WO2016136894A1 - サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具 - Google Patents
サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具 Download PDFInfo
- Publication number
- WO2016136894A1 WO2016136894A1 PCT/JP2016/055670 JP2016055670W WO2016136894A1 WO 2016136894 A1 WO2016136894 A1 WO 2016136894A1 JP 2016055670 W JP2016055670 W JP 2016055670W WO 2016136894 A1 WO2016136894 A1 WO 2016136894A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cermet
- decorative member
- mass
- nickel
- chromium
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/04—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbonitrides
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44C—PERSONAL ADORNMENTS, e.g. JEWELLERY; COINS
- A44C5/00—Bracelets; Wrist-watch straps; Fastenings for bracelets or wrist-watch straps
- A44C5/02—Link constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
- B22F5/106—Tube or ring forms
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/067—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds comprising a particular metallic binder
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/22—Materials or processes of manufacturing pocket watch or wrist watch cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/041—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by mechanical alloying, e.g. blending, milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Definitions
- the present invention relates to a decorative member made of cermet, and a timepiece, a portable terminal and a jewelry using the decorative member.
- gold, its alloys, or various metals plated from the viewpoint of color tone and corrosion resistance have been used for gold decorative items.
- gold, its alloys, or plated metal materials all have low hardness, there is a problem that the surface is scratched or deformed due to contact with a hard substance.
- Patent Document 1 a ceramic for decorative parts made of a titanium nitride-based sintered body containing titanium nitride as a main component, including nickel, niobium, chromium and carbon, A cermet decorative member containing carbon in a content of 0.5% by mass to 0.9% by mass is proposed.
- Patent Document 2 it is a ceramic for decorative parts made of a titanium nitride sintered body, and includes nickel, niobium, chromium and carbon, and the carbon is contained in an amount of 1% by mass or more.
- a cermet decorative member containing 2% by mass or less is proposed.
- the decorative member made of cermet according to the present disclosure includes a cermet including a crystal phase made of titanium carbonitride and a binder phase made of metal, and the binder phase contains nickel as a main component and at least niobium and chromium. Has a lattice constant of 3.54 mm or more.
- the timepiece, portable terminal or accessory of the present disclosure uses the cermet decorative member having the above configuration.
- a watch case is shown as an example of a cermet decorative member of the present embodiment, (a) is a perspective view seen from the front side, and (b) is a perspective view seen from the back side. It is a schematic diagram which shows an example of a structure of the timepiece band as an example of the decorative member made from cermet of this embodiment.
- the cermet decorative member is required to reduce color variation in order to give the customer an even higher class and high aesthetic satisfaction.
- the decorative member made of cermet of this embodiment is made of cermet including a crystal phase made of titanium carbonitride and a binder phase made of metal.
- the binder phase contains nickel as a main component and at least niobium and chromium, and the lattice constant of nickel is 3.54% or more.
- the main component in the binder phase is a component that exceeds 50% by mass of 100% by mass of the components constituting the binder phase.
- the decorative member made of cermet according to the present embodiment satisfies the above configuration, and thus exhibits a golden color tone with little color variation.
- the lattice constant of the single crystal of nickel is 3.5238 mm
- the lattice constant of nickel in the decorative member made of cermet of this embodiment is 3.54 mm or more.
- the cermet decorative member according to the present embodiment exhibits a golden color tone with little color variation.
- Niobium and / or chromium is dissolved in nickel, which is a main component of the binder phase, which has a high ionization tendency. This is presumably because the nickel ionization tendency is reduced. In particular, it is presumed that the effect due to the solid solution of niobium is large.
- the lattice constant of nickel in the decorative member made of cermet of this embodiment can be known by measuring using an X-ray diffractometer (XRD, for example, BrukerAXS: D8 ADVANCE).
- XRD X-ray diffractometer
- the decorative member made of cermet according to the present embodiment includes, for example, 7.0 to 11.0% by mass of nickel, 1.5 to 6.0% by mass of niobium out of 100% by mass of all components constituting the cermet, Chromium is 1.0 to 5.0% by mass, and the balance is titanium carbonitride. More preferably, nickel is 8.0 to 10.0 mass%, niobium is 2.5 to 5.0 mass%, and chromium is 2.0 to 4.0 mass%. Note that whether or not the cermet decorative member of the present embodiment contains titanium carbonitride can be confirmed by measuring and identifying with XRD. Further, the presence of nickel, niobium, and chromium can be confirmed by observing with a scanning electron microscope (SEM) and using an EDS attached to the SEM for portions other than the crystal phase.
- SEM scanning electron microscope
- the contents of nickel, niobium and chromium can be determined by measurement using an ICP (Inductively-Coupled-Plasma) emission spectroscopic analyzer (ICP) or a fluorescent X-ray analyzer (XRF).
- ICP Inductively-Coupled-Plasma emission spectroscopic analyzer
- XRF fluorescent X-ray analyzer
- the content of titanium carbonitride can also be determined by measuring Ti with ICP or XRF and adding the results of measuring carbon with a carbon analyzer and nitrogen with a nitrogen analyzer.
- Measurement conditions are SCI (including specularly reflected light), light source is CIE standard light source D65, illumination light receiving method is di: 8 °, de: 8 ° (diffuse illumination, 8 ° direction light reception), and measurement diameter is set to 3 mm. You can do that.
- ⁇ E (( ⁇ L *) 2 + ( ⁇ a *) 2 + is obtained using the obtained values of L *, a *, and b *.
- the color variation can be obtained by ( ⁇ b *) 2 ) 1/2 .
- L * is an index of lightness indicating the lightness and darkness of the color tone.
- L * is a bright color tone
- L * is small, it is a dark color tone.
- a * is an index indicating the degree of red to green color tone, and if the value of a * is a large value on the plus side, it is a red color tone, and the value of a * is on the minus side.
- a large value means a greenish tone.
- b * is an index indicating the degree of yellow to blue in the color tone. If the value of b * is a large value on the plus side, it is a yellowish tone, and the value of b * is on the minus side. A large value means a blue color tone.
- L * is 64 to 68
- a * is 1 to 4
- b * is 1 or more and 5 or less, and a purple-colored golden color tone can be exhibited.
- the cermet decorative member of the present embodiment when the cermet contains at least one of molybdenum, tungsten, and cobalt, these act as a sintering aid to lower the firing temperature. Therefore, it is possible to suppress a decrease in shape workability due to abnormal grain growth of titanium carbonitride crystals.
- molybdenum, tungsten and cobalt may contain all of molybdenum, tungsten and cobalt, and suitable content is, for example, that the content of molybdenum is 0.5% in 100% by mass of all components constituting the cermet. Mass% or more and 2.0 mass% or less, tungsten content is 0.05 mass% or more and 0.4 mass% or less, and cobalt content is 0.02 mass% or more and 0.2 mass% or less. is there.
- the total content of molybdenum, tungsten and cobalt is 2% by mass or less.
- the content of molybdenum, tungsten and cobalt in 100% by mass of all components constituting the cermet may be measured using ICP or XRF.
- the oxygen content when the oxygen content is less than 1.0% by mass in 100% by mass of all the components constituting the cermet, the oxidation of the binder phase is small. Therefore, the color variation can be further reduced. Further, when the oxygen content is less than 1.0% by mass, there is little oxidation of the binder phase, that is, nickel, niobium, chromium, and the like are present as metals, so Play a role.
- the oxygen content can be determined by measuring with an oxygen analyzer (for example, TCH-600 manufactured by LECO).
- the content of free carbon is 1.5% by mass or more and 2.5% by mass or less in 100% by mass of all the components constituting the cermet
- Shape processing time for obtaining a desired shape can be shortened while having mechanical characteristics.
- the free carbon content can be determined by measuring with a carbon analyzer (for example, RC-612 manufactured by LECO).
- the cermet decorative member of this embodiment may contain a compound made of nickel and chromium.
- nickel and chromium are magnetic materials, whereas a compound composed of nickel and chromium is a non-magnetic material. Even if it is used for a timepiece, a portable terminal, etc., the influence of magnetism becomes difficult.
- the compound composed of nickel and chromium is a compound represented by CrNi. Is 01-071-7594.
- the cermet decorative member of this embodiment has a three-point bending strength of 1000 MPa or more and has practically sufficient mechanical properties.
- the three-point bending strength may be measured according to JIS R 1601-2008.
- FIG. 1 shows a watch case as an example of a cermet decorative member of the present embodiment
- (a) is a perspective view seen from the front side
- (b) is a perspective view seen from the back side.
- FIG. 2 is a schematic diagram showing an example of the configuration of a watch band as an example of a cermet decorative member of the present embodiment.
- a watch case 10 shown in FIGS. 1A and 1B fixes a recess 11 for housing a movement (drive mechanism) (not shown) and the like and a watch band (not shown) for mounting the watch on an arm. And a foot 12.
- the concave portion 11 includes a thin bottom portion 13 and a thick trunk portion 14.
- the band piece constituting the watch band 50 shown in FIG. 2 has a middle piece 20 having a through hole 21 into which the pin 40 is inserted, and a pin hole 31 into which the both ends of the pin 40 are inserted. And an outer piece 30 having The pin 40 is inserted into the through hole 21 of the middle piece 20 and both ends of the inserted pin 40 are inserted into the pin holes 31 of the outer piece 30, so that the middle piece 20 and the outer piece 30 are sequentially connected to each other.
- a band 50 is configured.
- the band pieces constituting the watch case 10 and the watch band 50 are made of the cermet decorative member according to the present embodiment, they exhibit a golden color tone with little color variation. Can give a sense of quality and high aesthetic satisfaction to the user. Needless to say, even in a timepiece using the cermet decorative member of the present embodiment such as the band piece constituting the timepiece case 10 and the timepiece band 50, it can give a luxury and high aesthetic satisfaction to the consumer. it can. Note that the cermet decorative member of this embodiment can also be used for a clock hand or dial.
- the cermet decorative member of the present embodiment can be suitably used for a casing of a mobile terminal, various operation keys, and the like. And a consumer who owns a portable terminal using the cermet decorative member of the present embodiment can be given a sense of luxury and high aesthetic satisfaction.
- the portable terminal means a portable information terminal including a cellular phone, a portable car navigation system, an audio player, and the like.
- the cermet decorative member of the present embodiment can be suitably used for rings, earrings, necklaces, etc., and even for consumers who own jewelry that uses the cermet decorative member of the present embodiment, High aesthetic satisfaction can be given.
- cermet decorative member of the present embodiment is not limited to those described above, and can be suitably used for parts that require decorative value, such as amenity goods and car emblems.
- titanium nitride powder having an average particle size of 10 to 30 ⁇ m
- titanium carbide powder having an average particle size of 0.5 to 3.0 ⁇ m
- nickel powder having an average particle size of 15 to 25 ⁇ m
- an average particle size of 10 to A predetermined amount of niobium powder having a diameter of 20 ⁇ m and chromium powder having an average particle diameter of 30 to 50 ⁇ m is weighed.
- nickel powder is 7.0 to 11.0% by mass
- niobium powder is 1.5 to 6.0% by mass
- chromium powder is 1.0 to 5.0% by mass
- the balance is titanium nitride.
- Powder and titanium carbide powder are used as starting materials.
- the ratio of the titanium nitride powder to the titanium carbide powder is preferably weighed so as to be 6.5: 3.5 to 3: 7, and more preferably 6: 4 to 4: 6. .
- nickel powder, niobium powder, chromium powder, and water or methanol as a solvent are put in a mill and mixed and ground (primary mixing and grinding).
- niobium and / or chromium can be dissolved in nickel by pulverizing with only metal powder for 10 hours or more and allowing niobium powder and chromium powder to be present around the nickel powder.
- the primary mixing / pulverization time exceeds 30 hours, the solid solution accelerating effect does not change. Therefore, for the purpose of promoting the solid solution, the primary mixing / pulverization time is preferably 30 hours or less.
- the cermet contains at least one of molybdenum, tungsten, and cobalt, molybdenum powder, tungsten powder, and cobalt powder may be prepared and added during the primary mixing and pulverization.
- molybdenum powder, tungsten powder, and cobalt powder may be prepared and added during the primary mixing and pulverization.
- the compound which consists of nickel and chromium exist in a cermet what is necessary is just to make the time of primary mixing and grinding
- the titanium nitride powder and the titanium carbide powder are put into a mill, followed by secondary mixing and pulverization, and then a predetermined amount of binder is added to obtain a slurry.
- the obtained slurry is spray-dried into granules, and the granules are used to form a circle by a desired molding method, for example, a dry pressure molding method, a cold isostatic pressing method, an extrusion molding method, or the like. It is formed into a desired shape such as a plate, flat plate, or torus. If the desired shape is complicated, an injection molding method may be used as the molding method.
- a desired molding method for example, a dry pressure molding method, a cold isostatic pressing method, an extrusion molding method, or the like. It is formed into a desired shape such as a plate, flat plate, or torus. If the desired shape is complicated, an injection molding method may be used as the molding method.
- the compact is put in a pressure degreasing furnace and degreased while being maintained at a temperature of 310 to 390 ° C. and a pressure of 30 to 60 kPa in an inert gas atmosphere.
- the sintered body can be obtained by firing at a temperature of 1200 to 1500 ° C. in a vacuum of 1.33 Pa or less.
- the temperature is kept at 400 to 600 ° C. for 50 minutes or more at the time of the temperature rise of the firing, and thereafter 1200 to It may be fired at a temperature of 1500 ° C. As described above, when the temperature is raised and held at 400 to 600 ° C.
- the content can be less than 1.0% by mass.
- free carbon content 1.5 mass% or more and 2.5 mass% or less among 100 mass% of all the components which comprise a cermet, what is necessary is just to adjust degreasing conditions in degreasing conditions, for example, When the temperature is 350 ° C. and the pressure is 45 kPa, the holding time may be 10 to 20 minutes.
- a lapping process is performed using a tin lapping machine while supplying diamond abrasive grains having an average particle diameter of 1 ⁇ m or less, and then barrel polishing is performed.
- barrel polishing in a wet process, green carborundum (GC) may be used as a medium and rotated for 24 hours with a rotating barrel polishing machine.
- GC green carborundum
- the cermet decorative member of the present embodiment obtained as described above has a crystal phase made of titanium carbonitride and a binder phase containing nickel, niobium and chromium, and the nickel lattice constant is 3.54 mm or more. It is possible to exhibit a golden color tone with little color variation.
- the watch, the portable terminal and the accessory using the cermet decorative member of the present embodiment have sufficient mechanical strength for practical use, and give consumers a sense of quality and high aesthetic satisfaction. be able to.
- nickel powder, niobium powder, chromium powder, and water or methanol as a solvent were placed in a mill and subjected to primary mixing and pulverization at the times shown in Table 1.
- the titanium nitride powder and the titanium carbide powder were put in a mill, subjected to secondary mixing and pulverization, and then a predetermined amount of binder was added to obtain a slurry.
- the obtained slurry was spray-dried to form granules, and a molded body was obtained by using this granule by a dry pressure molding method.
- the compact is put into a pressure degreasing furnace and degreased while maintaining a temperature of 350 ° C. and a pressure of 45 kPa in an inert gas atmosphere, and then a temperature of 1500 ° C. in a vacuum of 1.33 Pa or less. Was sintered to obtain a sintered body.
- Measurement conditions are SCI (including specularly reflected light), the light source is CIE standard light source D65, the illumination light receiving method is di: 8 ° ⁇ de: 8 ° (diffuse illumination, 8 ° direction light reception), and the measurement diameter is 3 mm. It was done by setting.
- Sample No. 3 to 6 are sample Nos.
- a result of a smaller ⁇ E value than 1 and 2 was obtained, and in a cermet having a crystal phase composed of titanium carbonitride and a binder phase containing nickel, niobium and chromium, the lattice constant of nickel is 3.54 ⁇ or more. As a result, it was found that a golden color tone with little color variation was exhibited.
- a cermet having the composition shown in Table 2 was prepared, and the evaluation of the monitor was performed together with the measurement of the color tone.
- sample No. of Example 1 except having weighed so that it might become a composition shown in Table 2. 4 was produced in the same manner as when 4 was produced.
- Sample No. Sample No. 8 4 is a sample under the same conditions.
- each sample was measured using XRD (BrukerAXS Co., Ltd .: D8 ADVANCE) to confirm the presence of the titanium carbonitride crystal phase. Moreover, the lattice constant of titanium carbonitride was confirmed. Furthermore, about each sample, it measured using ICP and calculated
- the relative density of the obtained sample was confirmed.
- the relative density was determined by determining the apparent density of the titanium nitride sintered body in accordance with JIS R 1634-1998 and dividing this apparent density by the theoretical density of the titanium nitride sintered body.
- samples to which molybdenum powder, tungsten powder, or cobalt powder was added respectively were sample Nos.
- the relative density was higher than 4, and it was found that the firing temperature could be lowered by including at least one of molybdenum, tungsten and cobalt in the titanium nitride sintered body. Further, it was found that the reduction in shape workability due to abnormal grain growth of titanium carbonitride can be suppressed by reducing the firing temperature.
- the manufacturing method other than the holding time is the sample No. As in the case of No. 4, one sample had a holding time at 400 to 600 ° C. of 25 ° C. at the time of raising the firing temperature, and the other sample had 50 minutes.
- the oxygen content in one sample was 2% and ⁇ E was 0.2.
- the oxygen content in the other sample was 0.9%, and ⁇ E was 0.15.
- the color variation can be further reduced when the oxygen content is less than 1.0% by mass in 100% by mass of all components constituting the cermet.
- Sample No. of Example 1 except that the holding time for degreasing during firing was varied. In the same manner as in No. 4, sample no. 12-16 were obtained.
- Sample No. 14 is Sample No. 4 is a sample under the same conditions.
- each sample was pulverized and measured using a carbon analyzer (RC-612 manufactured by LECO) to determine the free carbon content. This content was obtained from a calibration curve prepared using a standard sample (calcium carbonate). For the validity of the calibration curve, measure silicon carbide powder whose free carbon content is known. Confirmed by
- test pieces in accordance with JIS R 1601-2008 were prepared, the three-point bending strength was measured, and ranking was performed from the highest.
