上60質量%以下であることがより好ましい。30質量%以上とすることにより、成形材料が十分な流動性を有し、成形性が良好となるため好ましく、また70質量%以下とすることで、得られる繊維強化複合材料の機械的特性が十分高くなるため好ましい。
エポキシ(メタ)アクリレート樹脂は、エポキシ樹脂成分と不飽和一塩基酸成分との反応から得られる不飽和酸エポキシエステルである。エポキシ樹脂成分としては1分子中に少なくとも2個のエポキシ基を有する化合物が使用され、例えば、ビスフェノールA、ビスフノールF、ブロム化ビスフェノールAで代表されるビスフェノール化合物を主骨格としたジグリシジルエーテル型エポキシ樹脂;フェノールもしくはクレゾールノボラック、ブロム化フェノールノボラックで代表される多核フェノール化合物を主骨格としたポリグリシジルエーテル型エポキシ樹脂;ダイマー酸、トリメリット酸で代表される有機多塩基酸を主骨格とするポリグリシジルエステル型エポキシ樹脂;ビスフェノールAのエチレンオキサイドもしくはプロピレンオキサイド付加物、グリコール、及び水添ビスフェノールA等のジオール化合物を主骨格としたグリシジルエーテル型エポキシ樹脂、などのエポキシ樹脂が挙げられる。これらのエポキシ樹脂はエポキシ樹脂成分として単独又は併用で使用することができる。
エポキシ(メタ)アクリレート樹脂は、特定の樹脂を単独で使用してもよく、また複数種の樹脂を併用してもよい。
市販されているエポキシ(メタ)アクリレート樹脂としては、「エポキシエステル3002M」、「エポキシエステル3000M」(以上、共栄社化学(株)の製品)などが挙げられ、反応性希釈剤としてスチレンが添加された市販製品としては、「ネオポール8051」、「ネオポール8101」(以上、日本ユピカ(株)の製品)などが挙げられる。
不飽和ポリエステル樹脂は、α,β-オレフィン系不飽和ジカルボン酸と2価のグリコールとの縮合で合成されるものである。前記ポリエステルの合成には、これら2成分のほかに飽和ジカルボン酸や芳香族ジカルボン酸あるいはジカルボン酸と反応するジシクロペンタジエンなども併用することができる。
α,β-オレフィン系不飽和カルボン酸の例としては、例えばマレイン酸、フマル酸、イタコン酸、シトラコン酸、およびこれらジカルボン酸の無水物が挙げられる。これらα,β-オレフィン系ジカルボン酸と併用されるジカルボン酸の例としては、例えばアジピン酸、セバシル酸、コハク酸、グルコン酸、フタル酸無水物、o-フタル酸、イソフタル酸、テレフタル酸、テトラヒドロフタル酸、テトラクロロフタル酸などが挙げられる。
2価のグリコールとしては、例えばアルカンジオール、オキサアルカンジオール、ビスフェノールAにエチレンオキシドやプロピレンオキシドなどのアルキレンオキサイドを付加したジオール等が用いられる。これに加えてモノオールや3価トリオールを用いてもよい。
アルカンジオールの例としては、例えばエチレングリコール、1,2-プロピレングリコール、1,3-プロピレングリコール、1,3-ブタンジオール、1,4-ブタンジオール、ネオペンチグリコール、1,5-ペンタンジオール、1,6-ヘキサンジオール、シクロヘキサンジオールなどが挙げられる。オキサアルカンジオールとしては、例えばジオキシエチレングリコール、ジプロピレングリコール、トリエチレングリコール等が挙げられる。これらグリコールと併用される1価あるいは3価のアルコールとしては、例えばオクチルアルコール、オレイルアルコール、トリメチロールプロパン等が挙げられる。
不飽和ポリエステル樹脂は、特定の樹脂を単独で使用してもよく、また複数種の樹脂を併用してもよい。
不飽和ポリエステル樹脂も、前述のエポキシ(メタ)アクリレート樹脂と同様、一般に、反応性希釈剤としてスチレン等の重合性ビニル単量体を添加して使用される。
本発明の成形材料は、(C)アスペクト比が2.0以上であり、長さ3mm以上の成分を含まない無機充填剤(以下「成分(C)」と称することがある)を含有する。
成分(C)は、以下の(C-1)及び(C-2)のいずれかである。
(C-1)断面積0.8μm2以上の繊維状無機充填剤
(C-2)断面積0.05μm2以上の鱗片状無機充填剤
成分(C)は後述するように、本発明の成形材料の機械的特性を向上させる効果を有する。なお(C-1)及び(C-2)は、各々単独で使用してもよく、両者を併用してもよい。
一般に、エポキシ(メタ)アクリレート樹脂や不飽和ポリエステル樹脂を含むSMCは、マトリックス樹脂組成物を強化繊維基材に含浸させた後、酸化マグネシウムやポリイソシアネート化合物等の増粘剤により増粘させて製造する。本発明者らの検討によると、本発明における成分(C)は、酸化マグネシウムにより増粘される成形材料に配合しても、得られる繊維強化複合材料の機械的特性を向上させる効果を有しないが、ポリイソシアネート化合物により増粘される成形材料に配合すると、得られる繊維強化複合材料の機械的特性が大きく向上することが判明した。
・酸化マグネシウムにより増粘させた成形材料を用いて作製された繊維強化複合材料は、ポリイソシアネート化合物により増粘させた成形材料を用いて作製されたものより脆い傾向があり、成分(C)による機械的特性向上効果が発揮される前に複合材料自体が破壊してしまう、
・例えば成分(C)として炭素繊維からなる無機充填剤を使用した場合。ポリイソシアネート化合物は炭素繊維表面に存在する極性基と反応可能である。そのため、ポリイソシアネート化合物を含むマトリックス樹脂組成物と、成分(C)とは高い接着性を有する、
・例えば成分(C)として炭素繊維からなる無機充填剤を使用した場合。増粘工程において、ポリイソシアネート化合物と成分(B)が有する水酸基との反応により生じるウレタン結合は、炭素繊維との良好な接着性を有する。従って、ポリイソシアネート化合物を含むマトリックス樹脂組成物と、成分(C)とは高い接着性を有することなどが考えられ、結果として後述する(D)ポリイソシアネート化合物を含む成形材料において、得られる繊維強化複合材料の強度・弾性率等の機械的特性の向上効果が得られると考えられる。
また成分(C)は、これを含む成形材料により得られる繊維強化複合材料の機械的特性のバラつきを低減し、高品質の成形品を再現性よく製造することができる。
本発明の成形材料における成分(C)の含有量は、好ましくは0.2質量%以上20質量%以下であり、より好ましくは0.2質量%以上10質量%以下、特に好ましくは0.4質量%以上8質量%以下、最も好ましくは0.4質量%以上6質量%以下である。20質量%以下とすることにより、成形材料における成分(A)への他成分の含浸性が良好になり、また成形材料が十分な流動性を有するため成形性が良好になる。また0.2質量%以上とすることにより、上述した繊維強化複合材料の機械的特性の向上効果や、特性のばらつき低減効果が十分奏される。
本発明における成分(C)として、(C-1)断面積0.8μm2以上の繊維状無機充填剤(以下「成分(C-1)」と称することがある)が挙げられる。
