WO2016199467A1 - 遠心成型用水硬性組成物用分散剤組成物 - Google Patents
遠心成型用水硬性組成物用分散剤組成物 Download PDFInfo
- Publication number
- WO2016199467A1 WO2016199467A1 PCT/JP2016/058145 JP2016058145W WO2016199467A1 WO 2016199467 A1 WO2016199467 A1 WO 2016199467A1 JP 2016058145 W JP2016058145 W JP 2016058145W WO 2016199467 A1 WO2016199467 A1 WO 2016199467A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- hydraulic
- less
- composition
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B24/00—Use of organic materials as active ingredients for mortars, concrete or artificial stone, e.g. plasticisers
- C04B24/16—Sulfur-containing compounds
- C04B24/20—Sulfonated aromatic compounds
- C04B24/22—Condensation or polymerisation products thereof
- C04B24/226—Sulfonated naphtalene-formaldehyde condensation products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/20—Producing shaped prefabricated articles from the material by centrifugal or rotational casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/40—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material
- B28B7/42—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material for heating or cooling, e.g. steam jackets, by means of treating agents acting directly on the moulding material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B24/00—Use of organic materials as active ingredients for mortars, concrete or artificial stone, e.g. plasticisers
- C04B24/24—Macromolecular compounds
- C04B24/28—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B24/32—Polyethers, e.g. alkylphenol polyglycolether
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/02—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing hydraulic cements other than calcium sulfates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/02—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing hydraulic cements other than calcium sulfates
- C04B28/04—Portland cements
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/0028—Aspects relating to the mixing step of the mortar preparation
- C04B40/0039—Premixtures of ingredients
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2103/00—Function or property of ingredients for mortars, concrete or artificial stone
- C04B2103/40—Surface-active agents, dispersants
- C04B2103/408—Dispersants
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/56—Compositions suited for fabrication of pipes, e.g. by centrifugal casting, or for coating concrete pipes
Definitions
- the present invention relates to a dispersant composition for a centrifugal molding hydraulic composition, a centrifugal composition for a centrifugal molding, a dispersant composition for a steam curing hydraulic composition, a hydraulic composition for a steam curing, and a cured product of the hydraulic composition. It relates to the manufacturing method. Furthermore, the present invention relates to the use of a predetermined composition as a dispersant for a hydraulic composition for centrifugal molding or a dispersant for a hydraulic composition for steam curing. Furthermore, the present invention relates to the use of other predetermined compositions as centrifugal molding hydraulic compositions. Furthermore, the present invention relates to the use of other predetermined compositions as hydraulic compositions for steam curing.
- Dispersants for hydraulic compositions are chemicals used to reduce the amount of unit water required to obtain the required slump by dispersing cement particles and to improve the workability of hydraulic compositions. Admixture.
- a naphthalene-based dispersant such as naphthalenesulfonic acid formaldehyde condensate
- a polycarboxylic acid-based dispersant such as a copolymer of carboxylic acid and a monomer having an alkylene glycol chain
- melamine sulfonic acid formaldehyde condensation Melamine-based dispersants such as products are known.
- Dispersants for hydraulic powders made of polymer compounds containing aromatic rings such as naphthalene-based dispersants, are more variable in the effects of fluidity on changes in materials and temperatures than polycarboxylic acid-based dispersants. And the viscosity of the resulting hydraulic composition is relatively low, making it easy to use in the production of the hydraulic composition.
- Dispersants for hydraulic powders made of a polymer compound containing an aromatic ring such as naphthalene-based dispersants, have little variation in the effect of fluidity on material and temperature changes, and the viscosity of the resulting hydraulic composition And is easy to use in the production of hydraulic compositions. In particular, it is suitable for centrifugal molding because of its good centrifugal moldability (there is no slot or jumper).
- JP-A-61-281054 discloses a concrete admixture containing a cement dispersant and a specific nonionic surfactant in a predetermined weight ratio.
- Japanese Patent Application Laid-Open No. 2003-165755 describes a workability improver for improving the workability of a cement composition containing a specific polyalkylene oxide derivative and / or a specific hydrocarbon derivative.
- Japanese Patent Application Laid-Open No. 2003-165755 also describes a cement water reducing agent containing the workability improving agent and a water reducing agent.
- 60-011255 describes a slurry comprising water and a hydraulic composition containing a ⁇ -naphthalenesulfonic acid formaldehyde condensate and a nonionic surfactant having an oxyethylene chain.
- Japanese Patent Application Laid-Open No. 55-023047 describes a cement additive comprising a formalin condensate of a metal salt of naphthalenesulfonic acid and a polyoxyethylene compound.
- Japanese Patent Application Laid-Open No. 48-028525 describes a method for producing a concrete product, in which a desired concrete product is molded from concrete to which an anionic surfactant is added, and the molded product is cured under normal pressure steam.
- Japanese Unexamined Patent Publication (Kokai) No. 50-150724 describes a cement admixture comprising a sulfate type anionic surfactant and a polyoxyalkylene or polyhydric alcohol nonionic surfactant. .
- Centrifugal molding is known as a method for producing hollow cylindrical concrete molded products such as pipes, piles, and poles among concrete molded products.
- This centrifugal molding method is a method in which a concrete material kneaded in a mold is put and the concrete is pressed against the inner surface of the mold by a centrifugal force generated by rotating the mold at high speed.
- a high-strength admixture is added to the concrete and steam curing is performed to ensure the strength that can be shipped in 7 days from kneading.
- Concrete piles include building piles that are used as foundation piles for structures.
- the dispersion for hydraulic powder made of a polymer compound containing an aromatic ring improves the strength of centrifugal molded products even if the amount added is increased. Will reach a peak. Further, when the amount of the dispersing agent for hydraulic powder made of a polymer compound containing an aromatic ring is increased, the uncured hydraulic composition becomes highly dispersed, and such a hydraulic composition is used for centrifugal molding. If so, the generation of noro is remarkable and the surface property of the cured product is lowered.
- the present invention provides a dispersant composition for a hydraulic composition from which a cured composition obtained by centrifugal molding has a high strength and is excellent in moldability.
- steam curing is widely used as an accelerated curing method when manufacturing large civil engineering concrete products such as box culverts, L-type retaining walls and segments, and small concrete products such as side grooves, floor boards and blocks. It has been.
- precast structural members have been manufactured even in high-strength building members from the viewpoint of durability and economy.
- One of the main purposes of this steam curing method is to promote hardening and increase the frequency of use of the mold per unit time, for example, per day.
- the present invention provides a dispersant composition for a hydraulic composition that has a high strength cured by steam curing and can increase the frequency of use of the mold per unit time of the mold, for example, per day. To do.
- the present invention is represented by (A) a dispersant for hydraulic powder comprising a polymer compound containing an aromatic ring, (B) a compound represented by the following general formula (B1), and represented by the following general formula (B2).
- a dispersant composition for a hydraulic composition for centrifugal molding comprising a compound, a compound represented by the following general formula (B3), and one or more compounds selected from the compounds represented by the following general formula (B4) About.
- R 11 , R 21 , R 31 , R 41 are each independently a hydrocarbon group having 4 to 27 carbon atoms
- R 22 represents a hydrogen atom or an alkyl group having 1 to 3 carbon atoms
- R 32 and R 33 are the same or different and are each a hydrogen atom or an alkyl group having 1 to 3 carbon atoms
- X is O or COO
- AO is an alkyleneoxy group having 2 to 4 carbon atoms
- n 1 is the average added mole number of AO, and is a number of 1 or more and 200 or less
- n 2 is the average added mole number of AO, and is a number of 1 or more and 200 or less
- n 3 and n 4 are the same or different and each represents the average number of added moles of AO and is a number of 0 or more
- the total of n 3 and n 4 is a number of 1 to 200
- Y 1 and Y 2 are the same or different and are each a hydrogen atom or
- the present invention also includes the dispersant composition for a centrifugal molding hydraulic composition of the present invention, a hydraulic powder, an aggregate, and water, and the water / hydraulic powder ratio is 10% by mass.
- the present invention relates to a centrifugal molding hydraulic composition that is 25% by mass or less.
- the present invention also includes (A) a dispersant for hydraulic powder comprising a polymer compound containing an aromatic ring, (B) a compound represented by the following general formula (B1), and represented by the following general formula (B2). And a compound represented by the following general formula (B3) and one or more compounds selected from the compounds represented by the following general formula (B4), and the content of (A) and (B ),
- the ratio of the content of (B) to the total content of (B) relates to a dispersant composition for a hydraulic composition for steam curing.
- R 11 , R 21 , R 31 , R 41 are each independently a hydrocarbon group having 4 to 27 carbon atoms
- R 22 represents a hydrogen atom or an alkyl group having 1 to 3 carbon atoms
- R 32 and R 33 are the same or different and are each a hydrogen atom or an alkyl group having 1 to 3 carbon atoms
- X is O or COO
- AO is an alkyleneoxy group having 2 to 4 carbon atoms
- n 1 is the average added mole number of AO, and is a number of 1 or more and 200 or less
- n 2 is the average added mole number of AO, and is a number of 1 or more and 200 or less
- n 3 and n 4 are the same or different and each represents the average number of added moles of AO and is a number of 0 or more
- the total of n 3 and n 4 is a number of 1 to 200
- Y 1 and Y 2 are the same or different and are each a hydrogen atom or
- the present invention also includes the dispersant composition for a hydraulic composition for steam curing according to the present invention, a hydraulic powder, an aggregate, and water, and the water / hydraulic powder ratio is 10% by mass. It is 53 mass% or less, and the hydraulic content for steam curing whose total content of (A) and (B) is 0.25 mass part or more and 10 mass parts or less with respect to 100 mass parts of hydraulic powder. About.
- this invention relates to the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 Mixing water, hydraulic powder, aggregate, and the dispersant composition for centrifugal molding hydraulic composition of the present invention, the water / hydraulic powder ratio is 10 mass% or more and 25 mass% or less.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- Step 1 ' Water, hydraulic powder, aggregate, and the dispersant composition for hydraulic composition for steam curing according to the present invention are mixed, and the water / hydraulic powder ratio is 10 mass% or more and 53 mass%.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- this invention relates to the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 Water, hydraulic powder, the following (A), the following (B), and an aggregate are mixed, and the hydraulic composition for centrifugal molding having a water / hydraulic powder ratio of 10% by mass to 25% by mass.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- B a compound represented by the general formula (B1), a compound represented by the general formula (B2), One or more compounds selected from the compound represented by the general formula (B3) and the compound represented by the general formula (B4)
- this invention relates to the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 ' Water, hydraulic powder, the following (A), the following (B), and an aggregate are mixed, and a hydraulic composition for steam curing in which the water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- this invention relates to the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 Water, hydraulic powder, the following (A), the following (B), the following (C) and aggregate are mixed, and the water / hydraulic powder ratio is 10% by mass to 25% by mass.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- Step 1 ′ Water, hydraulic powder, the following (A), the following (B), the following (C) and aggregate are mixed, and the water / hydraulic powder ratio is 10% by mass or more and 53% by mass or less.
- the process of mixing so that 60 mass% or less and the sum total of (A) and (B) may be 0.25 mass part or more and 10 mass parts or less with respect to 100 mass parts of hydraulic powder.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- (A) the dispersing agent for hydraulic powder made of a polymer compound containing an aromatic ring will be described as the component (A).
- the compound represented by the general formula (B1) is the compound (B1)
- the compound represented by the general formula (B2) is the compound (B2)
- the compound represented by the general formula (B3) is the compound ( The compound represented by B3) and the general formula (B4)
- the compound (B1), the compound (B2), the compound (B3), and the compound (B4) will be described together as the component (B).
- the (C) polycarboxylic acid copolymer will be described as the component (C).
- a dispersant composition for a hydraulic composition from which a cured composition obtained by centrifugal molding has a high strength and is excellent in moldability is provided.
- the dispersant composition for a hydraulic composition of the present invention is for a centrifugal molding hydraulic composition or a steam curing hydraulic composition.
- the dispersing agent composition for hydraulic composition for centrifugal molding of the present invention includes the dispersant composition for the centrifugal molding hydraulic composition of the present invention and the dispersant composition for the steam curing hydraulic composition of the present invention. Refers to both or one.
- the matter regarding the dispersant composition for centrifugal molding hydraulic composition of the present invention can be applied to the dispersant composition for hydraulic composition for steam curing of the present invention.
- the matter regarding the dispersant composition for hydraulic composition for steam curing of the present invention can be applied to the dispersant composition for hydraulic composition for centrifugal molding of the present invention.
- the details of the effect expression mechanism of the present invention are unknown, but are estimated as follows.
- the dispersant for hydraulic powder made of a polymer compound containing an aromatic ring, such as the naphthalene-based dispersant that is the component (A) of the present invention has an electrostatic repulsive force and has a strong steric repulsion. It has much better centrifugal moldability than a dispersant.
- the adsorption rate efficient cement adsorption
- a component is a dispersing agent for hydraulic powder which consists of a high molecular compound containing an aromatic ring.
- the aromatic ring include a benzene ring, a naphthalene ring, an anthracene ring, and a triazine ring.
- the component (A) is preferably a hydraulic powder dispersant made of a polymer compound having a monomer unit containing an aromatic ring.
- Examples of the monomer unit containing an aromatic ring include one or more monomer units selected from a monomer unit containing a benzene ring, a monomer unit containing a naphthalene ring, and a monomer unit containing a triazine ring.
- the component (A) is preferably a hydraulic powder dispersant comprising a polymer compound having a monomer unit containing a naphthalene ring, from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- naphthalenesulfonic acid formaldehyde condensate or a salt thereof is more preferable.
- the naphthalenesulfonic acid formaldehyde condensate or a salt thereof is a condensate of naphthalenesulfonic acid and formaldehyde or a salt thereof.
- naphthalenesulfonic acid formaldehyde condensate may be used as a monomer, for example, methyl naphthalene, ethyl naphthalene, butyl naphthalene, hydroxy naphthalene, naphthalene carboxylic acid, anthracene, phenol, cresol, creosote oil, tar, melamine, as long as the performance is not impaired. It may be co-condensed with an aromatic compound capable of co-condensing with naphthalenesulfonic acid, such as urea, sulfanilic acid and / or derivatives thereof.
- an aromatic compound capable of co-condensing with naphthalenesulfonic acid such as urea, sulfanilic acid and / or derivatives thereof.
- Naphthalene sulfonic acid formaldehyde condensate or salt thereof may be, for example, Mighty 150, Demol N, Demol RN, Demol MS, Demol SN-B, Demol SS-L (all manufactured by Kao Corporation), Cellflow 120, Labelin FD-40 Commercial products such as Labelin FM-45 (both manufactured by Daiichi Kogyo Co., Ltd.) can be used.
- the naphthalene sulfonic acid formaldehyde condensate or salt thereof has a weight average molecular weight of preferably 200,000 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product and improvement of fluidity of the hydraulic composition. Preferably it is 100,000 or less, More preferably, it is 80,000 or less, More preferably, it is 50,000 or less, More preferably, it is 30,000 or less.
- the naphthalene sulfonic acid formaldehyde condensate or salt thereof has a weight average molecular weight of preferably 1,000 or more from the viewpoint of centrifugal moldability and / or strength expression of the cured product and improvement of fluidity of the hydraulic composition.
- the naphthalene sulfonic acid formaldehyde condensate may be in the acid state or neutralized.
- the molecular weight of naphthalenesulfonic acid formaldehyde condensate or a salt thereof can be measured using gel permeation chromatography (GPC) under the following conditions.
- polystyrene sulfonate conversion monodisperse sodium polystyrene sulfonate: molecular weight, 206, 1,800, 4,000, 8,000, 18,000, 35,000, 88,000, 780,000
- Detector Tosoh Corporation UV-8020
- Examples of the method for producing a naphthalenesulfonic acid formaldehyde condensate or a salt thereof include a method of obtaining a condensate by a condensation reaction of naphthalenesulfonic acid and formaldehyde. You may neutralize the said condensate. Moreover, you may remove the water insoluble matter byproduced by neutralization. Specifically, in order to obtain naphthalenesulfonic acid, 1.2 to 1.4 mol of sulfuric acid is used with respect to 1 mol of naphthalene and reacted at 150 to 165 ° C. for 2 to 5 hours to obtain a sulfonated product. Next, formalin is added dropwise at 85 to 95 ° C.
- the neutralizing agent is preferably added in an amount of 1.0 to 1.1 moles per each of naphthalenesulfonic acid and unreacted sulfuric acid.
- the water-insoluble matter which arises by neutralization can be removed, and preferably the separation by filtration is mentioned as the method.
- an aqueous solution of a naphthalenesulfonic acid formaldehyde condensate water-soluble salt is obtained.
- This aqueous solution can be used as it is as the aqueous solution of the component (A).
- the aqueous solution can be dried and powdered to obtain a powdery salt of naphthalenesulfonic acid formaldehyde condensate, which can be used as the powdery component (A). Drying and powdering can be performed by spray drying, drum drying, freeze drying, or the like.
- component (A) in addition to naphthalene sulfonic acid formaldehyde condensate or a salt thereof, there may be mentioned a phenol-based dispersant, a lignin-based dispersant, a melamine-based dispersant, and a styrene sulfonic acid-based dispersant.
- the compound (B1) is a compound represented by the general formula (B1).
- R 11 in the general formula (B1) is a hydrocarbon group having 4 to 27 carbon atoms.
- This hydrocarbon group includes a hydrocarbon group containing a substituent.
- a substituent is an atom or atomic group introduced in place of the hydrogen atom of the most basic organic compound (Chemical Dictionary, 1st edition, 7th edition, Tokyo Chemical Co., Ltd.) April 1, 2003).
- the hydrocarbon containing substituent may be a hydrocarbon derivative. Derivatives are compounds that have been modified to such a degree that the structure and properties of the matrix are not changed significantly, such as introduction of functional groups, oxidation, reduction, and substitution of atoms when a certain hydrocarbon is considered as the matrix.
- hydrocarbon group for R 11 examples include groups selected from alkyl groups, alkenyl groups, aralkyl groups, aryl groups, and aryl groups having substituents (hereinafter referred to as substituted aryl groups).
- the hydrocarbon group for R 11 is preferably a group selected from an alkyl group, an alkenyl group, and a substituted aryl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding, and preferably from an alkenyl group and a substituted aryl group.
- the group selected is more preferred.
- the alkyl group of R 11 is preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the alkenyl group of R 11 is preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the substituted aryl group for R 11 is an aryl group in which a hydrogen atom of an aromatic ring is substituted with a substituent, and examples thereof include an aryl group in which a hydrogen atom of an aromatic ring is substituted with a hydrocarbon group.
- the substituted aryl group including the substituent has 4 to 27 carbon atoms.
- Examples of the substituted aryl group include an aryl group in which one, two or three of the hydrogen atoms of the aromatic ring are substituted with a substituent such as a hydrocarbon group.
- the aryl group of the substituted aryl group is preferably a phenyl group.
- Examples of the substituted aryl group include substituted aryl groups having 13 to 27 carbon atoms.
- Examples of the substituent of the substituted aryl group include a hydrocarbon group having 1 to 10 carbon atoms.
- the substituted aryl group include a group selected from a phenyl group substituted with a benzyl group and a styrenated phenyl group.
- the substituted aryl group is preferably a group selected from a monobenzylphenyl group, a dibenzylphenyl group, a tribenzylphenyl group, a monostyrenated phenyl group, and a distyrenated phenyl group, more preferably a tribenzylphenyl group and distyrene.
- R 11 is preferably an alkyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding and from an economical viewpoint.
- R 11 is preferably an alkenyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding and ease of dissolution in water.
- R 11 is preferably a substituted aryl group from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding and suppressing foaming of the hydraulic composition.
- the carbon number of R 11 is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding. More preferably, it is 20 or less, More preferably, it is 18 or less.
- R 11 include, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding, the number of carbons is preferably 8 or more, more preferably 10 or more, still more preferably 16 or more, and , Preferably 22 or less, more preferably 20 or less, and a group selected from a hydrocarbon group in which a hydrogen atom of the hydrocarbon group is substituted with a substituent.
- the number of carbon atoms is preferably 8 or more, more preferably 10 or more, and still more preferably 16 or more, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the number of carbon atoms is preferably 8 or more, more preferably 10 or more, and still more preferably 16 or more, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- R 11 is preferably a substituted aryl group and more preferably a distyrenated phenyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding and suppressing foaming of the hydraulic composition.
- Examples of the hydrocarbon group for R 11 include a group selected from an alkyl group, an alkenyl group, an aralkyl group, an aryl group, and an aryl group having a substituent (hereinafter referred to as a substituted aryl group).
- the hydrocarbon group for R 11 is preferably a group selected from an alkyl group, an alkenyl group, and a substituted aryl group, more preferably a group selected from an alkenyl group and a substituted aryl group, from the viewpoint of expressing the strength of the cured product after steam curing. .
- the alkenyl group of R 11 is preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group, from the viewpoint of developing the strength of the cured product after steam curing.
- the substituted aryl group for R 11 is an aryl group in which a hydrogen atom of an aromatic ring is substituted with a substituent, and examples thereof include an aryl group in which a hydrogen atom of an aromatic ring is substituted with a hydrocarbon group.
- the substituted aryl group including the substituent has 4 to 27 carbon atoms.
- Examples of the substituted aryl group include an aryl group in which one, two or three of the hydrogen atoms of the aromatic ring are substituted with a substituent such as a hydrocarbon group.
- the aryl group of the substituted aryl group is preferably a phenyl group.
- Examples of the substituted aryl group include substituted aryl groups having 13 to 27 carbon atoms.
- Examples of the substituent of the substituted aryl group include a hydrocarbon group having 1 to 10 carbon atoms.
- substituted aryl group a phenyl group substituted with an alkyl group having preferably 1 or more, more preferably 2 or more, and preferably 10 or less, more preferably 8 or less, or a phenyl group substituted with a benzyl group.
- groups selected from styrenated phenyl groups examples include a group selected from a phenyl group substituted with a benzyl group and a styrenated phenyl group.
- the substituted aryl group is preferably a group selected from a monobenzylphenyl group, a dibenzylphenyl group, a tribenzylphenyl group, a monostyrenated phenyl group, and a distyrenated phenyl group, more preferably a tribenzylphenyl group and distyrene.
- R 11 is preferably an alkenyl group from the viewpoint of developing the strength of the cured product after steam curing and ease of dissolution in water.
- R 11 is preferably a substituted aryl group from the viewpoint of developing the strength of the cured product after steam curing and suppressing foaming of the hydraulic composition.
- the carbon number of R 11 is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, from the viewpoint of developing the strength of the cured product after steam curing.
- R 11 are as follows. From the viewpoint of expressing the strength of the cured product of the cured product after steam curing, the carbon number is preferably 8 or more, more preferably 10 or more, still more preferably 16 or more, and , Preferably 22 or less, more preferably 20 or less, and a group selected from a group in which a hydrogen atom of the alkyl group or the alkenyl group is substituted with a substituent.
- the number of carbon atoms is preferably 8 or more, more preferably 10 or more, still more preferably 16 or more, from the viewpoint of expressing the strength of the cured product after steam curing.
- it is an alkyl group of 22 or less, more preferably 20 or less, preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, and preferably 8 or more carbon atoms, more preferably 10 or more, still more preferably A group selected from 16 or more and preferably 22 or less, more preferably 20 or less, preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group.
- R 11 is preferably a substituted aryl group, and more preferably a group selected from a tribenzylphenyl group and a distyrenated phenyl group.
- R 11 is a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, an oleyl group, a tribenzylphenyl group, and a distyrenylated phenyl group.
- Group selected from The These groups are preferable from the viewpoint of developing the strength of the cured product after steam curing and improving the fluidity. Moreover, these groups are preferable from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- AO is an alkyleneoxy group having 2 or more and 4 or less carbon atoms, and from the viewpoint of centrifugal moldability and / or strength development of a cured product, preferably an alkyleneoxy group having 2 carbon atoms and a carbon number. 1 or more groups selected from 3 alkyleneoxy groups. From the viewpoint of centrifugal moldability and / or strength development of the cured body, it is preferable that AO contains an alkyleneoxy group having 2 carbon atoms.
- n 1 is the average addition mole number of AO, the number from the viewpoint of 1 to 200 viewpoint as cement dispersibility of the strength development of centrifugal molding and / or curing thereof.
- n 1 is preferably 10 or more, more preferably 20 or more, and interacts with the component (A) from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding and improvement of fluidity.
- the number is preferably 60 or less, more preferably 40 or less, from the viewpoints of ease and economical viewpoint and centrifugal moldability and / or the strength development of the cured product after centrifugal molding.
- n 1 is preferably 10 or more, more preferably 15 or more, still more preferably 25 or more, and even more preferably 65 or less, from the viewpoint of developing the strength of the cured product after steam curing. The following is more preferable, 40 or less is more preferable, and 35 or less is still more preferable.
- R 11 is an alkenyl group
- n 1 is preferably 5 or more, more preferably 8 or more, further preferably 9 or more, more preferably 65 or less, and preferably 50 or less, from the viewpoint of expressing the strength of the cured product after steam curing.
- n 1 is preferably 15 or more, more preferably 20 or more, more preferably 55 or less, and even more preferably 30 or less, from the viewpoint of expressing the strength of the cured product after steam curing when R 11 is an alkyl group.
- M is a counter ion, and examples thereof include an ion selected from a hydrogen ion, an alkali metal ion, an alkaline earth metal ion (1/2 ion), and an ammonium ion.
- M is preferably an ammonium ion from the viewpoint of centrifugal moldability and / or the strength expression of the cured product and the ease of production of the compound.
- M is preferably an alkali metal ion, more preferably an alkali metal ion selected from sodium ions and potassium ions, from the viewpoint of centrifugal moldability and / or the strength expression of the cured product and the odor of the compound.
- Examples of the compound (B1) include polyoxyethylene alkenyl ether sulfate ester such as polyoxyethylene oleyl ether sulfate ester or a salt thereof, and polyoxyethylene substituted aryl ether sulfate such as polyoxyethylene distyrenated phenyl ether sulfate ester An esterified substance or its salt can be mentioned.
- the compound (B2) is a compound represented by the general formula (B2).
- R 21 in the general formula (B2) is a hydrocarbon group having 4 to 27 carbon atoms. This hydrocarbon group includes a hydrocarbon group containing a substituent. The substituents are as described for compound (B1).
- hydrocarbon group for R 21 examples include groups selected from alkyl groups, alkenyl groups, aralkyl groups, aryl groups, and aryl groups having substituents (hereinafter referred to as substituted aryl groups).
- the hydrocarbon group of R 21 is preferably a group selected from an alkyl group and an alkenyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the alkyl group of R 21 is preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the alkenyl group of R 21 is preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the substituted aryl group for R 21 is an aryl group in which a hydrogen atom of an aromatic ring is substituted with a substituent, and examples thereof include an aryl group in which a hydrogen atom of an aromatic ring is substituted with a hydrocarbon group.
- the substituted aryl group including the substituent has 4 to 27 carbon atoms.
- Examples of the substituted aryl group include an aryl group in which one, two or three of the hydrogen atoms of the aromatic ring are substituted with a substituent such as a hydrocarbon group.
- the aryl group of the substituted aryl group is preferably a phenyl group.
- Examples of the substituted aryl group include substituted aryl groups having 13 to 27 carbon atoms.
- Examples of the substituent of the substituted aryl group include a hydrocarbon group having 1 to 10 carbon atoms.
- substituted aryl group a phenyl group substituted with an alkyl group having preferably 1 or more, more preferably 2 or more, and preferably 10 or less, more preferably 8 or less, or a phenyl group substituted with a benzyl group.
- groups selected from styrenated phenyl groups examples include a group selected from a phenyl group substituted with a benzyl group and a styrenated phenyl group.
- the substituted aryl group is preferably a group selected from a monobenzylphenyl group, a dibenzylphenyl group, a tribenzylphenyl group, a monostyrenated phenyl group, and a distyrenated phenyl group, more preferably a tribenzylphenyl group and distyrene.
- R 21 is preferably an alkyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding and from an economical viewpoint.
- R 21 is preferably an alkenyl group from the viewpoint of centrifugal moldability and / or strength development of a cured product after centrifugal molding and ease of dissolution in water.
- the number of carbon atoms of R 21 is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, from the viewpoint of centrifugal moldability and / or the strength expression of the cured product after centrifugal molding and the improvement of dispersibility. , Preferably 22 or less, more preferably 20 or less, still more preferably 18 or less.
- the carbon number is preferably 10 or more, more preferably 12 or more, and preferably 22 or less.
- a group selected from 20 or less hydrocarbon groups and a hydrocarbon group in which a hydrogen atom of the hydrocarbon group is substituted with a substituent may be mentioned.
- the number of carbon atoms is preferably 10 or more, more preferably 12 or more, and preferably 22 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- the number of carbon atoms is preferably 10 or more, more preferably 12 or more, and preferably 22 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- alkyl group having 20 or less preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, and preferably 10 or more, more preferably 12 or more, and preferably 22 or less
- More preferred is a group selected from 20 or less alkenyl groups, preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group.
- R 21 a phenyl group or a benzyl group substituted with an alkyl group having preferably 1 or more, more preferably 2 or more, and preferably 10 or less, more preferably 8 or less. Examples thereof include a substituted phenyl group and a styrenated phenyl group.
- examples of R 21 include groups selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group.
- a group selected from a lauryl group, a myristyl group, a palmityl group, a stearyl group, and an oleyl group preferably, a group selected from a lauryl group, a myristyl group, a palmityl group, a stearyl group, and an oleyl group.
- Examples of the hydrocarbon group for R 21 include an alkyl group, an alkenyl group, an aralkyl group, an aryl group, and an aryl group having a substituent (hereinafter referred to as a substituted aryl group) as described above.
- the hydrocarbon group of R 21 is preferably a group selected from a substituted aryl group and an alkenyl group from the viewpoint of developing the strength of the cured product after steam curing.
- the substituted aryl group for R 21 is an aryl group substituted with a hydrocarbon group, and examples thereof include a substituted aryl group having 13 to 27 carbon atoms.
- the substituted aryl group for R 11 is an aryl group in which a hydrogen atom of an aromatic ring is substituted with a substituent, and examples thereof include an aryl group in which a hydrogen atom of an aromatic ring is substituted with a hydrocarbon group.
- the substituted aryl group including the substituent has 4 to 27 carbon atoms.
- Examples of the substituted aryl group include an aryl group in which one, two or three of the hydrogen atoms of the aromatic ring are substituted with a substituent such as a hydrocarbon group.
- the aryl group of the substituted aryl group is preferably a phenyl group.
- Examples of the substituted aryl group include substituted aryl groups having 13 to 27 carbon atoms.
- Examples of the substituent of the substituted aryl group include a hydrocarbon group having 1 to 10 carbon atoms.
- the substituted aryl group include a group selected from a phenyl group substituted with a benzyl group and a styrenated phenyl group.
- the substituted aryl group is preferably a group selected from a monobenzylphenyl group, a dibenzylphenyl group, a tribenzylphenyl group, a monostyrenated phenyl group, and a distyrenated phenyl group, more preferably a tribenzylphenyl group and distyrene.
- R 21 is preferably a substituted aryl group from the viewpoint of developing strength after steam curing and suppressing foaming of the hydraulic composition.
- R 21 is preferably an alkenyl group from the viewpoint of expressing the strength of the cured product after steam curing and easiness of dissolution in water.
- the substituted aryl group for R 21 is preferably a distyrenated phenyl group from the viewpoint of developing the strength of the cured product after steam curing.
- the alkenyl group of R 21 is preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group, from the viewpoint of developing the strength of the cured product after steam curing.
- the number of carbons in R 21 is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, from the viewpoint of developing the strength of the cured product after steam curing and improving the dispersibility. is there.
- R 21 include carbonization with a carbon number of preferably 10 or more, more preferably 12 or more, and preferably 22 or less, from the viewpoint of developing the strength of the cured product after steam curing and improving dispersibility. And a group selected from a hydrogen group and a hydrocarbon group in which a hydrogen atom of the hydrocarbon group is substituted with a substituent.
- the carbon number is preferably 10 or more, more preferably 12 or more, and preferably 22 or less or an alkenyl group, and examples thereof include a group selected from a group in which the hydrogen atom of the alkenyl group is substituted with a substituent, and a substituted aryl group, preferably a phenyl group substituted with a hydrocarbon group.
- the number of carbon atoms is preferably 10 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 from the viewpoint of developing the strength of the cured product after steam curing.
- a group selected from 20 or less alkenyl groups preferably an aliphatic alkenyl group, and more preferably a linear aliphatic alkenyl group.
- a distyrenated phenyl group is preferable.
- examples of R 21 include a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, an oleyl group, and a distyrenylated phenyl group.
- X is O or COO, preferably O.
- AO is an alkyleneoxy group having 2 or more and 4 or less carbon atoms, and from the viewpoint of centrifugal moldability and / or strength development of a cured product, preferably an alkyleneoxy group having 2 carbon atoms and a carbon number. 1 or more groups selected from 3 alkyleneoxy groups. From the viewpoint of centrifugal moldability and / or strength development of the cured body, it is preferable that AO contains an alkyleneoxy group having 2 carbon atoms.
- n 2 is the average addition mole number of AO, the number viewpoint and from the viewpoint of cement dispersibility of 1 to 200 of strength development of centrifugal molding and / or curing thereof.
- n 2 is preferably 10 or more, more preferably 20 or more, from the viewpoint of centrifugal moldability and / or strength development of the cured body and improvement of fluidity, and the ease of interaction with component (A) and economy.
- the number is preferably 60 or less, more preferably 40 or less, from the viewpoint of general viewpoint and centrifugal moldability and / or strength development of the cured product.
- n 2 is preferably 10 or more, preferably 25 or less, and more preferably 15 or less, from the viewpoint of developing the strength of the cured product after steam curing.
- n 2 is preferably 1 or more and preferably 5 or less from the viewpoint of developing the strength of the cured product after steam curing.
- n 2 is preferably 5 or more, more preferably 8 or more, further preferably 10 or more, more preferably 65 or less, and preferably 50 or less from the viewpoint of expressing the strength of the cured product after steam curing. Is more preferably 40 or less, still more preferably 35 or less, still more preferably 25 or less, and even more preferably 15 or less.
- R 22 is a hydrogen atom or an alkyl group having 1 to 3 carbon atoms, and preferably a hydrogen atom.
- Examples of the compound (B2) include polyoxyethylene alkyl ethers such as polyoxyethylene 2-ethylhexyl ether, polyoxyethylene decyl ether, polyoxyethylene lauryl ether, polyoxyethylene oleyl ether, and polyoxyethylene alkenyl ether. Moreover, polyoxyethylene alkylesters, such as polyoxyethylene monostearate, are mentioned. Moreover, polyoxyethylene substituted aryl ethers, such as polyoxyethylene distyrenated phenyl ether, are mentioned.
- the compound (B3) is a compound represented by the general formula (B3).
- R 31 in the general formula (B3) is a hydrocarbon group having 4 to 27 carbon atoms. This hydrocarbon group includes a hydrocarbon group containing a substituent. The substituents are as described for compound (B1).
- hydrocarbon group for R 31 examples include groups selected from alkyl groups, alkenyl groups, aralkyl groups, aryl groups, and aryl groups having substituents (hereinafter referred to as substituted aryl groups).
- substituted aryl groups examples include aryl groups in which one, two or three of the hydrogen atoms of the aromatic ring are substituted.
- the hydrocarbon group for R 31 is preferably a group selected from an alkyl group and an alkenyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- the alkyl group of R 31 is preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group alkyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- the alkenyl group of R 31 is preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- R 31 is preferably an alkyl group from the viewpoint of centrifugal moldability and / or the development of strength of the cured product and from an economical viewpoint.
- R 31 is preferably an alkenyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product and ease of dissolution in water.
- the carbon number of R 31 is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, more preferably 20 from the viewpoint of centrifugal moldability and / or strength development of the cured product. Below, more preferably, it can be selected from 18 or less.
- R 31 are preferably 10 or more, more preferably 12 or more, and preferably 27 or less, more preferably 26 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product. More preferably, a group selected from a hydrocarbon group having 24 or less hydrocarbon groups and a hydrocarbon group in which a hydrogen atom of the hydrocarbon group is substituted with a substituent is exemplified.
- the number of carbon atoms is preferably 10 or more, more preferably 12 or more, and preferably 27 or less, more preferably 26.
- the number of carbon atoms is preferably 10 or more, more preferably 12 or more, and preferably 27 or less, more preferably 26.
- an alkyl group having 24 or less preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, and preferably 10 or more, more preferably 12 or more, and preferably 27 or less
- More preferred is a group selected from an alkenyl group of 26 or less, more preferably 24 or less, preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group.
- examples of R 31 include groups selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group.
- a group selected from a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group is mentioned.
- the group chosen from a lauryl group, a myristyl group, a palmityl group, a stearyl group, and an oleyl group is mentioned.
- AO is an alkyleneoxy group having 2 or more and 4 or less carbon atoms, and from the viewpoint of centrifugal moldability and / or strength development of the cured product, preferably an alkyleneoxy group having 2 carbon atoms and a carbon number. 1 or more groups selected from 3 alkyleneoxy groups. From the viewpoint of centrifugal moldability and / or strength development of the cured body, it is preferable that AO contains an alkyleneoxy group having 2 carbon atoms.
- n 3 and n 4 are the same or different and each is an average addition mole number of AO, a number of 0 or more. From the viewpoints of centrifugal moldability and / or strength development of the cured body and cement dispersibility, the total of n 3 and n 4 is 1 or more, preferably 10 or more, more preferably 20 or more, and an economical viewpoint. To 200 or less, preferably 60 or less, more preferably 40 or less.
- R 32 and R 33 are the same or different and each represents a hydrogen atom or an alkyl group having 1 to 3 carbon atoms.
- R 32 and R 33 are each preferably a hydrogen atom from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- Examples of the compound (B3) include polyoxyalkylene alkylamines such as polyoxyethylene alkylamine.
- the compound (B4) is a compound represented by the general formula (B4).
- R 41 in the general formula (B4) is a hydrocarbon group having 4 to 27 carbon atoms. This hydrocarbon group includes a hydrocarbon group containing a substituent. The substituents are as described for compound (B1).
- hydrocarbon group for R 41 examples include groups selected from alkyl groups, alkenyl groups, aralkyl groups, aryl groups, and aryl groups having substituents (hereinafter referred to as substituted aryl groups).
- substituted aryl groups examples include aryl groups in which one, two or three of the hydrogen atoms of the aromatic ring are substituted.
- the hydrocarbon group for R 41 is preferably a group selected from an alkyl group and an alkenyl group from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- the alkyl group of R 41 is preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- the alkenyl group of R 41 is preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group, from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- R 41 is preferably an alkyl group from the viewpoint of centrifugal moldability and / or the development of strength of the cured product and from an economical viewpoint.
- R 41 is preferably an alkenyl group from the viewpoints of centrifugal moldability and / or strength development of the cured product and ease of dissolution in water.
- the number of carbon atoms of R 41 is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, more preferably 20 from the viewpoint of centrifugal moldability and / or strength development of the cured product. Below, more preferably, it can be selected from 18 or less.
- R 41 are preferably 10 or more, more preferably 12 or more, and preferably 27 or less, more preferably 26 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product. More preferably, a group selected from a hydrocarbon group having 24 or less hydrocarbon groups and a hydrocarbon group in which a hydrogen atom of the hydrocarbon group is substituted with a substituent is exemplified. Other specific examples of R 41 are preferably 10 or more, more preferably 12 or more, and preferably 27 or less, more preferably 26 from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- R 41 are preferably 10 or more, more preferably 12 or more, and preferably 27 or less, more preferably 26 from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- an alkyl group having 24 or less preferably an aliphatic alkyl group, more preferably a linear aliphatic alkyl group, and preferably 10 or more, more preferably 12 or more, and preferably 27 or less
- More preferred is a group selected from an alkenyl group of 26 or less, more preferably 24 or less, preferably an aliphatic alkenyl group, more preferably a linear aliphatic alkenyl group.
- examples of R 41 include groups selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group.
- a group selected from a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group is mentioned.
- the group chosen from a lauryl group, a myristyl group, a palmityl group, a stearyl group, and an oleyl group is mentioned.
- AO is an alkyleneoxy group having 2 or more and 4 or less carbon atoms, and preferably has 2 alkylene atoms and 2 carbon atoms from the viewpoint of centrifugal moldability and / or strength development of the cured product. 1 or more groups selected from 3 alkyleneoxy groups. From the viewpoint of centrifugal moldability and / or strength development of the cured body, it is preferable that AO contains an alkyleneoxy group having 2 carbon atoms.
- Y 1 and Y 2 are the same or different and are each a hydrogen atom or SO 3 M, and at least one of Y 1 and Y 2 is SO 3 M.
- M is a counter ion, and examples thereof include a hydrogen ion, an alkali metal ion, an alkaline earth metal ion (1/2 ion), and an ammonium ion.
- M is preferably an ammonium ion from the viewpoint of centrifugal moldability and / or the strength expression of the cured product and the ease of production of the compound.
- M is preferably an alkali metal ion, more preferably an alkali metal ion selected from sodium ions and potassium ions, from the viewpoint of centrifugal moldability and / or the strength expression of the cured product and the odor of the compound.
- n 5 and n 6 represents the same or different and each is an average addition mole number of AO, a number of 0 or more.
- Y 1 is a hydrogen atom
- Y 2 is a hydrogen atom.
- the total of n 5 and n 6 is 1 or more, preferably 20 or more, more preferably 50 or more, and centrifugal moldability and From the viewpoint of developing the strength of the cured product and from an economical viewpoint, the number is 200 or less, preferably 150 or less, more preferably 100 or less.
- n 5 and n 6 cannot be 0 at the same time. Therefore, the compound (B4) has at least one of (AO) n5 —SO 3 M and (AO) n6 —SO 3 M.
- Examples of the compound (B4) include sulfated products of aliphatic amine alkylene adducts such as beef tallow amine ethylene oxide adduct sulfated products.
- the component (B) may be one or more compounds belonging to the compound (B1), the compound (B2), the compound (B3), and the compound (B4).
- the component (B) is preferably one or more compounds selected from the compound (B1), the compound (B2), and the compound (B3) from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- the component (B) is preferably one or more compounds selected from the compound (B1) from the viewpoint of centrifugal moldability and / or strength development of the cured product.
- the dispersant composition for a hydraulic composition of the present invention is composed of the compound (B1), the compound (B2), and the compound (B3) as the component (B) from the viewpoint of centrifugal moldability and / or strength development of the cured product. It is preferable to contain at least one compound selected from the compounds (B1) and at least one compound selected from the compounds (B1).
- the dispersant composition for hydraulic composition of the present invention contains (A) component in the solid content, preferably 1% by mass or more.
- the content is preferably 3% by mass or more, more preferably 5% by mass or more, and preferably 99% by mass or less, more preferably 97% by mass or less, and still more preferably 95% by mass or less.
- solid content means components other than water.
- the component (B) is preferably 2% by mass or more, more preferably 5% in the solid content from the viewpoint of centrifugal moldability and / or strength development of the cured product. It is contained by mass% or more, more preferably 7 mass% or more, and preferably 90 mass% or less, more preferably 80 mass% or less, still more preferably 70 mass% or less.
- the dispersant composition for a hydraulic composition of the present invention includes:
- the ratio of the content of the component (B) to the total content and the content of the component (B) is preferably 1% by mass or more and 60% by mass or less. This ratio is determined by [(B) component content / [(A) component content + (B) component content]] ⁇ 100 (mass%). Hereinafter, this ratio is also expressed as (B) / [(A) + (B)].
- (B) / [(A) + (B)] is more preferably 3 from the viewpoint of centrifugal moldability and / or the strength expression of the cured body after centrifugal molding and the strength expression of the cured body after steam curing.
- % By mass or more, more preferably 5% by mass or more, still more preferably 10% by mass or more, still more preferably 20% by mass, and more preferably 50% by mass or less, still more preferably 40% by mass or less, still more preferably. Is 30% by mass or less.
- (B) / [(A) + (B)] is 1% by mass or more and 60% by mass or less.
- (B) / [(A) + (B)] is based on the mixing amount of the component (A) and the mixing amount of the component (B) when the dispersant composition for hydraulic composition of the present invention is produced. May be calculated.
- (B) / [(A) + (B)] is preferably 7% by mass when R 11 is a hydrocarbon group having 16 to 20 carbon atoms, from the viewpoint of developing the strength of the cured product after steam curing. More preferably, it is 15% by mass or more, and preferably 55% by mass or less, more preferably 45% by mass or less, still more preferably 35% by mass or less, and still more preferably 25% by mass or less.
- (B) / [(A) + (B)] is preferably 7 when R 11 is a hydrocarbon group having 6 to 10 carbon atoms from the viewpoint of strength development of the cured product after steam curing. It is from 15% by mass to 15% by mass.
- the dispersant composition for a hydraulic composition of the present invention exhibits centrifugal moldability and / or strength development of a cured product after centrifugal molding.
- the molar ratio of the total amount of the component (B) to the monomer unit containing the naphthalene ring in the component (A) is preferably 0.2% or more and 50% or less.
- the molar ratio is preferably 0.5% or more, more preferably 0.8% or more, still more preferably 1.5% or more, still more preferably 5% or more, and preferably 45%. Below, more preferably 30% or less, still more preferably 20% or less, still more preferably 15% or less, still more preferably 10% or less, and still more preferably 8% or less.
- the molar ratio is preferably 1.5% or more, more preferably 2% or more, and preferably 7% or less, more preferably 6% or less, still more preferably 5% or less, More preferably, it is 4.5% or less, and still more preferably 3% or less.
- R 11 is alkenyl
- the molar ratio is preferably 1.5% or more, more preferably 3% or more, still more preferably 4% or more, still more preferably 6.5% or more, and preferably 9%. % Or less, more preferably 8% or less.
- the molar ratio is preferably 0.5% or more, more preferably 1% or more, still more preferably 2% or more, and even more preferably 3.5. % Or more, more preferably 5% or more, and preferably 45% or less, more preferably 40% or less, still more preferably 25% or less, still more preferably 15% or less, and even more preferably 10% or less. .
- the molar ratio is preferably 0.3% or more, more preferably 0.5% or more, still more preferably 1.5% or more, and preferably Is 7% or less, more preferably 6% or less, and still more preferably 3% or less.
- the molar ratio of the total amount of the component (B) to the monomer unit containing the naphthalene ring in the component (A) is preferably from the viewpoint of improving the concrete kneading property. Is 16.1% or more and 50% or less, more preferably 30.1% or more.
- the monomer unit containing a naphthalene ring is a monomer unit formed by a dehydration condensation reaction between naphthalenesulfonic acid or a salt thereof and formaldehyde.
- the component (A) is a sodium salt of naphthalenesulfonic acid formaldehyde condensate
- the total amount (mol) of monomer units containing a naphthalene ring in the compound is calculated by the following formula.
- the sodium salt of naphthalenesulfonic acid formaldehyde condensate is expressed as NSF.
- the total mass of monomer units containing a naphthalene ring in component (A) is the total mass of the compound when component (A) is a condensate of naphthalenesulfonic acid or a salt thereof and formaldehyde.
- the total mass of the monomer units containing a naphthalene ring in the component (A) is the case where the component (A) is a condensate of naphthalenesulfonic acid or a salt thereof, formaldehyde, and other monomers not containing a naphthalene ring.
- the mass of the monomer unit derived from the other monomer not containing the naphthalene ring may be calculated from the amount charged in the synthesis, or a general copolymer mass ratio such as a nuclear magnetic resonance spectrometer can be obtained. You may calculate using an analysis apparatus.
- the molecular weight of the monomer unit containing a naphthalene ring in the component (A) is as follows.
- the component (A) is a sodium salt of a naphthalene sulfonic acid formaldehyde condensate
- the molecular weight of sodium naphthalene sulfonate (230.2) and the molecular weight of formaldehyde It can be determined as a value obtained by subtracting the molecular weight (18.0) of water, which is a by-product of the condensation reaction, from the sum of (30.0), that is, 242.2.
- the dispersant composition for a hydraulic composition of the present invention for example, when the component (A) is a sodium salt of a naphthalenesulfonic acid formaldehyde condensate and the component (B) is a polyoxyethylene alkyl ether sulfate ammonium salt,
- the molar ratio of the total amount of the component (B) to the monomer unit containing the naphthalene ring in the component is obtained by separating the component (A) and the component (B) by a general method such as a reprecipitation method or a liquid separation method. The ratio can be measured and calculated.
- the structure of the component (A) and the component (B) in the dispersant composition for hydraulic composition is obtained by changing the components (A) and (B) by a general method such as a reprecipitation method or a liquid separation method. It can isolate
- the dispersant composition for a hydraulic composition of the present invention has a viewpoint of centrifugal moldability and / or strength development of the cured body, a viewpoint of further enhancing water reduction and fluidity retention, and a viewpoint of strength development of the cured body after steam curing.
- component (C) a polycarboxylic acid copolymer (hereinafter referred to as component (C)).
- a copolymer containing a monomer (C1) represented by the following general formula (C1) and a monomer (C2) represented by the following general formula (C2) as constituent monomers [ Hereinafter, it is referred to as a copolymer (C)].
- R 11c , R 12c may be the same or different, hydrogen atom or methyl group
- R 13c hydrogen atom or —COO (AO)
- n ′ X 1 X 1 an alkyl group having 1 to 4 carbon atoms
- AO a group selected from an ethyleneoxy group and a propyleneoxy group
- n ′ an average added mole number of AO, a number from 1 to 300 p: 0 to 2 Indicates a number.
- R 21c , R 22c , R 23c which may be the same or different, are a hydrogen atom, a methyl group or (CH 2 ) r COOM 2 , and (CH 2 ) r COOM 2 is COOM 1 or other (CH 2 ) R COOM 2 and may form an anhydride, in which case M 1 and M 2 of those groups are not present.
- M 1 and M 2 may be the same or different and are a hydrogen atom, an alkali metal, an alkaline earth metal (1/2 atom), an ammonium group, an alkylammonium group or a substituted alkylammonium group r: a number from 0 to 2 Indicates. ]
- R 11c is preferably a hydrogen atom.
- R 12c is preferably a methyl group.
- R 13c is preferably a hydrogen atom.
- X 1 is preferably a methyl group.
- AO is preferably an ethyleneoxy group. AO preferably contains an ethyleneoxy group.
- n ′ is the average added mole number of AO and is a number of 1 or more and 300 or less. n ′ is preferably a number of 100 or more, more preferably 110 or more, and preferably 200 or less, more preferably 150 or less, from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding. .
- n ′ is preferably 5 or more, more preferably 20 or more, still more preferably 40 or more, and preferably 200 or less, more preferably 150 or less, from the viewpoint of expressing the strength of the cured product after steam curing.
- the number is preferably 100 or less, more preferably 80 or less, and still more preferably 50 or less.
- p is preferably 0.
- R 21c is preferably a hydrogen atom.
- R 22c is preferably a methyl group.
- R 23c is preferably a hydrogen atom.
- (CH 2 ) r COOM 2 may form an anhydride with COOM 1 or other (CH 2 ) r COOM 2 , in which case the groups M 1 and M 2 are not present.
- M 1 and M 2 may be the same or different, and each is preferably a hydrogen atom.
- Formula (C2) in the (CH 2) r COOM 2 r is 1 are preferred.
- the copolymer (C) has a total amount of monomer (C1) and monomer (C2) of 90% by mass.
- the amount is preferably 92% by mass or more, more preferably 95% by mass or more, and 100% by mass or less. This total amount may be 100% by mass.
- the ratio of the monomer (C2) to the total of the monomer (C1) and the monomer (C2) is from the viewpoint of centrifugal moldability and / or cured body strength after centrifugal molding. , Preferably 80 mol% or more, more preferably 90 mol% or more, and preferably 98 mol% or less, more preferably 97 mol% or less.
- the ratio of the monomer (C2) to the total of the monomer (C1) and the monomer (C2) is preferably 60 from the viewpoint of developing the strength of the cured product after steam curing. It is at least mol%, more preferably at least 75 mol%, and preferably at most 90 mol%, more preferably at most 80 mol%, still more preferably at most 77 mol%.
- the weight average molecular weight of the copolymer (C) is preferably 10,000 or more, more preferably 15,000 or more, and preferably 100,000 or less, more preferably 70,000 or less, and still more preferably 45,000 or less. This weight average molecular weight is measured by gel permeation chromatography (GPC) under the following conditions.
- the dispersant composition for a hydraulic composition of the present invention contains the component (C)
- the dispersant composition for a hydraulic composition of the present invention contains the component (C) in a solid content, preferably 1 mass. %, More preferably 3% by mass or more, still more preferably 5% by mass or more, and preferably 30% by mass or less, more preferably 20% by mass or less, still more preferably 15% by mass or less.
- the dispersant composition for a hydraulic composition of the present invention includes a conventional cement dispersant, a water-soluble polymer compound, an air entraining agent, a cement wetting agent, an expanding material, a waterproofing agent, a retarding agent, a quick setting agent, and a thickening agent.
- Ingredients such as flocculants, drying shrinkage reducing agents, strength enhancers, curing accelerators, preservatives, antifoaming agents (excluding those that fall under (A), (B), or (C)) Can be contained.
- the form of the dispersant composition for hydraulic compositions of the present invention may be liquid or solid.
- the dispersant composition for hydraulic composition of the present invention is liquid, it is preferable to contain water.
- the water content is determined from the viewpoints of centrifugal moldability and / or strength development of the cured product and workability when preparing the hydraulic composition.
- the composition preferably 10% by mass or more, more preferably 30% by mass or more, still more preferably 50% by mass or more, and the viewpoint of centrifugal moldability and / or the development of strength of the cured product, From the viewpoint of improving the fluidity of the hydraulic composition, it is preferably 90% by mass or less, more preferably 70% by mass or less.
- the content of component (A) depends on the centrifugal moldability and / or the strength expression of the cured product and the fluidity of the hydraulic composition. From the viewpoint of improving, in the composition, preferably 1% by mass or more, more preferably 4% by mass or more, further preferably 7% by mass or more, and preferably 50% by mass or less, more preferably 32% by mass. Hereinafter, it is more preferably 27% by mass or less.
- the content of the component (B) depends on the centrifugal moldability and / or the strength expression of the cured body and the fluidity of the hydraulic composition. From the viewpoint of improving, in the composition, preferably 1% by mass or more, more preferably 4% by mass or more, further preferably 7% by mass or more, and preferably 60% by mass or less, more preferably 50% by mass. Hereinafter, it is more preferably 32% by mass or less.
- the total content of the component (A) and the component (B) depends on the centrifugal moldability and / or the strength expression of the cured body and the water.
- the composition preferably 10% by mass or more, more preferably 20% by mass or more, still more preferably 30% by mass or more, and preferably 90% by mass or less. More preferably, it is 70 mass% or less, More preferably, it is 50 mass% or less.
- the (A) component and the (C) component did not exhibit sufficient effects even when mixed and used. This is because the aromatic ring and the polyalkyleneoxy group interact and cancel each other's dispersion force, and because both components are high molecular compounds, the molecular weight increases in a pseudo manner and the viscosity increases. It is estimated that this is because dispersibility is lowered due to a significant decrease in mobility.
- the component (B) when the component (B) is used in combination, it is presumed that the aromatic ring of the component (A) and the alkyl group of the component (B) interact, and the interaction between the component (A) and the component (C) is suppressed. Thus, it is presumed that it has become possible for the first time to use the component (A) and the component (C) together.
- the component (C) And (C) / (A) is preferably 0/100 or more, more preferably more than 0/100, still more preferably 0.05 / 99.95 or more, still more preferably 0. 1 / 99.9 or more, more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, and still more preferably 10/90 or less. More than 0/100 means that the component (C) is more than 0 with respect to the component (A) 100 (the same applies hereinafter).
- the component (A) is used from the viewpoint of centrifugal moldability and / or the strength expression of the cured product and the fluidity of the hydraulic composition.
- the total content of the component is preferably 1% by mass or more, more preferably 4% by mass or more, still more preferably 7% by mass or more, and preferably 50% by mass or less in the composition. More preferably, it is 32 mass% or less, More preferably, it is 27 mass% or less.
- the dispersant composition for a hydraulic composition of the present invention can be produced, for example, by mixing the component (A), the component (B), and the component (C) by an arbitrary method.
- the present invention contains a dispersant composition for a centrifugal molding hydraulic composition of the present invention, a hydraulic powder, an aggregate, and water, and a water / hydraulic powder ratio of 10% by mass or more and 25% by mass. % Or less of the hydraulic composition for centrifugal molding. Moreover, this invention contains (A) component, (B) component, hydraulic powder, aggregate, and water, and water / hydraulic powder ratio is 10 mass% or more and 25 mass% or less. A hydraulic composition for centrifugal molding is provided. The present invention also includes a dispersant composition for a hydraulic composition for steam curing according to the present invention, a hydraulic powder, an aggregate, and water, and a water / hydraulic powder ratio of 10% by mass or more.
- a hydraulic composition for steam curing which is 53% by mass or less and the total content of (A) and (B) is 0.25 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the hydraulic powder.
- this invention contains (A) component, (B) component, hydraulic powder, aggregate, and water, and water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less.
- the ratio of the content of (B) to the total content of (A) and (B) is 1% by mass to 60% by mass, and the total content of (A) and (B)
- a hydraulic composition for steam curing the amount of which is from 0.25 parts by mass to 10 parts by mass with respect to 100 parts by mass of the hydraulic powder.
- the hydraulic composition refers to both or one of the centrifugal molding hydraulic composition of the present invention and the steam curing hydraulic composition of the present invention.
- the hydraulic composition for centrifugal molding of the present invention refers to the hydraulic composition for centrifugal molding of the present invention of the above two aspects.
- the hydraulic composition for steam curing of this invention points out the hydraulic composition for steam curing of this invention of the said 2 aspect.
- the matter regarding the hydraulic composition for centrifugal molding of the present invention can be applied to the hydraulic composition for steam curing of the present invention.
- the matter regarding the hydraulic composition for steam curing of the present invention can be applied to the hydraulic composition for centrifugal molding of the present invention.
- Centrifugal hydraulic compositions are loaded by centrifugal forces, so uncured compositions such as ready-mixed concrete have high yield values (same as the stress at which they begin to move) and low shear stress (at a certain speed after they begin to move).
- the slurry property of the hydraulic composition itself is improved by imparting a high yield value of the aromatic ring-based dispersant and further greatly improving the dispersibility (substantially the same as the viscosity). As will be more useful.
- the hydraulic composition for steam curing is heated by steam, the property of speed of setting / curing time (reduction of necessary pre-setting time) is required.
- the setting rate of the hydraulic composition itself is improved by greatly reducing the required amount of the dispersant added, and it becomes more useful for steam curing.
- the hydraulic powder used in the hydraulic composition of the present invention is a powder having physical properties that are cured by a hydration reaction, and examples thereof include cement and gypsum.
- Cement is preferred, and more preferred is ordinary portland cement, belite cement, medium heat cement, early strength cement, very early strength cement, sulfate resistant cement, and the like.
- the hydraulic composition for centrifugal molding of the present invention has a water / hydraulic powder ratio of 10% by mass or more, more preferably 11% by mass or more, and still more preferably from the viewpoint of centrifugal moldability and / or strength development of the cured product. Is 12% by mass or more, more preferably 15% by mass or more, still more preferably 17% by mass or more, and preferably 25% by mass or less, preferably 24% by mass or less, more preferably 23% by mass or less, still more preferably Is 22% by mass or less, more preferably 20% by mass or less.
- the hydraulic composition for steam curing according to the present invention has a water / hydraulic powder ratio of 10% by mass or more, preferably 18% by mass or more, from the viewpoint of improving the demoldability and strength development of the concrete product. Is 20% by mass or more, more preferably 25% by mass or more, further preferably 30% by mass or more, and 53% by mass or less, preferably 45% by mass or less, more preferably 40% by mass or less, still more preferably. 35% by mass or less.
- the water / hydraulic powder ratio is the mass percentage (mass%) of water and hydraulic powder in the hydraulic composition, and is calculated by the mass of water / mass of hydraulic powder ⁇ 100. .
- the water / hydraulic powder ratio is calculated based on the amount of water and the amount of powder having physical properties that are cured by a hydration reaction.
- the powder having physical properties that hardens by a hydration reaction includes a powder having a pozzolanic action, a powder having a latent hydraulic property, and a powder selected from stone powder (calcium carbonate powder).
- the amount is also included in the amount of hydraulic powder.
- the amount of the high-strength admixture is also included in the amount of the hydraulic powder. The same applies to the following mass parts related to the mass of the hydraulic powder.
- the hydraulic composition for centrifugal molding of the present invention is preferably 0.001 part by mass of component (A) with respect to 100 parts by mass of the hydraulic powder from the viewpoint of centrifugal moldability and / or strength development of the cured body. Or more, more preferably 0.01 parts by mass or more, still more preferably 0.1 parts by mass or more, still more preferably 0.4 parts by mass or more, still more preferably 0.6 parts by mass or more, and preferably 10 parts by mass. Or less, more preferably 5 parts by mass or less, still more preferably 3 parts by mass or less, still more preferably 2 parts by mass or less, and even more preferably 1 part by mass or less.
- the hydraulic composition for centrifugal molding of the present invention contains (B) component, preferably 0.0001 parts by mass with respect to 100 parts by mass of the hydraulic powder. Or more, more preferably 0.001 parts by mass or more, still more preferably 0.01 parts by mass or more, still more preferably 0.03 parts by mass or more, still more preferably 0.05 parts by mass or more, and preferably 10 parts by mass. Or less, more preferably 5 parts by mass or less, still more preferably 1 part by mass or less, still more preferably 0.5 parts by mass or less, and still more preferably 0.35 parts by mass or less.
- the component (A) is preferably 0.15 parts by mass or more with respect to 100 parts by mass of the hydraulic powder from the viewpoint of demoldability and strength development.
- the hydraulic composition for steam curing according to the present invention has the component (B), preferably 0.0025 parts by mass or more, with respect to 100 parts by mass of the hydraulic powder, from the viewpoint of demoldability and strength development.
- the hydraulic composition of the present invention comprises (A) component and (B) component with respect to 100 parts by mass of hydraulic powder from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- A component and (B) component with respect to 100 parts by mass of hydraulic powder from the viewpoint of centrifugal moldability and / or strength development of the cured product after centrifugal molding.
- it contains 2 parts by mass or less. This content is preferable for the hydraulic composition for centrifugal molding of the present invention.
- the hydraulic composition for steam curing of the present invention is a total of (A) component and (B) component with respect to 100 parts by mass of the hydraulic powder. 0.25 parts by mass or more, preferably 0.4 parts by mass or more, more preferably 0.6 parts by mass or more, and 10 parts by mass or less, preferably 5 parts by mass or less, more preferably 2 parts by mass or less.
- the hydraulic composition of the present invention can contain a polycarboxylic acid copolymer of component (C).
- component (C) used in the hydraulic composition of the present invention are the same as those described in the dispersant composition for hydraulic composition of the present invention.
- the component (C) is preferably used with respect to 100 parts by mass of the hydraulic powder from the viewpoint of centrifugal moldability and / or strength development of the cured body. Is 0.01 parts by mass or more, more preferably 0.05 parts by mass or more, and preferably 2 parts by mass or less, more preferably 1 part by mass or less, still more preferably 0.5 parts by mass or less, still more preferably 0.00. Contains 3 parts by mass or less.
- the component (C) is added to 100 parts by mass of the hydraulic powder. Preferably it is 0.001 part by mass or more, more preferably 0.01 part by mass or more, and preferably 0.5 part by mass or less, more preferably 0.2 part by mass or less, still more preferably 0.1 part by mass or less. To do.
- the mass ratio of the component (C) to the component (A) from the viewpoint of centrifugal moldability and / or strength development of the cured product and the fluidity of the hydraulic composition, C) / (A) is preferably 0/100 or more, more preferably more than 0/100, still more preferably 0.05 / 99.95 or more, still more preferably 0.1 / 99.9 or more, even more
- the ratio is preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, and still more preferably 10/90 or less.
- the hydraulic composition of the present invention contains aggregate.
- the aggregate includes an aggregate selected from fine aggregate and coarse aggregate.
- Examples of the fine aggregate include those defined by the number 2311 in JIS A0203-2014.
- Fine aggregates include river sand, land sand, mountain sand, sea sand, lime sand, silica sand and crushed sand, blast furnace slag fine aggregate, ferronickel slag fine aggregate, lightweight fine aggregate (artificial and natural) and reclaimed Examples include fine aggregates.
- examples of the coarse aggregate include those defined by the number 2312 in JIS A0203-2014.
- coarse aggregates examples include river gravel, land gravel, mountain gravel, sea gravel, lime gravel, crushed stones, blast furnace slag coarse aggregate, ferronickel slag coarse aggregate, lightweight coarse aggregate (artificial and natural) and recycled Coarse aggregate etc. are mentioned. Different types of fine aggregates and coarse aggregates may be used in combination, or a single type may be used.
- the amount of coarse aggregate used reduces the expression of the strength of the hydraulic composition and the amount of hydraulic powder such as cement, and improves the filling properties of the formwork and the like.
- the bulk volume is preferably 50% or more, more preferably 55% or more, still more preferably 60% or more, and preferably 100% or less, more preferably 90% or less, still more preferably 80% or less. It is.
- the bulk volume is the ratio of the volume of coarse aggregate (including voids) in 1 m 3 of concrete.
- the amount of fine aggregate used is preferably 500 kg / m 3 or more, more preferably 600 kg / m 3 or more, from the viewpoint of improving the filling property to the formwork or the like.
- the amount of fine aggregate is preferably from 800 kg / m 3 or more, more preferably 900 kg / m 3 or more, more preferably 1000 kg / m 3 or more, and, preferably 2000kg / M 3 or less, more preferably 1800 kg / m 3 or less, and even more preferably 1700 kg / m 3 or less.
- hydraulic composition examples include concrete. Among these, concrete using cement is preferable.
- the hydraulic composition of the present invention can be used for self-leveling, for refractory, for plaster, for light or heavy concrete, for AE, for repair, for prepacked, for tramy, for ground improvement, for grout, for cold, etc. It is also useful in the field.
- the hydraulic composition of the present invention can also contain an early strengthening agent such as glycerin and N-methyldiethanolamine and a chelating agent such as ethylenediaminetetraacetic acid sodium salt.
- an early strengthening agent such as glycerin and N-methyldiethanolamine
- a chelating agent such as ethylenediaminetetraacetic acid sodium salt.
- the content of the chelating agent is preferably 0.1 parts by mass or less with respect to 100 parts by mass of the hydraulic powder from the viewpoint of strength development after steam curing.
- the hydraulic composition of the present invention can further contain other components.
- examples include AE agents, retarders, foaming agents, thickeners, foaming agents, waterproofing agents, fluidizing agents, and the like.
- This invention provides the manufacturing method of the dispersing agent composition for hydraulic compositions which mixes (A) component and (B) component.
- Specific examples and preferred embodiments of the component (A) and the component (B) used in the method for producing a dispersant composition for a hydraulic composition of the present invention are the dispersant composition for a hydraulic composition of the present invention. Same as described.
- (A) component, (B) component, and (C) component are mixed, and the dispersing agent composition for hydraulic compositions containing (A) component, (B) component, and (C) component is obtained. It can also be manufactured. Specific examples and preferred embodiments of the component (C) are the same as those described in the dispersant composition for hydraulic composition of the present invention.
- the component (C) And (C) / (A) is preferably 0/100 or more, more preferably more than 0/100, still more preferably 0.05 / 99.95 or more, still more preferably 0. 1 / 99.9 or more, more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, and still more preferably 10/90 or less.
- the component (A) is used from the viewpoint of centrifugal moldability and / or the development of strength of the cured product and the fluidity of the hydraulic composition.
- the total content of the component is preferably 1% by mass or more, more preferably 4% by mass or more, still more preferably 7% by mass or more, and preferably 50% by mass or less in the composition.
- the component (A) and the component (C) are used so that the amount is more preferably 32% by mass or less, and further preferably 27% by mass or less.
- the matters described in the dispersant composition for a hydraulic composition of the present invention can be appropriately applied to the method for producing the dispersant composition for a hydraulic composition of the present invention.
- the method for producing a dispersant composition for a hydraulic composition of the present invention is suitable as a method for producing the dispersant composition for a hydraulic composition of the present invention.
- (B) / [(A) + (B)] is 1 mass% or more and 60 mass% or less. That is, when manufacturing the dispersing agent composition for hydraulic compositions for steam curing of this invention, (A) component and (B) component are with respect to the sum total of the mixing amount of (A), and the mixing amount of (B) ( Mixing is performed so that the ratio of the amount of B) is 1% by mass or more and 60% by mass or less. (B) / [(A) + (B)] in the production method is calculated by replacing the content of each component with the mixed amount.
- the preferred range of (B) / [(A) + (B)] is the dispersant composition for a hydraulic composition according to the present invention. It is the same as the stated range.
- Examples of the method for producing the dispersant composition for a hydraulic composition of the present invention include a method for producing a dispersant composition for a hydraulic composition containing the component (A), the component (B), and water.
- the mixing of the component (A), the component (B) and water can be performed by an arbitrary method as long as the performance is not deteriorated.
- the aqueous solution of the component (A) heated to the freezing point of the component (B) and the method of mixing the component (B) with a stirrer, the component (A) and the component (B) are dissolved in water, respectively ( It can carry out like the method of mixing the aqueous solution of A) component and the aqueous solution of (B) component.
- This invention provides the manufacturing method of the hydraulic composition which mixes hydraulic powder, aggregate, water, (A) component, and (B) component.
- the hydraulic composition containing hydraulic powder, aggregate, water, (A) component, and (B) component is manufactured.
- this invention provides the manufacturing method of the hydraulic composition which mixes hydraulic powder, aggregate, water, (A) component, (B) component, and (C) component.
- a hydraulic composition containing hydraulic powder, aggregate, water, (A) component, (B) component, and (C) component is manufactured.
- the centrifugal molding hydraulic composition of the present invention or the steam curing hydraulic composition of the present invention can be produced.
- Specific examples and preferred embodiments of the component (A) and the component (B) used in the method for producing the hydraulic composition of the present invention are the same as those described in the dispersant composition for the hydraulic composition of the present invention.
- the same. (B) / [(A) + (B)] can also be applied to the method for producing a hydraulic composition, but this ratio is based on the amount of component (A) and the amount of component (B) used for mixing. May be calculated.
- (B) / [(A) + (B)] is 1 mass% or more and 60 mass% or less.
- (A) component and (B) component are mixed amount of (B) with respect to the sum total of the mixed amount of (A) and the mixed amount of (B). Is mixed so that the ratio of 1 to 60% by mass.
- (B) / [(A) + (B)] in the production method is calculated by replacing the content of each component with the mixed amount.
- the preferred range of (B) / [(A) + (B)] is the same as the range described in the dispersant composition for hydraulic composition of the present invention. It is.
- the specific example and preferable aspect of the hydraulic powder used for the manufacturing method of these hydraulic compositions of this invention are the same as what was described with the hydraulic composition of this invention.
- the hydraulic powder is used so that the water / hydraulic powder ratio is in the range described in the hydraulic composition of the present invention.
- hydraulic powder is mixed so that water / hydraulic powder ratio may be 10 mass% or more and 53 mass% or less.
- the specific example and preferable aspect of the aggregate used for the manufacturing method of these hydraulic compositions of this invention are the same as what was described with the hydraulic composition of this invention.
- the amount of aggregate used is also the same as that described for the hydraulic composition of the present invention.
- (C) component used for the manufacturing method of these hydraulic compositions of this invention are the same as what was described by the dispersing agent composition for hydraulic compositions of this invention.
- the matters described in the dispersant composition for hydraulic composition and the hydraulic composition of the present invention can be appropriately applied to the method for producing the hydraulic composition of the present invention.
- component (A) 0.001 part by mass or more of component (A) with respect to 100 parts by mass of the hydraulic powder from the viewpoint of centrifugal moldability and / or strength expression of the cured body. 0.01 parts by mass or more, 0.1 parts by mass or more, 0.15 parts by mass or more, 0.2 parts by mass or more, 0.3 parts by mass or more, 0.4 parts by mass or more, 0.47 parts by mass or more, 0 0.5 parts by mass or more, or 0.6 parts by mass or more, and 10 parts by mass or less, 9.9 parts by mass or less, 5 parts by mass or less, 2 parts by mass or less, 1 part by mass or less, 0.9 parts by mass or less, It can select and mix from 0.6 mass part or less or 0.52 mass part or less.
- component (B) with respect to 100 parts by mass of the hydraulic powder.
- 0.001 parts by mass or more 0.0025 parts by mass or more, 0.01 parts by mass or more, 0.03 parts by mass or more, 0.05 parts by mass or more, or 0.06 parts by mass or more, and 10 parts by mass or less.
- 6 parts by mass or less 5 parts by mass or less, 2 parts by mass or less, 1 part by mass or less, more preferably 0.5 parts by mass or less, still more preferably 0.35 parts by mass or less, or 0.2 parts by mass or less.
- the component (A) is preferably used with respect to 100 parts by mass of the hydraulic powder from the viewpoint of centrifugal moldability and / or strength development of the cured body.
- 0.001 parts by mass or more more preferably 0.01 parts by mass or more, further preferably 0.1 parts by mass or more, still more preferably 0.4 parts by mass or more, still more preferably 0.6 parts by mass or more, and ,
- 10 parts by mass or less more preferably 5 parts by mass or less, still more preferably 3 parts by mass or less, still more preferably 2 parts by mass or less, and still more preferably 1 part by mass or less.
- the component (B) is preferably 0.0001 mass with respect to 100 mass parts of the hydraulic powder.
- (A) component and (B ) Component in total preferably 0.1 parts by weight or more, more preferably 0.5 parts by weight or more, still more preferably 0.7 parts by weight or more, and preferably 10 parts by weight or less, more preferably 5 parts by weight. Or less, more preferably 2 parts by mass or less.
- (A) component with respect to 100 mass parts of hydraulic powder Preferably it is 0.15 mass part or more. More preferably 0.2 parts by mass or more, still more preferably 0.3 parts by mass or more, still more preferably 0.5 parts by mass or more, and preferably 9.9 parts by mass or less, more preferably 5 parts by mass or less. More preferably, it is 2 parts by mass or less, and still more preferably 1 part by mass or less.
- (B) component with respect to 100 mass parts of hydraulic powder Preferably it is 0.0025 mass part or more.
- the total of component (A) and component (B) is added to 100 parts by mass of the hydraulic powder. 0.25 parts by mass or more, preferably 0.4 parts by mass or more, more preferably 0.6 parts by mass or more, and 10 parts by mass or less, preferably 5 parts by mass or less, more preferably 2 parts by mass or less, Mix.
- the component (C) is used, in the method for producing a hydraulic composition of the present invention, the component (C) is used with respect to 100 parts by mass of the hydraulic powder from the viewpoint of centrifugal moldability and / or strength development of the cured body. Is preferably 0.001 part by mass or more, more preferably 0.01 part by mass or more, further preferably 0.05 part by mass or more, and preferably 2 parts by mass or less, more preferably 1 part by mass or less, still more preferably. Is 0.5 parts by mass or less, more preferably 0.3 parts by mass or less.
- the component (A) and the component (C) are combined from the viewpoints of centrifugal moldability and / or strength development of the cured product and improving the fluidity of the hydraulic composition.
- (C) component to (A) component mass ratio, (C) / (A) is preferably 0/100 or more, more preferably more than 0/100, still more preferably 0.05 / 99.95 or more, Still more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, still more preferably 10/90 or less.
- the total of component (A) and component (B) is preferably 0.1 parts by mass or more, more preferably 0.5 parts by mass or more, still more preferably 0.7 parts by mass or more, and preferably 10 parts by mass or less, more preferably 5 parts by mass or less, still more preferably 2 parts by mass or less, still more preferably 1 part by mass or less.
- This mixing amount is preferable when the centrifugal molding hydraulic composition of the present invention is produced.
- hydraulic powder is used from the viewpoint of increasing the frequency of use of formwork due to strength development with respect to 100 parts by mass of the hydraulic powder.
- the total of component (A) and component (B) is 0.25 parts by mass or more, preferably 0.4 parts by mass or more, more preferably 0.6 parts by mass or more, and 10 parts by mass or less, preferably 5 parts by mass or less, more preferably 2 parts by mass or less.
- the component (A) and the component (B) and water are preferably mixed in advance and mixed with hydraulic powder.
- the dispersant composition for a hydraulic composition of the present invention containing water can be used.
- the method of mixing hydraulic powder, such as cement, and the dispersing agent composition for hydraulic compositions of this invention is preferable.
- the dispersant composition for a hydraulic composition of the present invention may be a powder or a liquid.
- the dispersant composition for a hydraulic composition of the present invention is preferably 0.1 parts by mass or more, more preferably 0.2 parts by mass or more, further with respect to 100 parts by mass of the hydraulic powder.
- Mixing of the hydraulic powder, water, the component (A), the component (B), and the components used as necessary can be performed using a mixer such as a mortar mixer or a forced biaxial mixer. .
- the mixing is preferably performed for 1 minute or more, more preferably 2 minutes or more, and preferably 5 minutes or less, more preferably 3 minutes or less.
- the materials and chemicals described in the hydraulic composition and their amounts can be used.
- the obtained hydraulic composition is further filled with a hydraulic composition in a mold, cured and cured.
- a formwork a formwork for a building, a formwork for a concrete product, and the like can be given.
- Examples of the method of filling the mold include a method of directly feeding from a mixer, a method of pumping the hydraulic composition with a pump and introducing it into the mold.
- curing may be performed by heating to promote curing, thereby promoting curing.
- heat curing can hold
- Step 1 Mixing water, hydraulic powder, aggregate, and the dispersant composition for centrifugal molding hydraulic composition of the present invention, the water / hydraulic powder ratio is 10 mass% or more and 25 mass% or less.
- a step of preparing a hydraulic composition Step 2: A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- this invention provides the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 Water, hydraulic powder, the following (A), the following (B), and an aggregate are mixed, and the hydraulic composition for centrifugal molding having a water / hydraulic powder ratio of 10% by mass to 25% by mass.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- this invention provides the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 Water, hydraulic powder, the following (A), the following (B), the following (C) and aggregate are mixed, and the water / hydraulic powder ratio is 10% by mass to 25% by mass.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- the above three manufacturing methods perform centrifugal molding, and these three manufacturing methods are hereinafter referred to as manufacturing methods of the first group of cured bodies.
- Step 1 ' Water, hydraulic powder, aggregate, and the dispersant composition for hydraulic composition for steam curing according to the present invention are mixed, and the water / hydraulic powder ratio is 10 mass% or more and 53 mass%.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- this invention provides the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 ' Water, hydraulic powder, the following (A), the following (B), and an aggregate are mixed, and a hydraulic composition for steam curing in which the water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- this invention provides the manufacturing method of the hardening body of the hydraulic composition including the following process.
- Step 1 ′ Water, hydraulic powder, the following (A), the following (B), the following (C) and aggregate are mixed, and the water / hydraulic powder ratio is 10% by mass or more and 53% by mass or less.
- the process of mixing so that 60 mass% or less and the sum total of the mixing amount of (A) and (B) may be 0.25 mass part or more and 10 mass parts or less with respect to 100 mass parts of hydraulic powder.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- the above three manufacturing methods perform steam curing, and these three manufacturing methods are hereinafter referred to as methods for manufacturing a second group of cured bodies.
- the specific example and preferable aspect of the hydraulic powder used for the manufacturing method of the hardening body of these hydraulic compositions of this invention are the same as what was described with the hydraulic composition of this invention.
- the specific example and preferable aspect of the aggregate used for the manufacturing method of these hardening bodies of the hydraulic composition of this invention are the same as what was described with the hydraulic composition of this invention.
- the amount of aggregate used is also the same as that described for the hydraulic composition of the present invention.
- Specific examples and preferred embodiments of the component (C) used in the method for producing a cured product of the hydraulic composition of the present invention are the same as those described in the dispersant composition for hydraulic composition of the present invention. is there.
- the matters described in the dispersant composition for the hydraulic composition, the hydraulic composition, and the method for producing the hydraulic composition of the present invention are appropriately applied to the method for producing a cured product of the hydraulic composition of the present invention. Can do.
- the method for producing a cured body of the first group of the present invention preferably includes the following step 5 in addition to steps 1 to 4.
- Step 5 A step of steam curing the hydraulic composition condensed in Step 4 in a mold.
- the method for producing the first group of cured products of the present invention can include the following step 6 in addition to steps 1 to 5.
- Process 6 The process of cooling a hydraulic composition after process 5 and demolding from a formwork.
- the method for producing a first group of cured bodies of the present invention can include the following step 7 in addition to steps 1 to 6.
- Process 7 The process of curing the hardening body of the hydraulic composition obtained at the process 6 at normal temperature normal pressure.
- step 1 of the manufacturing method of the first group of cured bodies there is a method in which a mixture containing water and the dispersant composition for a centrifugal molding hydraulic composition of the present invention is added to the aggregate and the hydraulic powder and mixed. Even when producing a hydraulic composition, it is preferable in that it can be easily and uniformly mixed.
- Step 1 a mixture of hydraulic powder and aggregate, and a mixture containing water and the dispersant composition for the centrifugal molding hydraulic composition of the present invention is mixed as described above. And a step of preparing a hydraulic composition by adding and kneading.
- Step 1 of the method for producing a cured body of the first group when the dispersant composition for a centrifugal molding hydraulic composition of the present invention is not used, the component (A) and the component (B), and the component (C) Separately, it can be added and mixed with water, hydraulic powder, or aggregate.
- the preferable range of the kneading amount of water and the dispersant composition for the centrifugal molding hydraulic composition of the present invention in the hydraulic powder in step 1 is the preferable range of the content of each component in the hydraulic composition of the present invention.
- the water / hydraulic powder ratio is 10% by mass or more, preferably 11% by mass or more, more preferably 15% by mass or more, and still more preferably, from the viewpoint of centrifugal moldability and / or strength development of the cured product. Is 17% by mass or more and 25% by mass or less, preferably 24% by mass or less, more preferably 23% by mass or less, and still more preferably 22% by mass or less.
- the hydraulic powder is mixed so that the water / hydraulic powder ratio falls within this range.
- Step 2 of the first method for producing a cured body the method of filling the formwork with the hydraulic composition obtained in Step 1 involves discharging the kneaded hydraulic composition from the kneading means and manually Can be put into the formwork.
- step 3 of the method for producing the first group of cured bodies the hydraulic composition filled in the mold is clamped by applying centrifugal force, and at this time, it is preferable to change the centrifugal force at least once.
- the hydraulic composition can be clamped by applying a centrifugal force that changes stepwise. That is, in step 3, the hydraulic composition can be clamped at least once by changing the centrifugal force, and can be clamped by applying a centrifugal force that changes stepwise and increases stepwise. .
- the hydraulic composition filled in the mold is preferably clamped with a centrifugal force of 0.5 G or more.
- Centrifugal force of centrifugal molding is preferably 0.5G or more and 30G or less, more preferably 25G or less. From the viewpoint of energy cost reduction and moldability, it is preferable to keep the centrifugal force in a range of 15 G or more, 30 G or less, and further 25 G or less (also referred to as high centrifugal force) for 1 minute or more.
- the compaction with a centrifugal force is, for example, 0.5 G or more and 30 G or less, preferably 5 minutes or more, more preferably 7 minutes or more, still more preferably 9 minutes or more, and preferably 40 minutes or less.
- compaction by holding a high centrifugal force for example, a centrifugal force of 20 G or more, is preferably 1 minute or more, more preferably 3 minutes or more, still more preferably 5 minutes or more, and preferably Perform for 15 minutes or less. That is, in the step 3, the centrifugal force of 0.5 G or more and 30 G or less is preferably 5 minutes or more, more preferably 7 minutes or more, still more preferably 9 minutes or more, and preferably 40 minutes or less.
- Step 3 compaction by holding a centrifugal force of 20 G or more can be performed preferably for 1 minute or more, more preferably for 3 minutes or more, still more preferably for 5 minutes or more, and preferably for 15 minutes or less.
- the compaction by centrifugal force can be performed in stages, and a method of increasing the centrifugal force G in stages is preferable from the viewpoint of moldability. It can carry out until it becomes a desired centrifugal force on the step conditions as shown below. For example, in the case of five stages, in step 3, (1) the initial speed at the first stage is 0.5 G or more and less than 2 G with a centrifugal force of 0 to more than 15 minutes and (2) the second speed at the second stage is 2G.
- step 4 of the method for producing the first group of cured bodies the hydraulic composition obtained in step 3 is condensed. Specifically, air curing is performed for 3 to 4 hours after kneading.
- step 5 of the manufacturing method of the first group of cured bodies the cured hydraulic composition that has entered the mold obtained in step 4 is steam-cured.
- steam curing is preferably performed at 40 ° C. or more and 90 ° C. or less, and steam curing is more preferably performed at 60 ° C. or more and 90 ° C. or less.
- the ambient temperature of the mold filled with the hydraulic composition (hereinafter sometimes referred to as ambient temperature) is room temperature, preferably 10 ° C. or higher and 40 ° C. or lower. After performing, steam curing can be performed at an ambient temperature of 40 ° C. or higher and 90 ° C.
- the pre-curing was carried out as “preliminary” in the examples and comparative examples described later.
- the pre-curing is preferably 1 hour or longer from the viewpoint of suppressing the strength reduction due to cracking of the cured body.
- the process 5 and the process 6 can be performed continuously under a series of temperature control. Steam curing is performed by holding water vapor around the mold filled with the hydraulic composition and holding it at a predetermined temperature for a certain period of time.
- the period may be a steam curing period.
- the ambient temperature of the mold is increased from 60 ° C. to 85 ° C. at a temperature rising rate of 10 ° C. to 30 ° C. per hour.
- the temperature is raised and maintained at a temperature of 2 hours to 8 hours.
- the ambient temperature is cooled to room temperature, for example, 20 ° C. at a temperature lowering rate of 5 ° C. to 20 ° C. per hour.
- the temperature increase rate is preferably 20 ° C. or less per hour from the viewpoint of suppressing strength reduction due to cracks in the cured body.
- the mold filled with the hydraulic composition is allowed to stand for 3 hours (pre-curing) at an ambient temperature of room temperature, for example, 10 ° C. or more and 30 ° C. or less, and the temperature is increased to 20 ° C. per hour.
- the ambient temperature is raised to 70 ° C. or more and 90 ° C. or less at a temperature rate, and the elevated temperature of 70 ° C. or more and 90 ° C. or less is maintained for 2 hours or more and 6 hours or less, and then at a temperature lowering rate of 10 ° C. per hour.
- An example is a method in which the ambient temperature is cooled to room temperature, for example, 20 ° C. (step 5), and the molded body is demolded after being left at that temperature for 20 hours or more and 30 hours or less (step 6). Further, it is possible to carry out an autoclave curing at about 180 ° C.
- step 7 of the manufacturing method of the first group of cured bodies the cured body of the hydraulic composition obtained in step 6 is cured at normal temperature and pressure. Specifically, it is stored at 20 ° C. under atmospheric pressure.
- the production method of the first group of cured products of the present invention includes steps 1 to 6, and the time from the start of the preparation of the hydraulic composition to the demolding in step 6 is 8 hours to 30 hours.
- the manufacturing method of the hardening body of a certain hydraulic composition is mentioned.
- the start of the preparation of the hydraulic composition is the time when the hydraulic powder and water first contact each other.
- the mass ratio of (C) component and (A) component, (C) / (A) becomes like this.
- it is 0/100 or more, More preferably, it exceeds 0/100 More preferably 0.05 / 99.95 or more, still more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30. / 70 or less, more preferably 10/90 or less.
- the hardened body of the hydraulic composition obtained by the method for producing a hardened body of the first group of the present invention can be used as a centrifugal molded concrete product, and specifically includes a pile, a pole, a fume tube, and the like.
- the cured product of the hydraulic composition obtained by the method for producing a cured product of the first group of the present invention has excellent initial strength and generates less waste during production, thereby reducing waste at the production site of the product. it can.
- it is excellent in compaction there are few irregularities on the inner surface and end surface of the product, it is excellent in surface aesthetics, and further, the inner surface of the product is finished smoothly, which improves the trouble of the cutting machine during pile driving and Nakabori method .
- process 1 ' can be implemented similarly to the process 1 of the manufacturing method of the 1st group hardening body of this invention.
- the preferred embodiment of step 1 ′ can be selected from the preferred embodiments of step 1.
- the hydraulic composition prepared in step 1 ′ has properties suitable for steam curing. Specifically, the water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less, and the total content of the component (A) and the component (B) is 0 with respect to 100 mass parts of the hydraulic powder. It is a hydraulic composition that is not less than 25 parts by mass and not more than 10 parts by mass.
- step 1 ′ of the method for producing a cured body of the second group when the dispersant composition for a hydraulic composition for steam curing according to the present invention is not used, the components (A) and (B), and further the component (C) Separately, it can be added to water, hydraulic powder and aggregate and mixed.
- step 1 ′ the component (A) and the component (B) are mixed into a ratio of the amount of the component (B) to the sum of the amount of the component (A) and the amount of the component (B), that is, (B) / [(A) + (B)] is 1% by mass or more and 60% by mass or less, and the total amount of the component (A) and the component (B) is 0.25% by mass with respect to 100 parts by mass of the hydraulic powder. It mixes so that it may become 10 to 10 mass parts.
- the preferable range of (B) / [(A) + (B)] in the step 1 ′ is the same as the range described in the dispersant composition for hydraulic composition of the present invention.
- the water / hydraulic powder ratio is 10% by mass or more, preferably 18% by mass or more, preferably 20% by mass or more, from the viewpoint of improving the demoldability and strength development of the concrete product. More preferably, it is 25% by mass or more, more preferably 30% by mass or more, and 53% by mass or less, preferably 45% by mass or less, more preferably 40% by mass or less, still more preferably 35% by mass or less.
- a hard composition is prepared.
- the hydraulic powder is mixed so that the water / hydraulic powder ratio falls within this range.
- step 2 ' can be carried out in the same manner as step 2 of the method for producing the first group of cured bodies of the present invention.
- the mold used in step 2 ' has properties suitable for performing steam curing.
- steam curing of process 5 ' can be carried out similarly to process 5 of the manufacturing method of the 1st group hardening body of the present invention.
- the specific conditions for the introduction, temperature increase, holding, or temperature decrease may be changed.
- the steam curing in step 5 ′ is preferably allowed to stand, for example, at 10 ° C. or more and 40 ° C. or less for 0.2 hours or more and 4 hours or less, and 20 ° C. or more per hour.
- the ambient temperature is raised at a rate of temperature rise of 100 ° C. or lower, and the temperature is raised to 50 ° C. or higher and 70 ° C.
- step 5 ′ Pre-curing for curing is preferably 10 ° C. or more and 40 ° C. or less, preferably 0.2 hours or more, more preferably 0.3 hours or more, and preferably 4 hours or less, more preferably 3.5 hours or less, More preferably, it is performed for 2.5 hours or less, more preferably 0.7 hours or less.
- step 5 ′ The steam curing pre-curing is preferably 10 ° C. or more and 40 ° C. or less, preferably 0.2 hours or more, more preferably 0.3 hours or more, still more preferably 0.5 hours or more, and still more preferably 0.8. 7 hours or more, more preferably 1.5 hours or more, and preferably 4 hours or less, more preferably 3 hours or less, and further preferably 2.5 hours or less.
- the manufacturing method of the 2nd group hardening body of this invention can include following process 6 '.
- Step 6 ′ Step of cooling the hydraulic composition after step 5 ′ and removing it from the mold.
- process 6 ' can be implemented similarly to the process 6 of the manufacturing method of the 1st group hardening body of this invention.
- the manufacturing method of the 2nd group hardening body of this invention can include the following process 7 '.
- Step 7 ' A step of curing the cured product of the hydraulic composition obtained in Step 6' at normal temperature and pressure.
- process 7 ' can be implemented similarly to the process 7 of the manufacturing method of the 1st group hardening body of this invention.
- the mass ratio of (C) component and (A) component, (C) / (A) becomes like this.
- it is 0/100 or more, More preferably, it exceeds 0/100 More preferably 0.05 / 99.95 or more, still more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30. / 70 or less, more preferably 10/90 or less.
- the cured body of the hydraulic composition obtained by the method for producing the second group of cured bodies of the present invention can be used as a large concrete product.
- Specific examples include concrete products selected from curtain walls, box culverts, and L-type retaining walls.
- the curtain wall is a product that constructs a building or a wall, for example, and the box culvert and the L-shaped retaining wall are products that construct a waterway or a road, for example.
- the present invention discloses the use of a composition containing the component (A) and the component (B) as a dispersant for a hydraulic composition for centrifugal molding.
- this invention contains (A) component and (B) component, and the ratio of the content of (B) with respect to the sum total of content of (A) and content of (B) is 1 mass% or more 60
- Disclosed is a use of a composition having a mass% or less as a dispersant for a hydraulic composition for steam curing.
- the present invention also includes a dispersant composition for a centrifugal molding hydraulic composition of the present invention, a hydraulic powder, an aggregate, and water, and a water / hydraulic powder ratio of 10% by mass or more.
- this invention contains (A) component, (B) component, hydraulic powder, aggregate, and water, and water / hydraulic powder ratio is 10 mass% or more and 25 mass% or less. Is disclosed as a hydraulic composition for centrifugal molding.
- the present invention also includes a dispersant composition for a hydraulic composition for steam curing according to the present invention, a hydraulic powder, an aggregate, and water, and a water / hydraulic powder ratio of 10% by mass or more.
- this invention contains (A) component, (B) component, hydraulic powder, aggregate, and water, and water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less.
- the ratio of the content of the component (B) to the total content of the component (A) and the component (B) is 1% by mass or more and 60% by mass or less, and the component (A) and the component (B) Disclosed is a use of a composition having a total component content of 0.25 parts by mass or more and 10 parts by mass or less based on 100 parts by mass of a hydraulic powder as a hydraulic composition for steam curing.
- the dispersant composition for hydraulic compositions of the present invention, the hydraulic composition, the method for producing the dispersant composition for hydraulic compositions, the method for producing the hydraulic composition, and the hydraulic composition The matters described in the method for producing a cured product can be appropriately applied.
- this invention discloses the composition containing (A) component and (B) component for using for the dispersing agent for hydraulic compositions for centrifugal molding. Moreover, this invention contains (A) component and (B) component for using for the dispersing agent for hydraulic compositions for steam curing, (A) component content, and (B) component content.
- the composition whose content ratio of the component (B) with respect to the total is 1% by mass or more and 60% by mass or less is disclosed.
- the present invention also includes a dispersant composition for a centrifugal molding hydraulic composition of the present invention, a hydraulic powder, an aggregate, and water for use in a centrifugal molding hydraulic composition, Disclosed is a composition having a hydraulic powder ratio of 10% by mass to 25% by mass.
- the present invention also includes a component (A), a component (B), a hydraulic powder, an aggregate and water for use in a centrifugal molding hydraulic composition, and a water / hydraulic powder.
- the composition whose body ratio is 10 mass% or more and 25 mass% or less is disclosed.
- the present invention also includes a dispersant composition for a steam curing hydraulic composition of the present invention, a hydraulic powder, an aggregate, and water for use in a steam curing hydraulic composition, / Hydraulic powder ratio is 10% by mass or more and 53% by mass or less, and the total content of component (A) and component (B) is 0.25 part by mass or more and 10 parts by mass with respect to 100 parts by mass of hydraulic powder. Disclosed are compositions that are parts by weight or less.
- the present invention also includes a component (A), a component (B), a hydraulic powder, an aggregate, and water for use in a steam curing hydraulic composition, and a water / hydraulic powder.
- the body ratio is 10 mass% or more and 53 mass% or less, and the ratio of the content of the component (B) to the total content of the component (A) and the content of the component (B) is 1 mass% or more and 60 mass%. % Or less, and the total content of the component (A) and the component (B) is 0.25 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the hydraulic powder.
- compositions include a dispersant composition for a hydraulic composition of the present invention, a hydraulic composition, a method for producing a dispersant composition for a hydraulic composition, a method for producing a hydraulic composition, and a hydraulic composition.
- the matters described in the method for producing a cured product can be appropriately applied.
- the dispersion composition for a hydraulic composition the hydraulic composition, the method for producing the dispersant composition for a hydraulic composition, the method for producing the hydraulic composition, and the hydraulic composition of the present invention
- the matters described in the method for producing a cured product can be appropriately applied.
- a dispersant for hydraulic powder comprising a polymer compound containing an aromatic ring [hereinafter referred to as component (A)] and (B) a compound represented by the following general formula (B1) [hereinafter referred to as compound (B1) )], A compound represented by the following general formula (B2) [hereinafter referred to as compound (B2)], a compound represented by the following general formula (B3) [hereinafter referred to as compound (B3)], and the following general formula
- a dispersant composition for a hydraulic composition for centrifugal molding comprising one or more compounds selected from the compound represented by (B4) [hereinafter referred to as compound (B4)] [hereinafter referred to as component (B)]. .
- R 11 , R 21 , R 31 , R 41 are each independently a hydrocarbon group having 4 to 27 carbon atoms
- R 22 represents a hydrogen atom or an alkyl group having 1 to 3 carbon atoms
- R 32 and R 33 are the same or different and are each a hydrogen atom or an alkyl group having 1 to 3 carbon atoms
- X is O or COO
- AO is an alkyleneoxy group having 2 to 4 carbon atoms
- n 1 is the average added mole number of AO, and is a number of 1 or more and 200 or less
- n 2 is the average added mole number of AO, and is a number of 1 or more and 200 or less
- n 3 and n 4 are the same or different and each represents the average number of added moles of AO and is a number of 0 or more
- the total of n 3 and n 4 is a number of 1 to 200
- Y 1 and Y 2 are the same or different and are each a hydrogen atom or
- Dispersant composition for hydraulic composition for steam curing which is:
- the dispersant composition for a hydraulic composition here means a dispersant composition for a centrifugal molding hydraulic composition or a dispersant composition for a steam curing hydraulic composition, and the same applies to the following.
- the monomer unit containing an aromatic ring of component (A) is one or more monomer units selected from a monomer unit containing a benzene ring, a monomer unit containing a naphthalene ring, and a monomer unit containing a triazine ring, ⁇
- ⁇ 5> The hydraulic composition according to any one of ⁇ 1> to ⁇ 4>, wherein the component (A) is a dispersant for hydraulic powder comprising a polymer compound having a monomer unit containing a naphthalene ring. Dispersant composition.
- ⁇ 6> The dispersant composition for a hydraulic composition according to ⁇ 5>, wherein the component (A) is a naphthalenesulfonic acid formaldehyde condensate or a salt thereof.
- the weight average molecular weight of the naphthalenesulfonic acid formaldehyde condensate or salt thereof measured by gel permeation chromatography (GPC) under the following conditions is preferably 200,000 or less, more preferably 100,000 or less, and still more preferably. Is 80,000 or less, more preferably 50,000 or less, still more preferably 30,000 or less, and preferably 1,000 or more, more preferably 3,000 or more, and still more preferably 4,000 or more.
- the component (A) is one or more hydraulic powder dispersants selected from phenolic dispersants, lignin dispersants, melamine dispersants, and styrene sulfonic acid dispersants, ⁇ 1 >
- the hydrocarbon group of R 11 in the general formula (B1) is a group selected from an alkyl group, an alkenyl group, an aralkyl group, an aryl group, and an aryl group having a substituent, ⁇ 1> to ⁇ 8 >
- the hydrocarbon group of R 11 in formula (B1) is a group selected from an alkyl group, an alkenyl group, and an aryl group having a substituent, preferably an alkenyl group and an aryl group having a substituent.
- the dispersant composition for a hydraulic composition according to ⁇ 10> wherein the alkyl group is an aliphatic alkyl group, preferably a linear aliphatic alkyl group.
- the aryl group having a substituent is (1) an aryl group in which a hydrogen atom of an aromatic ring is substituted with a hydrocarbon group, and (2) one, two or three of the hydrogen atoms of an aromatic ring Is an aryl group substituted with a hydrocarbon group, and (3) substituted with an alkyl group having preferably 1 or more, more preferably 2 or more, and preferably 10 or less, more preferably 8 or less carbon atoms.
- R 11 in the general formula (B1) is an alkenyl group.
- R 11 in the general formula (B1) is an alkenyl group.
- the carbon number of R 11 in the general formula (B1) is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, more preferably 20 or less, still more preferably.
- R 11 in the general formula (B1) is a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group, preferably a lauryl group.
- R 11 in the general formula (B1) is selected from decyl, lauryl, myristyl, palmityl, stearyl, behenyl, isostearyl, oleyl, tribenzylphenyl and distyrenated phenyl
- a lauryl group a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, an oleyl group, a tribenzylphenyl group and a distyrenylated phenyl group, more preferably a lauryl group.
- AO in the general formula (B1) is one or more groups selected from an alkyleneoxy group having 2 carbon atoms and an alkyleneoxy group having 3 carbon atoms, or AO is an alkyleneoxy group having 2 carbon atoms.
- n 1 in the general formula (B1) is preferably a number of 10 or more, more preferably 20 or more, and preferably 60 or less, more preferably 40 or less, from ⁇ 1> to ⁇ 20>
- the dispersant composition for hydraulic compositions in any one.
- R 11 in the general formula (B1) is an aryl group having a substituent, and n 1 is preferably 10 or more, more preferably 15 or more, still more preferably 25 or more, and preferably 65 or less.
- R 11 in the general formula (B1) is an alkenyl group, and n 1 is preferably 5 or more, more preferably 8 or more, still more preferably 9 or more, and preferably 65 or less, more preferably 50 Or less, more preferably 40 or less, still more preferably 35 or less, even more preferably 25 or less, even more preferably 20 or less, and still more preferably 12 or less, described in any one of ⁇ 1> to ⁇ 21> Dispersant composition for hydraulic composition.
- R 11 in the general formula (B1) is an alkyl group, and n 1 is preferably 15 or more, more preferably 20 or more, and preferably 55 or less, more preferably 30 or less, ⁇ 1
- M in the general formula (B1) is an ion selected from a hydrogen ion, an alkali metal ion, an alkaline earth metal ion (1/2 ion), and an ammonium ion, from ⁇ 1> to ⁇ 24>
- the dispersant composition for hydraulic compositions in any one.
- M in the general formula (B1) is an alkali metal ion, preferably an alkali metal ion selected from sodium ions and potassium ions.
- the compound (B1) is one or more compounds selected from polyoxyethylene alkenyl ether sulfates or salts thereof, and polyoxyethylene-substituted aryl ether sulfates or salts thereof, 27>
- ⁇ 29> Any one of ⁇ 1> to ⁇ 22>, wherein the hydrocarbon group of R 21 in the general formula (B2) is an alkyl group, an alkenyl group, an aralkyl group, an aryl group, and an aryl group having a substituent.
- Dispersant composition for hydraulic composition as described in 2.
- the hydrocarbon group of R 21 in formula (B2) is a group selected from an alkyl group, an alkenyl group, and an aryl group having a substituent, preferably an alkenyl group and an aryl group having a substituent.
- the dispersant composition for hydraulic compositions according to ⁇ 29> which is a group selected from:
- the dispersant composition for a hydraulic composition according to ⁇ 30> wherein the alkyl group is an aliphatic alkyl group, preferably a linear aliphatic alkyl group.
- the dispersant composition for a hydraulic composition according to ⁇ 30> wherein the alkenyl group is an aliphatic alkenyl group, preferably a linear aliphatic alkenyl group.
- the aryl group having a substituent is (1) an aryl group in which a hydrogen atom of an aromatic ring is substituted with a hydrocarbon group, and (2) one, two or three of the hydrogen atoms of an aromatic ring Is an aryl group substituted with a hydrocarbon group, and (3) substituted with an alkyl group having preferably 1 or more, more preferably 2 or more, and preferably 10 or less, more preferably 8 or less carbon atoms.
- the carbon number of R 21 in the general formula (B2) is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, more preferably 20 or less, still more preferably.
- R 21 in the general formula (B2) is a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group, preferably a lauryl group.
- the dispersant composition for hydraulic composition according to any one of ⁇ 1> to ⁇ 37>, wherein
- R 21 in the general formula (B2) is a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, an oleyl group, and a distyrenylated phenyl group.
- the dispersant composition for a hydraulic composition according to any one of ⁇ 1> to ⁇ 37>, which is a group selected from a group, an oleyl group and a distyrenated phenyl group.
- AO in the general formula (B2) is one or more groups selected from an alkyleneoxy group having 2 carbon atoms and an alkyleneoxy group having 3 carbon atoms, or AO is an alkyleneoxy group having 2 carbon atoms.
- n2 in the general formula (B2) is preferably a number of 10 or more, more preferably 20 or more, and preferably 60 or less, more preferably 40 or less.
- R 21 in the general formula (B2) is an aryl group having a substituent, and n 2 is preferably 10 or more, and preferably 25 or less, more preferably 15 or less, ⁇ 1> to The dispersant composition for hydraulic compositions according to any one of ⁇ 41>.
- ⁇ 44> The water according to any one of ⁇ 1> to ⁇ 41>, wherein R 21 in formula (B2) is an alkyl group, and n 2 is preferably 1 or more and preferably 5 or less. Dispersant composition for hard composition.
- R 21 in the general formula (B2) is an alkenyl group, and n 2 is preferably 5 or more, more preferably 8 or more, still more preferably 10 or more, and preferably 65 or less, more preferably 50.
- the compound (B2) is one or more compounds selected from polyoxyethylene alkyl ether, polyoxyethylene alkenyl ether, polyoxyethylene alkyl ester, and polyoxyethylene-substituted aryl ether, ⁇ 1> to ⁇ 46>.
- the hydrocarbon group represented by R 31 in formula (B3) is a group selected from an alkyl group, an alkenyl group, an aralkyl group, an aryl group, and an aryl group having a substituent, ⁇ 1> to ⁇ 47 >
- the carbon number of R 31 in the general formula (B3) is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, more preferably 20 or less, still more preferably.
- R 31 in the general formula (B3) is a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group, preferably a lauryl group.
- AO in the general formula (B3) is one or more groups selected from an alkyleneoxy group having 2 carbon atoms and an alkyleneoxy group having 3 carbon atoms, or AO is an alkyleneoxy group having 2 carbon atoms.
- n 3 and n 4 in the general formula (B3) is preferably a number of 10 or more, more preferably 20 or more, and preferably 60 or less, more preferably 40 or less, ⁇ 1> ⁇ Dispersant composition for hydraulic composition according to any one of ⁇ 56>.
- the hydrocarbon group represented by R 41 in formula (B4) is a group selected from an alkyl group, an alkenyl group, an aralkyl group, an aryl group, and an aryl group having a substituent, ⁇ 1> to ⁇ 59 >
- ⁇ 62> The dispersant composition for a hydraulic composition according to ⁇ 61>, wherein the alkyl group is an aliphatic alkyl group, preferably a linear aliphatic alkyl group.
- the dispersant composition for a hydraulic composition according to ⁇ 61> wherein the alkenyl group is an aliphatic alkenyl group, preferably a linear aliphatic alkenyl group.
- the carbon number of R 41 in the general formula (B4) is preferably 8 or more, more preferably 12 or more, still more preferably 16 or more, and preferably 22 or less, more preferably 20 or less, and still more preferably.
- R 41 in the general formula (B4) is a group selected from a decyl group, a lauryl group, a myristyl group, a palmityl group, a stearyl group, a behenyl group, an isostearyl group, and an oleyl group, preferably a lauryl group.
- AO in the general formula (B4) is one or more groups selected from a C2 alkyleneoxy group and a C3 alkyleneoxy group, or AO represents a C2 alkyleneoxy group.
- Y 1 and Y 2 in the general formula (B4) are the same or different and are each a hydrogen atom or SO 3 M, and at least one of Y 1 and Y 2 is SO 3 M, and M is The hydraulic composition according to any one of ⁇ 1> to ⁇ 68>, which is a counter ion, which is an ion selected from a hydrogen ion, an alkali metal ion, an alkaline earth metal ion (1/2 atom), and an ammonium ion. Dispersant composition for physical use.
- M in SO 3 M is an alkali metal ion, preferably an alkali metal ion selected from sodium ions and potassium ions Dispersant composition.
- n 5 and n 6 in the general formula (B4) is preferably 20 or more, more preferably 50 or more, and is preferably 150 or less, more preferably the number of 100 or less, ⁇ 1>
- ⁇ 73> The dispersant for a hydraulic composition according to any one of ⁇ 1> to ⁇ 72>, wherein the compound (B4) is one or more compounds selected from a sulfated ester of an aliphatic amine alkylene adduct Composition.
- the component (B) is one or more of the compounds belonging to the compound (B1), the compound (B2), the compound (B3), and the compound (B4), and any one of ⁇ 1> to ⁇ 73>
- ⁇ 75> The hydraulic composition according to any one of ⁇ 1> to ⁇ 74>, wherein the component (B) is one or more compounds selected from the compound (B1), the compound (B2), and the compound (B3) Dispersant composition for physical use.
- ⁇ 76> The dispersant composition for hydraulic compositions according to any one of ⁇ 1> to ⁇ 75>, wherein the component (B) is one or more compounds selected from the compound (B1).
- ⁇ 77> As the component (B), one or more compounds selected from the compound (B1), the compound (B2) and the compound (B3), and further one or more compounds selected from the compound (B1) are contained. ⁇ 1> to the dispersant composition for hydraulic composition according to any one of ⁇ 75>.
- the ⁇ 78> component (A) is preferably 1% by mass or more, more preferably 3% by mass or more, still more preferably 5% by mass or more, and preferably 99% by mass or less, more preferably 97% by mass in the solid content. %, More preferably 95% by mass or less,
- the component (B) is preferably 2% by mass or more, more preferably 5% by mass or more, still more preferably 7% by mass or more, and preferably 90% by mass or less, more preferably 80% by mass in the solid content. %, More preferably 70% by mass or less, and the dispersant composition for hydraulic composition according to any one of ⁇ 1> to ⁇ 78>.
- the ratio of the content of the component (B) to the total content of the component (A) and the component (B) is preferably 3% by mass or more, more preferably 5% by mass or more, and still more preferably. 10% by mass or more, more preferably 20% by mass, and preferably 60% by mass or less, more preferably 50% by mass or less, still more preferably 40% by mass or less, and still more preferably 30% by mass or less.
- the dispersant composition for hydraulic compositions according to any one of the above.
- the component (A) is a polymer compound having a monomer unit containing a naphthalene ring, and the molar ratio of the total amount of the component (B) to the monomer unit containing a naphthalene ring in the component (A) is preferably 0.
- Dispersant composition for hydraulic composition according to any one of to ⁇ 80> (excluding those that cite ⁇ 8>).
- the component (A) is a polymer compound having a monomer unit containing a naphthalene ring, and the molar ratio of the total amount of the component (B) to the monomer unit containing a naphthalene ring in the component (A) is preferably 16.
- the dispersant composition for a hydraulic composition according to any one of ⁇ 1> to ⁇ 80>, wherein 1% or more, more preferably 30.1% or more, and 50% or less. Excluding quotes).
- (A) component is a polymer compound having a monomer unit containing a naphthalene ring
- ((B) component is a compound in which R 11 in the general formula (B) is an aryl group having a substituent
- the molar ratio of the total amount of the component (B) to the monomer unit containing the naphthalene ring in the component (A) is preferably 1.5% or more, more preferably 2% or more, and preferably 7% or less, more preferably
- the dispersion for a hydraulic composition according to any one of ⁇ 1> to ⁇ 80>, which is 6% or less, more preferably 5% or less, even more preferably 4.5% or less, and still more preferably 3% or less.
- Agent composition (excluding those that cite ⁇ 8>).
- component is a polymer compound having a monomer unit containing a naphthalene ring
- component is a compound in which R 11 in general formula (B) is an alkenyl group
- component The molar ratio of the total amount of the component (B) to the monomer unit containing a naphthalene ring is preferably 1.5% or more, more preferably 3% or more, still more preferably 4% or more, and still more preferably 6.5%.
- dispersant composition for hydraulic compositions according to any one of ⁇ 1> to ⁇ 80> (provided ⁇ 8> is cited) Except stuff).
- (A) component is a polymer compound having a monomer unit containing a naphthalene ring
- component R 11 in the general formula (B) is an alkyl group having 16 to 18 carbon compounds
- the molar ratio of the total amount of the component (B) to the monomer unit containing the naphthalene ring in the component (A) is preferably 0.5% or more, more preferably 1% or more, still more preferably 2% or more, more More preferably 3.5% or more, still more preferably 5% or more, and preferably 45% or less, more preferably 40% or less, still more preferably 25% or less, still more preferably 15% or less, and even more preferably.
- component is a polymer compound having a monomer unit containing a naphthalene ring
- component compound R 11 in the general formula (B) is an alkyl group having 6 to 10 carbon atoms
- the molar ratio of the total amount of the component (B) to the monomer unit containing the naphthalene ring in the component (A) is preferably 0.3% or more, more preferably 0.5% or more, still more preferably 1.5. %, And preferably 7% or less, more preferably 6% or less, and still more preferably 3% or less, and the dispersant composition for hydraulic composition according to any one of ⁇ 1> to ⁇ 80> (Excluding those that cite ⁇ 8>).
- the ⁇ 88> (C) component contains a monomer (C1) represented by the following general formula (C1) and a monomer (C2) represented by the following general formula (C2) as constituent monomers.
- R 11c , R 12c may be the same or different, hydrogen atom or methyl group
- R 13c hydrogen atom or —COO (AO)
- n ′ X 1 X 1 an alkyl group having 1 to 4 carbon atoms
- AO a group selected from an ethyleneoxy group and a propyleneoxy group
- n ′ an average added mole number of AO, a number from 1 to 300 p: 0 to 2 Indicates a number.
- R 21c , R 22c , R 23c which may be the same or different, are a hydrogen atom, a methyl group or (CH 2 ) r COOM 2 , and (CH 2 ) r COOM 2 is COOM 1 or other (CH 2 ) R COOM 2 and may form an anhydride, in which case M 1 and M 2 of those groups are not present.
- M 1 and M 2 may be the same or different and are a hydrogen atom, an alkali metal, an alkaline earth metal (1/2 atom), an ammonium group, an alkylammonium group or a substituted alkylammonium group r: a number from 0 to 2 Indicates. ]
- n 'in the general formula (C1) is preferably a number of 100 or more, more preferably 110 or more, and preferably 200 or less, more preferably 150 or less, from ⁇ 88> to ⁇ 93>
- the dispersant composition for hydraulic compositions in any one.
- n ′ in the general formula (C1) is preferably 5 or more, more preferably 20 or more, still more preferably 40 or more, and preferably 200 or less, more preferably 150 or less, still more preferably 100 or less,
- the total amount of the monomer (C1) and the monomer (C2) in the constituent monomer of the ⁇ 102> copolymer (C) is 90% by mass or more, preferably 92% by mass or more, more preferably 95%.
- the ratio of the monomer (C2) to the total of the monomer (C1) and the monomer (C2) in the ⁇ 103> copolymer (C) is preferably 80 mol% or more, more preferably 90 mol% or more.
- the ratio of the monomer (C2) to the total of the monomer (C1) and the monomer (C2) in the ⁇ 104> copolymer (C) is preferably 60 mol% or more, more preferably 75 mol% or more.
- ⁇ 105> (C) component is preferably 1% by mass or more, more preferably 3% by mass or more, still more preferably 5% by mass or more, and preferably 30% by mass or less, more preferably 20% by mass in the solid content. % Or less, more preferably 15% by mass or less, The dispersant composition for hydraulic compositions according to any one of ⁇ 87> to ⁇ 104>.
- Mass ratio of component (C) to component (A), (C) / (A) is preferably 0/100 or more, more preferably more than 0/100, and still more preferably 0.05 / 99.95. Or more, more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, still more preferably 10/90 or less.
- the dispersant composition for hydraulic compositions according to any one of ⁇ 87> to ⁇ 105>.
- the total content of the component (A) and the component (C) is preferably 1% by mass or more, more preferably 4% by mass or more, and further preferably 7% by mass or more in the composition.
- cement dispersant ⁇ 108> cement dispersant, water-soluble polymer compound, air entraining agent, cement wetting agent, expansion agent, waterproofing agent, retarder, quick setting agent, thickener, flocculant, drying shrinkage reducing agent, strength enhancer, Contains one or more components selected from curing accelerators, preservatives, and antifoaming agents (excluding those corresponding to (A) component, (B) component, or (C) component), ⁇ 1> to ⁇ 107>
- the dispersing agent composition for hydraulic compositions according to any one of the above.
- the content of ⁇ 111> water in the composition is preferably 10% by mass or more, more preferably 30% by mass or more, still more preferably 50% by mass or more, and preferably 90% by mass or less, more preferably Is a dispersant composition for a hydraulic composition according to ⁇ 110>, which is 70% by mass or less.
- the content of the component (A) in the composition is preferably 1% by mass or more, more preferably 4% by mass or more, still more preferably 7% by mass or more, and preferably 50% by mass or less.
- the content of ⁇ 113> (B) component in the composition is preferably 1% by mass or more, more preferably 4% by mass or more, still more preferably 7% by mass or more, and preferably 60% by mass or less. More preferably, the dispersant composition for hydraulic compositions according to any one of ⁇ 110> to ⁇ 112>, which is 50% by mass or less, and more preferably 32% by mass or less.
- the total content of the component (A) and the component (B) is preferably 10% by mass or more, more preferably 20% by mass or more, and further preferably 30% by mass or more in the composition.
- a water / hydraulic powder comprising the dispersant composition for a hydraulic composition according to any one of ⁇ 1> to ⁇ 114>, a hydraulic powder, an aggregate, and water.
- a hydraulic composition for centrifugal molding having a ratio of 10% by mass to 25% by mass.
- Component (A), Component (B), Hydraulic powder, Aggregate, and Water The water / hydraulic powder ratio is 10% by mass or more and 25% by mass or less. Centrifugal molding hydraulic composition.
- the ⁇ 117> water / hydraulic powder ratio is 10% by mass or more, preferably 12% by mass or more, more preferably 15% by mass or more, and 25% by mass or less, preferably 20% by mass or less.
- Component (A) is preferably 0.001 part by mass or more, more preferably 0.01 part by mass or more, still more preferably 0.1 part by mass or more, relative to 100 parts by mass of the hydraulic powder. More preferably 0.4 parts by mass or more, still more preferably 0.6 parts by mass or more, and preferably 10 parts by mass or less, more preferably 5 parts by mass or less, still more preferably 3 parts by mass or less, still more preferably 2 parts by mass.
- the hydraulic composition for centrifugal molding according to any one of ⁇ 115> to ⁇ 117>, contained in an amount of at most 1 part by mass, more preferably at most 1 part by mass.
- the component (B) is preferably 0.0001 part by mass or more, more preferably 0.001 part by mass or more, and still more preferably 0.01 part by mass or more. More preferably 0.03 parts by mass or more, still more preferably 0.05 parts by mass or more, and preferably 10 parts by mass or less, more preferably 5 parts by mass or less, still more preferably 1 part by mass or less, still more preferably 0.
- the total of component (A) and component (B) is preferably 0.1 parts by mass or more, more preferably 0.5 parts by mass or more, and still more preferably.
- a water / hydraulic powder comprising the dispersant composition for a hydraulic composition according to any one of ⁇ 1> to ⁇ 114>, a hydraulic powder, an aggregate, and water.
- Component (A), Component (B), Hydraulic powder, Aggregate, and Water The water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less, The ratio of the content of the component (B) to the total content of the component (A) and the component (B) is 1% by mass or more, preferably 3% by mass or more, more preferably 5% by mass or more, and still more preferably.
- component (A) Is 10% by mass or more, more preferably 20% by mass, and 60% by mass or less, preferably 50% by mass or less, more preferably 40% by mass or less, still more preferably 30% by mass or less, and the component (A) And a hydraulic composition for steam curing, wherein the total content of component (B) is from 0.25 parts by mass to 10 parts by mass with respect to 100 parts by mass of the hydraulic powder.
- the ⁇ 123> water / hydraulic powder ratio is preferably 20% by mass or more, more preferably 25% by mass or more, still more preferably 30% by mass or more, and preferably 45% by mass or less, more preferably
- the hydraulic composition for steam curing according to ⁇ 121> or ⁇ 122> which is 40% by mass or less, more preferably 35% by mass or less.
- Component (A) is preferably 0.15 parts by mass or more, more preferably 0.2 parts by mass or more, still more preferably 0.3 parts by mass or more, relative to 100 parts by mass of the hydraulic powder. More preferably 0.5 parts by mass or more, and preferably 9.9 parts by mass or less, more preferably 5 parts by mass or less, still more preferably 2 parts by mass or less, still more preferably 1 part by mass or less, ⁇ 121 >
- Component (B) is preferably 0.0025 parts by mass or more, more preferably 0.01 parts by mass or more, still more preferably 0.03 parts by mass or more, relative to 100 parts by mass of the hydraulic powder. More preferably 0.05 parts by mass or more, and preferably 6 parts by mass or less, more preferably 2 parts by mass or less, still more preferably 1 part by mass or less, still more preferably 0.5 parts by mass or less, still more preferably.
- the total of the component (A) and the component (B) is 0.25 parts by mass or more, more preferably 0.4 parts by mass or more, and still more preferably 0.8.
- the hydraulic powder is a hydraulic powder selected from cement and gypsum, preferably cement, more preferably ordinary Portland cement, belite cement, moderately hot cement, early strong cement, ultra-fast cement A cement selected from a strong cement and a sulfate-resistant cement, a cement to which a powder having a pozzolanic action and / or a latent hydraulic property is added, or a cement to which calcium carbonate powder is added to a cement.
- the hydraulic composition according to any one of ⁇ 115> to ⁇ 126>.
- the hydraulic composition here means a hydraulic composition for centrifugal molding or a hydraulic composition for steam curing, and the same applies to the following.
- ⁇ 128> The hydraulic composition according to any one of ⁇ 115> to ⁇ 127>, which contains a polycarboxylic acid copolymer as the component (C).
- Component (C) is preferably 0.01 parts by mass or more, more preferably 0.05 parts by mass or more, and preferably 2 parts by mass or less, more preferably 100 parts by mass of hydraulic powder. ⁇ 1> or less, more preferably 0.5 parts by mass or less, more preferably 0.3 parts by mass or less.
- Component (C) is preferably 0.001 part by mass or more, more preferably 0.01 part by mass or more, and preferably 0.5 part by mass or less, relative to 100 parts by mass of hydraulic powder.
- Mass ratio of component (C) to component (A), (C) / (A) is preferably 0/100 or more, more preferably more than 0/100, still more preferably 0.05 / 99.95. Or more, more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, still more preferably 10/90 or less.
- ⁇ 132> The hydraulic composition according to any one of ⁇ 115> to ⁇ 131>, wherein the aggregate is an aggregate selected from fine aggregate and coarse aggregate.
- the fine aggregate is a fine aggregate defined by the number 2311 in JIS A0203-2014. Further, river sand, land sand, mountain sand, sea sand, lime sand, silica sand, and crushed sand of these, blast furnace.
- the hydraulic composition according to ⁇ 132> which is a fine aggregate selected from slag fine aggregate, ferronickel slag fine aggregate, lightweight fine aggregate (artificial and natural), and recycled fine aggregate.
- the coarse aggregate is a coarse aggregate defined by the number 2312 in JIS A0203-2014. Furthermore, river gravel, land gravel, mountain gravel, sea gravel, lime gravel, and crushed stones, blast furnace slag
- the hydraulic composition according to ⁇ 132> or ⁇ 133> which is a coarse aggregate selected from coarse aggregate, ferronickel slag coarse aggregate, lightweight coarse aggregate (artificial and natural), and recycled coarse aggregate.
- the ⁇ 135> hydraulic composition is concrete, and the amount of coarse aggregate used is preferably 50% or more, more preferably 55% or more, and even more preferably 60% or more in bulk volume, and preferably The hydraulic composition according to any one of ⁇ 115> to ⁇ 134>, which is 100% or less, more preferably 90% or less, and still more preferably 80% or less.
- the amount of fine aggregate is preferably 500 kg / m 3 or more, more preferably 600 kg / m 3 or more, more preferably 700 kg / m 3 or more, and, preferably 1000 kg / m 3 or less, more
- the hydraulic composition according to ⁇ 135> which is preferably 900 kg / m 3 or less.
- a hydraulic composition is mortar, the amount of the fine aggregate is preferably 800 kg / m 3 or more, more preferably 900 kg / m 3 or more, more preferably 1000 kg / m 3 or more, and, The hydraulic composition according to any one of ⁇ 115> to ⁇ 133>, which is preferably 2000 kg / m 3 or less, more preferably 1800 kg / m 3 or less, and still more preferably 1700 kg / m 3 or less.
- ⁇ 139> For self-leveling, for refractories, for plaster, for lightweight or heavy concrete, for AE, for repair, for prepacked, for trayy, for ground improvement, for grout, or for cold, ⁇ 115> to ⁇ The hydraulic composition in any one of 138>.
- ⁇ 140> one or more components selected from AE agent, retarder, foaming agent, thickener, foaming agent, waterproofing agent, and fluidizing agent [(A) component, (B) component, or (C) The hydraulic composition according to any one of ⁇ 115> to ⁇ 139>, comprising a component other than those corresponding to the components.
- ⁇ 141> The hydraulic composition according to any one of ⁇ 115> to ⁇ 140>, comprising at least one selected from early strengthening agents and chelating agents.
- ⁇ 142> The hydraulic composition according to any one of ⁇ 115> to ⁇ 141>, wherein the content of the chelating agent is 0.1 parts by mass or less with respect to 100 parts by mass of the hydraulic powder.
- the manufacturing method of the dispersing agent composition for hydraulic compositions which mixes (A) component and (B) component.
- the dispersant composition for a hydraulic composition here means a dispersant composition for a centrifugal molding hydraulic composition or a dispersant composition for a steam curing hydraulic composition, and the same applies to the following.
- the dispersant composition for a hydraulic composition contains water, and the mass ratio of the component (C) to the component (A), (C) / (A) is preferably 0/100 or more, more preferably. More than 0/100, more preferably 0.05 / 99.95 or more, still more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably Is 30/70 or less, More preferably, it is 10/90 or less, The manufacturing method of the dispersing agent composition for hydraulic compositions as described in ⁇ 144>.
- the dispersant composition for a hydraulic composition contains water, and the total content of the component (A) and the component (C) is preferably 1% by mass or more, more preferably 4% in the composition.
- the component (A) and the component (C) have a mass% or more, more preferably 7% by mass or more, and preferably 50% by mass or less, more preferably 32% by mass or less, and still more preferably 27% by mass or less.
- ⁇ 149> The dispersion for a hydraulic composition according to any one of ⁇ 143> to ⁇ 148>, wherein the aqueous solution of the component (A) heated above the freezing point of the component (B) and the component (B) are mixed with a stirrer.
- a method for producing an agent composition A method for producing an agent composition.
- the component (A) and the component (B) are each dissolved in water, and the aqueous solution of the component (A) and the aqueous solution of the component (B) are mixed, and any one of ⁇ 143> to ⁇ 148>
- the manufacturing method of the dispersing agent composition for hydraulic compositions are each dissolved in water, and the aqueous solution of the component (A) and the aqueous solution of the component (B) are mixed, and any one of ⁇ 143> to ⁇ 148>.
- the dispersant composition for hydraulic compositions according to any one of ⁇ 143> to ⁇ 150>, wherein the dispersant composition for hydraulic compositions is a dispersant composition for centrifugal molding hydraulic compositions. Production method.
- the dispersant composition for hydraulic composition is a dispersant composition for hydraulic composition for steam curing, and (A) component and (B) component are mixed with the amount of (A) and (B).
- the ratio of the mixing amount of (B) to the total mixing amount is 1% by mass or more, preferably 3% by mass or more, more preferably 5% by mass or more, still more preferably 10% by mass or more, still more preferably 20% by mass,
- a method for producing a dispersant composition for a hard composition is a method for producing a dispersant composition for a hard composition.
- a method for producing a hydraulic composition comprising mixing hydraulic powder, aggregate, water, component (A), and component (B).
- the hydraulic composition here means a hydraulic composition for centrifugal molding or a hydraulic composition for steam curing, and the same applies to the following.
- the manufacturing method of the hydraulic composition which mixes ⁇ 154> hydraulic powder, aggregate, water, (A) component, (B) component, and (C) component.
- Component (C) is preferably 0.001 part by mass or more, more preferably 0.01 part by mass or more, still more preferably 0.05 part by mass or more, relative to 100 parts by mass of the hydraulic powder. , Preferably 2 parts by mass or less, more preferably 1 part by mass or less, still more preferably 0.5 parts by mass or less, still more preferably 0.3 parts by mass or less, and the production of the hydraulic composition according to ⁇ 154> Method.
- Mass ratio of component (C) to component (A), (C) / (A) is preferably 0/100 or more, more preferably more than 0/100, still more preferably 0.05 / 99.95. Or more, more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, still more preferably 10/90 or less.
- the component (A) is 0.001 part by mass or more, 0.01 part by mass or more, 0.1 part by mass or more, 0.15 part by mass or more; 8. 2 parts by mass or more, 0.3 parts by mass or more, 0.4 parts by mass or more, 0.47 parts by mass or more, 0.5 parts by mass or more, or 0.6 parts by mass or more, and 10 parts by mass or less. 9 parts by mass or less, 5 parts by mass or less, 2 parts by mass or less, 1 part by mass or less, 0.9 parts by mass or less, 0.6 parts by mass or less, or 0.52 parts by mass or less, and 153> to ⁇ 156>, the method for producing a hydraulic composition according to any one of the above.
- the component (B) is 0.0001 part by mass or more, 0.001 part by mass or more, 0.0025 part by mass or more, 0.01 part by mass or more, 0.0. 03 parts by mass or more, 0.05 parts by mass or more, or 0.06 parts by mass or more, and 10 parts by mass or less, 6 parts by mass or less, 5 parts by mass or less, 2 parts by mass or less, 1 part by mass or less, more preferably
- the production of the hydraulic composition according to any one of ⁇ 153> to ⁇ 157>, which is mixed by being selected from 0.5 parts by mass or less, more preferably 0.35 parts by mass or less, and 0.2 parts by mass or less.
- the total of component (A) and component (B) is preferably 0.1 parts by mass or more, more preferably 0.5 parts by mass or more, and still more preferably. 0.73 parts by mass or more, and preferably 10 parts by mass or less, more preferably 5 parts by mass or less, still more preferably 2 parts by mass or less, and even more preferably 1 part by mass or less.
- the manufacturing method of the hydraulic composition in any one of.
- ⁇ 160> The method for producing a hydraulic composition according to any one of ⁇ 153> to ⁇ 159>, wherein the component (A) and the component (B) and water are mixed in advance and mixed with the hydraulic powder.
- ⁇ 161> Water according to any one of ⁇ 153> to ⁇ 160>, wherein the hydraulic powder is mixed with the dispersant composition for hydraulic composition according to any one of ⁇ 1> to ⁇ 114>.
- a method for producing a hard composition A method for producing a hard composition.
- ⁇ 162> The method for producing a hydraulic composition according to ⁇ 161>, wherein the dispersant composition for the hydraulic composition is liquid or solid.
- ⁇ 163> The method for producing a hydraulic composition according to ⁇ 161> or ⁇ 162>, wherein the dispersant composition for hydraulic composition is a liquid containing water.
- the dispersant composition for a hydraulic composition is preferably 0.1 parts by mass or more, more preferably 0.2 parts by mass or more, and still more preferably 0.3 parts by mass with respect to 100 parts by mass of the hydraulic powder. Or more, more preferably 0.5 parts by mass or more, and preferably 2 parts by mass or less, more preferably 1.5 parts by mass or less, still more preferably 1.2 parts by mass or less, ⁇ 161>
- the method for producing a hydraulic composition according to any one of to ⁇ 163>.
- ⁇ 165> The method for producing a hydraulic composition according to any one of ⁇ 153> to ⁇ 164>, wherein the obtained hydraulic composition is further filled in a mold, cured and cured.
- the filling of the hydraulic composition into the mold is performed by a method in which the hydraulic composition is directly input from a mixer, or a method in which the hydraulic composition is pumped and introduced into the mold, ⁇ 165> Or the manufacturing method of the hydraulic composition as described in ⁇ 166>.
- ⁇ 168> The hydraulic composition according to any one of ⁇ 165> to ⁇ 167>, wherein the hydraulic composition is heated and cured, and further heated and cured at a temperature of 40 ° C. or higher and 90 ° C. or lower. Manufacturing method.
- the hydraulic composition is a centrifugal molding hydraulic composition
- the component (A) is preferably 0.001 part by mass or more, more preferably 0.01 part by mass with respect to 100 parts by mass of the hydraulic powder.
- Part or more more preferably 0.1 part by weight or more, still more preferably 0.4 part by weight or more, still more preferably 0.6 part by weight or more, and preferably 10 parts by weight or less, more preferably 5 parts by weight.
- the method for producing a hydraulic composition according to any one of ⁇ 153> to ⁇ 168>, further preferably 3 parts by mass or less, more preferably 2 parts by mass or less, and still more preferably 1 part by mass or less. .
- the ⁇ 170> hydraulic composition is a centrifugal molding hydraulic composition
- the component (B) is preferably 0.0001 parts by mass or more, more preferably 0.001 parts by mass with respect to 100 parts by mass of the hydraulic powder.
- Part or more more preferably 0.01 part by weight or more, still more preferably 0.03 part by weight or more, still more preferably 0.05 part by weight or more, and preferably 10 parts by weight or less, more preferably 5 parts by weight.
- the hydraulic composition according to any one of ⁇ 153> to ⁇ 169>, further preferably 1 part by mass or less, more preferably 0.5 part by mass or less, and still more preferably 0.35 part by mass or less. Manufacturing method.
- the hydraulic composition is a centrifugal molding hydraulic composition
- the water / hydraulic powder ratio in the hydraulic composition is 10% by mass or more and 25% by mass or less, and 100 parts by mass of the hydraulic powder.
- the total of component (A) and component (B) is preferably 0.1 parts by mass or more, more preferably 0.5 parts by mass or more, still more preferably 0.7 parts by mass or more, and preferably The method for producing a hydraulic composition according to any one of ⁇ 153> to ⁇ 170>, wherein 10 parts by mass or less, more preferably 5 parts by mass or less, and still more preferably 2 parts by mass or less are mixed.
- the steaming hydraulic composition is a hydraulic composition for steam curing, the water / hydraulic powder ratio in the hydraulic composition is 10% by mass or more and 53% by mass or less, and the component (A) and (B
- the ratio of the mixing amount of (B) to the sum of the mixing amount of (A) and the mixing amount of (B) is 1% by mass or more, preferably 3% by mass or more, more preferably 5% by mass or more, More preferably 10% by mass or more, still more preferably 20% by mass, and 60% by mass or less, preferably 50% by mass or less, more preferably 40% by mass or less, and further preferably 30% by mass or less.
- the method for producing a hydraulic composition according to any one of ⁇ 153> to ⁇ 168>.
- the hydraulic composition is a hydraulic composition for steam curing, the water / hydraulic powder ratio in the hydraulic composition is 10% by mass or more and 53% by mass or less, and 100 parts by mass of the hydraulic powder.
- the component (A) is preferably at least 0.15 parts by mass, more preferably at least 0.2 parts by mass, even more preferably at least 0.3 parts by mass, even more preferably at least 0.5 parts by mass, and , Preferably 9.9 parts by mass or less, more preferably 5 parts by mass or less, further preferably 2 parts by mass or less, and still more preferably 1 part by mass or less, ⁇ 153> to ⁇ 168>, and ⁇ 172>
- the manufacturing method of the hydraulic composition in any one of.
- the hydraulic composition is a hydraulic composition for steam curing, the water / hydraulic powder ratio in the hydraulic composition is 10% by mass or more and 53% by mass or less, and 100 parts by mass of the hydraulic powder.
- the component (B) is preferably at least 0.0025 parts by mass, more preferably at least 0.01 parts by mass, even more preferably at least 0.03 parts by mass, even more preferably at least 0.05 parts by mass, and , Preferably 6 parts by mass or less, more preferably 2 parts by mass or less, still more preferably 1 part by mass or less, still more preferably 0.5 parts by mass or less, and still more preferably 0.2 parts by mass or less.
- 153> to ⁇ 168>, ⁇ 172>, and ⁇ 173> the method for producing a hydraulic composition according to any one of the above.
- the hydraulic composition is a hydraulic composition for steam curing, the water / hydraulic powder ratio in the hydraulic composition is 10% by mass or more and 53% by mass or less, and 100 parts by mass of the hydraulic powder.
- the component (A) and the component (B) in total are 0.25 parts by mass or more, preferably 0.4 parts by mass or more, more preferably 0.6 parts by mass or more, and 10 parts by mass or less.
- Dispersant for Hydraulic Composition ⁇ 1> to ⁇ 114> Dispersant for Hydraulic Composition, ⁇ 115> to ⁇ 142> Hydraulic Composition, and ⁇ 143> to ⁇ 152> Dispersant for Hydraulic Composition
- the matters described in the method for producing the composition can be appropriately applied to the methods for producing these hydraulic compositions.
- Step 1 Water, hydraulic powder, aggregate, and the centrifugal molding hydraulic composition according to any one of ⁇ 1> to ⁇ 114>, which describes the dispersing composition for centrifugal molding hydraulic composition
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- Step 1 Step of preparing a hydraulic composition for centrifugal molding by mixing water, hydraulic powder, component (A), component (B) and aggregate.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- Step 1 Water, hydraulic powder, (A) component, (B) component, (C) component and aggregate are mixed, and water / hydraulic powder ratio is 10% by mass or more and 25% by mass or less.
- Step 2 A step of filling the formwork with the hydraulic composition obtained in Step 1.
- Step 3 A step of clamping the hydraulic composition filled in the mold in Step 2 by applying centrifugal force.
- Step 4 A step of condensing the hydraulic composition clamped in Step 3 in a mold.
- step 1 a mixture containing water and the dispersant composition for centrifugal molding hydraulic composition or a mixture containing water, the component (A), and the component (B) is used as an aggregate and hydraulic powder.
- Step 1 is a mixture of hydraulic powder and aggregate, and a mixture containing water and the dispersant composition for centrifugal molding hydraulic composition or water, and (A) component and (B) component.
- the water / hydraulic powder ratio is 10% by mass or more, preferably 11% by mass or more, more preferably 12% by mass or more, still more preferably 15% by mass or more, and still more preferably 17% by mass. % Or more and 25% by mass or less, preferably 24% by mass or less, more preferably 23% by mass or less, still more preferably 22% by mass or less, and still more preferably 20% by mass or less.
- ⁇ 176>- ⁇ 180> A method for producing a cured product of the hydraulic composition according to any one of ⁇ 180>.
- step 3 the hydraulic composition is clamped at least once by changing the centrifugal force, and further, the hydraulic composition is clamped by applying a stepwise changing centrifugal force.
- step 3 The manufacturing method of the hardening body of the hydraulic composition in any one of.
- ⁇ 184> The hydraulic composition according to any one of ⁇ 176> to ⁇ 183>, wherein in step 3, the centrifugal force of centrifugal molding is preferably 0.5 G or more and 30 G or less, more preferably 25 G or less.
- a method for producing a cured product is preferably 0.5 G or more and 30 G or less, more preferably 25 G or less.
- a centrifugal force of 0.5 G or more and 30 G or less is preferably 5 minutes or more, more preferably 7 minutes or more, still more preferably 9 minutes or more, and preferably 40 minutes or less.
- step 3 compaction by holding a centrifugal force of 20 G or more is preferably performed for 1 minute or more, more preferably 3 minutes or more, still more preferably 5 minutes or more, and preferably 15 minutes or less, ⁇ 176
- step 3 (1) the initial speed, which is the first stage, is more than 0 G and less than 15 G with a centrifugal force of 0.5 G or more and less than 2 G, and (2) the second speed, which is the second stage, is 2 G or more and less than 5 G.
- Centrifugal force for more than 0 minutes and 15 minutes or less (3) Third stage, 3rd speed is 5G or more and less than 10G, and centrifugal force of 0G or more, less than 15 minutes, (4) Fourth stage, 4th speed is 10G or more, 20G
- the hydraulic composition is clamped under the conditions that the centrifugal force is less than 0 minutes and 15 minutes or less, and (5) the fifth stage is 5th gear and the centrifugal force is 20 G or more and 30 G or less and the centrifugal force is 0 minutes and 15 minutes or less.
- the manufacturing method of the hardening body of the hydraulic composition as described in ⁇ 188>.
- the hydraulic composition obtained in the step 3 is subjected to air curing for 3 to 4 hours after kneading.
- the hydraulic composition according to any one of ⁇ 176> to ⁇ 189> A method for producing a cured product.
- Step 5 A step of steam curing the hydraulic composition condensed in Step 4 in a mold.
- step 5 After performing pre-curing at 10 ° C. or more and 40 ° C. or less for 1 hour or more and 4 hours or less, then performing steam curing at 60 ° C. or more and 90 ° C. or less, A method for producing a cured product of the hydraulic composition.
- ⁇ 194> The method for producing a cured body of a hydraulic composition according to any one of ⁇ 191> to ⁇ 193>, which includes the following step 6 after the step 5.
- Process 6 The process of cooling a hydraulic composition after process 5 and demolding from a formwork.
- the manufacturing method of the hardening body of the hydraulic composition as described in ⁇ 194> including ⁇ 195> process 6 and performing process 5 and process 6 continuously on a series of temperature control.
- step 5 the ambient temperature of the mold is raised to 60 ° C. or higher and 85 ° C. or lower at a temperature rising rate of 10 ° C. or higher and 30 ° C. or lower per hour, and the heated temperature is maintained for 2 hours or longer and 8 hours or shorter.
- Step 6 the hydraulic composition according to ⁇ 194> or ⁇ 195>, wherein the molded body is demolded by cooling to room temperature, for example, 20 ° C., at a temperature falling rate of 5 ° C. or more and 20 ° C. or less per hour.
- a method for producing a cured product is described in Step 6.
- step 5 the mold filled with the hydraulic composition is allowed to stand at an ambient temperature of 10 ° C. to 30 ° C. for 3 hours, and the ambient temperature is set to 70 ° C. to 90 ° C. at a rate of temperature increase of 20 ° C. per hour.
- the temperature is raised to below 70 ° C., and the temperature from 70 ° C. to 90 ° C. is maintained for 2 hours to 6 hours, and then the ambient temperature is cooled to room temperature, for example, 20 ° C. at a rate of 10 ° C. per hour
- the method for producing a cured body of a hydraulic composition according to any one of ⁇ 194> to ⁇ 196>, wherein the molded body is demolded after being allowed to stand for 20 to 30 hours at that temperature.
- ⁇ 199> Any one of ⁇ 194> to ⁇ 198>, including steps 1 to 6, wherein the time from the start of the preparation of the hydraulic composition to the demolding in step 6 is 8 hours to 30 hours
- the manufacturing method of the hardening body of the hydraulic composition as described in any one of.
- Process 7 The process of curing the hardening body of the hydraulic composition obtained at the process 6 at normal temperature normal pressure.
- ⁇ 202> Any of ⁇ 176> to ⁇ 201>, wherein the cured body of the obtained hydraulic composition is a centrifugal molded concrete product, and further is a centrifugal molded concrete product selected from a pile, a pole, and a fume tube
- Step 1 Water, hydraulic powder, aggregate, and steam curing hydraulic composition according to any one of ⁇ 2> to ⁇ 114>, which describes a dispersant composition for steam curing hydraulic composition
- a dispersant composition for steam curing hydraulic composition A dispersion composition for a steam curing hydraulic composition, wherein the dispersion composition is mixed to prepare a hydraulic composition having a water / hydraulic powder ratio of 10% by mass to 53% by mass.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- Step 1 ′ Steam curing hydraulic composition in which water, hydraulic powder, component (A), component (B) and aggregate are mixed and the water / hydraulic powder ratio is 10% by mass or more and 53% by mass or less.
- the ratio of the component (B) to the component (A) and the component (B) is 1 with respect to the sum of the components (A) and (B).
- the mixing is performed so that the total amount of the component (A) and the component (B) is 0.25 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the hydraulic powder.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- Step 1 ′ Water, hydraulic powder, component (A), component (B), component (C) and aggregate are mixed, and the water / hydraulic powder ratio is 10 mass% or more and 53 mass% or less.
- a step of preparing a hydraulic composition wherein the component (A) and the component (B) are mixed with the amount of the component (B) with respect to the total amount of the component (A) and component (B). Mixing is performed so that the ratio is 1% by mass or more and 60% by mass or less, and the total of component (A) and component (B) is 0.25 parts by mass or more and 10 parts by mass or less with respect to 100 parts by mass of the hydraulic powder.
- Step 2 ′ A step of filling the formwork with the hydraulic composition obtained in Step 1 ′.
- Step 5 ′ a step of steam curing the hydraulic composition filled in the mold in step 2 ′ in the mold.
- step 1 ′ a mixture containing water and the dispersant composition for the steam curing hydraulic composition or a mixture containing water, the component (A), and the component (B) is used as an aggregate and hydraulic powder.
- Step 1 ′ comprises mixing a hydraulic powder and an aggregate, and a mixture containing water and the dispersant composition for a hydraulic composition for steam curing, water, and the components (A) and (B).
- the water / hydraulic powder ratio is 10% by mass or more, preferably 18% by mass or more, preferably 20% by mass or more, more preferably 25% by mass or more, and further preferably 30% by mass. % And not more than 53% by weight, preferably not more than 45% by weight, more preferably not more than 40% by weight, and still more preferably not more than 35% by weight, ⁇ 203> to ⁇ 207>
- the manufacturing method of the hardening body of the hydraulic composition in any one of.
- ⁇ 209> The cured body of the hydraulic composition according to any one of ⁇ 203> to ⁇ 208>, wherein steam curing is performed at 40 ° C or higher, preferably 60 ° C or higher, and 90 ° C or lower in Step 5 '. Production method.
- step 5 ′ after pre-curing at 10 ° C. to 40 ° C. for 0.2 hours to 4 hours, the ambient temperature is increased at a temperature increase rate of 20 ° C. to 100 ° C. per hour.
- the ratio of the mixing amount of the component (B) to the total mixing amount of the component (A) and the mixing amount of the component (B) in the step 1 ′ is 3% by mass or more and 7% by mass or less, and the step 5 ′.
- the pre-curing of the steam curing is 10 ° C. or more and 40 ° C. or less, preferably 0.2 hours or more, more preferably 0.3 hours or more, and preferably 4 hours or less, more preferably 3.5 hours or less,
- the method for producing a cured body of the hydraulic composition according to any one of ⁇ 203> to ⁇ 210>, which is more preferably performed for 2.5 hours or less, and even more preferably for 0.7 hours or less.
- the ratio of the mixing amount of the component (B) to the total mixing amount of the component (A) and the mixing amount of the component (B) in the step 1 ′ is 15% by mass or more and 25% by mass or less, and the step 5 ′.
- the steam curing pre-curing is 10 ° C. or more and 40 ° C. or less, preferably 0.2 hours or more, more preferably 0.3 hours or more, still more preferably 0.5 hours or more, and still more preferably 0.7 hours. Or more, more preferably 1.5 hours or more, and preferably 4 hours or less, more preferably 3 hours or less, still more preferably 2.5 hours or less, according to any one of ⁇ 203> to ⁇ 210> A method for producing a cured product of the hydraulic composition.
- ⁇ 213> The hydraulic composition according to any one of ⁇ 203> to ⁇ 212>, wherein the cured body of the obtained hydraulic composition is a concrete product selected from curtain walls, box culverts, and L-shaped retaining walls.
- a method for producing a cured product is any one of ⁇ 203> to ⁇ 212>, wherein the cured body of the obtained hydraulic composition is a concrete product selected from curtain walls, box culverts, and L-shaped retaining walls.
- Step 6 ′ Step of cooling the hydraulic composition after step 5 ′ and removing it from the mold.
- ⁇ 215> The method for producing a cured body of a hydraulic composition according to ⁇ 214>, which includes step 6 ', and step 5' and step 6 'are continuously performed under a series of temperature control.
- step 5 ′ the ambient temperature of the mold is increased from 60 ° C. to 85 ° C. at a temperature increase rate of 10 ° C. to 30 ° C. per hour, and the temperature is increased from 2 hours to 8 hours
- the water according to ⁇ 214> or ⁇ 215> which is held and then cooled to room temperature, for example, 20 ° C., at a temperature lowering rate of 5 ° C. or more and 20 ° C. or less per hour in step 6 ′ to demold the molded body.
- a method for producing a cured product of a hard composition is produced.
- step 5 ′ the mold filled with the hydraulic composition is allowed to stand at an ambient temperature of 10 ° C. or higher and 30 ° C. or lower for 3 hours, and the ambient temperature is set to 70 ° C. or higher at a temperature increase rate of 20 ° C. per hour.
- the temperature is raised to 90 ° C. or lower, and the heated temperature of 70 ° C. or higher and 90 ° C. or lower is maintained for 2 hours or longer and 6 hours or shorter, and then the ambient temperature is lowered to a room temperature, for example, 20 ° C.
- the method for producing a cured body of a hydraulic composition according to any one of ⁇ 214> to ⁇ 216>, wherein the molded body is demolded after being cooled and allowed to stand for 20 to 30 hours at that temperature.
- ⁇ 218> The method for producing a cured body of a hydraulic composition according to any one of ⁇ 214> to ⁇ 217>, wherein the autoclave is further cured at about 180 ° C.
- Step 7 ′ A step of curing the cured product of the hydraulic composition obtained in Step 6' at normal temperature and pressure.
- ⁇ 220> The method for producing a cured body of a hydraulic composition according to ⁇ 219>, wherein the cured body of the hydraulic composition obtained in Step 6 'is stored at 20 ° C. under atmospheric pressure in Step 7 ′.
- step 2 or step 2 ′ the method of filling the formwork with the hydraulic composition obtained in step 1 or step 1 ′ discharges the kneaded hydraulic composition from the kneading means, and manually
- (A) component and (C) component, (C) component (A) mass ratio, (C) / (A) is preferably 0/100 or more, more preferably 0/100 More preferably 0.05 / 99.95 or more, still more preferably 0.1 / 99.9 or more, still more preferably 1/99 or more, and preferably 50/50 or less, more preferably 30/70 or less, more preferably 10/90 or less, and the cured body of the hydraulic composition according to any one of the items describing the component (C) among ⁇ 176> to ⁇ 221> Production method.
- Dispersant Composition for Hydraulic Composition ⁇ 115> to ⁇ 142> Hydraulic Composition, ⁇ 143> to ⁇ 152> Dispersant Composition for Hydraulic Composition
- the matters described in the method for producing a product and the method for producing a hydraulic composition of ⁇ 153> to ⁇ 175> can be appropriately applied to the method for producing a cured product of the hydraulic composition.
- the component (A) and the component (B) are contained, and the ratio of the content of (B) to the sum of the content of (A) and the content of (B) is 1% by mass or more and 60% by mass or less.
- a water / hydraulic powder comprising the dispersant composition for a hydraulic composition according to any one of ⁇ 1> to ⁇ 114>, a hydraulic powder, an aggregate, and water.
- a composition having a ratio of 10% by mass or more and 25% by mass or less as a hydraulic composition for centrifugal molding.
- a water / hydraulic powder comprising the dispersant composition for a hydraulic composition according to any one of ⁇ 1> to ⁇ 114>, a hydraulic powder, an aggregate, and water.
- the ratio is 10 mass% or more and 53 mass% or less, and the total content of the component (A) and the component (B) is 0.25 mass part or more and 10 mass parts or less with respect to 100 mass parts of the hydraulic powder.
- Dispersant Composition for Hydraulic Composition ⁇ 115> to ⁇ 142> Hydraulic Composition, ⁇ 143> to ⁇ 152> Dispersant Composition for Hydraulic Composition
- the matters described in the manufacturing method of the product, the manufacturing method of the hydraulic composition of the above ⁇ 153> to ⁇ 175>, and the manufacturing method of the cured product of the hydraulic composition of the above ⁇ 176> to ⁇ 222> Can be appropriately applied to the use of.
- ⁇ 232> Contains (A) component, (B) component, hydraulic powder, aggregate, and water for use in a centrifugal molding hydraulic composition, and has a water / hydraulic powder ratio.
- the hydraulic composition according to any one of ⁇ 115> to ⁇ 142>, wherein the composition is 10% by mass or more and 25% by mass or less.
- ⁇ 233> containing the dispersant composition for hydraulic composition according to the above ⁇ 1> to ⁇ 114>, a hydraulic powder, an aggregate, and water for use in a hydraulic composition for steam curing,
- the water / hydraulic powder ratio is 10% by mass or more and 53% by mass or less, and the total content of the component (A) and the component (B) is 0.25 part by mass or more with respect to 100 parts by mass of the hydraulic powder.
- the hydraulic composition in any one.
- Dispersant Composition for Hydraulic Composition ⁇ 115> to ⁇ 142> Hydraulic Composition, ⁇ 143> to ⁇ 152> Dispersant Composition for Hydraulic Composition
- the components in the table are as follows.
- W Wakayama City tap water
- C Hayako Portland cement (mixture of two: Hayaka Portland cement manufactured by Taiheiyo Cement Co., Ltd./ Hayako Portland cement manufactured by Sumitomo Osaka Cement Co., Ltd., 1/1, mass ratio), density 3.14 g / Cm 3
- P High strength admixture (gypsum)
- S Fine aggregate, crushed sand G: Coarse aggregate, crushed stone
- W in Table 1 contains components selected from components (A) to (C) used in Table 2, and the amount of these components Is a small amount relative to the concrete mix, so W / (C + P) was calculated by taking into account the amount of W.
- NSF sodium salt of naphthalenesulfonic acid formaldehyde condensate, weight average molecular weight 15000 This NSF was produced based on the example of Japanese Patent Publication No. 48-11737.
- AES polyoxyethylene (30) oleyl ether sulfate ammonium
- AES 60): polyoxyethylene (60) oleyl ether sulfate ammonium AE
- AES polyoxyethylene (60) oleyl ether sulfate ammonium AE
- AE polyoxyethylene (60) oleyl ether / Amite
- the number in parentheses of the component (B) is the average number of moles of ethylene oxide added (Examples below) The same applies to comparative examples).
- ⁇ The difference between the maximum value and the minimum value at the 8 locations is 3 mm or more and 5 mm or less.
- X The difference between the maximum value and the minimum value of the thickness at 8 locations is more than 5mm (a state in which the product form is not maintained due to significant sagging or jumper)
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass in total of cement (C) and high-strength admixture (P).
- the total addition amount is the solid content conversion of the sum total of (A) component, (B) component, and (C) component with respect to a total of 100 mass parts of cement (C) and a high-strength admixture (P). This is the amount added.
- (B) / [(A) + (B)] is the amount of component (B) relative to the total content of component (A) and component (B) in the dispersant composition.
- the molar ratio of (B) / naphthalene ring is the molar ratio (%) of the total amount of component (B) relative to the monomer unit containing naphthalene ring in component (A) (the following examples, The same applies to the comparative example).
- W Wakayama City tap water
- C Nghi Son Cement Corporation (Vietnam) “PCB-40”
- S Fine aggregate (excluding Jyoyo mountain sand, particles with a particle size of 3.5 mm or more)
- W in Table 3 contains components selected from the components (A) and (B) used in Tables 5 and 6, and the amount of these components is very small relative to the mortar formulation.
- the W / C was calculated by taking into account the amount of.
- NSF sodium salt of naphthalenesulfonic acid formaldehyde condensate, weight average molecular weight 15000 This NSF was produced based on the example of Japanese Patent Publication No. 48-11737.
- B′-1 is a comparative compound of component (B), but is shown in Table 4 for convenience.
- mortar was prepared by main kneading for 120 seconds at a low speed rotation (63 rpm) of a mortar mixer.
- As the antifoaming agent 3% by mass of Foam Rex 797 (manufactured by Nikka Chemical Co., Ltd.) was added to the component (B).
- the mortar obtained by kneading is filled into a mold having an inner diameter of 50 mm and a height of 100 mm and cured by a production method including steam curing.
- the strength of the obtained mortar cured product is measured according to JIS A 1108 “ The test was carried out in accordance with “Method for testing compressive strength of concrete”.
- the steam curing at the time of obtaining a hardening body was performed after the introduction of the predetermined time shown in Table 5,6.
- the preliminary time is the time from the addition of kneading water (W) to the mortar mixer at the set temperature (30 ° C. in this case) until the start of the temperature rise for steam curing.
- Preliminary placement was performed by filling the mold with a hydraulic composition and leaving the mold filled with mortar at a set temperature (30 ° C. in this case). The same applies to the following examples and comparative examples.
- Steam curing was performed using a constant temperature and humidity chamber “PR-3J” manufactured by ESPEC CORP. With a humidity setting of 100%. The temperature increase in the steam curing was performed from 30 ° C. to 70 ° C.
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A) and the component (B) with respect to 100 parts by mass of the cement (C).
- the compression strength ratio is a relative value when the compression strength of Comparative Example 2-1 is 100%.
- Example 3 ⁇ Example 3 and Comparative Example 3> Mortar composition was changed as shown in Table 7, and mortar was prepared in the same manner as in Example 2 to evaluate fluidity and strength. The results are shown in Table 8.
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A) and the component (B) with respect to 100 parts by mass of the cement (C).
- the compression strength ratio is a relative value when the compression strength of Comparative Example or Test Example 3-1 is 100% in each W / C.
- the total amount of addition of component (A) and component (B) for obtaining a predetermined mortar flow is 0.25 parts by mass or more. It is necessary, and in this case, it can be seen that the compressive strength is increased by using the components (A) and (B) in combination.
- the total addition amount of the component (A) and the component (B) is 0.22 parts by mass in a mortar formulation with W / C of 35% by mass, no fluidity is developed and strength measurement is performed. A cured product could not be produced.
- the cement types in Table 9 are as follows. ⁇ Vietnam cement: “PCB-40” made by Nghi Son Cement Corporation -Thai Cement: “Type 1” manufactured by The Siam Cement Public Company Ltd. ⁇ Malaysia cement: “OPC” manufactured by Lafarge Malaysia Berhad ⁇ Indonesian cement: “OPC” made by PT Semen Indonesia (persero) Tbk ⁇ Chinese cement: Anhui Conch Cement Company Limited “52.5”
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A) and the component (B) with respect to 100 parts by mass of the cement (C).
- the compressive strength ratio is a relative value when the compressive strength of the comparative example is 100% in each cement.
- Example 5 and Comparative Example 5> The mortar composition was changed as shown in Table 10, and the prepreg time and the time until demolding were changed as shown in Tables 11 and 12, and mortar was prepared in the same manner as in Example 2.
- the strength (denoted as “immediately after demolding” in the table) was evaluated. The results are shown in Tables 11 and 12.
- Table 11 also shows the strength after 28 days (denoted as “after 28 days” in the table).
- the time until demolding is the time from the addition of kneading water (W) to the removal of the cured product from the mold.
- the 28-day strength is a strength measured after demolding 24 hours after the addition of the kneading water (W), curing in water in a constant temperature bath at 30 ° C., and 28 days after the addition of the kneading water (W). .
- W kneading water
- W curing in water in a constant temperature bath at 30 ° C.
- W kneading water
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A) and the component (B) with respect to 100 parts by mass of the cement (C).
- the compressive strength ratio is a relative value when the compressive strength of the comparative example is set to 100% in each of the preceding times.
- Example 6 and Comparative Example 6 Part of the cement in the mortar formulation of Example 2 was replaced with fly ash, mortar was prepared in the same manner as in Example 2, and fluidity and strength were evaluated. The substitution rate by fly ash was as shown in Table 13. FA in Table 13 is an abbreviation for fly ash. As fly ash, Chinese fly ash raw powder was used. The results are shown in Table 14.
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A) and the component (B) with respect to 100 parts by mass of the cement (C).
- the compression strength ratio is a relative value when the compression strength of the comparative example is 100% at each fly ash substitution rate.
- W Wakayama City tap water
- C Nghi Son Cement Corporation (Vietnam) “PCB-40”
- S Fine aggregate (Jyoyo mountain sand, excluding particles with a particle size of 3.5mm or more)
- W in Table 15 does not include a component selected from the components (A), (B), and (C) used in Table 17.
- NSF sodium salt of naphthalenesulfonic acid formaldehyde condensate, weight average molecular weight 15000 This NSF was produced based on the example of Japanese Patent Publication No. 48-11737.
- mortar was prepared by main kneading for 180 seconds at a low speed rotation (63 rpm) of a mortar mixer.
- As the antifoaming agent 3% by mass of Foam Rex 797 (manufactured by Nikka Chemical Co., Ltd.) was added to the component (B).
- the steam curing for obtaining the cured product was performed after a predetermined time.
- the introduction was performed at 30 ° C. for 3 hours.
- Steam curing was performed using a constant temperature and humidity chamber “PR-3J” manufactured by ESPEC CORP. With a humidity setting of 100%.
- the temperature elevation in the steam curing was performed from 30 ° C. to 75 ° C. in 45 minutes as the set temperature of the constant temperature and humidity chamber.
- the steam curing was performed for 2.5 hours with the set temperature of the constant temperature and humidity chamber being constant at 75 ° C.
- the temperature lowering in the steam curing was performed from 75 ° C. to 30 ° C. in 45 minutes as the set temperature of the constant temperature and humidity chamber.
- the strength was measured.
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A), the component (B), and the component (C) with respect to 100 parts by mass of the cement (C).
- the compression strength ratio is a relative value when the compression strength of Comparative Example 7-1 is 100%.
- Example 8 and Comparative Example 8> In the concrete mix of Table 18, using the components (A) and (B) of Table 19, a concrete for centrifugal molding was prepared in the same manner as in Example 1, and the moldability by centrifugal molding in the same manner as in Example 1 and The compressive strength was evaluated. The results are shown in Table 19.
- the addition amount is the addition amount in terms of solid content of each component with respect to 100 parts by mass of cement (C).
- the total addition amount is the addition amount in terms of solid content of the total of the component (A) and the component (B) with respect to 100 parts by mass of the cement (C).
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Emulsifying, Dispersing, Foam-Producing Or Wetting Agents (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
本発明は、(A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)一般式(B1)~(B4)で表される特定の化合物から選ばれる1種以上の化合物とを含有する、遠心成型用水硬性組成物用分散剤組成物である。
Description
本発明は、遠心成型用水硬性組成物用分散剤組成物、遠心成型用水硬性組成物、蒸気養生用水硬性組成物用分散剤組成物、蒸気養生用水硬性組成物、及び水硬性組成物の硬化体の製造方法に関する。
更に、本発明は、所定の組成物の、遠心成型用水硬性組成物用分散剤又は蒸気養生用水硬性組成物用分散剤としての使用に関する。
更に、本発明は、他の所定の組成物の、遠心成型用水硬性組成物としての使用に関する。
更に、本発明は、他の所定の組成物の、蒸気養生用水硬性組成物としての使用に関する。
更に、本発明は、所定の組成物の、遠心成型用水硬性組成物用分散剤又は蒸気養生用水硬性組成物用分散剤としての使用に関する。
更に、本発明は、他の所定の組成物の、遠心成型用水硬性組成物としての使用に関する。
更に、本発明は、他の所定の組成物の、蒸気養生用水硬性組成物としての使用に関する。
背景技術
水硬性組成物用の分散剤は、セメント粒子を分散させることにより、所要のスランプを得るのに必要な単位水量を減少させ、水硬性組成物の作業性等を向上させるために用いる化学混和剤である。分散剤としては、従来、ナフタレンスルホン酸ホルムアルデヒド縮合物等のナフタレン系分散剤、カルボン酸とアルキレングリコール鎖を有する単量体との共重合体等のポリカルボン酸系分散剤、メラミンスルホン酸ホルムアルデヒド縮合物等のメラミン系分散剤等が知られている。
水硬性組成物用の分散剤は、セメント粒子を分散させることにより、所要のスランプを得るのに必要な単位水量を減少させ、水硬性組成物の作業性等を向上させるために用いる化学混和剤である。分散剤としては、従来、ナフタレンスルホン酸ホルムアルデヒド縮合物等のナフタレン系分散剤、カルボン酸とアルキレングリコール鎖を有する単量体との共重合体等のポリカルボン酸系分散剤、メラミンスルホン酸ホルムアルデヒド縮合物等のメラミン系分散剤等が知られている。
ナフタレン系分散剤のような、芳香環を含む高分子化合物からなる水硬性粉体用分散剤は、ポリカルボン酸系分散剤と比較して、材料や温度の変化に対する流動性発現の効果の変動が少なく、また得られる水硬性組成物の粘性が比較的低く、水硬性組成物の製造に際して使い易いという特徴がある。
ナフタレン系分散剤のような、芳香環を含む高分子化合物からなる水硬性粉体用分散剤は、材料や温度変化に対する流動性発現の効果の変動が少なく、また得られる水硬性組成物の粘性が低く、水硬性組成物の製造に際して使いやすいという特徴がある。特に、遠心成型性が良い(ノロやジャンカがない)ことから、遠心成型用に適している。
特開昭61-281054号公報には、セメント分散剤と特定の非イオン界面活性剤とを所定の重量比で含有するコンクリート混和剤が記載されている。
特開2003-165755号公報には、特定のポリアルキレンオキシド誘導体及び/又は特定の炭化水素誘導体を含有するセメント組成物のワーカビリティーを改良するためのワーカビリティー改良剤が記載されている。特開2003-165755号公報には、前記ワーカビリティー改良剤と減水剤とを含有するセメント減水剤もまた記載されている。
特開昭60-011255号公報には、βナフタリンスルホン酸ホルムアルデヒド縮合物とオキシエチレン鎖を有するノニオン系界面活性剤を含む水硬性組成物と水からなるスラリーが記載されている。
特開昭55-023047号公報には、ナフタレンスルホン酸金属塩のホルマリン縮合物及びポリオキシエチレン系化合物からなるセメント添加剤が記載されている。
特開昭48-028525号公報には、アニオン系界面活性剤を加えたコンクリートによって所望のコンクリート製品を成型し、該成型品を常圧蒸気養生する、コンクリート製品の製造方法が記載されている。
特開2003-165755号公報には、特定のポリアルキレンオキシド誘導体及び/又は特定の炭化水素誘導体を含有するセメント組成物のワーカビリティーを改良するためのワーカビリティー改良剤が記載されている。特開2003-165755号公報には、前記ワーカビリティー改良剤と減水剤とを含有するセメント減水剤もまた記載されている。
特開昭60-011255号公報には、βナフタリンスルホン酸ホルムアルデヒド縮合物とオキシエチレン鎖を有するノニオン系界面活性剤を含む水硬性組成物と水からなるスラリーが記載されている。
特開昭55-023047号公報には、ナフタレンスルホン酸金属塩のホルマリン縮合物及びポリオキシエチレン系化合物からなるセメント添加剤が記載されている。
特開昭48-028525号公報には、アニオン系界面活性剤を加えたコンクリートによって所望のコンクリート製品を成型し、該成型品を常圧蒸気養生する、コンクリート製品の製造方法が記載されている。
一方、界面活性剤をセメント混和剤として用いることも従来提案されている。特開昭50-150724号公報には、硫酸エステル型の陰イオン界面活性剤とポリオキシアルキレン系又は多価アルコール系の非イオン界面活性剤とを含有してなるセメント混和剤が記載されている。
発明の概要
コンクリート成型品のうち、管類、パイル、ポール等の中空円筒型コンクリート成型品を製造する方法として、遠心成型法が知られている。この遠心成型法は、型枠内に混練したコンクリート材料を投入し、型枠を高速回転させて生じる遠心力によって、型枠内面にコンクリートを押し付けるようにして締固める方法である。
日本では、一般に、高強度が要求されるコンクリートパイルを製造する際に、混練から7日で出荷できる強度を担保するために、高強度混和材がコンクリートに添加され、蒸気養生が施されている。
コンクリートパイルには、構造物の基礎用杭として使用される建築用パイルがある。建築用パイルは、構造物の巨大化、高層化に伴い、高強度化が要求され、近年は、コンクリートの設計基準強度が100N/mm2超の高強度パイルも出現している。そして、今後は、更に高強度の成型製品、例えば、コンクリートの設計基準強度が123N/mm2超の成型製品も要望されると考えられる。
コンクリート成型品のうち、管類、パイル、ポール等の中空円筒型コンクリート成型品を製造する方法として、遠心成型法が知られている。この遠心成型法は、型枠内に混練したコンクリート材料を投入し、型枠を高速回転させて生じる遠心力によって、型枠内面にコンクリートを押し付けるようにして締固める方法である。
日本では、一般に、高強度が要求されるコンクリートパイルを製造する際に、混練から7日で出荷できる強度を担保するために、高強度混和材がコンクリートに添加され、蒸気養生が施されている。
コンクリートパイルには、構造物の基礎用杭として使用される建築用パイルがある。建築用パイルは、構造物の巨大化、高層化に伴い、高強度化が要求され、近年は、コンクリートの設計基準強度が100N/mm2超の高強度パイルも出現している。そして、今後は、更に高強度の成型製品、例えば、コンクリートの設計基準強度が123N/mm2超の成型製品も要望されると考えられる。
しかし、コンクリートの設計基準強度が123N/mm2超の成型製品では、芳香環を含む高分子化合物からなる水硬性粉体用分散剤は、遠心成型製品では、添加量を増やしても強度の向上は頭打ちとなる。
また、芳香環を含む高分子化合物からなる水硬性粉体用分散剤の添加量を増やすと、未硬化の水硬性組成物が高分散状態となり、そのような水硬性組成物を遠心成型に用いた場合は、ノロの発生が著しくなり硬化体の表面性が低下する。
また、芳香環を含む高分子化合物からなる水硬性粉体用分散剤の添加量を増やすと、未硬化の水硬性組成物が高分散状態となり、そのような水硬性組成物を遠心成型に用いた場合は、ノロの発生が著しくなり硬化体の表面性が低下する。
本発明は、遠心成型による硬化体が高強度で、且つ成型性にも優れた水硬性組成物が得られる、水硬性組成物用分散剤組成物を提供する。
コンクリート成型品のうち、ボックスカルバート、L型擁壁、セグメントなどの大型の土木コンクリート製品や、側溝、床板、ブロックなどの小型のコンクリート製品を製造する場合、一般に促進養生方法として蒸気養生が広く用いられている。また近年、耐久性や経済性の観点から、高強度建築部材においてもプレキャスト構造部材が製造されるようになってきている。この蒸気養生法の主たる目的の一つとして、硬化を促進して、単位時間あたり、例えば一日あたりの型枠の使用頻度を高めることが挙げられる。型枠の再利用までの時間を短縮するための方策として、予備時間(前置時間)の短縮や高温度での養生が考えられるが、養生条件が不適切である時、コンクリートの耐久性が著しく低下する場合がある。
高強度が要求される大型の土木コンクリート製品や建築用プレキャスト部材では、芳香環を含む高分子化合物からなる水硬性粉体用分散剤は、添加量が多く必要となり、セメントの水和反応が遅延することから、蒸気養生法において前置時間を長くしなければならず、型枠の使用頻度を高める観点では望ましくないと考えられている。この問題を解決するために、高温度での養生による時間短縮が考えられるが、コンクリート表面、及び内部で、微細なひび割れが発生したり、細孔構造の変化が生じたりして、耐久性が著しく低下する。
本発明は、蒸気養生による硬化体が高強度で、型枠の単位時間あたり、例えば一日あたりの型枠の使用頻度を高めることが可能である、水硬性組成物用分散剤組成物を提供する。
本発明は、(A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物とを含有する、遠心成型用水硬性組成物用分散剤組成物に関する。
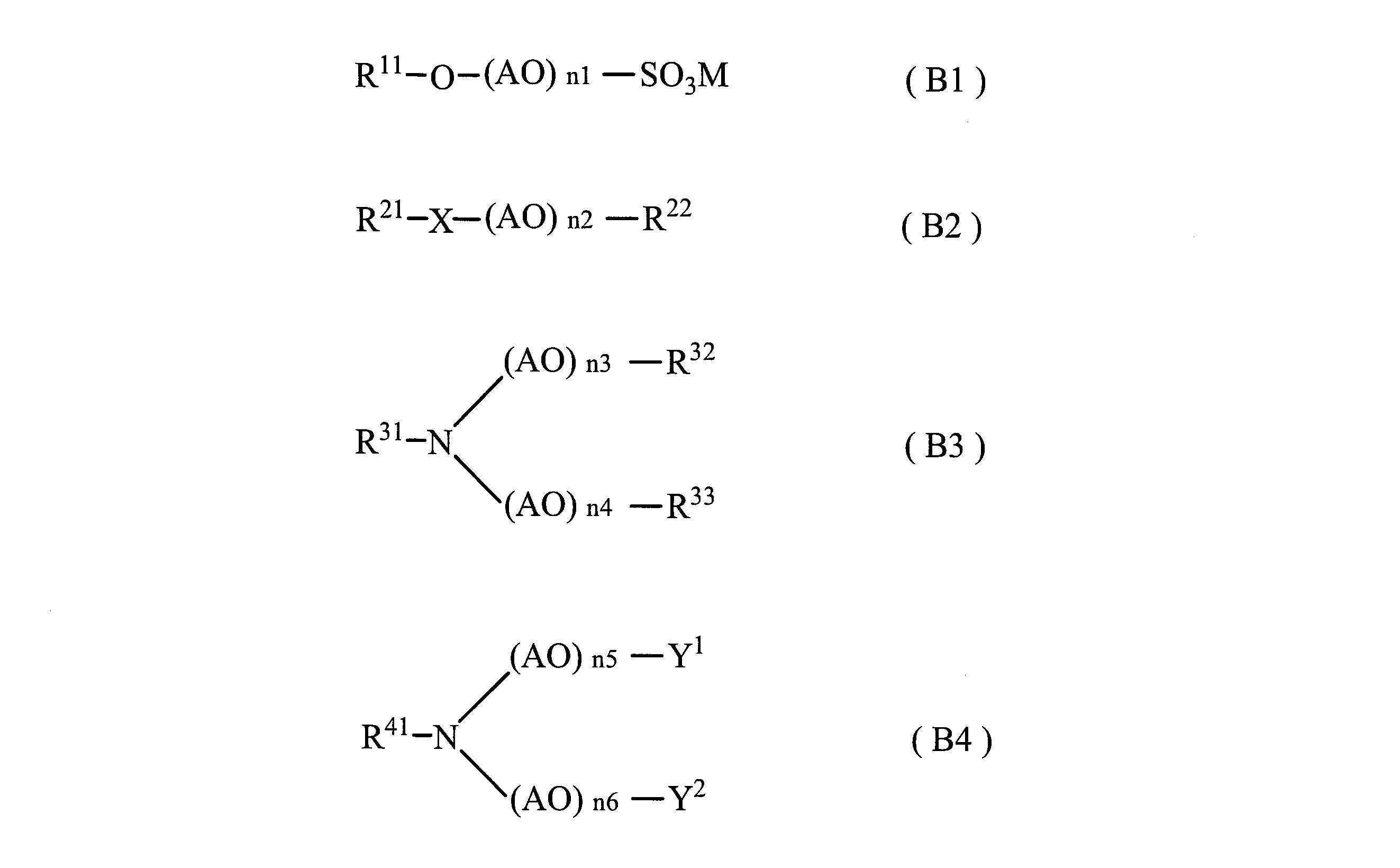
〔式中、
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
また、本発明は、上記本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物に関する。
また、本発明は、(A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である、蒸気養生用水硬性組成物用分散剤組成物に関する。
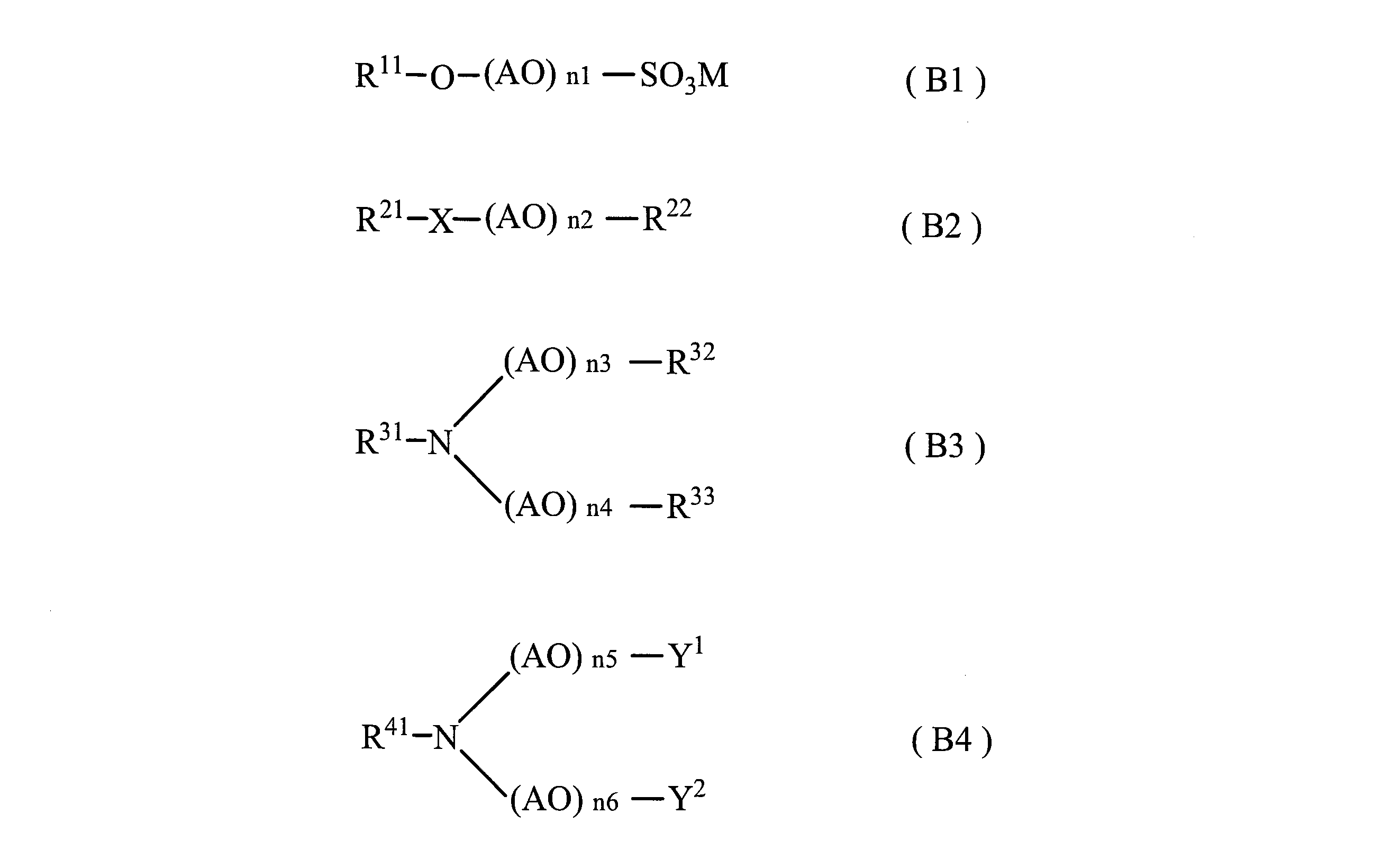
〔式中、
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
また、本発明は、上記本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物に関する。
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法に関する。
工程1:水、水硬性粉体、骨材、及び、上記本発明の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
工程1:水、水硬性粉体、骨材、及び、上記本発明の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法に関する。
工程1’:水、水硬性粉体、骨材、及び、上記本発明の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
工程1’:水、水硬性粉体、骨材、及び、上記本発明の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法に関する。
工程1:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
工程1:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法に関する。
工程1’:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
工程1’:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法に関する。
工程1:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
工程1:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法に関する。
工程1’:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
工程1’:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、
前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
以下、(A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤を(A)成分として説明する。
また、前記一般式(B1)で表される化合物を化合物(B1)、前記一般式(B2)で表される化合物を化合物(B2)、前記一般式(B3)で表される化合物を化合物(B3)、前記一般式(B4)で表される化合物を化合物(B4)として説明する。
更に、化合物(B1)、化合物(B2)、化合物(B3)、及び化合物(B4)をまとめて(B)成分として説明する。
また、(C)ポリカルボン酸系共重合体を(C)成分として説明する。
また、前記一般式(B1)で表される化合物を化合物(B1)、前記一般式(B2)で表される化合物を化合物(B2)、前記一般式(B3)で表される化合物を化合物(B3)、前記一般式(B4)で表される化合物を化合物(B4)として説明する。
更に、化合物(B1)、化合物(B2)、化合物(B3)、及び化合物(B4)をまとめて(B)成分として説明する。
また、(C)ポリカルボン酸系共重合体を(C)成分として説明する。
本発明によれば、遠心成型による硬化体が高強度で、且つ成型性にも優れた水硬性組成物が得られる、水硬性組成物用分散剤組成物が提供される。本発明の水硬性組成物用分散剤組成物は、遠心成型用水硬性組成物用又は蒸気養生用水硬性組成物用である。
発明を実施するための形態
〔水硬性組成物用分散剤組成物〕
以下、本発明の遠心成型用水硬性組成物用分散剤組成物と本発明の蒸気養生用水硬性組成物用分散剤組成物を、まとめて、水硬性組成物用分散剤組成物として説明する。以下の記述において、水硬性組成物用分散剤組成物は、特記しない限り、本発明の遠心成型用水硬性組成物用分散剤組成物及び本発明の蒸気養生用水硬性組成物用分散剤組成物の両方又は一方を指す。
本発明の遠心成型用水硬性組成物用分散剤組成物に関する事項は、本発明の蒸気養生用水硬性組成物用分散剤組成物について適用することができる。
本発明の蒸気養生用水硬性組成物用分散剤組成物に関する事項は、本発明の遠心成型用水硬性組成物用分散剤組成物について適用することができる。
〔水硬性組成物用分散剤組成物〕
以下、本発明の遠心成型用水硬性組成物用分散剤組成物と本発明の蒸気養生用水硬性組成物用分散剤組成物を、まとめて、水硬性組成物用分散剤組成物として説明する。以下の記述において、水硬性組成物用分散剤組成物は、特記しない限り、本発明の遠心成型用水硬性組成物用分散剤組成物及び本発明の蒸気養生用水硬性組成物用分散剤組成物の両方又は一方を指す。
本発明の遠心成型用水硬性組成物用分散剤組成物に関する事項は、本発明の蒸気養生用水硬性組成物用分散剤組成物について適用することができる。
本発明の蒸気養生用水硬性組成物用分散剤組成物に関する事項は、本発明の遠心成型用水硬性組成物用分散剤組成物について適用することができる。
本発明の効果発現機構の詳細は不明であるが、以下のように推定される。
本発明の(A)成分である、ナフタレン系分散剤のような、芳香環を含む高分子化合物からなる水硬性粉体用分散剤は静電反発力を有しており、強い立体反発を有する分散剤よりも、非常に優れた遠心成型性を有している。
本発明では、(A)成分と(B)成分の特定の化合物を併用することにより、吸着速度の制御(効率的なセメント吸着)が可能であり、これにより高減水化(低添加量化)及び低遅延化を達成している。この低添加量化及び低遅延化により、セメントの水和活性点が増加することで、強度向上効果を付与することが可能になると推測される。
水/水硬性粉体比が低い領域ではイオン強度が高くなるため、一般に、(A)成分の水硬性粉体の分散能は発現しにくい傾向にあったが、本発明では、上述したような高減水化及び低遅延化のアプローチにより、飛躍的に性能向上が可能になったと考えられる。
本発明の(A)成分である、ナフタレン系分散剤のような、芳香環を含む高分子化合物からなる水硬性粉体用分散剤は静電反発力を有しており、強い立体反発を有する分散剤よりも、非常に優れた遠心成型性を有している。
本発明では、(A)成分と(B)成分の特定の化合物を併用することにより、吸着速度の制御(効率的なセメント吸着)が可能であり、これにより高減水化(低添加量化)及び低遅延化を達成している。この低添加量化及び低遅延化により、セメントの水和活性点が増加することで、強度向上効果を付与することが可能になると推測される。
水/水硬性粉体比が低い領域ではイオン強度が高くなるため、一般に、(A)成分の水硬性粉体の分散能は発現しにくい傾向にあったが、本発明では、上述したような高減水化及び低遅延化のアプローチにより、飛躍的に性能向上が可能になったと考えられる。
<(A)成分>
(A)成分は、芳香環を含む高分子化合物からなる水硬性粉体用分散剤である。芳香環としては、ベンゼン環、ナフタレン環、アントラセン環、トリアジン環が挙げられる。
(A)成分は、芳香環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤が好ましい。
芳香環を含むモノマー単位としては、ベンゼン環を含むモノマー単位、ナフタレン環を含むモノマー単位、及びトリアジン環を含むモノマー単位から選ばれる1種以上のモノマー単位が挙げられる。
(A)成分は、芳香環を含む高分子化合物からなる水硬性粉体用分散剤である。芳香環としては、ベンゼン環、ナフタレン環、アントラセン環、トリアジン環が挙げられる。
(A)成分は、芳香環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤が好ましい。
芳香環を含むモノマー単位としては、ベンゼン環を含むモノマー単位、ナフタレン環を含むモノマー単位、及びトリアジン環を含むモノマー単位から選ばれる1種以上のモノマー単位が挙げられる。
(A)成分は、遠心成型性及び/又は硬化体の強度発現の観点から、ナフタレン環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤が好ましい。
(A)成分としては、より好ましくは、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩が挙げられる。ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩は、ナフタレンスルホン酸とホルムアルデヒドとの縮合物又はその塩である。ナフタレンスルホン酸ホルムアルデヒド縮合物は、性能を損なわない限り、単量体として、例えばメチルナフタレン、エチルナフタレン、ブチルナフタレン、ヒドロキシナフタレン、ナフタレンカルボン酸、アントラセン、フェノール、クレゾール、クレオソート油、タール、メラミン、尿素、スルファニル酸及び/又はこれらの誘導体などのような、ナフタレンスルホン酸と共縮合可能な芳香族化合物と共縮合させても良い。
(A)成分としては、より好ましくは、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩が挙げられる。ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩は、ナフタレンスルホン酸とホルムアルデヒドとの縮合物又はその塩である。ナフタレンスルホン酸ホルムアルデヒド縮合物は、性能を損なわない限り、単量体として、例えばメチルナフタレン、エチルナフタレン、ブチルナフタレン、ヒドロキシナフタレン、ナフタレンカルボン酸、アントラセン、フェノール、クレゾール、クレオソート油、タール、メラミン、尿素、スルファニル酸及び/又はこれらの誘導体などのような、ナフタレンスルホン酸と共縮合可能な芳香族化合物と共縮合させても良い。
ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩は、例えば、マイテイ150、デモール N、デモール RN、デモール MS、デモールSN-B、デモール SS-L(いずれも花王株式会社製)、セルフロー 120、ラベリン FD-40、ラベリン FM-45(いずれも第一工業株式会社製)などのような市販品を用いることができる。
ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩は、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性向上の観点から、重量平均分子量が、好ましくは200,000以下、より好ましくは100,000以下、更に好ましくは80,000以下、より更に好ましくは50,000以下、より更に好ましくは30,000以下である。そして、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩は、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性向上の観点から、重量平均分子量が、好ましくは1,000以上、より好ましくは3,000以上、更に好ましくは4,000以上、より更に好ましくは5,000以上である。ナフタレンスルホン酸ホルムアルデヒド縮合物は酸の状態あるいは中和物であってもよい。
ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩の分子量は下記条件にてゲルパーミエーションクロマトグラフィ(GPC)を用いて測定することができる。
[GPC条件]
カラム:G4000SWXL+G2000SWXL(東ソー株式会社)
溶離液:30mM CH3COONa/CH3CN=6/4
流量:0.7ml/min
検出:UV280nm
サンプルサイズ:0.2mg/ml
標準物質:西尾工業(株)製 ポリスチレンスルホン酸ソーダ換算(単分散ポリスチレンスルホン酸ナトリウム:分子量、206、1,800、4,000、8,000、18,000、35,000、88,000、780,000)
検出器:東ソー株式会社 UV-8020
[GPC条件]
カラム:G4000SWXL+G2000SWXL(東ソー株式会社)
溶離液:30mM CH3COONa/CH3CN=6/4
流量:0.7ml/min
検出:UV280nm
サンプルサイズ:0.2mg/ml
標準物質:西尾工業(株)製 ポリスチレンスルホン酸ソーダ換算(単分散ポリスチレンスルホン酸ナトリウム:分子量、206、1,800、4,000、8,000、18,000、35,000、88,000、780,000)
検出器:東ソー株式会社 UV-8020
ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩の製造方法は、例えば、ナフタレンスルホン酸とホルムアルデヒドとを縮合反応により縮合物を得る方法が挙げられる。前記縮合物の中和を行ってもよい。また、中和で副生する水不溶解物を除去してもよい。具体的には、ナフタレンスルホン酸を得るために、ナフタレン1モルに対して、硫酸1.2~1.4モルを用い、150~165℃で2~5時間反応させてスルホン化物を得る。次いで、該スルホン化物1モルに対して、ホルムアルデヒドとして0.95~0.99モルとなるようにホルマリンを85~95℃で、3~6時間かけて滴下し、滴下後95~105℃で縮合反応を行う。更に、得られる縮合物の水溶液は酸性度が高いので貯槽等の金属腐食を抑制する観点から、得られた縮合物に、水と中和剤を加え、80~95℃で中和工程を行うことができる。中和剤は、ナフタレンスルホン酸と未反応硫酸に対してそれぞれ1.0~1.1モル倍添加することが好ましい。また、中和により生じる水不溶解物を除去することができ、その方法として好ましくは濾過による分離が挙げられる。これらの工程によって、ナフタレンスルホン酸ホルムアルデヒド縮合物水溶性塩の水溶液が得られる。この水溶液は、そのまま(A)成分の水溶液として使用することができる。更に必要に応じて該水溶液を乾燥、粉末化して粉末状のナフタレンスルホン酸ホルムアルデヒド縮合物の塩を得ることができ、これを粉末状の(A)成分として使用することができる。
乾燥、粉末化は、噴霧乾燥、ドラム乾燥、凍結乾燥等により行うことができる。
乾燥、粉末化は、噴霧乾燥、ドラム乾燥、凍結乾燥等により行うことができる。
(A)成分としては、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩以外に、フェノール系分散剤、リグニン系分散剤、メラミン系分散剤、スチレンスルホン酸系分散剤が挙げられる。
<(B)成分>
<化合物(B1)>
化合物(B1)は、前記一般式(B1)で表される化合物である。
一般式(B1)中のR11は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。
本明細書において、置換基は、最も基本的な有機化合物の水素原子の代わりに導入された原子又は原子団のことである(化学辞典、第一版、第七刷、(株)東京化学同人、2003年4月1日)。
置換基を含む炭化水素は、炭化水素の誘導体であってよい。誘導体とは、ある炭化水素を母体として考えたとき、官能基の導入、酸化、還元、原子の置き換えなど、母体の構造や性質を大幅に変えない程度の改変がなされた化合物のことである。
<化合物(B1)>
化合物(B1)は、前記一般式(B1)で表される化合物である。
一般式(B1)中のR11は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。
本明細書において、置換基は、最も基本的な有機化合物の水素原子の代わりに導入された原子又は原子団のことである(化学辞典、第一版、第七刷、(株)東京化学同人、2003年4月1日)。
置換基を含む炭化水素は、炭化水素の誘導体であってよい。誘導体とは、ある炭化水素を母体として考えたとき、官能基の導入、酸化、還元、原子の置き換えなど、母体の構造や性質を大幅に変えない程度の改変がなされた化合物のことである。
R11の炭化水素基としては、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基(以下、置換アリール基という)から選ばれる基が挙げられる。R11の炭化水素基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、アルキル基、アルケニル基及び置換アリール基から選ばれる基が好ましく、アルケニル基及び置換アリール基から選ばれる基がより好ましい。
R11のアルキル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基である。
R11のアルケニル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R11の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R11のアルキル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基である。
R11のアルケニル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R11の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R11は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と経済的な観点から、好ましくはアルキル基である。
R11は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R11は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水硬性組成物の泡立ちを抑える観点とから、好ましくは置換アリール基である。
R11は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R11は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水硬性組成物の泡立ちを抑える観点とから、好ましくは置換アリール基である。
R11の炭素数は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下である。
R11の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下の炭化水素基、及び該炭化水素基の水素原子が置換基で置換された炭化水素基から選ばれる基が挙げられる。
R11の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R11の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
また、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水硬性組成物の泡立ちを抑える観点からR11は、置換アリール基が好ましく、ジスチレン化フェニル基がより好ましい。
R11の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R11の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
また、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水硬性組成物の泡立ちを抑える観点からR11は、置換アリール基が好ましく、ジスチレン化フェニル基がより好ましい。
R11の炭化水素基としては、前記の通り、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基(以下、置換アリール基という)から選ばれる基が挙げられる。R11の炭化水素基は、蒸気養生後の硬化体の強度発現の観点から、アルキル基、アルケニル基及び置換アリール基から選ばれる基が好ましく、アルケニル基及び置換アリール基から選ばれる基がより好ましい。
R11のアルケニル基は、蒸気養生後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R11の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R11のアルケニル基は、蒸気養生後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R11の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R11は、蒸気養生後の硬化体の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R11は、蒸気養生後の硬化体の硬化体の強度発現の観点と水硬性組成物の泡立ちを抑える観点から、好ましくは置換アリール基である。
R11は、蒸気養生後の硬化体の硬化体の強度発現の観点と水硬性組成物の泡立ちを抑える観点から、好ましくは置換アリール基である。
R11の炭素数は、蒸気養生後の硬化体の硬化体の強度発現の観点から、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下である。
R11の具体例を挙げると、蒸気養生後の硬化体の硬化体の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R11の他の具体例を挙げると、蒸気養生後の硬化体の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
また、蒸気養生後の硬化体の強度発現と水硬性組成物の泡立ちを抑える観点からR11は、置換アリール基が好ましく、トリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基がより好ましい。
R11の他の具体例を挙げると、蒸気養生後の硬化体の硬化体の強度発現の観点から、炭素数が好ましくは8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数8以上、更に好ましくは10以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
また、蒸気養生後の硬化体の強度発現と水硬性組成物の泡立ちを抑える観点からR11は、置換アリール基が好ましく、トリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基がより好ましい。
更に具体的には、R11としては、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基、トリベンジルフェニル基及びジスチレン化フェニル基から選ばれる基が挙げられ、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基、トリベンジルフェニル基及びジスチレン化フェニル基から選ばれる基が挙げられ、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、オレイル基、トリベンジルフェニル基及びジスチレン化フェニル基から選ばれる基が挙げられ、より更に好ましくは、オレイル基、ステアリル基、ジスチレン化フェニル基及びトリベンジルフェニル基から選ばれる基が挙げられる。これらの基は、蒸気養生後の硬化体の強度発現の観点と流動性向上の観点から、好ましい。また、これらの基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましい。
一般式(B1)中、AOは、炭素数2以上4以下のアルキレンオキシ基であり、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である。遠心成型性及び/又は硬化体の強度発現の観点から、AOが炭素数2のアルキレンオキシ基を含むことが好ましい。
一般式(B1)中、n1は、AOの平均付加モル数であり、遠心成型性及び/又は硬化体の強度発現の観点とセメント分散性の観点から1以上200以下の数である。n1は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と流動性向上の観点から、好ましくは10以上、より好ましくは20以上、そして(A)成分との相互作用しやすさ及び経済的な観点と遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは60以下、より好ましくは40以下の数である。
一般式(B1)中、n1は、AOの平均付加モル数であり、遠心成型性及び/又は硬化体の強度発現の観点とセメント分散性の観点から1以上200以下の数である。n1は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と流動性向上の観点から、好ましくは10以上、より好ましくは20以上、そして(A)成分との相互作用しやすさ及び経済的な観点と遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは60以下、より好ましくは40以下の数である。
n1は、R11が置換アリール基である場合、蒸気養生後の硬化体の強度発現の観点から、10以上が好ましく、15以上がより好ましく、25以上が更に好ましく、65以下が好ましく、50以下がより好ましく、40以下が更に好ましく、35以下がより更に好ましい。
n1は、R11がアルケニル基である場合、蒸気養生後の硬化体の強度発現の観点から、5以上が好ましく、8以上がより好ましく、9以上が更に好ましく、65以下が好ましく、50以下がより好ましく、40以下が更に好ましく、35以下がより更に好ましく、25以下がより更に好ましく、20以下がより更に好ましく、12以下がより更に好ましい。
n1は、R11がアルキル基である場合、蒸気養生後の硬化体の強度発現の観点から、15以上が好ましく、20以上がより好ましく、55以下が好ましく、30以下がより好ましい。
n1は、R11がアルケニル基である場合、蒸気養生後の硬化体の強度発現の観点から、5以上が好ましく、8以上がより好ましく、9以上が更に好ましく、65以下が好ましく、50以下がより好ましく、40以下が更に好ましく、35以下がより更に好ましく、25以下がより更に好ましく、20以下がより更に好ましく、12以下がより更に好ましい。
n1は、R11がアルキル基である場合、蒸気養生後の硬化体の強度発現の観点から、15以上が好ましく、20以上がより好ましく、55以下が好ましく、30以下がより好ましい。
一般式(B1)中、Mは対イオンであり、水素イオン、アルカリ金属イオン、アルカリ土類金属イオン(1/2イオン)、及びアンモニウムイオンから選ばれるイオンが挙げられる。
Mは、遠心成型性及び/又は硬化体の強度発現の観点と化合物の製造し易さの観点から、好ましくは、アンモニウムイオンである。
Mは、遠心成型性及び/又は硬化体の強度発現の観点と化合物の臭気の観点から、好ましくはアルカリ金属イオン、より好ましくはナトリウムイオン及びカリウムイオンから選ばれるアルカリ金属イオンである。
Mは、遠心成型性及び/又は硬化体の強度発現の観点と化合物の製造し易さの観点から、好ましくは、アンモニウムイオンである。
Mは、遠心成型性及び/又は硬化体の強度発現の観点と化合物の臭気の観点から、好ましくはアルカリ金属イオン、より好ましくはナトリウムイオン及びカリウムイオンから選ばれるアルカリ金属イオンである。
化合物(B1)としては、ポリオキシエチレンオレイルエーテル硫酸エステル化物等のポリオキシエチレンアルケニルエーテル硫酸エステル化物又はその塩や、ポリオキシエチレンジスチレン化フェニルエーテル硫酸エステル化物などのポリオキシエチレン置換アリールエーテル硫酸エステル化物又はその塩を挙げることが出来る。
<化合物(B2)>
化合物(B2)は、前記一般式(B2)で表される化合物である。
一般式(B2)中のR21は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。置換基は化合物(B1)で述べた通りである。
化合物(B2)は、前記一般式(B2)で表される化合物である。
一般式(B2)中のR21は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。置換基は化合物(B1)で述べた通りである。
R21の炭化水素基としては、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基(以下、置換アリール基という)から選ばれる基が挙げられる。R21の炭化水素基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、アルキル基及びアルケニル基から選ばれる基が好ましい。
R21のアルキル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基である。
R21のアルケニル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R21の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R21のアルキル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基である。
R21のアルケニル基は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R21の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R21は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と経済的な観点から、好ましくはアルキル基である。
R21は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R21は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R21の炭素数は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と分散性向上の観点から、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下である。
R21の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下の炭化水素基、及び該炭化水素基の水素原子が置換基で置換された炭化水素基から選ばれる基が挙げられる。
R21の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基、並びに炭化水素基で置換されたフェニル基から選ばれる基が挙げられる。
R21の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。また、R21の他の具体例として、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、スチレン化したフェニル基が挙げられる。
R21の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基、並びに炭化水素基で置換されたフェニル基から選ばれる基が挙げられる。
R21の他の具体例を挙げると、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。また、R21の他の具体例として、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、スチレン化したフェニル基が挙げられる。
更に具体的には、R21としては、例えば、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基が挙げられ、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点と流動性向上の観点から、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基が挙げられ、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基が挙げられる。
R21の炭化水素基としては、前記の通り、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基(以下、置換アリール基という)が挙げられる。R21の炭化水素基は、蒸気養生後の硬化体の強度発現の観点から、置換アリール基及びアルケニル基から選ばれる基が好ましい。
R21の置換アリール基は、炭化水素基で置換されたアリール基であり、炭素数13以上27以下の置換アリール基が挙げられる。
R11の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R21の置換アリール基は、炭化水素基で置換されたアリール基であり、炭素数13以上27以下の置換アリール基が挙げられる。
R11の置換アリール基は、芳香環の水素原子が置換基で置換されたアリール基であり、芳香環の水素原子が炭化水素基で置換されたアリール基が挙げられる。置換基を含めた置換アリール基の炭素数が4以上27以下である。置換アリール基として、芳香環の水素原子の1つ、2つ又は3つが、炭化水素基などの置換基で、置換されたアリール基が挙げられる。置換アリール基のアリール基はフェニル基が好ましい。置換アリール基として、炭素数13以上27以下の置換アリール基が挙げられる。置換アリール基の置換基は、炭素数1以上10以下の炭化水素基が挙げられる。
置換アリール基としては、炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。置換アリール基は、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基が挙げられる。
置換アリール基は、好ましくはモノベンジルフェニル基、ジベンジルフェニル基、トリベンジルフェニル基、モノスチレン化フェニル基、及びジスチレン化フェニル基から選ばれる基であり、より好ましくはトリベンジルフェニル基、及びジスチレン化フェニル基から選ばれる基である。
R21は、蒸気養生後の強度発現の観点と水硬性組成物の泡立ちを抑える観点から、好ましくは置換アリール基である。
R21は、蒸気養生後の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R21は、蒸気養生後の硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R21の置換アリール基は、蒸気養生後の硬化体の強度発現の観点から、好ましくはジスチレン化フェニル基である。
R21のアルケニル基は、蒸気養生後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R21のアルケニル基は、蒸気養生後の硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R21の炭素数は、蒸気養生後の硬化体の強度発現の観点と分散性向上の観点から、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下である。
R21の具体例を挙げると、蒸気養生後の硬化体の強度発現の観点と分散性向上の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下の炭化水素基、及び該炭化水素基の水素原子が置換基で置換された炭化水素基から選ばれる基が挙げられる。
R21の他の具体例を挙げると、蒸気養生後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下の又はアルケニル基、及び該アルケニル基の水素原子が置換基で置換された基、並びに置換アリール基、好ましくは炭化水素基で置換されたフェニル基から選ばれる基が挙げられる。
R21の他の具体例を挙げると、蒸気養生後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。また、置換アリール基として、ジスチレン化フェニル基が好ましい。
R21の他の具体例を挙げると、蒸気養生後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、そして、好ましくは22以下の又はアルケニル基、及び該アルケニル基の水素原子が置換基で置換された基、並びに置換アリール基、好ましくは炭化水素基で置換されたフェニル基から選ばれる基が挙げられる。
R21の他の具体例を挙げると、蒸気養生後の硬化体の強度発現の観点から、炭素数が好ましくは10以上、更に好ましくは12以上、より更に好ましくは16以上、そして、好ましくは22以下、更に好ましくは20以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。また、置換アリール基として、ジスチレン化フェニル基が好ましい。
更に具体的には、R21としては、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基、及びジスチレン化フェニル基から選ばれる基が挙げられ、蒸気養生後の硬化体の強度発現の観点と流動性向上の観点から、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基及びジスチレン化フェニル基から選ばれる基が挙げられ、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、オレイル基及びジスチレン化フェニル基から選ばれる基が挙げられる。
一般式(B2)中、Xは、O又はCOOであり、好ましくはOである。
一般式(B2)中、AOは、炭素数2以上4以下のアルキレンオキシ基であり、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である。遠心成型性及び/又は硬化体の強度発現の観点から、AOが炭素数2のアルキレンオキシ基を含むことが好ましい。
一般式(B2)中、n2は、AOの平均付加モル数であり、遠心成型性及び/又は硬化体の強度発現の観点とセメント分散性の観点から1以上200以下の数である。n2は、遠心成型性及び/又は硬化体の強度発現の観点と流動性向上の観点から、好ましくは10以上、より好ましくは20以上、そして(A)成分との相互作用しやすさ及び経済的な観点と遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは60以下、より好ましくは40以下の数である。
一般式(B2)中、AOは、炭素数2以上4以下のアルキレンオキシ基であり、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である。遠心成型性及び/又は硬化体の強度発現の観点から、AOが炭素数2のアルキレンオキシ基を含むことが好ましい。
一般式(B2)中、n2は、AOの平均付加モル数であり、遠心成型性及び/又は硬化体の強度発現の観点とセメント分散性の観点から1以上200以下の数である。n2は、遠心成型性及び/又は硬化体の強度発現の観点と流動性向上の観点から、好ましくは10以上、より好ましくは20以上、そして(A)成分との相互作用しやすさ及び経済的な観点と遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは60以下、より好ましくは40以下の数である。
n2は、R21が置換アリール基である場合、蒸気養生後の硬化体の強度発現の観点から、10以上が好ましく、25以下が好ましく、15以下がより好ましい。
n2は、R21がアルキル基である場合、蒸気養生後の硬化体の強度発現の観点から、1以上が好ましく、5以下が好ましい。
n2は、R21がアルケニル基である場合、蒸気養生後の硬化体の強度発現の観点から、5以上が好ましく、8以上がより好ましく、10以上が更に好ましく、65以下が好ましく、50以下がより好ましく、40以下が更に好ましく、35以下がより更に好ましく、25以下がより更に好ましく、15以下がより更に好ましい。
n2は、R21がアルキル基である場合、蒸気養生後の硬化体の強度発現の観点から、1以上が好ましく、5以下が好ましい。
n2は、R21がアルケニル基である場合、蒸気養生後の硬化体の強度発現の観点から、5以上が好ましく、8以上がより好ましく、10以上が更に好ましく、65以下が好ましく、50以下がより好ましく、40以下が更に好ましく、35以下がより更に好ましく、25以下がより更に好ましく、15以下がより更に好ましい。
一般式(B2)中、R22は、水素原子又は炭素数1以上3以下のアルキル基であり、水素原子が好ましい。
化合物(B2)としては、ポリオキシエチレン2-エチルヘキシルエーテル、ポリオキシエチレンデシルエーテル、ポリオキシエチレンラウリルエーテル、ポリオキシエチレンオレイルエーテル等のポリオキシエチレンアルキルエーテル及びポリオキシエチレンアルケニルエーテルが挙げられる。また、ポリオキシエチレンモノステアレート等のポリオキシエチレンアルキルエステルが挙げられる。また、ポリオキシエチレンジスチレン化フェニルエーテル等のポリオキシエチレン置換アリールエーテルが挙げられる。
<化合物(B3)>
化合物(B3)は、前記一般式(B3)で表される化合物である。
一般式(B3)中のR31は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。置換基は、化合物(B1)で述べた通りである。
化合物(B3)は、前記一般式(B3)で表される化合物である。
一般式(B3)中のR31は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。置換基は、化合物(B1)で述べた通りである。
R31の炭化水素基としては、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基(以下、置換アリール基という)から選ばれる基が挙げられる。置換アリール基は、芳香環の水素原子の1つ、2つ又は3つが置換されたアリール基が挙げられる。R31の炭化水素基は、遠心成型性及び/又は硬化体の強度発現の観点から、アルキル基及びアルケニル基から選ばれる基が好ましい。
R31のアルキル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基アルキル基である。
R31のアルケニル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R31は、遠心成型性及び/又は硬化体の強度発現の観点と経済的な観点から、好ましくはアルキル基である。
R31は、遠心成型性及び/又は硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R31のアルキル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基アルキル基である。
R31のアルケニル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R31は、遠心成型性及び/又は硬化体の強度発現の観点と経済的な観点から、好ましくはアルキル基である。
R31は、遠心成型性及び/又は硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R31の炭素数は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下から選択できる。
R31の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下の炭化水素基、及び該炭化水素基の水素原子が置換基で置換された炭化水素基から選ばれる基が挙げられる。
R31の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R31の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
R31の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R31の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
更に具体的には、R31としては、例えば、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基が挙げられ、遠心成型性及び/又は硬化体の強度発現の観点と流動性向上の観点から、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基が挙げられ、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基が挙げられる。
一般式(B3)中、AOは、炭素数2以上4以下のアルキレンオキシ基であり、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である。遠心成型性及び/又は硬化体の強度発現の観点から、AOが炭素数2のアルキレンオキシ基を含むことが好ましい。
一般式(B3)中、n3及びn4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数である。遠心成型性及び/又は硬化体の強度発現の観点とセメント分散性の観点から、n3及びn4の合計は、1以上、好ましくは10以上、より好ましくは20以上、そして、経済的な観点から、200以下、好ましくは60以下、より好ましくは40以下の数である。
一般式(B3)中、R32及びR33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基である。R32及びR33は、それぞれ、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは水素原子である。
化合物(B3)としては、ポリオキシエチレンアルキルアミン等のポリオキシアルキレンアルキルアミンが挙げられる。
<化合物(B4)>
化合物(B4)は、前記一般式(B4)で表される化合物である。
一般式(B4)中のR41は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。置換基は、化合物(B1)で述べた通りである。
化合物(B4)は、前記一般式(B4)で表される化合物である。
一般式(B4)中のR41は、炭素数4以上27以下の炭化水素基である。この炭化水素基は、置換基を含む炭化水素基を含む。置換基は、化合物(B1)で述べた通りである。
R41の炭化水素基としては、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基(以下、置換アリール基という)から選ばれる基が挙げられる。置換アリール基は、芳香環の水素原子の1つ、2つ又は3つが置換されたアリール基が挙げられる。R41の炭化水素基は、遠心成型性及び/又は硬化体の強度発現の観点から、アルキル基及びアルケニル基から選ばれる基が好ましい。
R41のアルキル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基である。
R41のアルケニル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R41は、遠心成型性及び/又は硬化体の強度発現の観点と経済的な観点から、好ましくはアルキル基である。
R41は、遠心成型性及び/又は硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R41のアルキル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基である。
R41のアルケニル基は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基である。
R41は、遠心成型性及び/又は硬化体の強度発現の観点と経済的な観点から、好ましくはアルキル基である。
R41は、遠心成型性及び/又は硬化体の強度発現の観点と水への溶解し易さの観点から、好ましくはアルケニル基である。
R41の炭素数は、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下から選択できる。
R41の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下の炭化水素基、及び該炭化水素基の水素原子が置換基で置換された炭化水素基から選ばれる基が挙げられる。
R41の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R41の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
R41の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基又はアルケニル基、及び該アルキル基又は該アルケニル基の水素原子が置換基で置換された基から選ばれる基が挙げられる。
R41の他の具体例を挙げると、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルキル基、好ましくは脂肪族アルキル基、より好ましくは直鎖脂肪族アルキル基、及び、好ましくは炭素数10以上、より好ましくは12以上、そして、好ましくは27以下、より好ましくは26以下、更に好ましくは24以下のアルケニル基、好ましくは脂肪族アルケニル基、より好ましくは直鎖脂肪族アルケニル基から選ばれる基が挙げられる。
更に具体的には、R41としては、例えば、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基が挙げられ、遠心成型性及び/又は硬化体の強度発現の観点と流動性向上の観点から、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基が挙げられ、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基が挙げられる。
一般式(B4)中、AOは、炭素数2以上4以下のアルキレンオキシ基であり、遠心成型性及び/又は硬化体の強度発現の観点から、好ましくは炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である。遠心成型性及び/又は硬化体の強度発現の観点から、AOが炭素数2のアルキレンオキシ基を含むことが好ましい。
一般式(B4)中、Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mである。Mは対イオンであり、水素イオン、アルカリ金属イオン、アルカリ土類金属イオン(1/2イオン)、アンモニウムイオンなどが挙げられる。Mは、遠心成型性及び/又は硬化体の強度発現の観点と化合物の製造し易さの観点から、好ましくは、アンモニウムイオンである。Mは、遠心成型性及び/又は硬化体の強度発現の観点と化合物の臭気の観点から、好ましくはアルカリ金属イオン、より好ましくはナトリウムイオン及びカリウムイオンから選ばれるアルカリ金属イオンである。
一般式(B4)中、n5及びn6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数である。n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子である。遠心成型性及び/又は硬化体の強度発現の観点とセメント分散性の観点から、n5及びn6の合計は、1以上、好ましくは20以上、より好ましくは50以上、そして、遠心成型性及び/又は硬化体の強度発現の観点と経済的な観点から、200以下、好ましくは150以下、より好ましくは100以下の数である。n5及びn6は同時に0にはならない。従って化合物(B4)は、(AO)n5-SO3M及び(AO)n6-SO3Mの少なくとも1つを有する。
化合物(B4)としては、牛脂アミンエチレンオキシド付加物硫酸エステル化物等の脂肪族アミンアルキレン付加物の硫酸エステル化物が挙げられる。
(B)成分は、化合物(B1)、化合物(B2)、化合物(B3)、及び化合物(B4)に属する化合物の1種以上であってもよい。
(B)成分は、遠心成型性及び/又は硬化体の強度発現の観点から、化合物(B1)、化合物(B2)及び化合物(B3)から選ばれる1種以上の化合物が好ましい。
(B)成分は、遠心成型性及び/又は硬化体の強度発現の観点から、化合物(B1)から選ばれる1種以上の化合物が好ましい。
本発明の水硬性組成物用分散剤組成物は、(B)成分として、遠心成型性及び/又は硬化体の強度発現の観点から、化合物(B1)、化合物(B2)及び化合物(B3)から選ばれる1種以上の化合物、更に、化合物(B1)から選ばれる1種以上の化合物を含有することが好ましい。
(B)成分は、遠心成型性及び/又は硬化体の強度発現の観点から、化合物(B1)、化合物(B2)及び化合物(B3)から選ばれる1種以上の化合物が好ましい。
(B)成分は、遠心成型性及び/又は硬化体の強度発現の観点から、化合物(B1)から選ばれる1種以上の化合物が好ましい。
本発明の水硬性組成物用分散剤組成物は、(B)成分として、遠心成型性及び/又は硬化体の強度発現の観点から、化合物(B1)、化合物(B2)及び化合物(B3)から選ばれる1種以上の化合物、更に、化合物(B1)から選ばれる1種以上の化合物を含有することが好ましい。
<水硬性組成物用分散剤組成物の組成等>
本発明の水硬性組成物用分散剤組成物は、遠心成型性と遠心成形後及び蒸気養生後の強度発現の観点から、(A)成分を、固形分中、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、そして、好ましくは99質量%以下、より好ましくは97質量%以下、更に好ましくは95質量%以下含有する。
なお、水硬性組成物用分散剤組成物について、固形分とは、水以外の成分をいう。
本発明の水硬性組成物用分散剤組成物は、遠心成型性と遠心成形後及び蒸気養生後の強度発現の観点から、(A)成分を、固形分中、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、そして、好ましくは99質量%以下、より好ましくは97質量%以下、更に好ましくは95質量%以下含有する。
なお、水硬性組成物用分散剤組成物について、固形分とは、水以外の成分をいう。
本発明の水硬性組成物用分散剤組成物は、(B)成分を、遠心成型性及び/又は硬化体の強度発現の観点から、固形分中、好ましくは2質量%以上、より好ましくは5質量%以上、更に好ましくは7質量%以上、そして、好ましくは90質量%以下、より好ましくは80質量%以下、更に好ましくは70質量%以下含有する。
本発明の水硬性組成物用分散剤組成物は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点並びに蒸気養生後の硬化体の強度発現の観点から、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が、好ましくは1質量%以上60質量%以下である。この割合は、[(B)成分の含有量/〔(A)成分の含有量+(B)成分の含有量〕]×100(質量%)により求められる。以下、この割合を、(B)/〔(A)+(B)〕とも表す。(B)/〔(A)+(B)〕は、遠心成型性及び/又は遠心成型後の硬化体の強度発現並びに蒸気養生後の硬化体の強度発現の観点の観点から、より好ましくは3質量%以上、更に好ましくは5質量%以上、より更に好ましくは10質量%以上、より更に好ましくは20質量%、そして、より好ましくは50質量%以下、更に好ましくは40質量%以下、より更に好ましくは30質量%以下である。本発明の蒸気養生用水硬性組成物用分散剤組成物では、(B)/〔(A)+(B)〕は、1質量%以上60質量%以下である。(B)/〔(A)+(B)〕は、本発明の水硬性組成物用分散剤組成物を製造する際の(A)成分の混合量と(B)成分の混合量とに基づいて算出されてもよい。
(B)/〔(A)+(B)〕は、蒸気養生後の硬化体の強度発現の観点から、R11が炭素数16以上20以下の炭化水素基である場合、好ましくは7質量%以上、より好ましくは15質量%以上、そして、好ましくは55質量%以下、より好ましくは45質量%以下、更に好ましくは35質量%以下、より更に好ましくは25質量%以下である。
また、(B)/〔(A)+(B)〕は、蒸気養生後の硬化体の強度発現の観点から、R11が炭素数6以上10以下の炭化水素基である場合、好ましくは7質量%以上15質量%以下である。
また、(B)/〔(A)+(B)〕は、蒸気養生後の硬化体の強度発現の観点から、R11が炭素数6以上10以下の炭化水素基である場合、好ましくは7質量%以上15質量%以下である。
(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物である場合、本発明の水硬性組成物用分散剤組成物は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点並びに蒸気養生後の強度発現の観点から、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは、0.2%以上50%以下である。同様の観点で、前記モル割合は、好ましくは0.5%以上、より好ましくは0.8%以上、更に好ましくは1.5%以上、より更に好ましくは5%以上、そして、好ましくは45%以下、より好ましくは30%以下、更に好ましくは20%以下、より更に好ましくは15%以下、より更に好ましくは10%以下、より更に好ましくは8%以下である。
前記モル割合は、R11がアラルキルである場合、好ましくは1.5%以上、より好ましくは2%以上、そして、好ましくは7%以下、より好ましくは6%以下、更に好ましくは5%以下、より更に好ましくは4.5%以下、より更に好ましくは3%以下である。
前記モル割合は、R11がアルケニルである場合、好ましくは1.5%以上、より好ましくは3%以上、更に好ましくは4%以上、より更に好ましくは6.5%以上、そして、好ましくは9%以下、より好ましくは8%以下である。
前記モル割合は、R11が炭素数16以上18以下のアルキル基である場合、好ましくは0.5%以上、より好ましくは1%以上、更に好ましくは2%以上、より更に好ましくは3.5%以上、より更に好ましくは5%以上、そして、好ましくは45%以下、より好ましくは40%以下、更に好ましくは25%以下、より更に好ましくは15%以下、より更に好ましくは10%以下である。
前記モル割合は、R11が炭素数6以上10以下のアルキル基である場合、好ましくは0.3%以上、より好ましくは0.5%以上、更に好ましくは1.5%以上、そして、好ましくは7%以下、より好ましくは6%以下、更に好ましくは3%以下である。
前記モル割合は、R11がアルケニルである場合、好ましくは1.5%以上、より好ましくは3%以上、更に好ましくは4%以上、より更に好ましくは6.5%以上、そして、好ましくは9%以下、より好ましくは8%以下である。
前記モル割合は、R11が炭素数16以上18以下のアルキル基である場合、好ましくは0.5%以上、より好ましくは1%以上、更に好ましくは2%以上、より更に好ましくは3.5%以上、より更に好ましくは5%以上、そして、好ましくは45%以下、より好ましくは40%以下、更に好ましくは25%以下、より更に好ましくは15%以下、より更に好ましくは10%以下である。
前記モル割合は、R11が炭素数6以上10以下のアルキル基である場合、好ましくは0.3%以上、より好ましくは0.5%以上、更に好ましくは1.5%以上、そして、好ましくは7%以下、より好ましくは6%以下、更に好ましくは3%以下である。
また、本発明の水硬性組成物用分散剤組成物は、コンクリート練上り性向上の観点から、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは、16.1%以上50%以下であり、より好ましくは30.1%以上である。
なお、前記の(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合は、(A)成分中のナフタレン環を含むモノマー単位の総量と(B)成分の総量に基づいて算出される。具体的には、以下の式により算出される。
モル割合(%)=[〔(B)成分の総量(モル)〕/〔(A)成分中のナフタレン環を含むモノマー単位の総量(モル)〕]×100
モル割合(%)=[〔(B)成分の総量(モル)〕/〔(A)成分中のナフタレン環を含むモノマー単位の総量(モル)〕]×100
(A)成分が、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩の場合、ナフタレン環を含むモノマー単位は、ナフタレンスルホン酸又はその塩とホルムアルデヒドとが脱水縮合反応して形成されたモノマー単位である。(A)成分がナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩の場合、当該化合物中のナフタレン環を含むモノマー単位の総量(モル)は、以下の式により算出される。式中、ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩をNSFと表記する。
NSF中のナフタレン環を含むモノマー単位の総量(モル)=〔NSF中のナフタレン環を含むモノマー単位の質量の総量〕/〔NSF中のナフタレン環を含むモノマー単位の分子量〕
NSF中のナフタレン環を含むモノマー単位の総量(モル)=〔NSF中のナフタレン環を含むモノマー単位の質量の総量〕/〔NSF中のナフタレン環を含むモノマー単位の分子量〕
(A)成分中のナフタレン環を含むモノマー単位の質量の総量は、(A)成分がナフタレンスルホン酸又はその塩とホルムアルデヒドとの縮合物の場合、当該化合物の全質量である。
また、(A)成分中のナフタレン環を含むモノマー単位の質量の総量は、(A)成分がナフタレンスルホン酸又はその塩と、ホルムアルデヒドと、ナフタレン環を含まない他のモノマーとの縮合物の場合、当該化合物の全質量から、前記ナフタレン環を含まない他のモノマー及びホルムアルデヒドに由来するモノマー単位の質量を除いた質量である。
前記ナフタレン環を含まない他のモノマーに由来するモノマー単位の質量は、合成時の仕込み量から算出しても良いし、核磁気共鳴スペクトル装置などの共重合質量比を求めることができる一般的な解析装置を用いて算出しても良い。
また、(A)成分中のナフタレン環を含むモノマー単位の質量の総量は、(A)成分がナフタレンスルホン酸又はその塩と、ホルムアルデヒドと、ナフタレン環を含まない他のモノマーとの縮合物の場合、当該化合物の全質量から、前記ナフタレン環を含まない他のモノマー及びホルムアルデヒドに由来するモノマー単位の質量を除いた質量である。
前記ナフタレン環を含まない他のモノマーに由来するモノマー単位の質量は、合成時の仕込み量から算出しても良いし、核磁気共鳴スペクトル装置などの共重合質量比を求めることができる一般的な解析装置を用いて算出しても良い。
また、(A)成分中のナフタレン環を含むモノマー単位の分子量は、(A)成分がナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩の場合、ナフタレンスルホン酸ナトリウムの分子量(230.2)とホルムアルデヒドの分子量(30.0)の和から縮合反応の副生成物である水の分子量(18.0)を引いた数値、すなわち242.2のように決定できる。
本発明の水硬性組成物用分散剤組成物では、例えば(A)成分がナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、(B)成分がポリオキシエチレンアルキルエーテル硫酸エステルアンモニウム塩の場合、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合は、再沈殿法や分液法などの一般的な方法で(A)成分と(B)成分を分離し、その質量比を測定して計算により求めることができる。
また、水硬性組成物用分散剤組成物中の(A)成分及び(B)成分の構造は、再沈殿法や分液法などの一般的な方法で(A)成分及び(B)成分を分離し、核磁気共鳴スペクトル測定装置や液体クロマトグラフィーなどの一般的な解析装置を用いて解析することができる。
また、水硬性組成物用分散剤組成物中の(A)成分及び(B)成分の構造は、再沈殿法や分液法などの一般的な方法で(A)成分及び(B)成分を分離し、核磁気共鳴スペクトル測定装置や液体クロマトグラフィーなどの一般的な解析装置を用いて解析することができる。
本発明の水硬性組成物用分散剤組成物は、遠心成型性及び/又は硬化体の強度発現の観点と減水性と流動保持性を更に高める観点及び蒸気養生後の硬化体の強度発現の観点から、(C)ポリカルボン酸系共重合体〔以下、(C)成分という〕を含有することができる。
(C)成分としては、下記一般式(C1)で示される単量体(C1)と下記一般式(C2)で示される単量体(C2)とを構成単量体として含む共重合体〔以下、共重合体(C)という〕が挙げられる。
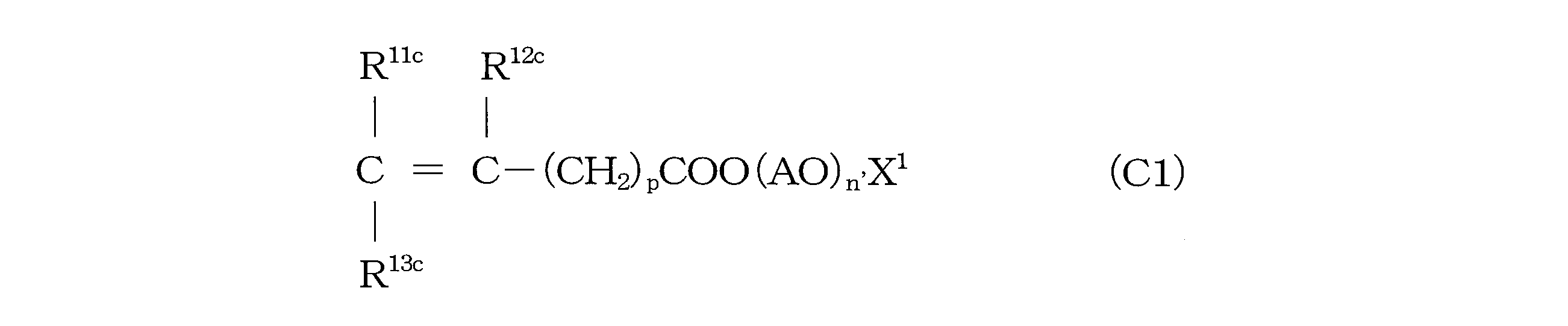
〔式中、
R11c、R12c:同一でも異なっていても良く、水素原子又はメチル基
R13c:水素原子又は-COO(AO)n’X1
X1:炭素数1以上4以下のアルキル基
AO:エチレンオキシ基及びプロピレンオキシ基から選ばれる基
n’:AOの平均付加モル数であり、1以上300以下の数
p:0以上2以下の数
を示す。〕
R11c、R12c:同一でも異なっていても良く、水素原子又はメチル基
R13c:水素原子又は-COO(AO)n’X1
X1:炭素数1以上4以下のアルキル基
AO:エチレンオキシ基及びプロピレンオキシ基から選ばれる基
n’:AOの平均付加モル数であり、1以上300以下の数
p:0以上2以下の数
を示す。〕
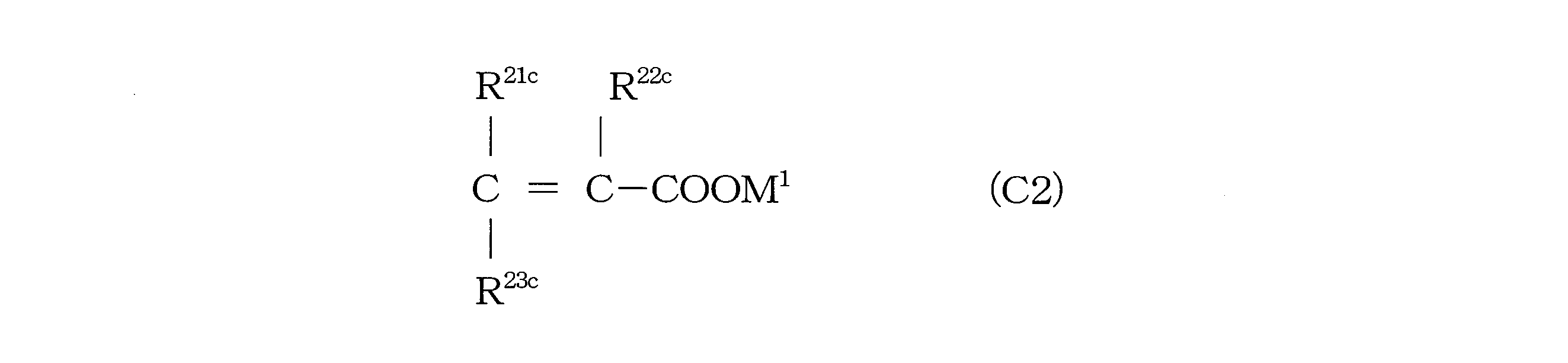
〔式中、
R21c、R22c、R23c:同一でも異なっていても良く、水素原子、メチル基又は(CH2)rCOOM2であり、(CH2)rCOOM2は、COOM1又は他の(CH2)rCOOM2と無水物を形成していてもよく、その場合、それらの基のM1、M2は存在しない。
M1、M2:同一でも異なっていても良く、水素原子、アルカリ金属、アルカリ土類金属(1/2原子)、アンモニウム基、アルキルアンモニウム基又は置換アルキルアンモニウム基
r:0以上2以下の数
を示す。〕
R21c、R22c、R23c:同一でも異なっていても良く、水素原子、メチル基又は(CH2)rCOOM2であり、(CH2)rCOOM2は、COOM1又は他の(CH2)rCOOM2と無水物を形成していてもよく、その場合、それらの基のM1、M2は存在しない。
M1、M2:同一でも異なっていても良く、水素原子、アルカリ金属、アルカリ土類金属(1/2原子)、アンモニウム基、アルキルアンモニウム基又は置換アルキルアンモニウム基
r:0以上2以下の数
を示す。〕
一般式(C1)中、R11cは、水素原子が好ましい。
一般式(C1)中、R12cは、メチル基が好ましい。
一般式(C1)中、R13cは、水素原子が好ましい。
一般式(C1)中、X1は、メチル基が好ましい。
一般式(C1)中、AOは、エチレンオキシ基が好ましい。AOはエチレンオキシ基を含むことが好ましい。
一般式(C1)中、R12cは、メチル基が好ましい。
一般式(C1)中、R13cは、水素原子が好ましい。
一般式(C1)中、X1は、メチル基が好ましい。
一般式(C1)中、AOは、エチレンオキシ基が好ましい。AOはエチレンオキシ基を含むことが好ましい。
一般式(C1)中、n’は、AOの平均付加モル数であり、1以上300以下の数である。n’は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、好ましくは100以上、より好ましくは110以上、そして、好ましくは200以下、より好ましくは150以下の数である。
また、n’は、蒸気養生後の硬化体の強度発現の観点から、好ましくは5以上、より好ましくは20以上、更に好ましくは40以上、そして、好ましくは200以下、より好ましくは150以下、更に好ましくは100以下、より更に好ましくは80以下、より更に好ましくは50以下の数である。
一般式(C1)中、pは、0が好ましい。
一般式(C2)中、R21cは、水素原子が好ましい。
一般式(C2)中、R22cは、メチル基が好ましい。
一般式(C2)中、R23cは、水素原子が好ましい。
(CH2)rCOOM2については、COOM1又は他の(CH2)rCOOM2と無水物を形成していてもよく、その場合、それらの基のM1、M2は存在しない。
共重合体(I)について、一般式(C2)中、M1、M2は、同一でも異なっていても良く、それぞれ、水素原子が好ましい。
一般式(C2)中の(CH2)rCOOM2のrは、1が好ましい。
一般式(C2)中、R22cは、メチル基が好ましい。
一般式(C2)中、R23cは、水素原子が好ましい。
(CH2)rCOOM2については、COOM1又は他の(CH2)rCOOM2と無水物を形成していてもよく、その場合、それらの基のM1、M2は存在しない。
共重合体(I)について、一般式(C2)中、M1、M2は、同一でも異なっていても良く、それぞれ、水素原子が好ましい。
一般式(C2)中の(CH2)rCOOM2のrは、1が好ましい。
共重合体(C)は、遠心成型性及び/又は硬化体の強度発現の観点から、構成単量体中の単量体(C1)と単量体(C2)の合計量が、90質量%以上、好ましくは92質量%以上、より好ましくは95質量%以上、そして、100質量%以下である。この合計量は、100質量%であってもよい。
共重合体(C)は、単量体(C1)と単量体(C2)の合計に対する単量体(C2)の割合が、遠心成型性及び/又は遠心成型後の硬化体強度の観点から、好ましくは80モル%以上、より好ましくは90モル%以上、そして、好ましくは98モル%以下、より好ましくは97モル%以下である。
共重合体(C)は、単量体(C1)と単量体(C2)の合計に対する単量体(C2)の割合が、蒸気養生後の硬化体の強度発現の観点から、好ましくは60モル%以上、より好ましくは75モル%以上、そして、好ましくは90モル%以下、より好ましくは80モル%以下、更に好ましくは77モル%以下である。
共重合体(C)の重量平均分子量は、好ましくは10000以上、より好ましくは15000以上、そして、好ましくは100000以下、より好ましくは70000以下、更に好ましくは45000以下である。この重量平均分子量は、以下の条件のゲルパーミエーションクロマトグラフィ(GPC)により測定されたものである。
*GPC条件
装置:GPC(HLC-8320GPC)東ソー株式会社製
カラム:G4000PWXL+G2500PWXL(東ソー株式会社製)
溶離液:0.2Mリン酸バッファー/CH3CN=9/1
流量:1.0mL/min
カラム温度:40℃
検出:RI
サンプルサイズ:0.2mg/mL
標準物質:ポリエチレングリコール換算(単分散のポリエチレングリコール:分子量87500、250000、145000、46000、24000)
*GPC条件
装置:GPC(HLC-8320GPC)東ソー株式会社製
カラム:G4000PWXL+G2500PWXL(東ソー株式会社製)
溶離液:0.2Mリン酸バッファー/CH3CN=9/1
流量:1.0mL/min
カラム温度:40℃
検出:RI
サンプルサイズ:0.2mg/mL
標準物質:ポリエチレングリコール換算(単分散のポリエチレングリコール:分子量87500、250000、145000、46000、24000)
本発明の水硬性組成物用分散剤組成物が(C)成分を含有する場合、本発明の水硬性組成物用分散剤組成物は、(C)成分を、固形分中、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、そして、好ましくは30質量%以下、より好ましくは20質量%以下、更に好ましくは15質量%以下含有する。
本発明の水硬性組成物用分散剤組成物は、従来のセメント分散剤、水溶性高分子化合物、空気連行剤、セメント湿潤剤、膨張材、防水剤、遅延剤、急結剤、増粘剤、凝集剤、乾燥収縮低減剤、強度増進剤、硬化促進剤、防腐剤、消泡剤などの成分〔(A)成分、(B)成分、又は(C)成分に該当するものを除く〕を含有することができる。
本発明の水硬性組成物用分散剤組成物は、形態が、液体、固体の何れでもよい。本発明の水硬性組成物用分散剤組成物が液体の場合は、水を含有することが好ましい。
水硬性組成物用分散剤組成物が水を含有する液体である場合の水の含有量は、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物を調製する際の作業性の観点から、該組成物中、好ましくは10質量%以上、より好ましくは30質量%以上、更に好ましくは50質量%以上であり、そして、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、好ましくは90質量%以下、より好ましくは70質量%以下である。
水硬性組成物用分散剤組成物が水を含有する液体である場合の(A)成分の含有量は、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7量%以上であり、そして、好ましくは50質量%以下、より好ましくは32質量%以下、更に好ましくは27質量%以下である。
水硬性組成物用分散剤組成物が水を含有する液体である場合の(B)成分の含有量は、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7質量%以上であり、そして、好ましくは60質量%以下、より好ましくは50質量%以下、更に好ましくは32質量%以下である。
水硬性組成物用分散剤組成物が水を含有する液体である場合の(A)成分と(B)成分の合計の含有量は、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、該組成物中、好ましくは10質量%以上、より好ましくは20質量%以上、更に好ましくは30質量%以上であり、そして、好ましくは90質量%以下、より好ましくは70質量%以下、更に好ましくは50質量%以下である。
従来、(A)成分と(C)成分は、混ぜて使用しても十分な効果が発現されなかった。
これは、芳香環とポリアルキレンオキシ基が相互作用し、双方の分散力を相殺し合ってしまうためと、両成分とも高分子化合物であるため、疑似的に分子量が増大して増粘し、運動性が大きく低下することにより、分散性が低下してしまうためであると推定される。しかし、本発明では、(B)成分を併用すると、(A)成分の芳香環と(B)成分のアルキル基が相互作用すると推定され、(A)成分と(C)成分の相互作用を抑制することで、(A)成分と(C)成分を併用することが初めて可能になったと推察される。
これは、芳香環とポリアルキレンオキシ基が相互作用し、双方の分散力を相殺し合ってしまうためと、両成分とも高分子化合物であるため、疑似的に分子量が増大して増粘し、運動性が大きく低下することにより、分散性が低下してしまうためであると推定される。しかし、本発明では、(B)成分を併用すると、(A)成分の芳香環と(B)成分のアルキル基が相互作用すると推定され、(A)成分と(C)成分の相互作用を抑制することで、(A)成分と(C)成分を併用することが初めて可能になったと推察される。
水硬性組成物用分散剤組成物が水を含有する液体である場合、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、(C)成分と(A)成分の質量比、(C)/(A)は、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である。0/100超は、(A)成分100に対して(C)成分が0超であることを意味する(以下同様)。
水硬性組成物用分散剤組成物が水を含有する液体である場合、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、(A)成分と(C)成分の合計の含有量は、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7量%以上であり、そして、好ましくは50質量%以下、より好ましくは32質量%以下、更に好ましくは27質量%以下である。
本発明の水硬性組成物用分散剤組成物は、例えば、(A)成分と(B)成分と(C)成分を任意の方法で混合することで、製造することができる。
〔水硬性組成物〕
本発明は、本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物を提供する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物を提供する。
また、本発明は、本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物を提供する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物を提供する。
以下、これら4つの水硬性組成物をまとめて、水硬性組成物として説明する。以下の記述において、水硬性組成物は、特記しない限り、本発明の遠心成型用水硬性組成物及び本発明の蒸気養生用水硬性組成物の両方又は一方を指す。本発明の遠心成型用水硬性組成物は、上記2つの態様の本発明の遠心成型用水硬性組成物を指す。また、本発明の蒸気養生用水硬性組成物は、上記2つの態様の本発明の蒸気養生用水硬性組成物を指す。
本発明の遠心成型用水硬性組成物に関する事項は、本発明の蒸気養生用水硬性組成物について適用することができる。
本発明の蒸気養生用水硬性組成物に関する事項は、本発明の遠心成型用水硬性組成物について適用することができる。
本発明は、本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物を提供する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物を提供する。
また、本発明は、本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物を提供する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物を提供する。
以下、これら4つの水硬性組成物をまとめて、水硬性組成物として説明する。以下の記述において、水硬性組成物は、特記しない限り、本発明の遠心成型用水硬性組成物及び本発明の蒸気養生用水硬性組成物の両方又は一方を指す。本発明の遠心成型用水硬性組成物は、上記2つの態様の本発明の遠心成型用水硬性組成物を指す。また、本発明の蒸気養生用水硬性組成物は、上記2つの態様の本発明の蒸気養生用水硬性組成物を指す。
本発明の遠心成型用水硬性組成物に関する事項は、本発明の蒸気養生用水硬性組成物について適用することができる。
本発明の蒸気養生用水硬性組成物に関する事項は、本発明の遠心成型用水硬性組成物について適用することができる。
遠心成型用水硬性組成物は、遠心力による荷重が負荷されるため、生コンクリートなどの未硬化の組成物には高い降伏値(動き始める応力に同じ)と低いずり応力(動き始めてから、ある速度を出すのに必要な応力に同じ)という性質が求められる。本発明では、芳香環系分散剤の高い降伏値を付与し、更には分散性(粘性にほぼ同じ)を大幅に改善することにより、水硬性組成物自体のスラリー性状が改善され、遠心成型用として、より有用なものとなる。
一方、蒸気養生用水硬性組成物は、蒸気により加熱されるため、凝結・硬化時間の速さ(必要前置き時間の短縮)という性質が求められる。本発明では、分散剤の必要添加量を大幅に削減することにより、水硬性組成物自体の凝結速度が改善され、蒸気養生用として、より有用なものとなる。
本発明の水硬性組成物に使用される水硬性粉体とは、水和反応により硬化する物性を有する粉体のことであり、セメント、石膏等が挙げられる。好ましくはセメント、より好ましくは普通ポルトランドセメント、ビーライトセメント、中庸熱セメント、早強セメント、超早強セメント、耐硫酸塩セメント等のセメントである。また、セメント等に高炉スラグ、フライアッシュ、シリカフュームなどのポゾラン作用及び/又は潜在水硬性を有する粉体や、石粉(炭酸カルシウム粉末)等が添加された高炉スラグセメント、フライアッシュセメント、シリカフュームセメント等でもよい。
本発明の遠心成型用水硬性組成物は、水/水硬性粉体比が、遠心成型性及び/又は硬化体の強度発現の観点から、10質量%以上、より好ましくは11質量%以上、更に好ましくは12質量%以上、より更に好ましくは15質量%以上、より更に好ましくは17質量%以上、そして、好ましくは25質量%以下、好ましくは24質量%以下、より好ましくは23質量%以下、更に好ましくは22質量%以下、より更に好ましくは20質量%以下である。
また、本発明の蒸気養生用水硬性組成物は、水/水硬性粉体比が、コンクリート製品の脱型性及び強度発現性向上の観点から、10質量%以上、好ましくは18質量%以上、好ましくは20質量%以上、より好ましくは25質量%以上、更に好ましくは、30質量%以上であり、そして、53質量%以下、好ましくは45質量%以下、より好ましくは40質量%以下、更に好ましくは35質量%以下である。
ここで、水/水硬性粉体比は、水硬性組成物中の水と水硬性粉体の質量百分率(質量%)であり、水の質量/水硬性粉体の質量×100により算出される。水/水硬性粉体比は、水の量と、水和反応により硬化する物性を有する粉体の量とに基づいて算出される。水和反応により硬化する物性を有する粉体が、ポゾラン作用を有する粉体、潜在水硬性を有する粉体、及び石粉(炭酸カルシウム粉末)から選ばれる粉体を含む場合、本発明では、それらの量も水硬性粉体の量に算入する。また、水和反応により硬化する物性を有する粉体が、高強度混和材を含有する場合、高強度混和材の量も水硬性粉体の量に算入する。これは、水硬性粉体の質量が関係する以下の質量部においても同様である。
本発明の水硬性組成物に用いられる(A)成分と(B)成分の具体例及び好ましい態様は、それぞれ、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。水硬性組成物についても(B)/〔(A)+(B)〕が適用できるが、この割合は、水硬性組成物中の(A)成分の含有量と(B)成分の含有量とに基づいて算出されてもよい。また、前記の割合は、水硬性組成物を製造する際の(A)成分の混合量と(B)成分の混合量とに基づいて算出されてもよい。本発明の蒸気養生用水硬性組成物では、(B)/〔(A)+(B)〕は、1質量%以上60質量%以下である。
本発明の遠心成型用水硬性組成物は、遠心成型性及び/又は硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(A)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.1質量部以上、より更に好ましくは0.4質量部以上、より更に好ましくは0.6質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下含有する。
本発明の遠心成型用水硬性組成物は、遠心成型性及び/又は硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0001質量部以上、より好ましくは0.001質量部以上、更に好ましくは0.01質量部以上、より更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下含有する。
本発明の遠心成型用水硬性組成物は、遠心成型性及び/又は硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0001質量部以上、より好ましくは0.001質量部以上、更に好ましくは0.01質量部以上、より更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下含有する。
本発明の蒸気養生用水硬性組成物は、脱型性及び強度発現性向上の観点から、水硬性粉体100質量部に対して、(A)成分を、好ましくは0.15質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは9.9質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下含有する。
本発明の蒸気養生用水硬性組成物は、脱型性及び強度発現性向上の観点から、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0025質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは6質量部以下、より好ましくは2質量部以下、更に好ましくは1質量部以下、より更に好ましくは0.5質量部以下、より更に好ましくは0.2質量部以下含有する。
本発明の蒸気養生用水硬性組成物は、脱型性及び強度発現性向上の観点から、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0025質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは6質量部以下、より好ましくは2質量部以下、更に好ましくは1質量部以下、より更に好ましくは0.5質量部以下、より更に好ましくは0.2質量部以下含有する。
本発明の水硬性組成物は、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下含有する。この含有量は、本発明の遠心成型用水硬性組成物に好ましい。
本発明の蒸気養生用水硬性組成物は、硬化体の脱型性及び強度発現性の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、0.25質量部以上、好ましくは0.4質量部以上、より好ましくは0.6質量部以上、そして、10質量部以下、好ましくは5質量部以下、より好ましくは2質量部以下含有する。
本発明の水硬性組成物は、(C)成分のポリカルボン酸系共重合体を含有することができる。本発明の水硬性組成物に用いられる(C)の具体例及び好ましい態様は、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
本発明の水硬性組成物が(C)成分を含有する場合、遠心成型性及び/又は硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(C)成分を、好ましくは0.01質量部以上、より好ましくは0.05質量部以上、そして、好ましくは2質量部以下、より好ましくは1質量部以下、更に好ましくは0.5質量部以下、更に好ましくは0.3質量部以下含有する。
また、本発明の水硬性組成物が(C)成分を含有する場合、硬化体の脱型性及び強度発現性の観点から、水硬性粉体100質量部に対して、(C)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、そして、好ましくは0.5質量部以下、より好ましくは0.2質量部以下、更に好ましくは0.1質量部以下含有する。
また、本発明の水硬性組成物が(C)成分を含有する場合、硬化体の脱型性及び強度発現性の観点から、水硬性粉体100質量部に対して、(C)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、そして、好ましくは0.5質量部以下、より好ましくは0.2質量部以下、更に好ましくは0.1質量部以下含有する。
本発明の水硬性組成物では、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、(C)成分と(A)成分の質量比、(C)/(A)は、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である。
本発明の水硬性組成物は、骨材を含有する。骨材としては、細骨材及び粗骨材から選ばれる骨材が挙げられる。細骨材として、JIS A0203-2014中の番号2311で規定されるものが挙げられる。細骨材としては、川砂、陸砂、山砂、海砂、石灰砂、珪砂及びこれらの砕砂、高炉スラグ細骨材、フェロニッケルスラグ細骨材、軽量細骨材(人工及び天然)及び再生細骨材等が挙げられる。また、粗骨材として、JIS A0203-2014中の番号2312で規定されるものが挙げられる。例えば粗骨材としては、川砂利、陸砂利、山砂利、海砂利、石灰砂利、これらの砕石、高炉スラグ粗骨材、フェロニッケルスラグ粗骨材、軽量粗骨材(人工及び天然)及び再生粗骨材等が挙げられる。細骨材、粗骨材は種類の違うものを混合して使用しても良く、単一の種類のものを使用しても良い。
水硬性組成物がコンクリートの場合、粗骨材の使用量は、水硬性組成物の強度の発現とセメント等の水硬性粉体の使用量を低減し、型枠等への充填性を向上する観点から、嵩容積は、好ましくは50%以上、より好ましくは55%以上、更に好ましくは60%以上であり、そして、好ましくは100%以下、より好ましくは90%以下、更に好ましくは80%以下である。嵩容積は、コンクリート1m3中の粗骨材の容積(空隙を含む)の割合である。
また、水硬性組成物がコンクリートの場合、細骨材の使用量は、型枠等への充填性を向上する観点から、好ましくは500kg/m3以上、より好ましくは600kg/m3以上、更に好ましくは700kg/m3以上であり、そして、好ましくは1000kg/m3以下、より好ましくは900kg/m3以下である。
水硬性組成物がモルタルの場合、細骨材の使用量は、好ましくは800kg/m3以上、より好ましくは900kg/m3以上、更に好ましくは1000kg/m3以上であり、そして、好ましくは2000kg/m3以下、より好ましくは1800kg/m3以下、更に好ましくは1700kg/m3以下である。
また、水硬性組成物がコンクリートの場合、細骨材の使用量は、型枠等への充填性を向上する観点から、好ましくは500kg/m3以上、より好ましくは600kg/m3以上、更に好ましくは700kg/m3以上であり、そして、好ましくは1000kg/m3以下、より好ましくは900kg/m3以下である。
水硬性組成物がモルタルの場合、細骨材の使用量は、好ましくは800kg/m3以上、より好ましくは900kg/m3以上、更に好ましくは1000kg/m3以上であり、そして、好ましくは2000kg/m3以下、より好ましくは1800kg/m3以下、更に好ましくは1700kg/m3以下である。
水硬性組成物としては、コンクリート等が挙げられる。なかでもセメントを用いたコンクリートが好ましい。本発明の水硬性組成物は、セルフレベリング用、耐火物用、プラスター用、軽量又は重量コンクリート用、AE用、補修用、プレパックド用、トレーミー用、地盤改良用、グラウト用、寒中用等の何れの分野においても有用である。
本発明の水硬性組成物は、グリセリン及びN-メチルジエタノールアミンなどの早強剤やエチレンジアミン四酢酸ナトリウム塩などのキレート剤を含有することもできる。キレート剤の含有量は、蒸気養生後の強度発現の観点から、水硬性粉体100質量部に対し0.1質量部以下が好ましい。
本発明の水硬性組成物は、更にその他の成分を含有することもできる。例えば、AE剤、遅延剤、起泡剤、増粘剤、発泡剤、防水剤、流動化剤、等が挙げられる。
〔水硬性組成物用分散剤組成物の製造方法〕
本発明は、(A)成分と、(B)成分とを混合する、水硬性組成物用分散剤組成物の製造方法を提供する。本発明の水硬性組成物用分散剤組成物の製造方法に用いられる(A)成分と(B)成分の具体例及び好ましい態様は、それぞれ、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
本発明は、(A)成分と、(B)成分とを混合する、水硬性組成物用分散剤組成物の製造方法を提供する。本発明の水硬性組成物用分散剤組成物の製造方法に用いられる(A)成分と(B)成分の具体例及び好ましい態様は、それぞれ、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
また、(A)成分と(B)成分と(C)成分とを混合して、(A)成分と(B)成分と(C)成分とを含有する水硬性組成物用分散剤組成物を製造することもできる。(C)成分の具体例及び好ましい態様は、それぞれ、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
水を含有する水硬性組成物用液体分散剤組成物を製造する場合、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、(C)成分と(A)成分の質量比、(C)/(A)は、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である。
水を含有する水硬性組成物用液体分散剤組成物を製造する場合、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、(A)成分と(C)成分の合計の含有量が、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7量%以上であり、そして、好ましくは50質量%以下、より好ましくは32質量%以下、更に好ましくは27質量%以下となるように、(A)成分と(C)成分とを用いる。
本発明の水硬性組成物用分散剤組成物で述べた事項は、本発明の水硬性組成物用分散剤組成物の製造方法に適宜適用することができる。
本発明の水硬性組成物用分散剤組成物の製造方法は、本発明の水硬性組成物用分散剤組成物を製造する方法として好適である。
本発明の蒸気養生用水硬性組成物用分散剤組成物を製造する場合、(B)/〔(A)+(B)〕は、1質量%以上60質量%以下である。すなわち、本発明の蒸気養生用水硬性組成物用分散剤組成物を製造する場合、(A)成分と(B)成分とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下となるように混合する。製造方法における(B)/〔(A)+(B)〕は、各成分の含有量を混合量と読み替えて計算したものである。本発明の蒸気養生用水硬性組成物用分散剤組成物を製造する場合、(B)/〔(A)+(B)〕の好ましい範囲は、本発明の水硬性組成物用分散剤組成物で述べた範囲と同じである。
本発明の水硬性組成物用分散剤組成物の製造方法としては、(A)成分と(B)成分と水とを含有する水硬性組成物用分散剤組成物の製造方法が挙げられる。この場合、(A)成分と(B)成分と水との混合は、性能を低下させない範囲で任意の方法で行うことができる。例えば、(B)成分の凝固点以上に加熱した(A)成分の水溶液、及び(B)成分を攪拌機で混合する方法や、(A)成分、及び(B)成分をそれぞれ水に溶解させ、(A)成分の水溶液、及び(B)成分の水溶液を混合する方法のように行うことができる。
〔水硬性組成物の製造方法〕
本発明は、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分とを混合する水硬性組成物の製造方法を提供する。この製造方法により、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分とを含有する水硬性組成物が製造される。
また、本発明は、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分と、(C)成分とを混合する、水硬性組成物の製造方法を提供する。この製造方法により、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分と、(C)成分とを含有する水硬性組成物が製造される。
これらの製造方法により、本発明の遠心成型用水硬性組成物又は本発明の蒸気養生用水硬性組成物が製造できる。
本発明は、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分とを混合する水硬性組成物の製造方法を提供する。この製造方法により、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分とを含有する水硬性組成物が製造される。
また、本発明は、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分と、(C)成分とを混合する、水硬性組成物の製造方法を提供する。この製造方法により、水硬性粉体と、骨材と、水と、(A)成分と、(B)成分と、(C)成分とを含有する水硬性組成物が製造される。
これらの製造方法により、本発明の遠心成型用水硬性組成物又は本発明の蒸気養生用水硬性組成物が製造できる。
これら本発明の水硬性組成物の製造方法に用いられる(A)成分と(B)成分の具体例及び好ましい態様は、それぞれ、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。水硬性組成物の製造方法についても(B)/〔(A)+(B)〕が適用できるが、この割合は、混合に用いる(A)成分の量と(B)成分の量とに基づいて算出されてもよい。本発明の蒸気養生用水硬性組成物を製造する場合、(B)/〔(A)+(B)〕は、1質量%以上60質量%以下である。すなわち、本発明の蒸気養生用水硬性組成物を製造する場合、(A)成分と(B)成分とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下となるように混合する。製造方法における(B)/〔(A)+(B)〕は、各成分の含有量を混合量と読み替えて計算したものである。本発明の蒸気養生用水硬性組成物を製造する場合、(B)/〔(A)+(B)〕の好ましい範囲は、本発明の水硬性組成物用分散剤組成物で述べた範囲と同じである。
また、これら本発明の水硬性組成物の製造方法に用いられる水硬性粉体の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。水硬性粉体は、水/水硬性粉体比が、本発明の水硬性組成物で述べた範囲となるように用いる。本発明の蒸気養生用水硬性組成物用分散剤組成物を製造する場合、水硬性粉体は、水/水硬性粉体比が10質量%以上53質量%以下となるように混合する。
また、これら本発明の水硬性組成物の製造方法に用いられる骨材の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。また、骨材の使用量も、本発明の水硬性組成物で述べたものと同じである。
また、これら本発明の水硬性組成物の製造方法に用いられる(C)成分の具体例及び好ましい態様は、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
本発明の水硬性組成物用分散剤組成物、及び水硬性組成物で述べた事項は、本発明の水硬性組成物の製造方法に適宜適用することができる。
また、これら本発明の水硬性組成物の製造方法に用いられる水硬性粉体の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。水硬性粉体は、水/水硬性粉体比が、本発明の水硬性組成物で述べた範囲となるように用いる。本発明の蒸気養生用水硬性組成物用分散剤組成物を製造する場合、水硬性粉体は、水/水硬性粉体比が10質量%以上53質量%以下となるように混合する。
また、これら本発明の水硬性組成物の製造方法に用いられる骨材の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。また、骨材の使用量も、本発明の水硬性組成物で述べたものと同じである。
また、これら本発明の水硬性組成物の製造方法に用いられる(C)成分の具体例及び好ましい態様は、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
本発明の水硬性組成物用分散剤組成物、及び水硬性組成物で述べた事項は、本発明の水硬性組成物の製造方法に適宜適用することができる。
本発明の水硬性組成物の製造方法では、遠心成型性及び/又は硬化体の強度発現の観点から水硬性粉体100質量部に対して、(A)成分を、0.001質量部以上、0.01質量部以上、0.1質量部以上、0.15質量部以上、0.2質量部以上、0.3質量部以上、0.4質量部以上、0.47質量部以上、0.5質量部以上、又は0.6質量部以上、そして、10質量部以下、9.9質量部以下、5質量部以下、2質量部以下、1質量部以下、0.9質量部以下、0.6質量部以下、又は0.52質量部以下、から選択して混合することができる。遠心成型用水硬性組成物を製造する場合は、本発明の遠心成型用水硬性組成物における(A)成分の含有量となるように(A)成分を混合することが好ましい。蒸気養生用水硬性組成物を製造する場合は、本発明の蒸気養生用水硬性組成物における(A)成分の含有量となるように(A)成分を混合することが好ましい。
本発明の水硬性組成物の製造方法では、遠心成型性及び/又は硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(B)成分を、0.0001質量部以上、0.001質量部以上、0.0025質量部以上、0.01質量部以上、0.03質量部以上、0.05質量部以上、又は0.06質量部以上、そして、10質量部以下、6質量部以下、5質量部以下、2質量部以下、1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下、0.2質量部以下から選択して混合することができる。遠心成型用水硬性組成物を製造する場合は、本発明の遠心成型用水硬性組成物における(B)成分の含有量となるように(B)成分を混合することが好ましい。蒸気養生用水硬性組成物を製造する場合は、本発明の蒸気養生用水硬性組成物における(B)成分の含有量となるように(B)成分を混合することが好ましい。
より具体的には、遠心成型用水硬性組成物を製造する場合、遠心成型性及び/又は硬化体の強度発現の観点から水硬性粉体100質量部に対して、(A)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.1質量部以上、より更に好ましくは0.4質量部以上、より更に好ましくは0.6質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下、混合する。
また、遠心成型用水硬性組成物を製造する場合、遠心成型性及び/又は硬化体の強度発現の観点から水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0001質量部以上、より好ましくは0.001質量部以上、更に好ましくは0.01質量部以上、より更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下、混合する。
また、遠心成型用水硬性組成物を製造する場合、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、混合する。
また、遠心成型用水硬性組成物を製造する場合、遠心成型性及び/又は硬化体の強度発現の観点から水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0001質量部以上、より好ましくは0.001質量部以上、更に好ましくは0.01質量部以上、より更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下、混合する。
また、遠心成型用水硬性組成物を製造する場合、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、混合する。
また、蒸気養生用水硬性組成物を製造する場合、脱型性及び強度発現性向上の観点から、水硬性粉体100質量部に対して、(A)成分を、好ましくは0.15質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは9.9質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下、混合する。
また、蒸気養生用水硬性組成物を製造する場合、脱型性及び強度発現性向上の観点から、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0025質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは6質量部以下、より好ましくは2質量部以下、更に好ましくは1質量部以下、より更に好ましくは0.5質量部以下、より更に好ましくは0.2質量部以下、混合する。
また、蒸気養生用水硬性組成物を製造する場合、硬化体の脱型性及び強度発現性の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、0.25質量部以上、好ましくは0.4質量部以上、より好ましくは0.6質量部以上、そして、10質量部以下、好ましくは5質量部以下、より好ましくは2質量部以下、混合する。
また、蒸気養生用水硬性組成物を製造する場合、脱型性及び強度発現性向上の観点から、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0025質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは6質量部以下、より好ましくは2質量部以下、更に好ましくは1質量部以下、より更に好ましくは0.5質量部以下、より更に好ましくは0.2質量部以下、混合する。
また、蒸気養生用水硬性組成物を製造する場合、硬化体の脱型性及び強度発現性の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、0.25質量部以上、好ましくは0.4質量部以上、より好ましくは0.6質量部以上、そして、10質量部以下、好ましくは5質量部以下、より好ましくは2質量部以下、混合する。
(C)成分を用いる場合、本発明の水硬性組成物の製造方法では、遠心成型性及び/又は硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(C)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.05質量部以上、そして、好ましくは2質量部以下、より好ましくは1質量部以下、更に好ましくは0.5質量部以下、更に好ましくは0.3質量部以下混合する。
本発明の水硬性組成物の製造方法では、遠心成型性及び/又は硬化体の強度発現の観点と水硬性組成物の流動性を向上する観点から、(A)成分と(C)成分とを、(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下となるように用いる。
本発明の水硬性組成物の製造方法では、水硬性粉体100質量部に対して、遠心成型性及び/又は遠心成型後の硬化体の強度発現の観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、更に好ましくは1質量部以下、混合する。この混合量は、本発明の遠心成型用水硬性組成物を製造する場合に好ましい。
本発明の水硬性組成物の製造方法で蒸気養生用水硬性組成物を製造する場合、水硬性粉体100質量部に対して、強度発現性による型枠の使用頻度を高める観点から、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、0.25質量部以上、好ましくは0.4質量部以上、より好ましくは0.6質量部以上、そして、10質量部以下、好ましくは5質量部以下、より好ましくは2質量部以下、混合する。
本発明の水硬性組成物の製造方法では、(A)成分及び(B)成分とセメント等の水硬性粉体とを円滑に混合する観点から、(A)成分及び(B)成分と水とを予め混合し、水硬性粉体と混合することが好ましい。本発明の水硬性組成物の製造方法では、水を含有する本発明の水硬性組成物用分散剤組成物を用いることができる。
また、本発明の水硬性組成物の製造方法では、セメント等の水硬性粉体と、本発明の水硬性組成物用分散剤組成物とを混合する方法が好ましい。本発明の水硬性組成物用分散剤組成物は、粉末であっても液体であってもよく、水硬性粉体に対して、(A)成分、(B)成分、更には(C)成分が、前述の含有量となるように添加されることが好ましい。
具体的には、本発明の水硬性組成物用分散剤組成物を、水硬性粉体100質量部に対して、好ましくは0.1質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは2質量部以下、より好ましくは1.5質量部以下、更に好ましくは1.2質量部以下、混合する。
具体的には、本発明の水硬性組成物用分散剤組成物を、水硬性粉体100質量部に対して、好ましくは0.1質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは2質量部以下、より好ましくは1.5質量部以下、更に好ましくは1.2質量部以下、混合する。
水硬性粉体と、水と、(A)成分と、(B)成分と、必要に応じて用いられる成分との混合は、モルタルミキサー、強制二軸ミキサー等のミキサーを用いて行うことができる。
また、好ましくは1分間以上、より好ましくは2分間以上、そして、好ましくは5分間以下、より好ましくは3分間以下混合する。水硬性組成物の調製にあたっては、水硬性組成物で説明した材料や薬剤及びそれらの量を用いることができる。
また、好ましくは1分間以上、より好ましくは2分間以上、そして、好ましくは5分間以下、より好ましくは3分間以下混合する。水硬性組成物の調製にあたっては、水硬性組成物で説明した材料や薬剤及びそれらの量を用いることができる。
得られた水硬性組成物は、更に、水硬性組成物を型枠に充填し養生し硬化させる。型枠として、建築物の型枠、コンクリート製品用の型枠等が挙げられる。型枠への充填方法として、ミキサーから直接投入する方法、水硬性組成物をポンプで圧送して型枠に導入する方法等が挙げられる。
水硬性組成物の養生の際、硬化を促進するために加熱養生し、硬化を促進させても良い。ここで、加熱養生は、40℃以上90℃以下の温度で水硬性組成物を保持して硬化を促進することができる。
〔水硬性組成物の硬化体の製造方法〕
本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1:水、水硬性粉体、骨材、及び、上記本発明の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1:水、水硬性粉体、骨材、及び、上記本発明の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
工程1:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
工程1:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
上記の3つの製造方法は遠心成型を行うものであり、これら3つの製造方法を、以下、第1群の硬化体の製造方法という。
本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1’:水、水硬性粉体、骨材、及び、上記本発明の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
工程1’:水、水硬性粉体、骨材、及び、上記本発明の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1’:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
工程1’:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
また、本発明は、次の工程を含む水硬性組成物の硬化体の製造方法を提供する。
工程1’:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
工程1’:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):前記一般式(B1)で表される化合物、前記一般式(B2)で表される化合物、前記一般式(B3)で表される化合物、及び前記一般式(B4)で表される化合物から選ばれる1種以上の化合物
(C):ポリカルボン酸系共重合体
上記の3つの製造方法は蒸気養生を行うものであり、これら3つの製造方法を、以下、第2群の硬化体の製造方法という。
これら本発明の水硬性組成物の硬化体の製造方法に用いられる(A)成分と(B)成分の具体例及び好ましい態様は、それぞれ、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。水硬性組成物の硬化体の製造方法についても(B)/〔(A)+(B)〕が適用できるが、この割合は、混合に用いる(A)成分の量と(B)成分の量とに基づいて算出されてもよい。すなわち、水硬性組成物の硬化体の製造方法における(B)/〔(A)+(B)〕は、各成分の含有量を混合量と読み替えて計算したものである。
また、これら本発明の水硬性組成物の硬化体の製造方法に用いられる水硬性粉体の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。
また、これら本発明の水硬性組成物の硬化体の製造方法に用いられる骨材の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。また、骨材の使用量も、本発明の水硬性組成物で述べたものと同じである。
また、これら本発明の水硬性組成物の硬化体の製造方法に用いられる(C)成分の具体例及び好ましい態様は、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
本発明の水硬性組成物用分散剤組成物、水硬性組成物、及び水硬性組成物の製造方法で述べた事項は、本発明の水硬性組成物の硬化体の製造方法に適宜適用することができる。
また、これら本発明の水硬性組成物の硬化体の製造方法に用いられる水硬性粉体の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。
また、これら本発明の水硬性組成物の硬化体の製造方法に用いられる骨材の具体例及び好ましい態様は、本発明の水硬性組成物で述べたものと同じである。また、骨材の使用量も、本発明の水硬性組成物で述べたものと同じである。
また、これら本発明の水硬性組成物の硬化体の製造方法に用いられる(C)成分の具体例及び好ましい態様は、本発明の水硬性組成物用分散剤組成物で述べたものと同じである。
本発明の水硬性組成物用分散剤組成物、水硬性組成物、及び水硬性組成物の製造方法で述べた事項は、本発明の水硬性組成物の硬化体の製造方法に適宜適用することができる。
本発明の第1群の硬化体の製造方法は、工程1~4に加え、下記の工程5を含むことが好ましい。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。
本発明の第1群の硬化体の製造方法は、工程1~5に加え、次の工程6を含むことができる。
工程6:工程5の後、水硬性組成物を冷却して、型枠から脱型する工程。
工程6:工程5の後、水硬性組成物を冷却して、型枠から脱型する工程。
本発明の第1群の硬化体の製造方法は、工程1~6に加え、次の工程7を含むことができる。
工程7:工程6で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
工程7:工程6で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
第1群の硬化体の製造方法の工程1では、水と本発明の遠心成型用水硬性組成物用分散剤組成物とを含む混合物を骨材及び水硬性粉体に添加して混合する方法が、水硬性組成物を製造する際でも、容易に均一に混合できる点で好ましい。
工程1の具体的な方法としては、水硬性粉体と骨材とを混合し、水と本発明の遠心成型用水硬性組成物用分散剤組成物とを含む混合物を、前記のような混合量となるように添加し、混練して水硬性組成物を調製する工程が挙げられる。
第1群の硬化体の製造方法の工程1で、本発明の遠心成型用水硬性組成物用分散剤組成物を用いない場合、(A)成分と(B)成分、更に(C)成分は、別々に、水、水硬性粉体、骨材に添加して混合することができる。
工程1での水硬性粉体に対する水と本発明の遠心成型用水硬性組成物用分散剤組成物の混練量の好ましい範囲は、本発明の水硬性組成物における各成分の含有量の好ましい範囲と同じである。
工程1では、遠心成型性及び/又は硬化体の強度発現の観点から、水/水硬性粉体比が、10質量%以上、好ましくは11質量%以上、より好ましくは15質量%以上、更に好ましくは17質量%以上、そして、25質量%以下、好ましくは24質量%以下、より好ましくは23質量%以下、更に好ましくは22質量%以下の水硬性組成物を調製する。工程1では、水/水硬性粉体比がこの範囲となるように、水硬性粉体を混合する。
工程1では、遠心成型性及び/又は硬化体の強度発現の観点から、水/水硬性粉体比が、10質量%以上、好ましくは11質量%以上、より好ましくは15質量%以上、更に好ましくは17質量%以上、そして、25質量%以下、好ましくは24質量%以下、より好ましくは23質量%以下、更に好ましくは22質量%以下の水硬性組成物を調製する。工程1では、水/水硬性粉体比がこの範囲となるように、水硬性粉体を混合する。
第1群の硬化体の製造方法の工程2で、工程1で得られた水硬性組成物を型枠に充填する方法は、混練後の水硬性組成物を混練手段から排出し、手作業にて型枠へ投入してならす方法が挙げられる。
第1群の硬化体の製造方法の工程3では、型枠に充填した水硬性組成物を、遠心力をかけて型締めするが、このとき少なくとも1回は遠心力を変えることが好ましい。工程3では、水硬性組成物を、段階的に変化する遠心力をかけて型締めすることができる。すなわち、工程3で、水硬性組成物を、少なくとも1回は遠心力を変えて型締めする、更に、段階的に変化する、更に段階的に大きくなる遠心力をかけて型締めすることができる。
工程3では、型枠に充填した水硬性組成物を、0.5G以上の遠心力で型締めすることが好ましい。遠心成型の遠心力は、好ましくは0.5G以上、そして、30G以下、より好ましくは25G以下である。エネルギーコスト低減面と成型性の面から、1分以上、遠心力を15G以上、そして、30G以下、更に25G以下の範囲(高遠心力ともいう)に保持することが好ましい。
遠心力での締め固めは、例えば0.5G以上30G以下の遠心力で、好ましくは5分以上、より好ましくは7分以上、更に好ましくは9分以上、そして、好ましくは40分以下行なう。成型体を平滑に締め固める観点から、高遠心力、例えば20G以上の遠心力の保持による締め固めは、好ましくは1分以上、より好ましくは3分以上、更に好ましくは5分以上、そして、好ましくは15分以下行なう。すなわち、工程3では、0.5G以上30G以下の遠心力を、好ましくは5分以上、より好ましくは7分以上、更に好ましくは9分以上、そして、好ましくは40分以下かけて、水硬性組成物を型締めすることができる。また、工程3では、20G以上の遠心力の保持による締め固めを、好ましくは1分以上、より好ましくは3分以上、更に好ましくは5分以上、そして、好ましくは15分以下行なうことができる。
遠心力での締め固めは、段階に分けて行うことができ、成型性の観点から、段階的に遠心力Gを大きくする方法が好ましい。以下に示すような段階条件で所望の遠心力となるまで行うことができる。例えば、五段階の場合、工程3では、(1)一段階目である初速が0.5G以上2G未満の遠心力で0分間超15分間以下、(2)二段階目である二速が2G以上5G未満の遠心力で0分間超15分間以下、(3)三段階目である三速が5G以上10G未満の遠心力で0分間超15分間以下、(4)四段階目である四速が10G以上20G未満の遠心力で0分間超15分間以下、(5)五段階目である五速が20G以上30G以下の遠心力で0分間超15分間以下、の条件により水硬性組成物の型締めを行うことが好ましい。
第1群の硬化体の製造方法の工程4では、工程3で得られた水硬性組成物を凝結させる。具体的には、混練後3~4時間の気中養生を行うこととする。
第1群の硬化体の製造方法の工程5では、工程4で得られた型枠に入った硬化した水硬性組成物を蒸気養生する。工程5では、40℃以上90℃以下で蒸気養生を行なうことが好ましく、60℃以上90℃以下で蒸気養生を行なうことがより好ましい。
更に、工程5では、前養生を行った後、蒸気養生を行うことが好ましい。例えば、水硬性組成物が充填された型枠の周囲温度(以下、周囲温度ということもある)を、室温、好ましくは10℃以上40℃以下とし、1時間以上4時間以下、放置する前養生を行った後、周囲温度を40℃以上90℃以下、更に60℃以上90℃以下として蒸気養生を行なうことができる。
前養生は、後述の実施例、比較例では「前置き」として実施した。
前養生は、硬化体のひび割れによる強度低下を抑える観点から、1時間以上が好ましい。
また、第1群の硬化体の製造方法が工程6を含む場合、工程5と工程6は一連の温度制御のもとに連続して行うことができる。
蒸気養生は、水硬性組成物が充填された型枠の周囲に水蒸気を適用した状態で所定の温度で一定時間保持して行われる。水蒸気を適用後、(1)所定の温度に到達させるまでの温度上昇期間、(2)所定の温度で一定時間保持する期間、及び、(3)所定の温度で一定時間保持した後、温度下降期間を、蒸気養生の期間としてよい。
更に、工程5では、前養生を行った後、蒸気養生を行うことが好ましい。例えば、水硬性組成物が充填された型枠の周囲温度(以下、周囲温度ということもある)を、室温、好ましくは10℃以上40℃以下とし、1時間以上4時間以下、放置する前養生を行った後、周囲温度を40℃以上90℃以下、更に60℃以上90℃以下として蒸気養生を行なうことができる。
前養生は、後述の実施例、比較例では「前置き」として実施した。
前養生は、硬化体のひび割れによる強度低下を抑える観点から、1時間以上が好ましい。
また、第1群の硬化体の製造方法が工程6を含む場合、工程5と工程6は一連の温度制御のもとに連続して行うことができる。
蒸気養生は、水硬性組成物が充填された型枠の周囲に水蒸気を適用した状態で所定の温度で一定時間保持して行われる。水蒸気を適用後、(1)所定の温度に到達させるまでの温度上昇期間、(2)所定の温度で一定時間保持する期間、及び、(3)所定の温度で一定時間保持した後、温度下降期間を、蒸気養生の期間としてよい。
第1群の硬化体の製造方法における具体的な蒸気養生条件として、工程5として、1時間当たり10℃以上30℃以下の昇温速度で型枠の周囲温度を60℃以上85℃以下に昇温し、昇温した温度を2時間以上8時間以下保持し、次いで、工程6として、1時間当たり5℃以上20℃以下の降温速度で、周囲温度を室温、例えば20℃まで冷却し、成型体を脱型する。
昇温速度は、硬化体のひび割れによる強度低下を抑える観点から、1時間当たり20℃以下が好ましい。
好ましい条件の一例を挙げれば、水硬性組成物が充填された型枠を、周囲温度が、室温、例えば10℃以上30℃以下で3時間放置(前養生)し、1時間あたり20℃の昇温速度で周囲温度を70℃以上90℃以下まで昇温させ、その昇温した70℃以上90℃以下の温度を2時間以上6時間以下保持し、次いで、1時間あたり10℃の降温速度で周囲温度を室温、例えば20℃まで冷却し(工程5)、その温度で20時間以上30時間以下放置した後に成型体を脱型する(工程6)方法が挙げられる。
また、更に180℃程度のオートクレーブ養生を行なう事も可能である。
昇温速度は、硬化体のひび割れによる強度低下を抑える観点から、1時間当たり20℃以下が好ましい。
好ましい条件の一例を挙げれば、水硬性組成物が充填された型枠を、周囲温度が、室温、例えば10℃以上30℃以下で3時間放置(前養生)し、1時間あたり20℃の昇温速度で周囲温度を70℃以上90℃以下まで昇温させ、その昇温した70℃以上90℃以下の温度を2時間以上6時間以下保持し、次いで、1時間あたり10℃の降温速度で周囲温度を室温、例えば20℃まで冷却し(工程5)、その温度で20時間以上30時間以下放置した後に成型体を脱型する(工程6)方法が挙げられる。
また、更に180℃程度のオートクレーブ養生を行なう事も可能である。
第1群の硬化体の製造方法の工程7では、工程6で得られた水硬性組成物の硬化体を常温常圧で養生する。具体的には、20℃、大気圧下で保存する。
本発明の第1群の硬化体の製造方法としては、工程1~6を含み、水硬性組成物の調製を開始してから工程6で脱型するまでの時間が8時間以上30時間以下である、水硬性組成物の硬化体の製造方法が挙げられる。ここで、水硬性組成物の調製の開始とは、水硬性粉体と水とが最初に接触した時点である。
本発明の第1群の硬化体の製造方法では、(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上であり、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である。
本発明の第1群の硬化体の製造方法により得られる水硬性組成物の硬化体は、遠心成型コンクリート製品として使用でき、具体的には、パイル、ポール、ヒューム管等が挙げられる。本発明の第1群の硬化体の製造方法により得られる水硬性組成物の硬化体は、初期強度に優れるとともに、製造時のノロの発生量が少なく当該製品の製造現場での廃棄物を低減できる。また、締め固めに優れることから、当該製品の内面及び端面凹凸が少なく、表面美観に優れるとともに、更に製品内面が平滑に仕上がることから、パイル打ち込み、中堀工法時の切削機の障害が改善される。
本発明の第2群の硬化体の製造方法において、工程1’は、本発明の第1群の硬化体の製造方法の工程1と同様に実施することができる。
工程1’の好ましい態様は、工程1の好ましい態様から選択できる。ただし、工程1’で調製される水硬性組成物は、蒸気養生用として適した性質を有するものである。具体的には、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である水硬性組成物である。
第2群の硬化体の製造方法の工程1’で、本発明の蒸気養生用水硬性組成物用分散剤組成物を用いない場合、(A)成分と(B)成分、更に(C)成分は、別々に、水、水硬性粉体、骨材に添加して混合することができる。
工程1’の好ましい態様は、工程1の好ましい態様から選択できる。ただし、工程1’で調製される水硬性組成物は、蒸気養生用として適した性質を有するものである。具体的には、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である水硬性組成物である。
第2群の硬化体の製造方法の工程1’で、本発明の蒸気養生用水硬性組成物用分散剤組成物を用いない場合、(A)成分と(B)成分、更に(C)成分は、別々に、水、水硬性粉体、骨材に添加して混合することができる。
工程1’では、(A)成分と(B)成分とを、(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合、すなわち(B)/〔(A)+(B)〕が、1質量%以上60質量%以下、且つ(A)成分と(B)成分の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する。工程1’での(B)/〔(A)+(B)〕の好ましい範囲は、本発明の水硬性組成物用分散剤組成物で述べた範囲と同じである。
また、工程1’では、コンクリート製品の脱型性及び強度発現性向上の観点から、水/水硬性粉体比が、10質量%以上、好ましくは18質量%以上、好ましくは20質量%以上、より好ましくは25質量%以上、更に好ましくは、30質量%以上であり、そして、53質量%以下、好ましくは45質量%以下、より好ましくは40質量%以下、更に好ましくは35質量%以下の水硬性組成物を調製する。工程1’では、水/水硬性粉体比がこの範囲となるように、水硬性粉体を混合する。
また、工程1’では、コンクリート製品の脱型性及び強度発現性向上の観点から、水/水硬性粉体比が、10質量%以上、好ましくは18質量%以上、好ましくは20質量%以上、より好ましくは25質量%以上、更に好ましくは、30質量%以上であり、そして、53質量%以下、好ましくは45質量%以下、より好ましくは40質量%以下、更に好ましくは35質量%以下の水硬性組成物を調製する。工程1’では、水/水硬性粉体比がこの範囲となるように、水硬性粉体を混合する。
本発明の第2群の硬化体の製造方法において、工程2’は、本発明の第1群の硬化体の製造方法の工程2と同様に実施することができる。工程2’で用いる型枠は、蒸気養生を行うのに適した性質を有するものである。
本発明の第2群の硬化体の製造方法において、工程5’の蒸気養生は、本発明の第1群の硬化体の製造方法の工程5と同様に実施することができる。ただし、前置き、昇温、保持、又は降温の具体的な条件は、変更してよい。
本発明の第2群の硬化体の製造方法において、工程5’の蒸気養生は、好ましくは、例えば10℃以上40℃以下に0.2時間以上4時間以下放置し、1時間あたり20℃以上100℃以下の昇温速度で周囲温度を昇温し、その昇温された50℃以上70℃以下の温度で2時間以上保持するように行う。
工程1’での(B)/〔(A)+(B)〕が3質量%以上7質量%以下の場合は、本発明の第2群の硬化体の製造方法では、工程5’の蒸気養生の前養生を、好ましくは10℃以上40℃以下で、好ましくは0.2時間以上、より好ましくは0.3時間以上、そして、好ましくは4時間以下、より好ましくは3.5時間以下、更に好ましくは2.5時間以下、より更に好ましくは0.7時間以下、行う。
また、工程1’での(B)/〔(A)+(B)〕が15質量%以上25質量%以下の場合は、本発明の第2群の硬化体の製造方法では、工程5’の蒸気養生の前養生を、好ましくは10℃以上40℃以下で、好ましくは0.2時間以上、より好ましくは0.3時間以上、更に好ましくは0.5時間以上、より更に好ましくは0.7時間以上、より更に好ましくは1.5時間以上、そして、好ましくは4時間以下、より好ましくは3時間以下、更に好ましくは2.5時間以下、行う。
本発明の第2群の硬化体の製造方法において、工程5’の蒸気養生は、好ましくは、例えば10℃以上40℃以下に0.2時間以上4時間以下放置し、1時間あたり20℃以上100℃以下の昇温速度で周囲温度を昇温し、その昇温された50℃以上70℃以下の温度で2時間以上保持するように行う。
工程1’での(B)/〔(A)+(B)〕が3質量%以上7質量%以下の場合は、本発明の第2群の硬化体の製造方法では、工程5’の蒸気養生の前養生を、好ましくは10℃以上40℃以下で、好ましくは0.2時間以上、より好ましくは0.3時間以上、そして、好ましくは4時間以下、より好ましくは3.5時間以下、更に好ましくは2.5時間以下、より更に好ましくは0.7時間以下、行う。
また、工程1’での(B)/〔(A)+(B)〕が15質量%以上25質量%以下の場合は、本発明の第2群の硬化体の製造方法では、工程5’の蒸気養生の前養生を、好ましくは10℃以上40℃以下で、好ましくは0.2時間以上、より好ましくは0.3時間以上、更に好ましくは0.5時間以上、より更に好ましくは0.7時間以上、より更に好ましくは1.5時間以上、そして、好ましくは4時間以下、より好ましくは3時間以下、更に好ましくは2.5時間以下、行う。
本発明の第2群の硬化体の製造方法は、次の工程6’を含むことができる。
工程6’:工程5’の後、水硬性組成物を冷却して、型枠から脱型する工程。
本発明の第2群の硬化体の製造方法において、工程6’は、本発明の第1群の硬化体の製造方法の工程6と同様に実施することができる。
工程6’:工程5’の後、水硬性組成物を冷却して、型枠から脱型する工程。
本発明の第2群の硬化体の製造方法において、工程6’は、本発明の第1群の硬化体の製造方法の工程6と同様に実施することができる。
本発明の第2群の硬化体の製造方法は、次の工程7’を含むことができる。
工程7’:工程6’で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
本発明の第2群の硬化体の製造方法において、工程7’は、本発明の第1群の硬化体の製造方法の工程7と同様に実施することができる。
工程7’:工程6’で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
本発明の第2群の硬化体の製造方法において、工程7’は、本発明の第1群の硬化体の製造方法の工程7と同様に実施することができる。
本発明の第2群の硬化体の製造方法では、(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上であり、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である。
本発明の第2群の硬化体の製造方法により得られる水硬性組成物の硬化体は、大型のコンクリート製品として使用できる。具体的には、カーテンウォール、ボックスカルバート、及びL型擁壁から選ばれるコンクリート製品が挙げられる。カーテンウォールは、例えば建築物や壁を構築する製品であり、ボックスカルバート、及びL型擁壁は、例えば水路や道路を構築する製品である。
上記に加え、本発明は、(A)成分と(B)成分とを含有する組成物の、遠心成型用水硬性組成物用分散剤としての使用を開示する。
また、本発明は、(A)成分と(B)成分とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である組成物の、蒸気養生用水硬性組成物用分散剤としての使用を開示する。
また、本発明は、本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用を開示する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用を開示する。
また、本発明は、本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用を開示する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上60質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用を開示する。
これらの使用には、本発明の水硬性組成物用分散剤組成物、水硬性組成物、水硬性組成物用分散剤組成物の製造方法、水硬性組成物の製造方法、及び水硬性組成物の硬化体の製造方法で述べた事項を適宜適用することができる。
また、本発明は、(A)成分と(B)成分とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である組成物の、蒸気養生用水硬性組成物用分散剤としての使用を開示する。
また、本発明は、本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用を開示する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用を開示する。
また、本発明は、本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用を開示する。
また、本発明は、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上60質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用を開示する。
これらの使用には、本発明の水硬性組成物用分散剤組成物、水硬性組成物、水硬性組成物用分散剤組成物の製造方法、水硬性組成物の製造方法、及び水硬性組成物の硬化体の製造方法で述べた事項を適宜適用することができる。
また、本発明は、遠心成型用水硬性組成物用分散剤に用いるための、(A)成分と(B)成分とを含有する組成物を開示する。
また、本発明は、蒸気養生用水硬性組成物用分散剤に用いるための、(A)成分と(B)成分とを含有し、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上60質量%以下である組成物を開示する。
また、本発明は、遠心成型用水硬性組成物に用いるための、本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物を開示する。
また、本発明は、遠心成型用水硬性組成物に用いるための、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物を開示する。
また、本発明は、蒸気養生用水硬性組成物に用いるための、本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物を開示する。
また、本発明は、蒸気養生用水硬性組成物に用いるための、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、し、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上60質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物を開示する。
これらの組成物には、本発明の水硬性組成物用分散剤組成物、水硬性組成物、水硬性組成物用分散剤組成物の製造方法、水硬性組成物の製造方法、及び水硬性組成物の硬化体の製造方法で述べた事項を適宜適用することができる。
また、本発明は、蒸気養生用水硬性組成物用分散剤に用いるための、(A)成分と(B)成分とを含有し、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上60質量%以下である組成物を開示する。
また、本発明は、遠心成型用水硬性組成物に用いるための、本発明の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物を開示する。
また、本発明は、遠心成型用水硬性組成物に用いるための、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物を開示する。
また、本発明は、蒸気養生用水硬性組成物に用いるための、本発明の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物を開示する。
また、本発明は、蒸気養生用水硬性組成物に用いるための、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、し、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上60質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物を開示する。
これらの組成物には、本発明の水硬性組成物用分散剤組成物、水硬性組成物、水硬性組成物用分散剤組成物の製造方法、水硬性組成物の製造方法、及び水硬性組成物の硬化体の製造方法で述べた事項を適宜適用することができる。
以下に、本発明の態様を例示する。これらの態様には、本発明の水硬性組成物用分散剤組成物、水硬性組成物、水硬性組成物用分散剤組成物の製造方法、水硬性組成物の製造方法、及び水硬性組成物の硬化体の製造方法で述べた事項を適宜適用することができる。
<1>
(A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤〔以下、(A)成分という〕と、(B)下記一般式(B1)で表される化合物〔以下、化合物(B1)という〕、下記一般式(B2)で表される化合物〔以下、化合物(B2)という〕、下記一般式(B3)で表される化合物〔以下、化合物(B3)という〕、及び下記一般式(B4)で表される化合物〔以下、化合物(B4)という〕から選ばれる1種以上の化合物〔以下、(B)成分という〕とを含有する、遠心成型用水硬性組成物用分散剤組成物。
(A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤〔以下、(A)成分という〕と、(B)下記一般式(B1)で表される化合物〔以下、化合物(B1)という〕、下記一般式(B2)で表される化合物〔以下、化合物(B2)という〕、下記一般式(B3)で表される化合物〔以下、化合物(B3)という〕、及び下記一般式(B4)で表される化合物〔以下、化合物(B4)という〕から選ばれる1種以上の化合物〔以下、(B)成分という〕とを含有する、遠心成型用水硬性組成物用分散剤組成物。

〔式中、
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
<2>(A)成分と、(B)成分とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である蒸気養生用水硬性組成物用分散剤組成物。
<3>(A)成分が、芳香環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤である、<1>又は<2>記載の水硬性組成物用分散剤組成物。
ここでの水硬性組成物用分散剤組成物は、遠心成型用水硬性組成物用分散剤組成物又は蒸気養生用水硬性組成物用分散剤組成物の意味であり、以下においても同様である。
ここでの水硬性組成物用分散剤組成物は、遠心成型用水硬性組成物用分散剤組成物又は蒸気養生用水硬性組成物用分散剤組成物の意味であり、以下においても同様である。
<4>(A)成分の芳香環を含むモノマー単位が、ベンゼン環を含むモノマー単位、ナフタレン環を含むモノマー単位、及びトリアジン環を含むモノマー単位から選ばれる1種以上のモノマー単位である、<1>~<3>の何れかに記載の水硬性組成物用分散剤組成物。
<5>(A)成分が、ナフタレン環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤である、<1>~<4>の何れかに記載の水硬性組成物用分散剤組成物。
<6>(A)成分が、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩である、<5>に記載の水硬性組成物用分散剤組成物。
<7>下記条件のゲルパーミエーションクロマトグラフィ(GPC)により測定された、ナフタレンスルホン酸ホルムアルデヒド縮合物又はその塩の重量平均分子量が、好ましくは200,000以下、より好ましくは100,000以下、更に好ましくは80,000以下、より更に好ましくは50,000以下、より更に好ましくは30,000以下であり、そして、好ましくは1,000以上、より好ましくは3,000以上、更に好ましくは4,000以上、より更に好ましくは5,000以上である、<6>に記載の水硬性組成物用分散剤組成物。
[GPC条件]
カラム:G4000SWXL+G2000SWXL(東ソー株式会社)
溶離液:30mM CH3COONa/CH3CN=6/4
流量:0.7ml/min
検出:UV280nm
サンプルサイズ:0.2mg/ml
標準物質:西尾工業(株)製 ポリスチレンスルホン酸ソーダ換算(単分散ポリスチレンスルホン酸ナトリウム:分子量、206、1,800、4,000、8,000、18,000、35,000、88,000、780,000)
検出器:東ソー株式会社 UV-8020
[GPC条件]
カラム:G4000SWXL+G2000SWXL(東ソー株式会社)
溶離液:30mM CH3COONa/CH3CN=6/4
流量:0.7ml/min
検出:UV280nm
サンプルサイズ:0.2mg/ml
標準物質:西尾工業(株)製 ポリスチレンスルホン酸ソーダ換算(単分散ポリスチレンスルホン酸ナトリウム:分子量、206、1,800、4,000、8,000、18,000、35,000、88,000、780,000)
検出器:東ソー株式会社 UV-8020
<8>(A)成分が、フェノール系分散剤、リグニン系分散剤、メラミン系分散剤、及びスチレンスルホン酸系分散剤から選ばれる1種以上の水硬性粉体用分散剤である、<1>~<4>の何れかに記載の水硬性組成物用分散剤組成物。
<9>一般式(B1)中のR11の炭化水素基が、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基から選ばれる基である、<1>~<8>の何れかに記載の水硬性組成物用分散剤組成物。
<10>一般式(B1)中のR11の炭化水素基が、アルキル基、アルケニル基、及び置換基を有するアリール基から選ばれる基である、好ましくはアルケニル基、及び置換基を有するアリール基から選ばれる基である、<1>~<9>の何れかに記載の水硬性組成物用分散剤組成物。
<11>アルキル基が、脂肪族アルキル基、好ましくは直鎖脂肪族アルキル基である、<10>に記載の水硬性組成物用分散剤組成物。
<12>アルケニル基が、脂肪族アルケニル基、好ましくは直鎖脂肪族アルケニル基である、<10>に記載の水硬性組成物用分散剤組成物。
<13>置換基を有するアリール基が、(1)芳香環の水素原子が炭化水素基で置換されたアリール基である、更に、(2)芳香環の水素原子の1つ、2つ又は3つが、炭化水素基で置換されたアリール基である、更に、(3)炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基である、更に、(4)ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基である、<10>に記載の水硬性組成物用分散剤組成物。
<14>一般式(B1)中のR11が、アルキル基である、<10>に記載の水硬性組成物用分散剤組成物。
<15>一般式(B1)中のR11が、アルケニル基である。<10>に記載の水硬性組成物用分散剤組成物。
<16>一般式(B1)中のR11が、置換基を有するアリール基である、<10>に記載の水硬性組成物用分散剤組成物。
<17>一般式(B1)中のR11の炭素数が、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下である、<1>~<16>の何れかに記載の水硬性組成物用分散剤組成物。
<18>一般式(B1)中のR11が、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基である、<1>~<17>の何れかに記載の水硬性組成物用分散剤組成物。
<19>一般式(B1)中のR11が、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基、トリベンジルフェニル基及びジスチレン化フェニル基から選ばれる基である、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基、トリベンジルフェニル基及びジスチレン化フェニル基から選ばれる基である、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、オレイル基、トリベンジルフェニル基及びジスチレン化フェニル基から選ばれる基である、より更に好ましくは、オレイル基、ステアリル基、ジスチレン化フェニル基及びトリベンジルフェニル基から選ばれる基である、<1>~<17>の何れかに記載の水硬性組成物用分散剤組成物。
<20>一般式(B1)中のAOが炭炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である、あるいは、AOが炭素数2のアルキレンオキシ基を含む、<1>~<19>の何れかに記載の水硬性組成物用分散剤組成物。
<21>一般式(B1)中のn1が、好ましくは10以上、より好ましくは20以上、そして、好ましくは60以下、より好ましくは40以下の数である、<1>~<20>の何れかに記載の水硬性組成物用分散剤組成物。
<22>一般式(B1)中のR11が置換基を有するアリール基であり、n1が、好ましくは10以上、より好ましくは15以上、更に好ましくは25以上、そして、好ましくは65以下、より好ましくは50以下、更に好ましくは40以下、より更に好ましく35以下である、<1>~<21>の何れかに記載の水硬性組成物用分散剤組成物。
<23>一般式(B1)中のR11がアルケニル基であり、n1が、好ましくは5以上、より好ましくは8以上、更に好ましくは9以上、そして、好ましくは65以下、より好ましくは50以下、更に好ましくは40以下、より更に好ましくは35以下、より更に好ましくは25以下、より更に好ましくは20以下、より更に好ましくは12以下である、<1>~<21>の何れかに記載の水硬性組成物用分散剤組成物。
<24>一般式(B1)中のR11がアルキル基であり、n1が、好ましくは15以上、より好ましくは20以上、そして、好ましくは55以下、より好ましくは30以下である、<1>~<21>の何れかに記載の水硬性組成物用分散剤組成物。
<25>一般式(B1)中のMが、水素イオン、アルカリ金属イオン、アルカリ土類金属イオン(1/2イオン)、及びアンモニウムイオンから選ばれるイオンである、<1>~<24>の何れかに記載の水硬性組成物用分散剤組成物。
<26>一般式(B1)中のMが、アンモニウムイオンである、<25>に記載の水硬性組成物用分散剤組成物。
<27>一般式(B1)中のMが、アルカリ金属イオンである、好ましくはナトリウムイオン及びカリウムイオンから選ばれるアルカリ金属イオンである、<25>に記載の水硬性組成物用分散剤組成物。
<28>化合物(B1)が、ポリオキシエチレンアルケニルエーテル硫酸エステル化物又はその塩、及びポリオキシエチレン置換アリールエーテル硫酸エステル化物又はその塩から選ばれる1種以上の化合物である、<1>~<27>の何れかに記載の水硬性組成物用分散剤組成物。
<29>一般式(B2)中のR21の炭化水素基が、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基である、<1>~<22>の何れかに記載の水硬性組成物用分散剤組成物。
<30>一般式(B2)中のR21の炭化水素基が、アルキル基、アルケニル基、及び置換基を有するアリール基から選ばれる基である、好ましくはアルケニル基、及び置換基を有するアリール基から選ばれる基である、<29>に記載の水硬性組成物用分散剤組成物。
<31>アルキル基が、脂肪族アルキル基、好ましくは直鎖脂肪族アルキル基である、<30>に記載の水硬性組成物用分散剤組成物。
<32>アルケニル基が、脂肪族アルケニル基、好ましくは直鎖脂肪族アルケニル基である、<30>に記載の水硬性組成物用分散剤組成物。
<33>置換基を有するアリール基が、(1)芳香環の水素原子が炭化水素基で置換されたアリール基である、更に、(2)芳香環の水素原子の1つ、2つ又は3つが、炭化水素基で置換されたアリール基である、更に、(3)炭素数が好ましくは1以上、更に好ましくは2以上、そして、好ましくは10以下、更に好ましくは8以下のアルキル基で置換されたフェニル基、ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基である、更に、(4)ベンジル基で置換されたフェニル基、及びスチレン化したフェニル基から選ばれる基である、<30>に記載の水硬性組成物用分散剤組成物。
<34>一般式(B2)中のR21が、アルキル基である、<30>に記載の水硬性組成物用分散剤組成物。
<35>一般式(B2)中のR21が、アルケニル基である、<30>に記載の水硬性組成物用分散剤組成物。
<36>一般式(B2)中のR21が、置換基を有するアリール基である、<30>に記載の水硬性組成物用分散剤組成物。
<37>一般式(B2)中のR21の炭素数が、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下である、<1>~<36>の何れかに記載の水硬性組成物用分散剤組成物。
<38>一般式(B2)中のR21が、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基である、<1>~<37>の何れかに記載の水硬性組成物用分散剤組成物。
<39>一般式(B2)中のR21が、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基、及びジスチレン化フェニル基から選ばれる基である、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、オレイル基及びジスチレン化フェニル基から選ばれる基である、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、オレイル基及びジスチレン化フェニル基から選ばれる基である、<1>~<37>の何れかに記載の水硬性組成物用分散剤組成物。
<40>一般式(B2)中のXが、Oである、<1>~<39>の何れかに記載の水硬性組成物用分散剤組成物。
<41>一般式(B2)中のAOが、炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である、あるいは、AOが炭素数2のアルキレンオキシ基を含む、<1>~<40>の何れかに記載の水硬性組成物用分散剤組成物。
<42>一般式(B2)中のn2が、好ましくは10以上、より好ましくは20以上、そして、好ましくは60以下、より好ましくは40以下の数である、<1>~<41>の何れかに記載の水硬性組成物用分散剤組成物。
<43>一般式(B2)中のR21が置換基を有するアリール基であり、n2が、好ましくは10以上、そして、好ましくは25以下、より好ましくは15以下である、<1>~<41>の何れかに記載の水硬性組成物用分散剤組成物。
<44>一般式(B2)中のR21がアルキル基であり、n2が、好ましくは1以上、そして、好ましくは5以下である、<1>~<41>の何れかに記載の水硬性組成物用分散剤組成物。
<45>一般式(B2)中のR21がアルケニル基であり、n2が、好ましくは5以上、より好ましくは8以上、更に好ましくは10以上、そして、好ましくは65以下、より好ましくは50以下、更に好ましくは40以下、より更に好ましくは35以下、より更に好ましくは25以下、より更に好ましくは15以下である、<1>~<41>の何れかに記載の水硬性組成物用分散剤組成物。
<46>一般式(B2)中のR22が、水素原子である、<1>~<45>の何れかに記載の水硬性組成物用分散剤組成物。
<47>化合物(B2)が、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルケニルエーテル、ポリオキシエチレンアルキルエステル、及びポリオキシエチレン置換アリールエーテルから選ばれる1種以上の化合物である、<1>~<46>の何れかに記載の水硬性組成物用分散剤組成物。
<48>一般式(B3)中のR31の炭化水素基が、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基から選ばれる基である、<1>~<47>の何れかに記載の水硬性組成物用分散剤組成物。
<49>一般式(B3)中のR31の炭化水素基が、アルキル基及びアルケニル基から選ばれる基である、<48>に記載の水硬性組成物用分散剤組成物。
<50>アルキル基が、脂肪族アルキル基、好ましくは直鎖脂肪族アルキル基である、<48>に記載の水硬性組成物用分散剤組成物。
<51>アルケニル基が、脂肪族アルケニル基、好ましくは直鎖脂肪族アルケニル基である、<48>に記載の水硬性組成物用分散剤組成物。
<52>一般式(B3)中のR31が、アルキル基である、<48>に記載の水硬性組成物用分散剤組成物。
<53>一般式(B3)中のR31が、アルケニル基である、<48>に記載の水硬性組成物用分散剤組成物。
<54>一般式(B3)中のR31の炭素数が、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下である、<1>~<53>の何れかに記載の水硬性組成物用分散剤組成物。
<55>一般式(B3)中のR31が、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基である、<1>~<54>の何れかに記載の水硬性組成物用分散剤組成物。
<56>一般式(B3)中のAOが、炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である、あるいは、AOが炭素数2のアルキレンオキシ基を含む、<1>~<55>の何れかに記載の水硬性組成物用分散剤組成物。
<57>一般式(B3)中のn3及びn4の合計が、好ましくは10以上、より好ましくは20以上、そして、好ましくは60以下、より好ましくは40以下の数である、<1>~<56>の何れかに記載の水硬性組成物用分散剤組成物。
<58>一般式(B3)中のR32及びR33が、それぞれ、水素原子である、<1>~<57>の何れかに記載の水硬性組成物用分散剤組成物。
<59>化合物(B3)が、ポリオキシアルキレンアルキルアミンから選ばれる1種以上の化合物である、<1>~<58>の何れかに記載の水硬性組成物用分散剤組成物。
<60>一般式(B4)中のR41の炭化水素基が、アルキル基、アルケニル基、アラルキル基、アリール基、及び置換基を有するアリール基から選ばれる基である、<1>~<59>の何れかに記載の水硬性組成物用分散剤組成物。
<61>一般式(B4)中のR41の炭化水素基が、アルキル基及びアルケニル基から選ばれる基である、<60>に記載の水硬性組成物用分散剤組成物。
<62>アルキル基が、脂肪族アルキル基、好ましくは直鎖脂肪族アルキル基である、<61>に記載の水硬性組成物用分散剤組成物。
<63>アルケニル基が、脂肪族アルケニル基、好ましくは直鎖脂肪族アルケニル基である、<61>に記載の水硬性組成物用分散剤組成物。
<64>一般式(B4)中のR41が、アルキル基である、<61>に記載の水硬性組成物用分散剤組成物。
<65>一般式(B4)中のR41が、アルケニル基である、<61>の何れかに記載の水硬性組成物用分散剤組成物。
<66>一般式(B4)中のR41の炭素数が、好ましくは8以上、より好ましくは12以上、更に好ましくは16以上、そして、好ましくは22以下、より好ましくは20以下、更に好ましくは18以下である、<1>~<65>の何れかに記載の水硬性組成物用分散剤組成物。
<67>一般式(B4)中のR41が、デシル基、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、好ましくはラウリル基、ミリスチル基、パルミチル基、ステアリル基、ベヘニル基、イソステアリル基、及びオレイル基から選ばれる基である、より好ましくは、ラウリル基、ミリスチル基、パルミチル基、ステアリル基、及びオレイル基から選ばれる基である、<1>~<66>の何れかに記載の水硬性組成物用分散剤組成物。
<68>一般式(B4)中のAOが炭素数2のアルキレンオキシ基及び炭素数3のアルキレンオキシ基から選ばれる1種以上の基である、あるいは、AOが炭素数2のアルキレンオキシ基を含む、<1>~<67>の何れかに記載の水硬性組成物用分散剤組成物。
<69>一般式(B4)中のY1、Y2が、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、Mは対イオンであり、水素イオン、アルカリ金属イオン、アルカリ土類金属イオン(1/2原子)、及びアンモニウムイオンから選ばれるイオンである、<1>~<68>の何れかに記載の水硬性組成物用分散剤組成物。
<70>SO3MのMが、アンモニウムイオンである<1>~<69>の何れかに記載の水硬性組成物用分散剤組成物。
<71>SO3MのMが、アルカリ金属イオンである、好ましくはナトリウムイオン及びカリウムイオンから選ばれるアルカリ金属イオンである、<1>~<69>の何れかに記載の水硬性組成物用分散剤組成物。
<72>一般式(B4)中のn5及びn6の合計が、好ましくは20以上、より好ましくは50以上、そして、好ましくは150以下、より好ましくは100以下の数である、<1>~<71>の何れかに記載の水硬性組成物用分散剤組成物。
<73>化合物(B4)が、脂肪族アミンアルキレン付加物の硫酸エステル化物から選ばれる1種以上の化合物である、<1>~<72>の何れかに記載の水硬性組成物用分散剤組成物。
<74>(B)成分が、化合物(B1)、化合物(B2)、化合物(B3)、及び化合物(B4)に属する化合物の1種以上である、<1>~<73>の何れかに記載の水硬性組成物用分散剤組成物。
<75>(B)成分が、化合物(B1)、化合物(B2)及び化合物(B3)から選ばれる1種以上の化合物である、<1>~<74>の何れかに記載の水硬性組成物用分散剤組成物。
<76>(B)成分が、化合物(B1)から選ばれる1種以上の化合物である、<1>~<75>の何れかに記載の水硬性組成物用分散剤組成物。
<77>(B)成分として、化合物(B1)、化合物(B2)及び化合物(B3)から選ばれる1種以上の化合物、更に、化合物(B1)から選ばれる1種以上の化合物を含有する、<1>~<75>の何れかに記載の水硬性組成物用分散剤組成物。
<78>(A)成分を、固形分中、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、そして、好ましくは99質量%以下、より好ましくは97質量%以下、更に好ましくは95質量%以下含有する、<1>~<77>の何れかに記載の水硬性組成物用分散剤組成物。
<79>(B)成分を、固形分中、好ましくは2質量%以上、より好ましくは5質量%以上、更に好ましくは7質量%以上、そして、好ましくは90質量%以下、より好ましくは80質量%以下、更に好ましくは70質量%以下含有する、<1>~<78>の何れかに記載の水硬性組成物用分散剤組成物。
<80>(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が、好ましくは3質量%以上、より好ましくは5質量%以上、更に好ましくは10質量%以上、より更に好ましくは20質量%、そして、好ましくは60質量%以下、より好ましくは50質量%以下、更に好ましくは40質量%以下、より更に好ましくは30質量%以下である、<1>~<79>の何れかに記載の水硬性組成物用分散剤組成物。
<81>(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物であり、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは、0.2%以上、より好ましくは0.5%以上、更に好ましくは0.8%以上、より更に好ましくは1.5%以上、より更に好ましくは5%以上、そして、好ましくは50%以下、より好ましくは45%以下、更に好ましくは30%以下、より更に好ましくは20%以下、より更に好ましくは15%以下、より更に好ましくは10%以下、より更に好ましくは8%以下である、<1>~<80>の何れかに記載の水硬性組成物用分散剤組成物(ただし、<8>を引用するものを除く)。
<82>(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物であり、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは16.1%以上、より好ましくは30.1%以上、そして、50%以下である、<1>~<80>の何れかに記載の水硬性組成物用分散剤組成物(ただし、<8>を引用するものを除く)。
<83>(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物であり、((B)成分が一般式(B)中のR11が置換基を有するアリール基である化合物であり、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは1.5%以上、より好ましくは2%以上、そして、好ましくは7%以下、より好ましくは6%以下、更に好ましくは5%以下、より更に好ましくは4.5%以下、より更に好ましくは3%以下である、<1>~<80>の何れかに記載の水硬性組成物用分散剤組成物(ただし、<8>を引用するものを除く)。
<84>(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物であり、((B)成分が一般式(B)中のR11がアルケニル基である化合物であり、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは1.5%以上、より好ましくは3%以上、更に好ましくは4%以上、より更に好ましくは6.5%以上、そして、好ましくは9%以下、より好ましくは8%以下である、<1>~<80>の何れかに記載の水硬性組成物用分散剤組成物(ただし、<8>を引用するものを除く)。
<85>(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物であり、((B)成分が一般式(B)中のR11が炭素数16以上18以下のアルキル基である化合物であり、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは0.5%以上、より好ましくは1%以上、更に好ましくは2%以上、より更に好ましくは3.5%以上、より更に好ましくは5%以上、そして、好ましくは45%以下、より好ましくは40%以下、更に好ましくは25%以下、より更に好ましくは15%以下、より更に好ましくは10%以下である、<1>~<80>の何れかに記載の水硬性組成物用分散剤組成物(ただし、<8>を引用するものを除く)。
<86>(A)成分がナフタレン環を含むモノマー単位を有する高分子化合物であり、((B)成分が一般式(B)中のR11が炭素数6以上10以下のアルキル基である化合物であり、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合が、好ましくは0.3%以上、より好ましくは0.5%以上、更に好ましくは1.5%以上、そして、好ましくは7%以下、より好ましくは6%以下、更に好ましくは3%以である、<1>~<80>の何れかに記載の水硬性組成物用分散剤組成物(ただし、<8>を引用するものを除く)。
<87>(C)ポリカルボン酸系共重合体〔以下、(C)成分という〕を含有する、<1>~<86>の何れかに記載の水硬性組成物用分散剤組成物。
<88>(C)成分が、下記一般式(C1)で示される単量体(C1)と下記一般式(C2)で示される単量体(C2)とを構成単量体として含む共重合体〔以下、共重合体(C)という〕である、<87>に記載の水硬性組成物用分散剤組成物。
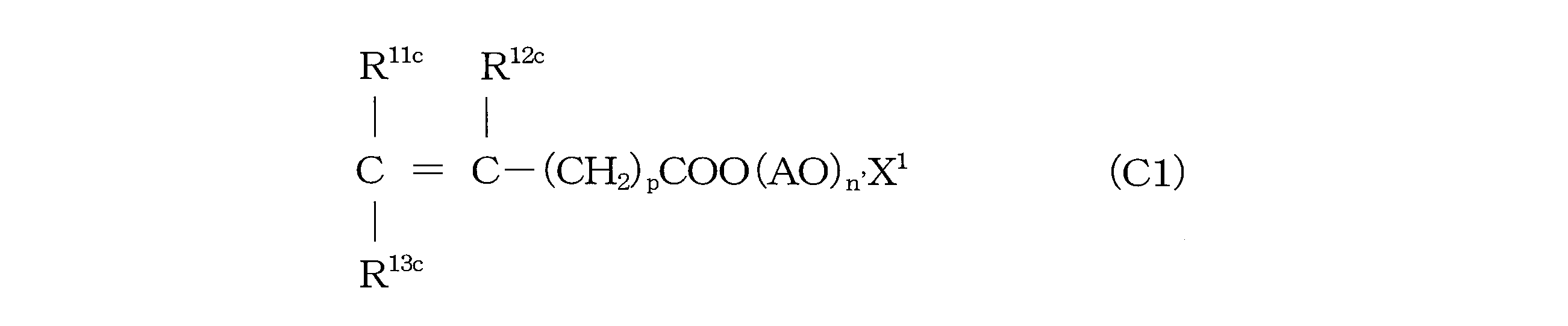
〔式中、
R11c、R12c:同一でも異なっていても良く、水素原子又はメチル基
R13c:水素原子又は-COO(AO)n’X1
X1:炭素数1以上4以下のアルキル基
AO:エチレンオキシ基及びプロピレンオキシ基から選ばれる基
n’:AOの平均付加モル数であり、1以上300以下の数
p:0以上2以下の数
を示す。〕
R11c、R12c:同一でも異なっていても良く、水素原子又はメチル基
R13c:水素原子又は-COO(AO)n’X1
X1:炭素数1以上4以下のアルキル基
AO:エチレンオキシ基及びプロピレンオキシ基から選ばれる基
n’:AOの平均付加モル数であり、1以上300以下の数
p:0以上2以下の数
を示す。〕

〔式中、
R21c、R22c、R23c:同一でも異なっていても良く、水素原子、メチル基又は(CH2)rCOOM2であり、(CH2)rCOOM2は、COOM1又は他の(CH2)rCOOM2と無水物を形成していてもよく、その場合、それらの基のM1、M2は存在しない。
M1、M2:同一でも異なっていても良く、水素原子、アルカリ金属、アルカリ土類金属(1/2原子)、アンモニウム基、アルキルアンモニウム基又は置換アルキルアンモニウム基
r:0以上2以下の数
を示す。〕
R21c、R22c、R23c:同一でも異なっていても良く、水素原子、メチル基又は(CH2)rCOOM2であり、(CH2)rCOOM2は、COOM1又は他の(CH2)rCOOM2と無水物を形成していてもよく、その場合、それらの基のM1、M2は存在しない。
M1、M2:同一でも異なっていても良く、水素原子、アルカリ金属、アルカリ土類金属(1/2原子)、アンモニウム基、アルキルアンモニウム基又は置換アルキルアンモニウム基
r:0以上2以下の数
を示す。〕
<89>一般式(C1)中のR11cが水素原子である、<88>に記載の水硬性組成物用分散剤組成物。
<90>一般式(C1)中のR12cがメチル基である、<88>又は<89>に記載の水硬性組成物用分散剤組成物。
<91>一般式(C1)中のR13cが水素原子である、<88>~<90>の何れかに記載の水硬性組成物用分散剤組成物。
<92>一般式(C1)中のX1がメチル基である、<88>~<91>の何れかに記載の水硬性組成物用分散剤組成物。
<93>一般式(C1)中のAOがエチレンオキシ基である、又はAOがエチレンオキシ基を含む、<88>~<92>の何れかに記載の水硬性組成物用分散剤組成物。
<94>一般式(C1)中のn’が、好ましくは100以上、より好ましくは110以上、そして、好ましくは200以下、より好ましくは150以下の数である、<88>~<93>の何れかに記載の水硬性組成物用分散剤組成物。
<95>一般式(C1)中のn’が、好ましくは5以上、より好ましくは20以上、更に好ましくは40以上、そして、好ましくは200以下、より好ましくは150以下、更に好ましくは100以下、より更に好ましくは80以下、より更に好ましくは50以下の数である、<88>~<93>の何れかに記載の水硬性組成物用分散剤組成物。
<96>一般式(C1)中のpが0である、<88>~<95>の何れかに記載の水硬性組成物用分散剤組成物。
<97>一般式(C2)中のR21cが、水素原子である、<88>~<96>の何れかに記載の水硬性組成物用分散剤組成物。
<98>一般式(C2)中のR22cが、メチル基である、<88>~<97>の何れかに記載の水硬性組成物用分散剤組成物。
<99>一般式(C2)中のR23cが、水素原子である、<88>~<98>の何れかに記載の水硬性組成物用分散剤組成物。
<100>一般式(C2)中、M1、M2が、それぞれ、水素原子である、<88>~<99>の何れかに記載の水硬性組成物用分散剤組成物。
<101>一般式(C2)中の(CH2)rCOOM2のrが、1である、<88>~<100>の何れかに記載の水硬性組成物用分散剤組成物。
<102>共重合体(C)の構成単量体中の単量体(C1)と単量体(C2)の合計量が、90質量%以上、好ましくは92質量%以上、より好ましくは95質量%以上、そして、100質量%以下である、あるいは、100質量%である、<88>~<101>の何れかに記載の水硬性組成物用分散剤組成物。
<103>共重合体(C)における単量体(C1)と単量体(C2)の合計に対する単量体(C2)の割合が、好ましくは80モル%以上、より好ましくは90モル%以上、そして、好ましくは98モル%以下、より好ましくは97モル%以下である、<88>~<102>の何れかに記載の水硬性組成物用分散剤組成物。
<104>共重合体(C)における単量体(C1)と単量体(C2)の合計に対する単量体(C2)の割合が、好ましくは60モル%以上、より好ましくは75モル%以上、そして、好ましくは90モル%以下、より好ましくは80モル%以下、更に好ましくは77モル%以下である、<88>~<102>の何れかに記載の水硬性組成物用分散剤組成物。
<105>(C)成分を、固形分中、好ましくは1質量%以上、より好ましくは3質量%以上、更に好ましくは5質量%以上、そして、好ましくは30質量%以下、より好ましくは20質量%以下、更に好ましくは15質量%以下含有する、<87>~<104>の何れかに記載の水硬性組成物用分散剤組成物。
<106>(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上であり、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である、<87>~<105>の何れかに記載の水硬性組成物用分散剤組成物。
<107>(A)成分と(C)成分の合計の含有量が、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7量%以上であり、そして、好ましくは50質量%以下、より好ましくは32質量%以下、更に好ましくは27質量%以下である、<87>~<106>の何れかに記載の水硬性組成物用分散剤組成物。
<108>セメント分散剤、水溶性高分子化合物、空気連行剤、セメント湿潤剤、膨張材、防水剤、遅延剤、急結剤、増粘剤、凝集剤、乾燥収縮低減剤、強度増進剤、硬化促進剤、防腐剤、及び消泡剤から選ばれる1種以上の成分〔(A)成分、(B)成分、又は(C)成分に該当するものを除く〕を含有する、<1>~<107>の何れかに記載の水硬性組成物用分散剤組成物。
<109>形態が液体又は固体である、<1>~<108>の何れかに記載の水硬性組成物用分散剤組成物。
<110>形態が液体であり、水を含有する、<1>~<109>の何れかに記載の水硬性組成物用分散剤組成物。
<111>水の含有量が、該組成物中、好ましくは10質量%以上、より好ましくは30質量%以上、更に好ましくは50質量%以上であり、そして、好ましくは90質量%以下、より好ましくは70質量%以下である、<110>に記載の水硬性組成物用分散剤組成物。
<112>(A)成分の含有量が、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7量%以上であり、そして、好ましくは50質量%以下、より好ましくは32質量%以下、更に好ましくは27質量%以下である、<110>又は<111>に記載の水硬性組成物用分散剤組成物。
<113>(B)成分の含有量が、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7質量%以上であり、そして、好ましくは60質量%以下、より好ましくは50質量%以下、更に好ましくは32質量%以下である、<110>~<112>の何れかに記載の水硬性組成物用分散剤組成物。
<114>(A)成分と(B)成分の合計の含有量が、該組成物中、好ましくは10質量%以上、より好ましくは20質量%以上、更に好ましくは30質量%以上であり、そして、好ましくは90質量%以下、より好ましくは70質量%以下、更に好ましくは50質量%以下である、<110>~<113>の何れかに記載の水硬性組成物用分散剤組成物。
<115>前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物。
<116>(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物。
<117>水/水硬性粉体比が、10質量%以上、好ましくは12質量%以上、より好ましくは、15質量%以上であり、そして、25質量%以下、好ましくは20質量%以下である、<115>又は<116>に記載の遠心成型用水硬性組成物。
<118>水硬性粉体100質量部に対して、(A)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.1質量部以上、より更に好ましくは0.4質量部以上、より更に好ましくは0.6質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下含有する、<115>~<117>の何れかに記載の遠心成型用水硬性組成物。
<119>水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0001質量部以上、より好ましくは0.001質量部以上、更に好ましくは0.01質量部以上、より更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下含有する、<115>~<118>の何れかに記載の遠心成型用水硬性組成物。
<120>水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下含有する、<115>~<119>の何れかに記載の遠心成型用水硬性組成物。
<121>前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物。
<122>(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合が1質量%以上、好ましくは3質量%以上、より好ましくは5質量%以上、更に好ましくは10質量%以上、より更に好ましくは20質量%、そして、60質量%以下、好ましくは50質量%以下、より好ましくは40質量%以下、更に好ましくは30質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物。
<123>水/水硬性粉体比が、好ましくは20質量%以上、より好ましくは25質量%以上、更に好ましくは、30質量%以上であり、そして、好ましくは45質量%以下、より好ましくは40質量%以下、更に好ましくは35質量%以下である、<121>又は<122>に記載の蒸気養生用水硬性組成物。
<124>水硬性粉体100質量部に対して、(A)成分を、好ましくは0.15質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは9.9質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下含有する、<121>~<123>の何れかに記載の蒸気養生用水硬性組成物。
<125>水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0025質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは6質量部以下、より好ましくは2質量部以下、更に好ましくは1質量部以下、より更に好ましくは0.5質量部以下、より更に好ましくは0.2質量部以下含有する、<121>~<124>の何れかに記載の蒸気養生用水硬性組成物。
<126>水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、0.25質量部以上、より好ましくは0.4質量部以上、更に好ましくは0.6質量部以上、そして、10質量部以下、好ましくは5質量部以下、より好ましくは2質量部以下含有する、<121>~<125>の何れかに記載の蒸気養生用水硬性組成物。
<127>水硬性粉体が、セメント、及び石膏から選ばれる水硬性粉体である、好ましくはセメントである、より好ましくは普通ポルトランドセメント、ビーライトセメント、中庸熱セメント、早強セメント、超早強セメント、及び耐硫酸塩セメントから選ばれるセメント、あるいは、セメントにポゾラン作用及び/又は潜在水硬性を有する粉体が添加されたセメント、もしくは、セメントに炭酸カルシウム粉末が添加されたセメントである、<115>~<126>の何れかに記載の水硬性組成物。
ここでの水硬性組成物は、遠心成型用水硬性組成物又は蒸気養生用水硬性組成物の意味であり、以下においても同様である。
ここでの水硬性組成物は、遠心成型用水硬性組成物又は蒸気養生用水硬性組成物の意味であり、以下においても同様である。
<128>(C)成分のポリカルボン酸系共重合体を含有する、<115>~<127>の何れかに記載の水硬性組成物。
<129>水硬性粉体100質量部に対して、(C)成分を、好ましくは0.01質量部以上、より好ましくは0.05質量部以上、そして、好ましくは2質量部以下、より好ましくは1質量部以下、更に好ましくは0.5質量部以下、更に好ましくは0.3質量部以下含有する、<128>に記載の水硬性組成物。
<130>水硬性粉体100質量部に対して、(C)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、そして、好ましくは0.5質量部以下、より好ましくは0.2質量部以下、更に好ましくは0.1質量部以下含有する、<128>又は<129>に記載の水硬性組成物。
<131>(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上であり、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である、<128>~<130>の何れかに記載の水硬性組成物。
<132>骨材が、細骨材及び粗骨材から選ばれる骨材である、<115>~<131>の何れかに記載の水硬性組成物。
<133>細骨材が、JIS A0203-2014中の番号2311で規定される細骨材である、更に、川砂、陸砂、山砂、海砂、石灰砂、珪砂、及びこれらの砕砂、高炉スラグ細骨材、フェロニッケルスラグ細骨材、軽量細骨材(人工及び天然)、並びに再生細骨材から選ばれる細骨材である、<132>に記載の水硬性組成物。
<134>粗骨材が、JIS A0203-2014中の番号2312で規定される粗骨材である、更に、川砂利、陸砂利、山砂利、海砂利、石灰砂利、及びこれらの砕石、高炉スラグ粗骨材、フェロニッケルスラグ粗骨材、軽量粗骨材(人工及び天然)、並びに再生粗骨材から選ばれる粗骨材である、<132>又は<133>に記載の水硬性組成物。
<135>水硬性組成物がコンクリートであり、粗骨材の使用量が、嵩容積で、好ましくは50%以上、より好ましくは55%以上、更に好ましくは60%以上であり、そして、好ましくは100%以下、より好ましくは90%以下、更に好ましくは80%以下である、<115>~<134>の何れかに記載の水硬性組成物。
<136>細骨材の使用量が、好ましくは500kg/m3以上、より好ましくは600kg/m3以上、更に好ましくは700kg/m3以上であり、そして、好ましくは1000kg/m3以下、より好ましくは900kg/m3以下である、<135>に記載の水硬性組成物。
<137>セメントを用いたコンクリートである、<135>又は<136>に記載の水硬性組成物。
<138>水硬性組成物がモルタルであり、細骨材の使用量が、好ましくは800kg/m3以上、より好ましくは900kg/m3以上、更に好ましくは1000kg/m3以上であり、そして、好ましくは2000kg/m3以下、より好ましくは1800kg/m3以下、更に好ましくは1700kg/m3以下である、<115>~<133>の何れかに記載の水硬性組成物。
<139>セルフレベリング用、耐火物用、プラスター用、軽量又は重量コンクリート用、AE用、補修用、プレパックド用、トレーミー用、地盤改良用、グラウト用、又は寒中用である、<115>~<138>の何れかに記載の水硬性組成物。
<140>AE剤、遅延剤、起泡剤、増粘剤、発泡剤、防水剤、及び流動化剤から選ばれる1種以上の成分〔(A)成分、(B)成分、又は(C)成分に該当するものを除く〕を含有する、<115>~<139>の何れかに記載の水硬性組成物。
<141>早強剤及びキレート剤から選ばれる1種以上を含有する、<115>~<140>の何れかに記載の水硬性組成物。
<142>キレート剤の含有量が水硬性粉体100質量部に対し0.1質量部以下である、<115>~<141>の何れかに記載の水硬性組成物。
前記<1>~<114>の水硬性組成物用分散剤組成物で述べた事項は、これらの水硬性組成物に適宜適用することができる。
<143>(A)成分と、(B)成分とを混合する、水硬性組成物用分散剤組成物の製造方法。
ここでの水硬性組成物用分散剤組成物は、遠心成型用水硬性組成物用分散剤組成物又は蒸気養生用水硬性組成物用分散剤組成物の意味であり、以下においても同様である。
ここでの水硬性組成物用分散剤組成物は、遠心成型用水硬性組成物用分散剤組成物又は蒸気養生用水硬性組成物用分散剤組成物の意味であり、以下においても同様である。
<144>(A)成分と(B)成分と(C)成分とを混合する、水硬性組成物用分散剤組成物の製造方法。
<145>水硬性組成物用分散剤組成物が水を含有し、(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である、<144>に記載の水硬性組成物用分散剤組成物の製造方法。
<146>水硬性組成物用分散剤組成物が水を含有し、(A)成分と(C)成分の合計の含有量が、該組成物中、好ましくは1質量%以上、より好ましくは4質量%以上、更に好ましくは7量%以上であり、そして、好ましくは50質量%以下、より好ましくは32質量%以下、更に好ましくは27質量%以下となるように、(A)成分と(C)成分とを用いる、<144>又は<145>に記載の水硬性組成物用分散剤組成物の製造方法。
<147>前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物を製造する、<143>~<146>の何れかに記載の水硬性組成物用分散剤組成物の製造方法。
<148>(A)成分と(B)成分と水とを含有する水硬性組成物用分散剤組成物を製造する、<143>~<147>の何れかに記載の水硬性組成物用分散剤組成物の製造方法。
<149>(B)成分の凝固点以上に加熱した(A)成分の水溶液、及び(B)成分を攪拌機で混合する、<143>~<148>の何れかに記載の水硬性組成物用分散剤組成物の製造方法。
<150>(A)成分、及び(B)成分をそれぞれ水に溶解させ、(A)成分の水溶液、及び(B)成分の水溶液を混合する、<143>~<148>の何れかに記載の水硬性組成物用分散剤組成物の製造方法。
<151>水硬性組成物用分散剤組成物が遠心成型用水硬性組成物用分散剤組成物である、<143>~<150>の何れかに記載の水硬性組成物用分散剤組成物の製造方法。
<152>水硬性組成物用分散剤組成物が蒸気養生用水硬性組成物用分散剤組成物であり、(A)成分と(B)成分とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上、好ましくは3質量%以上、より好ましくは5質量%以上、更に好ましくは10質量%以上、より更に好ましくは20質量%、そして、60質量%以下、好ましくは50質量%以下、より好ましくは40質量%以下、更に好ましくは30質量%以下となるように混合する、<143>~<150>の何れかに記載の水硬性組成物用分散剤組成物の製造方法。
前記<1>~<114>の水硬性組成物用分散剤組成物、及び前記<115>~<142>の水硬性組成物で述べた事項は、これらの水硬性組成物用分散剤組成物の製造方法に適宜適用することができる。
<153>水硬性粉体と、骨材と、水と、(A)成分と、(B)成分とを混合する水硬性組成物の製造方法。
ここでの水硬性組成物は、遠心成型用水硬性組成物又は蒸気養生用水硬性組成物の意味であり、以下においても同様である。
ここでの水硬性組成物は、遠心成型用水硬性組成物又は蒸気養生用水硬性組成物の意味であり、以下においても同様である。
<154>水硬性粉体と、骨材と、水と、(A)成分と、(B)成分と、(C)成分とを混合する、水硬性組成物の製造方法。
<155>水硬性粉体100質量部に対して、(C)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.05質量部以上、そして、好ましくは2質量部以下、より好ましくは1質量部以下、更に好ましくは0.5質量部以下、更に好ましくは0.3質量部以下混合する、<154>に記載の水硬性組成物の製造方法。
<156>(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上であり、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下である、<154>又は<155>に記載の水硬性組成物の製造方法。
<157>水硬性粉体100質量部に対して、(A)成分を、0.001質量部以上、0.01質量部以上、0.1質量部以上、0.15質量部以上、0.2質量部以上、0.3質量部以上、0.4質量部以上、0.47質量部以上、0.5質量部以上、又は0.6質量部以上、そして、10質量部以下、9.9質量部以下、5質量部以下、2質量部以下、1質量部以下、0.9質量部以下、0.6質量部以下、又は0.52質量部以下、から選択して混合する、<153>~<156>の何れかに記載の水硬性組成物の製造方法。
<158>水硬性粉体100質量部に対して、(B)成分を、0.0001質量部以上、0.001質量部以上、0.0025質量部以上、0.01質量部以上、0.03質量部以上、0.05質量部以上、又は0.06質量部以上、そして、10質量部以下、6質量部以下、5質量部以下、2質量部以下、1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下、0.2質量部以下から選択して混合する、<153>~<157>の何れかに記載の水硬性組成物の製造方法。
<159>水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、更に好ましくは1質量部以下、混合する、<153>~<158>の何れかに記載の水硬性組成物の製造方法。
<160>(A)成分及び(B)成分と水とを予め混合し、水硬性粉体と混合する、<153>~<159>の何れかに記載の水硬性組成物の製造方法。
<161>水硬性粉体と、<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物とを混合する、<153>~<160>の何れかに記載の水硬性組成物の製造方法。
<162>水硬性組成物用分散剤組成物が液体又は固体である、<161>に記載の水硬性組成物の製造方法。
<163>水硬性組成物用分散剤組成物が、水を含有する液体である、<161>又は<162>に記載の水硬性組成物の製造方法。
<164>水硬性組成物用分散剤組成物を、水硬性粉体100質量部に対して、好ましくは0.1質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは2質量部以下、より好ましくは1.5質量部以下、更に好ましくは1.2質量部以下、混合する、<161>~<163>の何れかに記載の水硬性組成物の製造方法。
<165>得られた水硬性組成物を、更に、型枠に充填し養生し硬化させる、<153>~<164>の何れかに記載の水硬性組成物の製造方法。
<166>型枠が、建築物の型枠、又はコンクリート製品用の型枠である、<165>に記載の水硬性組成物の製造方法。
<167>水硬性組成物の型枠への充填を、ミキサーから直接水硬性組成物を投入する方法、又は水硬性組成物をポンプで圧送して型枠に導入する方法により行う、<165>又は<166>に記載の水硬性組成物の製造方法。
<168>水硬性組成物を加熱養生する、更に40℃以上90℃以下の温度で水硬性組成物を保持して加熱養生する、<165>~<167>の何れかに記載の水硬性組成物の製造方法。
<169>水硬性組成物が遠心成型用水硬性組成物であり、水硬性粉体100質量部に対して、(A)成分を、好ましくは0.001質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.1質量部以上、より更に好ましくは0.4質量部以上、より更に好ましくは0.6質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは3質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下、混合する、<153>~<168>の何れかに記載の水硬性組成物の製造方法。
<170>水硬性組成物が遠心成型用水硬性組成物であり、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0001質量部以上、より好ましくは0.001質量部以上、更に好ましくは0.01質量部以上、より更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは1質量部以下、更に好ましくは0.5質量部以下、より更に好ましくは0.35質量部以下、混合する、<153>~<169>の何れかに記載の水硬性組成物の製造方法。
<171>水硬性組成物が遠心成型用水硬性組成物であり、該水硬性組成物における水/水硬性粉体比が10質量%以上25質量%以下であり、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、好ましくは0.1質量部以上、より好ましくは0.5質量部以上、更に好ましくは0.7質量部以上、そして、好ましくは10質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、混合する、<153>~<170>の何れかに記載の水硬性組成物の製造方法。
<172>蒸水硬性組成物が蒸気養生用水硬性組成物であり、該水硬性組成物における水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上、好ましくは3質量%以上、より好ましくは5質量%以上、更に好ましくは10質量%以上、より更に好ましくは20質量%、そして、60質量%以下、好ましくは50質量%以下、より好ましくは40質量%以下、更に好ましくは30質量%以下となるように混合する、<153>~<168>の何れかに記載の水硬性組成物の製造方法。
<173>水硬性組成物が蒸気養生用水硬性組成物であり、該水硬性組成物における水/水硬性粉体比が10質量%以上53質量%以下であり、水硬性粉体100質量部に対して、(A)成分を、好ましくは0.15質量部以上、より好ましくは0.2質量部以上、更に好ましくは0.3質量部以上、より更に好ましくは0.5質量部以上、そして、好ましくは9.9質量部以下、より好ましくは5質量部以下、更に好ましくは2質量部以下、より更に好ましくは1質量部以下、混合する、<153>~<168>、及び<172>の何れかに記載の水硬性組成物の製造方法。
<174>水硬性組成物が蒸気養生用水硬性組成物であり、該水硬性組成物における水/水硬性粉体比が10質量%以上53質量%以下であり、水硬性粉体100質量部に対して、(B)成分を、好ましくは0.0025質量部以上、より好ましくは0.01質量部以上、更に好ましくは0.03質量部以上、より更に好ましくは0.05質量部以上、そして、好ましくは6質量部以下、より好ましくは2質量部以下、更に好ましくは1質量部以下、より更に好ましくは0.5質量部以下、より更に好ましくは0.2質量部以下、混合する、<153>~<168>、<172>、及び<173>の何れかに記載の水硬性組成物の製造方法。
<175>水硬性組成物が蒸気養生用水硬性組成物であり、該水硬性組成物における水/水硬性粉体比が10質量%以上53質量%以下であり、水硬性粉体100質量部に対して、(A)成分と(B)成分とを合計で、0.25質量部以上、好ましくは0.4質量部以上、より好ましくは0.6質量部以上、そして、10質量部以下、好ましくは5質量部以下、より好ましくは2質量部以下、混合する、<153>~<168>、<171>~<174>の何れかに記載の水硬性組成物の製造方法。
前記<1>~<114>の水硬性組成物用分散剤組成物、前記<115>~<142>の水硬性組成物、及び前記<143>~<152>の水硬性組成物用分散剤組成物の製造方法で述べた事項は、これらの水硬性組成物の製造方法に適宜適用することができる。
<176>次の工程を含む水硬性組成物の硬化体の製造方法。
工程1:水、水硬性粉体、骨材、及び、<1>~<114>のうち遠心成型用水硬性組成物用分散剤組成物を記述する何れかに記載の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
工程1:水、水硬性粉体、骨材、及び、<1>~<114>のうち遠心成型用水硬性組成物用分散剤組成物を記述する何れかに記載の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
<177>次の工程を含む水硬性組成物の硬化体の製造方法。
工程1:水、水硬性粉体、(A)成分、(B)成分及び骨材を混合し、遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
工程1:水、水硬性粉体、(A)成分、(B)成分及び骨材を混合し、遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
<178>次の工程を含む水硬性組成物の硬化体の製造方法。
工程1:水、水硬性粉体、(A)成分、(B)成分、(C)成分及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
工程1:水、水硬性粉体、(A)成分、(B)成分、(C)成分及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
<179>工程1で、水と前記遠心成型用水硬性組成物用分散剤組成物とを含む混合物又は水と(A)成分と(B)成分とを含む混合物を、骨材及び水硬性粉体に添加して混合する、<176>~<178>の何れかに記載の水硬性組成物の硬化体の製造方法。
<180>工程1が、水硬性粉体と骨材とを混合し、水と前記遠心成型用水硬性組成物用分散剤組成物とを含む混合物又は水と(A)成分と(B)成分とを含む混合物を添加し、混練して水硬性組成物を調製する工程である、<176>~<179>の何れかに記載の水硬性組成物の硬化体の製造方法。
<181>工程1で、水/水硬性粉体比が、10質量%以上、好ましくは11質量%以上、より好ましくは12質量%以上、更に好ましくは15質量%以上、より更に好ましくは17質量%以上、そして、25質量%以下、好ましくは24質量%以下、より好ましくは23質量%以下、更に好ましくは22質量%以下、より更に好ましくは20質量%以下の水硬性組成物を調製する、<176>~<180>の何れかに記載の水硬性組成物の硬化体の製造方法。
<182>工程3で、水硬性組成物を少なくとも1回は遠心力を変えて型締めする、更に、段階的に変化する遠心力をかけて水硬性組成物を型締めする、<176>~<181>の何れかに記載の水硬性組成物の硬化体の製造方法。
<183>工程3で、型枠に充填した水硬性組成物を、0.5G以上の遠心力で型締めする、<176>~<182>の何れかに記載の水硬性組成物の硬化体の製造方法。
<184>工程3で、遠心成型の遠心力が、好ましくは0.5G以上、そして、30G以下、より好ましくは25G以下である、<176>~<183>の何れかに記載の水硬性組成物の硬化体の製造方法。
<185>工程3で、1分以上、遠心力を15G以上、そして、30G以下、更に25G以下の範囲に保持する、<176>~<184>の何れかに記載の水硬性組成物の硬化体の製造方法。
<186>工程3で、0.5G以上30G以下の遠心力を、好ましくは5分以上、より好ましくは7分以上、更に好ましくは9分以上、そして、好ましくは40分以下かけて、水硬性組成物を型締めする、<176>~<185>の何れかに記載の水硬性組成物の硬化体の製造方法。
<187>工程3で、20G以上の遠心力の保持による締め固めを、好ましくは1分以上、より好ましくは3分以上、更に好ましくは5分以上、そして、好ましくは15分以下行なう、<176>~<186>の何れかに記載の水硬性組成物の硬化体の製造方法。
<188>工程3で、遠心力での締め固めを、段階的に遠心力Gを大きくする方法で行う、<176>~<187>の何れかに記載の水硬性組成物の硬化体の製造方法。
<189>工程3で、(1)一段階目である初速が0.5G以上2G未満の遠心力で0分間超15分間以下、(2)二段階目である二速が2G以上5G未満の遠心力で0分間超15分間以下、(3)三段階目である三速が5G以上10G未満の遠心力で0分間超15分間以下、(4)四段階目である四速が10G以上20G未満の遠心力で0分間超15分間以下、(5)五段階目である五速が20G以上30G以下の遠心力で0分間超15分間以下、の条件により水硬性組成物の型締めを行う、<188>に記載の水硬性組成物の硬化体の製造方法。
<190>工程4で、工程3で得られた水硬性組成物を、混練後3~4時間の気中養生を行う、<176>~<189>の何れかに記載の水硬性組成物の硬化体の製造方法。
<191>工程4の後に、下記の工程5を有する、<176>~<190>の何れかに記載の水硬性組成物の硬化体の製造方法。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。
<192>工程5で、40℃以上、好ましくは60℃以上、そして、90℃以下で蒸気養生を行なう、<191>に記載の水硬性組成物の硬化体の製造方法。
<193>工程5で、10℃以上40℃以下に1時間以上4時間以下放置する前養生を行った後、60℃以上90℃以下で蒸気養生を行なう、<191>又は<192>に記載の水硬性組成物の硬化体の製造方法。
<194>工程5の後に、下記の工程6を有する、<191>~<193>の何れかに記載の水硬性組成物の硬化体の製造方法。
工程6:工程5の後、水硬性組成物を冷却して、型枠から脱型する工程。
工程6:工程5の後、水硬性組成物を冷却して、型枠から脱型する工程。
<195>工程6を含み、工程5と工程6を一連の温度制御のもとに連続して行う、<194>に記載の水硬性組成物の硬化体の製造方法。
<196>工程5で、1時間当たり10℃以上30℃以下の昇温速度で型枠の周囲温度を60℃以上85℃以下に昇温し、昇温した温度を2時間以上8時間以下保持し、次いで、工程6で、1時間当たり5℃以上20℃以下の降温速度で室温、例えば20℃まで冷却し、成型体を脱型する、<194>又は<195>に記載の水硬性組成物の硬化体の製造方法。
<197>工程5で、水硬性組成物が充填された型枠を、周囲温度10℃以上30℃以下で3時間放置し、1時間あたり20℃の昇温速度で周囲温度を70℃以上90℃以下まで昇温させ、その昇温した70℃以上90℃以下の温度を2時間以上6時間以下保持し、次いで、1時間あたり10℃の降温速度で周囲温度を室温、例えば20℃まで冷却し、その温度で20時間以上30時間以下放置した後に成型体を脱型する、<194>~<196>の何れかに記載の水硬性組成物の硬化体の製造方法。
<198>更に180℃程度のオートクレーブ養生を行なう、<194>~<197>の何れかに記載の水硬性組成物の硬化体の製造方法。
<199>工程1~6を含み、水硬性組成物の調製を開始してから工程6で脱型するまでの時間が8時間以上30時間以下である、<194>~<198>の何れかに記載の水硬性組成物の硬化体の製造方法。
<200>工程6の後に、下記の工程7を有する、<194>~<199>の何れかに記載の水硬性組成物の硬化体の製造方法。
工程7:工程6で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
工程7:工程6で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
<201>工程7で、工程6で得られた水硬性組成物の硬化体を20℃、大気圧下で保存する、<200>に記載の水硬性組成物の硬化体の製造方法。
<202>得られる水硬性組成物の硬化体が、遠心成型コンクリート製品である、更に、パイル、ポール、及びヒューム管から選ばれる遠心成型コンクリート製品である、<176>~<201>の何れかに記載の水硬性組成物の硬化体の製造方法。
<203>次の工程を含む水硬性組成物の硬化体の製造方法。
工程1’:水、水硬性粉体、骨材、及び、<2>~<114>のうち蒸気養生用水硬性組成物用分散剤組成物を記述する何れかに記載の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
工程1’:水、水硬性粉体、骨材、及び、<2>~<114>のうち蒸気養生用水硬性組成物用分散剤組成物を記述する何れかに記載の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
<204>次の工程を含む水硬性組成物の硬化体の製造方法。
工程1’:水、水硬性粉体、(A)成分、(B)成分及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)成分と(B)成分とを、(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合が1質量%以上60質量%以下、且つ(A)成分と(B)成分の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
工程1’:水、水硬性粉体、(A)成分、(B)成分及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)成分と(B)成分とを、(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合が1質量%以上60質量%以下、且つ(A)成分と(B)成分の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
<205>次の工程を含む水硬性組成物の硬化体の製造方法。
工程1’:水、水硬性粉体、(A)成分、(B)成分、(C)成分及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)成分と(B)成分とを、(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合が1質量%以上60質量%以下、且つ(A)成分と(B)成分の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
工程1’:水、水硬性粉体、(A)成分、(B)成分、(C)成分及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)成分と(B)成分とを、(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合が1質量%以上60質量%以下、且つ(A)成分と(B)成分の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
<206>工程1’で、水と前記蒸気養生用水硬性組成物用分散剤組成物とを含む混合物又は水と(A)成分と(B)成分とを含む混合物を、骨材及び水硬性粉体に添加して混合する、<203>~<205>の何れかに記載の水硬性組成物の硬化体の製造方法。
<207>工程1’が、水硬性粉体と骨材とを混合し、水と前記蒸気養生用水硬性組成物用分散剤組成物とを含む混合物又は水と(A)成分と(B)成分とを含む混合物を添加し、混練して水硬性組成物を調製する工程である、<203>~<206>の何れかに記載の水硬性組成物の硬化体の製造方法。
<208>工程1’で、水/水硬性粉体比が、10質量%以上、好ましくは18質量%以上、好ましくは20質量%以上、より好ましくは25質量%以上、更に好ましくは、30質量%以上であり、そして、53質量%以下、好ましくは45質量%以下、より好ましくは40質量%以下、更に好ましくは35質量%以下の水硬性組成物を調製する、<203>~<207>の何れかに記載の水硬性組成物の硬化体の製造方法。
<209>工程5’で、40℃以上、好ましくは60℃以上、そして、90℃以下で蒸気養生を行なう、<203>~<208>の何れかに記載の水硬性組成物の硬化体の製造方法。
<210>工程5’で、10℃以上40℃以下に0.2時間以上4時間以下放置する前養生を行った後、1時間あたり20℃以上100℃以下の昇温速度で周囲温度を昇温し、その昇温された50℃以上70℃以下の温度で2時間以上保持して蒸気養生を行う、<203>~<209>の何れかに記載の水硬性組成物の硬化体の製造方法。
<211>工程1’での(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合が3質量%以上7質量%以下であり、工程5’の蒸気養生の前養生を、10℃以上40℃以下で、好ましくは0.2時間以上、より好ましくは0.3時間以上、そして、好ましくは4時間以下、より好ましくは3.5時間以下、更に好ましくは2.5時間以下、より更に好ましくは0.7時間以下、行う、<203>~<210>の何れかに記載の水硬性組成物の硬化体の製造方法。
<212>工程1’での(A)成分の混合量と(B)成分の混合量の合計に対する(B)成分の混合量の割合が15質量%以上25質量%以下であり、工程5’の蒸気養生の前養生を、10℃以上40℃以下で、好ましくは0.2時間以上、より好ましくは0.3時間以上、更に好ましくは0.5時間以上、より更に好ましくは0.7時間以上、より更に好ましくは1.5時間以上、そして、好ましくは4時間以下、より好ましくは3時間以下、更に好ましくは2.5時間以下、行う、<203>~<210>の何れかに記載の水硬性組成物の硬化体の製造方法。
<213>得られる水硬性組成物の硬化体が、カーテンウォール、ボックスカルバート、及びL型擁壁から選ばれるコンクリート製品である、<203>~<212>の何れかに記載の水硬性組成物の硬化体の製造方法。
<214>工程5’の後に、下記の工程6’を有する、<203>~<213>の何れかに記載の水硬性組成物の硬化体の製造方法。
工程6’:工程5’の後、水硬性組成物を冷却して、型枠から脱型する工程。
工程6’:工程5’の後、水硬性組成物を冷却して、型枠から脱型する工程。
<215>工程6’を含み、工程5’と工程6’を一連の温度制御のもとに連続して行う、<214>に記載の水硬性組成物の硬化体の製造方法。
<216>工程5’で、1時間当たり10℃以上30℃以下の昇温速度で型枠の周囲温度を60℃以上85℃以下に昇温し、昇温した温度を2時間以上8時間以下保持し、次いで、工程6’で、1時間当たり5℃以上20℃以下の降温速度で室温、例えば20℃まで冷却し、成型体を脱型する、<214>又は<215>に記載の水硬性組成物の硬化体の製造方法。
<217>工程5’で、水硬性組成物が充填された型枠を、周囲温度10℃以上30℃以下で3時間放置し、1時間あたり20℃の昇温速度で周囲温度を70℃以上90℃以下まで昇温させ、その昇温した70℃以上90℃以下の温度を2時間以上6時間以下保持し、次いで、1時間あたり10℃の降温速度で周囲温度を室温、例えば20℃まで冷却し、その温度で20時間以上30時間以下放置した後に成型体を脱型する、<214>~<216>の何れかに記載の水硬性組成物の硬化体の製造方法。
<218>更に180℃程度のオートクレーブ養生を行なう、<214>~<217>の何れかに記載の水硬性組成物の硬化体の製造方法。
<219>工程6’の後に、下記の工程7’を有する、<214>~<218>の何れかに記載の水硬性組成物の硬化体の製造方法。
工程7’:工程6’で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
工程7’:工程6’で得られた水硬性組成物の硬化体を常温常圧で養生する工程。
<220>工程7’で、工程6’で得られた水硬性組成物の硬化体を20℃、大気圧下で保存する、<219>に記載の水硬性組成物の硬化体の製造方法。
<221>工程2又は工程2’で、工程1又は工程1’で得られた水硬性組成物を型枠に充填する方法が、混練後の水硬性組成物を混練手段から排出し、手作業にて型枠へ投入してならす方法である、<176>~<220>の何れかに記載の水硬性組成物の硬化体の製造方法。
<222>(A)成分と(C)成分とを、(C)成分と(A)成分の質量比、(C)/(A)が、好ましくは0/100以上、より好ましくは0/100超、更に好ましくは0.05/99.95以上、より更に好ましくは0.1/99.9以上、より更に好ましくは1/99以上であり、そして、好ましくは50/50以下、より好ましくは30/70以下、更に好ましくは10/90以下となるように用いる、<176>~<221>のうち、(C)成分を記述する項の何れかに記載の水硬性組成物の硬化体の製造方法。
前記<1>~<114>の水硬性組成物用分散剤組成物、前記<115>~<142>の水硬性組成物、前記<143>~<152>の水硬性組成物用分散剤組成物の製造方法、及び前記<153>~<175>の水硬性組成物の製造方法で述べた事項は、前記の水硬性組成物の硬化体の製造方法に適宜適用することができる。
<223>(A)成分と(B)成分とを含有する組成物、好ましくは前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物の、遠心成型用水硬性組成物用分散剤としての使用。
<224>(A)成分と(B)成分とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である組成物、好ましくは前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物の、蒸気養生用水硬性組成物用分散剤としての使用。
<225>前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用。
<226>(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用。
<227>前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用。
<228>(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用。
前記<1>~<114>の水硬性組成物用分散剤組成物、前記<115>~<142>の水硬性組成物、前記<143>~<152>の水硬性組成物用分散剤組成物の製造方法、及び前記<153>~<175>の水硬性組成物の製造方法、及び前記<176>~<222>の水硬性組成物の硬化体の製造方法で述べた事項は、これらの使用に、適宜適用することができる。
<229>遠心成型用水硬性組成物用分散剤に用いるための、(A)成分と(B)成分とを含有する組成物、好ましくは前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物。
<230>蒸気養生用水硬性組成物用分散剤に用いるための、(A)成分と(B)成分とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である組成物、好ましくは前記<1>~<114>の何れかに記載の水硬性組成物用分散剤組成物。
<231>遠心成型用水硬性組成物に用いるための、前記<1>~<114>の水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物、好ましくは前記<115>~<142>の何れかに記載の水硬性組成物。
<232>遠心成型用水硬性組成物に用いるための、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物、好ましくは前記<115>~<142>の何れかに記載の水硬性組成物。
<233>蒸気養生用水硬性組成物に用いるための、前記<1>~<114>の水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物、好ましくは前記<114>~<142>の何れかに記載の水硬性組成物。
<234>蒸気養生用水硬性組成物に用いるための、(A)成分と、(B)成分と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下であり、(A)成分と(B)成分の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物、好ましくは前記<115>~<142>の何れかに記載の水硬性組成物。
前記<1>~<114>の水硬性組成物用分散剤組成物、前記<115>~<142>の水硬性組成物、前記<143>~<152>の水硬性組成物用分散剤組成物の製造方法、及び前記<153>~<175>の水硬性組成物の製造方法、及び前記<176>~<222>の水硬性組成物の硬化体の製造方法で述べた事項は、これらの組成物に、適宜適用することができる。
実施例
<実施例1及び比較例1>
(1)コンクリート配合
表1にコンクリート配合を示した。表1中のW/(C+P)は、水/水硬性粉体比である。
<実施例1及び比較例1>
(1)コンクリート配合
表1にコンクリート配合を示した。表1中のW/(C+P)は、水/水硬性粉体比である。
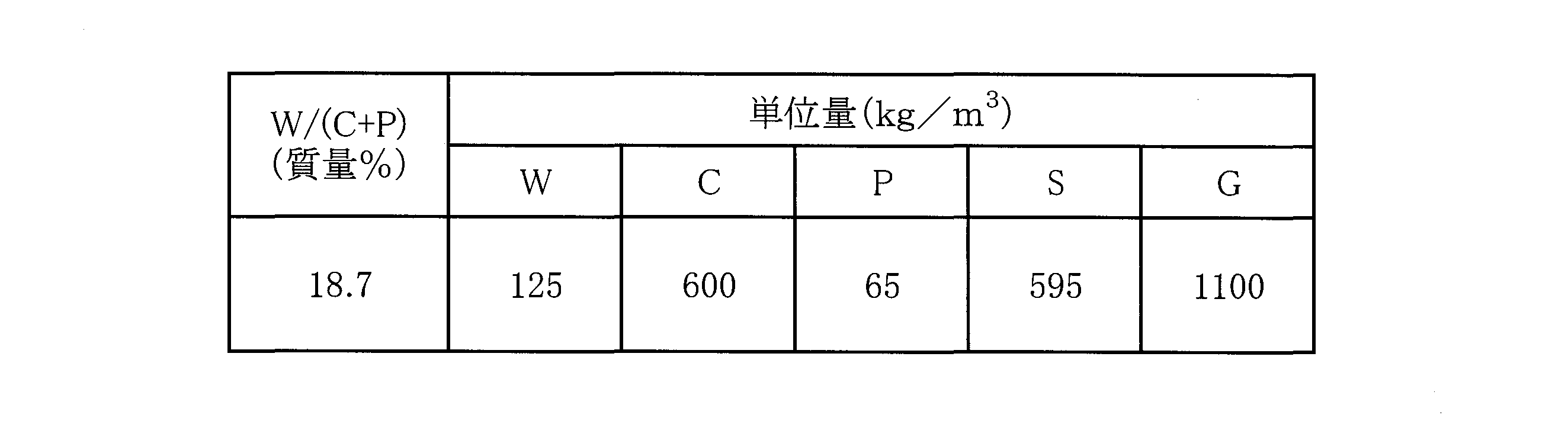
表中の成分は以下である。
W:和歌山市水道水
C:早強ポルトランドセメント(二種混合:太平洋セメント株式会社製早強ポルトランドセメント/住友大阪セメント株式会社製早強ポルトランドセメント=1/1、質量比)、密度3.14g/cm3
P:高強度混和材(石膏系)
S:細骨材、砕砂
G:粗骨材、砕石 小
なお、表1のWは、表2で用いた(A)~(C)成分から選ばれる成分を含んでおり、それらの成分の量はコンクリート配合に対して微量であるため、Wの量に算入してW/(C+P)を計算した。
W:和歌山市水道水
C:早強ポルトランドセメント(二種混合:太平洋セメント株式会社製早強ポルトランドセメント/住友大阪セメント株式会社製早強ポルトランドセメント=1/1、質量比)、密度3.14g/cm3
P:高強度混和材(石膏系)
S:細骨材、砕砂
G:粗骨材、砕石 小
なお、表1のWは、表2で用いた(A)~(C)成分から選ばれる成分を含んでおり、それらの成分の量はコンクリート配合に対して微量であるため、Wの量に算入してW/(C+P)を計算した。
表2の(A)~(C)成分は、以下のものである。
〔(A)成分〕
・NSF:ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、重量平均分子量15000
このNSFは、特公昭48-11737の実施例に基づいて作製したものである。
〔(A)成分〕
・NSF:ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、重量平均分子量15000
このNSFは、特公昭48-11737の実施例に基づいて作製したものである。
〔(B)成分〕
・AES(30):ポリオキシエチレン(30)オレイルエーテル硫酸エステルアンモニウム
・AES(60):ポリオキシエチレン(60)オレイルエーテル硫酸エステルアンモニウム
・AE(30):ポリオキシエチレン(30)オレイルエーテル
・AE(60):ポリオキシエチレン(60)オレイルエーテル
・Amite(20):ポリオキシエチレン(20)ステアリルアミンエーテル
(B)成分のかっこ内の数字は、エチレンオキシド平均付加モル数である(以下の実施例、比較例でも同様)。
・AES(30):ポリオキシエチレン(30)オレイルエーテル硫酸エステルアンモニウム
・AES(60):ポリオキシエチレン(60)オレイルエーテル硫酸エステルアンモニウム
・AE(30):ポリオキシエチレン(30)オレイルエーテル
・AE(60):ポリオキシエチレン(60)オレイルエーテル
・Amite(20):ポリオキシエチレン(20)ステアリルアミンエーテル
(B)成分のかっこ内の数字は、エチレンオキシド平均付加モル数である(以下の実施例、比較例でも同様)。
〔(C)成分〕
・PCE:メタクリル酸/メトキシポリエチレングリコールモノメタクリレート(エチレンオキシド平均付加モル数120)=95/5(モル比)の共重合体、重量平均分子量20000
このPCEは、特開平8-12397の製造例12に基づいて作製したものである。
・PCE:メタクリル酸/メトキシポリエチレングリコールモノメタクリレート(エチレンオキシド平均付加モル数120)=95/5(モル比)の共重合体、重量平均分子量20000
このPCEは、特開平8-12397の製造例12に基づいて作製したものである。
(2)遠心成型用コンクリートの調製方法
表2の添加量となるように(A)成分、(B)成分、(C)成分、及び水を含有する分散剤組成物を調製した。表1のコンクリート配合材料の水(W)に分散剤組成物を添加し、他のコンクリート配合材料と共に強制二軸ミキサーで4分間混練りして、遠心成型用コンクリートを調製した。なお添加量は各成分の混合量である(以下の実施例、比較例でも同様)。
表2の添加量となるように(A)成分、(B)成分、(C)成分、及び水を含有する分散剤組成物を調製した。表1のコンクリート配合材料の水(W)に分散剤組成物を添加し、他のコンクリート配合材料と共に強制二軸ミキサーで4分間混練りして、遠心成型用コンクリートを調製した。なお添加量は各成分の混合量である(以下の実施例、比較例でも同様)。
(3)成型性
遠心成型用コンクリート15kgを遠心成型型枠(内径20cm×高さ30cm)に入れて、初速1Gで3分間、二速3Gで3分間、三速9Gで2分間、四速25Gで3分間の遠心締め固めを行った。その後、前置き20℃で3時間、昇温20℃/時間、保持70℃で6時間、以後放冷、の蒸気養生を行った。
脱型後、硬化体の上部と下部のコンクリート厚み(mm)を各4ヶ所(計8ヶ所)測定し、以下の基準で評価した。
◎:8ヶ所の厚みの最大値と最小値の差が3mm未満
○:8ヶ所の厚みの最大値と最小値の差が3mm以上5mm以下(内面のペースト層が軟らかく、下部に若干量堆積している状態)
×:8ヶ所の厚みの最大値と最小値の差が5mm超(著しいダレ、あるいはジャンカにより製品形態を保てていない状態)
遠心成型用コンクリート15kgを遠心成型型枠(内径20cm×高さ30cm)に入れて、初速1Gで3分間、二速3Gで3分間、三速9Gで2分間、四速25Gで3分間の遠心締め固めを行った。その後、前置き20℃で3時間、昇温20℃/時間、保持70℃で6時間、以後放冷、の蒸気養生を行った。
脱型後、硬化体の上部と下部のコンクリート厚み(mm)を各4ヶ所(計8ヶ所)測定し、以下の基準で評価した。
◎:8ヶ所の厚みの最大値と最小値の差が3mm未満
○:8ヶ所の厚みの最大値と最小値の差が3mm以上5mm以下(内面のペースト層が軟らかく、下部に若干量堆積している状態)
×:8ヶ所の厚みの最大値と最小値の差が5mm超(著しいダレ、あるいはジャンカにより製品形態を保てていない状態)
(4)圧縮強度
成型性の評価に用いた硬化体厚みの平均値から圧縮面積を求めた。同じ硬化体について、JIS A 1108に従い、混練から7日後の硬化体の圧縮応力を測定した。圧縮強度を、圧縮強度=圧縮応力/圧縮面積の式により求めた。なお、成型性の評価が「×」の一部の比較例については、圧縮強度の評価は行わなかった。
成型性の評価に用いた硬化体厚みの平均値から圧縮面積を求めた。同じ硬化体について、JIS A 1108に従い、混練から7日後の硬化体の圧縮応力を測定した。圧縮強度を、圧縮強度=圧縮応力/圧縮面積の式により求めた。なお、成型性の評価が「×」の一部の比較例については、圧縮強度の評価は行わなかった。
これらの結果を表2に示した。

表2中、添加量は、セメント(C)と高強度混和材(P)の合計100質量部に対する、各成分の固形分換算での添加量である。
また、表2中、全添加量は、セメント(C)と高強度混和材(P)の合計100質量部に対する、(A)成分、(B)成分及び(C)成分の合計の固形分換算での添加量である。
また、表2中、(B)/[(A)+(B)]は、分散剤組成物中の(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合(質量%)である(以下の実施例、比較例でも同様)。
また、表2中、(B)/ナフタレン環のモル割合は、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合(%)である(以下の実施例、比較例でも同様)。
また、表2中、全添加量は、セメント(C)と高強度混和材(P)の合計100質量部に対する、(A)成分、(B)成分及び(C)成分の合計の固形分換算での添加量である。
また、表2中、(B)/[(A)+(B)]は、分散剤組成物中の(A)成分の含有量と(B)成分の含有量の合計に対する(B)成分の含有量の割合(質量%)である(以下の実施例、比較例でも同様)。
また、表2中、(B)/ナフタレン環のモル割合は、(A)成分中のナフタレン環を含むモノマー単位に対する(B)成分の総量のモル割合(%)である(以下の実施例、比較例でも同様)。
表2の結果より、本発明の(A)成分と(B)成分とを併用すると、遠心成型性がよく、遠心成型後の硬化体強度が向上することが分かる。
<実施例2及び比較例2>
(1)モルタル配合
表3にモルタル配合を示した。
(1)モルタル配合
表3にモルタル配合を示した。
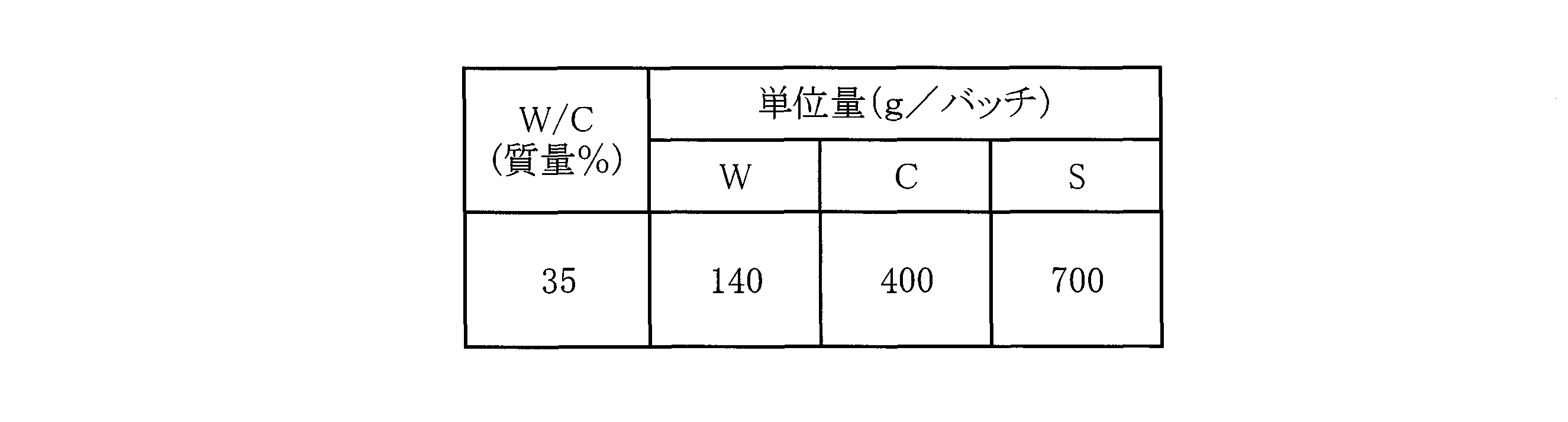
表中の成分は以下である。
W:和歌山市水道水
C:Nghi Son Cement Corporation製(ベトナム)「PCB-40」
S:細骨材(城陽産山砂、粒径3.5mm以上の粒子を除いたもの)
なお、表3のWは、表5、6で用いた(A)成分、(B)成分から選ばれる成分を含んでおり、それらの成分の量はモルタル配合に対して微量であるため、Wの量に算入してW/Cを計算した。
W:和歌山市水道水
C:Nghi Son Cement Corporation製(ベトナム)「PCB-40」
S:細骨材(城陽産山砂、粒径3.5mm以上の粒子を除いたもの)
なお、表3のWは、表5、6で用いた(A)成分、(B)成分から選ばれる成分を含んでおり、それらの成分の量はモルタル配合に対して微量であるため、Wの量に算入してW/Cを計算した。
表5、6の(A)成分、(B)成分は、以下のものである。
〔(A)成分〕
・NSF:ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、重量平均分子量15000
このNSFは、特公昭48-11737の実施例に基づいて作製したものである。
〔(A)成分〕
・NSF:ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、重量平均分子量15000
このNSFは、特公昭48-11737の実施例に基づいて作製したものである。
〔(B)成分〕
表4に示す(B)成分を用いた。なお、B’-1は、(B)成分の比較化合物であるが、便宜的に、表4に示した。
表4に示す(B)成分を用いた。なお、B’-1は、(B)成分の比較化合物であるが、便宜的に、表4に示した。
(2)モルタルの調製方法
表5、6の添加量となるように(A)成分、(B)成分、及び水を含有する分散剤組成物を調製した。
モルタルの配合原料の温度と作業環境の温度(室温)は、それぞれ30℃に設定した。
モルタルミキサー(株式会社ダルトン製 万能混合撹拌機 型式:5DM-03-γ)を用いて、セメント(C)、細骨材(S)を投入し空練りをモルタルミキサーの低速回転(63rpm)にて10秒行い、そこに30℃の練り水(W)を加えた。練り水(W)は、分散剤組成物と消泡剤とを含んでいた。そして、モルタルミキサーの低速回転(63rpm)にて120秒間本混練りしてモルタルを調製した。
消泡剤は、フォームレックス797(日華化学株式会社製)を、(B)成分に対して、3質量%添加した。
表5、6の添加量となるように(A)成分、(B)成分、及び水を含有する分散剤組成物を調製した。
モルタルの配合原料の温度と作業環境の温度(室温)は、それぞれ30℃に設定した。
モルタルミキサー(株式会社ダルトン製 万能混合撹拌機 型式:5DM-03-γ)を用いて、セメント(C)、細骨材(S)を投入し空練りをモルタルミキサーの低速回転(63rpm)にて10秒行い、そこに30℃の練り水(W)を加えた。練り水(W)は、分散剤組成物と消泡剤とを含んでいた。そして、モルタルミキサーの低速回転(63rpm)にて120秒間本混練りしてモルタルを調製した。
消泡剤は、フォームレックス797(日華化学株式会社製)を、(B)成分に対して、3質量%添加した。
(3)流動性
JIS R 5201の試験方法に従って、調製したモルタルのフローを測定した。
モルタルフローが180~200mmになるように、(A)成分と(B)成分の添加量を調整した。
JIS R 5201の試験方法に従って、調製したモルタルのフローを測定した。
モルタルフローが180~200mmになるように、(A)成分と(B)成分の添加量を調整した。
(4)強度
混練して得られたモルタルを、内径50mm×高さ100mmの型枠に充填し、蒸気養生を含む製造方法で硬化させ、得られたモルタル硬化体の強度を、JIS A 1108「コンクリートの圧縮強度試験方法」に準じて試験した。
混練して得られたモルタルを、内径50mm×高さ100mmの型枠に充填し、蒸気養生を含む製造方法で硬化させ、得られたモルタル硬化体の強度を、JIS A 1108「コンクリートの圧縮強度試験方法」に準じて試験した。
なお、硬化体を得る際の蒸気養生は、表5、6に示す所定時間の前置きの後に行った。前置き時間は、設定温度(この場合は30℃)において、練り水(W)をモルタルミキサーに添加してから蒸気養生のための昇温を開始するまでの時間である。前置きは、型枠に水硬性組成物を充填し、設定温度(この場合は30℃)でモルタルが充填された型枠を静置して行った。以下の実施例、比較例においても同様である。
蒸気養生は、エスペック株式会社製恒温恒湿器「PR-3J」を用い、湿度の設定を100%として実施した。
蒸気養生における昇温は、恒温恒湿器の設定温度として、30℃から70℃まで0.5時間で行った。次いで、蒸気養生は、恒温恒湿器の設定温度を70℃で一定として、3.5時間行った。蒸気養生における降温は、恒温恒湿器の設定温度として、70℃から30℃まで0.5時間で行った。恒温恒湿器の設定温度が30℃に達した後、硬化物を脱型し、ただちに強度を測定した。
蒸気養生は、エスペック株式会社製恒温恒湿器「PR-3J」を用い、湿度の設定を100%として実施した。
蒸気養生における昇温は、恒温恒湿器の設定温度として、30℃から70℃まで0.5時間で行った。次いで、蒸気養生は、恒温恒湿器の設定温度を70℃で一定として、3.5時間行った。蒸気養生における降温は、恒温恒湿器の設定温度として、70℃から30℃まで0.5時間で行った。恒温恒湿器の設定温度が30℃に達した後、硬化物を脱型し、ただちに強度を測定した。
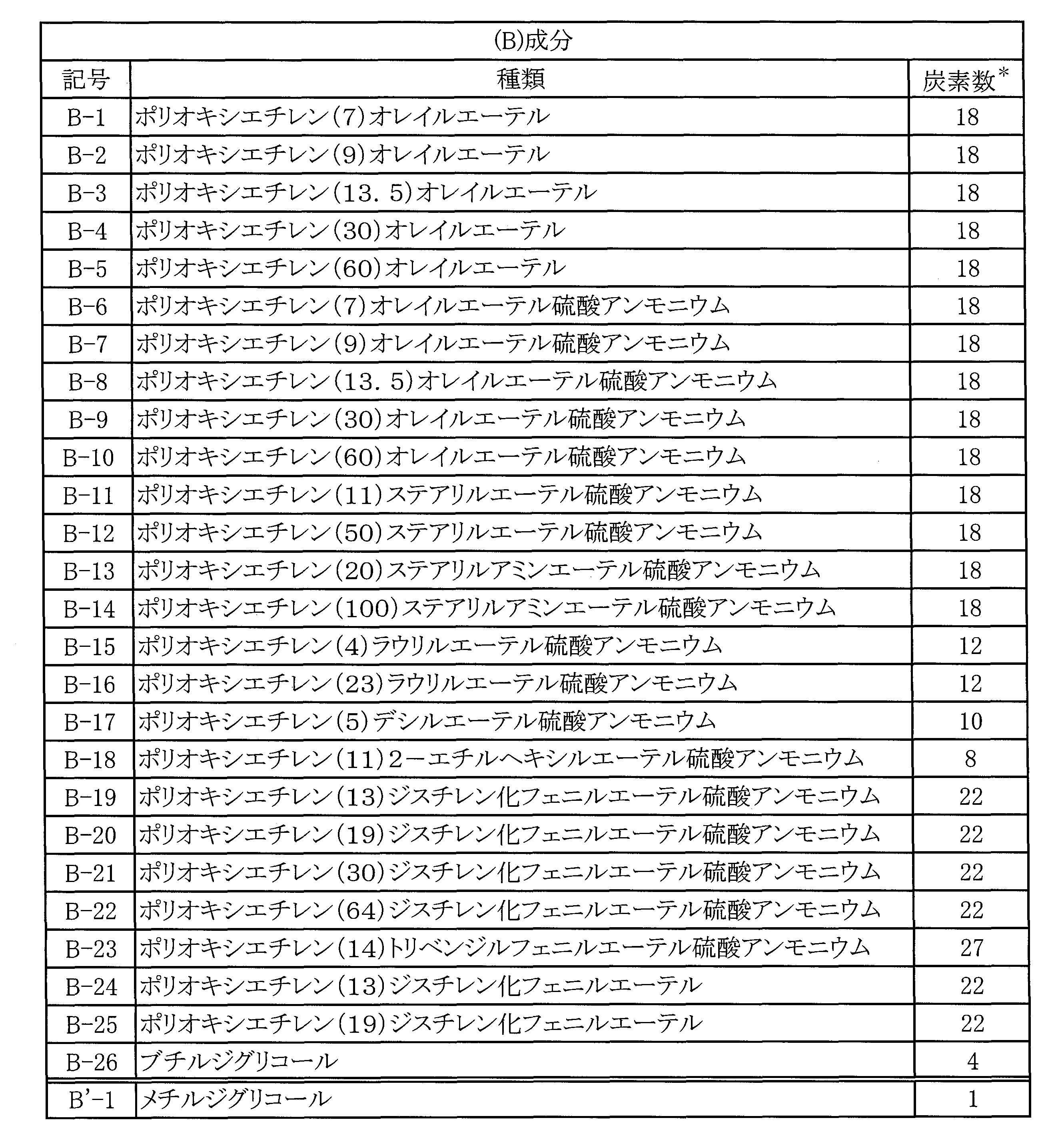
*炭素数:一般式(B1)~(B4)中のR11、R21、R31又はR41の炭素数
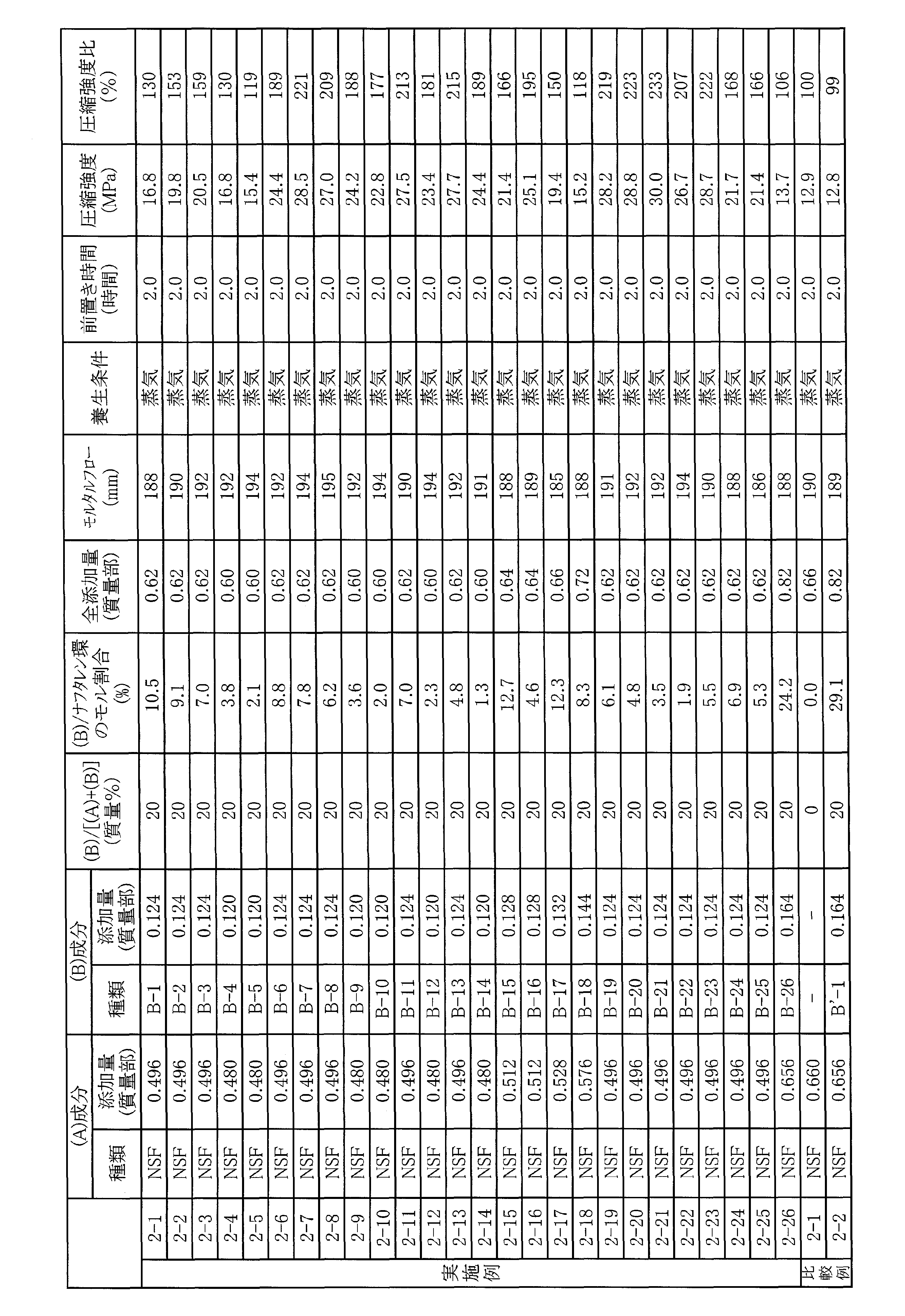
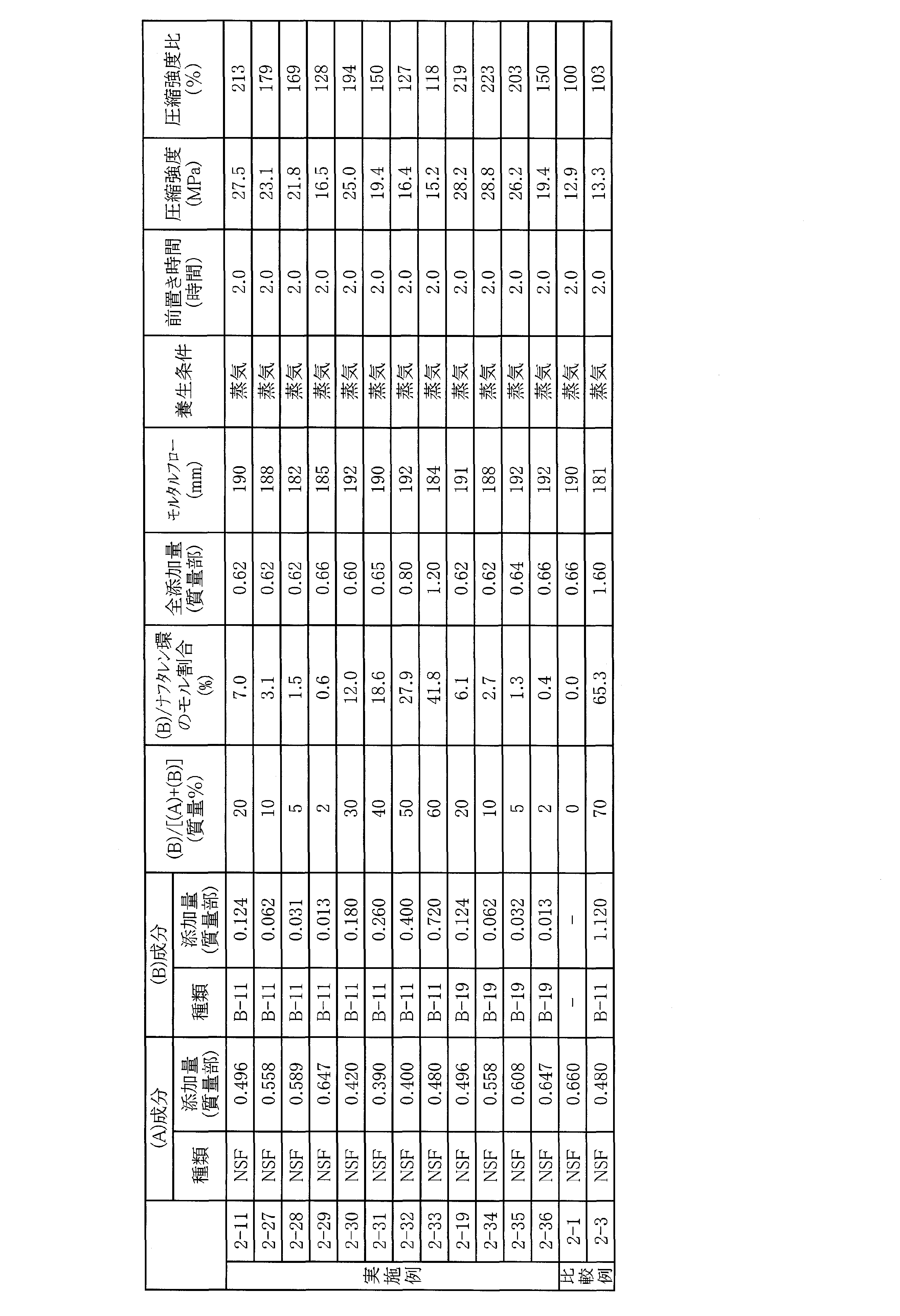
表5、6中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表5、6中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表5、6中、圧縮強度比は、比較例2-1の圧縮強度を100%としたときの相対値である。
また、表5、6中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表5、6中、圧縮強度比は、比較例2-1の圧縮強度を100%としたときの相対値である。
<実施例3及び比較例3>
モルタル配合を表7のように変更して実施例2と同様にモルタルを調製し、流動性及び強度を評価した。結果を表8に示した。
モルタル配合を表7のように変更して実施例2と同様にモルタルを調製し、流動性及び強度を評価した。結果を表8に示した。

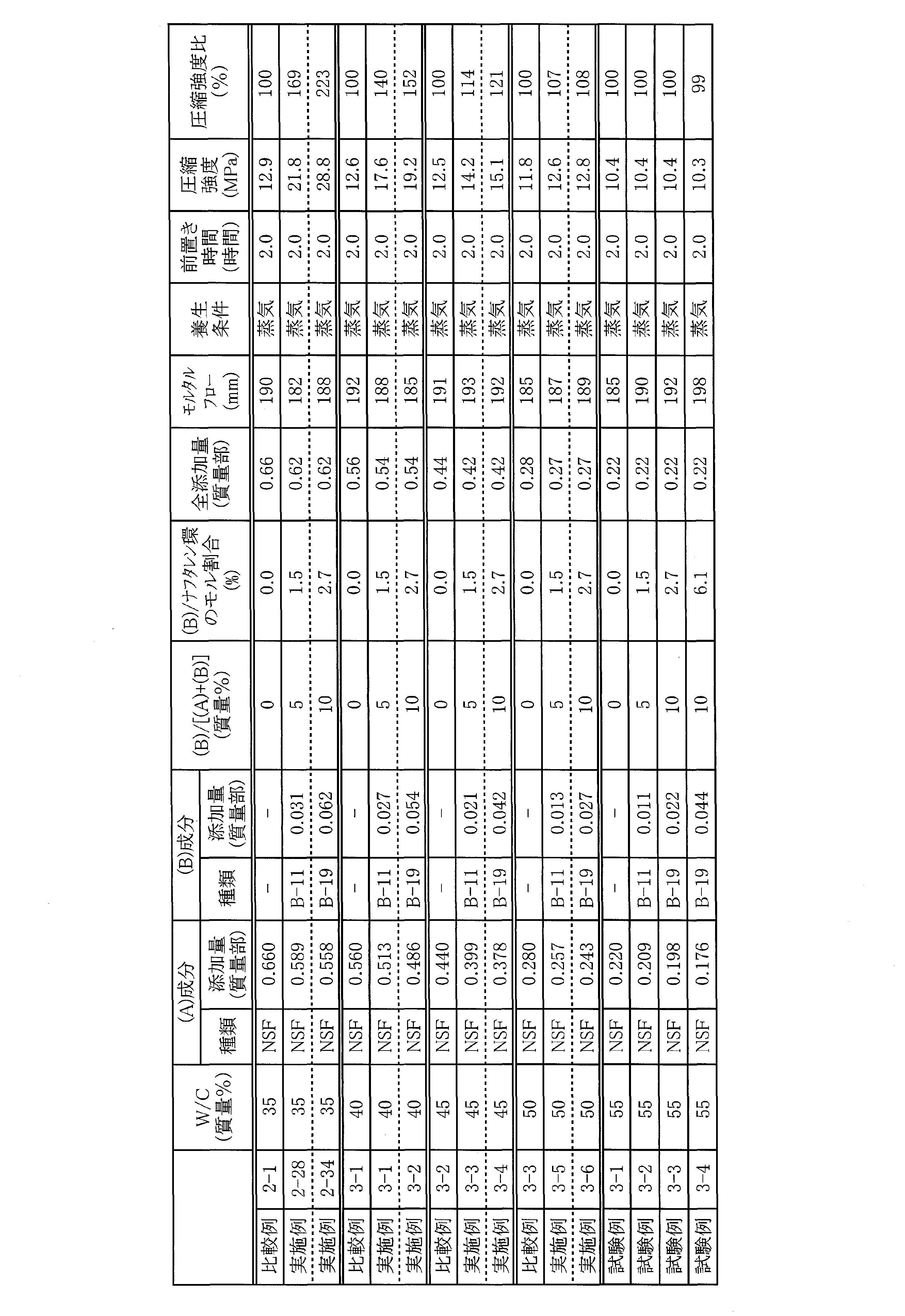
表8中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表8中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表8中、圧縮強度比は、それぞれのW/Cにおいて、比較例又は試験例3-1の圧縮強度を100%としたときの相対値である。
また、表8中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表8中、圧縮強度比は、それぞれのW/Cにおいて、比較例又は試験例3-1の圧縮強度を100%としたときの相対値である。
W/Cが55質量%の場合、所定のモルタルフローを得るための(A)成分と(B)成分の合計の添加量は0.22質量部であった。この場合は、(A)成分のみを添加した場合と比べて、(A)成分と(B)成分を併用した場合でも、圧縮強度は変わらない。なお、W/Cが55質量%のモルタル配合で、(A)成分と(B)成分の合計の添加量を0.27質量部にすると、材料分離が生じ、硬化体の下層に細骨材(砂)が沈降した。そのため、正確な強度が測定できなかった。
一方、W/Cが35質量%、45質量%又は50質量%の場合は、所定のモルタルフローを得るための(A)成分と(B)成分の合計の添加量は0.25質量部以上必要であり、この場合は(A)成分と(B)成分を併用することで、圧縮強度が大きくなることが分かる。なお、W/Cが35質量%のモルタル配合で、(A)成分と(B)成分の合計の添加量を0.22質量部にすると、流動性が全く発現せず、強度測定のための硬化体を製造することができなかった。
一方、W/Cが35質量%、45質量%又は50質量%の場合は、所定のモルタルフローを得るための(A)成分と(B)成分の合計の添加量は0.25質量部以上必要であり、この場合は(A)成分と(B)成分を併用することで、圧縮強度が大きくなることが分かる。なお、W/Cが35質量%のモルタル配合で、(A)成分と(B)成分の合計の添加量を0.22質量部にすると、流動性が全く発現せず、強度測定のための硬化体を製造することができなかった。
<実施例4及び比較例4>
セメントの種類を表9のように変更して実施例2と同様にモルタルを調製し、流動性及び強度を評価した。一部の例では、モルタル配合原料の温度、作業環境の温度、並びに、蒸気養生時の昇温開始時の温度及び降温終了時の温度の温度を、それぞれ、20℃に変更して行った。結果を表9に示した。
セメントの種類を表9のように変更して実施例2と同様にモルタルを調製し、流動性及び強度を評価した。一部の例では、モルタル配合原料の温度、作業環境の温度、並びに、蒸気養生時の昇温開始時の温度及び降温終了時の温度の温度を、それぞれ、20℃に変更して行った。結果を表9に示した。

*温度:モルタル配合原料及び作業環境(室温)の温度
表9中のセメント種は、以下のものである。
・ベトナムセメント:Nghi Son Cement Corporation製 「PCB-40」
・タイセメント:The Siam Cement Public Company Ltd製 「Type1」
・マレーシアセメント:Lafarge Malaysia Berhad製 「OPC」
・インドネシアセメント:PT Semen Indonesia (persero) Tbk製 「OPC」
・中国セメント:安徽海螺水泥股▲分▼有限公司(Anhui Conch Cement Company Limited)製 「52.5」
・ベトナムセメント:Nghi Son Cement Corporation製 「PCB-40」
・タイセメント:The Siam Cement Public Company Ltd製 「Type1」
・マレーシアセメント:Lafarge Malaysia Berhad製 「OPC」
・インドネシアセメント:PT Semen Indonesia (persero) Tbk製 「OPC」
・中国セメント:安徽海螺水泥股▲分▼有限公司(Anhui Conch Cement Company Limited)製 「52.5」
表9中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表9中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表9中、圧縮強度比は、それぞれのセメントにおいて、比較例の圧縮強度を100%としたときの相対値である。
また、表9中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表9中、圧縮強度比は、それぞれのセメントにおいて、比較例の圧縮強度を100%としたときの相対値である。
<実施例5及び比較例5>
モルタル配合を表10のように変更し、また、前置き時間と脱型までの時間を表11、12のように変更して、実施例2と同様にモルタルを調製し、流動性及び脱型直後の強度(表中「脱型直後」と表記した)を評価した。結果を表11、12に示した。表11には、28日後の強度(表中「28日後」と表記した)も示した。なお、脱型までの時間は、練り水(W)の添加から硬化体を型枠から取り出すまでの時間である。また、28日強度は、練り水(W)の添加から24時間後に脱型し、30℃の恒温水槽中で水中養生した後、練り水(W)の添加から28日後に測定した強度である。なお、表中、「蒸気無」の場合は、練り水(W)の添加から強度測定(24時間後)まで、設定室温(30℃)で養生した。
モルタル配合を表10のように変更し、また、前置き時間と脱型までの時間を表11、12のように変更して、実施例2と同様にモルタルを調製し、流動性及び脱型直後の強度(表中「脱型直後」と表記した)を評価した。結果を表11、12に示した。表11には、28日後の強度(表中「28日後」と表記した)も示した。なお、脱型までの時間は、練り水(W)の添加から硬化体を型枠から取り出すまでの時間である。また、28日強度は、練り水(W)の添加から24時間後に脱型し、30℃の恒温水槽中で水中養生した後、練り水(W)の添加から28日後に測定した強度である。なお、表中、「蒸気無」の場合は、練り水(W)の添加から強度測定(24時間後)まで、設定室温(30℃)で養生した。
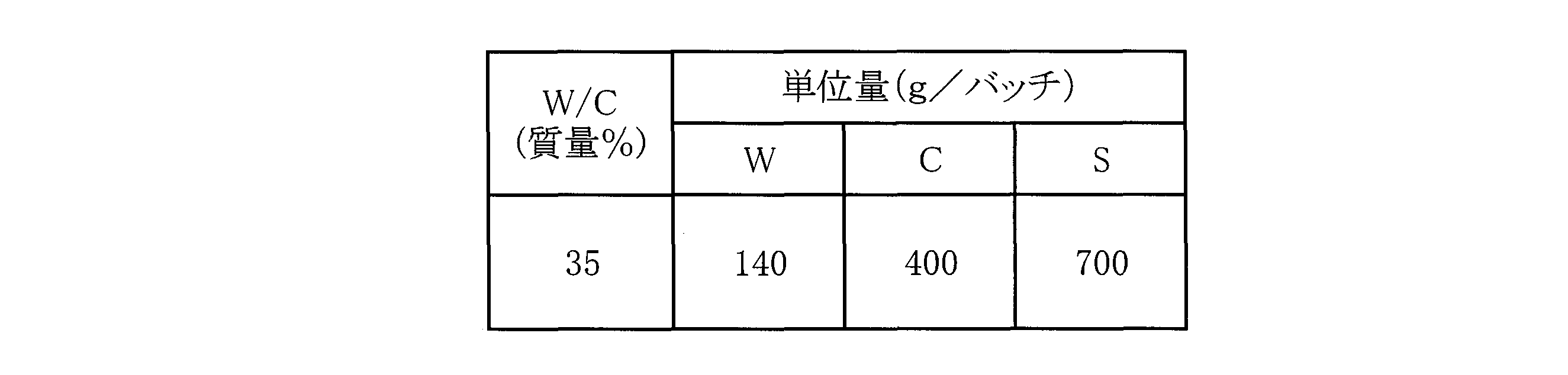


表11、12中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表11、12中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表11、12中、圧縮強度比は、それぞれの前置き時間において、比較例の圧縮強度を100%としたときの相対値である。
また、表11、12中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表11、12中、圧縮強度比は、それぞれの前置き時間において、比較例の圧縮強度を100%としたときの相対値である。
蒸気養生無しの場合は、(A)成分と(B)成分を所定量添加しても、圧縮強度はほとんど変わらないのに対し、蒸気養生をすると(A)成分と(B)成分を所定量添加することにより圧縮強度が大きくなることがわかる。28日後の圧縮強度でも同じことが言える。なお、一般に、蒸気養生をすると28日後の強度が蒸気養生をしない場合よりも低下することは、当業者にとって常識である。
<実施例6及び比較例6>
実施例2のモルタル配合におけるセメントの一部をフライアッシュで置換し、実施例2と同様にモルタルを調製し、流動性及び強度を評価した。フライアッシュによる置換率は、表13の通りとした。表13中のFAは、フライアッシュの略である。なお、フライアッシュは、中国産フライアッシュ原粉を用いた。結果を表14に示した。
実施例2のモルタル配合におけるセメントの一部をフライアッシュで置換し、実施例2と同様にモルタルを調製し、流動性及び強度を評価した。フライアッシュによる置換率は、表13の通りとした。表13中のFAは、フライアッシュの略である。なお、フライアッシュは、中国産フライアッシュ原粉を用いた。結果を表14に示した。


表14中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表14中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表14中、圧縮強度比は、それぞれのフライアッシュ置換率において、比較例の圧縮強度を100%としたときの相対値である。
また、表14中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表14中、圧縮強度比は、それぞれのフライアッシュ置換率において、比較例の圧縮強度を100%としたときの相対値である。
表14の結果から、セメントの一部をフライアッシュに換えても本発明により強度が向上することが分かる。
<実施例7及び比較例7>
(1)モルタル配合
表15にモルタル配合を示した。
(1)モルタル配合
表15にモルタル配合を示した。
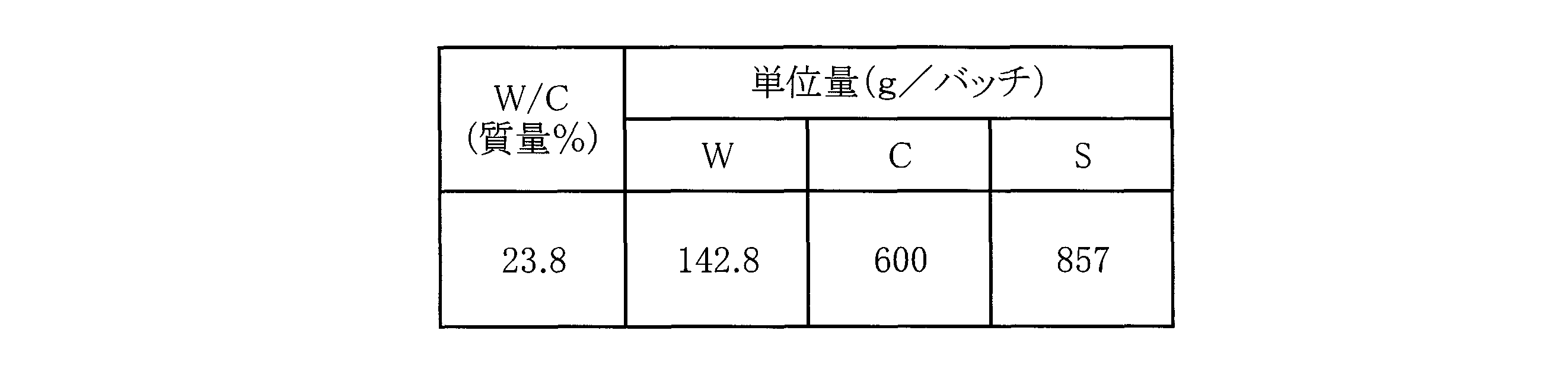
表中の成分は以下である。
W:和歌山市水道水
C:Nghi Son Cement Corporation製(ベトナム)「PCB-40」
S:細骨材(城陽産山砂、粒径3.5mm以上の粒子を排除したもの)
なお、表15のWは、表17で用いた(A)成分、(B)成分、(C)成分から選ばれる成分を含んでいない。
W:和歌山市水道水
C:Nghi Son Cement Corporation製(ベトナム)「PCB-40」
S:細骨材(城陽産山砂、粒径3.5mm以上の粒子を排除したもの)
なお、表15のWは、表17で用いた(A)成分、(B)成分、(C)成分から選ばれる成分を含んでいない。
表17の(A)成分、(B)成分、(C)成分は、以下のものである。
〔(A)成分〕
・NSF:ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、重量平均分子量15000
このNSFは、特公昭48-11737の実施例に基づいて作製したものである。
〔(A)成分〕
・NSF:ナフタレンスルホン酸ホルムアルデヒド縮合物のナトリウム塩、重量平均分子量15000
このNSFは、特公昭48-11737の実施例に基づいて作製したものである。
〔(B)成分〕
表16に示す(B)成分を用いた。
表16に示す(B)成分を用いた。
〔(C)成分〕
・PCE(A):AK Chemtech Co., Ltd.製ポリカルボン酸系分散剤AQUPOL MAR502(S)
・PCE(B):メタクリル酸/メトキシポリエチレングリコール(23)メタクリレート=73/27(モル比)、特開平8-12397の製造例11に基づいて作製したもの
・PCE(C):アクリル酸/メトキシポリエチレングリコール(23)アクリレート=77/23(モル比)、特開平8-12397の製造例11に基づいて作製したもの
・PCE(D):株式会社日本触媒製ポリカルボン酸系分散剤アクアロック HW-80
・PCE(A):AK Chemtech Co., Ltd.製ポリカルボン酸系分散剤AQUPOL MAR502(S)
・PCE(B):メタクリル酸/メトキシポリエチレングリコール(23)メタクリレート=73/27(モル比)、特開平8-12397の製造例11に基づいて作製したもの
・PCE(C):アクリル酸/メトキシポリエチレングリコール(23)アクリレート=77/23(モル比)、特開平8-12397の製造例11に基づいて作製したもの
・PCE(D):株式会社日本触媒製ポリカルボン酸系分散剤アクアロック HW-80
(2)モルタルの調製方法
モルタルの配合原料の温度と作業環境の温度(室温)は、それぞれ30℃に設定した。
モルタルミキサー(株式会社ダルトン製 万能混合撹拌機 型式:5DM-03-γ)を用いて、セメント(C)、細骨材(S)を投入し空練りをモルタルミキサーの低速回転(63rpm)にて10秒行い、(A)成分、(B)成分、(C)成分、消泡剤、及び30℃の水(W)を混合して得た練り水を加えた。そして、モルタルミキサーの低速回転(63rpm)にて180秒間本混練りしてモルタルを調製した。
消泡剤は、フォームレックス797(日華化学株式会社製)を、(B)成分に対して、3質量%添加した。
モルタルの配合原料の温度と作業環境の温度(室温)は、それぞれ30℃に設定した。
モルタルミキサー(株式会社ダルトン製 万能混合撹拌機 型式:5DM-03-γ)を用いて、セメント(C)、細骨材(S)を投入し空練りをモルタルミキサーの低速回転(63rpm)にて10秒行い、(A)成分、(B)成分、(C)成分、消泡剤、及び30℃の水(W)を混合して得た練り水を加えた。そして、モルタルミキサーの低速回転(63rpm)にて180秒間本混練りしてモルタルを調製した。
消泡剤は、フォームレックス797(日華化学株式会社製)を、(B)成分に対して、3質量%添加した。
(3)流動性
JIS R 5201の試験方法に従って、調製したモルタルのフローを測定した。結果を表17に示した。
実施例では、セメント100質量部に対する(A)~(C)成分の合計の添加量を0.60質量部とした。
JIS R 5201の試験方法に従って、調製したモルタルのフローを測定した。結果を表17に示した。
実施例では、セメント100質量部に対する(A)~(C)成分の合計の添加量を0.60質量部とした。
(4)強度
モルタルを、蒸気養生を含む製造方法で硬化させ、得られたモルタル硬化体の強度を、JIS A 1108「コンクリートの圧縮強度試験方法」に準じて試験した。結果を表17に示した。
モルタルを、蒸気養生を含む製造方法で硬化させ、得られたモルタル硬化体の強度を、JIS A 1108「コンクリートの圧縮強度試験方法」に準じて試験した。結果を表17に示した。
なお、硬化体を得る際の蒸気養生は、所定時間の前置き後に行った。前置きは、30℃で3時間行った。
蒸気養生は、エスペック株式会社製恒温恒湿器「PR-3J」を用い、湿度の設定を100%として実施した。
蒸気養生における昇温は、恒温恒湿器の設定温度として、30℃から75℃まで45分で行った。蒸気養生は、恒温恒湿器の設定温度を、75℃で一定として、2.5時間行った。蒸気養生における降温は、恒温恒湿器の設定温度として、75℃から30℃まで45分で行った。恒温恒湿器の設定温度が30℃に達した後、ただちに強度を測定した。
蒸気養生は、エスペック株式会社製恒温恒湿器「PR-3J」を用い、湿度の設定を100%として実施した。
蒸気養生における昇温は、恒温恒湿器の設定温度として、30℃から75℃まで45分で行った。蒸気養生は、恒温恒湿器の設定温度を、75℃で一定として、2.5時間行った。蒸気養生における降温は、恒温恒湿器の設定温度として、75℃から30℃まで45分で行った。恒温恒湿器の設定温度が30℃に達した後、ただちに強度を測定した。


表17中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表17中、全添加量は、セメント(C)100質量部に対する、(A)成分、(B)成分及び(C)成分の合計の固形分換算での添加量である。
また、表17中、圧縮強度比は、比較例7-1の圧縮強度を100%としたときの相対値である。
また、表17中、全添加量は、セメント(C)100質量部に対する、(A)成分、(B)成分及び(C)成分の合計の固形分換算での添加量である。
また、表17中、圧縮強度比は、比較例7-1の圧縮強度を100%としたときの相対値である。
(A)成分のNSFと(C)成分のPCEを併用する場合は、(B)成分を添加しないと増粘する。そのため、比較例7-2に示すように、(B)成分無しに(A)成分と(C)成分を用いても水硬性組成物の流動性は発現されない。
<実施例8及び比較例8>
表18のコンクリート配合で、表19の(A)成分と(B)成分とを用いて、実施例1と同様に遠心成型用コンクリートを調製し、実施例1と同様に遠心成型による成型性及び圧縮強度を評価した。結果を表19に示した。
表18のコンクリート配合で、表19の(A)成分と(B)成分とを用いて、実施例1と同様に遠心成型用コンクリートを調製し、実施例1と同様に遠心成型による成型性及び圧縮強度を評価した。結果を表19に示した。

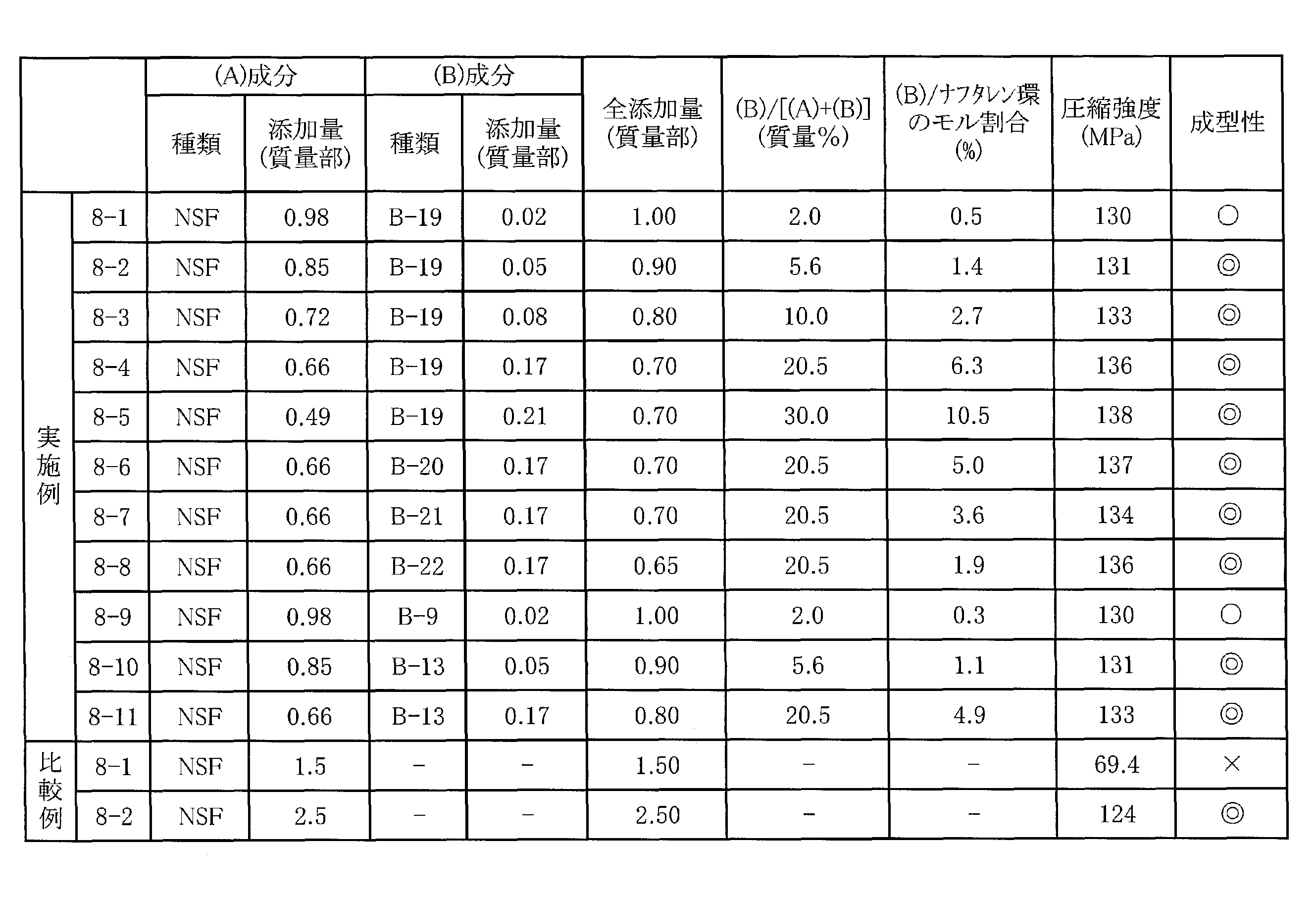
表19中、添加量は、セメント(C)100質量部に対する、各成分の固形分換算での添加量である。
また、表19中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
また、表19中、全添加量は、セメント(C)100質量部に対する、(A)成分及び(B)成分の合計の固形分換算での添加量である。
Claims (26)
- (A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物とを含有する、遠心成型用水硬性組成物用分散剤組成物。

R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕 - (A)が、芳香環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤である、請求項1記載の遠心成型用水硬性組成物用分散剤組成物。
- (A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が3質量%以上60質量%以下である、請求項1又は2記載の遠心成型用水硬性組成物用分散剤組成物。
- 更に、(C)ポリカルボン酸系共重合体を含有する、請求項1~3の何れか1項記載の遠心成型用水硬性組成物用分散剤組成物。
- 請求項1~4の何れか1項記載の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である、遠心成型用水硬性組成物。
- 水硬性粉体100質量部に対して、(A)を0.001質量部以上10質量部以下含有する、請求項5記載の遠心成型用水硬性組成物。
- 水硬性粉体100質量部に対して、(B)を0.0001質量部以上10質量部以下含有する、請求項5又は6記載の遠心成型用水硬性組成物。
- (A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である、蒸気養生用水硬性組成物用分散剤組成物。
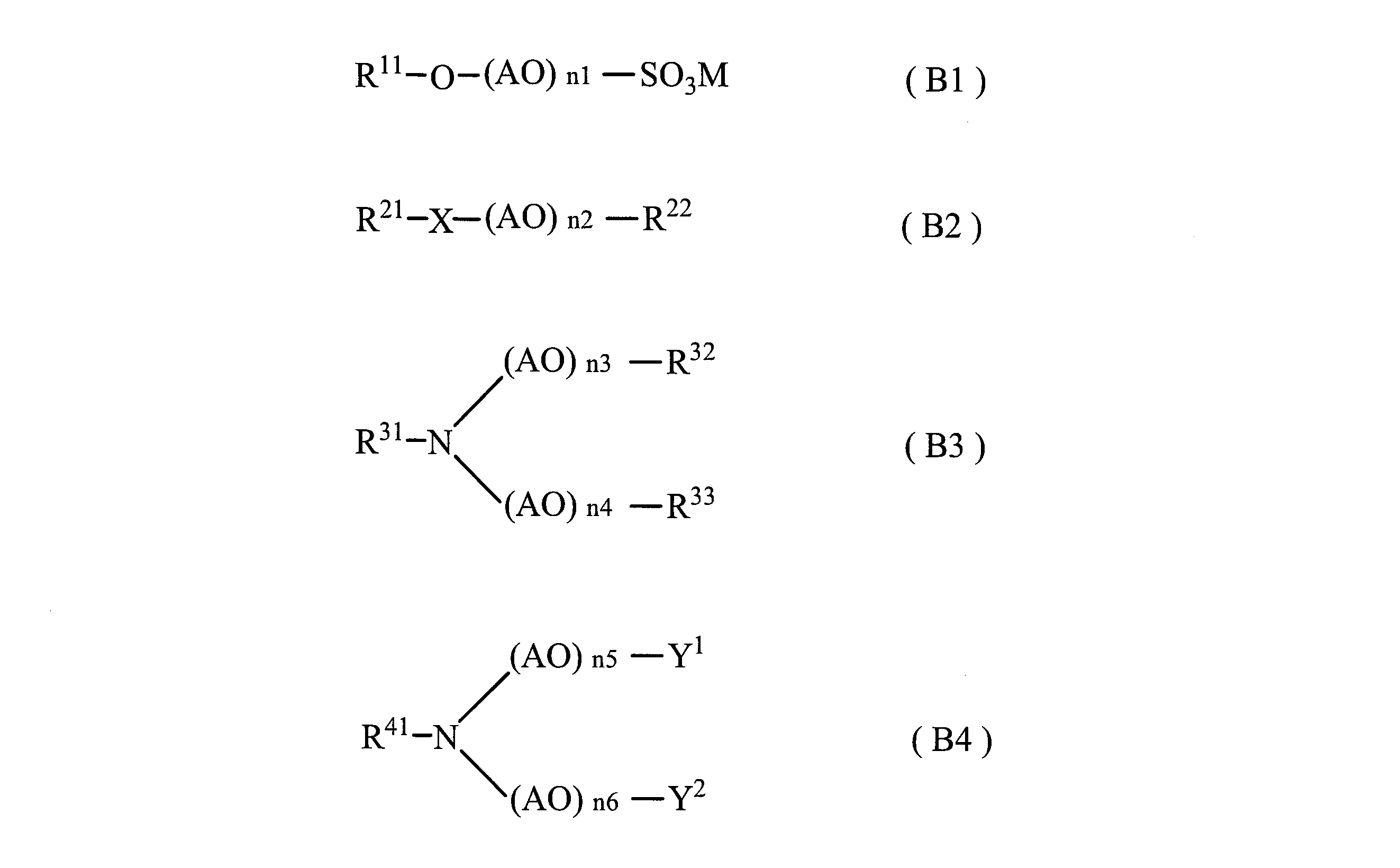
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕 - (A)が、芳香環を含むモノマー単位を有する高分子化合物からなる水硬性粉体用分散剤である、請求項8記載の蒸気養生用水硬性組成物用分散剤組成物。
- 更に、(C)ポリカルボン酸系共重合体を含有する、請求項8又は9記載の蒸気養生用水硬性組成物用分散剤組成物。
- 請求項8~10の何れか1項記載の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である、蒸気養生用水硬性組成物。
- 水硬性粉体100質量部に対して、(A)を0.15質量部以上9.9質量部以下含有する、請求項11記載の蒸気養生用水硬性組成物。
- 水硬性粉体100質量部に対して、(B)を0.0025質量部以上6質量部以下含有する、請求項11又は12記載の蒸気養生用水硬性組成物。
- 次の工程を含む水硬性組成物の硬化体の製造方法。
工程1:水、水硬性粉体、骨材、及び、請求項1~4の何れか1項に記載の遠心成型用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。 - 工程4の後に、下記の工程5を有する、請求項14記載の水硬性組成物の硬化体の製造方法。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。 - 次の工程を含む水硬性組成物の硬化体の製造方法。
工程1’:水、水硬性粉体、骨材、及び、請求項8~10の何れか1項に記載の蒸気養生用水硬性組成物用分散剤組成物を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、前記蒸気養生用水硬性組成物用分散剤組成物を、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。 - 次の工程を含む水硬性組成物の硬化体の製造方法。
工程1:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である遠心成型用水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物
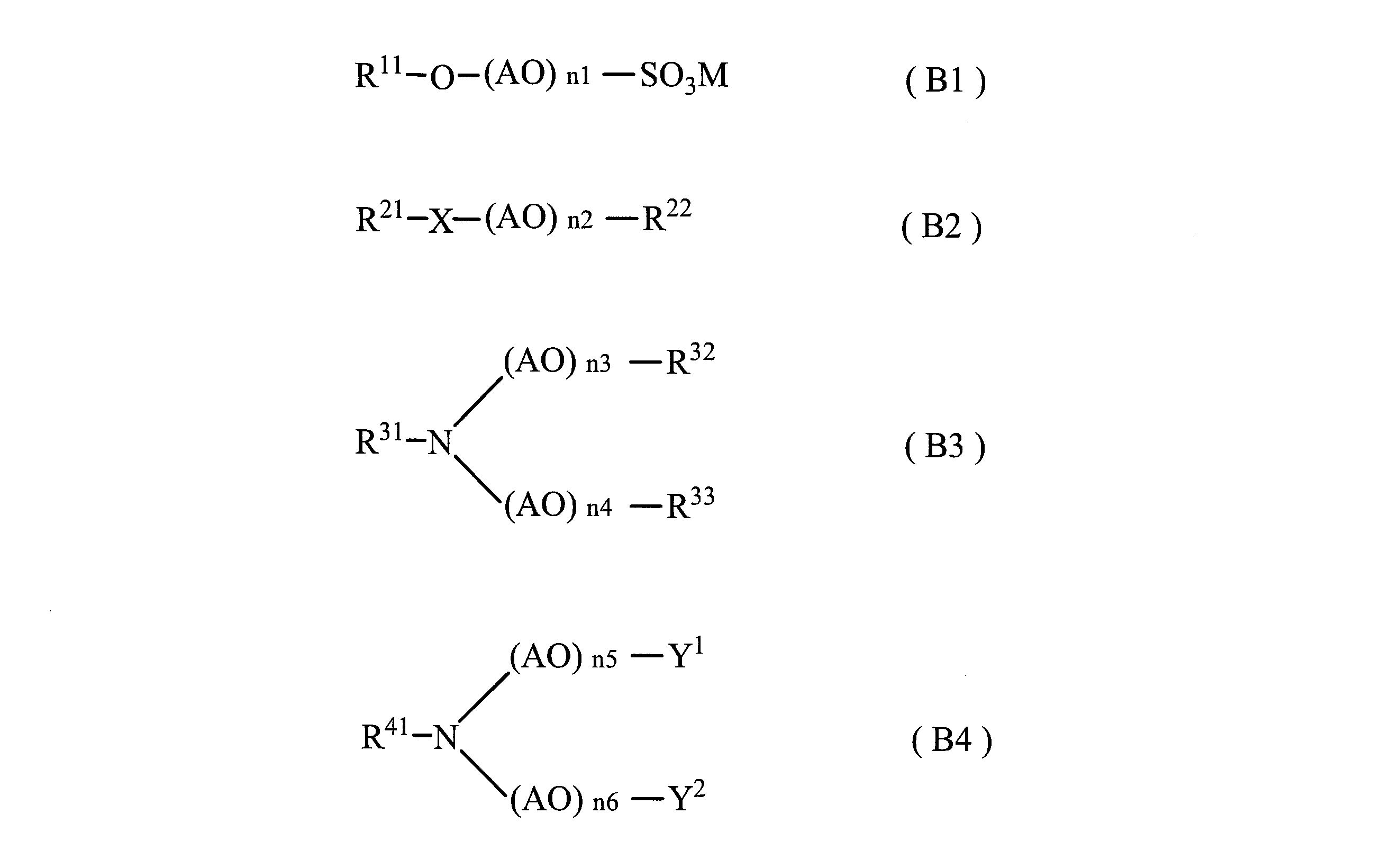
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕 - 工程4の後に、下記の工程5を有する、請求項17記載の水硬性組成物の硬化体の製造方法。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。 - 次の工程を含む水硬性組成物の硬化体の製造方法。
工程1’:水、水硬性粉体、下記(A)、下記(B)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である蒸気養生用水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物
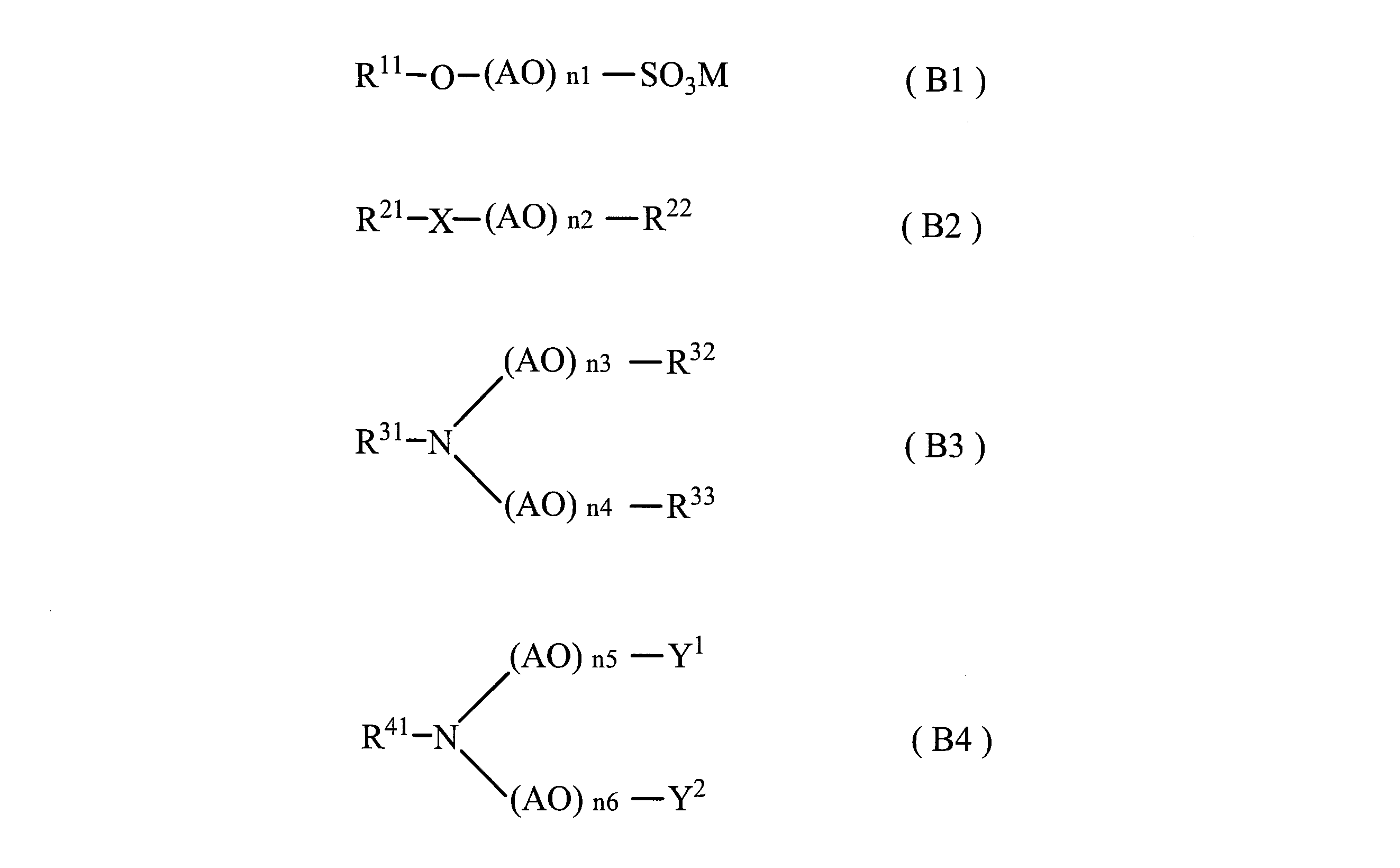
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕 - 次の工程を含む水硬性組成物の硬化体の製造方法。
工程1:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上25質量%以下である水硬性組成物を調製する工程。
工程2:工程1で得られた水硬性組成物を型枠に充填する工程。
工程3:工程2で型枠に充填した水硬性組成物を、遠心力をかけて型締めする工程。
工程4:工程3で型締めした水硬性組成物を型枠中で凝結させる工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物
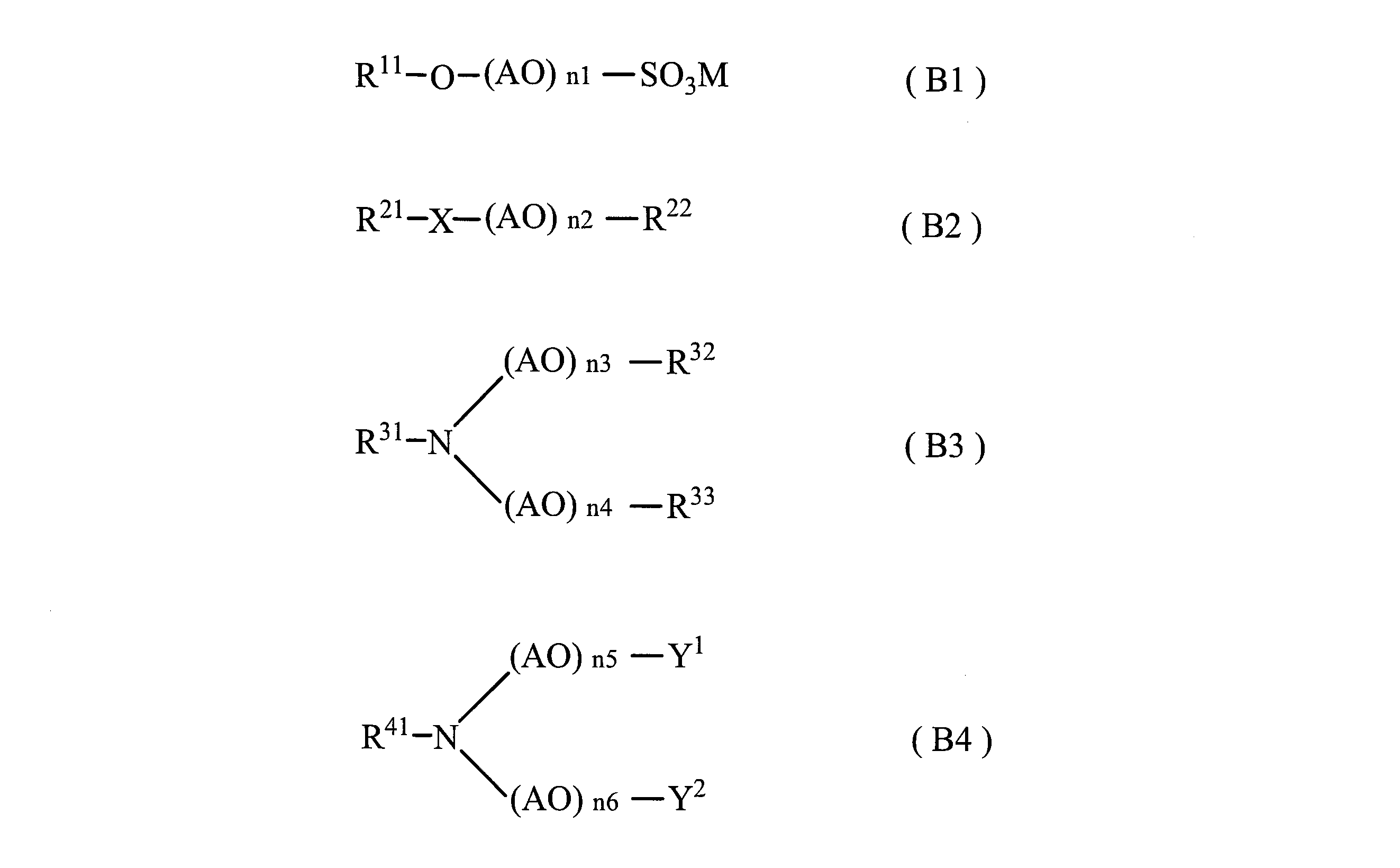
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
(C):ポリカルボン酸系共重合体 - 工程4の後に、下記の工程5を有する、請求項20記載の水硬性組成物の硬化体の製造方法。
工程5:工程4で凝結した水硬性組成物を型枠中で蒸気養生する工程。 - 次の工程を含む水硬性組成物の硬化体の製造方法。
工程1’:水、水硬性粉体、下記(A)、下記(B)、下記(C)及び骨材を混合し、水/水硬性粉体比が10質量%以上53質量%以下である水硬性組成物を調製する工程であって、(A)と(B)とを、(A)の混合量と(B)の混合量の合計に対する(B)の混合量の割合が1質量%以上60質量%以下、且つ(A)と(B)の混合量の合計が水硬性粉体100質量部に対して0.25質量部以上10質量部以下となるように混合する、工程。
工程2’:工程1’で得られた水硬性組成物を型枠に充填する工程。
工程5’:工程2’で型枠に充填した水硬性組成物を型枠中で蒸気養生する工程。
(A):芳香環を含む高分子化合物からなる水硬性粉体用分散剤
(B):下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、
下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物

R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕
(C):ポリカルボン酸系共重合体 - (A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物とを含有する組成物の、遠心成型用水硬性組成物用分散剤としての使用。

R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕 - (A)芳香環を含む高分子化合物からなる水硬性粉体用分散剤と、(B)下記一般式(B1)で表される化合物、下記一般式(B2)で表される化合物、下記一般式(B3)で表される化合物、及び下記一般式(B4)で表される化合物から選ばれる1種以上の化合物とを含有し、(A)の含有量と(B)の含有量の合計に対する(B)の含有量の割合が1質量%以上60質量%以下である組成物の、蒸気養生用水硬性組成物用分散剤としての使用。
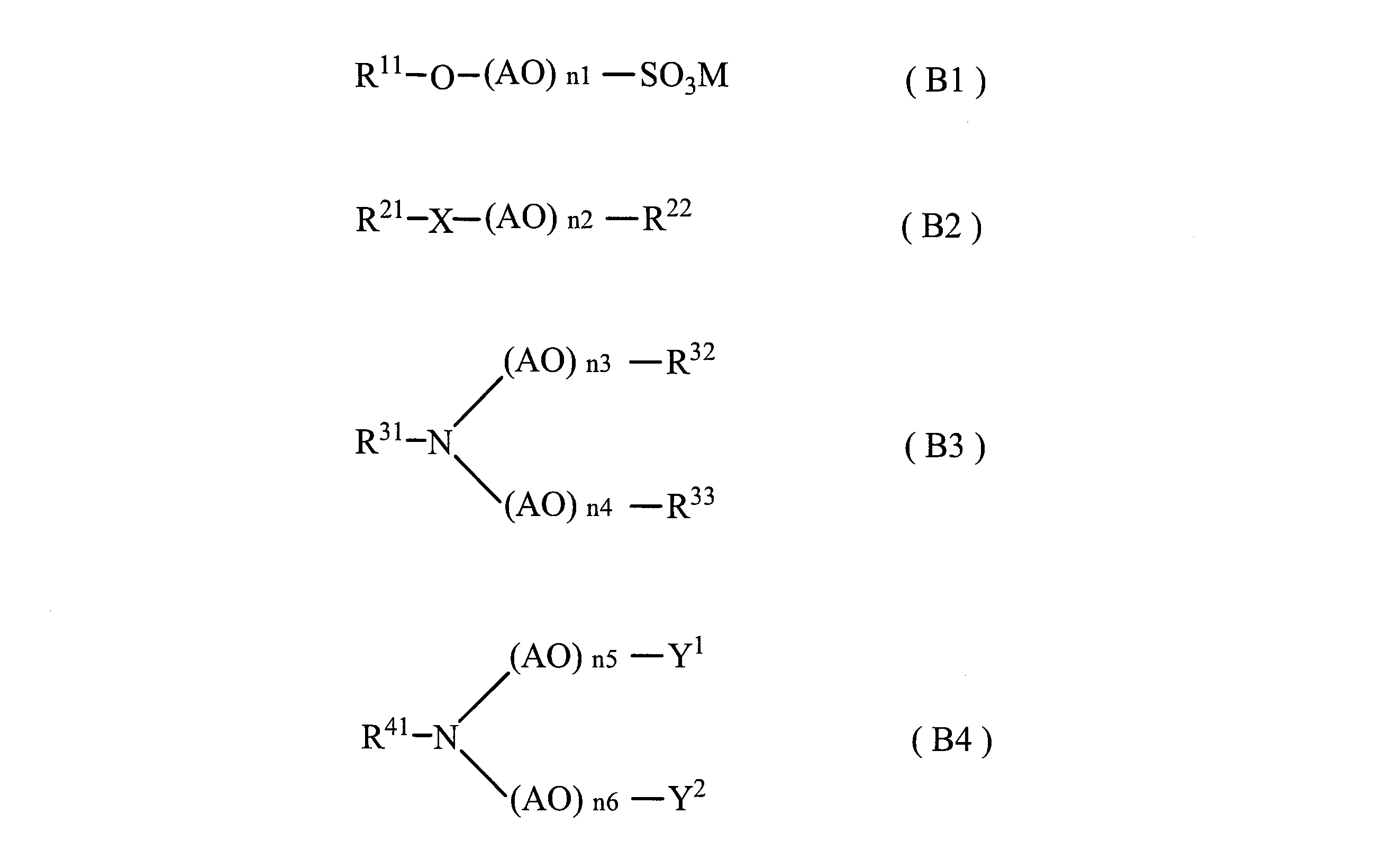
R11、R21、R31、R41は、それぞれ独立に、炭素数4以上27以下の炭化水素基、
R22は、水素原子又は炭素数1以上3以下のアルキル基、
R32、R33は、同一又は異なって、それぞれ、水素原子又は炭素数1以上3以下のアルキル基、
Xは、O又はCOO、
AOは、炭素数2以上4以下のアルキレンオキシ基、
n1は、AOの平均付加モル数であり、1以上200以下の数、
n2は、AOの平均付加モル数であり、1以上200以下の数、
n3、n4は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n3とn4の合計は1以上200以下の数、
Y1、Y2は、同一又は異なって、それぞれ、水素原子又はSO3Mであり、Y1、Y2の少なくとも一方はSO3Mであり、
n5、n6は、同一又は異なって、それぞれ、AOの平均付加モル数であり、0以上の数であり、n5とn6の合計は1以上200以下の数であり、n5が0の場合は、Y1は水素原子であり、n6が0の場合は、Y2は水素原子であり、
Mは、対イオン、
を表す。〕 - 請求項1~4の何れか1項記載の遠心成型用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上25質量%以下である組成物の、遠心成型用水硬性組成物としての使用。
- 請求項8~10の何れか1項記載の蒸気養生用水硬性組成物用分散剤組成物と、水硬性粉体と、骨材と、水とを含有し、水/水硬性粉体比が10質量%以上53質量%以下であり、(A)と(B)の合計の含有量が水硬性粉体100質量部に対して0.25質量部以上10質量部以下である組成物の、蒸気養生用水硬性組成物としての使用。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680028187.3A CN107614457A (zh) | 2015-06-08 | 2016-03-15 | 离心成型用水硬性组合物用分散剂组合物 |
| US15/580,367 US10800702B2 (en) | 2015-06-08 | 2016-03-15 | Dispersant composition for hydraulic compositions for centrifugal molding |
| EP16807174.4A EP3305740A4 (en) | 2015-06-08 | 2016-03-15 | DISPERSANT COMPOSITION FOR HYDRAULIC COMPOSITION FOR CENTRIFUGAL MOLDING |
| MYPI2017704665A MY182707A (en) | 2015-06-08 | 2016-03-15 | Dispersant composition for hydraulic compositions for centrifugal molding |
| SG11201709250UA SG11201709250UA (en) | 2015-06-08 | 2016-03-15 | Dispersant composition for hydraulic composition for centrifugal molding |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015115692 | 2015-06-08 | ||
| JP2015-115692 | 2015-06-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016199467A1 true WO2016199467A1 (ja) | 2016-12-15 |
Family
ID=57503668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/058145 Ceased WO2016199467A1 (ja) | 2015-06-08 | 2016-03-15 | 遠心成型用水硬性組成物用分散剤組成物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10800702B2 (ja) |
| EP (1) | EP3305740A4 (ja) |
| JP (1) | JP6171037B2 (ja) |
| CN (1) | CN107614457A (ja) |
| MY (1) | MY182707A (ja) |
| SG (1) | SG11201709250UA (ja) |
| WO (1) | WO2016199467A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210308900A1 (en) * | 2018-08-09 | 2021-10-07 | Teehnion R&D Foundation Ltd. | Thin shaped structural elements and novel method of making same |
| US11370705B2 (en) * | 2018-09-26 | 2022-06-28 | NOVOREACH Technologies LLC | Composition and method for making geopolymer tubes |
| JP6963540B2 (ja) * | 2018-10-25 | 2021-11-10 | 花王株式会社 | 遠心成形又は振動成形用水硬性組成物用分散剤組成物 |
| JP6713518B2 (ja) * | 2018-11-09 | 2020-06-24 | 花王株式会社 | 水硬性組成物用分散剤組成物 |
| CN115397999A (zh) * | 2020-04-09 | 2022-11-25 | 株式会社益力多本社 | 欧锦葵发酵物及其用途 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0570199A (ja) * | 1991-09-13 | 1993-03-23 | Kao Corp | 遠心力締固め促進用セメント混和剤 |
| JPH09328345A (ja) * | 1996-06-04 | 1997-12-22 | Kao Corp | コンクリート用混和剤 |
| JPH1160312A (ja) * | 1997-08-12 | 1999-03-02 | Kawasaki Steel Corp | 遠心力成形用セメント組成物の製造方法および遠心力成形体 |
| JP2007261119A (ja) * | 2006-03-29 | 2007-10-11 | Milcon:Kk | コンクリート成形体の製造方法及びコンクリート成形体 |
| JP2010047467A (ja) * | 2008-07-25 | 2010-03-04 | Kao Corp | 遠心成形コンクリート製品の製造方法 |
| JP2012144385A (ja) * | 2011-01-07 | 2012-08-02 | Kao Corp | 遠心成形コンクリート製品の製造方法 |
| JP2014094873A (ja) * | 2012-10-09 | 2014-05-22 | Matsumoto Yushi Seiyaku Co Ltd | セメント用収縮低減剤およびセメント組成物 |
| JP2014185043A (ja) * | 2013-03-22 | 2014-10-02 | Matsumoto Yushi Seiyaku Co Ltd | セメント用収縮低減剤およびセメント組成物 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4628525Y1 (ja) | 1968-04-18 | 1971-10-02 | ||
| JPS50150724A (ja) | 1974-05-24 | 1975-12-03 | ||
| JPS5523047A (en) | 1978-08-07 | 1980-02-19 | Asahi Chemical Ind | Fluid hydraulic composition slurry |
| JPS6011255A (ja) * | 1983-06-24 | 1985-01-21 | 出光石油化学株式会社 | セメント添加剤 |
| JPS61197456A (ja) | 1985-02-22 | 1986-09-01 | 日本ゼオン株式会社 | セメント用混和剤組成物 |
| JPS61281054A (ja) | 1985-06-05 | 1986-12-11 | 花王株式会社 | コンクリ−ト混和剤 |
| JPH0641385B2 (ja) * | 1985-06-27 | 1994-06-01 | 出光石油化学株式会社 | セメント添加剤 |
| JP3093105B2 (ja) | 1994-06-30 | 2000-10-03 | 花王株式会社 | 自己充填性コンクリート混和剤 |
| JP4294259B2 (ja) | 2001-09-19 | 2009-07-08 | Basfポゾリス株式会社 | セメント組成物のワーカビリティー改良剤およびこれを含有するセメント減水剤 |
| DE50204113D1 (de) | 2002-12-18 | 2005-10-06 | Hydroment Gmbh | Porenbildendes Betonzusatzmittel |
| CN1880260A (zh) | 2005-06-16 | 2006-12-20 | 花王株式会社 | 水硬性组合物用分散剂 |
| US20060293417A1 (en) | 2005-06-16 | 2006-12-28 | Kao Corporation | Hydraulic composition dispersant |
| CN101863079B (zh) | 2010-06-11 | 2012-01-04 | 深圳市同成新材料科技有限公司 | 一种预应力混凝土管桩的制造方法 |
| EP3272721A4 (en) | 2015-03-17 | 2018-11-21 | Kao Corporation | Dispersant composition for hydraulic compositions |
| EP3272722A4 (en) | 2015-03-17 | 2018-11-21 | Kao Corporation | Dispersant composition for hydraulic composition |
| WO2016158921A1 (ja) | 2015-03-31 | 2016-10-06 | 花王株式会社 | 水硬性組成物用分散剤組成物 |
-
2016
- 2016-03-15 MY MYPI2017704665A patent/MY182707A/en unknown
- 2016-03-15 CN CN201680028187.3A patent/CN107614457A/zh active Pending
- 2016-03-15 WO PCT/JP2016/058145 patent/WO2016199467A1/ja not_active Ceased
- 2016-03-15 US US15/580,367 patent/US10800702B2/en active Active
- 2016-03-15 EP EP16807174.4A patent/EP3305740A4/en not_active Withdrawn
- 2016-03-15 SG SG11201709250UA patent/SG11201709250UA/en unknown
- 2016-03-15 JP JP2016050428A patent/JP6171037B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0570199A (ja) * | 1991-09-13 | 1993-03-23 | Kao Corp | 遠心力締固め促進用セメント混和剤 |
| JPH09328345A (ja) * | 1996-06-04 | 1997-12-22 | Kao Corp | コンクリート用混和剤 |
| JPH1160312A (ja) * | 1997-08-12 | 1999-03-02 | Kawasaki Steel Corp | 遠心力成形用セメント組成物の製造方法および遠心力成形体 |
| JP2007261119A (ja) * | 2006-03-29 | 2007-10-11 | Milcon:Kk | コンクリート成形体の製造方法及びコンクリート成形体 |
| JP2010047467A (ja) * | 2008-07-25 | 2010-03-04 | Kao Corp | 遠心成形コンクリート製品の製造方法 |
| JP2012144385A (ja) * | 2011-01-07 | 2012-08-02 | Kao Corp | 遠心成形コンクリート製品の製造方法 |
| JP2014094873A (ja) * | 2012-10-09 | 2014-05-22 | Matsumoto Yushi Seiyaku Co Ltd | セメント用収縮低減剤およびセメント組成物 |
| JP2014185043A (ja) * | 2013-03-22 | 2014-10-02 | Matsumoto Yushi Seiyaku Co Ltd | セメント用収縮低減剤およびセメント組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3305740A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107614457A (zh) | 2018-01-19 |
| MY182707A (en) | 2021-02-03 |
| JP2017001935A (ja) | 2017-01-05 |
| EP3305740A1 (en) | 2018-04-11 |
| SG11201709250UA (en) | 2017-12-28 |
| EP3305740A4 (en) | 2019-01-16 |
| US10800702B2 (en) | 2020-10-13 |
| JP6171037B2 (ja) | 2017-07-26 |
| US20180162775A1 (en) | 2018-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2520553B1 (en) | Hardening accelerator for hydraulic composition | |
| JP6171037B2 (ja) | 遠心成型用水硬性組成物用分散剤組成物 | |
| JP6077156B2 (ja) | 水硬性組成物用分散剤組成物 | |
| WO2016158921A1 (ja) | 水硬性組成物用分散剤組成物 | |
| WO2014148549A1 (ja) | 水硬性組成物 | |
| JP6444726B2 (ja) | 遠心成形用水硬性組成物 | |
| JP6416837B2 (ja) | 遠心成型用水硬性組成物 | |
| JP6054736B2 (ja) | 水硬性組成物 | |
| JP6713518B2 (ja) | 水硬性組成物用分散剤組成物 | |
| JP2018048067A (ja) | 水硬性組成物用分散剤組成物 | |
| JP6482034B2 (ja) | 遠心成型用水硬性組成物 | |
| JP2010047467A (ja) | 遠心成形コンクリート製品の製造方法 | |
| JP6741635B2 (ja) | 遠心成型用水硬性組成物 | |
| JP6077157B2 (ja) | 水硬性組成物用分散剤組成物 | |
| JP5554080B2 (ja) | 水硬性組成物用添加剤組成物 | |
| JP7037170B2 (ja) | 水硬性組成物用添加剤 | |
| JP7121775B2 (ja) | 水硬性組成物用液状分散剤組成物 | |
| JP6650262B2 (ja) | 水硬性組成物用表面美観向上剤組成物 | |
| JP7725193B2 (ja) | 遠心成形用水硬性組成物用分散剤組成物 | |
| WO2019116693A1 (ja) | 水硬性組成物用添加剤、および水硬性組成物の調製方法 | |
| JP6470131B2 (ja) | 遠心成型用水硬性組成物 | |
| JP5965305B2 (ja) | 水硬性組成物 | |
| JP6200315B2 (ja) | 水硬性組成物用添加剤組成物 | |
| JP6200314B2 (ja) | 水硬性組成物用添加剤組成物 | |
| JP6422324B2 (ja) | 遠心成形用水硬性組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16807174 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11201709250U Country of ref document: SG |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15580367 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016807174 Country of ref document: EP |