- the content of free carbon is 1.5 mass% or more and 2.5 mass% or less, while having mechanical characteristics as a decorative member. It has been found that the shape processing time for obtaining the desired shape can be shortened.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Powder Metallurgy (AREA)
- Adornments (AREA)
Abstract
本開示のサーメット製装飾部材は、炭窒化チタンからなる結晶相と、金属からなる結合相とを含むサーメットからなり、結合相は、主成分であるニッケルと、少なくともニオブおよびクロムを含み、ニッケルの格子定数が3.54Å以上である。また、本開示の時計、携帯端末機または装身具は、上記構成のサーメット製装飾部材を用いてなる。
Description
本発明は、サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具に関する。
従来、金色を呈する装飾品には、色調や耐食性の面から金やその合金、または各種金属にメッキを施したものが用いられている。しかしながら、金やその合金、あるいはメッキを施した金属材料は、いずれも硬度が低いことから、硬質物質との接触により、表面に傷が生じたり変形したりするという問題があった。
このような問題の解決を図るとともに、嗜好の多様化に応えるために、本願出願人は、金色を呈する種々のサーメット製装飾部材を提案してきた。
例えば、国際公開第2009/069549号公報(特許文献1)において、窒化チタンを主成分とする窒化チタン質焼結体からなる装飾部品用セラミックスであって、ニッケル、ニオブ、クロムおよび炭素を含み、該炭素を0.5質量%以上0.9質量%以下の含有量で含むサーメット製装飾部材を提案している。
また、国際公開第2009/145146号公報(特許文献2)において、窒化チタン質焼結体からなる装飾部品用セラミックスであって、ニッケル、ニオブ、クロムおよび炭素を含み、該炭素を1質量%以上2質量%以下の含有量で含むサーメット製装飾部材を提案している。
本開示のサーメット製装飾部材は、炭窒化チタンからなる結晶相と、金属からなる結合相とを含むサーメットからなり、前記結合相は、主成分であるニッケルと、少なくともニオブおよびクロムを含み、ニッケルの格子定数が3.54Å以上である。
本開示の時計、携帯端末機または装身具は、上記構成のサーメット製装飾部材を用いてなる。
今般においては、サーメット製装飾部材には、需要者に更なる高級感および高い美的満足感を与えるため、色ばらつきの低減が求められている。
以下、本実施形態のサーメット製装飾部材の一例について説明する。
本実施形態のサーメット製装飾部材は、炭窒化チタンからなる結晶相と、金属からなる結合相とを含むサーメットからなる。そして、結合相は、主成分であるニッケルと、少なくともニオブおよびクロムを含み、ニッケルの格子定数が3.54Å以上である。ここで、結合相における主成分とは、結合相を構成する成分100質量%のうち、50質量%を超えて含有する成分ということである。
本実施形態のサーメット製装飾部材は、上記構成を満たしていることにより、色ばらつきの少ない金色系の色調を呈するものとなる。ここで、ニッケルの単結晶の格子定数は3.5238Åであるのに対し、本実施形態のサーメット製装飾部材におけるニッケルの格子定数は3.54Å以上である。本実施形態のサーメット製装飾部材が、色ばらつきの少ない金色系の色調を呈するものとなるのは、イオン化傾向の高い、結合相の主成分であるニッケルに、ニオブおよび/またはクロムが固溶し、ニッケルのイオン化傾向を低下させているためであると推察される。特に、ニオブが固溶していることによる効果が大きいものと推察される。
そして、本実施形態のサーメット製装飾部材におけるニッケルの格子定数は、X線回折装置(XRD 例えば、BrukerAXS社製:D8 ADVANCE)を用いて測定することにより知ることができる。
また、本実施形態のサーメット製装飾部材は、例えば、サーメットを構成する全成分100質量%のうち、ニッケルが7.0~11.0質量%、ニオブが1.5~6.0質量%、クロムが1.0~5.0質量%であり、残部が炭窒化チタンである。より好適には、ニッケルは8.0~10.0質量%であり、ニオブは2.5~5.0質量%であり、クロムは2.0~4.0質量%である。なお、本実施形態のサーメット製装飾部材に炭窒化チタンを含むか否かについては、XRDで測定を行ない、同定することにより確認することができる。また、走査型電子顕微鏡(SEM)で観察し、結晶相以外の部分についてSEMに付設のEDSを用いることにより、ニッケル、ニオブ、クロムの存在を確認することができる。
そして、ニッケル、ニオブおよびクロムの含有量については、ICP(Inductively Coupled Plasma)発光分光分析装置(ICP)や蛍光X線分析装置(XRF)を用いて測定することにより求めることができる。なお、炭窒化チタンの含有量については、ニッケル、ニオブおよびクロムの含有量の合計を100質量%から差し引いた値を炭窒化チタンの含有量とすればよい。また、炭窒化チタンの含有量については、TiをICPまたはXRFにて測定を行ない、炭素について炭素分析装置、窒素について窒素分析装置で測定した結果を合算することによっても求めることができる。
また、ニッケルの含有量と、ニッケル、ニオブおよびクロムの合計含有量から、主成分であるか否かを確認することができる。
次に、色ばらつきは、次の方法によって確認することができる。まず、測定にあたっては、試料にラップ加工を行ない、粗さ曲線における算術平均粗さRaを0.03μm以下のラップ面とする。そして、測定には、分光測色計(コニカミノルタ社(製)CM-5またはその後継機種)を用い、JIS Z 8722-2000に準拠して、CIE1976L*a*b*色空間における明度指数L*(以下、単にL*と記載する場合がある。)の値、クロマティクネス指数a*(以下、単にa*と記載する場合がある。)およびクロマティクネス指数b*(以下、単にb*と記載する場合がある。)の値を求める。測定条件としては、SCI(正反射光含む)、光源をCIE標準光源D65とし、照明受光方式をdi:8°・de:8°(拡散照明・8°方向受光)、測定径を3mmに設定して行なえばよい。
そして、単体のサーメット製装飾部材において、少なくとも3カ所について測定を行ない、得られたL*、a*、b*の値を用いて、ΔE=((ΔL*)2+(Δa*)2+(Δb*)2)1/2により色ばらつきを求めることができる。
ここで、L*とは、色調の明暗を示す明度の指数であり、L*の値が大きければ明るい色調ということであり、L*の値が小さければ、暗い色調ということである。
また、a*とは、色調の赤から緑の度合いを示す指数であり、a*の値がプラス側に大きな値であれば赤色系の色調ということであり、a*の値がマイナス側に大きな値であれば緑色系の色調ということである。
また、b*とは、色調の黄から青の度合いを示す指数であり、b*の値がプラス側に大きな値であれば黄色系の色調ということであり、b*の値がマイナス側に大きな値であれば青色系の色調ということである。
さらに、a*およびb*の絶対値は、色調の鮮やかさを示す指数でもあるため、a*およびb*絶対値が小さいときには鮮やかさが抑えられた渋い色調ということである。
本実施形態のサーメット製装飾部材において、炭窒化チタンの結晶相の格子定数が4.27Å以上4.30Å以下であるときには、上述したL*が64以上68以下、a*が1以上4以下、b*が1以上5以下となり、紫掛かった金色の色調を呈するものとすることができる。
また、本実施形態のサーメット製装飾部材において、サーメット中に、モリブデン、タングステンおよびコバルトのうち少なくとも1種を含んでいるときには、これらが焼結助剤として作用し、焼成温度の低温化を図ることができるため、炭窒化チタンの結晶の異常粒成長による形状加工性の低下を抑制することができる。
なお、言うまでもないが、モリブデン、タングステンおよびコバルトを全て含むものであってもよく、好適な含有量としては、例えば、サーメットを構成する全成分100質量%のうち、モリブデンの含有量が0.5質量%以上2.0質量%以下であり、タングステンの含有量が0.05質量%以上0.4質量%以下であり、コバルトの含有量が0.02質量%以上0.2質量%以下である。好適には、モリブデン、タングステンおよびコバルトの合計の含有量が2質量%以下である。
そして、サーメットを構成する全成分100質量%のうちのモリブデン、タングステンおよびコバルトの含有量は、ICPやXRFを用いて測定すればよい。
また、本実施形態のサーメット製装飾部材において、サーメットを構成する全成分100質量%のうち、酸素の含有量が1.0質量%未満であるときには、結合相の酸化が少ないということであることから、さらに色ばらつきを少なくすることができる。また、酸素の含有量が1.0質量%未満であるときには、結合相の酸化が少ない、すなわち、ニッケル、ニオブおよびクロム等が金属として存在するということであることから、十分に結合相としての役割をなす。なお、酸素の含有量は、酸素分析装置(例えば、LECO社製 TCH-600)で測定することにより求めることができる。
また、本実施形態のサーメット製装飾部材において、サーメットを構成する全成分100質量%のうち、遊離炭素の含有量が1.5質量%以上2.5質量%以下であるときには、装飾部材としての機械的特性を有しつつ、所望形状とするための形状加工時間を短くすることができる。なお、遊離炭素の含有量は、炭素分析装置(例えば、LECO社製 RC-612)で測定することにより求めることができる。
また、本実施形態のサーメット製装飾部材は、ニッケルおよびクロムからなる化合物が存在していてもよい。このように、ニッケルおよびクロムからなる化合物が存在しているときには、ニッケルおよびクロムが磁性体であるのに対し、ニッケルおよびクロムからなる化合物は、非磁性体であることから、サーメット製装飾部材が時計や携帯端末機等に用いられても磁気の影響が及びにくくなる。
ここで、ニッケルおよびクロムからなる化合物の存在は、XRDで測定し同定することによって確認することができる。また、ニッケルおよびクロムからなる化合物とは、CrNiと表される化合物であり、CrNiのJCPDS No.は、01-071-7594である。
そして、本実施形態のサーメット製装飾部材は、3点曲げ強度が1000MPa以上であり実用上十分な機械的特性を有するものである。なお、3点曲げ強度については、JIS R 1601-2008に準拠して測定すればよい。
次に、本実施形態のサーメット製装飾部材の具体例について説明する。
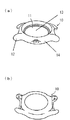
図1は、本実施形態のサーメット製装飾部材の一例として時計用ケースを示す、(a)は表側から見た斜視図であり、(b)は裏側から見た斜視図である。また、図2は、本実施形態のサーメット製装飾部材の一例として時計用バンドの構成の一例を示す模式図である。
図1(a)および(b)に示す時計用ケース10は、図示しないムーブメント(駆動機構)等を収容する凹部11と、腕に時計を装着するための時計用バンド(図示しない)を固定する足部12とを備えている。凹部11は、厚みの薄い底部13と厚みの厚い胴部14とからなる。
図2に示す時計用バンド50を構成するバンド駒は、ピン40が挿入される貫通孔21を有する中駒20と、中駒20を挟むようにして配置され、ピン40の両端が差し込まれるピン穴31を有する外駒30とから構成されている。中駒20の貫通孔21にピン40が挿入され、挿入されたピン40の両端が外駒30のピン穴31に差し込まれることにより、中駒20と外駒30とが順次連結されて時計用バンド50が構成されている。
これら、時計用ケース10および時計用バンド50を構成するバンド駒が、本実施形態のサーメット製装飾部材からなるものであることにより、色ばらつきが少ない金色系の色調を呈していることから、需要者に高級感と高い美的満足感を与えることができる。言うまでもないが、時計用ケース10および時計用バンド50を構成するバンド駒等の本実施形態のサーメット製装飾部材を用いてなる時計においても、需要者に高級感と高い美的満足感を与えることができる。なお、時計の針や文字盤に本実施形態のサーメット製装飾部材を用いることもできる。
また、本実施形態のサーメット製装飾部材は、携帯端末機の筐体や各種操作キーなどに好適に用いることができる。そして、本実施形態のサーメット製装飾部材を用いてなる携帯端末機を所有する需要者には、高級感と高い美的満足感とを与えることができる。なお、携帯端末機とは、携帯電話を含む携帯情報端末や、携帯型のカーナビゲーションやオーディオプレーヤー等のことである。
さらに、本実施形態のサーメット製装飾部材は、指輪、イヤリング、ネックレスなどに好適に用いることができ、本実施形態のサーメット製装飾部材を用いてなる装身具を所有する需要者にも、高級感と高い美的満足感とを与えることができる。
なお、本実施形態のサーメット製装飾部材は、上述したものに限られるものではなく、アメニティーグッズ、車のエンブレムなど、装飾的価値が求められる部品に好適に用いることができる。
次に、本実施形態のサーメット製装飾部材の製造方法の一例について説明する。
まず、平均粒径が10~30μmの窒化チタン粉末と、平均粒径が0.5~3.0μmの炭化チタン粉末と、平均粒径が15~25μmのニッケル粉末と、平均粒径が10~20μmのニオブ粉末と、平均粒径が30~50μmのクロム粉末とを所定量秤量する。
なお、具体的には、ニッケル粉末が7.0~11.0質量%、ニオブ粉末が1.5~6.0質量%、クロム粉末が1.0~5.0質量%、残部を窒化チタン粉末と炭化チタン粉末とし、出発原料とする。窒化チタン粉末と炭化チタン粉末との比は、6.5:3.5~3:7となるように秤量することが好適であり、6:4~4:6であることがさらに好適である。
そして、出発原料のうち、まず、ニッケル粉末と、ニオブ粉末と、クロム粉末と、溶媒として水またはメタノールとをミルに入れて混合・粉砕(1次混合・粉砕)する。このように、金属粉末のみでの粉砕を10時間以上行ない、ニッケル粉末の周囲にニオブ粉末およびクロム粉末を存在させておくことにより、ニッケルへニオブおよび/またはクロムを固溶させることができる。1次混合・粉砕の時間が30時間を超えると、固溶促進効果は変わらなくなることから、固溶促進の目的において、1次混合・粉砕の時間は30時間以下とすることが好適である。
なお、サーメットに、モリブデン、タングステンおよびコバルトの少なくとも1種を含ませるときには、モリブデン粉末、タングステン粉末、コバルト粉末を用意し、この1次混合・粉砕時に添加すればよい。また、サーメット中に、ニッケルおよびクロムからなる化合物を存在させるには、1次混合・粉砕の時間を30時間以上とすればよい。
そして、1次混合・粉砕後に、窒化チタン粉末および炭化チタン粉末をミルに入れて、2次混合・粉砕を行ない、その後、所定量のバインダを添加することにより、スラリーを得る。
次に、得られたスラリーを噴霧乾燥させて顆粒とし、この顆粒を用いて、所望の成形法、例えば、乾式加圧成形法、冷間静水圧加圧成形法、押し出し成形法等により、円板、平板、円環体等の所望形状に成形する。なお、所望する形状が複雑である場合には、成形方法として射出成形法を用いてもよい。
次に、加圧脱脂炉に成形体を入れて、不活性ガス雰囲気中、310~390℃の温度および30~60kPaの圧力に維持して脱脂を行なう。その後、1.33Pa以下の真空中において、1200~1500℃の温度で焼成することにより、焼結体を得ることができる。なお、サーメットを構成する全成分100質量%のうち、酸素の含有量を1.0質量%未満とするには、焼成の昇温時に400~600℃で50分間以上保持し、その後、1200~1500℃の温度で焼成すればよい。このように、昇温時に400~600℃で50分間以上保持することによって、脱脂体に残っている酸素と炭素とが反応して炭酸ガスとなり、脱脂体中から抜けていくこととなり、酸素の含有量を1.0質量%未満とすることができる。また、サーメットを構成する全成分100質量%のうち、遊離炭素の含有量が1.5質量%以上2.5質量%以下とするには、脱脂条件において、脱脂条件を調整すればよく、例えば、温度が350℃、圧力45kPaであるとき、保持時間を10~20分とすればよい。
次に、例えば、錫製のラップ盤を用いて、平均粒径が1μm以下のダイヤモンド砥粒を供給しながらラップ加工を行なった後、バレル研磨を行なう。なお、バレル研磨としては、湿式において、グリーンカーボランダム(GC)をメディアとして用い、回転バレル研磨機で24時間回転させればよい。
以上のようにして得られる本実施形態のサーメット製装飾部材は、炭窒化チタンからなる結晶相と、ニッケル、ニオブおよびクロムを含む結合相とを有し、ニッケルの格子定数が3.54Å以上となり、色ばらつきの少ない金色系の色調を呈するものとすることができる。また、本実施形態のサーメット製装飾部材を用いてなる時計、携帯端末機および装身具は、実用上十分な機械的強度を有しているとともに、需要者に、高級感と高い美的満足感を与えることができる。
以下、本発明の実施例を具体的に説明するが、本実施形態はこれらの実施例に限定されるものではない。
まず、平均粒径が20μmの窒化チタン粉末と、平均粒径が1.0μmの炭化チタン粉末と、平均粒径が20μmのニッケル粉末と、平均粒径が15μmのニオブ粉末と、平均粒径が40μmのクロム粉末とを用いて、サーメット中におけるニッケルの含有量が10質量%、ニオブの含有量が5.0質量%、クロムの含有量が3質量%となるように秤量した。なお、窒化チタン粉末と炭化チタン粉末と比は6:4とした。
そして、ニッケル粉末と、ニオブ粉末と、クロム粉末と、溶媒として水またはメタノールとをミルに入れて表1に示す時間において1次混合・粉砕を行なった。
次に、窒化チタン粉末と炭化チタン粉末とをミルに入れて、2次混合・粉砕を行ない、その後、所定量のバインダを添加することにより、スラリーを得た。なお、試料No.1については、1次混合・粉砕を行なわず、2次混合・粉砕のみである。
次に、得られたスラリーを噴霧乾燥させて顆粒とし、この顆粒を用いて乾式加圧成形法により成形体を得た。
次に、加圧脱脂炉に成形体を入れて、不活性ガス雰囲気中、350℃の温度および45kPaの圧力に維持して脱脂を行ない、その後、1.33Pa以下の真空中において1500℃の温度で焼成することにより、焼結体を得た。
そして、各試料につき、XRD(BrukerAXS社製:D8 ADVANCE)を用いて測定を行ない、炭窒化チタンの結晶相の存在を確認した。なお、試料No.1については、窒化チタンの結晶相の存在も確認された。また、XRDによりニッケルの格子定数を確認した。
また、各試料について、ICPを用いて測定したところ、ニッケル、ニオブおよびクロムが秤量時の想定通りの含有量となっていることを確認した。
次に、各試料につき、錫製のラップ盤を用いて、平均粒径が1μm以下のダイヤモンド砥粒を供給しながらラップ加工を行ない、粗さ曲線における算術平均粗さRaを0.03μm以下のラップ面とした。そして、分光測色計(コニカミノルタ社(製)CM-5)を用い、JIS Z 8722-2000に準拠して、各試料につき3カ所について、CIE1976L*a*b*色空間における明度指数L*の値、クロマティクネス指数a*およびクロマティクネス指数b*の値を求めた。なお、測定条件としては、SCI(正反射光含む)、光源をCIE標準光源D65とし、照明受光方式をdi:8°・de:8°(拡散照明・8°方向受光)、測定径を3mmに設定して行なった。
そして、得られたL*、a*、b*の値を用いて、ΔE=((ΔL*)2+(Δa*)2+(Δb*)2)1/2により色ばらつきを求めた。結果を表1に示す。

表1から、試料No.3~6は、試料No.1,2よりもΔEの値が小さい結果が得られており、炭窒化チタンからなる結晶相と、ニッケル、ニオブおよびクロムを含む結合相とを有するサーメットにおいて、ニッケルの格子定数が3.54Å以上であることにより、色ばらつきの少ない金色の色調を呈するものとなることがわかった。
表2に示す組成のサーメットを作製し、色調の測定とともに、モニター評価を行なった。なお、作製方法としては、表2に示す組成となるように秤量したこと以外は、実施例1の試料No.4を作製したときと同様の方法により作製した。なお、試料No.8は、試料No.4と同条件の試料である。
そして、各試料につき、XRD(BrukerAXS社製:D8 ADVANCE)を用いて測定を行ない、炭窒化チタンの結晶相の存在を確認した。また、炭窒化チタンの格子定数を確認した。さらに、各試料について、ICPを用いて測定を行ない、ニッケル、ニオブおよびクロムの含有量を求めた。
次に、実施例1と同様の方法の加工および測定を行なうことにより、各試料のCIE1976L*a*b*色空間における明度指数L*の値、クロマティクネス指数a*およびクロマティクネス指数b*の値を求めた。
そして、紫掛かった金色に興味を示す20歳代~50歳代の各年代の男女5名ずつ計40名のモニターに、各試料につき、高級感および美的満足感の2項目でアンケート調査を実施し、2項目ともに「感じる」と回答があった人の割合が80%以上である場合を「A」、1項目を「B」として評価した。結果を表2に示す。
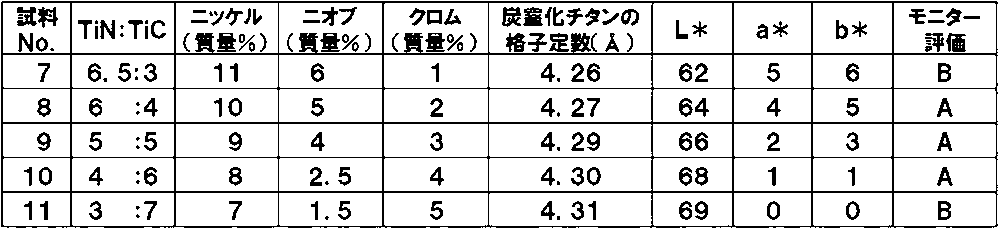
表2から、試料No.8~10は、良好なモニター評価が得られており、炭窒化チタンからなる結晶相の格子定数が4.27Å以上4.30Å以下であることにより、CIE1976L*a*b*色空間における明度指数L*が64以上68以下、a*が1以上4以下、b*が1以上5以下となり、装飾性が高いものとなることがわかった。
モリブデン粉末、タングステン粉末およびコバルト粉末を準備し、実施例1の試料No.4における出発原料組成において、炭化チタン粉末を1質量%減らし、その分、モリブデン粉末、タングステン粉末またはコバルト粉末をそれぞれ添加した試料を作製した。なお、出発原料組成以外については、実施例1の試料No.4と同じ方法により作製を行なった。また、比較のため、実施例1の試料No.4についても準備した。
そして、得られた試料の相対密度を確認した。なお、相対密度は、JIS R 1634-1998に準拠して窒化チタン質焼結体の見掛密度を求め、この見掛密度を窒化チタン質焼結体の理論密度で除すことにより求めた。その結果、モリブデン粉末、タングステン粉末またはコバルト粉末をそれぞれ添加した試料は、試料No.4よりも相対密度が高く、窒化チタン質焼結体中に、モリブデン、タングステンおよびコバルトのうち少なくとも1種を含んでいることにより、焼成温度を下げることが可能であることがわかった。また、焼成温度の低温化を図ることができることにより、炭窒化チタンの異常粒成長による形状加工性の低下を抑制できることがわかった。
焼成の昇温時における400~600℃での保持時間を異ならせた試料を作製し、色ばらつきの確認を行なった。まず、保持時間以外の作製方法は、実施例1の試料No.4と同様とし、一方の試料は、焼成の昇温時における400~600℃での保持時間を25分とし、他方の試料は50分間とした。
酸素分析装置(LECO社製 TCH-600)で酸素の含有量を測定した結果、一方の試料における酸素の含有量は2%であり、ΔEは0.2であった。これに対し、他方の試料における酸素の含有量は0.9%であり、ΔEは0.15であった。この結果、サーメットを構成する全成分100質量%のうち、酸素の含有量が1.0質量%未満であることにより、色ばらつきをさらに低減できることがわかった。
焼成時脱脂における保持時間を異ならせたこと以外は、実施例1の試料No.4と同じ方法により、試料No.12~16を得た。なお、試料No.14は、試料No.4と同条件の試料である。
次に、各試料を粉砕し、炭素分析装置(LECO社製 RC-612)を用いて測定することにより、遊離炭素の含有量を求めた。なお、この含有量は、標準試料(炭酸カルシウム)を用いて作成した検量線から求めたものであり、検量線の正当性については、遊離炭素量の把握できている炭化珪素粉末を測定することにより確認した。
そして、各試料を用いて、研削抵抗を確認した。装置としては、ホイール(旭ダイヤモンド工業社製 SDC400N75B25-5)を備えた平面研削盤(ナガセインテグレックス製 SGE-515E2T)を用いた。また、加工条件は、回転速度を2000min-1、切り込み量を0.005mm/pass、研削量1200V(mm3)とし、固定式動力計(キスラー社製9257B)を用いて200pass後の研削抵抗を測定し、研削しやすさの評価として、研削抵抗値の低い方からの順位付けを行なった。なお、各試料における加工前には、銅からなるツルーイングブロックを用い、回転速度を1500min-1、切り込み量を0.005mm/passの条件でツルーイング・ドレッシングを行なってから、加工した。
また、各試料を作製したときの同じ条件により、JIS R 1601-2008に準拠した試験片を作製し、3点曲げ強度の測定を行ない、高い方からの順位付けを行なった。
結果を表3に示す。
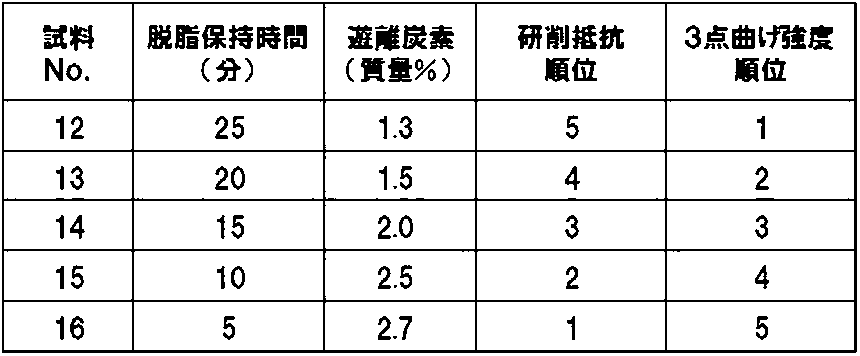
表3から、サーメットを構成する全成分100質量%のうち、遊離炭素の含有量が1.5質量%以上2.5質量%以下であることにより、装飾部材としての機械的特性を有しつつ、所望形状とするための形状加工時間を短くできることがわかった。
10:時計用ケース
11:凹部
12:足部
13:底部
14:胴部
20:中駒
21:貫通孔
30:外駒
31:ピン穴
40:ピン
50:時計用バンド
11:凹部
12:足部
13:底部
14:胴部
20:中駒
21:貫通孔
30:外駒
31:ピン穴
40:ピン
50:時計用バンド
Claims (9)
- 炭窒化チタンからなる結晶相と、金属からなる結合相とを含むサーメットからなり、
前記結合相は、主成分であるニッケルと、少なくともニオブおよびクロムを含み、前記ニッケルの格子定数が3.54Å以上であるサーメット製装飾部材。 - 前記結晶相の格子定数が4.27Å以上4.30Å以下である請求項1に記載のサーメット製装飾部材。
- 前記サーメット中に、モリブデン、タングステンおよびコバルトのうち少なくとも1種を含んでいる請求項1または請求項2に記載のサーメット製装飾部材。
- 前記サーメットを構成する全成分100質量%のうち、酸素の含有量が1.0質量%未満である請求項1乃至請求項3のいずれかに記載のサーメット製装飾部材。
- 前記サーメットを構成する全成分100質量%のうち、遊離炭素の含有量が1.5質量%以上2.5質量%以下である請求項1乃至請求項4のいずれかに記載のサーメット製装飾部材。
- 前記サーメット中に、ニッケルおよびクロムからなる化合物が存在する請求項1乃至請求項5のいずれかに記載のサーメット製装飾部材。
- 請求項1乃至請求項6のいずれかに記載のサーメット製装飾部材を用いてなる時計。
- 請求項1乃至請求項6のいずれかに記載のサーメット製装飾部材を用いてなる携帯端末機。
- 請求項1乃至請求項6のいずれかに記載のサーメット製装飾部材を用いてなる装身具。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017502477A JP6423516B2 (ja) | 2015-02-26 | 2016-02-25 | サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具 |
| EP16755638.0A EP3249066B1 (en) | 2015-02-26 | 2016-02-25 | Cermet ornament member, and watch, portable terminal, and accessory obtained using same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015036810 | 2015-02-26 | ||
| JP2015-036810 | 2015-02-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016136894A1 true WO2016136894A1 (ja) | 2016-09-01 |
Family
ID=56789506
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/055670 Ceased WO2016136894A1 (ja) | 2015-02-26 | 2016-02-25 | サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3249066B1 (ja) |
| JP (1) | JP6423516B2 (ja) |
| WO (1) | WO2016136894A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3616808A4 (en) * | 2017-04-25 | 2020-12-30 | Mitsubishi Heavy Industries Aero Engines, Ltd. | METAL ELEMENT AND ITS MANUFACTURING PROCESS |
| JP2022165913A (ja) * | 2021-04-20 | 2022-11-01 | コマディール・エス アー | 装飾物品の射出方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011047033A (ja) * | 2009-07-27 | 2011-03-10 | Kyocera Corp | 装飾部品用セラミックスおよびこれを用いた装飾部品 |
| JP2011130894A (ja) * | 2009-12-24 | 2011-07-07 | Kyocera Corp | 装飾部品用駒成形体およびこれを焼成してなる装飾部品用駒 |
| WO2012121023A1 (ja) * | 2011-03-07 | 2012-09-13 | 住友電工ハードメタル株式会社 | 装飾部品用材料 |
| WO2015030179A1 (ja) * | 2013-08-30 | 2015-03-05 | 京セラ株式会社 | 装飾部品ならびにこれを用いてなる時計、携帯端末機および装身具 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2183549A1 (en) * | 1972-05-10 | 1973-12-21 | Ugine Carbone | Sintered metalcarbonitride material - for watch cases |
| JPS597341B2 (ja) * | 1978-09-25 | 1984-02-17 | 三菱マテリアル株式会社 | 耐食性のすぐれた硬質焼結合金 |
| JPH08199283A (ja) * | 1994-07-29 | 1996-08-06 | Hokkaido Sumiden Seimitsu Kk | 炭窒化チタン基合金 |
| JP4596692B2 (ja) * | 2001-06-28 | 2010-12-08 | 京セラ株式会社 | 焼結合金及びその製造方法 |
| EP2298948B1 (en) * | 2008-05-28 | 2019-05-01 | Kyocera Corporation | Ceramic for decorative part and decorative part comprising the same |
| JP5404643B2 (ja) * | 2008-10-29 | 2014-02-05 | 京セラ株式会社 | 装飾部品用セラミックスおよび装飾部品 |
-
2016
- 2016-02-25 WO PCT/JP2016/055670 patent/WO2016136894A1/ja not_active Ceased
- 2016-02-25 EP EP16755638.0A patent/EP3249066B1/en active Active
- 2016-02-25 JP JP2017502477A patent/JP6423516B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011047033A (ja) * | 2009-07-27 | 2011-03-10 | Kyocera Corp | 装飾部品用セラミックスおよびこれを用いた装飾部品 |
| JP2011130894A (ja) * | 2009-12-24 | 2011-07-07 | Kyocera Corp | 装飾部品用駒成形体およびこれを焼成してなる装飾部品用駒 |
| WO2012121023A1 (ja) * | 2011-03-07 | 2012-09-13 | 住友電工ハードメタル株式会社 | 装飾部品用材料 |
| WO2015030179A1 (ja) * | 2013-08-30 | 2015-03-05 | 京セラ株式会社 | 装飾部品ならびにこれを用いてなる時計、携帯端末機および装身具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3249066A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3616808A4 (en) * | 2017-04-25 | 2020-12-30 | Mitsubishi Heavy Industries Aero Engines, Ltd. | METAL ELEMENT AND ITS MANUFACTURING PROCESS |
| JP2022165913A (ja) * | 2021-04-20 | 2022-11-01 | コマディール・エス アー | 装飾物品の射出方法 |
| JP7344335B2 (ja) | 2021-04-20 | 2023-09-13 | コマディール・エス アー | 装飾物品の射出方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3249066A4 (en) | 2018-02-14 |
| EP3249066B1 (en) | 2019-05-22 |
| JP6423516B2 (ja) | 2018-11-14 |
| JPWO2016136894A1 (ja) | 2018-01-18 |
| EP3249066A1 (en) | 2017-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5091945B2 (ja) | 装飾部品用セラミックス、時計用装飾部品、携帯機器用装飾部品および携帯機器 | |
| JP5864421B2 (ja) | 装飾部品用材料 | |
| KR20100061848A (ko) | 장식부품용 세라믹 및 그것을 이용한 장식부품 | |
| JP5730455B1 (ja) | 装飾部品ならびにこれを用いてなる時計、携帯端末機および装身具 | |
| JP6423516B2 (ja) | サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具 | |
| JP5342740B2 (ja) | 装飾部品用セラミックスおよびこれを用いた時計用装飾部品 | |
| JPWO2010123104A1 (ja) | 装飾部品用セラミックスおよびこれを用いた装飾部品 | |
| JP5404643B2 (ja) | 装飾部品用セラミックスおよび装飾部品 | |
| JP6023393B1 (ja) | サーメット製装飾部品 | |
| JP5342742B2 (ja) | 装飾部品用セラミックスおよびこれを用いた時計用装飾部品 | |
| JP5590896B2 (ja) | 金色セラミック焼結体およびこれを用いた装飾部材 | |
| JP4969357B2 (ja) | 装飾部品用セラミックスおよびこれを用いた釣糸案内用装飾部品ならびに時計用装飾部品 | |
| JP6495711B2 (ja) | サーメット製装飾部材ならびにこれを用いてなる時計、携帯端末機および装身具 | |
| JP3255700B2 (ja) | 金色焼結合金 | |
| JP2010030833A (ja) | 装飾部品用セラミックスおよび装飾部品 | |
| WO2010137652A1 (ja) | 装飾部品用セラミックスおよび装飾部品 | |
| JP2010275576A (ja) | 装飾部品用セラミックスおよび装飾部品 | |
| JP5279659B2 (ja) | 装飾部品用セラミックスおよび釣糸案内用装飾部品 | |
| JP2011006272A (ja) | 装飾部品用セラミックスおよび装飾部品 | |
| JPH059644A (ja) | 金色焼結合金 | |
| JPH05156403A (ja) | 金色焼結合金 | |
| CH698824B1 (fr) | Céramique pour partie ornementale, partie ornementale pour montre, partie ornementale pour équipement portable et équipement portable. | |
| JPH059643A (ja) | 金色焼結合金 | |
| JP2011111366A (ja) | 装飾部品用セラミックスおよび釣糸案内用装飾部品ならびに複合装飾部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16755638 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017502477 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016755638 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |