WO2016125873A1 - タイヤ - Google Patents
タイヤ Download PDFInfo
- Publication number
- WO2016125873A1 WO2016125873A1 PCT/JP2016/053427 JP2016053427W WO2016125873A1 WO 2016125873 A1 WO2016125873 A1 WO 2016125873A1 JP 2016053427 W JP2016053427 W JP 2016053427W WO 2016125873 A1 WO2016125873 A1 WO 2016125873A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tire
- resin
- resin material
- polypropylene
- polypropylene resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0041—Compositions of the carcass layers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/06—Properties of polyethylene
- C08L2207/066—LDPE (radical process)
Definitions
- the present invention relates to a tire mounted on a rim, and particularly relates to a tire in which at least a part of a tire frame (tire case) is formed of a resin material.
- pneumatic tires made of rubber, organic fiber materials, steel members, and the like are used for vehicles such as passenger cars.
- Conventional rubber materials conventionally used for pneumatic tires have no problem in heat resistance.
- a plurality of processes such as kneading, sheeting, molding, and vulcanization are usually performed, and improvement in productivity has been demanded.
- thermoplastic resin materials have many advantages from the viewpoint of improving productivity, such as being capable of injection molding.
- thermoplastic polymer material a tire using a polyolefin-based thermoplastic elastomer as the thermoplastic polymer material has been proposed (see Japanese Patent Application Laid-Open No. 2012-046031).
- a tire using a thermoplastic resin material is easier to manufacture and lower in cost than a conventional rubber tire.
- a tire is manufactured using a resin material, it is required to realize performance that is comparable to that of a conventional rubber tire while realizing high manufacturing efficiency and low cost.
- rim assembly is possible, and it is required to ensure excellent rim assembly properties so that internal air does not leak when the rim assembly is performed.
- a tire that can achieve this rim assembly property for example, a tire using an amide resin composition for a tire frame has been tried.
- a property that the tire itself does not deform during traveling is also required.
- an olefin resin polypropylene resin, etc.
- the present invention is formed using a resin material containing an olefin resin composition such as a polypropylene resin, and realizes a good rim assembly property and is excellent in deformation resistance during running. The purpose is to provide a tire.
- the resin material contains an olefin resin composition, and the tensile modulus of elasticity defined in JIS K7113 (1995) of the resin material is 140 MPa.
- the olefin resin composition is an ethylene resin composition.
- the ethylene-based resin composition has a weight average molecular weight of 100,000 to 300,000.
- the ethylene-based resin composition has a weight average molecular weight of 180,000 to 300,000.
- the resin material contains the olefin resin composition in an amount exceeding 50 mass%.
- a tire that is formed using a resin material containing an olefin resin (polypropylene resin, etc.) composition and that has excellent rim assemblability and excellent deformation resistance during running. can do.
- FIG. 1 is a perspective view showing a partial cross section of a tire according to an embodiment of the present invention. It is sectional drawing of the bead part of the tire with which the rim
- the tire of the present invention is formed of a resin material containing a resin and has an annular tire frame.
- the resin material contains at least an olefin-based resin composition, and the resin material has a tensile elastic modulus specified by JIS K7113 (1995) of 140 MPa to 570 MPa and a creep amount specified by JIS K7115 (1999) of 50 mm. It is as follows.
- the resin contains at least an olefin resin such as a polypropylene resin, and the crystallinity of the polypropylene resin is 24.5% or more and 32.7% or less.
- the “polypropylene resin” in the present invention is a polymer compound obtained by polymerizing a monomer containing at least propylene, specifically, a homopolymer of propylene, a monomer other than propylene and propylene, and And copolymers thereof.
- “resin” is a concept including a thermoplastic resin and a thermosetting resin, but does not include rubber.
- a numerical range expressed using “to” means a range including numerical values described before and after “to” as a lower limit value and an upper limit value.
- the tensile elastic modulus and creep amount of the resin material forming the tire skeleton are in the above-described ranges.
- the tensile elastic modulus is in the above range, the elasticity of the tire is controlled within an appropriate range, and excellent rim assemblability is obtained. As a result, the air rim inside is also suppressed by the good rim assembling.
- the resin contained in the resin material forming the tire frame includes at least a polypropylene resin, and the crystallinity of the polypropylene resin is in the range of 24.5% to 32.7%.
- the crystallinity of the polypropylene resin is in the above range, it is considered that the creep property of the tire frame body can be reduced while obtaining an appropriate elastic modulus as the tire frame body.
- the elastic modulus is in an appropriate range, excellent rim assemblability can be obtained, and as a result, the rim can be satisfactorily assembled to suppress internal air leakage.
- the creep amount is in the above range, or the creep property is reduced, so that even when a load is continuously applied to the tire by running, the deformation of the tire frame itself, particularly the tire It is presumed that the deformation of the side is suppressed and the deformation resistance during running is excellent. By suppressing the deformation of the tire skeleton itself, the escape of air that may occur with the deformation is suppressed.
- the tire of the present invention can achieve both good rim assemblability and resistance to deformation during running.
- the resin material forming the tire frame will be described.
- the tensile elastic modulus of the resin material in the present invention refers to a tensile elastic modulus measured according to JIS K7113 (1995).
- the tensile elastic modulus of the resin material is in the range of 140 MPa to 570 MPa, and more preferably in the range of 160 MPa to 500 MPa. If the tensile modulus is less than 140 MPa, the shape of the tire skeleton cannot be satisfactorily maintained. On the other hand, when the pressure exceeds 570 MPa, the rim assembly cannot be efficiently performed, and internal air leakage also occurs. Further, if the elastic modulus is 160 MPa or more, a decrease in riding comfort due to deformation derived from strain can be prevented, and if it is 500 MPa or less, a decrease in riding comfort derived from hardness can be prevented.
- the creep amount of the resin material in the present invention is based on JIS K7115 (1999), measured using the JIS No. 3 dumbbell test piece, and between chucks: 65 mm, 40 kN, 90 ° C. After 3 hours Point.
- the creep amount of the resin material is in the range of 50 mm or less, and the closer to 0 mm, the better.
- the creep amount exceeds 50 mm, the tire skeleton itself is deformed when a load is continuously applied to the tire by running, and the deformation on the side of the tire is likely to occur. Furthermore, when the deformation of the tire frame itself progresses further, internal air leakage occurs.
- the tensile elastic modulus and the creep amount are physical property values of the resin material, that is, physical property values of the tire skeleton formed of the resin material. Therefore, when the tire skeleton is formed of a resin material including other resin composition in addition to the olefin resin composition, or when formed of a resin material including other additives other than the resin, Furthermore, it refers to the physical properties of the resin material containing all these components.
- the control of the tensile modulus and creep amount in the resin material can be adjusted mainly by the selection of the resin contained in the resin material. That is, in the case of a resin material containing only one type of olefin resin composition as a resin, the resin material is adjusted by selection of the olefin resin composition. Moreover, in the case of the resin material containing 2 or more types of resin as resin (at least 1 type is an olefin resin composition), it adjusts with the combination of the 2 or more types of resin. It can also be adjusted by adding other additives other than the resin.
- the tire according to the present invention has a tire skeleton formed of a resin material.
- the resin material preferably contains an olefin-based resin composition in excess of 50% by mass.
- the tire of the present invention has a tire skeleton using a resin material containing a polypropylene resin having a crystallinity of 24.5% or more and 32.7% or less.
- the resin containing an olefin resin composition such as the polypropylene resin may contain a resin other than the olefin resin as necessary, as long as the effects of the present invention are not impaired.
- the content of the olefin resin with respect to the entire resin is preferably 60% by mass or more, more preferably 80% by mass or more, further preferably 90% by mass or more, and particularly preferably 95% by mass.
- resin is a concept including a thermoplastic resin and a thermosetting resin, but does not include natural rubber.
- the resin material may contain components other than the resin (for example, additives, etc.) as necessary within the range not impairing the effects of the present invention.
- the content of the olefin resin composition such as polypropylene resin in the entire resin material is preferably higher than 60% by mass, more preferably 80% by mass or more, and further preferably 90% by mass or more. preferable.
- the olefin-based resin composition is a resin composition in which at least polyolefin has crystallinity and is the main component of the resin.
- polyolefin thermoplastic elastomer (TPO) prescribed in JIS K6418 (2007), polyethylene, polypropylene, isotactic polypropylene, polybutene and the like can be mentioned.
- TPO polyolefin thermoplastic elastomer
- the olefin-based resin composition include olefin- ⁇ -olefin copolymers and olefin copolymers, and specific examples include the following polymers.
- an ethylene resin composition is more preferable.
- an ethylene-based resin composition By using an ethylene-based resin composition, a tire skeleton that is more excellent in impact resistance can be obtained.
- the ethylene resin composition include the following polymers. ⁇ Polyethylene ⁇ Ethylene-propylene copolymer ⁇ Ethylene-hexene copolymer ⁇ Ethylene-pentene copolymer ⁇ Ethylene-octene copolymer ⁇ Ethylene-4-methyl-pentene copolymer ⁇ Ethylene-butene copolymer ⁇ Ethylene -Methacrylic acid copolymer-Ethylene-methyl methacrylate copolymer-Ethylene-ethyl methacrylate copolymer-Ethylene-butyl methacrylate copolymer-Ethylene-methyl acrylate copolymer-Ethylene-ethyl acrylate copolymer-Ethy
- the crystallinity of an olefin resin composition such as a polypropylene resin is a value determined as follows. Specifically, a pellet-like sample is produced using the resin material as it is. Then, using a differential scanning calorimetry (DSC) apparatus (Q2000, Q2000), the temperature of the pellet sample was increased from ⁇ 60 ° C. to 220 ° C. at 10 ° C./min, and the heat of fusion. From the theoretical value of the heat of fusion in the complete crystalline body of the olefin resin composition such as polypropylene resin and the value of the content of the olefin resin composition such as polypropylene resin contained in the pellet sample. The degree of conversion is calculated.
- DSC differential scanning calorimetry
- the mixture of 2 or more types of polypropylene resins is mentioned, for example.
- the mixture of two or more types of polypropylene resins is, for example, a first polypropylene resin and a second polypropylene resin that is different from the first polypropylene resin in at least one of molecular structure and stereoregularity.
- a polypropylene resin a mixture of the first polypropylene resin and the second polypropylene resin (hereinafter sometimes simply referred to as “mixture”) will be described in detail.
- first polypropylene resin and second polypropylene resin ⁇ Mixture of first polypropylene resin and second polypropylene resin> -1st polypropylene resin
- crystalline polypropylene resin is mentioned, for example.
- the first polypropylene-based resin include, for example, a homopolymer of propylene (hereinafter sometimes referred to as homopolypropylene).
- homopolypropylene a homopolymer of propylene
- a favorable rim assembly is obtained by adjusting the crystallinity to the above range.
- homopolypropylene having stereoregularity is preferable.
- the homopolypropylene having stereoregularity include isotactic polypropylene and syndiotactic polypropylene.
- isotactic polypropylene syndiotactic polypropylene and the like are mentioned, and among them, from the viewpoint of realizing both good rim assembly property and deformation resistance during running. More preferred is tactic polypropylene.
- Homopolypropylene having stereoregularity such as isotactic polypropylene and syndiotactic polypropylene can be synthesized by a known method.
- the olefin resin composition preferably has a number average molecular weight of 10,000 to 500,000.
- the content of the polyolefin in the olefin resin composition is preferably 40% by mass or more and 100% by mass or less, and more preferably 50% by mass or more and 100% by mass or less.
- the weight-average molecular weight of the olefin resin composition is preferably 50,000 to 3,000,000, and the rim assembly property and the deformation resistance during running are adjusted by adjusting the crystallinity to the above range. 50,000 to 2,500,000 is more preferable, and 50,000 to 2,000,000 is more preferable. When the weight average molecular weight of the olefin resin composition is in the above range, the mechanical properties of the resin material are sufficient and the processability is also excellent.
- the weight average molecular weight of the ethylene resin composition is preferably 100,000 to 300,000.
- the above range makes it easy to adjust the tensile modulus and creep amount of the resin material to the above-described ranges, and only one type of ethylene resin composition is used as the resin contained in the resin material of the present application (other resins This adjustment is particularly easy when used in combination.
- the weight average molecular weight is more preferably 180,000 to 300,000.
- the weight average molecular weight of the olefin resin composition can be measured by gel permeation chromatography (GPC), for example, GPC (gel permeation chromatography) such as “HLC-8321 GPC / HT” manufactured by Tosoh Corporation. Can be used.
- GPC gel permeation chromatography
- the olefin resin composition can be synthesized by copolymerization by a known method.
- the olefin resin composition (acid modification olefin resin composition) which has an acidic group can also be used for the olefin resin composition contained in the resin material.
- the reinforcing cord is wound directly on the outer periphery of the tire skeleton, or the reinforcing cord layer is attached to the outer periphery of the tire skeleton. In the case of being embedded and formed, the adhesion with the reinforcing cord can be improved.
- Examples of the acidic group possessed by the acid-modified olefin resin composition include weak acid groups such as a carboxylic acid group, a sulfuric acid group, and a phosphoric acid group from the viewpoint of suppressing deterioration of the resin material, and a carboxylic acid group is particularly preferable.
- “acid-modified” means that an unsaturated compound having an acidic group such as a carboxylic acid group, a sulfuric acid group, or a phosphoric acid group is bonded to the olefin resin composition.
- an unsaturated carboxylic acid generally maleic anhydride
- an unsaturated bond site of the unsaturated carboxylic acid is bonded to the olefin resin composition (for example, Graft polymerization).
- acid modification of an olefin resin composition is performed by kneading an olefin resin composition, an unsaturated compound having an acidic group (for example, an unsaturated carboxylic acid) and an organic peroxide using a twin screw extruder or the like. It can be performed by graft copolymerization.
- the addition amount of the unsaturated compound having an acidic group is preferably 0.01 to 20 parts by mass, and more preferably 0.01 to 10 parts by mass with respect to 100 parts by mass of the olefin resin composition. If the amount of the unsaturated compound having an acidic group is too small, the amount of grafting to the olefin-based resin composition decreases.
- the organic peroxide may be added in an amount sufficient to perform the graft reaction, and is preferably 0.01 to 5 parts by weight, for example, and 0.03 to 1 part by weight. preferable.
- organic peroxide examples include 1,1bis (t-butylperoxy) cyclohexane, 2,2bis (4,4-di-t-butylperoxycyclohexyl) propane, 1,1-bis (t -Butylperoxy) cyclododecane, t-hexylperoxyisopropyl monocarbonate, t-butylperoxy-3,5,5-trimethylhexanoate, t-butylperoxylaurate, 2,5 dimethyl-2,5 -Di (benzoylperoxy) hexane, t-butylperoxyacetate, 2,2-bis (t-butylperoxy) butene, t-butylperoxybenzoate, n-butyl-4,4-bis (t-beroxy) ) Valerate, di-t-butylberoxyisophthalate, dicumyl peroxide, ⁇ - ⁇ '-bis (t-butyl peroxy) -
- Examples of the acid-modified olefin resin composition include those obtained by graft polymerization of acrylic acid, methacrylic acid, itaconic acid, crotonic acid, isocrotonic acid, maleic acid and the like onto the olefin resin composition. It is preferable to use maleic anhydride.
- olefin-based resin composition examples include commercially available “Tafmer (registered trademark)” series manufactured by Mitsui Chemicals, “Admer (registered trademark)” series manufactured by the same company, and manufactured by Mitsui DuPont Polychemical Co., Ltd.
- ⁇ Novatech (registered trademark) '' series, ⁇ Novatech (registered trademark) '' series manufactured by Nippon Polypro Co., Ltd. can be used, for example
- the tensile modulus of elasticity and the creep amount of the resin material are adjusted to the above-described ranges by using one kind or two or more kinds and selecting the kind.
- the Shore D hardness of the first polypropylene resin is preferably more than 70 from the viewpoint of achieving both good rim assemblability and resistance to deformation during running by adjusting the crystallinity to the above range.
- the Shore D hardness of the resin is a value measured in accordance with JIS K7215 (1986).
- the first polypropylene resin is preferably a crystalline polypropylene resin.
- the second polypropylene resin is not particularly limited as long as at least one of the molecular structure and stereoregularity is a polypropylene resin different from the first polypropylene resin.
- the second polypropylene resin include amorphous polypropylene resins.
- Specific examples of the second polypropylene resin include a homopolypropylene having no stereoregularity, a copolymer of propylene and a monomer other than propylene, and the like.
- a monomer other than propylene may be referred to as “another monomer”
- a copolymer of propylene and another monomer may be simply referred to as “a copolymer”.
- Examples of homopolypropylene having no stereoregularity include atactic polypropylene.
- the other monomer constituting the copolymer is not particularly limited as long as it is a monomer capable of forming a copolymer with propylene.
- ethylene, 1-butene, 1-pentene, 4- Examples include methyl-1-pentene, 1-hexene, acrylic acid, methacrylic acid, methyl acrylate, methyl methacrylate, ethyl acrylate, ethyl methacrylate, butyl acrylate, butyl methacrylate, and vinyl acetate.
- the copolymer may be a copolymer of only one other monomer and propylene, or may be a copolymer of two or more other monomers and propylene.
- copolymer examples include, for example, propylene-ethylene copolymer, propylene-1-butene copolymer, propylene-ethylene-1-butene copolymer, propylene-1-hexene copolymer, propylene-4 -Methyl-1 pentene copolymer, propylene-methacrylic acid copolymer, propylene-methyl methacrylate copolymer, propylene-ethyl methacrylate copolymer, propylene-butyl methacrylate copolymer, propylene-methyl acrylate copolymer
- examples thereof include a polymer, a propylene-ethyl acrylate copolymer, a propylene-butyl acrylate copolymer, and a propylene-vinyl acetate copolymer.
- propylene and an ⁇ -olefin other than propylene are particularly selected from the viewpoint of achieving both good rim assembly property and deformation resistance during running by adjusting the crystallinity to the above range.
- propylene-ethylene copolymer, propylene-1-butene copolymer, and propylene-ethylene-1-butene copolymer are more preferable, and propylene-ethylene-1-butene copolymer is particularly preferable.
- the copolymer include a random copolymer and a block copolymer, and may be a graft polymer.
- a block copolymer is preferable from the viewpoint of achieving both good rim assembly property and deformation resistance during running by adjusting the crystallinity to the above range.
- the ratio of the structural unit derived from propylene to the entire structural unit constituting the main chain of the second polypropylene-based resin is such that the degree of rim assembly and the deformation resistance during running are adjusted by adjusting the crystallinity to the above range. From the viewpoint of realizing both of these, it is preferably 50% by mass or more and 100% by mass or less, more preferably 60% by mass or more and 100% by mass or less, and further preferably 70% by mass or more and 100% by mass or less.
- the “main chain” means the longest backbone chain in the polymer molecular structure.
- the ratio of the structural unit derived from the said propylene is a ratio with respect to "the whole structural unit which comprises the principal chain of 2nd polypropylene resin.”
- the constitutional unit derived from propylene out of the constitutional units constituting the main chain without considering the constitutional unit constituting the side chain.
- the proportion of units contained is defined as the “proportion of structural units derived from propylene”.
- the proportion of the structural units derived from propylene is preferably 90% or more, particularly preferably 95%, and more preferably 100% by mass.
- the ratio of the structural unit derived from 1-butene to the total structural units constituting the main chain of the copolymer is 5% by mass. It is preferably 40% by mass or less and more preferably 10% by mass or more and 25% by mass or less.
- Homopolypropylene having no stereoregularity such as atactic polypropylene and the copolymer can be synthesized by a known method.
- the weight average molecular weight of the second polypropylene resin examples include 500 or more and 2,000,000 or less.
- the crystallinity is adjusted to the above range to achieve both good rim assembly property and deformation resistance during running. Is preferably 500 or more and 1,000,000 or less, and more preferably 500 or more and 700,000 or less.
- the weight average molecular weight of the resin can be measured by gel permeation chromatography (GPC), for example, using GPC (gel permeation chromatography) such as “HLC-8320GPC EcoSEC” manufactured by Tosoh Corporation. Can do.
- the Shore D hardness of the second polypropylene resin is preferably 50 or more and 70 or less from the viewpoint of achieving both good rim assembly property and deformation resistance during running by adjusting the crystallinity to the above range.
- the Shore D hardness of the resin is a value measured in accordance with JIS K7215 (1986).
- Preferred combinations of the first polypropylene resin and the second polypropylene resin include, for example, a combination of isotactic polypropylene and a copolymer, a combination of isotactic polypropylene and atactic polypropylene, and the like.
- a combination of isotactic polypropylene and propylene- ⁇ olefin copolymer a combination of isotactic polypropylene and atactic polypropylene is preferable, and an isotactic polypropylene and propylene-ethylene-1-butene copolymer are preferable.
- a combination of isotactic polypropylene and atactic polypropylene is more preferable.
- the content of the second polypropylene resin relative to the entire polypropylene resin is good by adjusting the crystallinity to the above range.
- the content is preferably 34% by mass or more and 50% by mass or less.
- the mixture includes a second polypropylene system in the continuous phase containing the first polypropylene resin. It is preferable that the resin is dispersed as a dispersed phase.
- the second polypropylene resin is dispersed in the continuous phase containing the first polypropylene resin as the dispersed phase.
- the first polypropylene resin is the sea (continuous phase)
- the second polypropylene resin is the island. And those having a sea-island structure as a part (dispersed phase).
- first polypropylene resin and the second polypropylene resin both have a high affinity because they both have a structural unit derived from propylene. Therefore, a tire formed of a resin material containing a mixture of the first polypropylene resin and the second polypropylene resin does not have, for example, a structural unit derived from propylene instead of the second polypropylene resin. Impact resistance is higher than when resin is used.
- the crystallinity of the polypropylene resin is in the above range.
- the present invention is not limited to this. Specifically, for example, if the crystallinity is within the above range, a polypropylene resin containing a block copolymer in which the first polypropylene resin and the second polypropylene resin are chemically bonded is used. It may be used.
- the melting point of the polypropylene resin is 160 ° C. or higher from the viewpoint of achieving both good rim assembly property and deformation resistance during running.
- a resin material having a melting point of 160 ° C. or higher it is possible to ensure rigidity even when heat is generated during traveling, thereby achieving both good rim assembly and deformation resistance during traveling. Guessed.
- the melting point of a polypropylene resin is measured using the same method as the melting point of a resin material to be described later, when the resin material contains a resin other than a polypropylene resin or a component other than a resin, and only the polypropylene resin is extracted from the resin material. can do.
- the resin material in the present invention contains at least an olefinic resin composition (preferably including more than 50% by mass), and, as long as the effect of the present invention is not impaired, other resin other than the olefinic resin composition Or an amorphous olefin resin.
- Other resins are preferably thermoplastic resins, thermoplastic elastomers, and rubbers.
- the resin material in the present invention may contain various additives as desired.
- the additive include various additives such as rubber, various fillers (for example, silica, calcium carbonate, clay), anti-aging agent, oil, plasticizer, colorant, weathering agent and reinforcing material.
- the resin material includes rubber such as hydrogenated styrene butadiene rubber (HSBR), styrene butadiene rubber, ethylene propylene rubber, isoprene rubber, natural rubber, chloroprene rubber, acrylic rubber, chlorinated polyethylene rubber, and fluorine rubber as additives. But you can.
- the content of the additive in the resin material (tire frame) is not particularly limited, and can be appropriately used as long as the effects of the present invention are not impaired.
- the content of the resin component in the resin material is preferably more than 50% by mass and more preferably 90% by mass or more based on the total amount of the resin material.
- the content of the resin component in the resin material is the balance obtained by subtracting the total content of various additives from the total amount of the resin component.
- the tire frame in the present invention uses the above-mentioned resin material.
- the resin material can be obtained by adding various additives as necessary to the resin containing the olefin resin composition such as the polypropylene resin, and appropriately mixing them by a known method (for example, melt mixing). it can.
- the resin material obtained by melt mixing can be used in the form of pellets if necessary.
- the content of the olefin resin composition in the resin material is preferably more than 50% by mass, and 70% by mass to 100% by mass with respect to the total amount of the resin material. Further preferred. When the content of the olefin-based resin composition exceeds 50% by mass with respect to the total amount of the resin material, the characteristics of the olefin-based resin composition can be sufficiently exerted, and the durability and productivity of the tire are improved. be able to.
- the resin material may use two or more olefinic thermoplastic elastomers in order to adjust the elastic modulus and impact resistance.
- the tensile elastic modulus of the resin material measured in accordance with JIS K7113: 1995 is preferably 100 MPa or more and 750 MPa or less, more preferably 140 MPa or more and 570 MPa or less from the viewpoint of realizing good rim assembly.
- the shape of the tire frame body can be favorably maintained as compared with the case where the tensile elastic modulus is lower than the above range.
- the rim can be assembled better than in the case where the tensile modulus is higher than the above range, and internal air leakage is also suppressed.
- the creep amount of the resin material is preferably in the range of 50 mm or less from the viewpoint of suppressing deformation of the tire skeleton during traveling, and is preferably closer to 0 mm.
- the creep amount of the resin material indicates the creep amount after 3 hours measured in accordance with JIS K7115 (1999) and using a JIS No. 3 dumbbell test piece and the conditions between chucks: 65 mm, 40 kN, 90 ° C. .
- the tensile elastic modulus and the creep amount are physical property values of the resin material, that is, physical property values of the tire skeleton formed of the resin material. Therefore, the tensile elastic modulus and the creep amount are formed when the tire frame is formed of a resin material including other resins in addition to the polypropylene resin, or formed of a resin material including other additives other than the resin. Even in this case, it refers to the physical properties of the resin material including all of these components.
- the melting point of the resin material containing the olefin resin composition is usually 80 ° C. to 250 ° C., and preferably about 100 ° C. to 200 ° C. from the viewpoint of tire productivity.
- the heating temperature of the joint is set as follows: It can be set to be equal to or higher than the melting point of the resin material forming the tire skeleton.
- the heating temperature is preferably 10 to 150 ° C. higher than the melting point of the resin material forming the tire frame piece, more preferably 10 to 100 ° C. higher.
- the melting point of the resin material refers to a temperature at which an endothermic peak is obtained in a curve (DSC curve) obtained by differential scanning calorimetry (DSC).
- the melting point of the resin material is measured using a differential scanning calorimeter DSC according to ASTM D3418-8. Specifically, the resin material to be measured is placed on an aluminum pan, an empty pan is set for comparison, and the measurement is performed at a heating rate of 10 ° C./min.
- the melting points of indium and zinc are used, and for the heat amount correction, the heat of fusion of indium is used.
- the tensile yield strength specified in JIS K7113: 1995 of the thermoplastic resin itself containing the olefin-based resin composition is preferably 5 MPa or more, preferably 5 to 20 MPa, and more preferably 5 to 17 MPa.
- the resin material can withstand deformation against a load applied to the tire during traveling.
- the tensile yield elongation defined by JIS K7113: 1995 of the thermoplastic resin itself containing the olefin resin composition is preferably 1% or more, preferably 5 to 70%, and more preferably 5 to 60%.
- the tensile yield elongation of the resin material is 5% or more, the elastic region is large and the rim assembly property can be improved.
- the tensile fracture elongation defined in JIS K7113: 1995 of the thermoplastic resin itself containing the olefin resin composition is preferably 50% or more, preferably 100% or more, more preferably 150% or more, and 200% or more. Particularly preferred.
- the tensile breaking elongation of the resin material is 50% or more, the rim assembly property is good and it is possible to make it difficult to break against a collision.
- the deflection temperature under load (when loaded with 0.45 MPa) of the thermoplastic resin containing the olefin-based resin composition as defined in ISO 75-2 or ASTM D648 is preferably 40 ° C. or higher, preferably 40 to 150 ° C., 40 More preferably, ⁇ 130 ° C.
- the deflection temperature under load of the resin material is 40 ° C. or higher, deformation of the tire frame body can be suppressed even when vulcanization is performed in the manufacture of the tire.
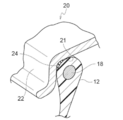
- FIG. 1A is a perspective view showing a partial cross section of a tire according to an embodiment of the present invention.
- FIG. 1B is a cross-sectional view of a bead portion attached to a rim.
- the tire 10 of the present embodiment has a cross-sectional shape that is substantially the same as a conventional general rubber pneumatic tire.
- the tire 10 includes a pair of bead portions 12 that contact the bead seat 21 and the rim flange 22 of the rim 20 shown in FIG. 1B, and side portions 14 that extend outward from the bead portion 12 in the tire radial direction.
- a tire case (tire frame body) 17 including a crown portion 16 (outer peripheral portion) for connecting a tire radial direction outer end of one side portion 14 and a tire radial direction outer end of the other side portion 14.
- the tire case 17 of the present embodiment includes an olefin-based resin composition as a resin material, and has a tensile elastic modulus defined by JIS K7113 (1995) of 140 MPa to 570 MPa and JIS K7115 (1999). A specified creep amount of 50 mm or less can be used.
- the tire case 17 of another embodiment of the present embodiment includes, for example, at least a polypropylene resin as a resin material, and a polypropylene resin having a crystallinity of 24.5% or more and 32.7% or less. What included each additive can be used as needed.
- the tire case 17 is formed of a single resin material.
- the present invention is not limited to this configuration, and each part of the tire case 17 is similar to a conventional general rubber pneumatic tire. You may use the resin material which has a different characteristic for every (side part 14, crown part 16, bead part 12, etc.).
- a reinforcing material (polymer material, metal fiber, cord, nonwoven fabric, woven fabric, etc.) is embedded in the tire case 17 (for example, the bead portion 12, the side portion 14, the crown portion 16 and the like), and the reinforcing material is provided.
- the tire case 17 may be reinforced.
- the tire case 17 of the present embodiment is obtained by joining a pair of tire case halves (tire frame pieces) 17A formed of a resin material.
- the tire case half 17A is formed by injection molding or the like so that one bead portion 12, one side portion 14, and a half-width crown portion 16 are integrated with each other so as to face each other. It is formed by joining at the tire equator part.
- the tire case 17 is not limited to the one formed by joining two members, and may be formed by joining three or more members.
- the tire case half 17A formed of the resin material can be formed by, for example, vacuum forming, pressure forming, injection molding, melt casting, or the like. For this reason, it is not necessary to perform vulcanization compared to the case where the tire case is molded with rubber as in the prior art, the manufacturing process can be greatly simplified, and the molding time can be omitted.
- the tire case half body 17A has a symmetrical shape, that is, the one tire case half body 17A and the other tire case half body 17A have the same shape. There is also an advantage that only one type of mold is required.
- an annular bead core 18 made of a steel cord is embedded in the bead portion 12, similar to a conventional general pneumatic tire.
- the present invention is not limited to this configuration, and the bead core 18 can be omitted if the rigidity of the bead portion 12 is ensured and there is no problem in fitting with the rim 20.
- an organic fiber cord, a resin-coated organic fiber cord, or a hard resin may be used.
- An annular seal layer 24 made of is formed.
- the seal layer 24 may also be formed at a portion where the tire case 17 (bead portion 12) and the bead sheet 21 are in contact with each other.
- a material having better sealing properties than the resin material constituting the tire case 17 a softer material than the resin material constituting the tire case 17 can be used.
- thermoplastic resin thermoplastic elastomer
- examples of such other thermoplastic resins include polyurethane resins, polyolefin resins, polystyrene thermoplastic resins, polyester resins, and the like, blends of these resins with rubber or elastomers (including dynamically cross-linked elastomers), etc. Is mentioned.
- Thermoplastic elastomers can also be used, for example, polyester-based thermoplastic elastomers, polyurethane-based thermoplastic elastomers, polystyrene-based thermoplastic elastomers, polyolefin-based thermoplastic elastomers, combinations of these elastomers, and blends with rubber. Thing etc. are mentioned.
- a reinforcement cord 26 having higher rigidity than the resin material constituting the tire case 17 is wound around the crown portion 16 in the circumferential direction of the tire case 17.
- the reinforcing cord 26 is wound spirally in a state in which at least a part thereof is embedded in the crown portion 16 in a cross-sectional view along the axial direction of the tire case 17, thereby forming a reinforcing cord layer 28.
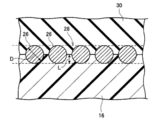
- FIG. 2 is a cross-sectional view along the tire rotation axis showing a state where a reinforcing cord is embedded in the crown portion of the tire case of the tire of the first embodiment.
- the reinforcing cord 26 is spirally wound in a state in which at least a part is embedded in the crown portion 16 in a sectional view along the axial direction of the tire case 17.
- a reinforcing cord layer 28 indicated by a broken line portion in FIG. 2 is formed together with a part of the outer peripheral portion 17.
- the portion embedded in the crown portion 16 of the reinforcing cord 26 is in close contact with the resin material constituting the crown portion 16 (tire case 17).
- a monofilament such as a metal fiber or an organic fiber, or a multifilament (twisted wire) obtained by twisting these fibers such as a steel cord twisted with a steel fiber
- a steel cord is used as the reinforcing cord 26.
- the burying amount L indicates the burying amount of the reinforcing cord 26 in the tire rotation axis direction with respect to the tire case 17 (crown portion 16).
- the embedding amount L of the reinforcing cord 26 in the crown portion 16 is preferably 1/5 or more of the diameter D of the reinforcing cord 26, and more preferably more than 1/2. Most preferably, the entire reinforcing cord 26 is embedded in the crown portion 16. When the embedment amount L of the reinforcing cord 26 exceeds 1/2 of the diameter D of the reinforcing cord 26, it is difficult to jump out of the embedded portion due to the size of the reinforcing cord 26.
- the reinforcing cord layer 28 corresponds to a belt disposed on the outer peripheral surface of the carcass of a conventional rubber pneumatic tire.
- the crown 30 is disposed on the outer peripheral side of the reinforcing cord layer 28 in the tire radial direction.
- the rubber used for the crown 30 is preferably the same type of rubber used in conventional rubber pneumatic tires.
- a crown formed of another type of resin material that is more excellent in wear resistance than the resin material constituting the tire case 17 may be used.
- the crown 30 is formed with a crown pattern including a plurality of grooves on the ground contact surface with the road surface in the same manner as a conventional rubber pneumatic tire.
- the manufacturing method of the tire of this embodiment is explained.
- a tire case half is formed using the resin material of the present invention. These tire cases are preferably formed by injection molding. Next, the tire case halves supported by the thin metal support ring face each other. Next, a joining mold (not shown) is installed so as to be in contact with the outer peripheral surface of the abutting portion of the tire case half.
- die is comprised so that the periphery of the junction part (butting part) of the tire case half body 17A may be pressed with a predetermined pressure. Next, the periphery of the joint portion of the tire case half is pressed at a temperature equal to or higher than the melting point (or softening point) of the resin material constituting the tire case.
- the joining portion of the tire case half is heated and pressurized by the joining mold, the joining portion is melted and the tire case halves are fused together, and the tire case 17 is formed by integrating these members.
- the joining portion of the tire case half is heated using a joining mold, but the present invention is not limited to this.
- the joining portion is heated by a separately provided high-frequency heater or the like.
- the tire case halves may be joined by softening or melting in advance by irradiation with hot air, infrared rays, or the like, and pressurizing with a joining mold.
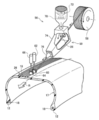
- FIG. 3 is an explanatory diagram for explaining an operation of embedding a reinforcing cord in a crown portion of a tire case using a cord heating device and rollers.
- the cord supply device 56 is disposed on the reel 58 around which the reinforcing cord 26 is wound, the cord heating device 59 disposed on the downstream side of the reel 58 in the cord transport direction, and the downstream side of the reinforcing cord 26 in the transport direction.
- the first roller 60, the first cylinder device 62 that moves the first roller 60 in the direction of contacting and separating from the outer peripheral surface of the tire, and the downstream side in the conveying direction of the reinforcing cord 26 of the first roller 60 A second roller 64, and a second cylinder device 66 that moves the second roller 64 in a direction in which the second roller 64 comes into contact with and separates from the tire outer peripheral surface.
- the second roller 64 can be used as a metal cooling roller.
- the surface of the first roller 60 or the second roller 64 is made of fluororesin (in this embodiment, Teflon (registered trademark)) in order to suppress adhesion of a molten or softened resin material. It is coated.
- the cord supply device 56 is configured to have two rollers, the first roller 60 or the second roller 64, but the present invention is not limited to this configuration, and any one of the rollers. It is also possible to have only one (that is, one roller).
- the cord heating device 59 includes a heater 70 and a fan 72 that generate hot air. Further, the cord heating device 59 includes a heating box 74 through which the reinforcing cord 26 passes through an internal space in which hot air is supplied, and a discharge port 76 for discharging the heated reinforcing cord 26.
- the temperature of the heater 70 of the cord heating device 59 is raised, and the ambient air heated by the heater 70 is sent to the heating box 74 by the wind generated by the rotation of the fan 72.
- the reinforcing cord 26 unwound from the reel 58 is fed into a heating box 74 in which the internal space is heated with hot air (for example, the temperature of the reinforcing cord 26 is heated to about 100 to 200 ° C.).
- the heated reinforcing cord 26 passes through the discharge port 76 and is wound spirally around the outer peripheral surface of the crown portion 16 of the tire case 17 rotating in the direction of arrow R in FIG.
- the resin material at the contact portion is melted or softened, and at least a part of the heated reinforcing cord 26 is embedded in the outer peripheral surface of the crown portion 16. Is done. At this time, since the heated reinforcing cord 26 is embedded in the molten or softened resin material, there is no gap between the resin material and the reinforcing cord 26, that is, a tight contact state. Thereby, the air entering to the portion where the reinforcing cord 26 is embedded is suppressed.
- the burying amount L of the reinforcing cord 26 can be adjusted by the heating temperature of the reinforcing cord 26, the tension applied to the reinforcing cord 26, the pressing force by the first roller 60, and the like.
- the embedding amount L of the reinforcing cord 26 is set to be 1/5 or more of the diameter D of the reinforcing cord 26.
- the burying amount L of the reinforcing cord 26 is more preferably more than 1/2 of the diameter D, and most preferably the entire reinforcing cord 26 is embedded.
- the reinforcing cord layer 28 is formed on the outer peripheral side of the crown portion 16 of the tire case 17 by winding the heated reinforcing cord 26 while being embedded in the outer peripheral surface of the crown portion 16.
- the vulcanized belt-shaped crown 30 is wound around the outer peripheral surface of the tire case 17 by one turn, and the crown 30 is bonded to the outer peripheral surface of the tire case 17 using an adhesive or the like.
- the crown 30 may be, for example, a precure crown that is used in conventionally known retreaded tires. This step is the same step as the step of bonding the precure crown to the outer peripheral surface of the base tire of the retreaded tire.
- the seal layer 24 made of vulcanized rubber is bonded to the bead portion 12 of the tire case 17 using an adhesive or the like, the tire 10 is completed.
- the tire case 17 includes an olefin-based resin composition, and the tensile elastic modulus defined by JIS K7113 (1995) is defined by 140 MPa to 570 MPa, and JIS K7115 (1999). Since it is formed of a resin material having a creep amount of 50 mm or less, it is possible to achieve both good rim assembly and good deformation resistance during running.
- the tire case 17 is formed of a resin material containing a polypropylene resin having a crystallinity of 24.5% or more and 32.7% or less. For this reason, it is possible to achieve both good rim assemblability and resistance to deformation during traveling.
- the tire 10 is light in weight because it has a simple structure as compared with a conventional rubber tire. For this reason, the tire 10 of this embodiment has high friction resistance and durability. Further, since the tire case 17 can be injection-molded, the productivity is very excellent.
- a reinforcing cord 26 having a rigidity higher than that of the resin material is spirally wound in the circumferential direction on the outer peripheral surface of the crown portion 16 of the tire case 17 formed of a resin material. Therefore, puncture resistance, cut resistance, and circumferential rigidity of the tire 10 are improved. In addition, creep of the tire case 17 formed of a resin material is prevented by improving the circumferential rigidity of the tire 10.
- the reinforcing cord 26 is embedded in the outer peripheral surface of the crown portion 16 of the tire case 17 formed of a resin material in a cross-sectional view along the axial direction of the tire case 17 (the cross section shown in FIG. 1A).
- the reinforcing cord 26 since it is in close contact with the resin material, entry of air at the time of manufacture is suppressed, and movement of the reinforcing cord 26 due to input during travel is suppressed. Thereby, it is suppressed that peeling etc. arise in the reinforcement cord 26, the tire case 17, and the crown 30, and durability of the tire 10 improves.
- the reinforcing cord layer 28 is configured to include a resin material in this way, the difference in hardness between the tire case 17 and the reinforcing cord layer 28 is reduced as compared with the case where the reinforcing cord 26 is fixed with cushion rubber. Therefore, the reinforcing cord 26 can be further adhered and fixed to the tire case 17. Thereby, the above-mentioned air entering can be prevented effectively, and it can control effectively that a reinforcement cord member moves at the time of driving. Furthermore, when the reinforcing cord 26 is a steel cord, the reinforcing cord 26 can be easily separated and collected from the resin material by heating at the time of disposal of the tire, which is advantageous in terms of recyclability of the tire 10.
- the resin material has a lower loss coefficient (tan ⁇ ) than vulcanized rubber, if the reinforcing cord layer 28 contains a large amount of the resin material, the rolling property of the tire can be improved. Furthermore, the resin material has an advantage that the in-plane shear rigidity is larger than that of the vulcanized rubber, and the handling property and wear resistance during running of the tire are excellent.
- the embedding amount L of the reinforcement cord 26 is 1/5 or more of the diameter D as shown in FIG. 2, the air entry at the time of manufacture is suppressed effectively, the input at the time of driving, etc. This further suppresses the movement of the reinforcing cord 26.
- the crown 30 in contact with the road surface is made of a rubber material that is more resistant to wear than the resin material constituting the tire case 17, the wear resistance of the tire 10 is improved. Further, since an annular bead core 18 made of a metal material is embedded in the bead portion 12, the tire case 17, that is, the tire 10 is strong against the rim 20 like the conventional rubber pneumatic tire. Retained.
- a rim assembly property between the tire 10 and the rim 20 is provided by providing a seal layer 24 made of a rubber material having a sealing property rather than a resin material constituting the tire case 17 in a portion that contacts the rim 20 of the bead portion 12. Can be further improved.
- the reinforcing cord 26 is heated, and the surface of the tire case 17 where the heated reinforcing cord 26 contacts is melted or softened.
- the present invention is not limited to this configuration, and the reinforcing cord It is also possible to use a hot air generating device without heating 26 and heat the outer peripheral surface of the crown portion 16 in which the reinforcing cord 26 is embedded, and then embed the reinforcing cord 26 in the crown portion 16.
- the heat source of the cord heating device 59 is a heater and a fan.
- the present invention is not limited to this configuration, and the reinforcement cord 26 may be directly heated by radiant heat (for example, infrared rays). Good.
- the portion in which the resin material in which the reinforcing cord 26 is embedded is melted or softened is forcibly cooled by the metal second roller 64, but the present invention is limited to this configuration.
- a configuration may be adopted in which cold air is directly blown onto a portion where the resin material is melted or softened to forcibly cool and solidify the melted or softened portion of the resin material.
- the reinforcing cord 26 is heated.
- the outer periphery of the reinforcing cord 26 may be covered with the same resin material as the tire case 17. In this case, the covering reinforcing cord is used.
- the resin material covered with the reinforcing cord 26 is also heated, so that the air can be effectively suppressed when being embedded in the crown portion 16.
- the tire 10 of the first embodiment is a so-called tubeless tire in which an air chamber is formed between the tire 10 and the rim 20 by attaching the bead portion 12 to the rim 20, but the present invention is limited to this configuration. It may be a complete tube shape. Further, the tire of the present invention is an embodiment using a reinforcing cord member in which the cord member is coated with a resin material as shown in the second embodiment (FIGS. 4 and 5) of JP 2012-46030 A. Also good.
- Examples 1 to 7, Comparative Examples 1 to 9 The materials described in Table 1 were mixed at the composition described in the table to obtain a resin material. The mixing was carried out using a twin-screw extruder as a mixing device and kneading under conditions of 180 to 230 ° C. The obtained resin material was pelletized and injection molded at 180 to 230 ° C. to obtain a sample piece. Various measurements were carried out using samples obtained by punching test pieces from the sample pieces. When the resin materials obtained in Example 5 and Comparative Example 8 were observed with an atomic force microscope (AFM), the first polypropylene resin was the sea (continuous phase), and the second polypropylene resin was the island (dispersed). It was confirmed to have a sea-island structure.
- AFM atomic force microscope
- Crystallinity Using a differential scanning calorimetry (DSC) apparatus (Q2000, Q2000), the temperature of the pellet sample was increased from ⁇ 60 ° C. to 220 ° C. at 10 ° C./min. The amount of heat of fusion was measured and the crystallinity was calculated.
- DSC differential scanning calorimetry
- Tires were formed using the resin materials obtained in the respective examples and comparative examples with reference to the first embodiment described above. Next, when the tire was mounted on the rim and the air sealability could be ensured, “A”, and when the air sealability could not be ensured, “B”.
- E105GM Isotactic polypropylene, Prime Polymer Co., Ltd., Prime Polypro, weight average molecular weight: 1,220,000
- EA9 Isotactic polypropylene, manufactured by Nippon Polypro Co., Ltd., Novatec (registered trademark), weight average molecular weight: 1,120,000 PS522M: Random copolymer of propylene and ethylene, manufactured by Sun Allomer Co., Ltd., ratio of structural units derived from propylene to the entire structural units constituting the main chain: 96 mass%, weight average molecular weight: 539,000 PN-3560: block copolymer of propylene, ethylene, and 1-butene, manufactured by Mitsui Chemicals, Tafmer (registered trademark), ratio of structural units derived from propylene to the entire structural units constituting the main chain: 71% by mass, ratio of structural unit derived from 1-butene to the total structural units constituting the main chain: 21% by mass,
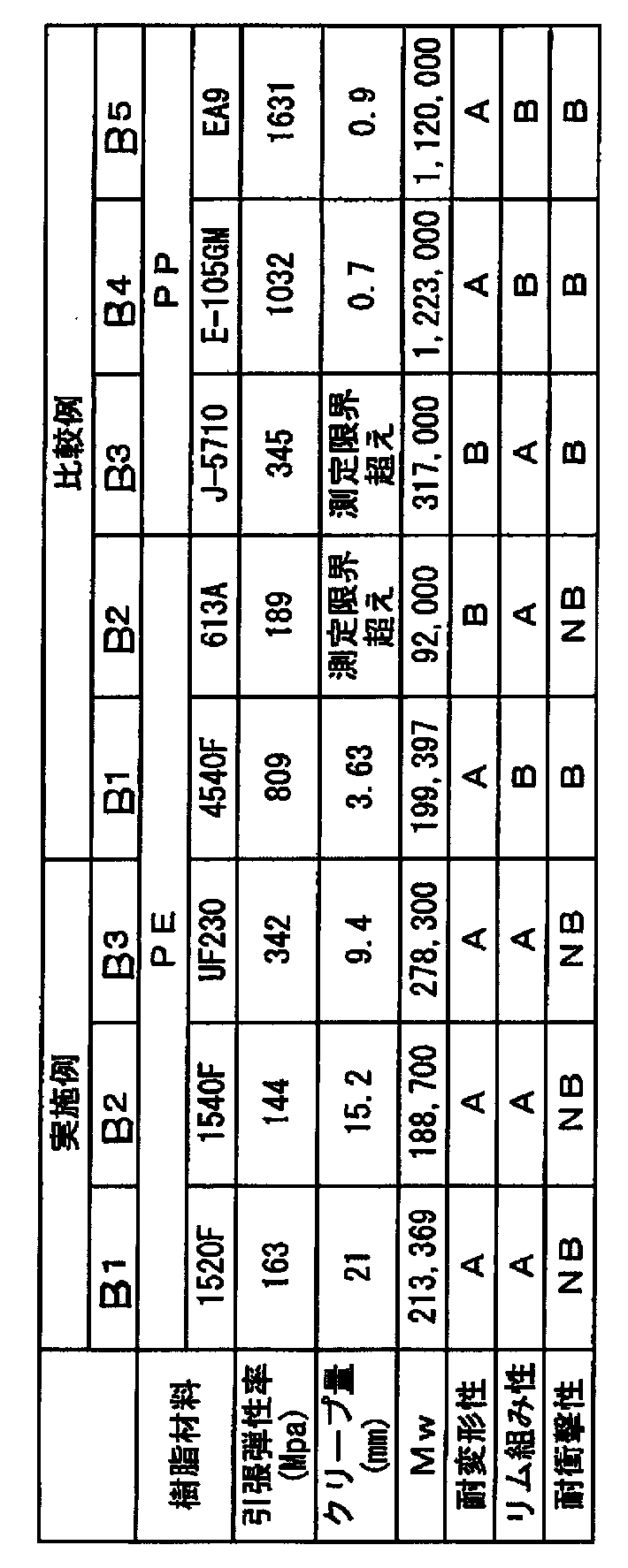
- Examples B1 to B3, Comparative Examples B1 to B5 The resin materials listed in Table 1 were injection molded at 180 ° C. to 230 ° C. to obtain sample pieces. Various measurements were carried out using samples obtained by punching test pieces from the sample pieces.
- Examples B4 to B12 The resin materials listed in Tables 2 and 3 were mixed at 180 ° C. to 230 ° C. with a twin screw extruder with the compositions described in the tables to obtain resin materials. The obtained resin material was pelletized and injection molded at 180 ° C. to 230 ° C. to obtain sample pieces. Various measurements were carried out using samples obtained by punching test pieces from the sample pieces.
- Tires were formed using the resin materials obtained in the respective examples and comparative examples with reference to the first embodiment described above. Next, when the tire was mounted on the rim and the air sealability could be ensured, “A”, and when the air sealability could not be ensured, “B”.
- the components shown in Table B1 are as follows. 1520F: Polyethylene, Ube Maruzen Polyethylene Co., Ltd., Umerit (registered trademark) ⁇ 1540F: Polyethylene, manufactured by Ube Maruzen Polyethylene Co., Ltd., Umerit (registered trademark) UF230: polyethylene, manufactured by Nippon Polyethylene Co., Ltd., Novatec (registered trademark) ⁇ 4540F: Polyethylene, manufactured by Ube Maruzen Polyethylene Co., Ltd., Umerit (registered trademark) 613A: Polyethylene, manufactured by Ube Maruzen Polyethylene Co., Ltd., Umerit (registered trademark) J-5710: Polypropylene, manufactured by Prime Polymer Co., Ltd., Prime TPO (registered trademark) E-105GM: Polypropylene, Prime Polymer Co., Ltd., Prime Polypro EA9: Polypropylene, Nihon Polypro Co., Ltd., Novatec (registered trademark)
- ⁇ 1540F Polyethylene, manufactured by Ube Maruzen Polyethylene Co., Ltd., Umerit (registered trademark) LP91: Modified polyolefin, manufactured by Arkema, Apolya (registered trademark) 1022B: Polyamide 6, Ube Industries, UBE nylon NE605: Acid-modified polyethylene, Mitsui Chemicals, Admer (registered trademark) E-105GM: Polypropylene, Prime Polymer Co., Ltd., Prime Polypro EA9: Polypropylene, Nihon Polypro Co., Ltd., Novatec (registered trademark) PN-3560: crystalline olefin elastomer, manufactured by Mitsui Chemicals, Tuffmer (registered trademark) T1712: Attack polypropylene, manufactured by Sumitomo Chemical Co., Ltd., Tufselen (registered trademark) ⁇ P-0375: Polyethylene-polypropylene
- examples in which the resin material forming the tire frame includes an olefinic resin composition and the tensile modulus and creep amount are controlled within a specific range are as follows. As compared with Comparative Example B that does not satisfy at least one of the quantities, it can be seen that side swelling is suppressed and rim assemblability is good, and as a result, air leakage is suppressed. Further, as can be seen from Tables B1 to B3, Examples B1 to B6, in which the tensile modulus and creep amount are controlled within a specific range and the ethylene resin composition is used as the resin material, the propylene resin composition is used. It can be seen that superior impact resistance is achieved as compared with Examples B7 to B12 used and Comparative Example B that does not satisfy at least one of the tensile modulus and creep amount.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Tires In General (AREA)
Abstract
Description
しかし、樹脂材料の中でも特に低コスト化の観点で有利なオレフィン系樹脂(ポリプロピレン系樹脂等)を用いた場合には、リム組み性を得つつ且つ走行時の耐変形性をも実現することが容易でないことがわかった。
そこで、本発明は、前記事情を踏まえ、ポリプロピレン系樹脂等のオレフィン系樹脂組成物を含む樹脂材料を用いて形成され、良好なリム組み性を実現しつつ且つ走行時の耐変形性にも優れたタイヤを提供することを目的とする。
[3] 前記樹脂材料中における前記ポリプロピレン系樹脂の含有率が60質量%より高い、前記[2]に記載のタイヤ。
[4] 前記ポリプロピレン系樹脂の融点が160℃以上である、前記[2]又は[3]に記載のタイヤ。
[5] 前記ポリプロピレン系樹脂は、第1のポリプロピレン系樹脂と、第1のポリプロピレン系樹脂とは異なる第2のポリプロピレン系樹脂と、を含む混合物である、前記[2]~[4]のいずれかに記載のタイヤ。
[6] 前記混合物は、前記第1のポリプロピレン系樹脂を含む連続相に、前記第2のポリプロピレン系樹脂が分散相として分散したものである、前記[5]に記載のタイヤ。
[7] 前記第2のポリプロピレン系樹脂の主鎖を構成する構成単位全体に対するプロピレンに由来する構成単位の割合が50質量%以上100質量%以下である、前記[5]又は[6]に記載のタイヤ。
[8] 前記第1のポリプロピレン系樹脂及び前記第2のポリプロピレン系樹脂の合計量に対する前記第2のポリプロピレン系樹脂の含有率は、34質量%以上50質量%以下である、前記[5]~[7]のいずれかに記載のタイヤ。
[10] 前記エチレン系樹脂組成物の重量平均分子量が100,000~300,000である前記[9]に記載のタイヤ。
[11] 前記エチレン系樹脂組成物の重量平均分子量が180,000~300,000である前記[10]に記載のタイヤ。
[12] 前記樹脂材料が前記オレフィン系樹脂組成物を50質量%を超えて含む前記[1]又は前記[9]~[11]の何れかに記載のタイヤ。
ここで、本発明において「ポリプロピレン系樹脂」とは、少なくともプロピレンを含むモノマーを重合させて得られた高分子化合物であり、具体的には、プロピレンの単独重合体、プロピレンとプロピレン以外のモノマーとの共重合体、及びそれらの混合物が含まれる。また、本明細書において「樹脂」とは、熱可塑性樹脂及び熱硬化性樹脂を含む概念であるが、ゴムは含まない。
また、本明細書において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
上述のように、樹脂材料を用いたタイヤには従来のゴム製タイヤと同等の性能が求められており、例えばリム組みをした際に内部の空気が漏れないように優れたリム組み性が求められる。また、走行によって継続的に荷重が付与され続けた際にタイヤ骨格体自体に変形が生じると走行性に劣ることとなり、更にこの変形がより進行した場合には内部の空気漏れが生じることもあるため、走行時にタイヤ自体が変形しない性質(走行時の耐変形性)も求められる。
しかし、オレフィン系樹脂組成物を含むタイヤ骨格体においては、リム組み性を実現しようとした際、更に耐変形性をも達成することが容易でないことがわかった。この耐変形性の課題は、アミド系樹脂組成物を用いたタイヤ骨格体では課題として認識されておらず、オレフィン系樹脂組成物を含むタイヤ骨格体における特有の課題であることがわかった。
引張弾性率が上記範囲であることにより、タイヤの弾性が適正な範囲に制御され、優れたリム組み性が得られ、その結果良好にリム組みされることによって内部の空気漏れも抑制される。
ポリプロピレン系樹脂の結晶化度が上記範囲であることで、タイヤ骨格体としての適切な弾性率を得つつ且つタイヤ骨格体のクリープ性を低減できるものと考えられる。
そして、弾性率が適切な範囲であることにより、優れたリム組み性が得られ、その結果良好にリム組みされることによって内部の空気漏れも抑制される。
一方、クリープ量が上記範囲であり、あるいは、クリープ性が低減されることで、走行によってタイヤに対し継続的に荷重が付与され続けた場合であってもタイヤ骨格体自体の変形、特にタイヤのサイドが変形することが抑制され、走行時の耐変形性に優れるものと推察される。タイヤ骨格体自体の変形が抑制されることで、該変形に伴って生じることがあった空気の抜けが抑制される。
以上の理由から、本発明のタイヤは、良好なリム組み性と走行時の耐変形性との両立が実現できるものであると推測される。
以下、タイヤ骨格体を形成する樹脂材料について説明する。
本発明における樹脂材料の引張弾性率は、JIS K7113(1995年)に準拠し測定された引張弾性率をさす。
本発明における樹脂材料のクリープ量は、JIS K7115(1999年)に準拠し、JIS3号ダンベル試験片を用い、チャック間:65mm、40kN、90℃の条件で測定された、3時間後のクリープ量をさす。
本発明に係るタイヤは、樹脂材料で形成されるタイヤ骨格体を有する。
前記樹脂材料は、オレフィン系樹脂組成物を50質量%を超えて含むことが好ましい。
また、本発明のタイヤは、1実施態様において、結晶化度が24.5%以上32.7%以下であるポリプロピレン系樹脂を含む樹脂材料を用いたタイヤ骨格体を有する。
前記ポリプロピレン系樹脂等のオレフィン系樹脂組成物を含む樹脂は、本発明の効果を損ねない範囲で、必要に応じてオレフィン系樹脂以外の樹脂を含んでもよい。ただし、樹脂全体に対するオレフィン系樹脂の含有率は、60質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上であることがさらに好ましく、95質量%であることが特に好ましい。
また、本明細書において「樹脂」とは、熱可塑性樹脂および熱硬化性樹脂を含む概念であるが、天然ゴムは含まない。
前記オレフィン系樹脂組成物は、少なくともポリオレフィンが結晶性を有し樹脂の主体を成す樹脂組成物である。例えば、JIS K6418(2007年)に規定されるポリオレフィン系熱可塑性エラストマー(TPO)や、ポリエチレン、ポリプロピレン、アイソタクチックポリプロピレン、ポリブテン等が挙げられる。
前記オレフィン系樹脂組成物としては、オレフィン-α-オレフィン共重合体、オレフィン共重合体等が挙げられ、具体例として以下の重合体が挙げられる。
・ポリエチレン
・エチレン-プロピレン共重合体
・エチレン-ヘキセン共重合体
・エチレン-ペンテン共重合体
・エチレン-オクテン共重合体
・プロピレン-1-ヘキセン共重合体
・エチレン-4-メチル-ペンテン共重合体
・プロピレン-4-メチル-1ペンテン共重合体
・エチレン-ブテン共重合体
・プロピレン-ブテン共重合体
・1-ブテン-ヘキセン共重合体
・1-ブテン-4-メチル-ペンテン共重合体
・エチレン-メタクリル酸共重合体
・エチレン-メタクリル酸メチル共重合体
・エチレン-メタクリル酸エチル共重合体
・エチレン-メタクリル酸ブチル共重合体
・エチレン-メチルアクリレート共重合体
・エチレン-エチルアクリレート共重合体
・エチレン-ブチルアクリレート共重合体
・エチレン-酢酸ビニル共重合体
・プロピレン-メタクリル酸共重合体
・プロピレン-メタクリル酸メチル共重合体
・プロピレン-メタクリル酸エチル共重合体
・プロピレン-メタクリル酸ブチル共重合体
・プロピレン-メチルアクリレート共重合体
・プロピレン-エチルアクリレート共重合体
・プロピレン-ブチルアクリレート共重合体
・プロピレン-酢酸ビニル共重合体
・ポリエチレン
・エチレン-プロピレン共重合体
・エチレン-ヘキセン共重合体
・エチレン-ペンテン共重合体
・エチレン-オクテン共重合体
・エチレン-4-メチル-ペンテン共重合体
・エチレン-ブテン共重合体
・エチレン-メタクリル酸共重合体
・エチレン-メタクリル酸メチル共重合体
・エチレン-メタクリル酸エチル共重合体
・エチレン-メタクリル酸ブチル共重合体
・エチレン-メチルアクリレート共重合体
・エチレン-エチルアクリレート共重合体
・エチレン-ブチルアクリレート共重合体
・エチレン-酢酸ビニル共重合体
また、これらエチレン系樹脂組成物の中でも下記重合体が更に好ましい。
・エチレン-プロピレン共重合体
・エチレン-ブテン共重合体
・エチレン-ペンテン共重合体
・エチレン-ヘキセン共重合体
・エチレン-オクテン共重合体
具体的には、樹脂材料をそのまま用いて、ペレット状の試料を作製する。そして、示差走査型熱量分析(DSC)装置〔ティー・エイ・インスツルメント社製、Q2000〕を用い、ペレット状の試料を-60℃から220℃まで10℃/分で昇温して融解熱量を測定し、ポリプロピレン系樹脂等のオレフィン系樹脂組成物の完全結晶体における融解熱量の理論値及びペレット状の試料に含まれるポリプロピレン系樹脂等のオレフィン系樹脂組成物の含有量の値から、結晶化度を算出する。
以下、第1のポリプロピレン系樹脂と第2のポリプロピレン系樹脂との混合物(以下単に「混合物」と称する場合がある)について詳細に説明する。
・第1のポリプロピレン系樹脂
第1のポリプロピレン系樹脂としては、例えば、結晶性のポリプロピレン系樹脂が挙げられる。
第1のポリプロピレン系樹脂の具体例としては、例えばプロピレンの単独重合体(以下、ホモポリプロピレンと称する場合がある)が挙げられ、その中でも、結晶化度を前記範囲に調整して良好なリム組み性と走行時の耐変形性との両立を実現する観点から、立体規則性を有するホモポリプロピレンが好ましい。立体規則性を有するホモポリプロピレンとしては、例えば、アイソタクチックポリプロピレン、シンジオタクチックポリプロピレン等が挙げられ、その中でも、良好なリム組み性と走行時の耐変形性との両立を実現する観点からアイソタクチックポリプロピレンがさらに好ましい。
前記樹脂材料に含まれるオレフィン系樹脂組成物には、酸性基を有するオレフィン系樹脂組成物(酸変性オレフィン系樹脂組成物)を用いることもできる。
前記酸変性オレフィン系樹脂組成物を用いてタイヤ骨格体を形成すると補強コードがタイヤ骨格体の外周部に直接巻回されている場合や、補強コード層が補強コードをタイヤ骨格体の外周部に埋設して形成されている場合に、補強コードとの密着性を向上させることができる。
ここで「酸変性」とはカルボン酸基、硫酸基、燐酸基等の酸性基を有する不飽和化合物をオレフィン系樹脂組成物に結合させることをいう。例えば、酸性基を有する不飽和化合物として、不飽和カルボン酸(一般的には、無水マレイン酸)を用いるとき、オレフィン系樹脂組成物に、不飽和カルボン酸の不飽和結合部位を結合(例えば、グラフト重合)させることが挙げられる。
前記酸性基を有する不飽和化合物添加量が過少であるとオレフィン系樹脂組成物へのグラフト量が低下する。また、添加量が過多になると樹脂中の未反応の不飽和カルボン酸が多くなり、十分な接着強度が得られず、加工性が悪化する。
前記有機過酸化物の添加量はグラフト反応を行うのに十分な量が添加されればよく、例えば、0.01質量部~5質量部が好ましく、0.03質量部~1質量部が更に好ましい。
ここで、樹脂のショアD硬度は、JIS K7215(1986年)に準拠して測定された値である。
また、第1のポリプロピレン系樹脂は、結晶性のポリプロピレン系樹脂が好ましい。
第2のポリプロピレン系樹脂としては、分子構造及び立体規則性の少なくとも一方が第1のポリプロピレン系樹脂とは異なるポリプロピレン系樹脂であれば、特に限定されない。
第2のポリプロピレン系樹脂としては、例えば非晶性のポリプロピレン系樹脂が挙げられる。
第2のポリプロピレン系樹脂の具体例としては、立体規則性を有さないホモポリプロピレンの他、プロピレンとプロピレン以外のモノマーとの共重合体等が挙げられる。
以下、プロピレン以外のモノマーを「他のモノマー」、プロピレンと他のモノマーとの共重合体を単に「共重合体」、と称する場合がある。
また共重合体としては、ランダム共重合体、ブロック共重合体等が挙げられ、グラフト重合体でもよい。共重合体としては、結晶化度を前記範囲に調整して良好なリム組み性と走行時の耐変形性との両立を実現する観点から、ブロック共重合体が好ましい。
ここで、「主鎖」とは、ポリマー分子構造中の一番長い幹になる鎖を意味する。そして、前記プロピレンに由来する構成単位の割合は、「第2のポリプロピレン系樹脂の主鎖を構成する構成単位全体」に対する割合である。例えば、第2のポリプロピレン系樹脂がグラフト重合体のように側鎖を有する場合は、側鎖を構成する構成単位を考慮せず、主鎖を構成する構成単位のみのうち、プロピレンに由来する構成単位がどの割合で含まれるかを、前記「プロピレンに由来する構成単位の割合」とする。
第2のポリプロピレン系樹脂がアタクチックポリプロピレンである場合、前記プロピレンに由来する構成単位の割合は90%以上が好ましく、特に95%が好ましく、更に好ましくは100質量%である。
第2のポリプロピレン系樹脂がプロピレン-エチレン-1-ブテン共重合体である場合、共重合体の主鎖を構成する構成単位全体に対する、1-ブテンに由来する構成単位の割合は、5質量%以上40質量%以下が好ましく、10質量%以上25質量%以下がより好ましい。
ここで、樹脂の重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)により測定することができ、例えば、東ソー株式会社製の「HLC-8320GPC EcoSEC」等のGPC(ゲル浸透クロマトグラフィー)を用いることができる。
ここで、樹脂のショアD硬度は、JIS K7215(1986年)に準拠して測定された値である。
第1のポリプロピレン系樹脂と第2のポリプロピレン系樹脂との好ましい組み合わせとしては、例えば、アイソタクチックポリプロピレンと共重合体との組み合わせ、アイソタクチックポリプロピレンとアタクチックポリプロピレンとの組み合わせ等が挙げられ、その中でも、アイソタクチックポリプロピレンとプロピレン-αオレフィン共重合体との組み合わせ、アイソタクチックポリプロピレンとアタクチックポリプロピレンとの組み合わせが好ましく、アイソタクチックポリプロピレンとプロピレン-エチレン-1-ブテン共重合体との組み合わせ、アイソタクチックポリプロピレンとアタクチックポリプロピレンとの組み合わせがより好ましい。
混合物は、結晶化度を前記範囲に調整して良好なリム組み性と走行時の耐変形性との両立を実現する観点から、第1のポリプロピレン系樹脂を含む連続相に第2のポリプロピレン系樹脂が分散相として分散したものであることが好ましい。第1のポリプロピレン系樹脂を含む連続相に第2のポリプロピレン系樹脂が分散相として分散したものとしては、例えば、第1のポリプロピレン系樹脂を海部(連続相)、第2のポリプロピレン系樹脂を島部(分散相)とした海島構造を有するものが挙げられる。
ポリプロピレン系樹脂の融点は、樹脂材料がポリプロピレン系樹脂以外の樹脂や樹脂以外の成分を含む場合は樹脂材料からポリプロピレン系樹脂のみを抽出し、後述する樹脂材料の融点と同様の方法を用いて測定することができる。
本発明における樹脂材料は少なくともオレフィン系樹脂組成物を含み(好ましくは50質量%を超えて含み)、本発明の効果を損ねない範囲であれば、残部としてオレフィン系樹脂組成物以外の他の樹脂を含んでもよく、また非結晶性オレフィン樹脂を含んでもよい。他の樹脂としては熱可塑性樹脂、熱可塑性エラストマー、ゴムが好ましく、例えばポリアミド系樹脂、ポリウレタン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、フッ素系樹脂、ポリアミド系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、スチレン系熱可塑性エラストマー等が挙げられる。
本発明における樹脂材料には、所望に応じて各種添加剤を含有させてもよい。該添加剤としては、例えばゴム、各種充填剤(例えば、シリカ、炭酸カルシウム、クレイ)、老化防止剤、オイル、可塑剤、着色剤、耐候剤、補強材等の各種添加剤が挙げられる。
また樹脂材料は、添加剤として、水添スチレンブタジエンゴム(HSBR)、スチレンブタジエンゴム、エチレンプロピレンゴム、イソプレンゴム、天然ゴム、クロロプレンゴム、アクリルゴム、塩素化ポリエチレンゴム、フッ素ゴム等のゴムを含んでもよい。
前記添加剤の樹脂材料(タイヤ骨格体)中の含有量は特に限定はなく、本発明の効果を損なわない範囲で適宜用いることができる。前記樹脂材料に添加剤など樹脂以外の成分を加える場合、前記樹脂材料中の樹脂成分の含有量は、樹脂材料の総量に対して、50質量%超が好ましく、90質量%以上が更に好ましい。尚、樹脂材料中の樹脂成分の含有量は、前記樹脂成分の総量から各種添加剤の総含有量を差し引いた残部となる。
次に、タイヤ骨格体を構成する樹脂材料の好ましい物性について説明する。本発明におけるタイヤ骨格体は、上述の樹脂材料を用いるものである。
樹脂材料は、前記ポリプロピレン系樹脂等のオレフィン系樹脂組成物を含む樹脂に、必要に応じて各種添加剤を添加して、公知の方法(例えば、溶融混合)で適宜混合することにより得ることができる。
溶融混合して得られた樹脂材料は、必要に応じてペレット状にして用いることができる。
前記樹脂材料は、弾性率、耐衝撃性を調整する為に、2種以上オレフィン系熱可塑性エラストマーを使用してもよい。
上記樹脂材料のクリープ量は、JIS K7115(1999年)に準拠し、JIS3号ダンベル試験片を用い、チャック間:65mm、40kN、90℃の条件で測定された、3時間後のクリープ量をさす。
本発明のタイヤとして、上記範囲の融点を有する樹脂材料を用いることで、100~200℃の温度範囲で融着された骨格体であってもタイヤ骨格片同士の接着強度が十分である。これにより、該タイヤは耐パンク性や耐摩耗性など走行時における耐久性に優れる。尚、前記加熱温度は、タイヤ骨格片を形成する樹脂材料の融点よりも10~150℃高い温度が好ましく、10℃~100℃高い温度が更に好ましい。
樹脂材料の融点の測定は、示差走査熱量計DSCを用いて、ASTMD3418-8に準拠して測定する。具体的には、測定対象の樹脂材料をアルミニウム製パンに載せ、対照用に空パンをセットし、昇温速度10℃/minで測定を行う。測定装置の検出部の温度補正はインジウムと亜鉛の融点を用い、熱量の補正にはインジウムの融解熱を用いる。
[第1の実施形態]
以下に、図面に従って本発明における第1の実施形態に係るタイヤを説明する。
本実施形態のタイヤ10について説明する。図1Aは、本発明の一実施形態に係るタイヤの一部の断面を示す斜視図である。図1Bは、リムに装着したビード部の断面図である。図1Aに示すように、本実施形態のタイヤ10は、従来一般のゴム製の空気入りタイヤと略同様の断面形状を呈している。
また、本実施形態では、タイヤケース半体17Aは左右対称形状、即ち、一方のタイヤケース半体17Aと他方のタイヤケース半体17Aとが同一形状とされているので、タイヤケース半体17Aを成形する金型が1種類で済むメリットもある。
以下、本実施形態のタイヤの製造方法について説明する。
まず、本発明における樹脂材料を用いてタイヤケース半体を形成する。これらタイヤケースの形成は、射出成形で行うことが好ましい。次に、薄い金属の支持リングに支持されたタイヤケース半体同士を互いに向かい合わせる。次いで、タイヤケース半体の突き当て部分の外周面と接するように図を省略する接合金型を設置する。ここで、前記接合金型はタイヤケース半体17Aの接合部(突き当て部分)周辺を所定の圧力で押圧するように構成されている。次いで、タイヤケース半体の接合部周辺を、タイヤケースを構成する樹脂材料の融点(または軟化点)以上で押圧する。タイヤケース半体の接合部が接合金型によって加熱・加圧されると、前記接合部が溶融しタイヤケース半体同士が融着しこれら部材が一体となってタイヤケース17が形成される。尚、本実施形態においては接合金型を用いてタイヤケース半体の接合部を加熱したが、本発明はこれに限定されず、例えば、別に設けた高周波加熱機等によって前記接合部を加熱してもよく、予め熱風、赤外線の照射等によって軟化または溶融させ、接合金型によって加圧して、タイヤケース半体を接合させてもよい。
次に、補強コード巻回工程について図3を用いて説明する。図3は、コード加熱装置、およびローラ類を用いてタイヤケースのクラウン部に補強コードを埋設する動作を説明するための説明図である。図3において、コード供給装置56は、補強コード26を巻き付けたリール58と、リール58のコード搬送方向下流側に配置されたコード加熱装置59と、補強コード26の搬送方向下流側に配置された第1のローラ60と、第1のローラ60をタイヤ外周面に対して接離する方向に移動する第1のシリンダ装置62と、第1のローラ60の補強コード26の搬送方向下流側に配置される第2のローラ64と、第2のローラ64をタイヤ外周面に対して接離する方向に移動する第2のシリンダ装置66と、を備えている。第2のローラ64は、金属製の冷却用ローラとして利用することができる。また、本実施形態において、第1のローラ60または第2のローラ64の表面は、溶融または軟化した樹脂材料の付着を抑制するためにフッ素樹脂(本実施形態では、テフロン(登録商標))でコーティングされている。なお、本実施形態では、コード供給装置56は、第1のローラ60または第2のローラ64の2つのローラを有する構成としているが、本発明はこの構成に限定されず、何れか一方のローラのみ(即ち、ローラ1個)を有している構成でもよい。
本実施形態のタイヤ10では、タイヤケース17が、オレフィン系樹脂組成物を含み、且つJIS K7113(1995年)に規定される引張弾性率が140MPa~570MPa、JIS K7115(1999年)に規定されるクリープ量が50mm以下である樹脂材料によって形成されているため、良好なリム組み性と走行時の良好な耐変形性とを両立させることができる。
本実施形態の別の実施形態のタイヤ10では、タイヤケース17が、結晶化度が24.5%以上32.7%以下であるポリプロピレン系樹脂を含む樹脂材料によって形成されている。このため、良好なリム組み性と走行時の耐変形性とを両立させることができる。
また、タイヤ10は従来のゴム製のタイヤに比して構造が簡易であるため重量が軽い。このため、本実施形態のタイヤ10は、耐摩擦性および耐久性が高い。更に、タイヤケース17を射出成形できることから生産性にも非常に優れる。
更に、補強コード26がスチールコードの場合に、タイヤ処分時に補強コード26を加熱によって樹脂材料から容易に分離・回収が可能であるため、タイヤ10のリサイクル性の点で有利である。また、樹脂材料は加硫ゴムに比して損失係数(tanδ)が低いため、補強コード層28が樹脂材料を多く含んでいると、タイヤの転がり性を向上させることができる。更には、樹脂材料は加硫ゴムに比して、面内せん断剛性が大きく、タイヤ走行時の操安性や耐摩耗性にも優れるといった利点がある。
さらに、ビード部12には、金属材料からなる環状のビードコア18が埋設されていることから、従来のゴム製の空気入りタイヤと同様に、リム20に対してタイヤケース17、すなわちタイヤ10が強固に保持される。
表1に記載の材料を、該表に記載の組成にて混合し樹脂材料を得た。前記混合は、混合装置として二軸押出機を用い、180~230℃の条件で混練を行った。
得られた樹脂材料をペレット化し、180~230℃で射出成形し、サンプル片を得た。各種測定はこのサンプル片から試験片を打ち抜いたサンプルを用いて実施した。
実施例5及び比較例8において得られた樹脂材料を原子間力顕微鏡(AFM)によって観察したところ、第1のポリプロピレン系樹脂を海部(連続相)、第2のポリプロピレン系樹脂を島部(分散相)とした海島構造を有することが確認された。
・引張弾性率
JIS K7113(1995年)に準拠し測定を実施した。
JIS K7115(1999年)に準拠し、JIS3号ダンベル試験片を用い、チャック間:65mm、40kN、90℃の条件で、3時間後のクリープ量を測定した。
示差走査型熱量分析(DSC)装置〔ティー・エイ・インスツルメント社製、Q2000〕を用い、ペレット状の試料を-60℃から220℃まで10℃/分で昇温して融解熱量を測定し、結晶化度を算出した。
ティーエイ・インスツルメント社製、示差走査熱量計DSCを用いて、ASTMD3418-8に準拠して測定した。
165/45 R16のタイヤを作製し、ドラムにて150km/hで走行させ、5分以上走行したものをA、サイドが膨れたり、このサイドの膨れに起因してエアーがリークしたりしたものをBとした。
各実施例及び比較例で得られた樹脂材料を用いて、それぞれ上述の第1の実施形態を参照し、タイヤを形成した。次いで、タイヤをリムに装着し、エアシール性が確保できた場合を「A」、エアシール性が確保できなかった場合を「B」とした。
-30℃でのシャルピー試験(JIS K7111-1:2006年)を、ノッチ加工なしの条件で実施し、破断したものをB、破断しなかったものをNBとした。
以上の結果を下記表1に示す。

・E105GM:アイソタクチックポリプロピレン、(株)プライムポリマー製、プライムポリプロ、重量平均分子量:1,220,000
・EA9:アイソタクチックポリプロピレン、日本ポリプロ(株)製、ノバテック(登録商標)、重量平均分子量:1,120,000
・PS522M:プロピレンとエチレンとのランダム共重合体、サンアロマー(株)製、主鎖を構成する構成単位全体に対するプロピレンに由来する構成単位の割合:96質量%、重量平均分子量:539,000
・PN-3560:プロピレンとエチレンと1-ブテンとのブロック共重合体、三井化学(株)製、タフマー(登録商標)、主鎖を構成する構成単位全体に対するプロピレンに由来する構成単位の割合:71質量%、主鎖を構成する構成単位全体に対する1-ブテンに由来する構成単位の割合:21質量%、重量平均分子量:390,000、ショアA硬度:70
・T1712:アタクチックポリプロピレンとアイソタクチックポリプロピレンとの混合物、住友化学(株)製、タフセレン(登録商標)、アタクチックポリプロピレンの含有量:85質量%、重量平均分子量:561,000、デュロA硬度:61
表1に記載の樹脂材料は、180℃~230℃で射出成形し、サンプル片を得た。各種測定はこのサンプル片から試験片を打ち抜いたサンプルを用いて実施した。
表2、表3に記載の樹脂材料を、該表に記載の組成にて2軸押出機にて180℃~230℃にて混合し樹脂材料を得た。得られた樹脂材料をペレット化し、180℃~230℃で射出成形し、サンプル片を得た。各種測定はこのサンプル片から試験片を打ち抜いたサンプルを用いて実施した。
JIS K7113(1995年)に準拠し測定を実施した。
JIS K7115(1999年)に準拠し、JIS3号ダンベル試験片を用い、チャック間:65mm、40kN、90℃の条件で、3時間後のクリープ量を測定した。
・タイヤ評価(耐変形性)
165/45 R16のタイヤを作製し、ドラムにて150km/hで走行させ、5分以上走行したものをA、サイドが膨れたり、このサイドの膨れに起因してエアーがリークしたものをBとした。
各実施例及び比較例で得られた樹脂材料を用いて、それぞれ上述の第1実施形態を参照し、タイヤを形成した。次いで、タイヤをリムに装着し、エアシール性が確保できた場合を「A」、エアシール性が確保できなかった場合を「B」とした。
-30℃でのシャルピー試験(JIS K7111-1:2006年)を、ノッチ加工なしの条件で実施し、破断したものをB、破断しなかったものをNBとした。
以上の結果を下記表B1~表B3に示す。
・1520F:ポリエチレン、宇部丸善ポリエチレン(株)製、ユメリット(登録商標)
・1540F:ポリエチレン、宇部丸善ポリエチレン(株)製、ユメリット(登録商標)
・UF230:ポリエチレン、日本ポリエチレン(株)製、ノバテック(登録商標)
・4540F:ポリエチレン、宇部丸善ポリエチレン(株)製、ユメリット(登録商標)
・613A:ポリエチレン、宇部丸善ポリエチレン(株)製、ユメリット(登録商標)
・J-5710:ポリプロピレン、(株)プライムポリマー製、プライムTPO(登録商標)
・E-105GM:ポリプロピレン、(株)プライムポリマー製、プライムポリプロ
・EA9:ポリプロピレン、日本ポリプロ(株)製、ノバテック(登録商標)
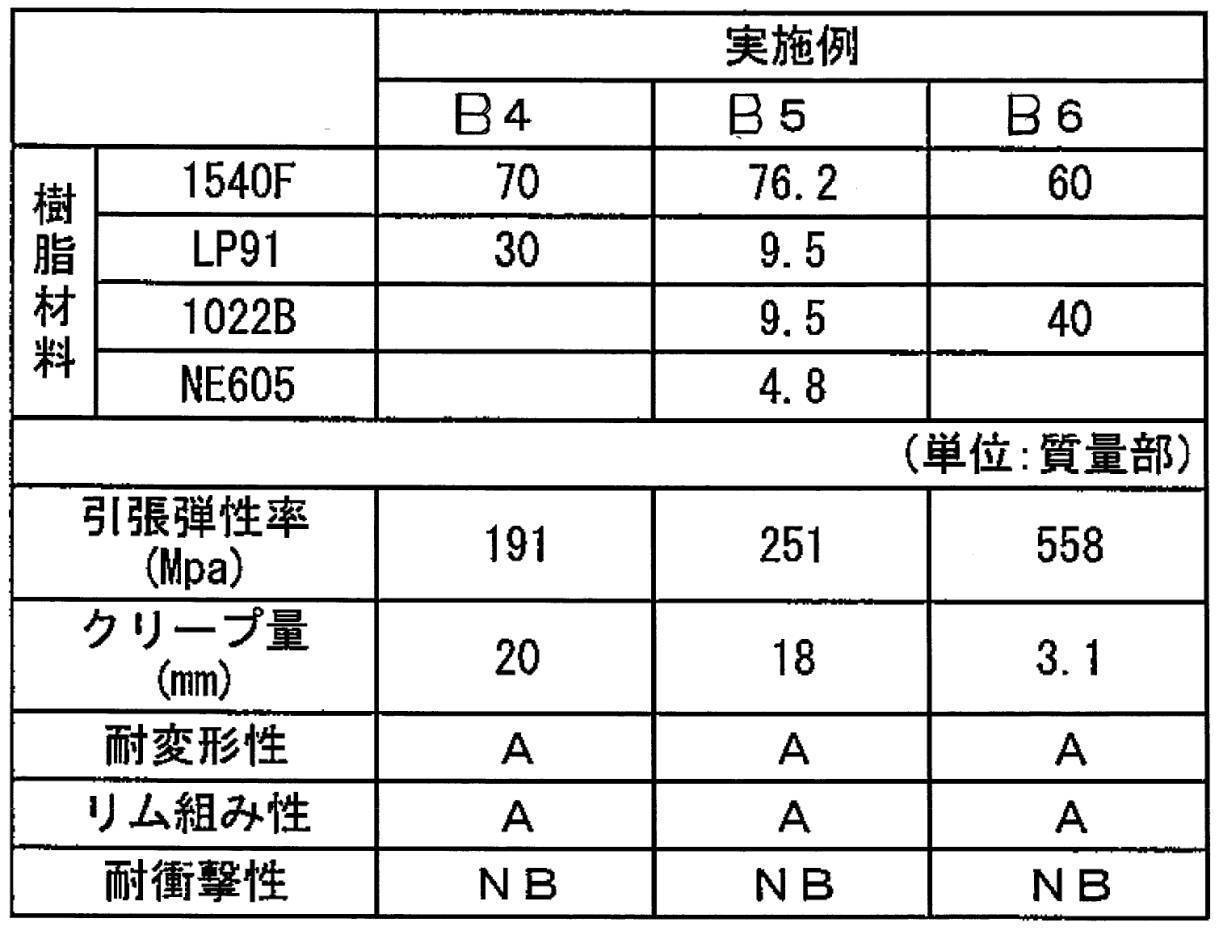

・1540F:ポリエチレン、宇部丸善ポリエチレン(株)製、ユメリット(登録商標)
・LP91:変性ポリオレフィン、アルケマ製、Apolhya(登録商標)
・1022B:ポリアミド6、宇部興産(株)製、UBEナイロン
・NE605:酸変性ポリエチレン、三井化学(株)製、アドマー(登録商標)
・E-105GM:ポリプロピレン、(株)プライムポリマー製、プライムポリプロ
・EA9:ポリプロピレン、日本ポリプロ(株)製、ノバテック(登録商標)
・PN-3560:結晶性オレフィンエラストマー、三井化学(株)製、タフマー(登録商標)
・T1712:アタックチックポリプロピレン、住友化学(株)製、タフセレン(登録商標)
・P-0375:ポリエチレン-ポリプロピレン共重合体、三井化学(株)製、タフマー(登録商標)
・1320P:HSBR、JSR(株)製、DYNARON(登録商標)
また表B1~表B3からわかるように、引張弾性率およびクリープ量が特定の範囲に制御され且つ樹脂材料としてエチレン系樹脂組成物を用いている実施例B1~B6は、プロピレン系樹脂組成物を用いている実施例B7~B12や、引張弾性率およびクリープ量の少なくとも一方を満たさない比較例Bに比べ、優れた耐衝撃性を実現していることがわかる。
本明細書に記述された全ての刊行物や特許出願、並びに技術標準は、それら個々の刊行物や特許出願、並びに技術標準が引用文献として特別に、そして個々に組み込むことが指定されている場合には、該引用文献と同じ限定範囲においてここに組み込まれるものである。上記本発明の好ましい実施態様の詳細は、当業者がその適用を企図する態様により様々な応用形態に自在に変更できることは言うまでも無いことである。本発明の範囲は下記特許請求の範囲及びその等価物に拠って決定されることを企図するものである。
Claims (12)
- 樹脂材料で形成され且つ環状のタイヤ骨格体を有し、
前記樹脂材料がオレフィン系樹脂組成物を含み、且つ前記樹脂材料のJIS K7113(1995年)に規定される引張弾性率が140MPa~570MPa、JIS K7115(1999年)に規定されるクリープ量が50mm以下であるタイヤ。 - 前記樹脂材料は少なくともポリプロピレン系樹脂を含み、
前記ポリプロピレン系樹脂の結晶化度が24.5%以上32.7%以下である請求項1に記載のタイヤ。 - 前記樹脂材料中における前記ポリプロピレン系樹脂の含有率が60質量%より高い、請求項2に記載のタイヤ。
- 前記ポリプロピレン系樹脂の融点が160℃以上である、請求項2又は請求項3に記載のタイヤ。
- 前記ポリプロピレン系樹脂は、第1のポリプロピレン系樹脂と、第1のポリプロピレン系樹脂とは異なる第2のポリプロピレン系樹脂と、を含む混合物である、請求項2~請求項4のいずれか1項に記載のタイヤ。
- 前記混合物は、前記第1のポリプロピレン系樹脂を含む連続相に、前記第2のポリプロピレン系樹脂が分散相として分散したものである、請求項5に記載のタイヤ。
- 前記第2のポリプロピレン系樹脂の主鎖を構成する構成単位全体に対するプロピレンに由来する構成単位の割合が50質量%以上100質量%以下である、請求項5又は請求項6に記載のタイヤ。
- 前記第1のポリプロピレン系樹脂及び前記第2のポリプロピレン系樹脂の合計量に対する前記第2のポリプロピレン系樹脂の含有率は、34質量%以上50質量%以下である、請求項5~請求項7のいずれか1項に記載のタイヤ。
- 前記オレフィン系樹脂組成物がエチレン系樹脂組成物である請求項1に記載のタイヤ。
- 前記エチレン系樹脂組成物の重量平均分子量が100,000~300,000である請求項9に記載のタイヤ。
- 前記エチレン系樹脂組成物の重量平均分子量が180,000~300,000である請求項10に記載のタイヤ。
- 前記樹脂材料が前記オレフィン系樹脂組成物を50質量%を超えて含む請求項1又は請求項9~請求項11の何れか一項に記載のタイヤ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016524538A JP6049946B1 (ja) | 2015-02-04 | 2016-02-04 | タイヤ |
| US15/547,845 US10442922B2 (en) | 2015-02-04 | 2016-02-04 | Tire |
| CN201680008495.XA CN107207803B (zh) | 2015-02-04 | 2016-02-04 | 轮胎 |
| EP16746704.2A EP3255097B1 (en) | 2015-02-04 | 2016-02-04 | Tire |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015020562 | 2015-02-04 | ||
| JP2015-020549 | 2015-02-04 | ||
| JP2015020549 | 2015-02-04 | ||
| JP2015-020562 | 2015-02-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016125873A1 true WO2016125873A1 (ja) | 2016-08-11 |
Family
ID=56564212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/053427 Ceased WO2016125873A1 (ja) | 2015-02-04 | 2016-02-04 | タイヤ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10442922B2 (ja) |
| EP (1) | EP3255097B1 (ja) |
| JP (1) | JP6049946B1 (ja) |
| CN (1) | CN107207803B (ja) |
| WO (1) | WO2016125873A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6021964B2 (ja) * | 2015-02-04 | 2016-11-09 | 株式会社ブリヂストン | タイヤ |
| JP6654835B2 (ja) * | 2015-09-04 | 2020-02-26 | 株式会社ブリヂストン | タイヤ |
| JP6984955B2 (ja) * | 2018-06-25 | 2021-12-22 | 株式会社ブリヂストン | タイヤ及びタイヤの製造方法 |
| MX2023012076A (es) * | 2021-04-15 | 2023-10-24 | Checkerspot Inc | Composiciones de poliuretano fundido y usos de las mismas. |
| EP4208528B1 (en) | 2021-09-17 | 2025-04-02 | Checkerspot, Inc. | High oleic oil compositions and uses thereof |
| WO2023091669A1 (en) | 2021-11-19 | 2023-05-25 | Checkerspot, Inc. | Recycled polyurethane formulations |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999048973A1 (en) * | 1998-03-20 | 1999-09-30 | Ube Industries, Ltd. | Resin composition reinforced with polyamide fibers and process for producing the same |
| JP2012046029A (ja) * | 2010-08-25 | 2012-03-08 | Bridgestone Corp | タイヤ |
| JP2012106668A (ja) * | 2010-11-18 | 2012-06-07 | Bridgestone Corp | タイヤ |
| JP2013515801A (ja) * | 2009-12-23 | 2013-05-09 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | スチレン熱可塑性エラストマー及びポリフェニレンエーテルを含む気密層を備えた空気圧物品 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57151405A (en) | 1981-03-13 | 1982-09-18 | Bridgestone Corp | Pneumatic tyre with improved maneuverability and reduced rolling resistance |
| EP0425299B1 (en) | 1989-10-27 | 1996-03-13 | Sumitomo Rubber Industries Limited | A pneumatic tyre |
| JPH03143701A (ja) | 1989-10-27 | 1991-06-19 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JPH0621208B2 (ja) * | 1990-05-21 | 1994-03-23 | チッソ株式会社 | ポリプロピレン樹脂組成物 |
| JP2865598B2 (ja) * | 1995-10-02 | 1999-03-08 | 横浜ゴム株式会社 | 熱可塑性エラストマー組成物 |
| CN100421975C (zh) | 2001-04-04 | 2008-10-01 | 株式会社普利司通 | 具有改进模量的轮胎构件 |
| EP3254867B1 (en) | 2010-08-25 | 2020-06-03 | Bridgestone Corporation | Tire, and tire manufacturing method |
| JP5619527B2 (ja) | 2010-08-25 | 2014-11-05 | 株式会社ブリヂストン | タイヤ |
| WO2013129632A1 (ja) * | 2012-02-29 | 2013-09-06 | 株式会社ブリヂストン | タイヤ |
| JP6419689B2 (ja) * | 2013-02-28 | 2018-11-07 | 株式会社ブリヂストン | タイヤ |
| US9683080B2 (en) | 2013-03-29 | 2017-06-20 | Bridgestone Corporation | Tire |
| JP6021964B2 (ja) | 2015-02-04 | 2016-11-09 | 株式会社ブリヂストン | タイヤ |
-
2016
- 2016-02-04 CN CN201680008495.XA patent/CN107207803B/zh active Active
- 2016-02-04 JP JP2016524538A patent/JP6049946B1/ja not_active Expired - Fee Related
- 2016-02-04 EP EP16746704.2A patent/EP3255097B1/en active Active
- 2016-02-04 WO PCT/JP2016/053427 patent/WO2016125873A1/ja not_active Ceased
- 2016-02-04 US US15/547,845 patent/US10442922B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1999048973A1 (en) * | 1998-03-20 | 1999-09-30 | Ube Industries, Ltd. | Resin composition reinforced with polyamide fibers and process for producing the same |
| JP2013515801A (ja) * | 2009-12-23 | 2013-05-09 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | スチレン熱可塑性エラストマー及びポリフェニレンエーテルを含む気密層を備えた空気圧物品 |
| JP2012046029A (ja) * | 2010-08-25 | 2012-03-08 | Bridgestone Corp | タイヤ |
| JP2012106668A (ja) * | 2010-11-18 | 2012-06-07 | Bridgestone Corp | タイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016125873A1 (ja) | 2017-04-27 |
| EP3255097A1 (en) | 2017-12-13 |
| CN107207803B (zh) | 2020-07-17 |
| JP6049946B1 (ja) | 2016-12-21 |
| US10442922B2 (en) | 2019-10-15 |
| CN107207803A (zh) | 2017-09-26 |
| US20180016427A1 (en) | 2018-01-18 |
| EP3255097B1 (en) | 2019-04-03 |
| EP3255097A4 (en) | 2018-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6049946B1 (ja) | タイヤ | |
| JP5619527B2 (ja) | タイヤ | |
| JP6602140B2 (ja) | タイヤ | |
| JP6419689B2 (ja) | タイヤ | |
| CN104144798B (zh) | 轮胎 | |
| CN104245356A (zh) | 轮胎 | |
| WO2013129630A1 (ja) | タイヤ | |
| WO2013129632A1 (ja) | タイヤ | |
| WO2013154205A1 (ja) | タイヤ | |
| JP6362929B2 (ja) | タイヤ | |
| JP6076776B2 (ja) | タイヤ | |
| US10800209B2 (en) | Tire | |
| JP6021964B2 (ja) | タイヤ | |
| JP2016128298A (ja) | タイヤトレッド及びタイヤ | |
| WO2017051891A1 (ja) | タイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016524538 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16746704 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016746704 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15547845 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |