WO2016125568A1 - サブマージアーク溶接用フラックス - Google Patents
サブマージアーク溶接用フラックス Download PDFInfo
- Publication number
- WO2016125568A1 WO2016125568A1 PCT/JP2016/051238 JP2016051238W WO2016125568A1 WO 2016125568 A1 WO2016125568 A1 WO 2016125568A1 JP 2016051238 W JP2016051238 W JP 2016051238W WO 2016125568 A1 WO2016125568 A1 WO 2016125568A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- content
- flux
- amount
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3602—Carbonates, basic oxides or hydroxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3603—Halide salts
- B23K35/3605—Fluorides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3607—Silica or silicates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3608—Titania or titanates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/361—Alumina or aluminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
Definitions
- the technology for improving the moisture absorption characteristics and the technology for reducing the amount of diffused hydrogen in the calcined flux described above have the following problems.
- the low-temperature calcined flux added with carbonate described in Patent Documents 1 to 3 uses a DC welding power source and increases the amount of flux consumed, compared to the case where an AC welding power source is used. Further decomposition of carbonate is promoted, and a large amount of CO gas or CO 2 gas may be generated during welding. Therefore, there is room for improvement with respect to the roughness of the bead surface, generation of pock marks, bead appearance, and bead shape due to generation of CO gas or CO 2 gas.
- the content of Al 2 O 3 the content of F in terms of CaF 2 , the content of Mn in terms of MnO, the Na 2 O equivalent of Na and the K 2 O of K
- the total content of the conversion value and the Li 2 O conversion value of Li the content of Fe in terms of FeO, the CaO content, the water-soluble Na 2 O content, and the water-soluble K 2 O content are specified. Yes.
- content of each component in the flux of this embodiment is the conversion value which converted into the oxide or fluoride the value quantified by the method prescribed
- content of each component is content about the whole flux.
- the SiO 2 content is preferably 15% by mass or more, more preferably 18% by mass or more from the viewpoint of improving the bead appearance and bead shape. Further, from the viewpoint of optimizing the viscosity of the molten slag, the SiO 2 content is preferably 25% by mass or less, and more preferably 22% by mass or less.
- MgO content here is the value which converted the total Mg amount of the flux obtained by analyzing by the method (for example, JISM8222: 1997 etc.) prescribed
- the total Mg amount measured by this method may include components other than MgO, such as MgF 2 , but since these components are in minute amounts, the MgO content (the MgO equivalent value of the total Mg amount) is as described above. If it is within the range, the effect of MgO described above is not affected.
- Na content (Na 2 O conversion value), K content (K 2 O conversion value) and Li (Li 2 O conversion value) are 1.5% by mass or more in total from the viewpoint of stabilization of the arc voltage. It is preferable that there is more preferably 2.0% by mass or more. Further, from the viewpoint of the moisture absorption characteristics of the flux and the arc stability, the Na content (Na 2 O equivalent), the K content (K 2 O equivalent) and Li (Li 2 O equivalent) are 5. It is preferable that it is 5 mass% or less, More preferably, it is 4.5 mass% or less.
- the Na content, the K content, and the Li content mentioned here are the total Na content of the flux obtained by analysis by the method defined in JIS Z 3352: 2010 (for example, JIS M 8852: 1998).
- the K amount and the total amount of Li respectively NaO, value converted by the K 2 O and Li 2 O.
- the Na component, K component, and Li component in the flux of the present embodiment are mainly Na 2 O, K 2 O, and Li 2 O.
- NaAlSi 3 O 8 , KAlSi 3 O 8, or LiAlSi 3 O 8 may be included.
- Na, K, and Li here originate in an ore raw material and water glass.
- Fe has the effect of promoting the deoxidation phenomenon and enhancing the resistance to pock marks, and is added mainly in the form of a metal powder such as Fe—Si.
- the above-described effect is proportional to the abundance thereof, and when the Fe content (FeO equivalent value) is less than 0.5 mass%, particularly when the welding power source is a direct current type, a sufficient effect cannot be obtained.
- the Fe content (FeO equivalent) exceeds 8% by mass, the solidification temperature of the slag is affected, and the bead appearance, bead shape, and slag peeling are deteriorated. Therefore, the Fe content (FeO equivalent value) is 0.5 to 8% by mass.
- Water-soluble Na 2 O 1.0% by mass or less (including 0% by mass)
- Water-soluble Na 2 O is regulated to be 1.0% by mass or less after the sintering operation in order to prevent deterioration of moisture absorption resistance of the flux and suppress an increase in the amount of diffusible hydrogen in the weld metal.
