WO2016125740A1 - 燃料タンク用鋼板 - Google Patents
燃料タンク用鋼板 Download PDFInfo
- Publication number
- WO2016125740A1 WO2016125740A1 PCT/JP2016/052911 JP2016052911W WO2016125740A1 WO 2016125740 A1 WO2016125740 A1 WO 2016125740A1 JP 2016052911 W JP2016052911 W JP 2016052911W WO 2016125740 A1 WO2016125740 A1 WO 2016125740A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plating layer
- alloy plating
- fuel tank
- steel plate
- chemical conversion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
- B32B15/015—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium the said other metal being copper or nickel or an alloy thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/84—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for corrosive chemicals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/361—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing titanium, zirconium or hafnium compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/40—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing molybdates, tungstates or vanadates
- C23C22/42—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing molybdates, tungstates or vanadates containing also phosphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/40—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing molybdates, tungstates or vanadates
- C23C22/44—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing molybdates, tungstates or vanadates containing also fluorides or complex fluorides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/60—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using alkaline aqueous solutions with pH greater than 8
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/021—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material including at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
- C23C28/025—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
- C23C28/3225—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F17/00—Multi-step processes for surface treatment of metallic material involving at least one process provided for in class C23 and at least one process covered by subclass C21D or C22F or class C25
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/56—Electroplating: Baths therefor from solutions of alloys
- C25D3/565—Electroplating: Baths therefor from solutions of alloys containing more than 50% by weight of zinc
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K2015/03486—Fuel tanks characterised by the materials the tank or parts thereof are essentially made from
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
Definitions
- the present invention relates to a steel plate for a fuel tank.
- chromate-free films mainly composed of organic resins are disclosed.
- the organic resin swells with the fuel and the adhesion at the plating interface is lowered.
- Such swelling of the organic resin is presumed to be a cause of insufficient corrosion resistance.
- Patent Document 6 and Patent Document 7 disclose phosphoric acid-based inorganic chromate-free films.
- the phosphoric acid-based inorganic chromate-free film does not necessarily have sufficient water resistance, and particularly when the condensed water is present in the fuel, the corrosion resistance is insufficient.
- Patent Document 8 describes that a chromate-free chemical conversion treatment layer is formed on a zinc-nickel alloy plating layer having cracks.
- the chemical conversion treatment layer is mainly composed of a urethane-based aqueous resin and has improved corrosion resistance, but does not impart corrosion resistance to deteriorated gasoline.
- phosphoric acid, vanadium, titanium, and zirconium in the chemical conversion film are not sufficient to impart corrosion resistance to deteriorated gasoline.
- Patent Document 9 describes a steel sheet obtained by coating a zinc-based plated steel sheet with a water-based metal surface treatment agent containing an organosilicon compound.
- the steel sheet has improved corrosion resistance, but does not impart corrosion resistance to deteriorated gasoline.
- the present invention has been made in view of the above problems, and the object of the present invention is to provide a variety of fuel environments containing an organic acid such as deteriorated gasoline and further containing condensed water. Then, it is providing the steel plate for fuel tanks which can implement
- the present inventors made the zinc-based plating layer a Zn-Ni alloy plating layer, and formed a predetermined crack in the plating layer. It was found that a remarkable improvement effect can be obtained by imparting water repellency to the surface of the film after making the chromate-free chemical conversion film mainly composed of inorganic substances.
- the gist of the present invention completed based on the above findings is as follows.
- a Zn-Ni alloy plating layer formed on at least one surface of one side or both sides of the base iron, and an inorganic chromate-free chemical conversion film positioned on the upper layer of the Zn-Ni alloy plating layer,
- the Zn—Ni alloy plating layer has a crack that reaches the interface between the Zn—Ni alloy plating layer and the steel sheet from the interface between the Zn—Ni alloy plating layer and the inorganic chromate-free chemical conversion film.
- One side of the base iron has the Zn—Ni alloy plating layer and the inorganic chromate-free chemical coating, and the opposite surface to the one surface is the Zn—Ni alloy plating layer and the inorganic chromate-free chemical coating.
- the steel plate for fuel tanks according to (1) wherein (3) The steel plate for a fuel tank according to (2), wherein a water contact angle on a surface not having the Zn—Ni alloy plating layer and the inorganic chromate-free chemical conversion film is less than 10 degrees.
- the adhesion amount of Zn and / or Ni on the surface not having the Zn—Ni alloy plating layer and the inorganic chromate-free chemical conversion film is 0.01 to 0.5 g / m 2 , (2) or ( The steel plate for fuel tanks as described in 3).
- the inorganic chromate-free chemical conversion film is at least one selected from a silane coupling agent, a polycondensate of a silane coupling agent, silica, silicate, phosphoric acid, and phosphate, and Ti, Zr, V
- the number of cracks X per 100 ⁇ m field obtained by observing a cross section of the Zn—Ni alloy plating layer and the water contact angle Y (degrees) are expressed by the following formula (I):
- the number of cracks is 5 or more and less than 50 per 100 ⁇ m field of view, and the maximum width of the crack is less than 0.5 ⁇ m.
- the present invention described in detail below relates to a steel plate for a fuel tank using a zinc-based plated steel plate that is excellent in corrosion resistance to various fuels and is environmentally friendly without using lead or chromate treatment.
- the present invention also relates to a steel plate used for automobiles, two-wheeled vehicles, industrial machinery, construction machinery, tanks containing fuel, or parts of such tanks.
- the steel sheet for a fuel tank according to the embodiment of the present invention includes a Zn—Ni alloy plating layer located on one side or both sides of the ground iron, and this Zn—Ni alloy plating layer (hereinafter also simply referred to as “plating layer”). And an inorganic chromate-free chemical conversion film (hereinafter also simply referred to as “chemical conversion film”) located in the upper layer.
- the fuel tank steel plate according to the embodiment of the present invention When the fuel tank steel plate according to the embodiment of the present invention is used as a fuel tank steel plate, the fuel tank steel plate has a Zn—Ni alloy plating layer and an inorganic chromate-free chemical conversion film positioned above the Zn—Ni alloy plating layer.
- the surface (one surface) is the fuel tank inner surface (hereinafter referred to as the inner surface).
- the surface opposite to the one surface is the outer surface of the fuel tank (hereinafter referred to as the outer surface).
- the steel plate of the present invention may have a Zn—Ni alloy plating layer on both sides.
- the surface that becomes the outer surface of the fuel tank does not have a plating layer.
- the outer surface of the fuel tank has a plating layer in order to improve the coating appearance.
- the steel plate is used for an application that requires high corrosion resistance on the outer surface of the fuel tank, the outer surface of the fuel tank preferably has a plating layer.
- the steel plate of this invention can control the presence or absence of the plating layer of an outer surface and an inner surface according to a use.
- a method in which current is not applied to the outer side of the non-plated surface when electroplating can be employed.
- a method of removing the plating by an electrochemical (for example, anodic electrolytic treatment) or a mechanical (for example, brush grinding) outside the non-plated surface after the plating is performed can be employed. It is also possible to combine the above methods.
- the contact angle of the non-plated surface (surface to be the outer surface) formed by the method described above is preferably a water contact angle of less than 10 degrees, more preferably less than 5 degrees. This improves the paintability. In order to ensure the contact angle, it is effective to suppress the surface oxidation of the steel sheet. In this respect, it is desirable that a very small amount of Zn and / or Ni is also present on the non-plated surface side. .
- the adhesion amount is preferably 0.01 to 0.3 g / m 2 , more preferably 0.01 to 0.1 g / m 2 .
- the base material of the fuel tank steel plate according to the present embodiment is not particularly limited, and a known material is appropriately used as long as it is a steel plate generally used as a base material of a zinc-based plated steel plate. It is possible.
- the Zn—Ni alloy plating layer formed on at least one surface of such a steel sheet is an alloy plating layer containing at least an alloy composed of zinc and nickel.
- Such a Zn—Ni alloy plating layer can be formed by a known plating method such as an electroplating method.
- Such a Zn—Ni alloy plating layer is formed from the surface layer of the plating layer (in other words, the interface between the Zn—Ni alloy plating layer and the inorganic chromate-free chemical conversion film) and the base metal (in other words, the steel plate as the base material). And a crack reaching the interface with the Zn—Ni alloy plating layer.
- the inorganic chromate-free conversion coating formed on the Zn—Ni alloy plating layer has a water contact angle on the surface of the coating of 50 ° or more.
- the improvement of fuel corrosion resistance when cracks are present in the Zn—Ni alloy plating layer is a well-known phenomenon when chromate treatment is assumed. Such phenomena include the improvement of film adhesion due to the anchor effect of the chromate film that has entered the crack, and the effect of suppressing the generation of new cracks during press processing by the presence of cracks in the plating layer in advance. Explained. It is speculated that such an effect is also seen in the steel sheet described in Patent Document 8.
- Fuel corrosion resistance especially in a fuel environment that contains organic acids such as deteriorated gasoline and also contains condensed water, and even under conditions that cause damage to parts of the film during press processing, etc.
- organic acids such as deteriorated gasoline and also contains condensed water
- cracks exist in the Zn—Ni alloy plating layer, the chromate-free chemical conversion film is inorganic, and the water contact angle on the surface of the chemical conversion film is 50 degrees or more. It is necessary to have all of that.
- the crack of the Zn—Ni alloy plating layer refers to a crack reaching from the plating surface layer to the ground iron.
- the action mechanism of the crack is to increase the surface area of the inorganic chemical conversion film exhibiting water repellency, in addition to the anchor effect and the suppression of new cracks during processing, as described above. It is presumed to be due to the effect of protecting the plating layer and the steel from corrosion factors in fuel, especially hydrophilic corrosion factors. The presence of such cracks can be confirmed by performing observation using a scanning electron microscope (SEM) or the like from a cross section.
- SEM scanning electron microscope
- the chromate-free chemical conversion film according to this embodiment needs to be an inorganic film.
- An inorganic film is not a film mainly composed of an organic resin and does not exclude the inclusion of an organic resin, but the content of the organic resin (content relative to the solid mass of the entire film) is less than 50%. It is preferably 30% or less, more preferably 10% or less (including zero).
- the chromate-free chemical conversion film is mainly composed of an organic resin (that is, an organic film)
- the organic resin is swollen by the hydrocarbons in the fuel and adheres between the plating layer and the chemical conversion film. As a result, the corrosion progresses starting from cracks in the plating layer.
- Such a swelling phenomenon can be suppressed by setting it as an inorganic film like the chemical conversion film which concerns on this embodiment.
- the water contact angle on the surface of the chemical conversion film according to this embodiment needs to be 50 degrees or more.
- a water contact angle of 50 ° or more protects the plating layer and the steel from corrosion factors in the fuel, especially hydrophilic corrosion factors, through a synergistic effect with the crack effect in the plating layer described above. Corrosion resistance can be obtained.
- the water contact angle on the surface of the chemical conversion film according to this embodiment is preferably 55 degrees or more, and more preferably 60 degrees or more.
- an upper limit is not prescribed
- Such a water contact angle can be measured by a known method using a contact angle meter.
- the inorganic chromate-free chemical conversion film according to the present embodiment includes at least one selected from a silane coupling agent, a polycondensate of a silane coupling agent, silica, silicate, phosphoric acid, and phosphate, and Ti, Zr, It is desirable to contain one or more metal compounds selected from V, Mo, and W. Moreover, it is desirable that the inorganic chromate-free chemical conversion film according to the present embodiment contains a water repellent.
- the water repellent according to the present embodiment refers to a substance that acts to increase the water contact angle by being added to an inorganic chemical conversion film.
- water repellents include organic resins having C—H bonds or C—F bonds. More preferred specific examples of the water repellent include polyolefin wax, silicon resin, fluorine resin and the like. Since these water repellents can obtain a predetermined water contact angle by adding a small amount (for example, 10% or less with respect to the total solid content of the chemical film), the chemical film according to this embodiment can be obtained. There is no fear that it will not be an inorganic film.
- the inorganic chromate-free chemical film according to the present embodiment it is important to adjust the water repellent described above so that the water contact angle on the surface of the chemical film is 50 degrees or more.
- the chemical conversion film contains at least one selected from a silane coupling agent and a polycondensate of a silane coupling agent as a main component, these components have a C—H bond, A relatively high water contact angle can be easily obtained without the addition of an agent, but it is more preferable to add a water repellent.
- the water repellent one or more selected from polyolefin wax, silicon resin, and fluorine resin is used, and it is preferable to add 0.1% or more based on the total solid mass.
- the chemical conversion film contains at least one selected from silica, silicate, phosphoric acid, and phosphate as a main component, generally a predetermined water contact angle is obtained unless a water repellent is added. Since it is difficult to obtain, it is desirable to contain a water repellent.
- the water repellent at least one selected from polyolefin wax, silicon resin, and fluorine resin is used, and it is preferable to add 1% or more based on the total solid mass.
- the adhesion amount per one side of the inorganic chromate-free chemical conversion film according to this embodiment is preferably 0.1 to 2 g / m 2 , more preferably 0.3 to 1 g / m 2 .
- the amount of adhesion per one side of the chemical conversion film is less than 0.1 g / m 2 , the corrosion resistance against deteriorated gasoline may be reduced, and when the amount of adhesion per one side of the chemical conversion film exceeds 2 g / m 2 In addition, the cost is high, and the weldability may be lowered depending on the welding conditions.
- the method for measuring the amount of adhesion per one side of the chemical conversion film is not particularly limited and can be measured by a known measurement method.
- the weight method here is a method of measuring the weight of a sample having a defined area, forming a chemical conversion film, and determining the amount of adhesion from the difference from the subsequent weight.
- the fluorescent X-ray method is a method in which a calibration curve is prepared in advance using a sample with a known adhesion amount by means such as a gravimetric method, and the adhesion amount is calculated from the fluorescent X-ray intensity of the sample of interest.
- the inorganic chromate-free chemical conversion film according to this embodiment can be formed by a known method.
- a coating solution containing the above components is prepared, and the prepared coating solution is applied to the upper layer of the Zn—Ni alloy plating layer by a known method such as a bar coater or a roll coater. Thereafter, the obtained coating film may be heated and dried at a predetermined heating temperature.
- a more preferable form of cracks in the Zn—Ni alloy plating layer according to this embodiment will be described below.
- the presence of such cracks can be confirmed by filling the sample with a resin, performing vertical cross-sectional polishing, and performing cross-sectional SEM observation.
- the number of cracks is small, such as when the number of cracks in a field of view of 100 ⁇ m is less than 5, the fuel corrosion resistance tends to decrease.
- the number of cracks in a field of view of 100 ⁇ m is more preferably 10 or more and 40 or less.
- the crack having the largest opening width among the cracks reaching the base iron from the surface layer of the plating layer is observed at a magnification of about 10,000 times, and the maximum width is obtained.
- the maximum width that can be achieved is preferably less than 0.5 ⁇ m.
- general corrosion resistance such as a salt water environment tends to be lowered.
- the inorganic chromate-free chemical conversion film is not easily destroyed, and the decrease in fuel corrosion resistance is small. Moreover, when the inorganic chromate-free chemical conversion film is formed along the inner surface of the crack, the surface area of the inorganic chromate-free chemical conversion film is increased, and the fuel corrosion resistance is further improved. As the number X of cracks increases, the surface area of the inorganic chromate-free chemical conversion film increases. Therefore, even with a film having a relatively small contact angle Y, the plating layer or It is estimated that the effect of protecting the railway is increased.
- the number of cracks reaching the iron core from the plating surface layer is satisfied while satisfying the above formula (I). It is preferable that the number is less than 50 (per 100 ⁇ m visual field) and the maximum width of the crack is less than 0.5 ⁇ m.
- the adhesion amount per side of the Zn—Ni alloy plating layer according to this embodiment is preferably 5 to 40 g / m 2 .
- the adhesion amount per one side of the Zn—Ni alloy plating layer is less than 5 g / m 2 , the deterioration gasoline corrosion resistance tends to be insufficient.
- the adhesion amount per one side of the Zn—Ni alloy plating layer is more than 40 g / m 2 , deteriorated gasoline corrosion resistance is imparted, but it is not preferable because it is disadvantageous in terms of cost.
- the adhesion amount per one side of the Zn—Ni alloy plating layer is preferably 0.01 to 0.5 g / m 2 .
- the Ni content of the Zn—Ni alloy plating layer is not particularly limited, but is preferably 9 to 14% by mass, and in this range, particularly deteriorated gasoline corrosion resistance is improved.
- the Zn—Ni alloy plating layer may contain a known third component, for example, a metal such as Fe, Co, Sn, Cr, etc., and a known pre-plating layer may be provided under the Zn—Ni alloy plating layer. For example, you may have pre-plating, such as Fe and Ni.
- the amount of adhesion per one side of the Zn—Ni alloy plating layer can be controlled by, for example, the amount of electricity (coulomb amount) when applying the electroplating method, but can also be measured later. is there.
- the method for measuring the amount of adhesion per one side of such a Zn—Ni alloy plating layer is not particularly limited and can be measured by a known measurement method. For example, it can be measured by a gravimetric method or a fluorescent X-ray method. Is possible.
- the weight method is a method of measuring the weight of a plating sample having a defined area, dissolving only the plating layer with hydrochloric acid or the like, and obtaining the adhesion amount from the difference from the weight after dissolution.
- the fluorescent X-ray method is a method in which a calibration curve is prepared in advance using a sample with a known adhesion amount by means such as a gravimetric method, and the adhesion amount is calculated from the fluorescent X-ray intensity of the sample of interest.
- the method for forming cracks in the Zn—Ni alloy plating layer according to this embodiment is not limited at all, but an acid aqueous solution treatment after plating is preferably used.
- an acid aqueous solution treatment after plating is preferably used.
- a method in which the current is turned off after plating and immersed in the plating solution without current is preferably used.
- the number and maximum width of cracks can be adjusted by the concentration, temperature, and treatment time of the treatment bath.
- the number of cracks is particularly highly temperature dependent, and the number tends to increase as the temperature increases.
- the crack width is highly time-dependent, and when it is desired to suppress the crack width, it is preferable to shorten the processing time.
- the number of cracks is large and the crack width is not so large.
- the number of cracks does not increase, but the crack width tends to increase.
- the above-described configuration of the present invention relates to the surface that becomes the inner surface of the fuel tank where fuel corrosion resistance is a problem.
- the outer surface of the fuel tank is not particularly limited, and the Zn—Ni alloy plating layer may not be present, the Zn—Ni alloy plating layer may be present, and the Zn—Ni alloy is further present.
- a chromate-free chemical conversion film may be provided on the upper layer of the alloy plating layer.
- the steel sheet for a fuel tank according to the present invention will be described more specifically with reference to examples and comparative examples.
- the Example shown below is only an example of the steel plate for fuel tanks which concerns on this invention, and the steel plate for fuel tanks which concerns on this invention is not limited to the following example.
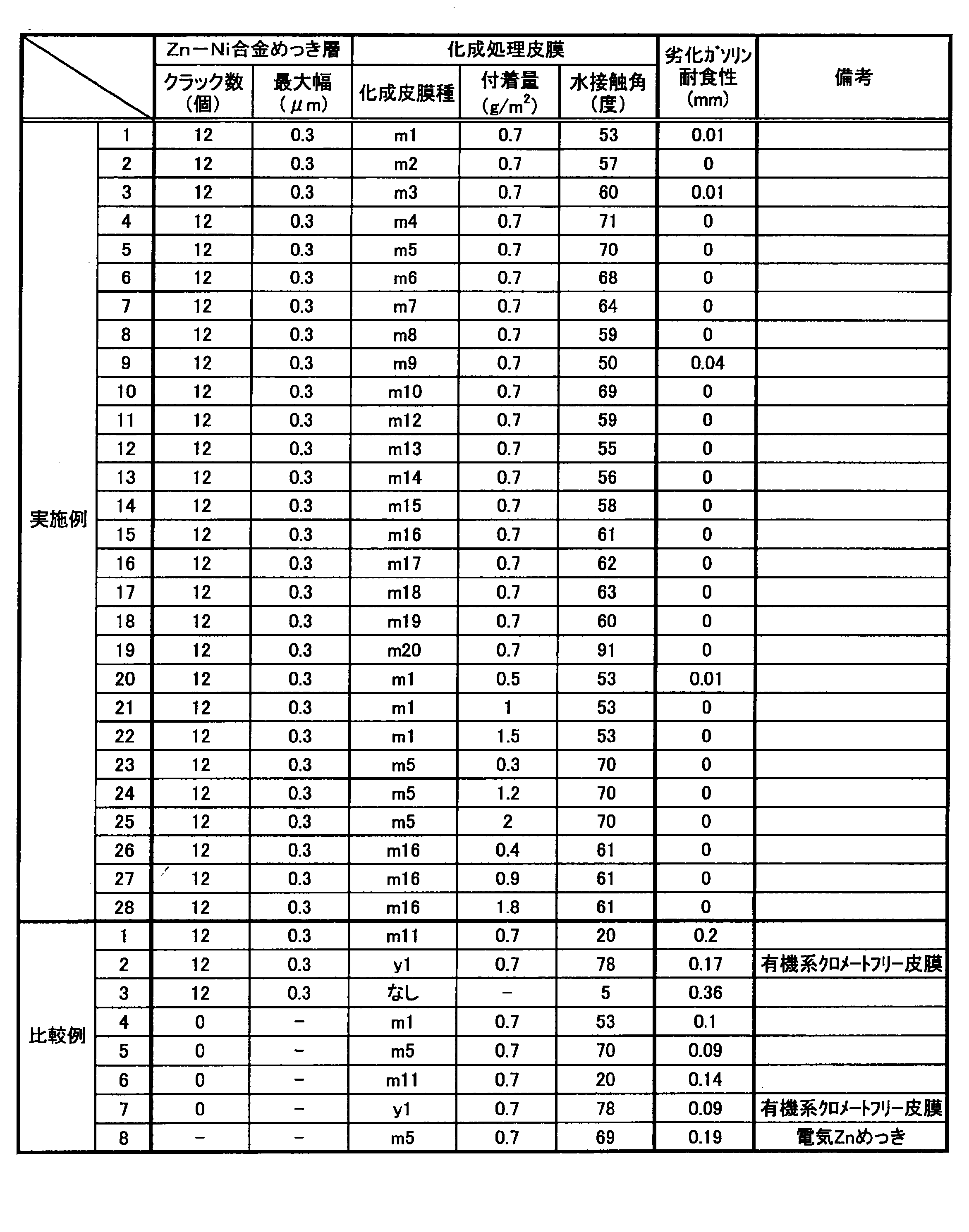
- Example 1 (Examples 1-28 and Comparative Examples 1-2) Using an ultra-low carbon steel plate as the original plate, using a sulfuric acid acidic plating bath, by electroplating, the amount of adhesion per side is 20 g / m 2 and forming a 10% by mass Zn—Ni alloy plating layer in the plating bath. A predetermined plating layer crack was formed by turning off the current and holding for 3 seconds.
- the sulfuric acid acidic plating bath used was a 50 ° C.
- chromate-free chemical conversion films having various compositions shown in Table 1 were formed on the obtained Zn—Ni alloy plating layer.
- the chromate-free chemical conversion film was formed by coating with a bar coater and drying with a hot air drying furnace (final plate temperature 100 ° C.).
- the adhesion amount of the chromate-free chemical conversion film was measured by the fluorescent X-ray method described above.
- Table 2 below also shows the plating layer crack state of each sample, the type of conversion coating used, the amount of conversion coating, the water contact angle and the deterioration gasoline corrosion resistance evaluation results.
- Table 2 below it can be determined that the deteriorated gasoline corrosion resistance evaluation result is good when the maximum thickness reduction value is less than 0.05 mm.
- Comparative Example 1 had a poor water contact angle and was out of the scope of the present invention, and therefore the deterioration gasoline corrosion resistance was poor.
- Comparative Example 2 is an organic film outside the scope of the present invention although the water contact angle is high, the deterioration gasoline corrosion resistance was poor.
- Comparative Example 4 and Comparative Example 5 although the water contact angle was within the range of the present invention, the plating layer did not have cracks, so the deterioration gasoline corrosion resistance was poor.
- Comparing Comparative Example 1 and Comparative Example 6 it can be seen that the corrosion resistance of the film having a small water contact angle deviating from the present invention is deteriorated by forming a crack in the plating layer.
- Comparative Example 2 and Comparative Example 7 are compared, it can be seen that the corrosion resistance of the organic coating film deviated from the present invention is deteriorated by forming a plating layer crack.
- Example 2 (Examples 29 to 81) Using an ultra-low carbon steel plate as the original plate, using a sulfuric acid acidic plating bath, by electroplating, the amount of adhesion per side is 20 g / m 2 and forming a 10% by mass Zn—Ni alloy plating layer in the plating bath. The temperature and time during immersion were changed variously and the predetermined plating layer crack was formed. The same plating bath as used in Experimental Example 1 was used, the temperature was changed from 50 to 65 ° C., and the immersion time was changed between 1 second and 5 seconds. Thereafter, predetermined amounts of chromate-free chemical conversion films having various compositions shown in Table 1 were formed in the same manner as in Experimental Example 1. Moreover, the adhesion amount of the chromate-free chemical conversion film was measured by the fluorescent X-ray method described above.
- Table 3 shows the cracked state of the plating layer of each sample, the type of conversion coating used, the amount of conversion coating, the water contact angle, and the evaluation results of deterioration gasoline corrosion resistance and SST corrosion resistance.
- the deterioration gasoline corrosion resistance evaluation result is good when the maximum thickness reduction value is less than 0.05 mm.
- SST corrosion resistance is favorable when the white rust occurrence rate is less than 5%.
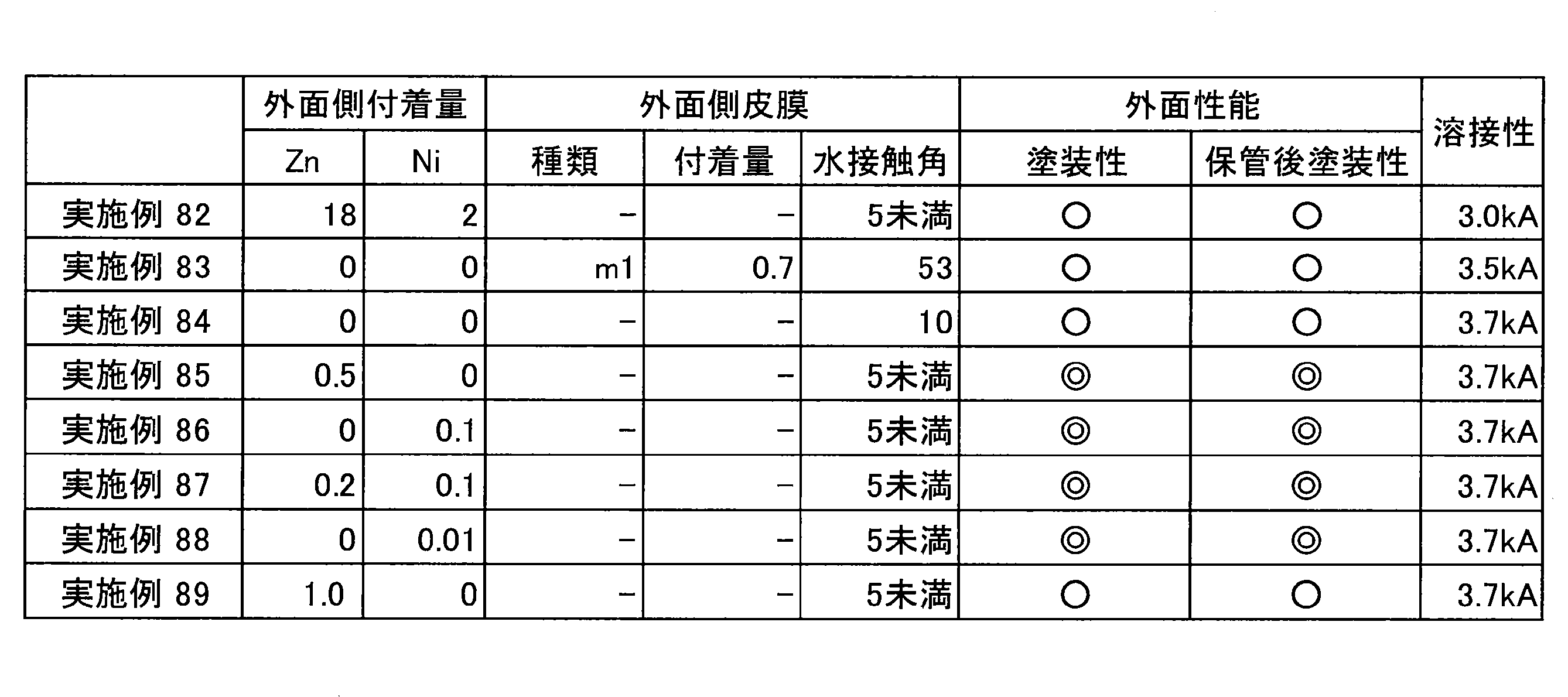
- Example 3 The surface to be the inner surface of the fuel tank was produced in the same manner as in Example 1, but the surface to be the outer surface of the fuel tank was variously changed. In Example 82, the outer surface was not coated. In Examples 83 and 84, the plating on the outer surface was completely removed by brush grinding. Thereafter, the predetermined film in Example 83 was applied. In Examples 85 to 89, predetermined amounts of Zn and Ni were again deposited by electroplating on the outer surface from which plating was completely removed by the above method.
- the prepared sample is coated with ultra-thin coating oil (about 0.1 g / m 2 ) of rust-preventing oil (Parker Kosan Noxrust 530), and the inner surface and the outer surface are brought into contact with each other by simulating the coil state. Packed in layers.
- ultra-thin coating oil about 0.1 g / m 2
- rust-preventing oil Parker Kosan Noxrust 530
- the present invention provides a steel sheet in which the surface that becomes the outer surface of the fuel tank is a ground metal and the surface that becomes the inner surface of the fuel tank is a chromate-free chemical conversion film, and the inner and outer surfaces have different surfaces.
- a steel sheet of the present invention is excellent in workability required when (i) processing and welding a steel sheet into a tank shape, and (ii) coating the tank after processing to enhance the appearance. It is excellent in paintability required at the time, and (iii) excellent in corrosion resistance required when the tank after manufacture is used for many years, and has all the performances necessary from manufacture to use of the fuel tank.
- the steel sheet of the present invention has an effect that is not available in the prior art in that the surfaces having different states on the inner and outer surfaces interact with each other and the difference in performance between the inner and outer surfaces can be further exhibited. Specifically, since the surplus of the paint (oil) applied to the metal on the outer surface of the fuel tank is adsorbed by the chromate-free chemical conversion film on the inner surface of the fuel tank, the paintability of the outer surface is improved.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Electrochemistry (AREA)
- Sustainable Energy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Health & Medical Sciences (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
- Laminated Bodies (AREA)
Abstract
Description
上記のような知見に基づき完成された本発明の要旨とするところは、次の通りである。
(2) 前記地鉄の片面は前記Zn-Ni合金めっき層と前記無機系クロメートフリー化成皮膜を有し、前記片面と反対の面は前記Zn-Ni合金めっき層および前記無機系クロメートフリー化成皮膜を有しない、(1)に記載の燃料タンク用鋼板。
(3) 前記Zn-Ni合金めっき層および前記無機系クロメートフリー化成皮膜を有しない面における水接触角が10度未満である、(2)に記載の燃料タンク用鋼板。
(4) 前記Zn-Ni合金めっき層および前記無機系クロメートフリー化成皮膜を有しない面におけるZnおよび/またはNiの付着量が0.01~0.5g/m2である、(2)または(3)に記載の燃料タンク用鋼板。
(5) 前記無機系クロメートフリー化成皮膜が、シランカップリング剤、シランカップリング剤の重縮合物、シリカ、ケイ酸塩、リン酸、リン酸塩から選ばれる一種以上と、Ti,Zr,V,Mo,Wから選ばれる一種以上の金属の化合物と、を含有する、(1)~(4)の何れか1項に記載の燃料タンク用鋼板。
(6) 前記無機系クロメートフリー化成皮膜が、撥水剤を含有する、(1)~(5)の何れか1項に記載の燃料タンク用鋼板。
(7) 前記撥水剤が、ポリオレフィンワックス、シリコン系樹脂、フッ素系樹脂から選ばれる1種以上である、(6)に記載の燃料タンク用鋼板。
(8) 前記Zn-Ni合金めっき層を断面観察した場合に、前記クラックが100μmの視野あたり5個以上50個以下存在する、(1)~(7)の何れか1項に記載の燃料タンク用鋼板。
(9) 前記Zn-Ni合金めっき層を断面観察することで得られる、100μmの視野あたりの前記クラックの個数X個と、前記水接触角Y(度)とが、以下の(I)式で表わされる関係を満足する、(8)に記載の燃料タンク用鋼板。
Y≧-0.18X+56.5 ・・・(I)
(10)前記Zn-Ni合金めっき層を断面観察した場合に、前記クラックが100μmの視野あたり5個以上50個未満存在し、かつ、クラックの最大幅が0.5μm未満である、(9)に記載の燃料タンク用鋼板。
かかるクラックの存在は、サンプルを樹脂埋めした後、断面垂直研磨を行い、断面SEM観察を行うことで確認することができる。この際、1000倍程度の倍率で、100μmの視野を観察し、めっき層の表層から地鉄に達するクラックが、5個以上50個以下存在することがより好ましい。例えば100μmの視野でのクラック数が5個未満のように、クラックの数が少ない場合には、燃料耐食性が低下する傾向にある。一方、例えば100μmの視野でのクラック数が50個超過のように、クラックの数が多すぎる場合には、塩水環境のような一般的な耐食性が低下する傾向にある。本実施形態に係るZn-Ni合金めっき層において、100μmの視野でのクラックの個数は、より好ましくは、10個以上40個以下である。
一方、クラックの個数Xが多い場合は、鋼板が加工を受けた際に元からあるクラックが応力を緩和するため、新生クラックは発生しにくい。このため、無機系クロメートフリー化成皮膜も破壊されにくく、燃料耐食性の低下は小さい。また、クラックの内面に沿って無機系クロメートフリー化成皮膜が形成された場合、無機系クロメートフリー化成皮膜の表面積が増加し、さらに燃料耐食性が向上する。クラックの個数Xが多いほど、無機系クロメートフリー化成皮膜の表面積が増大するため、接触角Yの比較的小さな皮膜であっても、燃料中の腐食因子、特に親水性の腐食因子からめっき層や地鉄を保護する効果が大きくなることによると推定される。
(実施例1~28及び比較例1~2)
極低炭素鋼板を原板とし、硫酸酸性めっき浴を用い、電気めっきによって、片面当たりの付着量が20g/m2であり、Ni10質量%のZn-Ni合金めっき層を形成し、めっき浴中で通電を切って3秒間保持することで、所定のめっき層クラックを形成した。なお、使用した硫酸酸性めっき浴は、硫酸Zn七水和物:200g/L、硫酸Ni六水和物:380g/L、硫酸Na:80g/L、硫酸:10g/Lからなる50℃の浴である。その後、表1に示す種々の組成のクロメートフリー化成皮膜を、得られたZn-Ni合金めっき層の上層に所定量形成した。クロメートフリー化成皮膜の形成は、バーコーターによる塗布と熱風乾燥炉による乾燥(到達板温100℃)により行った。なお、クロメートフリー化成皮膜の付着量は、上記の蛍光X線法により測定した。

*1:3-グリシドキシプロピルトリメトキシシラン
*2:3-グリシドキシプロピルトリメトキシシランと3-アミノプロピルトリエトキシシランの3:2重縮合物(分子量約3000)
*3:1-ヒドロキシエチリデン-1,1’-ジホスホン酸
*4:エステル系ウレタン樹脂
*5:Na中和アイオノマー樹脂
*6:テトラフルオロエチレン・パーフルオロアルキルビニルエーテルの共重合体
である。
化成皮膜を形成しない以外は上記と同様にして、作製した。
Zn-Ni合金めっき後に、めっき浴中無通電浸漬処理を行わなかった以外は上記と同様にして、作製した。
Zn-Ni合金めっきに替えて、電気亜鉛めっきを用いた以外は前記と同様に作製した。
作製したサンプルを樹脂埋めした後、断面垂直研磨を実施し、断面SEM観察を行った。1000倍の倍率で、100μmの視野を観察し、めっき層の表層から地鉄に達するクラックの数を計測した。また、上記視野中でめっき層の表層から地鉄に達するクラックの中で最も開口幅の大きなクラックを10000倍でSEM観察し、最大幅を計測した。
接触角計(協和界面科学製DM901)を用いて、25℃の雰囲気でイオン交換水を3μリットル滴下し、60秒後の静的接触角を測定した。
作製したサンプルを、燃料タンクを模擬して内径50mm、深さ35mmの円筒状に成形し、脱脂処理で油を除去した後、内面底にカッターで地鉄に達する疵をつけた(プレス加工での疵入りを模擬)。その後、劣化ガソリンを模擬した試験液(蟻酸100ppm、酢酸300ppm、塩化物イオン100ppm、水1.0容量%を含有するガソリン)を封入し、40℃で2ヶ月間保持した後、錆除去を行い、腐食による最大板厚減少値(mm)を測定した。
(実施例29~81)
極低炭素鋼板を原板とし、硫酸酸性めっき浴を用い、電気めっきによって、片面当たりの付着量が20g/m2であり、Ni10質量%のZn-Ni合金めっき層を形成し、めっき浴中で通電を切って浸漬する際の温度、時間を種々変更し、所定のめっき層クラックを形成した。めっき浴は、上記実験例1と同じものを用い、温度は50~65℃、浸漬時間は1秒~5秒の間で変更した。その後、上記表1に示す種々の組成のクロメートフリー化成皮膜を、上記実験例1と同様にして、所定量形成した。また、クロメートフリー化成皮膜の付着量は、上記の蛍光X線法により測定した。
作製したサンプルの裏面尾及びエッジをシールし、JISZ2371に規定された塩水噴霧試験を72時間行い、白錆発生面積率(%)を計測した。

特に、劣化ガソリン耐食性に関しては、(I)式を満足するものは、劣化ガソリン耐食性試験での板厚減少が0であり、特に優れた劣化ガソリン耐食性を示した。また、クラック幅が0.5μm未満であるものは、SST耐食性での白錆発生率が1%未満であり、優れたSST耐食性を示した。特に、クラック幅が0.5μm未満で、かつ、クラック数が50個未満では、いずれの条件でもSST耐食性での白錆発生率がゼロであり、特に優れていた。
(実施例82~89)
燃料タンクの内面になる面は実施例1と同様に作製したが、燃料タンクの外面になる面は種々変更した。実施例82では外面に皮膜を施さなかった。実施例83,84は、外面になる面のめっきをブラシ研削によって完全に除去した。その後実施例83での所定の皮膜を塗布した。実施例85~89は、前記方法で完全にめっきを除去した外面に、再度、電気めっきによって所定の付着量のZn、Niを付着させた。
(塗装性)
燃料タンクの外面になる面の塗装性を評価した。通常の自動車または二輪車用の燃料タンク外面と同様に、塗装前処理(りん酸亜鉛処理)および電着塗装を行い、その外観を目視判定した。許容レベルのものを○、極めて均一美麗な場合を「◎」と評価した。
作製したサンプルに、防錆油(パーカー興産Noxrust530)を極薄塗油(約0.1g/m2)した後、コイル状態を模擬して内面になる面と外面になる面とが接するように重ねて梱包した。50℃98%RH環境下で1か月保管したサンプルを用いて、前述の塗装性評価と同じ塗装を行い、同じ基準で評価した。
燃料タンクの内面になる面同士が内側になる様に合せてシーム溶接を行い、溶接電流を変化させて、適正なナゲットが得られる電流の範囲を求めた。条件は以下のとおりである。
・電極:Cu-Cr合金、中央部が15mmRの4.5mm幅、端部が4mmRの幅8mmの断面を有する円盤状電極
・溶接方法:二重かさね、ラップシーム溶接
・加圧力:400kgf(なお、1kgfは、約9.8Nである)
・通電時間:2/50秒通電on、1/50秒通電off
・冷却:内部水冷、および外部水冷
・溶接スピード:2.5m/分
Claims (10)
- 地鉄の片面または両面に位置する少なくとも片面に形成されたZn-Ni合金めっき層と、
前記Zn-Ni合金めっき層の上層に位置する無機系クロメートフリー化成皮膜と、を備え、
前記Zn-Ni合金めっき層は、当該Zn-Ni合金めっき層と前記無機系クロメートフリー化成皮膜との界面から、前記Zn-Ni合金めっき層と前記鋼板との界面に達するクラックを有しており、
前記無機系クロメートフリー化成皮膜の表面での水接触角が、50度以上である、燃料タンク用鋼板。 - 前記地鉄の片面は前記Zn-Ni合金めっき層と前記無機系クロメートフリー化成皮膜を有し、前記片面と反対の面は前記Zn-Ni合金めっき層および前記無機系クロメートフリー化成皮膜を有しない、請求項1に記載の燃料タンク用鋼板。
- 前記Zn-Ni合金めっき層および前記無機系クロメートフリー化成皮膜を有しない面における水接触角が10度未満である、請求項2に記載の燃料タンク用鋼板。
- 前記Zn-Ni合金めっき層および前記無機系クロメートフリー化成皮膜を有しない面におけるZnおよび/またはNiの付着量が0.01~0.5g/m2である、請求項2または3に記載の燃料タンク用鋼板。
- 前記無機系クロメートフリー化成皮膜が、シランカップリング剤、シランカップリング剤の重縮合物、シリカ、ケイ酸塩、リン酸、リン酸塩から選ばれる一種以上と、Ti,Zr,V,Mo,Wから選ばれる一種以上の金属の化合物と、を含有する、請求項1~4の何れか1項に記載の燃料タンク用鋼板。
- 前記無機系クロメートフリー化成皮膜が、撥水剤を含有する、請求項1~5の何れか1項に記載の燃料タンク用鋼板。
- 前記撥水剤が、ポリオレフィンワックス、シリコン系樹脂、フッ素系樹脂から選ばれる1種以上である、請求項6に記載の燃料タンク用鋼板。
- 前記Zn-Ni合金めっき層を断面観察した場合に、前記クラックが100μmの視野あたり5個以上50個以下存在する、請求項1~7の何れか1項に記載の燃料タンク用鋼板。
- 前記Zn-Ni合金めっき層を断面観察することで得られる、100μmの視野あたりの前記クラックの個数X個と、前記水接触角Y(度)とが、以下の(I)式で表わされる関係を満足する、請求項8に記載の燃料タンク用鋼板。
Y≧-0.18X+56.5 ・・・(I) - 前記Zn-Ni合金めっき層を断面観察した場合に、前記クラックが100μmの視野あたり5個以上50個未満存在し、かつ、クラックの最大幅が0.5μm未満である、請求項9に記載の燃料タンク用鋼板。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177020670A KR101941806B1 (ko) | 2015-02-03 | 2016-02-01 | 연료 탱크용 강판 |
| MX2017008941A MX2017008941A (es) | 2015-02-03 | 2016-02-01 | Lamina de acero para un tanque de combustible. |
| CN201680007528.9A CN107208277B (zh) | 2015-02-03 | 2016-02-01 | 燃料罐用钢板 |
| BR112017012657A BR112017012657A2 (pt) | 2015-02-03 | 2016-02-01 | chapa de aço para um tanque de combustível |
| ES16746571T ES2800478T3 (es) | 2015-02-03 | 2016-02-01 | Lámina de acero para un depósito de combustible |
| JP2016533732A JP6066019B2 (ja) | 2015-02-03 | 2016-02-01 | 燃料タンク用鋼板 |
| EP16746571.5A EP3231896B9 (en) | 2015-02-03 | 2016-02-01 | Steel sheet for fuel tank |
| PL16746571T PL3231896T3 (pl) | 2015-02-03 | 2016-02-01 | Blacha stalowa cienka na zbiornik paliwa |
| US15/545,116 US10688755B2 (en) | 2015-02-03 | 2016-12-01 | Steel sheet for a fuel tank |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-019368 | 2015-02-03 | ||
| JP2015019368 | 2015-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016125740A1 true WO2016125740A1 (ja) | 2016-08-11 |
Family
ID=56564085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/052911 Ceased WO2016125740A1 (ja) | 2015-02-03 | 2016-02-01 | 燃料タンク用鋼板 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10688755B2 (ja) |
| EP (1) | EP3231896B9 (ja) |
| JP (1) | JP6066019B2 (ja) |
| KR (1) | KR101941806B1 (ja) |
| CN (1) | CN107208277B (ja) |
| BR (1) | BR112017012657A2 (ja) |
| ES (1) | ES2800478T3 (ja) |
| MX (1) | MX2017008941A (ja) |
| PL (1) | PL3231896T3 (ja) |
| TW (1) | TWI586836B (ja) |
| WO (1) | WO2016125740A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021066919A (ja) * | 2019-10-21 | 2021-04-30 | 日本製鉄株式会社 | 熱間プレス成形用めっき鋼板 |
| JP7435925B1 (ja) * | 2022-11-24 | 2024-02-21 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
| JP7435924B1 (ja) * | 2022-11-24 | 2024-02-21 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
| WO2024111158A1 (ja) * | 2022-11-24 | 2024-05-30 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
| WO2024111159A1 (ja) * | 2022-11-24 | 2024-05-30 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3222750B1 (en) * | 2015-01-21 | 2020-10-14 | Nippon Steel Corporation | Surface treated steel sheet for fuel tank |
| EP3358041B1 (en) * | 2015-09-29 | 2021-03-24 | Nippon Steel Corporation | Grain-oriented electrical steel sheet and method for producing grain-oriented electrical steel sheet |
| EP4397786A1 (en) * | 2023-01-03 | 2024-07-10 | Henkel AG & Co. KGaA | Conversion coating composition for coloured layers on aluminium |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0586353A (ja) * | 1990-10-25 | 1993-04-06 | Matsushita Electric Ind Co Ltd | 化学吸着単分子累積膜及びその製造方法 |
| WO1997046733A1 (en) * | 1996-06-06 | 1997-12-11 | Sumitomo Metal Industries, Ltd. | Surface-treated steel sheet excellent in corrosion resistance after working |
| JPH09324280A (ja) * | 1996-06-06 | 1997-12-16 | Sumitomo Metal Ind Ltd | 加工後耐食性に優れた表面処理鋼板 |
| JP2004084499A (ja) * | 2002-08-23 | 2004-03-18 | Toyota Motor Corp | ディーゼルエンジン用燃料噴射ノズル及び燃料用タンク |
| JP2005068511A (ja) * | 2003-08-26 | 2005-03-17 | Sumitomo Metal Ind Ltd | プレコート鋼板 |
| WO2010061964A1 (ja) * | 2008-11-28 | 2010-06-03 | 新日本製鐵株式会社 | クロメートフリー表面処理金属材 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69122212T2 (de) | 1990-10-25 | 1997-01-30 | Matsushita Electric Industrial Co., Ltd., Kadoma, Osaka | Durch chemische Adsorption laminierter monomolekularer Film und Verfahren zu seiner Herstellung |
| JPH0525679A (ja) * | 1991-07-20 | 1993-02-02 | Sumitomo Metal Ind Ltd | 耐衝撃密着性に優れた高耐食性表面処理鋼板 |
| JPH05106058A (ja) | 1991-10-18 | 1993-04-27 | Kawasaki Steel Corp | 燃料容器用高耐食性表面処理鋼板 |
| JP2985769B2 (ja) | 1996-06-06 | 1999-12-06 | 住友金属工業株式会社 | 溶接性、加工後耐食性に優れた表面処理鋼板 |
| JP2985770B2 (ja) * | 1996-06-06 | 1999-12-06 | 住友金属工業株式会社 | 加工後耐食性に優れた表面処理鋼板 |
| JP2985767B2 (ja) | 1996-06-06 | 1999-12-06 | 住友金属工業株式会社 | 加工後耐食性に優れた表面処理鋼板 |
| JPH11350186A (ja) * | 1998-06-02 | 1999-12-21 | Nkk Corp | 化成処理性とプレス加工性に優れたZn−Ni系合金めっき鋼板の製造方法 |
| JP2004169122A (ja) * | 2002-11-20 | 2004-06-17 | Nippon Steel Corp | 亜鉛系燃料容器用鋼板 |
| JP4776458B2 (ja) | 2005-07-22 | 2011-09-21 | 新日本製鐵株式会社 | 耐食性、耐熱性、耐指紋性、導電性、塗装性および加工時の耐黒カス性に優れたクロメートフリー表面処理金属材 |
| JP2007186745A (ja) | 2006-01-12 | 2007-07-26 | Jfe Steel Kk | 燃料タンク用鋼板 |
| CN100480428C (zh) * | 2007-01-12 | 2009-04-22 | 北京化工大学 | 超疏水高粘附复合金属氧化物薄膜及其制备方法 |
| JP5369986B2 (ja) | 2009-08-07 | 2013-12-18 | 新日鐵住金株式会社 | 塗装金属材とそれを用いてなる筐体 |
| JP5715556B2 (ja) | 2011-12-27 | 2015-05-07 | 新日鐵住金株式会社 | 加工後耐食性と耐劣化燃料性とに優れた亜鉛系めっき鋼板 |
| JP5701268B2 (ja) | 2012-03-27 | 2015-04-15 | 朝日化学工業株式会社 | 耐食性などに優れた亜鉛系めっき鋼板用の表面処理剤および該表面処理剤で被覆された亜鉛系めっき鋼板 |
-
2016
- 2016-02-01 ES ES16746571T patent/ES2800478T3/es active Active
- 2016-02-01 EP EP16746571.5A patent/EP3231896B9/en not_active Not-in-force
- 2016-02-01 KR KR1020177020670A patent/KR101941806B1/ko not_active Expired - Fee Related
- 2016-02-01 JP JP2016533732A patent/JP6066019B2/ja active Active
- 2016-02-01 MX MX2017008941A patent/MX2017008941A/es unknown
- 2016-02-01 BR BR112017012657A patent/BR112017012657A2/pt not_active IP Right Cessation
- 2016-02-01 WO PCT/JP2016/052911 patent/WO2016125740A1/ja not_active Ceased
- 2016-02-01 PL PL16746571T patent/PL3231896T3/pl unknown
- 2016-02-01 CN CN201680007528.9A patent/CN107208277B/zh not_active Expired - Fee Related
- 2016-02-02 TW TW105103301A patent/TWI586836B/zh not_active IP Right Cessation
- 2016-12-01 US US15/545,116 patent/US10688755B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0586353A (ja) * | 1990-10-25 | 1993-04-06 | Matsushita Electric Ind Co Ltd | 化学吸着単分子累積膜及びその製造方法 |
| WO1997046733A1 (en) * | 1996-06-06 | 1997-12-11 | Sumitomo Metal Industries, Ltd. | Surface-treated steel sheet excellent in corrosion resistance after working |
| JPH09324280A (ja) * | 1996-06-06 | 1997-12-16 | Sumitomo Metal Ind Ltd | 加工後耐食性に優れた表面処理鋼板 |
| JP2004084499A (ja) * | 2002-08-23 | 2004-03-18 | Toyota Motor Corp | ディーゼルエンジン用燃料噴射ノズル及び燃料用タンク |
| JP2005068511A (ja) * | 2003-08-26 | 2005-03-17 | Sumitomo Metal Ind Ltd | プレコート鋼板 |
| WO2010061964A1 (ja) * | 2008-11-28 | 2010-06-03 | 新日本製鐵株式会社 | クロメートフリー表面処理金属材 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021066919A (ja) * | 2019-10-21 | 2021-04-30 | 日本製鉄株式会社 | 熱間プレス成形用めっき鋼板 |
| JP7368712B2 (ja) | 2019-10-21 | 2023-10-25 | 日本製鉄株式会社 | 熱間プレス成形用めっき鋼板 |
| JP7435925B1 (ja) * | 2022-11-24 | 2024-02-21 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
| JP7435924B1 (ja) * | 2022-11-24 | 2024-02-21 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
| WO2024111158A1 (ja) * | 2022-11-24 | 2024-05-30 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
| WO2024111159A1 (ja) * | 2022-11-24 | 2024-05-30 | Jfeスチール株式会社 | 表面処理鋼板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2017008941A (es) | 2017-12-07 |
| CN107208277A (zh) | 2017-09-26 |
| KR20170098308A (ko) | 2017-08-29 |
| US20170361571A1 (en) | 2017-12-21 |
| EP3231896B9 (en) | 2020-08-12 |
| EP3231896B1 (en) | 2020-04-01 |
| KR101941806B1 (ko) | 2019-01-23 |
| CN107208277B (zh) | 2019-06-21 |
| JPWO2016125740A1 (ja) | 2017-04-27 |
| PL3231896T3 (pl) | 2020-08-24 |
| EP3231896A4 (en) | 2018-04-25 |
| JP6066019B2 (ja) | 2017-01-25 |
| TWI586836B (zh) | 2017-06-11 |
| BR112017012657A2 (pt) | 2017-12-26 |
| EP3231896A1 (en) | 2017-10-18 |
| TW201632657A (zh) | 2016-09-16 |
| US10688755B2 (en) | 2020-06-23 |
| ES2800478T3 (es) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6066019B2 (ja) | 燃料タンク用鋼板 | |
| BG107617A (bg) | НЕСЪДЪРЖАЩО 6-ВАЛЕНТЕН ХРОМ СРЕДСТВО ЗА ПОВЪРХНОСТНО ОБРАБОТВАНЕ НА СТОМАНЕНА ЛАМАРИНА С ПОКРИТИЕ НА БАЗАТА НА Sn ИЛИ Al И ПОВЪРХНОСТНО ОБРАБОТЕНА СТОМАНЕНА ЛАМАРИНА | |
| JP3497413B2 (ja) | 耐食性、加工性および溶接性に優れた燃料容器用表面処理鋼板 | |
| JP2009127126A (ja) | 燃料タンク用鋼板およびその製造方法 | |
| JP6044748B1 (ja) | 燃料タンク用鋼板 | |
| JP2001026899A (ja) | 高耐食性燃料タンク用鋼板及びその製造方法 | |
| CN107208276B (zh) | 燃料罐用表面处理钢板 | |
| JPH11151778A (ja) | 高耐食性燃料タンク用鋼板 | |
| JPH11129387A (ja) | 高耐食性燃料タンク用鋼板 | |
| JPH09324284A (ja) | 加工後耐食性に優れた表面処理鋼板 | |
| JP2000313969A (ja) | 耐食性と外面の上塗り密着性に優れた燃料タンク用鋼板 | |
| JP4938054B2 (ja) | 有機被覆溶融Sn−Znめっき鋼板 | |
| JPH11151776A (ja) | 高耐食性燃料タンク用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016533732 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16746571 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016746571 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017012657 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2017/008941 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15545116 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20177020670 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112017012657 Country of ref document: BR Kind code of ref document: A2 Effective date: 20170613 |