繊維強化複合材料において、引張りまたは圧縮により発生する応力は、繊維状無機充填剤に働く荷重をその繊維状無機充填剤の断面積で除したものになる。そのため、断面積を大きくして強度・弾性率を向上させる観点から、成分(C-1)断面積は0.8μm2以上であることが好ましい。より好ましくは20μm2以上である。
また、成形材料の製造工程におけるプロセス通過性の点から、断面積は190000μm2以下であることが好ましく、320μm2以下がより好ましく、260μm2以下が特に好ましい。
これらの中でも、先に説明したポリイソシアネート樹脂やウレタン結合部分との接着性の観点から炭素繊維が特に好ましく、より具体的には炭素繊維ミルドファイバーが特に好ましい。なお、炭素繊維はPAN系及びピッチ系のいずれであってもよい。
成分(C-1)は、重量平均繊維長が210μm以下であって、繊維長350μm以下の繊維の含有率が85質量%以上であることが特に好ましい。成分(C-1)の重量平均繊維長を210μm以下とし、かつ繊維長350μm以下の繊維の含有率を85質量%以上とすることにより、成形材料における均一な分散が容易になり、また得られる繊維強化複合材料の機械的特性の向上や、物性のバラつき低減につき高い効果が得られる。さらに後述する成形材料の製造においても、ドクターブレード等、一般的な装置を用いた製造プロセスへの適応性が高く、産業上も好ましい。
重量平均繊維長を100μm以下とし、かつ繊維長350μm以下の繊維の含有率を95質量%以上とすることが特に好ましい。
本発明における成分(C)として、(C-2)断面積0.05μm2以上の鱗片状無機充填剤(以下「成分(C-2)」と称することがある)が挙げられる。
繊維強化複合材料において、引張りまたは圧縮で発生する応力は、鱗片状無機充填剤に働く荷重をその鱗片状無機充填剤の断面積で除したものになる。そのため、断面積を大きくして強度・弾性率を向上させる観点から、断面積は0.05μm2以上であることが好ましい。鱗片状無機充填剤は、これを含む繊維強化複合材料を二次元的に補強可能であるため、比較的小さな断面積を持つものでも、高い効果を奏する。断面積として、より好ましくは0.2μm2以上である。
また成形材料の製造工程におけるプロセス通過性の点から、断面積は500000μm2以下であることが好ましく、100μm2以下がより好ましく、1μm2以下が特に好ましい。
本発明の成形材料において、ポリイソシアネート化合物(以下「成分(D)」と称することがある)は増粘剤として作用する。
ポリイソシアネート化合物としては、2,4-トルエンジイソシアネート、2,6-トルエンジイソシアネート、4,4’-ジフェニルメタンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネートなどのジイソシアネートあるいは多官能のポリイソシアネート、あるいは水酸基を持ったポリエーテルポリオールまたはポリエステルポリオールとジイソシアネート化合物との反応により得られる末端にイソシアネート基を有するイソシアネートプレポリマーなどが挙げられる。
成形材料中の成分(D)を十分に増粘させるためには、ポリイソシアネート化合物のイソシアネート基の数が0.1個以上であることが好ましい。また余分なイソシアネート基が水分と反応して発泡するのを防ぎ、成形後に発泡が成形物(すなわち繊維強化複合材料)内部に残らないために、ポリイソシアネート化合物のイソシアネート基の数が1.5個以下であることが好ましい。
なお、本発明の成形材料における成分(D)の含有量は、通常5質量%以上20質量%以下程度となる。
本発明の成形材料は、必要に応じて、通常のエポキシ(メタ)アクリレート樹脂や不飽和ポリエステル樹脂の硬化の際に使用される、重合開始剤および硬化促進剤を含んでいてもよい。
本発明に使用される重合開始剤としては、1,1-ジ(t-ブチルペルオキシ)シクロヘキサン、t-ブチルパーオキシイソプロピルカーボネート、t-アミルパーオキイシイソプロピルカーボネート、メチルエチルケトンパーオキサイド、t-ブチルパーオキシベンゾエート、ベンゾイルパーオキサイド、ジクミルパーオキサイド、クメンハイドロパーオキサイド等の有機過酸化物が挙げられる。重合開始剤は1種を用いても、複数種を併用しても良い。
重合開始剤の使用量は、エポキシ(メタ)アクリレート樹脂組成物100重量部に対して、0.1重量部以上5重量部以下が好ましく、より好ましくは0.5重量部以上3重量部以下である。
本発明の成形材料は、本発明の効果を損なわない範囲で、前記成分(C)以外の無機充填剤、内部離型剤、安定剤(重合禁止剤)、顔料、着色料等の添加物を含むことができる。
無機充填剤の含有量は軽量化の点から必要最小限の添加にすることが望ましい。
本発明の成形材料の製造方法に特に制限は無く、前記成分(B)、(C)、(D)、及び必要に応じて成分(E)ほか任意の成分を含む樹脂組成物を調製し、これを成分(A)に含浸させ、一定期間保持して増粘させることにより得ることが出来る。
中でも、成分(A)として成分(A)’:長さ5mm以上60mm以下の炭素繊維からなる短繊維束、を含有する成形材料は、以下の方法で製造することが好ましい。
すなわち、成分(A)’:長さ5mm以上60mm以下の炭素繊維からなる短繊維束と、成分(B):エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂の少なくともいずれかと、成分(C):アスペクト比が2.0以上であり、長さ3mm未満である無機充填剤と、成分(D):ポリイソシアネート化合物とを含む成形材料を製造するに際し、前記成分(B)、(C)及び(D)を混合して樹脂組成物を調製する工程、ドクターブレードを用いて前記樹脂組成物をキャリアフィルム上に塗布し、樹脂組成物層を形成する工程、前記樹脂組成物層の表面に、前記成分(A)’を散布する工程、前記成分(A)’が散布された樹脂組成物層の表面に、前記樹脂組成物層が設けられた他のキャリアフィルムを、前記樹脂組成物層が対向するように積層し、積層フィルムを作製する工程、前記積層フィルムを加圧し、前記成分(A)’に前記樹脂組成物を含浸させる工程、及び含浸後の前記積層フィルムをほぼ等温で保持し、前記樹脂組成物を増粘させる工程を含む、成形材料の製造方法が好ましい。
このような製造方法は、例えば図1に示されるようなSMCマシーン等の公知の装置にて実施することができる。詳しくは、前記樹脂組成物層の表面に、前記成分(A)’を散布して、二次元ランダムに配向した短い炭素繊維束が堆積したシートを作製し、これに樹脂組成物を含浸させ、その後に10℃以上50℃以下の温度で数日間熟成し、増粘させることで成形材料を製造することができる。
(製造例1)
フィラメント数が60000本(60K)の炭素繊維束(三菱レイヨン株式会社製 製品名:TRH50 60M、単繊維の断面積28.3μm2)を5本束ねて10mm長にカットした。これを、スクリーン径1mmを設置した連続ミル装置(セイシン企業製 製品名:オリエントミルVM-32)に供給量50kg/hで供給し、風量30m3/分の排出量で排出して、炭素繊維ミルドファイバー(M1)を得た。
炭素繊維束を5本束ねて30mm長にカットし、スクリーン径を3mmとした以外は、製造例1と同様にして、炭素繊維ミルドファイバー(M2)を得た。
供給量を25kg/hとした以外は製造例2と同様にして、炭素繊維ミルドファイバー(M3)を得た。
得られた炭素繊維ミルドファイバーを約50mg秤量分取し、約15gのエタノール中に投入後、攪拌して分散させた。得られた分散液から速やかに2mlを取り、内部の直径50mmのシャーレに移して静置し、炭素繊維ミルドファイバーが十分に沈殿したのちに、実体顕微鏡(Olympus製、SZX12)を用いて、エタノール中に沈殿した炭素繊維ミルドファイバーを50倍に拡大した画像を、透過光照明によって撮影した。
撮影した画像を、画像解析ソフト(三谷商事株式会社製二次元画像解析ソフトウェア、WinROOF)を用いて以下の手順で解析した。
画像における黒線(炭素繊維ミルドファイバーに含まれる個々の炭素繊維短繊維を示す)を直線であると規定し、画像解析ソフトの針状分離機能によって、画面内のすべての黒線(i)の長さLi(単位はμm)を定義した。但し、画面の端と接触している黒線は、長さを定義する対象としなかった。
シャーレ内の重複しない任意の5か所について同様の顕微鏡画像撮影及び画像解析を実施した。
5か所分の画像に含まれる長さを定義したすべての黒線(i)の長さLiのリストから、繊維長の質量積算分布を求めるとともに、式(1)を用いて炭素繊維ミルドファイバーの重量平均繊維長Lwを算出した。

炭素繊維ミルドファイバー(M1): 192μm 85質量%
炭素繊維ミルドファイバー(M2): 256μm 80質量%
炭素繊維ミルドファイバー(M3): 301μm 73質量%
炭素繊維ミルドファイバー(MP30X): 95μm 99質量%
・樹脂ペースト(樹脂組成物)の調製
エポキシ(メタ)アクリレート樹脂(日本ユピカ株式会社製、製品名:ネオポール8051。ビスフェノールAジグリシジルエーテルのメタクリル酸付加物)100質量部、硬化剤として1,1-ジ(t-ブチルペルオキシ)シクロヘキサンの75%溶液(日本油脂株式会社製、製品名:パーヘキサC-75(EB))0.5質量部とt-ブチルパーオキシイソプロピルカーボネートの74%溶液(化薬アクゾ株式会社製、製品名:カヤカルボンBIC-75)0.5質量部、内部離型剤としてリン酸エステル系誘導体組成物(アクセルプラスチックリサーチラボラトリー社製、製品名:MOLD WIZ INT-EQ-6)0.35質量部、増粘剤として変性ジフェニルメタンジイソシアネート(三井化学株式会社製、製品名:コスモネートLL)15.5質量部、安定剤として1,4-ベンゾキノン0.02質量部、および炭素繊維ミルドファイバー(M1)5質量部をそれぞれ用いて、それらを十分に混合撹拌し樹脂ペーストを得た。
得られた樹脂ペーストをドクターブレードを用いてポリエチレン製のキャリアフィルム上に厚さ1.0mmになるように塗布し、その上に、フィラメント数が15000本の炭素繊維束(三菱レイヨン株式会社製、TR50S 15L)を長さ25mmにチョップしたものを炭素繊維の目付が略均一になるように、かつ、チョップした炭素繊維の方向がランダムになるように散布した。さらに、同じ樹脂ペーストを厚さ1.0mmになるように塗布した、もう一方のポリエチレン製のキャリアフィルムとで樹脂ペースト側を内にして挟み込み、ロールの間を通して押圧して、樹脂ペーストを炭素繊維束に含浸させSMC前駆体を得た。得られたSMC前駆体を室温(23℃)にて72時間静置することにより、SMC前駆体中の樹脂ペーストを十分に増粘させて、炭素繊維束にエポキシアクリレート樹脂組成物が良好に含浸したSMCを得た。得られたSMCに対する炭素繊維ミルドファイバーを除く炭素繊維の含有率は50質量%であった。
a:ドクターブレードを用いて、キャリアフイルム上に均一厚さで樹脂ペーストの塗布が出来ている。
b:ドクターブレードの樹脂溜まり内で炭素繊維ミルドファイバーの一部が濃縮されて、ドクターブレードの隙間を通過できなかったため、キャリアフイルム上に均一厚さで樹脂ペーストの塗布が出来ていない。
また、樹脂ペーストを炭素繊維束に含浸させSMC前駆体を得た際に、含浸性を目視と触感で評価した。評価基準は以下のとおりである。
A:樹脂ペーストが、炭素繊維束に十分に含浸している。
B:樹脂ペーストが、炭素繊維束に部分的に含浸していない。
C:樹脂ペーストが炭素繊維束に含浸していない。
得られたSMCを、成形用金型にチャージ率(金型面積に対するSMCの面積の割合)65%でチャージし、金型温度140℃、圧力8MPaの条件で2分間加熱加圧硬化させ、厚さ2mm、300mm角の平板状のCFRP成形体(成形板)を得た。
得られた成形板より、長さ100mm、幅25mmの曲げ強度試験片を切り出した。5kNインストロン万能試験機を用い、L/D=40、クロスヘッド速度5mm/分で3点曲げ試験を実施した。5本の試験片について測定し、それぞれ求めた曲げ強度と弾性率の平均値を成形板の曲げ強度と弾性率とした。さらに標準偏差を平均値で割って変動係数(CV(%))を求めた。成形板の曲げ強度は375MPa(変動係数18.4%)、曲げ弾性率は26GPa(変動係数10.3%)と、良好な曲げ特性が得られた。
炭素繊維ミルドファイバー(M1)に代えて炭素繊維ミルドファイバー(MP30X)を用いた以外は、実施例1と同様にしてSMCを得て、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。成形板の曲げ強度は338MPa(変動係数21%)、曲げ弾性率は26.4GPa(変動係数17%)と、良好な曲げ特性が得られた。
炭素繊維ミルドファイバーを用いずに樹脂ペーストを調製した以外は、実施例1と同様にしてSMCを得て、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。曲げ強度は274MPa(変動係数26.1%)、曲げ弾性率は19.8GPa(変動係数21.6%)の曲げ特性が得られた。
エポキシアクリレート樹脂としてMgO増粘型エポキシアクリレート樹脂(日本ユピカ株式会社製、製品名:ネオポール8026)100質量部、内部離型剤としてステアリン酸亜鉛(日本油脂株式会社製、製品名:ジンクステアレート)2質量部、増粘剤として酸化マグネシウム(協和化学製、製品名:キョウワマグ#150)6質量部を用いた他は実施例1と同様にしてSMCを得て、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。曲げ強度は263MPa(変動係数10.6%)、曲げ弾性率は22.7GPa(変動係数12.0%)の曲げ特性が得られた。
炭素繊維ミルドファイバーを用いなかった以外は、比較例2と同様にしてSMCを得て、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。曲げ強度は272MPa(変動係数15.9%)、曲げ弾性率は23.8GPa(変動係数17.8%)の曲げ特性が得られた。
炭素繊維ミルドファイバーを用いず、得られたSMCにおける、炭素繊維ミルドファイバーを除く炭素繊維の含有率を52質量%とした以外は、実施例1と同様にして(即ち、実施例1における炭素繊維ミルドファイバーを、同量の炭素繊維チョップドファイバーに置き換えて)SMCを調製した。得られたSMCを用いて、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。曲げ強度は325MPa(変動係数17.1%)、曲げ弾性率は22.1GPa(変動係数12.6%)の曲げ特性が得られた。
炭素繊維ミルドファイバー(MP30X)と炭素繊維ミルドファイバー(M3)を質量比50:50で均一に混合して、炭素繊維ミルドファイバー(M4)(重量平均繊維長198μm、繊維長350μm以下が86質量%)を得た。
・樹脂ペーストの調整
炭素繊維ミルドファイバーとして、得られた炭素繊維ミルドファイバー(M4)を用いたほかは実施例1と同様にして、樹脂ペーストを得、これを用いてSMCを製造した。
得られたSMCを用いて、実施例1と同様に平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表2に示す。
炭素繊維ミルドファイバー(MP30X)、(M1)及び(M2)を用い、表2に記載の混合比率(質量比)で各々均一に混合し、炭素繊維ミルドファイバー(M8)、(M9)及び(M10)を調製した。
得られた炭素繊維ミルドファイバー(M8)、(M9)及び(M10)を用いた以外は、実施例1と同様にして樹脂ペーストを得、これを用いてSMCを製造した。
得られたSMCを用いて、実施例1と同様に平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表2に示す。
炭素繊維ミルドファイバー(M1)の量を表3に記載の通り変更した以外は、実施例1と同様にして樹脂ペーストを得、これを用いてSMCを製造した。
得られたSMCを用いて、実施例1と同様に平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表3に示す。
エポキシ(メタ)アクリレート樹脂(日本ユピカ株式会社製、製品名:ネオポール8051。ビスフェノールAジグリシジルエーテルのメタクリル酸付加物)の量を65質量部とし、不飽和ポリエステル樹脂(日本ユピカ株式会社製、製品名:ユピカ7579。)を35質量部配合した以外は、実施例1と同様にして樹脂ペーストを得、これを用いてSMCを製造した。
得られたSMCを用いて、実施例1と同様に平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表4に示す。
炭素繊維ミルドファイバーを用いずに樹脂ペーストを調製した以外は、実施例12と同様にしてSMCを得て、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表4に示す。
エポキシ(メタ)アクリレート樹脂(日本ユピカ株式会社製、製品名:ネオポール8051。ビスフェノールAジグリシジルエーテルのメタクリル酸付加物)の代わりに、不飽和ポリエステル樹脂(日本ユピカ株式会社製、製品名:ユピカ7579。)を100質量部配合した以外は、実施例1と同様にして樹脂ペーストを得、これを用いてSMCを製造した。
得られたSMCを用いて、実施例1と同様に平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表4に示す。
炭素繊維ミルドファイバーを用いずに樹脂ペーストを調製した以外は、実施例13と同様にしてSMCを得て、平板状のCFRP成形体を成形し、成形板の機械特性を評価した。結果を表4に示す。
(比較例7)
・樹脂ペーストの調整
炭素繊維ミルドファイバー(M1)に替えて炭素繊維ミルドファイバー(M2)を用いた以外は、実施例1と同様にして樹脂ペーストを得た。
・SMCの製造
樹脂ペーストをドクターブレードを用いてポリエチレン製のキャリアフィルム上に厚さ1.0mmになるように塗布したが、ドクターブレードの樹脂溜まり内で炭素繊維ミルドファイバーの一部がドクターブレードの隙間を通過できず、ポリエチレン製のキャリアフィルム上への樹脂ペーストの塗布が困難で、良好な炭素繊維強化シートモールディングコンパウンドを得ることが出来なかった。
・樹脂ペーストの調整
炭素繊維ミルドファイバー(M1)に替えて炭素繊維ミルドファイバー(M3)を用いた以外は、実施例1と同様にして樹脂ペーストを得た。
・SMCの製造
樹脂ペーストをドクターブレードを用いてポリエチレン製のキャリアフィルム上に厚さ1.0mmになるように塗布したが、ドクターブレードの樹脂溜まり内で炭素繊維ミルドファイバーの一部がドクターブレードの隙間を通過できず、良好な炭素繊維シートモールディングコンパウンドを得ることが出来なかった。
炭素繊維ミルドファイバー(MP30X)と炭素繊維ミルドファイバー(M3)を質量比40:60で均一に混合して、炭素繊維ミルドファイバー(M5)(重量平均繊維長219μm、繊維長350μm以下が83.4質量%)を得た。
・樹脂ペーストの調整
炭素繊維ミルドファイバーとして、得られた炭素繊維ミルドファイバー(M5)を用いたほかは実施例1と同様にして、樹脂ペーストを得た。
・SMCの製造
樹脂ペーストをドクターブレードを用いてポリエチレン製のキャリアフィルム上に厚さ1.0mmになるように塗布したが、ドクターブレードの樹脂溜まり内で炭素繊維ミルドファイバーの一部が濃縮されてドクターブレードの隙間を通過できなかった。
炭素繊維ミルドファイバー(M1)と炭素繊維ミルドファイバー(M3)を質量比90:10で均一に混合して、炭素繊維ミルドファイバー(M6)(重量平均繊維長203μm、繊維長350μm以下が83.8質量%)を得た。
・樹脂ペーストの調整
炭素繊維ミルドファイバーとして、得られた炭素繊維ミルドファイバー(M6)を用いたほかは実施例1と同様にして、樹脂ペーストを得た。
・SMCの製造
樹脂ペーストをドクターブレードを用いてポリエチレン製のキャリアフィルム上に厚さ1.0mmになるように塗布したが、ドクターブレードの樹脂溜まり内で炭素繊維ミルドファイバーの一部が濃縮されてドクターブレードの隙間を通過できなかった。
炭素繊維ミルドファイバー(MP30X)と炭素繊維ミルドファイバー(M2)を質量比27:73で均一に混合して、炭素繊維ミルドファイバー(M7)(重量平均繊維長213μm、繊維長350μm以下が85.1質量%)を得た。
・樹脂ペーストの調整
炭素繊維ミルドファイバーとして、得られた炭素繊維ミルドファイバー(M7)を用いたほかは実施例1と同様にして、樹脂ペーストを得た。
・SMCの製造
樹脂ペーストをドクターブレードを用いてポリエチレン製のキャリアフィルム上に厚さ1.0mmになるように塗布したが、ドクターブレードの樹脂溜まり内で炭素繊維ミルドファイバーの一部が濃縮されてドクターブレードの隙間を通過できなかった。

2 キャリアフィルム
3 ドクターブレード
4 炭素繊維束
5 チョッパー
6 含浸ロール
7 巻き取りロール
Claims (12)
- (A)長さ5mm以上の炭素繊維からなる繊維基材と、
(B)エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂の少なくともいずれかと、
(C)アスペクト比が2.0以上であり、長さ3mm未満である、
(C-1)断面積0.8μm2以上の繊維状無機充填剤、又は
(C-2)断面積0.05μm2以上の鱗片状無機充填剤と、
(D)ポリイソシアネート化合物とを含む成形材料。 - 前記(C)成分が(C-1)繊維状無機充填剤であり、(C-1)成分の重量平均繊維長が210μm以下であり、繊維長350μm以下の繊維の含有率が85質量%以上である、請求項1に記載の成形材料。
- 前記(C)成分が(C-1)繊維状無機充填剤であり、前記(C-1)成分が炭素繊維ミルドファイバーである、請求項1又は2に記載の成形材料。
- 前記(C)成分の含有率が0.2質量%以上である請求項1~3のいずれか一項に記載の成形材料。
- 前記(A)成分が、長さが5mm以上60mm以下の短繊維である、請求項1~4のいずれか一項に記載の成形材料。
- さらに(E)重合開始剤を含む、請求項1~5のいずれか一項に記載の成形材料。
- 前記(A)成分を30質量%以上70質量%以下、前記(B)成分を30質量%以上70質量%以下、前記(C)成分を0.2質量%以上20質量%以下、成分(D)を5質量%以上20質量%以下、及び成分(E)を0.1質量%以上5質量%以下含む、請求項6に記載の成形材料。
- 請求項1~7のいずれか一項に記載の成形材料からなるシートモールディングコンパウンド。
- 請求項1~7のいずれか一項に記載の成形材料を、加熱加圧成形して得られる繊維強化複合材料。
- 請求項8に記載のシートモールディングコンパウンドを、加熱加圧成形して得られる繊維強化複合材料。
- 成分(A)’:長さ5mm以上60mm以下の炭素繊維からなる短繊維束と、
成分(B):エポキシ(メタ)アクリレート樹脂及び不飽和ポリエステル樹脂の少なくともいずれかと、
成分(C):アスペクト比が2.0以上であり、長さ3mm未満である無機充填剤と、
成分(D):ポリイソシアネート化合物とを含む成形材料の製造方法であり、
前記成分(B)、(C)及び(D)を混合して樹脂組成物を調製する工程、
ドクターブレードを用いて前記樹脂組成物をキャリアフィルム上に塗布し、樹脂組成物層を形成する工程、
前記樹脂組成物層の表面に、前記成分(A)’を散布する工程、
前記成分(A)’が散布された樹脂組成物層の表面に、前記樹脂組成物層が設けられた他のキャリアフィルムを、前記樹脂組成物層が対向するように積層し、積層フィルムを作製する工程、
前記積層フィルムを加圧し、前記成分(A)’に前記樹脂組成物を含浸させる工程、及び
含浸後の前記積層フィルムをほぼ等温で保持し、前記樹脂組成物を増粘させる工程を含む、成形材料の製造方法。 - 前記成分(C)が成分(C-1)及び(C-2)から選ばれる少なくとも一つである、請求項11に記載の成形材料の製造方法。
(C-1)断面積0.8μm2以上の繊維状無機充填剤
(C-2)断面積0.05μm2以上の鱗片状無機充填剤
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015547169A JP5987995B2 (ja) | 2014-09-12 | 2015-09-08 | 成形材料、シートモールディングコンパウンドおよびそれを用いて得られる繊維強化複合材料 |
| US15/509,027 US10323133B2 (en) | 2014-09-12 | 2015-09-08 | Molding material, sheet molding compound, and fiber-reinforced composite material obtained using same |
| CN201580031754.6A CN106459452B (zh) | 2014-09-12 | 2015-09-08 | 成型材料、片状模塑料以及使用其而获得的纤维增强复合材料 |
| EP15840824.5A EP3196237B1 (en) | 2014-09-12 | 2015-09-08 | Molding material, sheet molding compound, and fiber-reinforced composite material obtained using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-186195 | 2014-09-12 | ||
| JP2014186195 | 2014-09-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016039326A1 true WO2016039326A1 (ja) | 2016-03-17 |
Family
ID=55459072
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/075440 Ceased WO2016039326A1 (ja) | 2014-09-12 | 2015-09-08 | 成形材料、シートモールディングコンパウンドおよびそれを用いて得られる繊維強化複合材料 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10323133B2 (ja) |
| EP (1) | EP3196237B1 (ja) |
| JP (1) | JP5987995B2 (ja) |
| CN (1) | CN106459452B (ja) |
| WO (1) | WO2016039326A1 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6241583B1 (ja) * | 2016-10-11 | 2017-12-06 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
| WO2018070076A1 (ja) * | 2016-10-11 | 2018-04-19 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
| CN108884208A (zh) * | 2016-04-06 | 2018-11-23 | 三菱化学株式会社 | 热固性树脂组合物、片状模塑料及其制造方法、以及纤维增强复合材料 |
| CN109071840A (zh) * | 2016-05-13 | 2018-12-21 | 三菱化学株式会社 | 成型材料、片状模塑料及纤维增强复合材料 |
| CN109476145A (zh) * | 2016-06-03 | 2019-03-15 | 麦格纳外饰公司 | 使高纤维支数碳丝束均一地解束并均匀地分布的方法 |
| WO2019142803A1 (ja) * | 2018-01-16 | 2019-07-25 | 三菱ケミカル株式会社 | マトリクス樹脂、中間材及び成形品 |
| WO2019220846A1 (ja) * | 2018-05-14 | 2019-11-21 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 |
| WO2019221262A1 (ja) * | 2018-05-17 | 2019-11-21 | 株式会社T&K Toka | 硬化性エポキシド組成物 |
| EP3632969A4 (en) * | 2017-05-25 | 2020-06-24 | Mitsubishi Chemical Corporation | Fiber-reinforced molding material and molded object |
| EP3656806A4 (en) * | 2017-07-20 | 2020-07-08 | Mitsubishi Chemical Corporation | SHEET MOLDING COMPOUND, FIBER REINFORCED COMPOSITE MATERIAL, AND PROCESS FOR PRODUCING FIBER REINFORCED COMPOSITE MATERIAL |
| WO2020230662A1 (ja) * | 2019-05-16 | 2020-11-19 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
| JP2021142757A (ja) * | 2017-03-27 | 2021-09-24 | 三菱ケミカル株式会社 | 繊維強化樹脂成形品と金属のハイブリット構造部材 |
| US12337553B2 (en) | 2018-03-27 | 2025-06-24 | Mitsubishi Chemical Corporation | Composite material molded article and method for manufacturing same |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PT3408434T (pt) | 2016-01-26 | 2025-09-22 | Continental Structural Plastics Inc | Processo e sistema de desagregação de cabo de fibras npara a utilização em chapas pre¿-formadas e composições de moldagem que contém essas fibras. |
| US11390719B2 (en) * | 2017-07-31 | 2022-07-19 | Toray Industries, Inc. | Sheet molding compound, prepreg, and fiber-reinforced composite material |
| CN111372980B (zh) * | 2017-11-20 | 2022-11-01 | Dic株式会社 | 纤维增强成型材料和使用其的成型品 |
| EP3766923B1 (en) | 2018-03-16 | 2025-01-01 | Mitsubishi Chemical Corporation | Sheet molding compound and carbon fiber composite material molded article |
| CN108641342A (zh) * | 2018-05-21 | 2018-10-12 | 江苏兆鋆新材料股份有限公司 | 一种免氧化镁增稠的片状模塑料及其制备方法 |
| CN109454954B (zh) * | 2018-10-24 | 2021-09-07 | 杭州幽若科技有限公司 | 一种yrmc三维复合片料及其生产方法 |
| WO2021065522A1 (ja) * | 2019-09-30 | 2021-04-08 | 積水ポリマテック株式会社 | 熱伝導性シート及びその製造方法 |
| CN115461205A (zh) * | 2020-04-28 | 2022-12-09 | 日本复合材料株式会社 | 薄板成型材料及成型品 |
| CN111793326A (zh) * | 2020-06-29 | 2020-10-20 | 河南东海复合材料有限公司 | 一种环氧玻纤基esmc片材的生产工艺 |
| CN114957952A (zh) * | 2022-06-02 | 2022-08-30 | 深圳市万维博新能源技术有限公司 | 一种应用于新能源电动车上的smc-a片材配方及工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59220140A (ja) * | 1983-05-30 | 1984-12-11 | 三菱レイヨン株式会社 | 魚釣用リ−ル |
| JPH08301998A (ja) * | 1995-05-01 | 1996-11-19 | Mitsubishi Motors Corp | 制振性樹脂組成物およびそれを用いた構造用制振性樹脂成形品 |
| JP2005114140A (ja) * | 2003-10-10 | 2005-04-28 | Asahi Organic Chem Ind Co Ltd | バルブ用樹脂製部材 |
| JP2013203773A (ja) * | 2012-03-27 | 2013-10-07 | Mitsubishi Rayon Co Ltd | シートモールディングコンパウンドおよびそれを用いて成形する繊維強化複合材料 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4622254A (en) * | 1981-08-31 | 1986-11-11 | Toray Industries, Inc. | Fiber material for reinforcing plastics |
| US6592986B1 (en) * | 1998-05-26 | 2003-07-15 | Mitsui Takeda Chemicals Inc. | Material for molding thermosetting resin sheet, production process, and molded product |
| JP2001348440A (ja) | 2000-06-08 | 2001-12-18 | Mitsubishi Rayon Co Ltd | 炭素繊維強化シート状成形材料、それを用いた成形体およびその製造方法 |
| EP2020282B1 (en) * | 2006-05-25 | 2014-08-13 | Mitsubishi Engineering-Plastics Corporation | Moldings of fiber-reinforced thermoplastic resin |
| CN102337007B (zh) * | 2011-07-01 | 2013-04-10 | 蓝星(北京)化工机械有限公司 | Smc高性能环氧树脂组合物 |
| JP5979426B2 (ja) | 2012-07-12 | 2016-08-24 | 三菱レイヨン株式会社 | シートモールディングコンパウンド |
| US10927226B2 (en) * | 2012-09-26 | 2021-02-23 | Toho Tenax Co., Ltd. | Prepreg and method for producing same |
| EP2937377B1 (en) * | 2012-12-21 | 2019-01-30 | Toray Industries, Inc. | Fiber-reinforced thermoplastic-resin molded article |
-
2015
- 2015-09-08 JP JP2015547169A patent/JP5987995B2/ja active Active
- 2015-09-08 EP EP15840824.5A patent/EP3196237B1/en active Active
- 2015-09-08 WO PCT/JP2015/075440 patent/WO2016039326A1/ja not_active Ceased
- 2015-09-08 US US15/509,027 patent/US10323133B2/en active Active
- 2015-09-08 CN CN201580031754.6A patent/CN106459452B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59220140A (ja) * | 1983-05-30 | 1984-12-11 | 三菱レイヨン株式会社 | 魚釣用リ−ル |
| JPH08301998A (ja) * | 1995-05-01 | 1996-11-19 | Mitsubishi Motors Corp | 制振性樹脂組成物およびそれを用いた構造用制振性樹脂成形品 |
| JP2005114140A (ja) * | 2003-10-10 | 2005-04-28 | Asahi Organic Chem Ind Co Ltd | バルブ用樹脂製部材 |
| JP2013203773A (ja) * | 2012-03-27 | 2013-10-07 | Mitsubishi Rayon Co Ltd | シートモールディングコンパウンドおよびそれを用いて成形する繊維強化複合材料 |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108884208A (zh) * | 2016-04-06 | 2018-11-23 | 三菱化学株式会社 | 热固性树脂组合物、片状模塑料及其制造方法、以及纤维增强复合材料 |
| US10920009B2 (en) | 2016-04-06 | 2021-02-16 | Mitsubishi Chemical Corporation | Thermosetting resin composition, sheet-molding compound and production method therefor, and fiber-reinforced composite material |
| US10899856B2 (en) | 2016-05-13 | 2021-01-26 | Mitsubishi Chemical Corporation | Molding material, sheet molding compound and fiber-reinforced composite material |
| CN109071840B (zh) * | 2016-05-13 | 2021-04-30 | 三菱化学株式会社 | 成型材料、片状模塑料及纤维增强复合材料 |
| CN109071840A (zh) * | 2016-05-13 | 2018-12-21 | 三菱化学株式会社 | 成型材料、片状模塑料及纤维增强复合材料 |
| EP3456761A4 (en) * | 2016-05-13 | 2019-05-01 | Mitsubishi Chemical Corporation | MOLDED MATERIAL, PLATE MOLD AND FIBER-REINFORCED COMPOSITE |
| EP3463879A4 (en) * | 2016-06-03 | 2019-07-17 | Magna Exteriors Inc. | METHOD FOR UNIFORM DEBUTTING AND EVEN DISTRIBUTION OF A HIGH FIBER CARBON CARB GUIDE |
| US11072093B2 (en) | 2016-06-03 | 2021-07-27 | Magna Exteriors Inc. | Method to uniformly debundle and evenly distribute high fiber count carbon tow |
| CN109476145A (zh) * | 2016-06-03 | 2019-03-15 | 麦格纳外饰公司 | 使高纤维支数碳丝束均一地解束并均匀地分布的方法 |
| WO2018070076A1 (ja) * | 2016-10-11 | 2018-04-19 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
| JP6241583B1 (ja) * | 2016-10-11 | 2017-12-06 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
| US10669386B2 (en) | 2016-10-11 | 2020-06-02 | Dic Corporation | Fiber-reinforced molding material and molded article using same |
| JP2021142757A (ja) * | 2017-03-27 | 2021-09-24 | 三菱ケミカル株式会社 | 繊維強化樹脂成形品と金属のハイブリット構造部材 |
| EP3632969A4 (en) * | 2017-05-25 | 2020-06-24 | Mitsubishi Chemical Corporation | Fiber-reinforced molding material and molded object |
| EP3656806A4 (en) * | 2017-07-20 | 2020-07-08 | Mitsubishi Chemical Corporation | SHEET MOLDING COMPOUND, FIBER REINFORCED COMPOSITE MATERIAL, AND PROCESS FOR PRODUCING FIBER REINFORCED COMPOSITE MATERIAL |
| WO2019142803A1 (ja) * | 2018-01-16 | 2019-07-25 | 三菱ケミカル株式会社 | マトリクス樹脂、中間材及び成形品 |
| JPWO2019142803A1 (ja) * | 2018-01-16 | 2020-01-23 | 三菱ケミカル株式会社 | マトリクス樹脂、中間材及び成形品 |
| US12337553B2 (en) | 2018-03-27 | 2025-06-24 | Mitsubishi Chemical Corporation | Composite material molded article and method for manufacturing same |
| JPWO2019220846A1 (ja) * | 2018-05-14 | 2020-05-28 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 |
| WO2019220846A1 (ja) * | 2018-05-14 | 2019-11-21 | 三菱ケミカル株式会社 | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 |
| JP2019199552A (ja) * | 2018-05-17 | 2019-11-21 | 株式会社T&K Toka | 硬化性エポキシド組成物 |
| WO2019221262A1 (ja) * | 2018-05-17 | 2019-11-21 | 株式会社T&K Toka | 硬化性エポキシド組成物 |
| US11084960B2 (en) | 2018-05-17 | 2021-08-10 | T&K Toka Co., Ltd. | Curable epoxide composition |
| WO2020230662A1 (ja) * | 2019-05-16 | 2020-11-19 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
| JPWO2020230662A1 (ja) * | 2019-05-16 | 2021-09-27 | Dic株式会社 | 繊維強化成形材料及びそれを用いた成形品 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170298199A1 (en) | 2017-10-19 |
| EP3196237A1 (en) | 2017-07-26 |
| CN106459452A (zh) | 2017-02-22 |
| JP5987995B2 (ja) | 2016-09-07 |
| JPWO2016039326A1 (ja) | 2017-04-27 |
| US10323133B2 (en) | 2019-06-18 |
| CN106459452B (zh) | 2018-03-20 |
| EP3196237B1 (en) | 2018-08-15 |
| EP3196237A4 (en) | 2017-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5987995B2 (ja) | 成形材料、シートモールディングコンパウンドおよびそれを用いて得られる繊維強化複合材料 | |
| US20230139814A1 (en) | Sheet molding compound, fiber-reinforced composite material, and method for producing fiber-reinforced composite material | |
| US12275838B2 (en) | Sheet molding compound and fiber-reinforced composite material | |
| JP3648743B2 (ja) | 「繊維強化複合材料用樹脂組成物とその製造方法、プリプレグ、繊維強化複合材料、ハニカム構造体」 | |
| JPWO1997028210A1 (ja) | 繊維強化複合材料用樹脂組成物とその製造方法、プリプレグ、繊維強化複合材料、ハニカム構造体 | |
| US12257745B2 (en) | Sheet molding compound and fiber-reinforced composite | |
| JP2018048238A (ja) | 熱硬化性樹脂組成物、成形材料、繊維強化複合材料、及びシートモールディングコンパウンドの製造方法 | |
| US10899856B2 (en) | Molding material, sheet molding compound and fiber-reinforced composite material | |
| JP6562153B2 (ja) | 繊維強化複合材料成形品およびその製造方法 | |
| JPWO2019142803A1 (ja) | マトリクス樹脂、中間材及び成形品 | |
| JP2016124102A (ja) | シートモールディングコンパウンドおよびそれを用いて得られる複合材料 | |
| JP6673481B2 (ja) | 繊維強化成形材料、及び成形体 | |
| JP2018187862A (ja) | 炭素繊維強化複合材料成形品の製造方法 | |
| WO2019220846A1 (ja) | シートモールディングコンパウンドの製造方法、炭素繊維束、及び炭素繊維束の使用 | |
| JP5165292B2 (ja) | 炭素繊維強化シート状成形材料及びその製造方法 | |
| US20210230356A1 (en) | Sheet molding compound and molded article | |
| JP2017193599A (ja) | シートモールディングコンパウンド、その製造方法及び成形品 | |
| JP7028389B2 (ja) | シートモールディングコンパウンド及び成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015547169 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15840824 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015840824 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015840824 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15509027 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |