WO2016104057A1 - ディップ成形用ラテックス組成物及びディップ成形品 - Google Patents
ディップ成形用ラテックス組成物及びディップ成形品 Download PDFInfo
- Publication number
- WO2016104057A1 WO2016104057A1 PCT/JP2015/083550 JP2015083550W WO2016104057A1 WO 2016104057 A1 WO2016104057 A1 WO 2016104057A1 JP 2015083550 W JP2015083550 W JP 2015083550W WO 2016104057 A1 WO2016104057 A1 WO 2016104057A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- dip
- unit
- weight
- latex
- monomer unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
- C08L9/02—Copolymers with acrylonitrile
- C08L9/04—Latex
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D19/00—Gloves
- A41D19/0055—Plastic or rubber gloves
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D19/00—Gloves
- A41D19/04—Appliances for making gloves; Measuring devices for glove-making
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/003—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/08—Coating a former, core or other substrate by spraying or fluidisation, e.g. spraying powder
- B29C41/10—Coating a former, core or other substrate by spraying or fluidisation, e.g. spraying powder by fluidisation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/14—Dipping a core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0064—Producing wearing apparel
- B29D99/0067—Gloves
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F236/12—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated with nitriles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/02—Direct processing of dispersions, e.g. latex, to articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/06—Sulfur
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L13/00—Compositions of rubbers containing carboxyl groups
- C08L13/02—Latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
- B29K2105/0064—Latex, emulsion or dispersion
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2309/00—Characterised by the use of homopolymers or copolymers of conjugated diene hydrocarbons
- C08J2309/02—Copolymers with acrylonitrile
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2309/00—Characterised by the use of homopolymers or copolymers of conjugated diene hydrocarbons
- C08J2309/02—Copolymers with acrylonitrile
- C08J2309/04—Latex
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2309/00—Characterised by the use of homopolymers or copolymers of conjugated diene hydrocarbons
- C08J2309/10—Latex
Definitions
- the present invention relates to a latex composition for dip molding and a dip molded article. More specifically, a dip-molding latex composition capable of providing a dip-molded article having excellent oil resistance, good texture, high tensile strength and high tear strength, and dip-molding the dip-molding latex composition It relates to a dip-molded product obtained in this way.
- Rubber gloves are used in a wide range of applications such as housework, food-related industry, precision industry, and medical care.
- dip-molded products obtained by dip-molding carboxy-modified acrylonitrile-butadiene copolymer latex have been frequently used as rubber gloves having high tensile strength and excellent oil resistance.
- Patent Documents 1 to 7 disclose carboxy-modified acrylonitrile-butadiene copolymer latex.
- the rubber gloves obtained by dip-molding the latex described in these documents are widely used because they have better oil resistance than rubber gloves obtained from natural rubber latex.
- the demand for carboxy-modified acrylonitrile-butadiene copolymer latex as a synthetic rubber has been further increased due to the problem of protein allergy caused by proteins contained in natural rubber.
- rubber gloves have good texture by stretching and contracting following the movement of the fingers (300% tensile stress is small and elongation is large) so that hands do not get tired even if worn for a long time. Therefore, various properties are required such as being not broken (having sufficient tensile strength) and not being deteriorated even when the oil is touched (oil resistance).
- the present invention is made in view of such a situation, and provides a latex composition for dip molding that can provide a dip molded product having excellent oil resistance, good texture, high tensile strength and high tear strength. With the goal.
- Another object of the present invention is to provide a dip-molded product having the above-described characteristics, which is obtained by dip-molding the above-described latex composition for dip molding.
- the present inventor has found that the conjugated diene monomer unit (A), the ethylenically unsaturated nitrile monomer unit (B), and the ethylenically unsaturated acid monomer A latex comprising a unit (C), a conjugated diene monomer unit (A) containing a copolymer containing a butadiene unit and an isoprene unit in a specific ratio, and a sulfur-based crosslinking agent.
- the inventors have found that the above object can be achieved by using a latex composition having a pH in a specific range, and have completed the present invention.
- Conjugated diene monomer unit containing butadiene unit and isoprene unit (A) 40 to 80% by weight, ethylenically unsaturated nitrile monomer unit (B) 10 to 45% by weight, and ethylenically unsaturated acid
- a latex composition for dip molding comprising a copolymer-containing latex for dip molding and a sulfur-based crosslinking agent and having a pH of 9.5 to 11.
- the latex composition for dip molding according to any one of (1) to (4), wherein the ethylenically unsaturated acid monomer unit (C) is a methacrylic acid unit, (6)
- the copolymer is other than the conjugated diene monomer unit (A), the ethylenically unsaturated nitrile monomer unit (B), and the ethylenically unsaturated acid monomer unit (C).
- the monomer unit (D) is contained, and the content of the other monomer unit (D) is 10% by weight or less with respect to 100% by weight of the total monomer units (1) to (5) the latex composition for dip molding according to any one of the above, (7)
- the copolymer is other than the conjugated diene monomer unit (A), the ethylenically unsaturated nitrile monomer unit (B), and the ethylenically unsaturated acid monomer unit (C).
- the monomer unit (D) is contained, and the content of the other monomer unit (D) is 5% by weight or less with respect to 100% by weight of the total monomer units (1) to (6) the latex composition for dip molding according to any one of the above, (8)
- the copolymer is composed only of the conjugated diene monomer unit (A), the ethylenically unsaturated nitrile monomer unit (B), and the ethylenically unsaturated acid monomer unit (C).
- the addition amount of the sulfur-based crosslinking agent is 0.01 to 5 parts by weight with respect to 100 parts by weight of the solid content in the dip molding latex.
- Latex composition for dip molding (10) The latex composition for dip molding according to any one of (1) to (9), wherein the solid content concentration is 5 to 40% by weight, (11) A dip-molded product obtained by dip-molding the latex composition for dip molding according to any one of (1) to (10), (12) The dip-formed product according to (11), having a thickness of 0.05 to 3 mm, (13) The dip-molded product according to (11) or (12), which is obtained by an anode adhesion dipping method, is provided.
- the present invention it is possible to provide a latex composition for dip molding that can provide a dip molded product having excellent oil resistance, good texture, high tensile strength and high tear strength. Moreover, according to this invention, the dip molded product which has the said characteristic obtained by carrying out the dip molding of the said latex composition for dip molding can be provided.
- a latex for dip molding containing a copolymer of 60: 95: 5 and a sulfur-based crosslinking agent, and a pH of 9.5-11.
- the content of the conjugated diene monomer unit (A) in the copolymer constituting the latex is 40 to 80% by weight, preferably 50 to 75%, based on the total monomer units of the copolymer. % By weight, more preferably 55 to 70% by weight. When this ratio is small, the texture is inferior, and when it is large, the tensile strength is lowered.
- the conjugated diene monomer unit (A) contains at least a butadiene unit and an isoprene unit.
- the total amount of butadiene units and isoprene units with respect to the whole conjugated diene monomer unit (A) is preferably 90% by weight or more.
- the conjugated diene monomer unit (A) is substantially composed of only a butadiene unit and an isoprene unit.
- the amount of the butadiene unit is preferably 20 to 80% by weight and the amount of the isoprene unit is preferably 5 to 50% by weight based on the whole conjugated diene monomer unit (A). Further, 1,3-butadiene is preferred as the monomer forming the butadiene unit.
- the conjugated diene monomer unit (A) may contain other conjugated diene monomer units in addition to the butadiene unit and the isoprene unit.
- the conjugated diene monomer (a) forming such other conjugated diene monomer units is not particularly limited, but 2,3-dimethyl-1,3-butadiene, 2-ethyl-1,3- Examples thereof include conjugated diene monomers having 4 to 12 carbon atoms other than butadiene and isoprene such as butadiene, 1,3-pentadiene and chloroprene.
- the content of other conjugated diene monomer units other than the butadiene unit and the isoprene unit is preferably 10% by weight or less based on the entire conjugated diene monomer unit (A).
- an ethylenically unsaturated compound having 3 to 18 carbon atoms and having a nitrile group is used as the ethylenically unsaturated nitrile monomer (b) forming the ethylenically unsaturated nitrile monomer unit (B).
- examples of such compounds include acrylonitrile, methacrylonitrile, halogen-substituted acrylonitrile and the like. These can be used individually by 1 type or in combination of 2 or more types. Among the above, acrylonitrile can be preferably used.
- the content of the ethylenically unsaturated nitrile monomer unit (B) in the copolymer constituting the latex is 10 to 45% by weight with respect to the total monomer units of the copolymer, preferably It is 15 to 40% by weight, more preferably 20 to 38% by weight.
- it When there is too little content of an ethylenically unsaturated nitrile monomer unit (B), it will be inferior to oil resistance, and conversely when it is large, it will be inferior to a texture.
- the ethylenically unsaturated acid monomer (c) forming the ethylenically unsaturated acid monomer unit (C) is not particularly limited, and examples thereof include carboxyl group-containing ethylenically unsaturated monomers and sulfonic acid groups. -Containing ethylenically unsaturated monomers, phosphoric acid group-containing ethylenically unsaturated monomers, and the like.
- carboxyl group-containing ethylenically unsaturated monomer examples include ethylenically unsaturated monocarboxylic acids such as acrylic acid, methacrylic acid, and crotonic acid; fumaric acid, maleic acid, itaconic acid, maleic anhydride, itaconic anhydride, and the like. And ethylenically unsaturated polyvalent carboxylic acids and anhydrides thereof; partially esterified products of ethylenically unsaturated polyvalent carboxylic acids such as methyl maleate and methyl itaconate;
- Examples of the sulfonic acid group-containing ethylenically unsaturated monomer include vinyl sulfonic acid, methyl vinyl sulfonic acid, styrene sulfonic acid, (meth) allyl sulfonic acid, (meth) acrylic acid-2-ethyl sulfonate, 2- Examples include acrylamide-2-hydroxypropanesulfonic acid.
- Examples of the phosphoric acid group-containing ethylenically unsaturated monomer include (meth) acrylic acid-3-chloro-2-propyl phosphate, (meth) acrylic acid-2-ethyl phosphate, 3-allyloxy-2- Examples thereof include hydroxypropane phosphoric acid.
- ethylenically unsaturated acid monomers (c) can be used as alkali metal salts or ammonium salts, and can be used alone or in combination of two or more.
- carboxyl group-containing ethylenically unsaturated monomers are preferable, ethylenically unsaturated monocarboxylic acids are more preferable, and methacrylic acid can be particularly preferably used. .
- the content of the ethylenically unsaturated acid monomer unit (C) in the copolymer constituting the latex is 2 to 15% by weight with respect to the total monomer units of the copolymer, preferably It is 3 to 12% by weight, more preferably 4 to 10% by weight. If the content of the ethylenically unsaturated acid monomer unit (C) is too small, the tensile strength is inferior, and conversely if it is too much, the texture is inferior.
- the copolymer constituting the latex is other than the conjugated diene monomer unit (A), the ethylenically unsaturated nitrile monomer unit (B), and the ethylenically unsaturated acid monomer unit (C).
- Other monomer units (D) which are monomer units may be contained.
- Examples of the other monomer (d) forming the other monomer unit (D) include a conjugated diene monomer (a), an ethylenically unsaturated nitrile monomer (b), and an ethylenically unsaturated acid. It will not specifically limit if it is a monomer copolymerizable with a monomer (c), For example, the following monomers are mentioned.
- aromatic vinyl monomers such as styrene, ⁇ -methylstyrene, monochlorostyrene, dichlorostyrene, trichlorostyrene, monomethylstyrene, dimethylstyrene, trimethylstyrene, hydroxymethylstyrene; acrylamide, methacrylamide, N, N-dimethyl Ethylenically unsaturated carboxylic acid amide monomers such as acrylamide and N-methylol acrylamide; methyl (meth) acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, etc.
- Ethylenically unsaturated carboxylic acid alkyl ester monomers vinyl acetate monomers such as vinyl acetate, vinyl propionate and vinyl versatic acid; halo such as vinyl chloride, vinylidene chloride, vinyl fluoride and vinylidene fluoride Olefin monomers such as ethylene, propylene, 1-butene and isobutene; vinyl ether monomers such as methyl vinyl ether, n-propyl vinyl ether, isobutyl vinyl ether and dodecyl vinyl ether; allyl acetate, methallyl acetate, chloride (Meth) allyl compounds such as allyl and methallyl chloride; vinylsilyl compounds such as vinyltrimethoxysilane; vinylpyridine, N-vinylpyrrolidone; and the like. These can be used alone or in combination of two or more.
- aromatic vinyl monomers are preferable in that the tensile strength of the dip-molded product can be further increased.
- the content of other monomer units (D) in the copolymer constituting the latex is based on the total monomer units of the copolymer from the viewpoint of maintaining good tensile strength, oil resistance and texture. And preferably 10% by weight or less, more preferably 7% by weight or less, and still more preferably 5% by weight or less.
- the copolymer constituting the latex consists only of a conjugated diene monomer unit (A), an ethylenically unsaturated nitrile monomer unit (B), and an ethylenically unsaturated acid monomer unit (C). Is particularly preferred.
- the latex for dip molding used in the present invention is not particularly limited, but can be easily produced by emulsion polymerization of the aforementioned mixture of monomers. By adjusting the composition of the monomer mixture used for emulsion polymerization, the composition of the resulting copolymer can be easily adjusted.
- a conventionally known emulsion polymerization method may be employed as the emulsion polymerization method.
- commonly used polymerization auxiliary materials such as an emulsifier, a polymerization initiator, and a molecular weight regulator can be used.
- the emulsifier is not particularly limited, and examples thereof include an anionic surfactant, a nonionic surfactant, a cationic surfactant, and an amphoteric surfactant.
- anionic surfactants such as alkylbenzene sulfonates, aliphatic sulfonates, higher alcohol sulfates, ⁇ -olefin sulfonates, and alkyl ether sulfates can be preferably used.
- the amount of the emulsifier used is preferably 0.5 to 10 parts by weight, more preferably 1 to 8 parts by weight with respect to 100 parts by weight of the total monomers.
- the polymerization initiator is not particularly limited, but a radical initiator can be preferably used.
- radical initiators include inorganic peroxides such as sodium persulfate, potassium persulfate, ammonium persulfate, potassium perphosphate, and hydrogen peroxide; t-butyl peroxide, cumene hydroperoxide, p- Menthane hydroperoxide, di-t-butyl peroxide, t-butylcumyl peroxide, acetyl peroxide, isobutyryl peroxide, octanoyl peroxide, dibenzoyl peroxide, 3,5,5-trimethylhexanoyl peroxide Organic peroxides such as t-butylperoxyisobutyrate; azo compounds such as azobisisobutyronitrile, azobis-2,4-dimethylvaleronitrile, azobiscyclohexanecarbonitrile, methyl azobisisobuty
- polymerization initiators can be used alone or in combination of two or more.
- radical initiators inorganic or organic peroxides are preferable, inorganic peroxides are more preferable, and persulfates are particularly preferable.
- the amount of the polymerization initiator used is preferably 0.01 to 2 parts by weight, more preferably 0.05 to 1.5 parts by weight with respect to 100 parts by weight of the total monomers.
- the molecular weight modifier is not particularly limited.
- ⁇ -methylstyrene dimer mercaptans such as t-dodecyl mercaptan, n-dodecyl mercaptan, octyl mercaptan; halogenated carbon tetrachloride, methylene chloride, methylene bromide, etc. Hydrocarbons; sulfur-containing compounds such as tetraethylthiuram disulfide, dipentamethylene thiuram disulfide, diisopropylxanthogen disulfide; and the like. These can be used alone or in combination of two or more.
- mercaptans are preferable, and t-dodecyl mercaptan can be more preferably used.
- the amount of the molecular weight modifier used varies depending on the type, but is preferably 0.1 to 0.8 parts by weight, more preferably 0.2 to 0.7 parts by weight with respect to 100 parts by weight of the total monomers. is there.
- Emulsion polymerization is usually performed in water.
- the amount of water used is preferably 80 to 500 parts by weight, more preferably 100 to 200 parts by weight with respect to 100 parts by weight of the total monomers.
- polymerization auxiliary materials other than the above may be used as necessary.
- examples of such a polymerization auxiliary material include chelating agents, dispersants, pH adjusters, oxygen scavengers, particle size adjusters and the like, and there are no particular limitations on the types and amounts used.
- the polymerization temperature is not particularly limited, but is usually 0 to 95 ° C, preferably 5 to 70 ° C. After adding a polymerization inhibitor to stop the polymerization reaction, if desired, the unreacted monomer is removed, and the solid content concentration and pH are adjusted to obtain the dip molding latex used in the present invention. Can do.
- the polymerization conversion rate when stopping the polymerization reaction is usually 80% by weight or more, preferably 90% by weight.
- the weight average particle diameter of the copolymer particles constituting the latex for dip molding used in the present invention is usually 30 to 1000 nm, preferably 50 to 500 nm, more preferably 70 to 200 nm. If this particle size is too small, the latex viscosity becomes too high and difficult to handle. Conversely, if it is too large, the film forming property at the time of dip molding is lowered and it becomes difficult to obtain a dip molded product having a uniform film thickness.
- the total solid concentration of the dip molding latex used in the present invention is usually 20 to 65% by weight, preferably 30 to 60% by weight, more preferably 35 to 55% by weight. If this concentration is too low, the transport efficiency of the latex is lowered. On the other hand, if it is too high, its production becomes difficult, and the latex viscosity becomes too high, making it difficult to handle.
- the pH of the dip-forming latex used in the present invention is usually 5 to 13, preferably 7 to 10, and more preferably 7.5 to 9.
- the pH of the latex is too low, there is a problem that mechanical stability is lowered and coarse agglomerates are likely to be generated during the transfer of the latex.
- the latex is too high, the latex viscosity becomes too high and the handling becomes difficult.
- various additives such as an antioxidant, an antioxidant, an antiseptic, an antibacterial agent, a thickener, a dispersant, a pigment, and a dye, which are usually added to the latex as desired. Can also be added in a predetermined amount.
- the dip molding latex composition of the present invention preferably comprises the dip molding latex and a sulfur crosslinking agent, and is obtained by adding a sulfur crosslinking agent to the dip molding latex.
- a sulfur-based crosslinking agent By including a sulfur-based crosslinking agent, a dip-moldable composition can be obtained.
- Sulfur-based crosslinking agents include powdered sulfur, sulfur white, precipitated sulfur, colloidal sulfur, surface-treated sulfur, insoluble sulfur, and other sulfur; sulfur chloride, sulfur dichloride, morpholine disulfide, alkylphenol disulfide, dibenzothiazyl disulfide, N, Sulfur-containing compounds such as N′-dithio-bis (hexahydro-2H-azenopine-2), phosphorus-containing polysulfides, polymer polysulfides; tetramethylthiuram disulfide, selenium dimethyldithiocarbamate, 2- (4′-morpholinodithio) And sulfur donating compounds such as benzothiazole; These may be used individually by 1 type and may use multiple types together.
- the addition amount of the sulfur-based crosslinking agent is preferably 0.01 to 5 parts by weight, more preferably 0.05 to 3 parts by weight, and particularly preferably 0 to 100 parts by weight of the total solid content in the dip molding latex. .1 to 2 parts by weight.
- the addition amount of the sulfur-based crosslinking agent is preferably 0.01 to 5 parts by weight, more preferably 0.05 to 3 parts by weight, and particularly preferably 0 to 100 parts by weight of the total solid content in the dip molding latex. .1 to 2 parts by weight.
- the sulfur-based crosslinking agent is preferably added as an aqueous dispersion in which the sulfur-based crosslinking agent is dispersed in water.
- aqueous dispersion dip-molded articles such as gloves having few defects such as adhesion of pinholes and aggregates and having high tensile strength and high tear strength can be obtained.
- the sulfur-based cross-linking agent is not added as an aqueous dispersion, not only the tensile strength and tear strength are lowered, but aggregates are generated, so that there is a possibility that a good glove cannot be obtained as a protective device.
- the method for preparing the dispersion of the sulfur-based crosslinking agent is not particularly limited, but a method of adding a solvent to the sulfur-based crosslinking agent and pulverizing and stirring with a wet pulverizer such as a ball mill or a bead mill is preferable.
- sulfur-based crosslinking agent When sulfur is used as the sulfur-based crosslinking agent, it is preferable to blend a crosslinking accelerator (vulcanization accelerator) or zinc oxide.
- crosslinking accelerator those usually used in dip molding can be used.
- dithiocarbamic acids such as diethyldithiocarbamic acid, dibutyldithiocarbamic acid, di-2-ethylhexyldithiocarbamic acid, dicyclohexyldithiocarbamic acid, diphenyldithiocarbamic acid, dibenzyldithiocarbamic acid and zinc salts thereof; 2-mercaptobenzothiazole, 2-mercaptobenzo Thiazole zinc, 2-mercaptothiazoline, dibenzothiazyl disulfide, 2- (2,4-dinitrophenylthio) benzothiazole, 2- (N, N-diethylthio-carbylthio) benzothiazole, 2- (2,6-dimethyl) -4-morpholinothio) benzothiazole, 2- (4'-morpholino dithio) benzothiazole, 4-
- crosslinking accelerators may be used alone or in combination of two or more.
- the amount of the crosslinking accelerator used is 0.1 to 10 parts by weight, preferably 0.5 to 5 parts by weight, based on 100 parts by weight of the total solid content in the dip molding latex.
- the amount of zinc oxide used is 5 parts by weight or less, preferably 0.1 to 3 parts by weight, more preferably 0.5 to 2 parts by weight, based on 100 parts by weight of the total solid content in the dip molding latex. is there.
- the latex composition for dip molding of the present invention includes an anti-aging agent, an antioxidant, an antiseptic, an antibacterial agent, a wetting agent, a thickener, a dispersant, a pigment, a dye, a filler, and a reinforcing material as necessary.
- a predetermined amount of various additives such as a pH adjusting agent can also be added.
- the solid concentration of the latex composition for dip molding is preferably 5 to 40% by weight, more preferably 10 to 25% by weight.
- the pH of the dip molding latex composition is in the range of 9.5 to 11, preferably 9.7 to 10.5.
- the dip molding latex composition of the present invention is preferably aged (also referred to as pre-vulcanization) before being subjected to dip molding.
- the temperature condition for aging is preferably 20 to 30 ° C.
- the time for aging is preferably 12 hours or more, more preferably 24 hours or more from the viewpoint of obtaining a dip-molded product such as a glove having high tensile strength and high tear strength. If this time is too short, the tensile strength and tear strength of the resulting dip-molded product will decrease.
- pre-vulcanization After pre-vulcanization, it is preferably stored at a temperature of 10 ° C. to 30 ° C. until it is used for dip molding. When stored at a high temperature, the tensile strength of the resulting dip-molded product tends to decrease.
- the dip-molded article of the present invention is obtained by dip-molding the above-mentioned latex composition for dip molding.
- a conventionally known method can be employed, and examples thereof include a direct dipping method, an anode adhesion dipping method, and a teag adhesion dipping method.
- the anode coagulation dipping method is preferable in that it is easy to obtain a dip-formed product having a uniform thickness.
- a dip molding method by an anode adhesion dipping method as one embodiment will be described. First, the dip mold is immersed in a coagulant solution, and the coagulant is attached to the surface of the dip mold.
- the dip mold various materials such as porcelain, glass, metal and plastic can be used.
- the shape of the mold may be adapted to the shape of the dip molded product that is the final product.
- the shape of the dip-molding die may be various shapes such as a shape from the wrist to the fingertip and a shape from the elbow to the fingertip.
- the dip molding die may have a surface process such as a gloss process, a semi-gloss process, a non-gloss process, and a weave pattern process performed on the entire surface or a part of the surface.
- the coagulant solution is a solution in which a coagulant capable of coagulating latex particles is dissolved in water, alcohol or a mixture thereof.
- a coagulant capable of coagulating latex particles is dissolved in water, alcohol or a mixture thereof.
- the coagulant include metal halide salts, nitrates, sulfates and the like.
- the dip molding die to which the coagulant is adhered is immersed in the above-described latex composition for dip molding, and then the dip molding die is pulled up to form a dip molding layer on the surface of the dip molding die.
- the dip molding layer formed in the dip molding die is heated to crosslink the copolymer constituting the dip molding layer.
- the heating temperature for crosslinking is preferably 60 to 160 ° C, more preferably 80 to 150 ° C. If the heating temperature is too low, the cross-linking reaction takes a long time, which may reduce productivity. Moreover, when heating temperature is too high, there exists a possibility that the oxidation deterioration of a copolymer may be accelerated
- the heat treatment time may be appropriately selected according to the heat treatment temperature, but is usually 5 to 120 minutes.
- the dip-molded layer before heat-treating the dip-molded layer, the dip-molded layer is immersed in warm water at 20 to 80 ° C. for about 0.5 to 60 minutes to obtain water-soluble impurities (emulsifier, water-soluble polymer, It is preferable to remove a coagulant and the like.
- water-soluble impurities emulsifier, water-soluble polymer, It is preferable to remove a coagulant and the like.
- the dip-formed layer crosslinked by heat treatment is removed from the dip-molding die to obtain a dip-formed product.
- a demolding method a method of peeling from a mold by hand, a method of peeling by water pressure or compressed air pressure, and the like can be adopted.
- a heat treatment for 10 to 120 minutes may be performed at a temperature of 60 to 120 ° C.
- a surface treatment layer by chlorination treatment or coating treatment may be formed on the inner and / or outer surface of the dip-formed product.
- a coating target (which is dip-molded) may be used, and the coating target may be included. In this case, the above-described demolding step is not necessary.
- the thickness of the dip-molded product of the present invention is usually 0.05 to 3 mm.
- the dip-formed product of the present invention has excellent oil resistance, good texture, and has high tensile strength and high tear strength.
- the dip-molded product of the present invention is a medical product such as a nipple for baby bottles, a dropper, a conduit, and a water pillow; toys and exercise tools such as balloons, dolls, and balls; industrial products such as pressure forming bags and gas storage bags It can be suitably used for supplies; surgical, household, agricultural, fishery and industrial gloves; finger sack; When the molded product is a glove, it may be a support type or an unsupport type.
- dumbbell-shaped test pieces were produced using dumbbells (SDMK-100C: manufactured by Dumbbell Co.) according to ASTM D-412. Subsequently, this test piece was pulled at a tensile speed of 500 mm / min, and the tensile stress (MPa) when the elongation was 300% and the tensile strength (MPa) at break were measured. The smaller the 300% tensile stress, the better the texture. Moreover, the higher the tensile strength, the better.
- the tear strength was measured based on ASTM D624-00. Specifically, the rubber gloves obtained in the examples and comparative examples were punched out with dumbbells (SDMK-1000C: manufactured by Dumbbell). The test piece was pulled with a Tensilon universal testing machine (trade name “RTC-1225A”, manufactured by Orientec Co., Ltd.) at a pulling speed of 500 mm / min, and the tear strength (unit: N / mm) was measured.
- Example 1 Manufacture of latex for dip molding
- a polymerization reactor 54.0 parts of 1,3-butadiene, 13.5 parts of isoprene, 27.0 parts of acrylonitrile, 5.5 parts of methacrylic acid, 0.4 part of t-dodecyl mercaptan, 132 parts of ion-exchanged water, dodecyl
- 3 parts of sodium benzenesulfonate 0.5 part of ⁇ -naphthalenesulfonic acid formalin condensate sodium salt, 0.3 part of potassium persulfate and 0.05 part of ethylenediaminetetraacetic acid sodium salt to bring the polymerization temperature to 30-40 ° C.
- the polymerization was carried out while maintaining the reaction until the polymerization conversion rate reached 94%.
- the pH and solid content concentration of the copolymer latex are adjusted, and the dip molding latex according to Example 1 having a solid content concentration of 40% and a pH of 8 Got.
- a dip-molded article (rubber glove) was produced by the following method using the latex composition for dip molding.
- an aqueous coagulant solution was prepared by mixing 18 parts of calcium nitrate, 0.05 part of polyethylene glycol octylphenyl ether, which is a nonionic emulsifier, and 82 parts of water.
- the glove mold was immersed in this coagulant aqueous solution for 5 seconds, pulled up, and then dried under conditions of a temperature of 50 ° C. for 10 minutes to attach the coagulant to the glove mold.
- the glove mold to which the coagulant is adhered is dipped in the above dip molding latex composition for 6 seconds, pulled up, dried at a temperature of 50 ° C. for 10 minutes, and a dip molding layer is formed on the surface of the glove mold. Formed.
- the glove mold was immersed in warm water at 50 ° C. for 2 minutes to elute water-soluble impurities and dried under conditions of a temperature of 70 ° C. and 10 minutes. Subsequently, the dip-molded layer was crosslinked by heat treatment at a temperature of 120 ° C. for 20 minutes.
- Example 2 In the production of the dip molding latex, the amount of 1,3-butadiene was changed to 43.9 parts, and the amount of isoprene was changed to 23.6 parts. Manufactured. About the rubber glove obtained by preparing a latex composition for dip molding and producing a dip-molded product (rubber glove) in the same manner as in Example 1 except that the dip molding latex thus obtained was used. The tensile strength, 300% tensile stress and tear strength were evaluated. The results are shown in Table 1.
- Example 3 In the production of the dip molding latex, the amount of 1,3-butadiene was changed to 33.75 parts and the amount of isoprene was changed to 33.75 parts. Manufactured. About the rubber glove obtained by preparing a latex composition for dip molding and producing a dip-molded product (rubber glove) in the same manner as in Example 1 except that the dip molding latex thus obtained was used. The tensile strength, 300% tensile stress and tear strength were evaluated. The results are shown in Table 1.
- Example 4 In the production of latex for dip molding, except that the amount of 1,3-butadiene was changed to 31.25 parts, the amount of isoprene was changed to 31.25 parts, and the amount of acrylonitrile was changed to 32.0 parts.
- a latex for dip molding was produced in the same manner as in Example 1. About the rubber glove obtained by preparing a latex composition for dip molding and producing a dip-molded product (rubber glove) in the same manner as in Example 1 except that the dip molding latex thus obtained was used. The tensile strength, 300% tensile stress and tear strength were evaluated. The results are shown in Table 1.
- Example 5 In the preparation of the latex composition for dip molding, the amount of colloidal sulfur is 1.2 parts, the amount of ZnDBC is 1 part, and the amount of zinc oxide is 1.8 parts with respect to 100 parts of the solid content in the latex.
- a latex composition for dip molding was prepared in the same manner as in Example 3 except that each was changed.
- a dip-molded product (rubber glove) was produced in the same manner as in Example 3 except that the thus obtained dip-molding latex composition was used, and the obtained rubber glove had a tensile strength and a tensile strength of 300%. Each evaluation of stress and tear strength was performed. The results are shown in Table 1.
- Example 6 In the preparation of the dip molding latex composition, the dip molding latex composition was prepared in the same manner as in Example 3 except that the pH was changed to 9.5. A dip-molded product (rubber glove) was produced in the same manner as in Example 3 except that the thus obtained dip-molding latex composition was used, and the obtained rubber glove had a tensile strength and a tensile strength of 300%. Each evaluation of stress and tear strength was performed. The results are shown in Table 1.
- Example 7 In the preparation of the dip molding latex composition, the dip molding latex composition was prepared in the same manner as in Example 3 except that the pH was changed to 10.5. A dip-molded product (rubber glove) was produced in the same manner as in Example 3 except that the thus obtained dip-molding latex composition was used, and the obtained rubber glove had a tensile strength and a tensile strength of 300%. Each evaluation of stress and tear strength was performed. The results are shown in Table 1.
- the pH and solid content concentration of the copolymer latex are adjusted, and the dip molding latex according to Comparative Example 1 having a solid content concentration of 40% and a pH of 8 Got.
- the dip-molding latex composition was prepared so that the BPO was 1.0 part with respect to 100 parts of the solid content in the latex.
- a dip-molded article (rubber glove) was produced in the same manner as in Example 1 except that the dip-molding latex composition obtained as described above was used, and the obtained rubber glove had a tensile strength and a 300% tensile strength. Each evaluation of stress and tear strength was performed. The results are shown in Table 1.
- Example 2 In the preparation of the dip molding latex composition, the dip molding latex composition was prepared in the same manner as in Comparative Example 1 except that the pH was changed to 10.0. A dip-molded product (rubber glove) was produced in the same manner as in Comparative Example 1 except that the thus obtained dip-molding latex composition was used, and the resulting rubber glove had a tensile strength and a tensile strength of 300%. Each evaluation of stress and tear strength was performed. The results are shown in Table 1.
- Example 3 In the preparation of the dip molding latex composition, the dip molding latex composition was prepared in the same manner as in Example 3, except that the pH was changed to 9.2. A dip-molded product (rubber glove) was produced in the same manner as in Example 3 except that the thus obtained dip-molding latex composition was used, and the obtained rubber glove had a tensile strength and a tensile strength of 300%. Each evaluation of stress and tear strength was performed. The results are shown in Table 1.
- Example 4 In the production of dip molding latex, the amount of 1,3-butadiene was changed to 67.5 parts, and dip molding latex was produced in the same manner as in Example 1 except that isoprene was not used. About the rubber glove obtained by preparing a latex composition for dip molding and producing a dip-molded product (rubber glove) in the same manner as in Example 1 except that the dip molding latex thus obtained was used. The tensile strength, 300% tensile stress and tear strength were evaluated. The results are shown in Table 1.
- Example 5 In the production of the dip molding latex, the amount of 1,3-butadiene was changed to 23.6 parts, and the amount of isoprene was changed to 43.9 parts. Manufactured. About the rubber glove obtained by preparing a latex composition for dip molding and producing a dip-molded product (rubber glove) in the same manner as in Example 1 except that the dip molding latex thus obtained was used. The tensile strength, 300% tensile stress and tear strength were evaluated. The results are shown in Table 1.
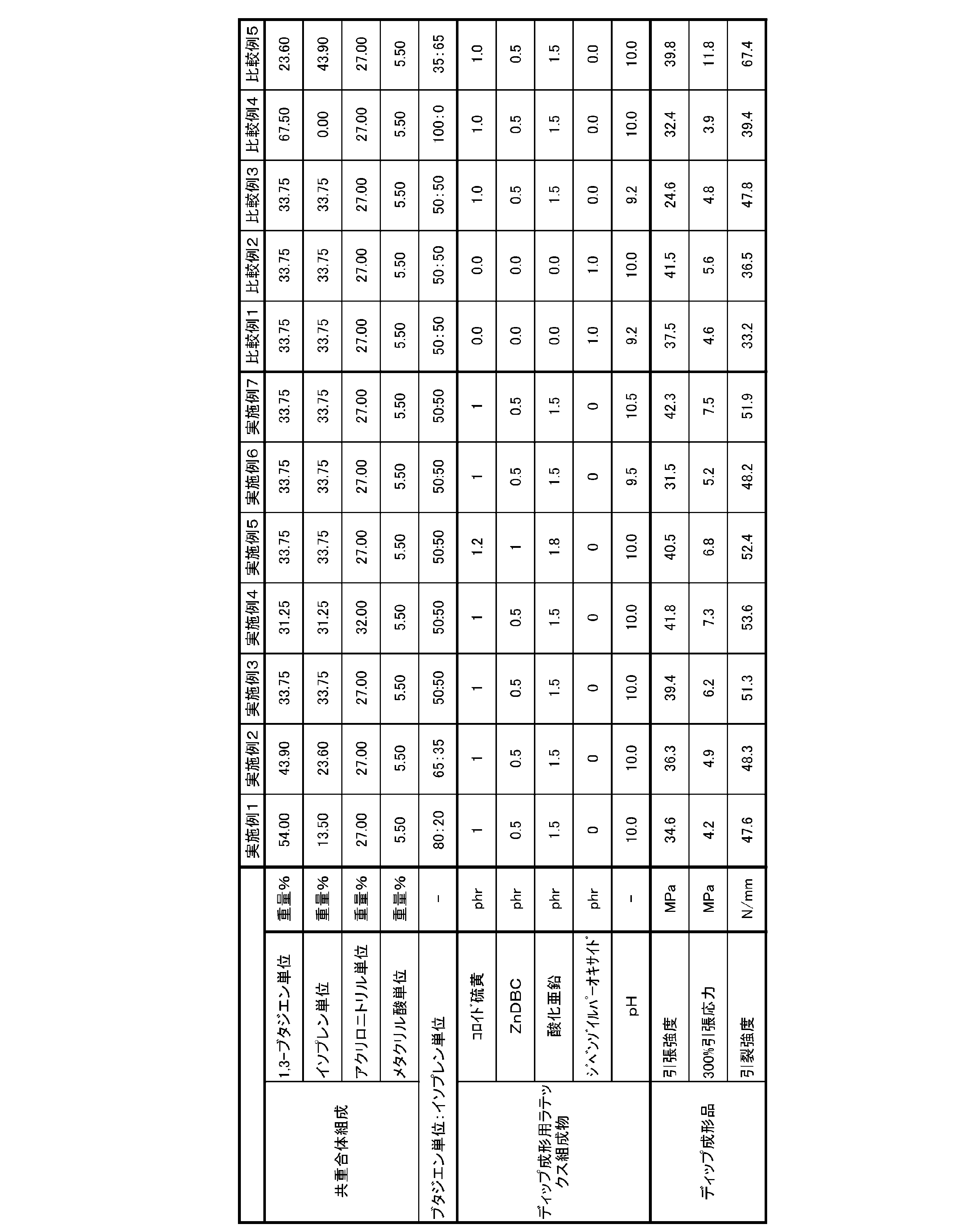
- a dip-molded article (rubber glove) obtained by using a dip-molding latex composition comprising a latex having a pH of 9.5 to 11 and comprising a latex for dip molding containing a copolymer of 5 and a sulfur-based crosslinking agent ) Has high tensile strength, good texture (300% tensile stress), and even higher tear strength (Examples 1 to 7).
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Gloves (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Abstract
Description
(1) ブタジエン単位とイソプレン単位とを含む共役ジエン単量体単位(A)40~80重量%、エチレン性不飽和ニトリル単量体単位(B)10~45重量%、およびエチレン性不飽和酸単量体単位(C)2~15重量%を含有してなり、前記ブタジエン単位と前記イソプレン単位との含有割合が、重量比で、ブタジエン単位:イソプレン単位=40:60~95:5である共重合体を含むディップ成形用ラテックスと、硫黄系架橋剤とを含んでなり、pHが9.5~11であるディップ成形用ラテックス組成物、
(2) 前記共役ジエン単量体単位(A)が、ブタジエン単位およびイソプレン単位のみからなるものである(1)に記載のディップ成形用ラテックス組成物、
(3) 前記エチレン性不飽和ニトリル単量体単位(B)が、アクリロニトリル単位である(1)または(2)に記載のディップ成形用ラテックス組成物、
(4) 前記エチレン性不飽和酸単量体単位(C)が、エチレン性不飽和モノカルボン酸単量体単位である(1)~(3)のいずれかに記載のディップ成形用ラテックス組成物、
(5) 前記エチレン性不飽和酸単量体単位(C)が、メタクリル酸単位である(1)~(4)のいずれかに記載のディップ成形用ラテックス組成物、
(6) 前記共重合体が、前記共役ジエン単量体単位(A)、前記エチレン性不飽和ニトリル単量体単位(B)および前記エチレン性不飽和酸単量体単位(C)以外の他の単量体単位(D)を含み、該他の単量体単位(D)の含有量が、全単量体単位100重量%に対して、10重量%以下のものである(1)~(5)のいずれかに記載のディップ成形用ラテックス組成物、
(7) 前記共重合体が、前記共役ジエン単量体単位(A)、前記エチレン性不飽和ニトリル単量体単位(B)および前記エチレン性不飽和酸単量体単位(C)以外の他の単量体単位(D)を含み、該他の単量体単位(D)の含有量が、全単量体単位100重量%に対して、5重量%以下のものである(1)~(6)のいずれかに記載のディップ成形用ラテックス組成物、
(8) 前記共重合体が、前記共役ジエン単量体単位(A)、前記エチレン性不飽和ニトリル単量体単位(B)、および前記エチレン性不飽和酸単量体単位(C)のみからなるものである(1)~(5)のいずれかに記載のディップ成形用ラテックス組成物、
(9) 前記硫黄系架橋剤の添加量が、前記ディップ成形用ラテックス中の固形分100重量部に対して、0.01~5重量部である(1)~(8)のいずれかに記載のディップ成形用ラテックス組成物、
(10) 固形分濃度が5~40重量%である(1)~(9)のいずれかに記載のディップ成形用ラテックス組成物、
(11) (1)~(10)のいずれかに記載のディップ成形用ラテックス組成物を、ディップ成形してなるディップ成形品、
(12) 厚みが0.05~3mmである(11)に記載のディップ成形品、
(13) アノード凝着浸漬法により得られるものである(11)または(12)に記載のディップ成形品
が提供される。
本発明に用いるディップ成形用ラテックスは、ブタジエン単位とイソプレン単位とを含む共役ジエン単量体単位(A)40~80重量%、エチレン性不飽和ニトリル単量体単位(B)10~45重量%、およびエチレン性不飽和酸単量体単位(C)2~15重量%を含有してなり、前記ブタジエン単位と前記イソプレン単位との含有割合が、重量比で、ブタジエン単位:イソプレン単位=40:60~95:5である共重合体を含んでなる。
本発明に用いるディップ成形用ラテックスは、特に限定されないが、前記した各単量体の混合物を乳化重合することにより簡便に製造することができる。乳化重合に用いる単量体混合物の組成を調節することにより、得られる共重合体の組成を容易に調節できる。乳化重合法としては、従来公知の乳化重合法を採用すれば良い。また、乳化重合するに際しては、乳化剤、重合開始剤、分子量調整剤等の通常用いられる重合副資材を使用することができる。
本発明のディップ成形用ラテックス組成物は、上記ディップ成形用ラテックスと、硫黄架橋剤とを含んでなり、上記ディップ成形用ラテックスに硫黄系架橋剤を添加してなるものであることが好ましい。硫黄系架橋剤を含有させることにより、ディップ成形可能な組成物を得ることができる。
本発明のディップ成形用ラテックス組成物をディップ成形に供する前に、熟成(前加硫ともいう。)させることが好ましい。熟成させる際の温度条件としては、好ましくは20~30℃である。また、熟成させる際の時間は、高い引張強度及び高い引裂強度を有する手袋等のディップ成形品が得られる観点から、好ましくは12時間以上、より好ましくは24時間以上である。この時間が短すぎると、得られるディップ成形品の引張強さや引裂強度が低下する。
本発明のディップ成形品は、上記のディップ成形用ラテックス組成物をディップ成形して得られる。ディップ成形法としては、従来公知の方法を採用することができ、例えば、直接浸漬法、アノード凝着浸漬法、ティーグ凝着浸漬法などが挙げられる。なかでも、均一な厚みを有するディップ成形品が得やすいという点で、アノード凝着浸漬法が好ましい。以下、一実施形態としてのアノード凝着浸漬法によるディップ成形法を説明する。
まず、ディップ成形型を凝固剤溶液に浸漬して、ディップ成形型の表面に凝固剤を付着させる。
次いで、ディップ成形型に形成されたディップ成形層を加熱し、ディップ成形層を構成している共重合体の架橋を行う。
実施例及び比較例における評価は以下に示すように行った。
実施例および比較例において得られたゴム手袋から、ASTM D-412に準じてダンベル(SDMK-100C:ダンベル社製)を用いて、ダンベル形状の試験片を作製した。次いで、この試験片を、引張速度500mm/分で引っ張り、伸び率が300%の時の引張応力(MPa)、破断時の引張強度(MPa)を測定した。300%引張応力は小さいほど、風合いに優れるため、好ましい。また、引張強度は、高いほど好ましい。
引裂強度は、ASTM D624-00に基づいて測定した。具体的には、実施例および比較例において得られたゴム手袋を、ダンベル(SDMK-1000C:ダンベル社製)で打ち抜き試験片を作製した。そして、当該試験片をテンシロン万能試験機(商品名「RTC-1225A」、(株)オリエンテック製)で引張速度500mm/minで引っ張り、引裂強度(単位:N/mm)を測定した。
(ディップ成形用ラテックスの製造)
重合反応器に、1,3-ブタジエン54.0部、イソプレン13.5部、アクリロニトリル27.0部、メタクリル酸5.5部、t-ドデシルメルカプタン0.4部、イオン交換水132部、ドデシルベンゼンスルホン酸ナトリウム3部、β-ナフタリンスルホン酸ホルマリン縮合物ナトリウム塩0.5部、過硫酸カリウム0.3部およびエチレンジアミン四酢酸ナトリウム塩0.05部を仕込み、重合温度を30~40℃に保持して重合を行い、重合転化率が94%に達するまで反応させた。
コロイド硫黄(細井化学(株))1.0部、分散剤(花王(株)製デモールN)0.5部、5%水酸化カリウム(和光純薬(株))0.0015部、水1.0部をボールミル中で48時間粉砕撹拌し、固形分濃度50重量%の硫黄分散液を得た。
上記のディップ成形用ラテックスに、5%水酸化カリウム水溶液を添加して、pHを10.0に調整するとともに、ディップ成形用ラテックス中の共重合体100部に対して、それぞれ固形分換算で、コロイド硫黄1.0部(上記硫黄分散液として添加)、ジブチルジチオカルバミン酸亜鉛(以下、「ZnDBC」ということがある。)0.5部、酸化亜鉛1.5部となるように、各配合剤の水分散液を添加した。なお、添加の際には、ラテックスを撹拌した状態で、各配合剤の水分散液を所定の量ゆっくり添加した。
上記のディップ成形用ラテックス組成物を使用して、ディップ成形品(ゴム手袋)を、以下の方法により製造した。
ディップ成形用ラテックスの製造において、1,3-ブタジエンの量を43.9部に変更し、さらにイソプレンの量を23.6部に変更した以外は、実施例1と同様にディップ成形用ラテックスの製造を行った。このようにして得られたディップ成形用ラテックスを用いた以外は、実施例1と同様にディップ成形用ラテックス組成物の調製およびディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックスの製造において、1,3-ブタジエンの量を33.75部に変更し、さらにイソプレンの量を33.75部に変更した以外は、実施例1と同様にディップ成形用ラテックスの製造を行った。このようにして得られたディップ成形用ラテックスを用いた以外は、実施例1と同様にディップ成形用ラテックス組成物の調製およびディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックスの製造において、1,3-ブタジエンの量を31.25部に、イソプレンの量を31.25部にそれぞれ変更し、さらにアクリロニトリルの量を32.0部に変更した以外は、実施例1と同様にディップ成形用ラテックスの製造を行った。このようにして得られたディップ成形用ラテックスを用いた以外は、実施例1と同様にディップ成形用ラテックス組成物の調製およびディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックス組成物の調製において、ラテックス中の固形分100部に対して、コロイド硫黄の量を1.2部に、ZnDBCの量を1部に、酸化亜鉛の量を1.8部にそれぞれ変更した以外は、実施例3と同様にディップ成形用ラテックス組成物の調製を行った。このようにして得られたディップ成形用ラテックス組成物を用いた以外は、実施例3と同様にディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックス組成物の調製において、pHを9.5に変更した以外は、実施例3と同様にディップ成形用ラテックス組成物の調製を行った。このようにして得られたディップ成形用ラテックス組成物を用いた以外は、実施例3と同様にディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックス組成物の調製において、pHを10.5に変更した以外は、実施例3と同様にディップ成形用ラテックス組成物の調製を行った。このようにして得られたディップ成形用ラテックス組成物を用いた以外は、実施例3と同様にディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
(ディップ成形用ラテックスの製造)
重合反応器に、1,3-ブタジエン33.75部、イソプレン33.75部、アクリロニトリル27.0部、メタクリル酸5.5部、t-ドデシルメルカプタン0.4部、イオン交換水132部、ドデシルベンゼンスルホン酸ナトリウム3部、β-ナフタリンスルホン酸ホルマリン縮合物ナトリウム塩0.5部、過硫酸カリウム0.3部およびエチレンジアミン四酢酸ナトリウム塩0.05部を仕込み、重合温度を30~40℃に保持して重合を行ない、重合転化率が94%に達するまで反応させた。
上記のディップ成形用ラテックスに、5%水酸化カリウム水溶液を添加して、pHを9.2に調整するとともに、45℃に加温した。次いで、加温した状態のラテックスに、ジベンゾイルパーオキサイドの乳化物(トルエン10部にジベンゾイルパーオキサイド(水分吸着量25重量%、以下、「BPO」ということがある。)5部を、温度45℃で溶解させたもの)を添加した。次いで、イオン交換水をさらに添加して固形分濃度を30%に調整した後に、温度20℃、4時間の条件で撹拌(熟成)してBPOを均一に分散させ、ディップ成形用ラテックス組成物を調製した。なお、本実施例においては、ラテックス中の固形分100部に対して、BPOが1.0部となるようにディップ成形用ラテックス組成物の調製を行った。
上記ようにして得られたディップ成形用ラテックス組成物を用いた以外は、実施例1と同様にディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックス組成物の調製において、pHを10.0に変更した以外は、比較例1と同様にディップ成形用ラテックス組成物の調製を行った。このようにして得られたディップ成形用ラテックス組成物を用いた以外は、比較例1と同様にディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックス組成物の調製において、pHを9.2に変更した以外は、実施例3と同様にディップ成形用ラテックス組成物の調製を行った。このようにして得られたディップ成形用ラテックス組成物を用いた以外は、実施例3と同様にディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックスの製造において、1,3-ブタジエンの量を67.5部に変更し、さらにイソプレンを用いなかった以外は、実施例1と同様にディップ成形用ラテックスの製造を行った。このようにして得られたディップ成形用ラテックスを用いた以外は、実施例1と同様にディップ成形用ラテックス組成物の調製およびディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
ディップ成形用ラテックスの製造において、1,3-ブタジエンの量を23.6部に変更し、さらにイソプレンの量を43.9部に変更した以外は、実施例1と同様にディップ成形用ラテックスの製造を行った。このようにして得られたディップ成形用ラテックスを用いた以外は、実施例1と同様にディップ成形用ラテックス組成物の調製およびディップ成形品(ゴム手袋)の製造を行い、得られたゴム手袋について、引張強度、300%引張応力および引裂強度の各評価を行った。結果を表1に示す。
Claims (13)
- ブタジエン単位とイソプレン単位とを含む共役ジエン単量体単位(A)40~80重量%、エチレン性不飽和ニトリル単量体単位(B)10~45重量%、およびエチレン性不飽和酸単量体単位(C)2~15重量%を含有してなり、
前記ブタジエン単位と前記イソプレン単位との含有割合が、重量比で、ブタジエン単位:イソプレン単位=40:60~95:5である共重合体を含むディップ成形用ラテックスと、
硫黄系架橋剤とを含んでなり、
pHが9.5~11であるディップ成形用ラテックス組成物。 - 前記共役ジエン単量体単位(A)が、ブタジエン単位およびイソプレン単位のみからなるものである請求項1に記載のディップ成形用ラテックス組成物。
- 前記エチレン性不飽和ニトリル単量体単位(B)が、アクリロニトリル単位である請求項1または2に記載のディップ成形用ラテックス組成物。
- 前記エチレン性不飽和酸単量体単位(C)が、エチレン性不飽和モノカルボン酸単量体単位である請求項1~3のいずれかに記載のディップ成形用ラテックス組成物。
- 前記エチレン性不飽和酸単量体単位(C)が、メタクリル酸単位である請求項1~4のいずれかに記載のディップ成形用ラテックス組成物。
- 前記共重合体が、前記共役ジエン単量体単位(A)、前記エチレン性不飽和ニトリル単量体単位(B)および前記エチレン性不飽和酸単量体単位(C)以外の他の単量体単位(D)を含み、該他の単量体単位(D)の含有量が、全単量体単位100重量%に対して、10重量%以下のものである請求項1~5のいずれかに記載のディップ成形用ラテックス組成物。
- 前記共重合体が、前記共役ジエン単量体単位(A)、前記エチレン性不飽和ニトリル単量体単位(B)および前記エチレン性不飽和酸単量体単位(C)以外の他の単量体単位(D)を含み、該他の単量体単位(D)の含有量が、全単量体単位100重量%に対して、5重量%以下のものである請求項1~6のいずれかに記載のディップ成形用ラテックス組成物。
- 前記共重合体が、前記共役ジエン単量体単位(A)、前記エチレン性不飽和ニトリル単量体単位(B)、および前記エチレン性不飽和酸単量体単位(C)のみからなるものである請求項1~5のいずれかに記載のディップ成形用ラテックス組成物。
- 前記硫黄系架橋剤の添加量が、前記ディップ成形用ラテックス中の固形分100重量部に対して、0.01~5重量部である請求項1~8のいずれかに記載のディップ成形用ラテックス組成物。
- 固形分濃度が5~40重量%である請求項1~9のいずれかに記載のディップ成形用ラテックス組成物。
- 請求項1~10のいずれかに記載のディップ成形用ラテックス組成物を、ディップ成形してなるディップ成形品。
- 厚みが0.05~3mmである請求項11に記載のディップ成形品。
- アノード凝着浸漬法により得られるものである請求項11または12に記載のディップ成形品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177018270A KR20170098852A (ko) | 2014-12-25 | 2015-11-30 | 딥 성형용 라텍스 조성물 및 딥 성형품 |
| CN201580064788.5A CN107001716B (zh) | 2014-12-25 | 2015-11-30 | 浸渍成型用胶乳组合物及浸渍成型品 |
| JP2016566061A JP6696433B2 (ja) | 2014-12-25 | 2015-11-30 | ディップ成形用ラテックス組成物及びディップ成形品 |
| EP15872626.5A EP3239230B1 (en) | 2014-12-25 | 2015-11-30 | Dip-forming latex composition and dip-formed article |
| US15/533,146 US10280291B2 (en) | 2014-12-25 | 2015-11-30 | Dip-forming latex composition and dip-formed article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014262868 | 2014-12-25 | ||
| JP2014-262868 | 2014-12-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016104057A1 true WO2016104057A1 (ja) | 2016-06-30 |
Family
ID=56150089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/083550 Ceased WO2016104057A1 (ja) | 2014-12-25 | 2015-11-30 | ディップ成形用ラテックス組成物及びディップ成形品 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10280291B2 (ja) |
| EP (1) | EP3239230B1 (ja) |
| JP (1) | JP6696433B2 (ja) |
| KR (1) | KR20170098852A (ja) |
| CN (1) | CN107001716B (ja) |
| MY (1) | MY179247A (ja) |
| TW (1) | TWI690565B (ja) |
| WO (1) | WO2016104057A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017146238A1 (ja) * | 2016-02-25 | 2017-08-31 | 日本ゼオン株式会社 | ラテックス組成物および膜成形体 |
| WO2019065400A1 (ja) * | 2017-09-28 | 2019-04-04 | 日本ゼオン株式会社 | ニトリル基含有共重合体ゴムの製造方法 |
| JPWO2019058807A1 (ja) * | 2017-09-22 | 2020-11-05 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
| JPWO2021090748A1 (ja) * | 2019-11-05 | 2021-05-14 | ||
| WO2021166725A1 (ja) * | 2020-02-20 | 2021-08-26 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
| JP2021127459A (ja) * | 2020-02-17 | 2021-09-02 | コリア クンホ ペトロケミカル カンパニー リミテッドKorea Kumho Petrochemical Co., Ltd. | ディップ成形用ラテックス組成物およびそれを含むディップ成形品 |
| JPWO2021171994A1 (ja) * | 2020-02-27 | 2021-09-02 | ||
| JP2022511011A (ja) * | 2019-10-11 | 2022-01-28 | エルジー・ケム・リミテッド | ディップ成形用ラテックス組成物、その製造方法およびこれを用いて製造されたディップ成形品 |
| US11236218B2 (en) | 2016-09-30 | 2022-02-01 | Zeon Corporation | Latex composition and film molded body |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102081766B1 (ko) * | 2016-09-09 | 2020-02-26 | 주식회사 엘지화학 | 딥 성형용 라텍스 조성물 및 이로부터 제조된 성형품 |
| PL3555198T3 (pl) * | 2016-12-15 | 2024-01-29 | Synthomer Sdn. Bhd. | Utwardzalne kompozycje lateksów polimerowych do wytwarzania wyrobów z kauczuku |
| CN110462898B (zh) * | 2017-03-28 | 2022-08-23 | 日本瑞翁株式会社 | 非水系二次电池电极用粘结剂组合物、浆料组合物、非水系二次电池、电极、电极制造方法 |
| KR102600563B1 (ko) * | 2017-11-24 | 2023-11-09 | 주식회사 엘지화학 | 카르본산 변성 니트릴계 공중합체 라텍스, 이를 포함하는 딥 성형용 라텍스 조성물 및 이로부터 성형된 성형품 |
| US12460100B2 (en) | 2019-09-20 | 2025-11-04 | Synthomer Sdn. Bhd. | Polymer latex for the preparation of an elastomeric film having excellent stress retention properties and softness |
| EP4050046B1 (en) * | 2019-10-25 | 2026-03-18 | Resonac Corporation | Chloroprene copolymer latex and production method therefor |
| WO2021171993A1 (ja) * | 2020-02-26 | 2021-09-02 | 日本ゼオン株式会社 | ラテックス組成物 |
| CN114685922B (zh) * | 2020-12-25 | 2023-06-13 | 北京化工大学 | 一种生物基衣康酸酯橡胶手套及其制备方法 |
| KR102457340B1 (ko) * | 2021-01-28 | 2022-10-20 | 한림대학교 산학협력단 | 열상의 봉합에 대한 정보를 제공하는 인공지능 모델 기반의 전자 장치, 제어 방법, 및 컴퓨터 프로그램 |
| JPWO2023032717A1 (ja) * | 2021-08-31 | 2023-03-09 | ||
| KR102615579B1 (ko) * | 2021-09-15 | 2023-12-20 | 금호석유화학 주식회사 | 라텍스 중합용 조성물, 딥 성형용 라텍스 및 그로부터 제조된 딥 성형품 |
| KR102893186B1 (ko) * | 2023-03-13 | 2025-12-01 | 금호석유화학 주식회사 | 내구성이 우수한 라텍스 중합용 조성물, 딥 성형용 라텍스 및 그로부터 제조된 딥 성형품 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1368780A (en) * | 1970-12-31 | 1974-10-02 | Nippon Zeon Co | Terpolymers of acrylonitrile butadiene and isoprene |
| JPH0632942A (ja) * | 1992-07-16 | 1994-02-08 | Nippon Zeon Co Ltd | フォームラバー用ラテックス及びフォームラバー |
| JPH0673221A (ja) * | 1992-08-26 | 1994-03-15 | Nippon Zeon Co Ltd | フォームラバー用ラテックス及びフォームラバー |
| JPH0673220A (ja) * | 1992-08-26 | 1994-03-15 | Nippon Zeon Co Ltd | フォームラバー用ラテックス及びフォームラバー |
| WO2007004459A1 (ja) * | 2005-06-30 | 2007-01-11 | Zeon Corporation | ディップ成形用ラテックス、ディップ成形用ラテックス組成物およびディップ成形品 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2880189A (en) | 1954-04-16 | 1959-03-31 | Int Latex Corp | Stable latex of an interpolymer of a conjugated diene, an unsaturated nitrile, and an alpha-unsaturated acrylic acid, and method of preparation |
| US4102844A (en) | 1973-09-22 | 1978-07-25 | Bayer Aktiengesellschaft | Dipped articles of rubber |
| EP0430160B1 (en) | 1989-11-27 | 1996-02-07 | Kanebo Ltd. | High-nitrile polymer composition, molded article thereof, and process for producing said composition |
| US5084514A (en) | 1990-11-14 | 1992-01-28 | Reichhold Chemicals, Inc. | Latex gloves with improved donnability |
| JP2692483B2 (ja) | 1992-03-03 | 1997-12-17 | 日本ゼオン株式会社 | ディップ成形用ラテックス及びディップ成形物 |
| JP2697410B2 (ja) | 1991-09-30 | 1998-01-14 | 日本ゼオン株式会社 | ラテックスの製造方法 |
| JPH06182788A (ja) | 1992-12-22 | 1994-07-05 | Nippon Zeon Co Ltd | ディップ成形物の製造方法 |
| WO2003072619A1 (en) * | 2002-02-28 | 2003-09-04 | Zeon Corporation | Dip-forming latex, dip-forming composition and dip-formed article |
| JP3852356B2 (ja) * | 2002-03-27 | 2006-11-29 | 日本ゼオン株式会社 | ディップ成形用組成物、ディップ成形品およびその製造方法 |
| JP5272226B2 (ja) * | 2008-12-16 | 2013-08-28 | エルジー・ケム・リミテッド | カルボン酸変性ニトリル系共重合体ラテックス、これを含むディップ成形用ラテックス組成物 |
| KR101297871B1 (ko) | 2009-06-12 | 2013-08-19 | 주식회사 엘지화학 | 딥 성형용 라텍스, 딥 성형용 조성물, 딥 성형물 제조방법 및 그 방법에 의해 제조된 딥 성형물 |
| EP2960293B1 (en) * | 2013-02-22 | 2018-12-05 | Zeon Corporation | Latex for dip molding use, composition for dip molding use, and dip-molded article |
| KR102247461B1 (ko) | 2014-03-28 | 2021-04-30 | 제온 코포레이션 | 딥 성형용 조성물 및 딥 성형품 |
-
2015
- 2015-11-30 WO PCT/JP2015/083550 patent/WO2016104057A1/ja not_active Ceased
- 2015-11-30 CN CN201580064788.5A patent/CN107001716B/zh active Active
- 2015-11-30 US US15/533,146 patent/US10280291B2/en active Active
- 2015-11-30 MY MYPI2017000873A patent/MY179247A/en unknown
- 2015-11-30 KR KR1020177018270A patent/KR20170098852A/ko not_active Withdrawn
- 2015-11-30 JP JP2016566061A patent/JP6696433B2/ja active Active
- 2015-11-30 EP EP15872626.5A patent/EP3239230B1/en active Active
- 2015-12-09 TW TW104141234A patent/TWI690565B/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1368780A (en) * | 1970-12-31 | 1974-10-02 | Nippon Zeon Co | Terpolymers of acrylonitrile butadiene and isoprene |
| JPH0632942A (ja) * | 1992-07-16 | 1994-02-08 | Nippon Zeon Co Ltd | フォームラバー用ラテックス及びフォームラバー |
| JPH0673221A (ja) * | 1992-08-26 | 1994-03-15 | Nippon Zeon Co Ltd | フォームラバー用ラテックス及びフォームラバー |
| JPH0673220A (ja) * | 1992-08-26 | 1994-03-15 | Nippon Zeon Co Ltd | フォームラバー用ラテックス及びフォームラバー |
| WO2007004459A1 (ja) * | 2005-06-30 | 2007-01-11 | Zeon Corporation | ディップ成形用ラテックス、ディップ成形用ラテックス組成物およびディップ成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3239230A4 * |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017146238A1 (ja) * | 2016-02-25 | 2017-08-31 | 日本ゼオン株式会社 | ラテックス組成物および膜成形体 |
| US11236218B2 (en) | 2016-09-30 | 2022-02-01 | Zeon Corporation | Latex composition and film molded body |
| JPWO2019058807A1 (ja) * | 2017-09-22 | 2020-11-05 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
| JP7163924B2 (ja) | 2017-09-22 | 2022-11-01 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
| WO2019065400A1 (ja) * | 2017-09-28 | 2019-04-04 | 日本ゼオン株式会社 | ニトリル基含有共重合体ゴムの製造方法 |
| CN111094371A (zh) * | 2017-09-28 | 2020-05-01 | 日本瑞翁株式会社 | 含腈基共聚物橡胶的制造方法 |
| JPWO2019065400A1 (ja) * | 2017-09-28 | 2020-10-22 | 日本ゼオン株式会社 | ニトリル基含有共重合体ゴムの製造方法 |
| JP7327162B2 (ja) | 2017-09-28 | 2023-08-16 | 日本ゼオン株式会社 | ニトリル基含有共重合体ゴムの製造方法 |
| CN111094371B (zh) * | 2017-09-28 | 2023-02-03 | 日本瑞翁株式会社 | 含腈基共聚物橡胶的制造方法 |
| US11667773B2 (en) | 2019-10-11 | 2023-06-06 | Lg Chem, Ltd. | Latex composition for dip molding, method of preparing the same, and dip-molded article produced using the same |
| JP7106763B2 (ja) | 2019-10-11 | 2022-07-26 | エルジー・ケム・リミテッド | ディップ成形用ラテックス組成物、その製造方法およびこれを用いて製造されたディップ成形品 |
| JP2022511011A (ja) * | 2019-10-11 | 2022-01-28 | エルジー・ケム・リミテッド | ディップ成形用ラテックス組成物、その製造方法およびこれを用いて製造されたディップ成形品 |
| JPWO2021090748A1 (ja) * | 2019-11-05 | 2021-05-14 | ||
| CN114555660A (zh) * | 2019-11-05 | 2022-05-27 | 日本瑞翁株式会社 | 含腈基共聚物橡胶 |
| WO2021090748A1 (ja) * | 2019-11-05 | 2021-05-14 | 日本ゼオン株式会社 | ニトリル基含有共重合体ゴム |
| EP4056601A4 (en) * | 2019-11-05 | 2023-11-29 | Zeon Corporation | Nitrile-group-containing copolymer rubber |
| CN114555660B (zh) * | 2019-11-05 | 2024-06-11 | 日本瑞翁株式会社 | 含腈基共聚物橡胶 |
| JP7605124B2 (ja) | 2019-11-05 | 2024-12-24 | 日本ゼオン株式会社 | ニトリル基含有共重合体ゴム |
| JP2021127459A (ja) * | 2020-02-17 | 2021-09-02 | コリア クンホ ペトロケミカル カンパニー リミテッドKorea Kumho Petrochemical Co., Ltd. | ディップ成形用ラテックス組成物およびそれを含むディップ成形品 |
| JP7248719B2 (ja) | 2020-02-17 | 2023-03-29 | コリア クンホ ペトロケミカル カンパニー リミテッド | ディップ成形用ラテックス組成物およびそれを含むディップ成形品 |
| JPWO2021166725A1 (ja) * | 2020-02-20 | 2021-08-26 | ||
| WO2021166725A1 (ja) * | 2020-02-20 | 2021-08-26 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
| JP7655304B2 (ja) | 2020-02-20 | 2025-04-02 | 日本ゼオン株式会社 | ラテックス組成物の製造方法 |
| JPWO2021171994A1 (ja) * | 2020-02-27 | 2021-09-02 | ||
| JP7635777B2 (ja) | 2020-02-27 | 2025-02-26 | 日本ゼオン株式会社 | ディップ成形体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10280291B2 (en) | 2019-05-07 |
| EP3239230B1 (en) | 2021-06-02 |
| TW201623398A (zh) | 2016-07-01 |
| US20170342242A1 (en) | 2017-11-30 |
| CN107001716B (zh) | 2019-10-25 |
| MY179247A (en) | 2020-11-02 |
| JPWO2016104057A1 (ja) | 2017-10-05 |
| KR20170098852A (ko) | 2017-08-30 |
| EP3239230A4 (en) | 2018-07-25 |
| CN107001716A (zh) | 2017-08-01 |
| EP3239230A1 (en) | 2017-11-01 |
| TWI690565B (zh) | 2020-04-11 |
| JP6696433B2 (ja) | 2020-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6696433B2 (ja) | ディップ成形用ラテックス組成物及びディップ成形品 | |
| JP6561999B2 (ja) | ディップ成形品 | |
| TWI701268B (zh) | 羧酸改質腈系共聚物乳膠組成物、製備彼之方法、包含彼之浸漬模製用乳膠組成物及由彼模製之物件 | |
| WO2015006807A1 (en) | Elastomeric film-forming compositions and articles made from the elastomeric film | |
| JP6006326B2 (ja) | ディップ成形用ラテックス組成物 | |
| WO2018155243A1 (ja) | ラテックス組成物 | |
| US7662890B2 (en) | Composition for dip forming and molding obtained by dip forming | |
| WO2010098008A1 (ja) | ディップ成形用組成物及びディップ成形体 | |
| JP7022840B2 (ja) | カルボン酸変性ニトリル系共重合体ラテックス組成物、これを含むディップ成形用のラテックス組成物およびこれにより成形された成形品 | |
| WO2019058807A1 (ja) | ラテックス組成物の製造方法 | |
| JP7023111B2 (ja) | ディップ成形品の製造方法 | |
| JP2016128528A (ja) | ディップ成形用ラテックス組成物およびディップ成形品 | |
| JPWO2007004459A1 (ja) | ディップ成形用ラテックス、ディップ成形用ラテックス組成物およびディップ成形品 | |
| JP7688845B2 (ja) | ディップ成形用ラテックス組成物およびディップ成形体 | |
| JP2020164690A (ja) | ディップ成形用ラテックス組成物 | |
| JP7476542B2 (ja) | ディップ成形用ラテックス組成物およびディップ成形体 | |
| JP2019034982A (ja) | ラテックス組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15872626 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016566061 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15533146 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20177018270 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015872626 Country of ref document: EP |