- the content of the water-soluble Na 2 O exceeds 1.0% by mass, the moisture absorption resistance of the flux deteriorates and the diffusion hydrogen amount of the weld metal increases. Therefore, the water-soluble Na 2 O content is 1.0% by mass or less (including 0% by mass).
- This water-soluble Na 2 O is mainly derived from a binder such as water glass, and in order to reduce the amount, it is effective to sinter the flux at a temperature higher than the temperature at which the binder hardly absorbs moisture.
- the firing temperature is particularly preferably 800 ° C. or higher.
- the content of water-soluble Na 2 O can be controlled mainly by adjusting the components and content of water glass and the firing temperature.
- the flux of this embodiment may contain water-soluble Li 2 O in addition to the components described above.
- Water-soluble Li 2 O 0.3% by mass or less (including 0% by mass)
- Water-soluble Li 2 O has the effect of further improving the hygroscopic properties depending on the amount added.
- the water-soluble Li 2 O content exceeds 0.3% by mass after performing the sintering operation, the arc stability is deteriorated and the bead appearance and bead shape are deteriorated. Accordingly, when adding water-soluble Li 2 O is, 0.3 wt% or less (including 0 mass%).
- the water-soluble Li 2 O content is preferably 0.2% by mass or less, and more preferably 0.15% by mass or less, from the viewpoints of improving arc stability, bead appearance, and bead shape. Moreover, from a viewpoint of a hygroscopic characteristic, More preferably, it is 0.05 mass% or more.
- MgO is rich in hydration properties
- the hygroscopic property deteriorates and the amount of diffusible hydrogen in the weld metal increases.
- Al 2 O 3 and Mn are non-hydratable components, and the effect of improving the hygroscopic property by addition is remarkable.
- Mn when used in combination with Al 2 O 3 , differs from conventional knowledge in that it has the effect of improving the moisture absorption characteristics of the flux and contributing to the reduction of the amount of diffusible hydrogen. It was.
- [MgO] / ([Al 2 O 3 ] + [MnO]) is preferably 0.30 or more, more preferably 0.40 or more, from the viewpoint of improving slag removability. Moreover, it is preferable that it is 0.70 or less from a viewpoint of a moisture absorption improvement and the amount of diffusion hydrogen reduction, More preferably, it is 0.60 or less.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
Description

なお、本願での溶接作業性とは、ビード外観及びビード形状の良否、スラグ剥離性、アーク安定性並びに溶接金属の耐欠陥性をいう。
このような構成によれば、フラックスの吸湿特性が向上する。


Al2 O3 は、溶融スラグの粘性及び融点を調整する成分であり、溶接時のビード形状を良好にする効果がある。しかしながら、Al2 O3 含有量が15質量%未満の場合は、前述した効果が十分に得られず、また、Al2 O3 含有量が35質量%を超えると、溶融スラグの融点が上昇しすぎて、溶接時にビード形状の劣化を招く。よって、Al2 O3 含有量は15~35質量%とする。
SiO2 は、溶融スラグに適度の粘性を与えることによって、主にビード外観及びビード形状を良好にする効果がある。しかしながら、SiO2 含有量が10質量%未満の場合、前述した効果が十分に得られず、ビード外観及びビード形状が劣化する。また、SiO2 含有量が30質量%を超えると、スラグの粘性が過剰となり、スラグ剥離性が劣化すると共に、スラグの焼付きが激しくなる。よって、SiO2 含有量は10~30質量%とする。
MgOは、スラグ剥離性の向上に大きく寄与する成分であり、溶接電源の方式によらず、良好なスラグ剥離性を確保するために必須の成分である。しかしながら、MgO含有量が10質量%未満の場合、その効果が十分に得られず、また、25質量%を超えると、ビード形状が劣化し、溶接電源の種別に依存してスラグ巻込み、融合不良、更にはアンダーカットなどの欠陥が発生しやすくなる。特に、交流式溶接電源においては、前述したスラグ巻き込み及び溶融不良などの溶接欠陥の発生が顕著になる。よって、MgO含有量は10~25質量%とする。
CaF2 などのフッ化物は、溶融スラグの電気伝導性及び流動性を高める効果があり、溶融スラグの高温粘性に影響を与える成分の1つである。この作用は、後述するCaOと同様に、その含有量に比例する。具体的には、F含有量(CaF2 換算値)が10質量%未満の場合、前述した効果が十分に得られず、また、溶融スラグからCOガスの排出を促進し、耐ポックマーク性を改善する効果も期待できない。
Mnは、溶融スラグの粘性及び凝固温度に影響を与えると共に、耐ポックマーク性改善に有効な成分であり、主に、MnO、MnO2 及びMn2 O3 などの酸化物の形態で添加される。各種形態の中でも、特に一酸化マンガン(MnO)の形態で添加すると、その有用性が発揮される。ただし、Mn含有量(MnO換算値)が3質量%未満の場合、その効果が十分に発揮されず、また、20質量%を超えると、スラグが脆くなってスラグ剥離性が劣化する。よって、Mn含有量(MnO換算値)は、3~20質量%とする。
(すなわち、NaのNa2 O換算値、KのK2 O換算値及びLiのLi2 O換算値の合計:0.5~6.5質量%(Na、K及びLiのうち少なくとも一つ以上を含む))
Na、K及びLiは、主に溶接時のアーク安定性とフラックスの吸湿特性に影響を与える成分であり、主に、Na2 O、K2 O及びLi2 Oなどの酸化物の形態で添加される。しかしながら、Na含有量(Na2 O換算値)、K含有量(K2 O換算値)及びLi(Li2 O換算値)が合計で0.5質量%未満の場合、溶接時のアーク電圧が不安定となり、ビード外観及びビード形状が劣化する。
また、ここでのNa、K及びLiは、鉱石原料及び水ガラスに由来するものである。
Feは、脱酸現象を促進し、耐ポックマーク性を高める効果があり、主に、Fe-Siなどの金属粉の形態で添加される。前述した効果は、その存在量に比例し、Fe含有量(FeO換算値)が0.5質量%未満の場合、特に溶接電源が直流式の場合に、十分な効果が得られない。一方、Fe含有量(FeO換算値)が8質量%を超えると、スラグの凝固温度に影響を与え、ビード外観、ビード形状及びスラグ剥離が劣化する。よって、Fe含有量(FeO換算値)は0.5~8質量%とする。
CaOは、スラグの塩基度を高めて溶接金属の清浄度を高めると共に、溶融スラグの流動性にも影響を与える成分であり、その存在量に比例して、前述した効果が発揮される。しかしながら、CaO含有量が6質量%を超えると、溶融スラグの流動性が過大となり、ビードの外観及び形状が劣化する。よって、CaO含有量は6質量%以下(0質量%を含む)に規制する。
水溶性SiO2 は、フラックスの耐吸湿性の劣化防止と溶接金属の拡散性水素量の増加を抑制するため、焼結作業を実施した後で1.0質量%以下になるように規制する。水溶性SiO2 の含有量が1.0質量%を超えると、フラックスの耐吸湿性が劣化すると共に、溶接金属の拡散水素量が増加する。よって、水溶性SiO2 含有量は1.0質量%以下(0質量%を含む)とする。
水溶性Na2 Oは、フラックスの耐吸湿性の劣化防止と溶接金属の拡散性水素量の増加を抑制するため、焼結作業を実施した後で1.0質量%以下になるように規制する。水溶性Na2 Oの含有量が1.0質量%を超えると、フラックスの耐吸湿性が劣化すると共に、溶接金属の拡散水素量が増加する。よって、水溶性Na2 O含有量は1.0質量%以下(0質量%を含む)とする。
なお、ここでいう水溶性Na2 Oは、前述した方法で分析して得たフラックスの全Na量を、Na2 Oで換算した値であり、前述した全Na2 Oとは区別して、その含有量を特定している。
本発明者は、水ガラスへの水溶性K2 Oの適正量添加は、水ガラスの難吸湿化温度を低下させる効果を有することを見出した。すなわち、水溶性K2 Oが適正量添加された水ガラスを用い、800℃以上で焼結作業を実施したフラックスにおいて、水溶性K2 Oの量が0.8質量%以下の管理範囲を満足する場合には、従来と比べてフラックスの耐吸湿性が大きく向上した。
水溶性K2 Oは、フラックスの耐吸湿性の劣化防止と溶接金属の拡散性水素量の増加を抑制するため、焼結作業を実施した後で0.8質量%以下(0質量%を含む)になるように規制する。水溶性K2 Oの含有量が0.8質量%を超えると、フラックスの耐吸湿性が劣化すると共に、溶接金属の拡散水素量が増加する。よって、水溶性K2 O含有量は0.8質量%以下とする。
なお、ここでいう水溶性K2 Oは、前述した方法で分析して得たフラックスの全K量を、K2 Oで換算した値であり、前述した全K2 Oとは区別して、その含有量を特定している。
[水溶性Li2 O:0.3質量%以下(0質量%を含む)]
水溶性Li2 Oは、添加量に応じて吸湿特性を更に向上させる効果がある。ただし、焼結作業を実施した後で水溶性Li2 O含有量が0.3質量%を超えると、アーク安定性が劣化し、ビード外観及びビード形状が劣化する。よって、水溶性Li2 Oを添加する場合は、0.3質量%以下(0質量%を含む)とする。水溶性Li2 O含有量は、アーク安定性の向上並びにビード外観及びビード形状の向上の観点から、0.2質量%以下であることが好ましく、より好ましくは0.15質量%以下である。また、吸湿特性の観点から、より好ましくは0.05質量%以上である。
なお、ここでいう水溶性Li2 Oは、前述した方法で分析して得たフラックスの全Li量を、Li2 Oで換算した値であり、前述した全Li2 Oとは区別して、その含有量を特定している。
MgO、Al2 O3 及びMnは、それぞれ個別にその含有量を規定しているが、本実施形態のフラックスでは、更に、MgO含有量(質量%)とAl2 O3 含有量(質量%)及びMn含有量(MnO換算値)(質量%)の合計量との比(=[MgO]/([Al2 O3 ]+[MnO]))も規定する。
本実施形態のフラックスは、前述した成分に加えて、TiO2 を含有していてもよい。TiO2 は、スラグ剥離性向上に有効な成分であり、ビード形状を良好に整える効果もある。また、TiO2 の一部は、溶接時の還元反応によりTiとなり、このTiは溶接金属中に添加されて、靭性向上に寄与する。

Cは、フラックスの各原料に不純物として含まれる炭酸塩などに由来し、不可避的に導入される。一方、前述したように直流式の溶接電源を用いた場合、フラックスの消費量が増大し、交流式の溶接電源を用いた場合に比べて、炭酸塩の分解が一層促進される。このため、C含有量が微量であっても、溶接中にCO又はCO2 ガスが大量に発生し、耐ポックマーク性の劣化並びにビードの外観及び形状の劣化を招くこととなる。よって、溶接作業性の劣化を防止するため、フラックス中のC量は、0.2質量%以下(0質量%を含む)に低減することが好ましい。
本実施形態のフラックスにおける上記以外の成分は、Zr、Ba、P及びSなどの不可避的不純物である。これらの不可避的不純物のうち、Zr及びBaはそれぞれ1.0質量%以下に規制することが好ましく、特に溶接品質に影響するP及びSはそれぞれ0.05質量%以下に規制することが好ましい。また、Zr、Ba、P及びSは、合計で0.1質量%以下であることが好ましい。
本実施形態のフラックスを製造する場合は、例えば、前述した組成となるように原料粉を配合し、結合剤と共に混練した後、造粒し、焼成する。その際、結合剤(バインダ)としては、例えば、ポリビニルアルコール又は水ガラスを使用することができる。また、造粒法は、特に限定されるものではないが、転動式造粒機又は押し出し式造粒機などを用いる方法が好ましい。





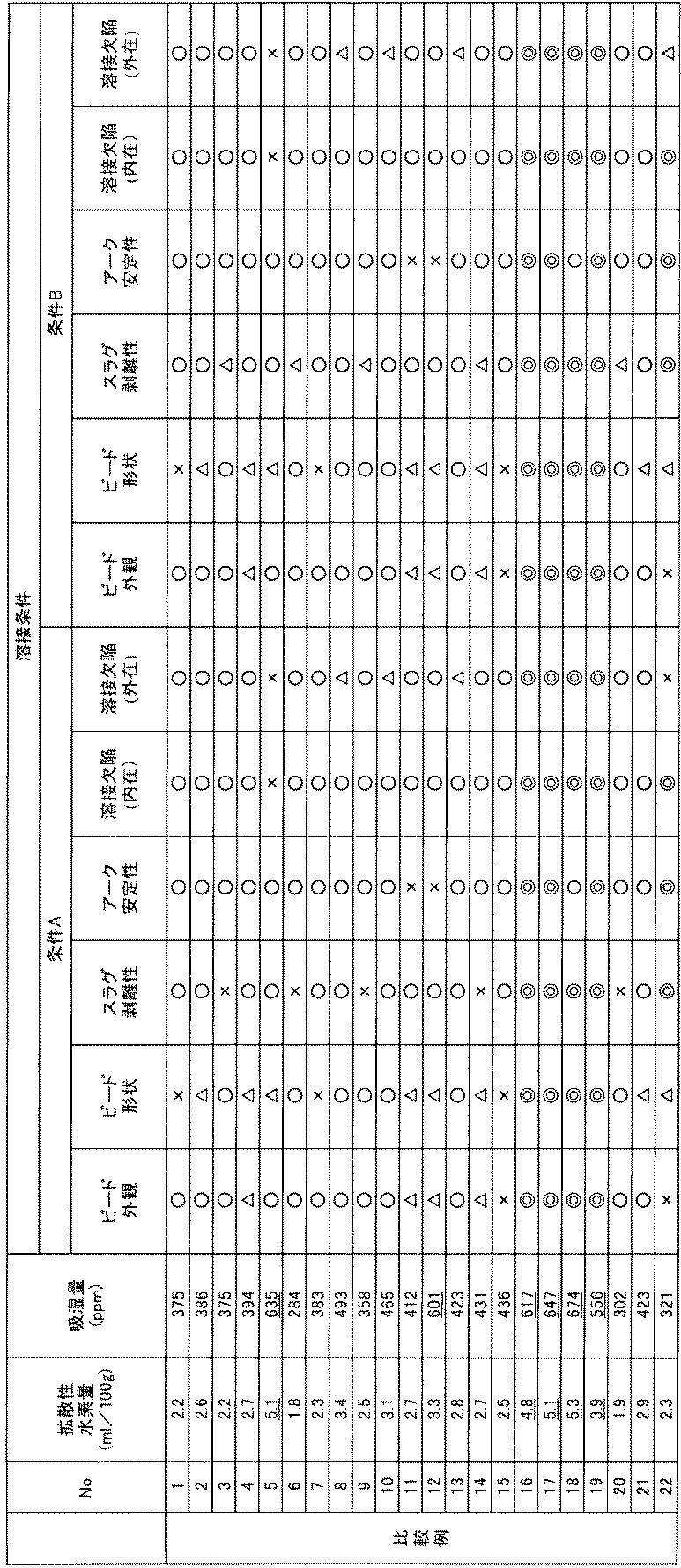
溶接金属中の拡散水素量は、原則、JIS Z 3118:2007に規定される方法に基づいて測定した。ただし、溶接条件は,表3の溶接条件Aを採用した。本実施例では、拡散水素量が3.5ml/100g以下であったものを合格とした。
吸湿量は、2時間の強制吸湿後の吸湿量により評価した。具体的には、500~850μmの粒子径を有するフラックスの再乾燥を250℃×1hr行った後、30℃かつ相対湿度80%の条件にて、2時間の強制吸湿をさせた際にフラックスが有する水分量をKF(カールフィッシャー)法を用いて測定した。2時間の吸湿後のKF水分量が500ppm以下のものを耐吸湿性が良好とした。
ビード外観は、主にビードの波目及び光沢に関する評価であり、溶接部を目視観察することにより行った。その結果、ビードの波目に乱れがなくビードに金属光沢があるものを◎、単位溶接長(1m)あたりにビード波目の乱れが1箇所でビードに金属光沢があるものを○、単位溶接長(1m)あたりにビード波目の乱れが2~4箇所でビードに金属光沢がないものを△、単位溶接長(1m)あたりにビード波目の乱れが5箇所以上ありビードに金属光沢がないものを×とした。そして、本実施例では、評価が◎又は○であったものを合格とした。
ビード形状は、主にビードの凹凸及び母材へのなじみに関する評価であり、溶接部を目視観察することにより行った。その結果、ビード形状が、非常に良好であったものを◎、良好であったものを○、やや不良であったものを△、不良であったものを×とした。そして、本実施例では、評価が◎又は○であったものを合格とした。
スラグ剥離性は、スラグ除去の容易さ及び焼き付きの有無により評価した。具体的には、スラグが、自然剥離し、焼き付きがなかったものを◎、自然剥離するが、単位溶接長(1m)あたり3箇所以下で焼き付きが発生したものを○、自然剥離せず、単位溶接長(1m)あたり4~9箇所で焼き付きが発生したものを△、自然剥離せず、単位溶接長(1m)あたり10箇所以上で焼き付きが発生したものを×とした。そして、本実施例では、評価が◎又は○であったものを合格とした。
アーク安定性は、溶接時の電流及び電圧の振れにより評価した。具体的には、溶接電流が±50Aかつアーク電圧が±2Vであったものを◎、溶接電流が±100Aかつアーク電圧が±2Vであったものを○、溶接電流が±100Aかつアーク電圧が±4Vであったものを△、溶接困難であったものを×とした。そして、本実施例では、評価が◎又は○であったものを合格とした。
溶接欠陥(内在)は、主に気孔欠陥、スラグ巻き込み及び融合不良などの溶接金属内部で発生する溶接欠陥に関する評価であり、これらの溶接欠陥の発生がなかったものを◎、単位溶接長(1m)あたりの発生比率が0.5%以下であったものを○、単位溶接長(1m)あたりの発生比率が0.5%を超え1.0%以下であったものを△、単位溶接長(1m)あたりの発生比率が1.0%を超えていたものを×とした。そして、本実施例では、評価が◎又は○であったものを合格とした。
なお、溶接欠陥(内在)の検出には、JIS Z 3104:1995に準拠して撮影したX線透過写真を使用した。溶接欠陥(内在)の評価における単位溶接長(1m)あたりの発生比率とは、JIS Z 3104:1995に準拠して個々の欠陥(きず)の寸法(長さ)を測定して、欠陥(きず)の総長さを算出した後、試験部の有効長さで割り返し、単位溶接長あたりに換算したものである。
なお、溶接欠陥(外在)の検出は、目視により行った。溶接欠陥(外在)の評価における単位溶接長(1m)あたりの発生比率とは、個々のアンダーカット及びポックマークなどの長さを目視で測定し、溶接欠陥(外在)の総長さを算出した後、溶接欠陥(内在)と同じ試験部の有効長さで割り返し、単位溶接長あたりに換算したものである。

態様1:
Al2 O3 :15~35質量%、
SiO2 :10~30質量%、
MgO:10~25質量%、
FのCaF2 換算値:10~25質量%、
MnのMnO換算値:3~20質量%、
NaのNa2 O換算値、KのK2 O換算値及びLiのLi2 O換算値のうち少なくとも一つ以上の合計:0.5~6.5質量%、
FeのFeO換算値:0.5~8質量%、
CaO:6質量%以下、
水溶性SiO2 :1.0質量%以下、
水溶性Na2 O:1.0質量%以下、
水溶性K2 O:0.8質量%以下を含有し、
前記Al2 O3 含有量を[Al2 O3 ]、前記MgO含有量を[MgO]、前記MnのMnO換算値での含有量を[MnO]としたとき、下記数式(I)を満たすことを特徴とするサブマージアーク溶接用フラックス。

態様2:
更に、水溶性Li2 O:0.3質量%以下を含有することを特徴とする態様1に記載のサブマージアーク溶接用フラックス。
態様3:
更に、TiO2 :8質量%以下を含有することを特徴とする態様1又は2に記載のサブマージアーク溶接用フラックス。
態様4:
前記TiO2 含有量を[TiO2 ]としたとき、下記数式(II)を満たすことを特徴とする態様3に記載のサブマージアーク溶接用フラックス。

C含有量が0.2質量%以下であることを特徴とする態様1~4のいずれかに記載のサブマージアーク溶接用フラックス。
態様6:
800℃以上で焼成されたものであることを特徴とする態様1~5のいずれかに記載のサブマージアーク溶接用フラックス。
Claims (4)
- Al2 O3 :15~35質量%、
SiO2 :10~30質量%、
MgO:10~25質量%、
FのCaF2 換算値:10~25質量%、
MnのMnO換算値:3~20質量%、
NaのNa2 O換算値、KのK2 O換算値及びLiのLi2 O換算値のうち少なくとも一つ以上の合計:0.5~6.5質量%、
FeのFeO換算値:0.5~8質量%、
CaO:6質量%以下(0質量%を含む)、
TiO2 :8質量%以下(0質量%を含む)、
水溶性SiO2 :1.0質量%以下(0質量%を含む)、
水溶性Na2 O:1.0質量%以下(0質量%を含む)、
水溶性K2 O:0.8質量%以下(0質量%を含む)を含有し、
C含有量が0.2質量%以下(0質量%を含む)であり、
前記Al2 O3 含有量を[Al2 O3 ]、前記MgO含有量を[MgO]、前記MnのMnO換算値での含有量を[MnO]としたとき、下記数式(I)を満たすことを特徴とするサブマージアーク溶接用フラックス。

- 更に、水溶性Li2 O:0.3質量%以下(0質量%を含む)を含有することを特徴とする請求項1に記載のサブマージアーク溶接用フラックス。
- 前記TiO2 含有量を[TiO2 ]としたとき、下記数式(II)を満たすことを特徴とする請求項1に記載のサブマージアーク溶接用フラックス。

- 800℃以上で焼成されたものであることを特徴とする請求項1~3のいずれか1項に記載のサブマージアーク溶接用フラックス。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680006809.2A CN107206551B (zh) | 2015-02-02 | 2016-01-18 | 埋弧焊用焊剂 |
| KR1020177021148A KR101986927B1 (ko) | 2015-02-02 | 2016-01-18 | 서브머지드 아크 용접용 플럭스 |
| SG11201705947WA SG11201705947WA (en) | 2015-02-02 | 2016-01-18 | Flux for use in submerged arc welding |
| CA2974486A CA2974486A1 (en) | 2015-02-02 | 2016-01-18 | Flux for use in submerged arc welding |
| EP16746399.1A EP3254798B1 (en) | 2015-02-02 | 2016-01-18 | Flux for use in submerged arc welding |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015018803A JP6441099B2 (ja) | 2015-02-02 | 2015-02-02 | サブマージアーク溶接用フラックス |
| JP2015-018803 | 2015-02-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016125568A1 true WO2016125568A1 (ja) | 2016-08-11 |
Family
ID=56563919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/051238 Ceased WO2016125568A1 (ja) | 2015-02-02 | 2016-01-18 | サブマージアーク溶接用フラックス |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3254798B1 (ja) |
| JP (1) | JP6441099B2 (ja) |
| KR (1) | KR101986927B1 (ja) |
| CN (1) | CN107206551B (ja) |
| CA (1) | CA2974486A1 (ja) |
| SG (1) | SG11201705947WA (ja) |
| WO (1) | WO2016125568A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106624460A (zh) * | 2017-01-06 | 2017-05-10 | 招商局重工(江苏)有限公司 | 一种船用低温钢埋弧焊烧结焊剂 |
| WO2021049440A1 (ja) * | 2019-09-12 | 2021-03-18 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| JP2021045786A (ja) * | 2019-09-12 | 2021-03-25 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| CN116618892A (zh) * | 2023-06-30 | 2023-08-22 | 宿迁学院 | 一种含稀土烧结焊剂及其制备方法和应用 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7078436B2 (ja) * | 2018-03-29 | 2022-05-31 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス及びその製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5126308B2 (ja) * | 1972-12-28 | 1976-08-05 | ||
| JPS59137194A (ja) * | 1983-01-28 | 1984-08-07 | Kawasaki Steel Corp | 高速サブマ−ジア−ク溶接用焼成型フラツクス |
| JPS6064792A (ja) * | 1983-09-19 | 1985-04-13 | Kawasaki Steel Corp | 高速サブマ−ジア−ク溶接用焼成型フラツクス |
| JPS62240195A (ja) * | 1986-04-11 | 1987-10-20 | Nippon Steel Corp | 低水素型ボンドフラツクス |
| JPS6376793A (ja) * | 1986-09-18 | 1988-04-07 | Nippon Steel Corp | 横向サブマ−ジア−ク溶接用ボンドフラツクス |
| JPH02280996A (ja) * | 1989-04-19 | 1990-11-16 | Kobe Steel Ltd | サブマージアーク溶接用ボンドフラックス |
| JPH02290692A (ja) * | 1989-04-30 | 1990-11-30 | Kobe Steel Ltd | 焼結型フラックス |
| JPH08267279A (ja) * | 1995-03-29 | 1996-10-15 | Kobe Steel Ltd | サブマージアーク溶接用溶融型フラックス |
| JP2010125508A (ja) * | 2008-11-28 | 2010-06-10 | Nippon Steel & Sumikin Welding Co Ltd | 下向きすみ肉サブマージアーク溶接用ボンドフラックス |
| WO2015019684A1 (ja) * | 2013-08-05 | 2015-02-12 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5116172B2 (ja) | 1972-11-09 | 1976-05-22 | ||
| JPS5051942A (ja) * | 1973-09-10 | 1975-05-09 | ||
| JPS5849356B2 (ja) | 1975-01-31 | 1983-11-04 | 新日本製鐵株式会社 | 潜弧溶接用フラツクス |
| JPS5395144A (en) | 1977-01-31 | 1978-08-19 | Kobe Steel Ltd | Highly basic calcination type flux based on mgo-caf2 |
| JPS6268695A (ja) | 1985-09-19 | 1987-03-28 | Nippon Steel Corp | 潜弧溶接用高温焼成フラツクス |
| JPH0999392A (ja) | 1995-07-28 | 1997-04-15 | Kawasaki Steel Corp | 耐吸湿性に優れたサブマージアーク溶接用焼成型フラックス |
| KR100466205B1 (ko) * | 2002-11-26 | 2005-01-13 | 고려용접봉 주식회사 | 서브머지드 아크 용접용 플럭스 조성물 |
| KR100774156B1 (ko) * | 2006-12-13 | 2007-11-07 | 고려용접봉 주식회사 | 서브머지드 아크용접용 소결형 플럭스 |
-
2015
- 2015-02-02 JP JP2015018803A patent/JP6441099B2/ja not_active Expired - Fee Related
-
2016
- 2016-01-18 CA CA2974486A patent/CA2974486A1/en not_active Abandoned
- 2016-01-18 KR KR1020177021148A patent/KR101986927B1/ko not_active Expired - Fee Related
- 2016-01-18 WO PCT/JP2016/051238 patent/WO2016125568A1/ja not_active Ceased
- 2016-01-18 SG SG11201705947WA patent/SG11201705947WA/en unknown
- 2016-01-18 EP EP16746399.1A patent/EP3254798B1/en not_active Not-in-force
- 2016-01-18 CN CN201680006809.2A patent/CN107206551B/zh not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5126308B2 (ja) * | 1972-12-28 | 1976-08-05 | ||
| JPS59137194A (ja) * | 1983-01-28 | 1984-08-07 | Kawasaki Steel Corp | 高速サブマ−ジア−ク溶接用焼成型フラツクス |
| JPS6064792A (ja) * | 1983-09-19 | 1985-04-13 | Kawasaki Steel Corp | 高速サブマ−ジア−ク溶接用焼成型フラツクス |
| JPS62240195A (ja) * | 1986-04-11 | 1987-10-20 | Nippon Steel Corp | 低水素型ボンドフラツクス |
| JPS6376793A (ja) * | 1986-09-18 | 1988-04-07 | Nippon Steel Corp | 横向サブマ−ジア−ク溶接用ボンドフラツクス |
| JPH02280996A (ja) * | 1989-04-19 | 1990-11-16 | Kobe Steel Ltd | サブマージアーク溶接用ボンドフラックス |
| JPH02290692A (ja) * | 1989-04-30 | 1990-11-30 | Kobe Steel Ltd | 焼結型フラックス |
| JPH08267279A (ja) * | 1995-03-29 | 1996-10-15 | Kobe Steel Ltd | サブマージアーク溶接用溶融型フラックス |
| JP2010125508A (ja) * | 2008-11-28 | 2010-06-10 | Nippon Steel & Sumikin Welding Co Ltd | 下向きすみ肉サブマージアーク溶接用ボンドフラックス |
| WO2015019684A1 (ja) * | 2013-08-05 | 2015-02-12 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106624460A (zh) * | 2017-01-06 | 2017-05-10 | 招商局重工(江苏)有限公司 | 一种船用低温钢埋弧焊烧结焊剂 |
| CN106624460B (zh) * | 2017-01-06 | 2021-06-04 | 招商局重工(江苏)有限公司 | 一种船用低温钢埋弧焊烧结焊剂 |
| WO2021049440A1 (ja) * | 2019-09-12 | 2021-03-18 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| JP2021045786A (ja) * | 2019-09-12 | 2021-03-25 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| JP7448433B2 (ja) | 2019-09-12 | 2024-03-12 | 株式会社神戸製鋼所 | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
| CN116618892A (zh) * | 2023-06-30 | 2023-08-22 | 宿迁学院 | 一种含稀土烧结焊剂及其制备方法和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2974486A1 (en) | 2016-08-11 |
| JP2016140888A (ja) | 2016-08-08 |
| CN107206551A (zh) | 2017-09-26 |
| EP3254798A4 (en) | 2018-07-11 |
| EP3254798A1 (en) | 2017-12-13 |
| KR101986927B1 (ko) | 2019-06-07 |
| JP6441099B2 (ja) | 2018-12-19 |
| KR20170104505A (ko) | 2017-09-15 |
| SG11201705947WA (en) | 2017-08-30 |
| CN107206551B (zh) | 2019-08-02 |
| EP3254798B1 (en) | 2020-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6104090B2 (ja) | サブマージアーク溶接用フラックス及びその製造方法 | |
| JP6104146B2 (ja) | サブマージアーク溶接用フラックス及びその製造方法 | |
| JP6441099B2 (ja) | サブマージアーク溶接用フラックス | |
| JP6441100B2 (ja) | サブマージアーク溶接用フラックス | |
| KR101981414B1 (ko) | 서브머지드 아크 용접용 플럭스 | |
| WO2018182025A1 (ja) | サブマージアーク溶接用フラックス | |
| WO2021049440A1 (ja) | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 | |
| US20210114148A1 (en) | Flux for submerged arc welding | |
| JP6997025B2 (ja) | サブマージアーク溶接用フラックス | |
| JP7448433B2 (ja) | サブマージアーク溶接用フラックス、サブマージアーク溶接方法、及びサブマージアーク溶接用フラックスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16746399 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2974486 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11201705947W Country of ref document: SG |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016746399 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177021148 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |