WO2016067736A1 - エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 - Google Patents
エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 Download PDFInfo
- Publication number
- WO2016067736A1 WO2016067736A1 PCT/JP2015/074190 JP2015074190W WO2016067736A1 WO 2016067736 A1 WO2016067736 A1 WO 2016067736A1 JP 2015074190 W JP2015074190 W JP 2015074190W WO 2016067736 A1 WO2016067736 A1 WO 2016067736A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- epoxy resin
- resin composition
- registered trademark
- fiber
- cured
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/28—Di-epoxy compounds containing acyclic nitrogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/24—Di-epoxy compounds carbocyclic
- C08G59/245—Di-epoxy compounds carbocyclic aromatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/3227—Compounds containing acyclic nitrogen atoms
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/38—Epoxy compounds containing three or more epoxy groups together with di-epoxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/50—Amines
- C08G59/5033—Amines aromatic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/50—Amines
- C08G59/504—Amines containing an atom other than nitrogen belonging to the amine group, carbon and hydrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/249—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs characterised by the additives used in the prepolymer mixture
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/06—Polysulfones; Polyethersulfones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2463/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2481/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2481/06—Polysulfones; Polyethersulfones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
Definitions
- the present invention relates to a fiber-reinforced composite material suitable for aerospace use, a cured resin product for obtaining the composite material, a prepreg, and an epoxy resin composition suitably used as a matrix resin.
- fiber reinforced composite materials using reinforced fibers such as carbon fibers and aramid fibers have utilized their high specific strength and specific modulus to make structural materials for aircraft and automobiles, tennis rackets, golf shafts, fishing rods, etc. It has been used for sports and general industrial applications.
- a prepreg that is a sheet-like intermediate material in which reinforcing fibers are impregnated with an uncured matrix resin is used, and a plurality of the prepregs are laminated and then heat-cured.
- a resin transfer molding method is used in which a liquid resin is poured into the arranged reinforcing fibers and then the resin is heated and cured.
- the method using a prepreg has an advantage that it is easy to obtain a high-performance fiber-reinforced composite material because the orientation of the reinforcing fibers can be strictly controlled and the design freedom of the laminated structure is high.
- the matrix resin used in this prepreg thermosetting resin is mainly used from the viewpoint of heat resistance and productivity.
- An epoxy resin is preferably used from the viewpoint of mechanical properties such as rigidity and rigidity.
- fiber reinforced composite materials for aerospace applications that require strength properties and durability stability include amine-type epoxy resins that have a low epoxy equivalent and a high crosslink density as a matrix resin for the reinforcing fibers. Have been used favorably. As a result, it is possible to design a resin having a high elastic modulus and a high heat resistance, but there is a tendency that a resin cured product having a small deformation capability and a low toughness is obtained.
- Patent Document 1 a resin design imparted with toughness by blending a polysulfone having a low number average molecular weight has been developed. Specifically, it is disclosed that an excellent toughness-improving effect can be obtained by blending polysulfone having a number average molecular weight of 3000 to 5100 in a large amount of 20 to 50% by mass in the epoxy resin composition.
- the elongation of the cured resin and the interlayer toughness when used as a fiber-reinforced composite material may be insufficient.
- an object of the present invention is to provide an epoxy resin composition having improved resin elongation and heat resistance. Furthermore, it is providing the fiber reinforced composite material excellent in interlayer toughness and the compressive strength in a high temperature environment by using this epoxy resin composition.
- this invention consists of the following structures.
- An epoxy resin composition having the following components [A], [B], and [C], wherein [B] is contained in the epoxy resin composition in an amount of 8 to 40% by mass, and [C]
- the number of moles of active hydrogen contained is 1.05 to 2.0 times the number of moles of epoxy groups contained in the entire epoxy resin composition, and DSC (differential scanning calorimetry) formed by curing the epoxy resin composition is used.
- [A], [B], and [C] form a single-phase structure or a phase separation structure of less than 500 nm in a cured product having a degree of cure of 90% or more obtained, and DMA (dynamic machine) of the cured product.
- A Amine type epoxy resin
- B Thermoplastic resin
- C Aromatic amine 0.19X / ° C.-31.5 ⁇ Y / MPa ⁇ 0.19X / ° C.-27 (1)
- this invention it is set as the resin hardened
- an epoxy resin composition having improved resin elongation and heat resistance can be obtained. Furthermore, by using such an epoxy resin composition, a fiber-reinforced composite material excellent in interlayer toughness and compressive strength under a high temperature environment can be obtained.
- the epoxy resin composition of the present invention contains an amine type epoxy resin [A], a thermoplastic resin [B], and an aromatic amine [C], and [B] is contained in the epoxy resin composition in an amount of 8 to 40% by mass.
- [C] is 1.05 to 2.0 times the number of moles of epoxy groups contained in the entire epoxy resin composition
- DSC differential differential formed by curing the epoxy resin composition [A], [B], and [C] form a single phase structure or a phase separation structure of less than 500 nm in a cured product having a degree of curing of 90% or more obtained by scanning calorimetry
- the glass transition temperature X (° C.) and the rubber state elastic modulus Y (MPa) obtained by DMA satisfy the following formula (1).
- the cured product having a DSC curing degree of 90% or more obtained by curing the epoxy resin composition is the total calorific value QT of the epoxy resin composition obtained by DSC (differential scanning calorimetry) and the like.
- Curing degree (%) (QT ⁇ QR) / QT ⁇ 100
- X and Y in the formula (1) are the same as those of the cured product obtained by heat-curing the epoxy resin composition of the present invention under a temperature condition where the degree of cure obtained by DSC is 90% or more. It is calculated from a scatter diagram of storage elastic modulus and temperature obtained by performing temperature rise measurement of (dynamic mechanical analysis).
- the glass transition temperature is a temperature at an intersection of a tangent drawn in the glass region and a tangent drawn in the glass transition region in the scatter diagram.
- the rubbery state elastic modulus is a storage elastic modulus at a temperature that exceeds the glass transition temperature by 50 ° C.
- the fiber-reinforced composite material using the epoxy resin composition of the present invention has a glass transition temperature and a rubbery state elastic modulus of 0.19X / ° C-31.5 ⁇ Y / MPa ⁇ 0.19X / ° C- 27 is satisfied, and preferably 0.19X / ° C.-31.5 ⁇ Y / MPa ⁇ 0.19X / ° C.-28.
- a glass transition temperature and the rubber state elastic modulus satisfy this range, both heat resistance and elongation can be achieved.
- the rubber state elastic modulus of the epoxy resin composition is higher than 0.19X / ° C.-27, the rubber state elastic modulus is increased, so that the plastic deformation ability is lowered and the interlaminar toughness of the fiber reinforced composite material is lowered.
- the elastic modulus of the rubber resin is low, so that the elastic modulus of the cured epoxy resin cannot be obtained. There may be a shortage.
- Examples of the amine type epoxy resin [A] used in the present invention include tetraglycidyldiaminodiphenylmethane, tetraglycidyldiaminodiphenylsulfone, tetraglycidylxylylenediamine, triglycidylaminophenol, triglycidylaminocresol, diglycidylaniline, diglycidyl. Toluidine or a halogen-substituted product, an alkyl-substituted product, a hydrogenated product or the like thereof can be used.
- tetraglycidyldiaminodiphenylmethane, triglycidylaminophenol, or a halogen-substituted product, an alkyl-substituted product, or a hydrogenated product thereof is preferable because it can impart an elastic modulus and heat resistance.
- Examples of commercially available tetraglycidyl diaminodiphenyl sulfone include TG3DAS (manufactured by Mitsui Chemicals Fine Co., Ltd.).
- triglycidylaminophenol or triglycidylaminocresol Commercially available products of triglycidylaminophenol or triglycidylaminocresol include “Sumiepoxy (registered trademark)” ELM100, “Sumiepoxy (registered trademark)” ELM120 (manufactured by Sumitomo Chemical Co., Ltd.), “Araldide (registered trademark)” “MY0500”, “Araldide (registered trademark)” MY0510, “Araldide (registered trademark)” MY0600 (manufactured by Huntsman Advanced Materials), “jER (registered trademark)” 630 (manufactured by Mitsubishi Chemical Corporation), etc. Is mentioned.
- Examples of commercially available diglycidyl aniline include GAN (manufactured by Nippon Kayaku Co., Ltd.), PxGAN (manufactured by Toray Fine Chemical Co., Ltd.), and the like.
- Examples of commercially available diglycidyl toluidine include GOT (manufactured by Nippon Kayaku Co., Ltd.).
- 50 to 100 parts by mass of the amine type epoxy resin [A] is preferably contained in 100 parts by mass of the total amount of the epoxy resin, more preferably in the range of 70 to 100 parts by mass. If the amine type epoxy resin is less than 50 parts by mass with respect to 100 parts by mass of the total amount of the epoxy resin blended, an epoxy resin composition having insufficient heat resistance and elastic modulus may be obtained. Furthermore, the compressive strength may decrease when a fiber reinforced composite material is used.
- the amine type epoxy resin [A] preferably contains a bifunctional amine type epoxy resin and a trifunctional or higher amine type epoxy resin.
- the bifunctional amine type epoxy resin By including the bifunctional amine type epoxy resin, the distance between the crosslinking points is extended, and the elongation is improved. Further, by blending a tri- or higher functional amine type epoxy resin, the heat resistance and elastic modulus are improved, and a balanced resin composition is obtained.
- the epoxy resin may contain other epoxy resin components in addition to the amine type epoxy resin [A]. These may be added in combination of not only one type but also a plurality of types. Specifically, phenol novolac type epoxy resin, cresol novolac type epoxy resin, resorcinol type epoxy resin, dicyclopentadiene type epoxy resin, urethane and isocyanate modified epoxy resin, epoxy resin having biphenyl skeleton, epoxy resin having fluorene skeleton, As the bisphenol-type epoxy resin, bisphenol A-type, bisphenol F-type, bisphenol S-type, bisphenol AD-type, halogens of these bisphenols, alkyl-substituted products, hydrogenated products, and the like are used. Specific examples of such an epoxy resin include the following.
- phenol novolac type epoxy resins include “jER (registered trademark)” 152, “jER (registered trademark)” 154 (manufactured by Mitsubishi Chemical Corporation), “Epicron (registered trademark)” N-740, “Epicron (registered trademark)” N-770, “Epicron (registered trademark)” N-775 (manufactured by DIC Corporation), and the like.
- cresol novolac type epoxy resins include “Epicron (registered trademark)” N-660, “Epicron (registered trademark)” N-665, “Epicron (registered trademark)” N-670, “Epicron (registered trademark)” “N-673”, “Epicron (registered trademark)” N-695 (above, manufactured by DIC Corporation), EOCN-1020, EOCN-102S, EOCN-104S (above, manufactured by Nippon Kayaku Co., Ltd.) It is done.
- resorcinol type epoxy resin examples include “Denacol (registered trademark)” EX-201 (manufactured by Nagase ChemteX Corporation).
- dicyclopentadiene type epoxy resins include “Epicron (registered trademark)” HP7200, “Epicron (registered trademark)” HP7200L, “Epicron (registered trademark)” HP7200H (manufactured by DIC Corporation), Tactix558 ( Huntsman Advanced Material), XD-1000-1L, XD-1000-2L (Nippon Kayaku Co., Ltd.).
- Examples of commercially available urethane and isocyanate-modified epoxy resins include AER4152 (produced by Asahi Kasei E-Materials Co., Ltd.) and ACR1348 (produced by Asahi Denka Co., Ltd.) having an oxazolidone ring.
- epoxy resins having a biphenyl skeleton include “jER (registered trademark)” YX4000H, “jER (registered trademark)” YX4000, “jER (registered trademark)” YL6616 (manufactured by Mitsubishi Chemical Corporation), NC -3000 (manufactured by Nippon Kayaku Co., Ltd.).
- epoxy resins having a fluorene skeleton include ESF300 (manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.), “Oncoat (registered trademark)” EX-1010, “Oncoat (registered trademark)” EX-1011, “ “ONCOAT (registered trademark)” EX-1012, “ONCOAT (registered trademark)” EX-1020, “ONCOAT (registered trademark)” EX-1030, “ONCOAT (registered trademark)” EX-1040, “ONCOAT (Registered trademark) “EX-1050”, “ONCOAT (registered trademark)” EX-1051 (manufactured by Nagase ChemteX Corporation) and the like.
- bisphenol A type epoxy resins include “Epototo (registered trademark)” YD128 (manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.), “jER (registered trademark)” 825, “jER (registered trademark)” 828, “ jER (registered trademark) 834, jER (registered trademark) 1001, jER (registered trademark) 1004, jER (registered trademark) 1007, jER (registered trademark) 1009, jER (registered trademark) "1010 (above, manufactured by Mitsubishi Chemical Corporation)”.
- Examples of the bisphenol S type epoxy resin include “Epiclon (registered trademark)” EXA-1514 (manufactured by DIC Corporation).
- Examples of the bisphenol AD type epoxy resin include “EPOMIK (registered trademark)” R710, “EPOMIK (registered trademark)” R1710 (manufactured by Printec Co., Ltd.), and the like.
- thermoplastic resin [B] is mixed or dissolved in the epoxy resin composition of the present invention.
- thermoplastic resin [B] in the present invention is a polymer material that is in a crystalline state or a glass state at room temperature and has thermoplasticity.
- thermoplastic resin [B] is generally a group consisting of a carbon-carbon bond, an amide bond, an imide bond, an ester bond, an ether bond, a carbonate bond, a urethane bond, a thioether bond, a sulfone bond and a carbonyl bond in the main chain.
- a thermoplastic resin having a bond selected from Further, this thermoplastic resin [B] may have a partially crosslinked structure, and may have crystallinity or may be amorphous.
- thermoplastic resin [B] is contained in the epoxy resin composition in an amount of 8 to 40% by mass, preferably 8 to 35% by mass, more preferably 12 to 35% by mass, and still more preferably 16 to 35% by mass.
- the most preferred content is 20 to 30% by mass.
- the content of the thermoplastic resin [B] is a ratio with respect to 100% by mass of the epoxy resin composition, but when the thermoplastic resin particles [D] described later are blended, the total mass of the epoxy resin composition is heated. It is calculated without including the mass of the plastic resin particles [D].
- thermoplastic resin [B] When the blending amount of the thermoplastic resin [B] is less than 8% by mass, the toughness of the cured resin is lowered, and the interlayer toughness of the obtained fiber reinforced composite material is insufficient. Moreover, when it exceeds 40 mass%, the viscosity of a thermosetting resin composition will rise, and the manufacturing process property and handleability of a thermosetting resin composition and a prepreg will become inadequate.
- the weight average molecular weight of the thermoplastic resin [B] is preferably in the range of 4000 to 40000 g / mol, more preferably 10,000 to 40000 g / mol, and further preferably 15000 to 30000 g / mol.
- the weight average molecular weight is lower than 4000 g / mol, the elongation and toughness of the cured epoxy resin may be insufficient.
- higher than 40000 g / mol when a thermoplastic resin is melt
- the glass transition temperature of the thermoplastic resin [B] in the present invention is preferably 150 ° C. or higher, more preferably 200 ° C. or higher, and further preferably 220 ° C. or higher.
- the glass transition temperature of the thermoplastic resin [B] is less than 150 ° C., the molded body may easily undergo thermal deformation.
- thermoplastic resin [B] examples include polycarbonate (glass transition temperature (also referred to as Tg): 150 ° C.), polysulfone (Tg: 190 ° C.), polyetherimide (Tg: 215 ° C.), polyether sulfone (Tg: 225). ° C).
- the glass transition temperature of the thermoplastic resin [B] is from 30 ° C. to a temperature higher by 30 ° C. than the predicted glass transition temperature using DSC (Differential Scanning Calorimetry).
- DSC Different Scanning Calorimetry
- polycarbonate products examples include “Panlite (registered trademark)” K1300Y (manufactured by Teijin Limited).
- Examples of commercially available products of polysulfone include “Udel (registered trademark)” P-1700, “Udel (registered trademark)” P-3500LCD, “Virantage (registered trademark)” DAMS VW-30500RP (above, Solvay Specialty Polymers), etc. Is mentioned.
- polyetherimides examples include “Ultem (registered trademark)” 1000, “Ultem (registered trademark)” 1010 (above, manufactured by SABIC), and the like.
- polyethersulfone products include “Sumika Excel (registered trademark)” PES3600P, “Sumika Excel (registered trademark)” PES5003P, “Sumika Excel (registered trademark)” PES5200P, “Sumika Excel (registered trademark)” PES7600P (and above) , Manufactured by Sumitomo Chemical Co., Ltd.), “Ultrason (registered trademark)” E2020P SR (manufactured by BASF), “GAFONE (registered trademark)” 3600R, “GAFONE (registered trademark)” 3000R, “Virantage (registered trademark)” “VW-10700RP (Solvay Specialty Polymers)” and the like.
- thermoplastic resin [B] a hydroxyl group, a carboxyl group, an amino group, a thiol group, an acid anhydride, or the like is preferably used.
- thermoplastic resin having a hydroxyl group include polyvinyl acetal resins such as polyvinyl formal and polyvinyl butyral, polyvinyl alcohol, and phenoxy resins.
- polyethersulfone can be mentioned as a thermoplastic resin which has a sulfonyl group.
- phenoxy resins include “Phenotote (registered trademark)” YP-50, “Phenototo (registered trademark)” YP-50S (manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.), and the like. .
- thermoplastic resin particles [D] insoluble in the epoxy resin it is also preferable to blend thermoplastic resin particles [D] insoluble in the epoxy resin. By blending such thermoplastic resin particles [D], the interlaminar toughness of the fiber-reinforced composite material is improved.
- thermoplastic resin particles [D] As the material of the thermoplastic resin particles [D], a thermoplastic resin that does not melt into the epoxy resin can be used.
- examples thereof include polyamide, polyimide, polyamideimide, polycarbonate, and polyphenylene sulfide.
- polyamide is most preferable.
- nylon 12 nylon 6, nylon 11, nylon 6/12 copolymer, “Grillamide (registered trademark)” TR-55, “Grillamide (registered trademark)” TR-90, Transparent heat-resistant polyamides such as “Grillamide (registered trademark)” TR-70LX (above, manufactured by Mzavelke) are preferred.
- thermoplastic resin particle [D] may be spherical, non-spherical, or porous, but the spherical shape is superior in viscoelasticity because it does not deteriorate the flow characteristics of the resin, and stress concentration is high. This is a preferred embodiment in that it has no starting point and gives high impact resistance.
- polyamide particles include SP-500, SP-10 (above, manufactured by Toray Industries, Inc.), “Orgasol (registered trademark)” 1002D, “Orgasol (registered trademark)” 2002, “Orgasol (registered) Trademark) "3202 (above, manufactured by ATOCHEM Co., Ltd.),” Trogamide (registered trademark) "T5000 (manufactured by Daicel-Evonik), and the like.
- the aromatic amine [C] is a curing agent for the epoxy resin contained in the epoxy resin composition of the present invention, and is a compound having active hydrogen that can react with an epoxy group.
- diaminodiphenyl sulfone diaminodiphenylmethane
- diaminodiphenyl ether diaminodiphenyl ether
- bisaniline diaminobenzanilide
- diaminodiphenyl sulfone or its isomer is preferably used.
- Diaminodiphenyl sulfone or an isomer thereof is preferably used because an epoxy resin cured product having good heat resistance can be obtained.
- Examples of isomers of diaminodiphenylsulfone include 3,3'-diaminodiphenylsulfone and 4,4'-diaminodiphenylsulfone.
- the total amount of the aromatic amine [C] is such that the number of moles of active hydrogen contained in [C] is 1.05 to 2.0 times the number of moles of epoxy groups contained in the entire epoxy resin composition. It is necessary to be blended, and it is desirable that the blending is preferably 1.1 to 1.8 times, more preferably 1.2 to 1.5 times.
- the number of moles of active hydrogen is less than 1.05 times the number of moles of epoxy groups contained in the entire epoxy resin composition, the crosslink density increases and the resin elongation decreases, and phase separation occurs. The structure becomes coarse, and the interlaminar toughness and compressive strength of the fiber-reinforced composite material may be insufficient.
- it exceeds 2.0 times the heat resistance is remarkably lowered and the viscosity of the epoxy resin composition is increased, so that it becomes difficult to produce a prepreg.
- aromatic amines include Seika Cure S (manufactured by Wakayama Seika Kogyo Co., Ltd.), MDA-220 (manufactured by Mitsui Chemicals), “jER Cure (registered trademark)” W (Mitsubishi Chemical ( Co., Ltd.), and 3,3′-DAS (manufactured by Mitsui Chemicals Fine Co., Ltd.), “Lonzacure (registered trademark)” M-DEA, “Lonzacure (registered trademark)” M-DIPA, “Lonacure (registered trademark)” “M-MIPA” and “Lonacure (registered trademark)” DETDA 80 (manufactured by Lonza) are included.
- aromatic amines [C] may be used alone or in combination.
- an epoxy resin and an aromatic amine [C], or those obtained by pre-reacting a part thereof can be blended in the composition. This method may be effective for viscosity adjustment and storage stability improvement.
- components (components) other than the aromatic amine [C] are first uniformly heated and kneaded at a temperature of about 160 ° C., and then cooled to a temperature of about 80 ° C. It is preferable to add the group amine [C] and knead, but the blending method of each component is not particularly limited to this method.
- the cured epoxy resin of the present invention can be obtained by heat-curing the epoxy resin composition of the present invention under a temperature condition where the degree of cure obtained by DSC is 90% or more.
- Such temperature conditions can be appropriately set according to the type and amount of the curing agent and accelerator. For example, when diaminodiphenyl sulfone is used as the curing agent, a temperature condition of 2 hours at 180 ° C. can be suitably used. .
- the amine type epoxy resin [A], the thermoplastic resin [B], and the aromatic amine [C] have a single phase structure or a fine phase separation structure of less than 500 nm. Need to form.
- the phase separation structure refers to a structure in which a plurality of phases form a phase separation structure of 10 nm or more.
- the state of being uniformly mixed at the molecular level is referred to as a single-phase structure.
- a plurality of phases have a phase separation structure of less than 10 nm, Since identification becomes difficult, it is regarded as a single phase structure.
- the thermoplastic resin [B] is compatible at the molecular level in the phase in which the amine type epoxy resin [A] and the aromatic amine [C] are cross-linked by a curing reaction and coexist. Alternatively, it is necessary to form a phase separation structure of less than 500 nm.
- thermoplastic resin [B] has reactivity with amine-type epoxy resin [A] and aromatic amine [C], and is composed of amine-type epoxy resin [A] and aromatic amine [C] in the curing reaction. Incorporation into a crosslinked structure is preferable for forming a stable single phase structure or a phase separation structure of less than 500 nm.
- the thermoplastic resin [B] is not included, a single-phase structure is formed more, but the toughness of the cured product is greatly reduced.
- phase-separated structure of the cured epoxy resin that is, a cured product having a curing degree of 90% or more obtained by DSC obtained by curing the epoxy resin composition, an amine type epoxy resin [A], a thermoplastic resin [B
- the aromatic amine [C] has a single-phase structure or a fine phase-separated structure of less than 500 nm, it is directly determined using various microscopes centering on a transmission electron microscope. An observation method can be suitably used. That is, it may be determined from the images obtained with various microscopes whether the single phase structure or the phase separation structure size is less than 500 nm.
- the phase separation structure size is defined as follows.
- the phase separation structure includes a two-phase continuous structure and a sea-island structure.
- First, an image showing a phase structure is acquired with various microscopes.
- the two-phase continuous structure arbitrarily draw five straight lines on the image, extract the intersections of the straight lines and the phase interface, measure the distance between the adjacent intersections at 20 points for each straight line, and make a total of 100 points.
- the number average value is defined as the phase separation structure size.
- 100 island phases existing in the image region are arbitrarily extracted, and the number average value of the diameters of the island phases is set as the phase separation structure size.
- the island phase is elliptical or indefinite, the diameter of the circumscribed circle is used.
- phase separation structure is a single phase or a size of less than 500 nm, preferably a single phase or a size of less than 300 nm, and more preferably a single phase.
- phase separation structure has a size of 500 nm or more, when a fiber reinforced composite material is used, there is a tendency that the characteristics vary depending on the molding batch or molding site, and sufficient interlayer toughness cannot be exhibited.
- Examples of the reinforcing fiber used in the present invention include glass fiber, carbon fiber, graphite fiber, aramid fiber, boron fiber, alumina fiber, and silicon carbide fiber. Two or more kinds of these reinforcing fibers may be mixed and used, but in order to obtain a molded product that is lighter and more durable, it is preferable to use carbon fibers or graphite fibers. In particular, in applications where there is a high demand for reducing the weight and strength of materials, carbon fibers are preferably used because of their excellent specific modulus and specific strength.
- the carbon fiber preferably used in the present invention can be any type of carbon fiber depending on the application, but is preferably a carbon fiber having a tensile modulus of at most 400 GPa from the viewpoint of impact resistance. .
- a carbon fiber having a tensile strength of preferably 4.4 to 6.5 GPa is preferably used because a composite material having high rigidity and mechanical strength can be obtained.
- the tensile elongation is an important factor, and it is preferable that the carbon fiber is a high strength and high elongation carbon fiber of 1.7 to 2.3%. Accordingly, carbon fibers having the characteristics that the tensile modulus is at least 230 GPa, the tensile strength is at least 4.4 GPa, and the tensile elongation is at least 1.7% are most suitable.
- Carbon fibers include “Torayca (registered trademark)” T800G-24K, “Torayca (registered trademark)” T800S-24K, “Torayca (registered trademark)” T700G-24K, and “Torayca (registered trademark)” T300- 3K, and “Torayca (registered trademark)” T700S-12K (manufactured by Toray Industries, Inc.).
- the form and arrangement of the carbon fibers can be appropriately selected from long fibers and woven fabrics arranged in one direction. However, in order to obtain a carbon fiber reinforced composite material that is lighter and more durable, It is preferably in the form of continuous fibers such as long fibers (fiber bundles) or woven fabrics arranged in one direction.
- the carbon fiber bundle used in the present invention preferably has a single fiber fineness of 0.2 to 2.0 dtex, more preferably 0.4 to 1.8 dtex. If the single fiber fineness is less than 0.2 dtex, damage to the carbon fiber bundle due to contact with the guide roller may easily occur during twisting, and similar damage may also occur in the impregnation treatment step of the resin composition. . When the single fiber fineness exceeds 2.0 dtex, the carbon fiber bundle may not be sufficiently impregnated with the resin composition, and as a result, fatigue resistance may be reduced.
- the number of filaments in one fiber bundle is preferably in the range of 2500 to 50000.
- the number of filaments is less than 2500, the fiber arrangement tends to meander and easily cause a decrease in strength. If the number of filaments exceeds 50,000, resin impregnation may be difficult during prepreg production or molding.
- the number of filaments is more preferably in the range of 2800 to 40000.
- the prepreg of the present invention is obtained by impregnating the above-mentioned epoxy resin composition into the above-mentioned reinforcing fiber.
- the fiber mass fraction of the prepreg is preferably 40 to 90% by mass, more preferably 50 to 80% by mass. If the fiber mass fraction is too low, the resulting composite material may have an excessive mass, which may impair the advantages of the fiber-reinforced composite material having excellent specific strength and specific modulus, and if the fiber mass fraction is too high. Insufficient impregnation of the resin composition occurs, and the resulting composite material tends to have a lot of voids, and its mechanical properties may be greatly deteriorated.
- the form of the reinforcing fibers is not particularly limited, and for example, long fibers, tows, woven fabrics, mats, knits, braids and the like that are aligned in one direction are used.
- an array in which reinforcing fibers are aligned in a single direction is most suitable. Arrangements are also suitable for the present invention.
- the prepreg of the present invention comprises a method (wet method) in which the epoxy resin composition used as a matrix resin is dissolved in a solvent such as methyl ethyl ketone or methanol to lower the viscosity, and impregnated into reinforcing fibers (wet method), and the matrix resin is reduced by heating. It can be produced by a hot melt method (dry method) or the like in which the viscosity is increased and the reinforcing fibers are impregnated.
- the wet method is a method in which a reinforcing fiber is immersed in a solution of an epoxy resin composition that is a matrix resin, and then lifted and the solvent is evaporated using an oven or the like.
- the hot melt method (dry method) is a low viscosity by heating.
- the reinforcing fiber is impregnated with resin by heating and pressing.
- the solvent remaining in the prepreg is substantially absent, and therefore, this is a preferred embodiment in the present invention.
- the fiber-reinforced composite material of the present invention is produced by a method of heating and curing the matrix resin while applying pressure to the laminate.
- a press molding method As a method of applying heat and pressure, a press molding method, an autoclave molding method, a bagging molding method, a wrapping tape method, an internal pressure molding method, and the like are employed.
- the fiber-reinforced composite material of the present invention is a method in which an epoxy resin composition is directly impregnated into a reinforcing fiber without using a prepreg, followed by heat-curing, for example, a hand layup method, a filament winding method, a pultrusion method, It can also be produced by molding methods such as a resin injection molding method and a resin transfer molding method. In these methods, it is preferable to prepare an epoxy resin composition by mixing two liquids of an epoxy resin main component and an epoxy resin curing agent immediately before use.
- the fiber reinforced composite material using the epoxy resin composition of the present invention as a matrix resin is suitably used for sports applications, aircraft applications and general industrial applications. More specifically, in aerospace applications, primary structural material applications such as main wings, tail wings and floor beams, secondary structural material applications such as flaps, ailerons, cowls, fairings and interior materials, rocket motor cases and satellites It is suitably used for structural material applications. Among such aerospace applications, impact resistance is required, and because it is exposed to low temperatures during high altitude flight, aircraft primary structure applications that require tensile strength at low temperatures, especially fuselage skins and main wing skins, The fiber-reinforced composite material of the present invention is particularly preferably used.
- structural materials for moving bodies such as automobiles, ships, and railway vehicles, drive shafts, leaf springs, windmill blades, various turbines, pressure vessels, flywheels, paper rollers, roofing materials, cables, reinforcement bars And suitable for civil engineering and building material applications such as repair and reinforcement materials.
- it is suitably used for golf shafts, fishing rods, tennis, badminton and squash rackets, hockey sticks, and ski pole applications.
- the epoxy resin composition of the present invention the prepreg using the epoxy resin composition, and the fiber-reinforced composite material will be described more specifically with reference to examples.
- the production methods and evaluation methods of resin raw materials, prepregs and fiber-reinforced composite materials used in the examples are shown below.
- the production environment and evaluation of the prepregs of the examples are performed in an atmosphere at a temperature of 25 ° C. ⁇ 2 ° C. and a relative humidity of 50% unless otherwise specified.
- YP-50 phenoxy resin, manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., weight average molecular weight: 60,000 to 80,000
- the precipitated solid was separated by filtration, washed well with n-hexane, and then vacuum dried at 100 ° C. for 24 hours to obtain 28 g of a white solid.
- Grillamide registered trademark
- Orgasol registered trademark
- epoxy resin composition A predetermined amount of an epoxy resin other than amine type epoxy resin [A] or [A] and a thermoplastic resin [B] is added to a kneader, and the temperature is raised to 160 ° C. while kneading. The mixture was kneaded at 160 ° C. for 1 hour to obtain a transparent viscous liquid. After the temperature is lowered to 80 ° C. while kneading, a predetermined amount of a curing agent other than the aromatic amine [C] or [C], the thermoplastic resin particles [D], and other components are added and further kneaded to obtain an epoxy resin composition. I got a thing.
- Curing degree (%) (QT ⁇ QR) / QT ⁇ 100 Is required.
- thermoplastic resin particles [D] insoluble in the epoxy resin are not included in the above phase structure, and only the phase separation structure derived from the epoxy resin composition excluding the thermoplastic resin particles [D] is confirmed. .
- the thermoplastic resin particle [D] in the epoxy resin composition is observed with a scanning electron microscope, and the size or form is observed. We used a method such as comparing.
- phase separation structure of the cured resin product forms a two-phase continuous structure or a sea-island structure
- Tables 1 and 2 the phase separation structure size of the cured resin is as shown in the Phase structure (nm) column.
- the single phase structure it described as the single phase.
- an image showing a phase structure was obtained with a transmission electron microscope.
- the two-phase continuous structure arbitrarily draw five straight lines on the image, extract adjacent intersections between the straight lines and the phase interface, measure the distance between the adjacent intersections at 20 points for each straight line, and total 100 The number average value of the points was defined as the phase separation structure size.
- 100 island phases existing in the image area were arbitrarily extracted, and the number average value of the diameters of the island phases was used as the phase separation structure size.
- the island phase is elliptical or indefinite, the diameter of the circumscribed circle is used.
- a test piece having a width of 10 mm and a length of 40 mm was cut out from the cured resin plate prepared in (4) above, and a dynamic viscoelasticity measuring device (ARES : TA Instrument Co., Ltd.), set a test piece on a solid twisting jig, and measure the temperature range from 30 to 300 ° C at a heating rate of 5 ° C / min, a frequency of 1 Hz, and a strain of 0.1%. Went.
- the glass transition temperature was defined as the temperature at the intersection of the tangent drawn in the glass region and the tangent drawn in the glass transition region in the obtained storage modulus and temperature graph.
- the rubber state elastic modulus was defined as the storage elastic modulus at a temperature exceeding the glass transition temperature by 50 ° C. in the obtained storage elastic modulus vs. temperature graph.
- the lowest value is set as the glass transition temperature. Adopted.
- a primary prepreg containing no thermoplastic resin particles [D] was produced.
- an epoxy resin composition containing no thermoplastic resin particles [D] was prepared by the procedure (1) above.
- This epoxy resin composition for primary prepreg was applied onto release paper using a knife coater to prepare a resin film for primary prepreg of 30 g / m 2 having a normal basis weight of 60% by mass.
- these two primary prepreg resin films are stacked on both sides of carbon fiber on Toray Industries, Inc. carbon fiber “Treca” (registered trademark) T800G-24K-31E arranged in one direction in a sheet shape.
- the resin was impregnated into carbon fiber while heating and pressurizing at a temperature of 100 ° C. and an atmospheric pressure of 1 atm to obtain a primary prepreg.
- thermoplastic resin particles [D] insoluble in the epoxy resin are added in an amount of 2.5.
- a doubled epoxy resin composition was prepared by the procedure (1) above. This two-stage impregnation epoxy resin composition was applied onto release paper using a knife coater to prepare a 20-gram / m 2 two-stage impregnation resin film having a normal basis weight of 40% by mass. This was overlapped from both sides of the primary prepreg and heated using a heat roll at a temperature of 80 ° C. and an atmospheric pressure of 1 atm to obtain a prepreg in which the thermoplastic resin particles [D] were highly localized on the surface layer. .
- the laminated prepreg is covered with a nylon film so that there is no gap, and is molded in an autoclave at a temperature of 180 ° C. for 2 hours under a pressure of 0.59 MPa at a heating rate of 1.5 ° C./min.
- Directional fiber reinforced composite material was molded.
- C The unidirectional fiber reinforced composite material obtained in (b) was cut into a width of 20 mm and a length of 195 mm. The fiber direction was cut so as to be parallel to the length side of the sample.
- D According to JIS K7086 (1993), a pin load block (length: 25 mm, made of aluminum) was bonded to the end of the test piece (the side where the film was sandwiched).
- E A white paint was applied to both sides of the test piece in order to make it easier to observe the crack growth.
- the unidirectional prepreg produced in (6) is laminated in 12 ply with the fiber direction aligned in parallel with the compression direction, and the laminated prepreg is covered with a nylon film so that there is no gap,
- the laminate was produced by molding in an autoclave at a temperature of 180 ° C. for 2 hours under a pressure of 0.59 MPa at a heating rate of 1.5 ° C./min.
- a test piece with a tab having a thickness of 2 mm, a width of 15 mm, and a length of 78 mm was produced from this laminate.
- the test piece was measured for 0 ° compressive strength according to JIS K7076 (1991) using an Instron universal testing machine.
- the compressive strength measurement in high temperature environment was measured at the temperature of 140 degreeC using the Instron universal testing machine with a thermostat.
- Example 1 After kneading 20 parts by mass of TG3DAS (amine type epoxy resin [A]) and 80 parts by mass of “EPON (registered trademark)” 825 (an epoxy resin other than [A]) in a kneading apparatus, 21 parts by mass of “ Sumika Excel (registered trademark) “PES5003P (thermoplastic resin [B]) was dissolved and kneaded at 160 ° C., and then the epoxy resin composition was cooled to 80 ° C. to 69 parts by mass of 4,4′-DDS (aromatic amine).
- TG3DAS amine type epoxy resin [A]
- EPON registered trademark 825
- Sumika Excel registered trademark
- PES5003P thermoplastic resin [B]
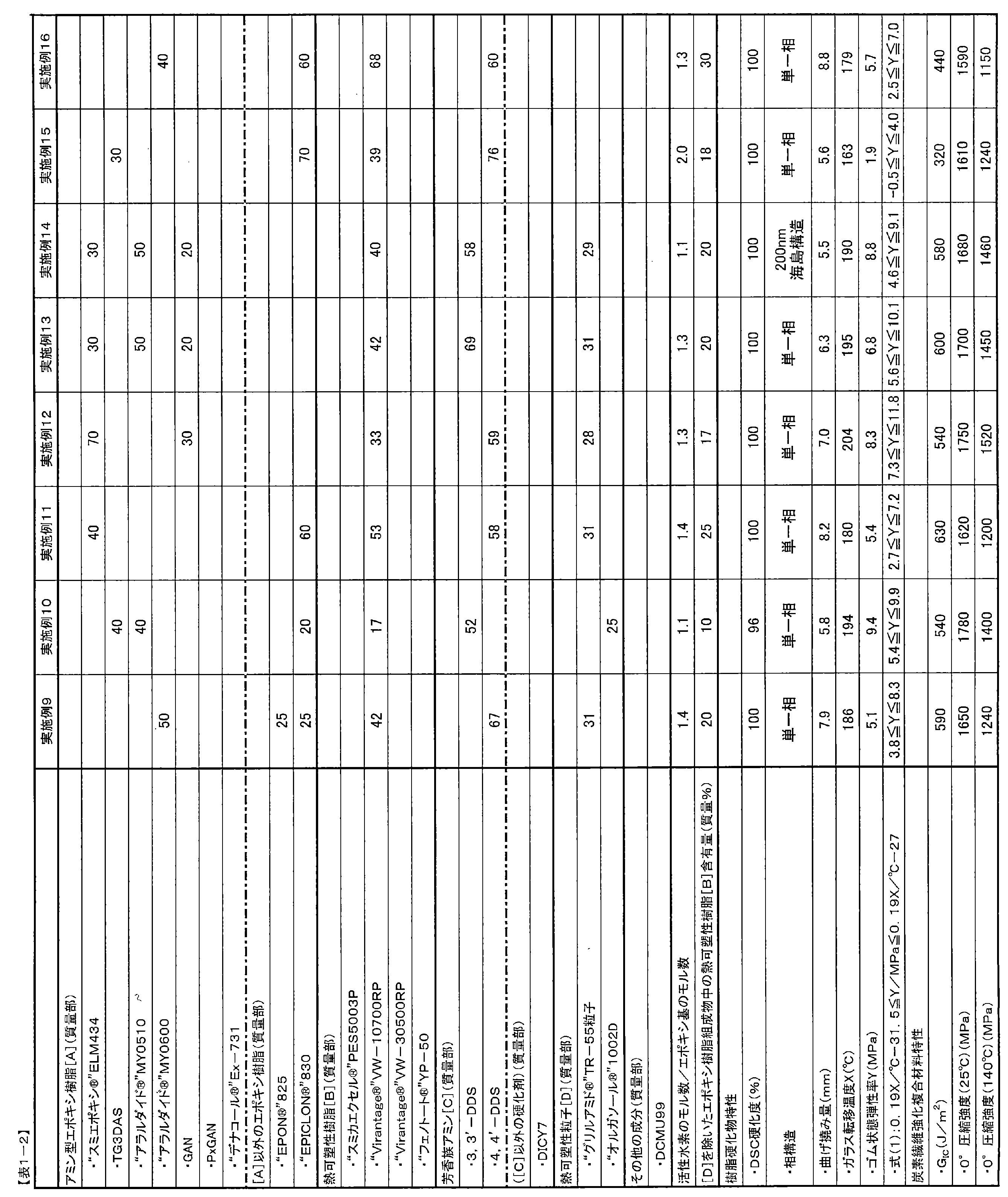
- Example 15 and 16 Comparative Examples 10 and 11 Except that the compounding amounts of the epoxy resin other than the amine type epoxy resin [A] or [A], the thermoplastic resin [B], and the aromatic amine [C] are changed as shown in Tables 1 and 2, the present invention was carried out.
- an epoxy resin composition and a prepreg were produced.
- the cured resin of the present invention has resin elongation and heat resistance, and G IC of the fiber reinforced composite material, 0 ° compressive strength at high temperature. It is understood that it is excellent.
- thermoplastic resin [B] and aromatic amine [C] are blended, and the number of moles of active hydrogen contained in [C] is
- the glass transition temperature and the rubbery state elastic modulus The relationship is 0.19X / ° C.-31.5 ⁇ Y / MPa ⁇ 0.19 X / ° C.-27 (where X represents the glass transition temperature (° C.) and Y represents the rubbery state elastic modulus (MPa)). Since it does not satisfy, it turns out that the 0 degree compressive strength of the fiber reinforced composite material under high temperature falls.
- amine type epoxy resin [A], thermoplastic resin [B], and aromatic amine [C] are blended and included in [C].
- the number of moles of active hydrogen is 1.05 to 2.0 times the number of moles of epoxy groups contained in the entire epoxy resin composition, but [B] is 8 to 40% by mass in the epoxy resin composition.
- the relationship between the glass transition temperature and the rubber state elastic modulus is 0.19X / ° C.-31.5 ⁇ Y / MPa ⁇ 0.19X / ° C.-27 (where X is the glass transition temperature ( ° C.), Y is because they do not meet the rubber state elastic modulus (representing MPa).), it can be seen that particularly reduced G IC of the fiber-reinforced composite material.
- Example 16 From a comparison between Example 16 and Comparative Example 11, the amine type epoxy resin [A], a predetermined amount of the thermoplastic resin [B], and the aromatic amine [C] are blended and included in [C].
- the number of moles of active hydrogen satisfies 1.05 to 2.0 times the number of moles of epoxy groups contained in the entire epoxy resin composition, but [A], [B], and [C] are 1 ⁇ m coarse.
- an epoxy resin composition having improved resin elongation and heat resistance can be obtained. Furthermore, since the fiber reinforced composite material obtained by such an epoxy resin composition is excellent in mechanical strength such as compressive strength and interlayer toughness, it is particularly suitable for structural materials. For example, for aerospace applications, primary aircraft structural materials such as main wings, tail wings and floor beams, secondary structural materials such as flaps, ailerons, cowls, fairings and interior materials, rocket motor cases and satellite structural materials Preferably used.
- structural materials for moving bodies such as automobiles, ships, and railway vehicles, drive shafts, leaf springs, windmill blades, various turbines, pressure vessels, flywheels, paper rollers, roofing materials, cables, reinforcement bars And suitable for civil engineering and building material applications such as repair and reinforcement materials.
- it is suitably used for golf shafts, fishing rods, tennis, badminton and squash rackets, hockey sticks, and ski pole applications.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Epoxy Resins (AREA)
Abstract
Description
[A]アミン型エポキシ樹脂
[B]熱可塑性樹脂
[C]芳香族アミン
0.19X/℃-31.5≦Y/MPa≦0.19X/℃-27 ・・・(1)
さらに、本発明においては、前記エポキシ樹脂組成物を硬化させてなる樹脂硬化物とすること、前記エポキシ樹脂組成物を強化繊維に含浸させてプリプレグとすること、前記樹脂硬化物と強化繊維を含む繊維強化複合材料とすること、さらには、かかるプリプレグを硬化させて繊維強化複合材料とすることができる。
本発明において、式(1)におけるXやYは、本発明のエポキシ樹脂組成物を、DSCにより得られる硬化度が90%以上となる温度条件で加熱硬化し得られた硬化物について、DMA(動的機械分析)の昇温測定を実施し得られる貯蔵弾性率と温度の散布図より算出されるものである。ガラス転移温度は、上記散布図において、ガラス領域に引いた接線と、ガラス転移領域に引いた接線との交点における温度である。また、ゴム状態弾性率はかかるガラス転移温度を50℃上回る温度における貯蔵弾性率である。
・“トレカ(登録商標)”T800G-24K-31E(フィラメント数24000本、引張強度5.9GPa、引張弾性率294GPa、引張伸度2.0%の炭素繊維、東レ(株)製)。
<アミン型エポキシ樹脂[A]>
・“スミエポキシ(登録商標)”ELM434(テトラグリシジルジアミノジフェニルメタン、住友化学(株)製)
・TG3DAS(テトラグリシジル-3,3’-ジアミノジフェニルスルホン、三井化学ファイン(株)製)
・“アラルダイド(登録商標)”MY0510(トリグリシジル-p-アミノフェノール、ハンツマン・ジャパン(株)製)
・“アラルダイド(登録商標)”MY0600(トリグリシジル-m-アミノフェノール、ハンツマン・ジャパン(株)製)
・GAN(N,N-ジグリシジルアニリン、日本化薬(株)製)
・PxGAN(N,N-ジグリシジル-4-フェノキシアニリン、東レ・ファインケミカル(株)製)
・“デナコール(登録商標)”Ex-731(N-グリシジルフタルイミド、ナガセケムテックス(株)製)。
・“EPON(登録商標)”825(ビスフェノールA型エポキシ樹脂、Momentive Specialty Chemicals(株)製)
・“EPICLON(登録商標)”830(ビスフェノールF型エポキシ樹脂、DIC(株)製)。
・“スミカエクセル(登録商標)”PES5003P(ポリエーテルスルホン、住友化学工業(株)製、重量平均分子量:47000)
・“Virantage (登録商標)”VW-10700RP(ポリエーテルスルホン、Solvay Speciality Polymers(株)製、重量平均分子量:21000)
・“Virantage (登録商標)”VW-30500RP(ポリスルホン、Solvay Speciality Polymers(株)製、重量平均分子量:14000)。
・“フェノトート(登録商標)”YP-50(フェノキシ樹脂、新日鉄住金化学(株)製、重量平均分子量:60000~80000)
<芳香族アミン[C]>
・3,3’-DDS(3,3’-ジアミノジフェニルスルホン、三井化学ファイン(株)製)
・4,4’-DDS(4,4’-ジアミノジフェニルスルホン、和歌山精化工業(株)製)。
・DICY7(ジシアンジアミド、三菱化学(株))。
・“グリルアミド(登録商標)”TR-55粒子(“グリルアミド(登録商標)”-TR55を原料として作製した、平均粒子径13μmの粒子)
(“グリルアミド(登録商標)”TR-55粒子の製造方法)
透明ポリアミド(商品名“グリルアミド(登録商標)”-TR55、エムザベルケ社製)33gを、クロロホルム100gとメタノール35gの混合溶媒中に添加して均一溶液を得た。次に、得られた均一溶液を塗装用のスプレーガンを用いて霧状にして、良く撹拌して1000gのn-ヘキサンの液面に向かって吹き付けて溶質を析出させた。析出した固体を濾別し、n-ヘキサンで良く洗浄した後に、100℃の温度で24時間の真空乾燥を行い、白色固体を28g得た。得られた粉体を走査型電子顕微鏡にて観察したところ、平均粒子径13μmの“グリルアミド(登録商標)”TR-55粒子であった。
・“オルガソール(登録商標)”1002D(ATOCHEM(株)、平均粒子径:21.0 μm)。
・DCMU99(3-(3,4-ジクロロフェニル)-1,1-ジメチルウレア、硬化促進剤、保土ヶ谷化学工業(株)製)。
ニーダー中にアミン型エポキシ樹脂[A]または[A]以外のエポキシ樹脂と、熱可塑性樹脂[B]を所定量加え、混練しつつ、160℃まで昇温し、160℃、1時間混練することで、透明な粘調液を得た。混練しつつ80℃まで降温させた後、芳香族アミン[C]または[C]以外の硬化剤と熱可塑性樹脂粒子[D]、およびその他の成分を所定量加え、さらに混練し、エポキシ樹脂組成物を得た。
上記(1)で調製したエポキシ樹脂組成物を5mg採取し、DSCを用いて、10℃/分の昇温速度で30℃から350℃まで昇温測定し、発熱カーブを取得し、その発熱ピークを積分することにより、エポキシ樹脂組成物の総発熱量QTを算出した。
硬化度(%)=(QT-QR)/QT×100
で求められる。
上記(1)で調製したエポキシ樹脂組成物を真空中で脱泡し、180℃の温度で2時間硬化させ、樹脂硬化物を得た。樹脂硬化物を薄切片化し、透過型電子顕微鏡(TEM)を用いて下記の条件で透過電子像を取得した。染色剤は使用しなかった。
・装置:H-7100透過型電子顕微鏡(日立製作所(株)製)
・加速電圧:100kV
・倍率:10,000倍。
上記(1)で調製したエポキシ樹脂組成物を真空中で脱泡した後、厚み2mmになるように設定したモールド中に注入した。180℃の温度で2時間硬化させ、厚さ2mmの樹脂硬化物を得た。次に、得られた樹脂硬化物の板から、幅10mm、長さ60mmの試験片を切り出し、スパン間32mmの3点曲げを測定し、JIS K7171-1994に従って、樹脂伸度の指標となる曲げ撓み量を求めた。
上記(4)で作製した樹脂硬化物の板から、幅10mm、長さ40mmの試験片を切り出し、動的粘弾性測定装置(ARES:TAインスツルメント社製)を用い、固体ねじり治具に試験片をセットし、昇温速度5℃/分、周波数1Hz、歪み量0.1%にて30~300℃の温度範囲について測定を行った。この時、ガラス転移温度は、得られた貯蔵弾性率と温度のグラフにおいて、ガラス領域に引いた接線と、ガラス転移領域に引いた接線との交点における温度とした。ゴム状態弾性率は、得られた貯蔵弾性率と温度のグラフにおいて、ガラス転移温度を50℃上回る温度における貯蔵弾性率とした。なお、エポキシ樹脂に不溶な熱可塑性樹脂粒子[D]由来ではない、[A]、[B]、[C]に由来するガラス転移温度が複数生じた場合は、最も低い値をガラス転移温度として採用した。
エポキシ樹脂組成物を、ナイフコーターを用いて離型紙上に塗布して樹脂フィルムを作製した。次に、シート状に一方向に配列させた東レ(株)製、炭素繊維“トレカ(登録商標)”T800G-24K-31Eに、樹脂フィルム2枚を炭素繊維の両面から重ね、加熱加圧により樹脂を炭素繊維に含浸させ、炭素繊維の目付が190g/m2、マトリックス樹脂の質量分率が35.5%の一方向プリプレグを得た。その際、熱可塑性樹脂粒子[D]を配合したエポキシ樹脂組成物を使用する場合は以下の2段含浸法を適用し、熱可塑性樹脂粒子[D]が表層に高度に局在化したプリプレグを作製した。
JIS K7086(1993)に従い、次の(a)~(e)の操作によりGIC試験用複合材料製平板を作製した。
(a)(6)で作製した一方向プリプレグを、繊維方向を揃えて20ply積層した。ただし、積層中央面(10ply目と11ply目の間)に、繊維配列方向と直角に、幅40mm、厚み12.5μmのフッ素樹脂製フィルムをはさんだ。
(b)積層したプリプレグをナイロンフィルムで隙間のないように覆い、オートクレーブにて、180℃の温度で2時間、0.59MPaの圧力下、昇温速度1.5℃/分で成形し、一方向繊維強化複合材料を成形した。
(c)(b)で得た一方向繊維強化複合材料を、幅20mm、長さ195mmにカットした。繊維方向は、サンプルの長さ側と平行になるようにカットした。
(d)JIS K7086(1993)に従い、ピン負荷用ブロック(長さ25mm、アルミ製)を試験片端(フィルムをはさんだ側)に接着した。
(e)亀裂進展を観察しやすくするため、試験片の両側面に白色塗料を塗った。
(6)で作製した一方向プリプレグを、繊維方向を圧縮方向と平行に揃えて12ply積層し、積層したプリプレグをナイロンフィルムで隙間のないように覆い、オートクレーブにて、180℃の温度で2時間、0.59MPaの圧力下、昇温速度1.5℃/分で成形し、積層体を作製した。この積層体から厚み2mm、幅15mm、長さ78mmのタブ付き試験片を作製した。この試験片はインストロン万能試験機を用いて、JIS K7076(1991)に従い、0°圧縮強度を測定した。サンプル数はn=5とした。なお、高温環境下の圧縮強度測定は、恒温槽付きインストロン万能試験機を用いて140℃の温度で測定した。
混練装置で、20質量部のTG3DAS(アミン型エポキシ樹脂[A])、80質量部の“EPON(登録商標)”825([A]以外のエポキシ樹脂)を混練した後、21質量部の“スミカエクセル(登録商標)”PES5003P(熱可塑性樹脂[B])を160℃で溶解混練した後、エポキシ樹脂組成物を80℃に降温して69質量部の4,4’-DDS(芳香族アミン[C])と28質量部の“グリルアミド(登録商標)”TR-55粒子(熱可塑性樹脂粒子[D])を混練し、エポキシ樹脂組成物を作製した。表1に、組成と割合を示す(表1中、数字は質量部を表す)。得られたエポキシ樹脂組成物を用い、上記(2)樹脂硬化物のDSC硬化度測定、(3)樹脂硬化物の相構造観察、(4)樹脂硬化物の曲げ撓み量測定、(5)樹脂硬化物のガラス転移温度とゴム状態弾性率測定を実施した。また、得られたエポキシ樹脂組成物から、(6)の手順でプリプレグを作製した。得られたプリプレグを用い、(7)モードI層間靭性(GIC)試験用複合材料製平板の作製とGIC測定、(8)繊維強化複合材料の圧縮強度測定を実施した。結果を表1-1に示す。
アミン型エポキシ樹脂[A]または[A]以外のエポキシ樹脂、熱可塑性樹脂[B]、芳香族アミン[C]または[C]以外の硬化剤、熱可塑性樹脂粒子[D]およびその他の成分の配合量を、表1に示すように変更したこと以外は、実施例1と同様にしてエポキシ樹脂組成物とプリプレグを作製した。得られたエポキシ樹脂組成物を用い、上記(2)樹脂硬化物のDSC硬化度測定、(3)樹脂硬化物の相構造観察、(4)樹脂硬化物の曲げ撓み量測定、(5)樹脂硬化物のガラス転移温度とゴム状態弾性率測定を実施した。得られたプリプレグを用い、(7)モードI層間靭性(GIC)試験用複合材料製平板の作製とGIC測定、(8)繊維強化複合材料の圧縮強度測定を実施した。結果を、実施例2~8については表1-1に、実施例9~14については表1-2に、比較例1~9については表2に示す。
アミン型エポキシ樹脂[A]または[A]以外のエポキシ樹脂、熱可塑性樹脂[B]、芳香族アミン[C]の配合量を、表1、表2に示すように変更したこと以外は、実施例1と同様にしてエポキシ樹脂組成物とプリプレグを作製した。得られたエポキシ樹脂組成物を用い、上記(2)樹脂硬化物のDSC硬化度測定、(3)樹脂硬化物の相構造観察、(4)樹脂硬化物の曲げ撓み量測定、(5)樹脂硬化物のガラス転移温度とゴム状態弾性率測定を実施した。得られたプリプレグを用い、(7)モードI層間靭性(GIC)試験用複合材料製平板の作製とGIC測定、(8)繊維強化複合材料の圧縮強度測定を実施した。結果を、実施例15、16については表1-2に、比較例10、11については表2に示す。


Claims (13)
- 次の構成要素[A]、[B]、[C]を有してなるエポキシ樹脂組成物であって、[B]がエポキシ樹脂組成物中に8~40質量%含まれ、[C]に含まれる活性水素のモル数がエポキシ樹脂組成物全体に含まれるエポキシ基のモル数の1.05~2.0倍であり、エポキシ樹脂組成物を硬化してなるDSC(示差走査熱量分析)により得られる硬化度が90%以上の硬化物において[A]、[B]、[C]が単一相構造、または500nm未満の相分離構造を形成し、かつその硬化物のDMA(動的機械分析)により得られるガラス転移温度X(℃)とゴム状態弾性率Y(MPa)が下記式(1)を満たすエポキシ樹脂組成物。
[A]アミン型エポキシ樹脂
[B]熱可塑性樹脂
[C]芳香族アミン
0.19X/℃-31.5≦Y/MPa≦0.19X/℃-27 ・・・(1) - エポキシ樹脂の総量100質量部中にアミン型エポキシ樹脂[A]を50~100質量部含む、請求項1に記載のエポキシ樹脂組成物。
- 熱可塑性樹脂[B]の重量平均分子量が4000~40000g/molの範囲にある、請求項1または2に記載のエポキシ樹脂組成物。
- アミン型エポキシ樹脂[A]がテトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、またはこれらのハロゲン置換体、アルキル置換体、水添体を含むものから選ばれる少なくとも1つである、請求項1~3のいずれかに記載のエポキシ樹脂組成物。
- アミン型エポキシ樹脂[A]が2官能アミン型エポキシ樹脂と3官能以上のアミン型エポキシ樹脂を含む、請求項1~4のいずれかに記載のエポキシ樹脂組成物。
- 熱可塑性樹脂[B]のガラス転移温度が150℃以上である、請求項1~5のいずれかに記載のエポキシ樹脂組成物。
- 熱可塑性樹脂[B]がポリエーテルスルホンである、請求項1~6のいずれかに記載のエポキシ樹脂組成物。
- 芳香族アミン[C]が、ジアミノジフェニルスルホンもしくはその誘導体または異性体である、請求項1~7のいずれかに記載のエポキシ樹脂組成物。
- エポキシ樹脂に不溶な熱可塑性樹脂粒子[D]を含む、請求項1~8のいずれかに記載のエポキシ樹脂組成物。
- 請求項1~9のいずれかに記載のエポキシ樹脂組成物を硬化させてなる樹脂硬化物。
- 請求項1~9のいずれかに記載のエポキシ樹脂組成物を強化繊維に含浸させてなるプリプレグ。
- 請求項10に記載の樹脂硬化物と強化繊維を含んでなる繊維強化複合材料。
- 請求項11に記載のプリプレグを硬化させてなる繊維強化複合材料。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580048320.7A CN106687498B (zh) | 2014-10-29 | 2015-08-27 | 环氧树脂组合物、树脂固化物、预浸料坯及纤维增强复合材料 |
| US15/509,968 US20170306117A1 (en) | 2014-10-29 | 2015-08-27 | Epoxy resin composition, cured resin, prepreg and fiber-reinforced composite material |
| EP15854488.2A EP3214103B1 (en) | 2014-10-29 | 2015-08-27 | Epoxy resin composition, cured resin, prepreg and fiber-reinforced composite material |
| KR1020167036668A KR101766624B1 (ko) | 2014-10-29 | 2015-08-27 | 에폭시 수지 조성물, 수지 경화물, 프리프레그 및 섬유 강화 복합 재료 |
| JP2015543978A JP6052426B2 (ja) | 2014-10-29 | 2015-08-27 | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014219935 | 2014-10-29 | ||
| JP2014-219935 | 2014-10-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016067736A1 true WO2016067736A1 (ja) | 2016-05-06 |
Family
ID=55857082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/074190 Ceased WO2016067736A1 (ja) | 2014-10-29 | 2015-08-27 | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170306117A1 (ja) |
| EP (1) | EP3214103B1 (ja) |
| JP (1) | JP6052426B2 (ja) |
| KR (1) | KR101766624B1 (ja) |
| CN (1) | CN106687498B (ja) |
| WO (1) | WO2016067736A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016084451A (ja) * | 2014-10-29 | 2016-05-19 | 東レ株式会社 | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 |
| WO2018037283A1 (en) * | 2016-08-26 | 2018-03-01 | Toray Industries, Inc. | Epoxy resin composition, prepreg, and fiber reinforced plastic material |
| US20180186946A1 (en) * | 2015-06-25 | 2018-07-05 | Toray Industries, Inc. | Epoxy resin composition, fiber reinforced composite material, molded article, and pressure vessel |
| WO2019208040A1 (ja) * | 2018-04-23 | 2019-10-31 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
| WO2019244829A1 (ja) | 2018-06-18 | 2019-12-26 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| WO2021177089A1 (ja) * | 2020-03-06 | 2021-09-10 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| US20210363316A1 (en) * | 2018-06-26 | 2021-11-25 | Toray Industries, Inc. | Prepreg and production method therefor, slit tape prepreg, carbon fiber-reinforced composite material |
| WO2024090196A1 (ja) | 2022-10-24 | 2024-05-02 | 東レ株式会社 | 炭素繊維束、および、それを用いた炭素繊維強化複合材料 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109203293A (zh) * | 2017-07-04 | 2019-01-15 | 四川鑫达企业集团有限公司 | 一种碳纤维预浸料及其制备方法 |
| CN109297843B (zh) * | 2017-07-25 | 2021-03-09 | 中国石油天然气股份有限公司 | 环氧套筒修复管道的质量判断方法 |
| DE102018125567A1 (de) * | 2018-10-16 | 2020-04-16 | Bayerische Motoren Werke Aktiengesellschaft | Spule sowie stromerregte Synchronmaschine |
| CN119684743A (zh) * | 2019-05-23 | 2025-03-25 | 东丽株式会社 | 预浸料坯、层叠体及成型品 |
| CA3143015A1 (en) * | 2019-07-05 | 2021-01-14 | Toray Industries, Inc. | Prepreg and fiber-reinforced composite material |
| WO2021095629A1 (ja) * | 2019-11-15 | 2021-05-20 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| WO2021161757A1 (ja) * | 2020-02-10 | 2021-08-19 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005083002A1 (ja) * | 2004-03-02 | 2005-09-09 | Toray Industries, Inc. | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、および繊維強化複合材料 |
| JP2007314753A (ja) * | 2006-04-25 | 2007-12-06 | Yokohama Rubber Co Ltd:The | 繊維強化複合材料用エポキシ樹脂組成物 |
| WO2013099862A1 (ja) * | 2011-12-27 | 2013-07-04 | 東レ株式会社 | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4656207A (en) | 1985-02-19 | 1987-04-07 | Hercules Incorporated | Epoxy thermosets having improved toughness |
| JP2002327041A (ja) | 2001-02-14 | 2002-11-15 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグ及び繊維強化複合材料 |
| WO2003040206A1 (en) * | 2001-11-07 | 2003-05-15 | Toray Industries, Inc. | Epoxy resin compositions for fiber-reinforced composite materials, process for production of the materials and fiber-reinforced composite materials |
| CN100506908C (zh) * | 2004-03-02 | 2009-07-01 | 东丽株式会社 | 纤维增强复合材料用环氧树脂组合物、预浸料坯和纤维增强复合材料 |
| US8263216B2 (en) | 2009-03-24 | 2012-09-11 | Toray Industries, Inc. | Epoxy resin composition for fiber-reinforced composite material, prepreg, and fiber-reinforced composite material |
| US8069845B2 (en) * | 2010-10-11 | 2011-12-06 | Ford Global Technologies Llc | Fuel heating during cold start in a direct-injection gasoline engine |
| US8686069B2 (en) * | 2010-10-12 | 2014-04-01 | Hexcel Corporation | Solvent resistance of epoxy resins toughened with polyethersulfone |
| ES2661253T3 (es) * | 2011-03-30 | 2018-03-28 | Toho Tenax Co., Ltd. | Material preimpregnado y método de su fabricación |
| US8805304B2 (en) * | 2011-10-25 | 2014-08-12 | Scintera Networks Llc | Linearization of broadband power amplifiers |
| CN104870511B (zh) * | 2013-01-15 | 2017-04-26 | 东丽株式会社 | 环氧树脂组合物、预浸料坯及碳纤维增强复合材料 |
| CN105392838B (zh) * | 2013-07-11 | 2018-12-14 | 东丽株式会社 | 环氧树脂组合物、预浸料坯及碳纤维增强复合材料 |
-
2015
- 2015-08-27 WO PCT/JP2015/074190 patent/WO2016067736A1/ja not_active Ceased
- 2015-08-27 CN CN201580048320.7A patent/CN106687498B/zh not_active Expired - Fee Related
- 2015-08-27 JP JP2015543978A patent/JP6052426B2/ja active Active
- 2015-08-27 US US15/509,968 patent/US20170306117A1/en not_active Abandoned
- 2015-08-27 EP EP15854488.2A patent/EP3214103B1/en active Active
- 2015-08-27 KR KR1020167036668A patent/KR101766624B1/ko not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005083002A1 (ja) * | 2004-03-02 | 2005-09-09 | Toray Industries, Inc. | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、および繊維強化複合材料 |
| JP2007314753A (ja) * | 2006-04-25 | 2007-12-06 | Yokohama Rubber Co Ltd:The | 繊維強化複合材料用エポキシ樹脂組成物 |
| WO2013099862A1 (ja) * | 2011-12-27 | 2013-07-04 | 東レ株式会社 | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3214103A4 * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016084451A (ja) * | 2014-10-29 | 2016-05-19 | 東レ株式会社 | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 |
| US10696805B2 (en) | 2015-06-25 | 2020-06-30 | Toray Industries, Inc. | Epoxy resin composition, fiber reinforced composite material, molded article, and pressure vessel |
| US20180186946A1 (en) * | 2015-06-25 | 2018-07-05 | Toray Industries, Inc. | Epoxy resin composition, fiber reinforced composite material, molded article, and pressure vessel |
| EP3315530A4 (en) * | 2015-06-25 | 2019-02-20 | Toray Industries, Inc. | EPOXY RESIN COMPOSITION, FIBER-REINFORCED COMPOSITE MATERIAL, MOLDED PRODUCTS AND PRESSURE TANKS |
| WO2018037283A1 (en) * | 2016-08-26 | 2018-03-01 | Toray Industries, Inc. | Epoxy resin composition, prepreg, and fiber reinforced plastic material |
| JPWO2019208040A1 (ja) * | 2018-04-23 | 2021-05-27 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
| JP7167980B2 (ja) | 2018-04-23 | 2022-11-09 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
| WO2019208040A1 (ja) * | 2018-04-23 | 2019-10-31 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
| US11745485B2 (en) | 2018-04-23 | 2023-09-05 | Mitsubishi Chemical Corporation | Epoxy resin composition for carbon-fiber-reinforced composite materials, prepreg, and carbon-fiber-reinforced composite material |
| KR20210020883A (ko) | 2018-06-18 | 2021-02-24 | 도레이 카부시키가이샤 | 에폭시 수지 조성물, 프리프레그 및 섬유 강화 복합 재료 |
| WO2019244829A1 (ja) | 2018-06-18 | 2019-12-26 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| US11912859B2 (en) | 2018-06-18 | 2024-02-27 | Toray Industries, Inc. | Epoxy resin composition, prepreg, and fiber-reinforced composite material |
| US11939465B2 (en) * | 2018-06-26 | 2024-03-26 | Toray Industries, Inc. | Prepreg and production method therefor, slit tape prepreg, carbon fiber-reinforced composite material |
| US20210363316A1 (en) * | 2018-06-26 | 2021-11-25 | Toray Industries, Inc. | Prepreg and production method therefor, slit tape prepreg, carbon fiber-reinforced composite material |
| JPWO2021177089A1 (ja) * | 2020-03-06 | 2021-09-10 | ||
| WO2021177089A1 (ja) * | 2020-03-06 | 2021-09-10 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP7775710B2 (ja) | 2020-03-06 | 2025-11-26 | 東レ株式会社 | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| WO2024090196A1 (ja) | 2022-10-24 | 2024-05-02 | 東レ株式会社 | 炭素繊維束、および、それを用いた炭素繊維強化複合材料 |
| KR20250088700A (ko) | 2022-10-24 | 2025-06-17 | 도레이 카부시키가이샤 | 탄소 섬유 다발, 및 그것을 이용한 탄소 섬유 강화 복합 재료 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170306117A1 (en) | 2017-10-26 |
| EP3214103A4 (en) | 2017-11-29 |
| JPWO2016067736A1 (ja) | 2017-04-27 |
| EP3214103A1 (en) | 2017-09-06 |
| CN106687498B (zh) | 2019-04-26 |
| EP3214103B1 (en) | 2019-09-25 |
| KR101766624B1 (ko) | 2017-08-08 |
| KR20170007484A (ko) | 2017-01-18 |
| JP6052426B2 (ja) | 2016-12-27 |
| CN106687498A (zh) | 2017-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6052426B2 (ja) | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| KR101096855B1 (ko) | 섬유 강화 복합 재료용 에폭시 수지 조성물, 프리프레그 및 섬유 강화 복합 재료 | |
| US9676937B2 (en) | Epoxy resin composition, prepreg and fiber-reinforced composite material | |
| JP5321464B2 (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| KR102081662B1 (ko) | 에폭시 수지 조성물, 프리프레그 및 탄소 섬유 강화 복합 재료 | |
| US9434811B2 (en) | Epoxy resin composition for use in a carbon-fiber-reinforced composite material, prepreg, and carbon-fiber-reinforced composite material | |
| JP6497027B2 (ja) | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| JP6812794B2 (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| WO2013099862A1 (ja) | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| JP2010059225A (ja) | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび炭素繊維強化複合材料 | |
| JP6555006B2 (ja) | エポキシ樹脂組成物、樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| JP2016147925A (ja) | プリプレグおよび繊維強化複合材料 | |
| JP2016132709A (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| JP2016132708A (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| WO2016136052A1 (ja) | エポキシ樹脂組成物、エポキシ樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| JP5573650B2 (ja) | エポキシ樹脂組成物、エポキシ樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| JP2019077763A (ja) | エポキシ樹脂組成物、エポキシ樹脂硬化物、プリプレグおよび繊維強化複合材料 | |
| WO2018131580A1 (ja) | エポキシ樹脂組成物、エポキシ樹脂硬化物、プリプレグ、繊維強化複合材料、ブロック共重合体およびその製造方法 | |
| JP2012056981A (ja) | エポキシ樹脂組成物、エポキシ樹脂硬化物、プリプレグ、および繊維強化複合材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015543978 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15854488 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167036668 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015854488 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15509968 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |