WO2017038980A1 - 化粧シート - Google Patents
化粧シート Download PDFInfo
- Publication number
- WO2017038980A1 WO2017038980A1 PCT/JP2016/075834 JP2016075834W WO2017038980A1 WO 2017038980 A1 WO2017038980 A1 WO 2017038980A1 JP 2016075834 W JP2016075834 W JP 2016075834W WO 2017038980 A1 WO2017038980 A1 WO 2017038980A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin sheet
- sheet
- stretched resin
- resin
- decorative sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
Definitions
- the present invention relates to a decorative sheet.
- Patent Document 1 As a technique regarding a decorative sheet using a polyolefin-based resin, for example, there are those described in Patent Document 1 to Patent Document 3.
- the decorative sheet using the polyolefin-based resin described above has a problem that it has excellent post-processing resistance and few materials can be used for flame-retardant applications.
- This invention pays attention to the above points, and it aims at providing the decorative sheet which is excellent in post-processing resistance and can be used for a flame-retardant use.
- a decorative sheet is a decorative sheet including a plurality of resin layers, and at least one of the resin layers is a single-layer film with respect to a polyolefin-based resin.
- the decorative sheet according to one embodiment of the present invention can provide a decorative sheet that is excellent in post-processing resistance and can be used for flame-retardant applications.
- the decorative sheet of this embodiment is a decorative sheet provided with a plurality of resin layers. Further, at least one of the resin layers is composed of a thermoplastic resin composition in which an inorganic pigment vesicle in which an inorganic pigment is encapsulated is added to a vesicle having a single-layer outer film with respect to a polyolefin-based resin.
- a uniaxially stretched resin sheet or a biaxially stretched resin sheet is a resin sheet formed by stretching in a direction parallel to the extrusion direction when the resin sheet is formed by extrusion.
- the biaxially stretched resin sheet is a resin formed by stretching in two directions, a direction parallel to the extrusion direction when the resin sheet is extruded and formed in the direction perpendicular to the extrusion direction on the resin sheet surface. It is a sheet.
- a uniaxial stretching process or a biaxial stretching process can be performed by selecting a well-known method suitably.
- thermoplastic resin composition in the decorative sheet of this embodiment is obtained by adding an inorganic pigment vesicle to a polyolefin resin.
- the polyolefin resin include, in addition to polypropylene, polyethylene, polybutene, and the like, ⁇ -olefins (for example, propylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1-decene, 1-undecene, 1-dodecene, tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicosene, 3-methyl-1-butene, 3-methyl-1-pentene, 3-ethyl-1-pentene, 4-methyl-1-pentene, 4-methyl-1-hexene, 4,4-dimethyl
- the inorganic pigment vesicle can be prepared by a method called a supercritical reverse phase evaporation method.
- the supercritical reverse phase evaporation method is disclosed in Table 02/032564, Japanese Patent Application Laid-Open No. 2003-119120, Japanese Patent Application Laid-Open No. 2005-298407, and Japanese Patent Application Laid-Open No. 2008-063274 proposed by the present inventors. Can be performed using the supercritical reverse phase evaporation method and apparatus.
- Supercritical reverse phase evaporation is a method in which a phospholipid that forms a vesicle film is uniformly dissolved in carbon dioxide in a supercritical state or at a temperature or pressure condition above the critical point.
- an aqueous phase containing an inorganic pigment is added to form a capsule-like vesicle that encapsulates an encapsulating substance in a single layer.
- the carbon dioxide in the supercritical state means carbon dioxide in a supercritical state at a critical temperature (30.98 ° C.) and a critical pressure (7.3773 ⁇ 0.0030 MPa) or higher.
- Carbon dioxide under temperature conditions or pressure conditions above the critical point means carbon dioxide under conditions where only the critical temperature or only the critical pressure exceeds the critical condition.
- the above-mentioned inorganic pigments may be flame retardant pigments, and are roughly classified into natural inorganic pigments and synthetic inorganic pigments.
- natural inorganic pigments include earth pigments, fired earth pigments, and mineral pigments.
- synthetic inorganic pigment include oxide pigments, hydroxide pigments, sulfide pigments, silicate pigments, phosphate pigments, carbonate pigments, metal powder pigments, and carbon pigments.
- one or more of these natural inorganic pigments and synthetic inorganic pigments can be used.
- Organic pigments are not preferred because flame retardancy is impaired.
- phospholipids that form the outer membrane of vesicles include phosphatidylcholine, phosphatidylethanolamine, phosphatidylserine, phosphatidic acid, phosphatidylglycerol, phosphatidylinositol, cardiopine, egg yolk lecithin, hydrogenated egg yolk lecithin, soybean lecithin, hydrogenated soybean Examples include glycerophospholipids such as lecithin, sphingophospholipids such as sphingomyelin, ceramide phosphorylethanolamine, and ceramide phosphorylglycerol.
- the outer membrane of the vesicle since the outer membrane of the vesicle only needs to contain at least biological lipids such as phospholipids, the outer membrane may be formed from a mixture of biological lipids and other substances as described below.
- Nonionic surfactants include, for example, polyglycerin ether, dialkyl glycerin, polyoxyethylene hydrogenated castor oil, polyoxyethylene alkyl ether, polyoxyethylene sorbitan fatty acid ester, sorbitan fatty acid ester, polyoxyethylene polyoxypropylene copolymer , Polybutadiene-polyoxyethylene copolymer, polybutadiene-poly-2-vinylpyridine, polystyrene-polyacrylic acid copolymer, polyethylene oxide-polyethylethylene copolymer, polyoxyethylene-polycaprolactam copolymer, etc.
- cholesterols include cholesterol, ⁇ -cholestanol, ⁇ -cholestanol, cholestane, desmosterol (5,24-cholestadien-3 ⁇ -ol), sodium cholate or cholecalciferol.
- the non-water-soluble inclusion can be uniformly dispersed in a water-soluble solvent or the like.
- the amount of the inorganic pigment vesicle added is preferably 50 to 70 parts by weight, particularly preferably 70 parts by weight, with respect to 100 parts by weight of the polypropylene resin.
- the uniaxially stretched resin sheet and the biaxially stretched resin sheet obtained by extrusion-forming the thermoplastic resin composition and uniaxially stretching or biaxially stretching are 20 ⁇ m or more in thickness. It is important that the thickness is 150 ⁇ m. Further, the uniaxially stretched resin sheet and the biaxially stretched resin sheet are subjected to a uniaxial stretching process or a biaxial stretching process, so that the parallel direction parallel to the extrusion direction during film formation and the film surface on the sheet surface during film formation. Long chains of molecules in the resin are oriented in at least one of the extrusion direction and the vertical direction.
- infrared spectroscopy is based on the principle that the amount of infrared light, which is light having a wavelength of 0.7 ⁇ m to 1000 ⁇ m, is absorbed by the substance based on the vibration and rotational movement of the molecule of the substance. This is one of the spectroscopic methods for obtaining information on the chemical structure and state of substances.
- a wavelength range called a mid-infrared wavelength having a wavelength of 2.5 ⁇ m to 4 ⁇ m, in which a substance-specific spectrum appears is mainly used.
- the Fourier type is a method described below.
- light (infrared light) emitted from the light source is incident obliquely on the interferometer through the semi-transparent mirror, and is divided into transmitted light and reflected light.
- the transmitted light and the reflected light are reflected by the fixed mirror and the moving mirror, respectively, return to the semi-transparent mirror, and are combined into an interference wave.
- the optical path difference between the transmitted light and the reflected light differs depending on the position where the movable mirror has moved. Therefore, different interference waves are obtained depending on the position of the movable mirror.
- the interference wave is irradiated to the substance, and a signal of transmitted light or reflected light from the substance is measured.
- polarized Fourier-type infrared spectroscopy when measuring infrared light absorbed by a substance, light that is called linearly polarized light that vibrates the infrared light only in a certain direction using a polarizer. By doing so, it is a method for measuring the degree of long chains of molecules oriented in the stretching direction of the stretched resin.
- the dichroic ratio R means that when a sheet-like resin is measured by polarization Fourier infrared spectroscopy, first, the polarizer is placed at an installation angle of 0 ° (the direction of the electric field is perpendicular to the sample placement surface). The sheet-shaped resin is aligned so that the stretching direction is parallel to the direction of the electric field, and then the infrared spectroscopic measurement is performed, and then the sheet-shaped resin is rotated by 90 ° to obtain the sheet-shaped resin.
- Infrared spectroscopic measurement was performed so that the direction of stretching and the direction of the electric field were perpendicular to each other, and calculated from the absorbance peak in the vicinity of wave number 997 cm ⁇ 1 of the two obtained infrared absorption spectra using the above formula (1). It represents the ratio of the degree of orientation of long chains of molecules in the resin in the direction parallel to the stretching direction of the sheet-like resin and the direction perpendicular to the stretching direction.
- a wave number region corresponding to the rolling vibration of CH 3 exists in the vicinity of 997 cm ⁇ 1 .
- the inorganic pigment is secondarily aggregated in the polyolefin resin by using a resin sheet to which an inorganic pigment is added as an inorganic pigment vesicle. And can be dispersed uniformly. For this reason, even when an inorganic pigment is added in a large amount, a uniaxially stretched resin sheet and a biaxially stretched resin sheet excellent in flame retardancy can be obtained without reducing the mechanical strength.
- the decorative sheet according to the present embodiment is a decorative sheet 1 having a plurality of resin layers, in which the uniaxially stretched resin sheet and the biaxially stretched resin sheet are the original fabric layer 3.
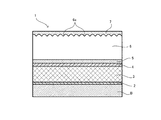
- the decorative sheet 1 includes a primer layer 2, an original fabric layer 3, a pattern printing layer 4, an adhesive layer 5, a transparent resin layer 6 and a top coat layer 7 from the side facing the base material B to which the decorative sheet 1 is bonded. It is a laminated structure.
- the base material B wood boards, inorganic boards, a metal plate, etc. are mentioned.
- the decorative board of the present embodiment is configured such that the decorative sheet 1 is bonded to the base material B.
- Primer layer 2 As the primer layer 2, for example, nitrified cotton as a binder, cellulose, vinyl chloride-vinyl acetate copolymer, polyvinyl butyral, polyurethane, acrylic, polyester, or the like may be appropriately selected and used. Can do. These are not particularly limited in form, such as aqueous, solvent-based, and emulsion types. Also, the curing method can be appropriately selected from a one-component type that cures alone, a two-component type that uses a curing agent in combination with the main agent, and a type that cures by irradiation with ultraviolet rays, electron beams, or the like.
- a two-component type that is cured by combining an isocyanate-based curing agent with a urethane-based main agent is used.
- This method is effective in terms of workability, cost, and cohesion of the resin itself. It is preferable from the viewpoint.
- colorants such as pigments and dyes, extender pigments, solvents, and various additives are added.
- the primer layer 2 is positioned on the rearmost surface of the decorative sheet 1, considering that the decorative sheet 1 is wound as a continuous plastic film (web-shaped), the films are in close contact with each other and are difficult to slip.
- an inorganic filler such as silica, alumina, magnesia, titanium oxide, or barium sulfate may be added to the primer layer 2.
- the layer thickness is intended to ensure adhesion with the substrate B, and therefore is preferably in the range of 0.1 ⁇ m to 3 ⁇ m.
- the raw fabric layer 3 is a uniaxial film composed of a thermoplastic resin composition, as described above, in which an inorganic pigment vesicle in which an inorganic pigment is encapsulated is added to a vesicle having a single-layer outer film with respect to a polyolefin-based resin.
- examples thereof include a stretched resin sheet 3 and a biaxially stretched resin sheet 3.
- the uniaxially stretched resin sheet 3 and the biaxially stretched resin sheet 3 have a wave number 997 of the infrared absorption spectrum in the direction parallel to the extrusion direction and the infrared absorption spectrum in the direction perpendicular to the extrusion direction, obtained by polarization Fourier infrared spectroscopy.
- the value of the dichroic ratio R calculated from the absorbance peak value of ( ⁇ 5) cm ⁇ 1 using the above formula (1) is R ⁇ 0.3.
- the value of the dichroic ratio R is preferably 0.5 ⁇ R ⁇ 0.9.
- Such a uniaxially stretched resin sheet 3 and biaxially stretched resin sheet 3 are uniaxially stretched or biaxially with respect to at least one of a direction parallel to the extrusion direction during film formation and a direction perpendicular to the extrusion direction. By performing the stretching process, the dichroic ratio R is generated.
- Pattern printing layer 4 As the pattern printing layer 4, the same material as the primer layer 2 can be used. Examples of highly versatile pigments include pearl pigments such as condensed azo, insoluble azo, quinacridone, isoindoline, anthraquinone, imidazolone, cobalt, phthalocyanine, carbon, titanium oxide, iron oxide, and mica.
- the pattern printing layer 4 can be formed by performing, for example, gravure printing, offset printing, screen printing, flexographic printing, electrostatic printing, ink jet printing, and the like on the original fabric layer 3 using the above-described material. . In addition to the method of forming the picture print layer 4 by applying an ink made of a mixture of the binder and the pigment, it is also possible to apply the picture by vapor deposition or sputtering of various metals.
- the adhesive layer 5 can be selected from acrylic, polyester, polyurethane, and the like.
- a two-component type material in which a main component is a urethane-based polyol and a curing agent is an isocyanate is used.
- Transparent resin layer 6 As the transparent resin layer 6, for example, existing heat stabilizers, flame retardants, ultraviolet absorbers, light stabilizers, anti-blocking agents, catalyst scavengers, and colorants for polypropylene resins as necessary.
- a transparent resin sheet 6 to which various additives such as a light scattering agent and a gloss adjusting agent are added can be used.
- a heat stabilizer a phenol type, a sulfur type, a phosphorus type, a hydrazine type etc. can be used, for example.
- a flame retardant aluminum hydroxide, magnesium hydroxide, etc. can be used, for example.
- a benzotriazole type a benzoate type, a benzophenone type, a triazine type etc.
- a light stabilizer a hindered amine type
- the liquid resin composition extruded from the T die is quenched to the cooling temperature by contacting the cooling roll, and then crystallized while being conveyed at a temperature near the cooling temperature.
- the cooling roll rotates at a predetermined rotational speed around the center axis of the roll, and the resin composition in contact with the cooling roll becomes a sheet-like transparent resin sheet 6 and is conveyed downstream at a predetermined conveyance speed. Finally, it is wound on a winding roll.
- topcoat layer 7 for example, polyurethane, acrylic, acrylic silicon, fluorine, epoxy, vinyl, polyester, melamine, aminoalkyd, urea, and the like can be appropriately selected and used. .
- the form of the material is not particularly limited, such as aqueous, emulsion, or solvent system.
- the curing method can be appropriately selected from a one-component type that cures alone, a two-component type that uses a curing agent in combination with the main agent, and a type that cures by irradiation with ultraviolet rays or electron beams.
- those obtained by mixing and curing an isocyanate-based curing agent with respect to a urethane-based main agent are preferable from the viewpoints of workability, cost, cohesion of the resin itself, and the like.
- the decorative sheet 1 of the present embodiment is first subjected to corona treatment on both sides of the uniaxially stretched resin sheet 3 or the biaxially stretched resin sheet 3 as the original fabric layer 3, so that the uniaxially stretched resin sheet 3 or the biaxially stretched resin sheet 3
- the pattern printing layer 4 is laminated on one surface, and the primer layer 2 is laminated on the other surface.
- the transparent resin sheet 6 as the transparent resin layer 6 formed by the film forming flow, and the surface of the uniaxially stretched resin sheet 3 or the biaxially stretched resin sheet 3 on the pattern print layer 4 side are attached to the adhesive layer 5.
- a laminated film is formed by adhering and laminating using a method such as a method using hot pressure, an extrusion laminating method, or a dry laminating method.
- a method such as a method using hot pressure, an extrusion laminating method, or a dry laminating method.
- the embossed pattern 6 a is simultaneously applied to the laminated film by extruding with a method using hot pressure or by using a cooling roll having irregularities formed thereon.
- the embossed pattern 6a is formed by the method of forming.
- the top coat layer 7 is laminated on the surface of the transparent resin layer 6 of the laminated film to obtain the decorative sheet 1.
- the decorative sheet 1 provided with the transparent resin layer 6, when setting it as a highly flame-retardant decorative sheet, it is good also as a structure except the transparent resin layer 6.
- the primer layer 2 can be omitted.
- the primer layer 2 is 0.1 ⁇ m to 20 ⁇ m
- the uniaxially stretched resin sheet 3 and the biaxially stretched resin sheet 3 as the raw fabric layer 3 are 30 ⁇ m to 250 ⁇ m
- the pattern printed layer 4 is 3 ⁇ m to 20 ⁇ m.
- the adhesive layer 5 is preferably 1 ⁇ m to 20 ⁇ m
- the transparent resin layer 6 is preferably 20 ⁇ m to 200 ⁇ m
- the top coat layer 7 is preferably 3 ⁇ m to 20 ⁇ m
- the total thickness of the decorative sheet 1 is preferably in the range of 57 ⁇ m to 530 ⁇ m. Is preferred.
- a decorative sheet 1 according to an aspect of the present invention is a decorative sheet including a plurality of resin layers, and at least one of the resin layers has a single-layer outer film with respect to a polyolefin-based resin.
- the vesicle comprises a uniaxially stretched resin sheet 3 or a biaxially stretched resin sheet 3 made of a thermoplastic resin composition in which an inorganic pigment vesicle in which an inorganic pigment is encapsulated is added.
- the inorganic pigment vesicle is added, and the dichroic ratio R is set to R ⁇ 0.3, so that it can be used for flame retardant applications excellent in post-processing.
- a decorative sheet can be provided.
- the value of the dichroic ratio R of the uniaxially stretched resin sheet 3 and the biaxially stretched resin sheet 3 may be 0.5 ⁇ R ⁇ 0.9. . If it is such a structure, the decorative sheet which was more excellent in post-processing property can be provided.
- an inorganic pigment vesicle used in this example was prepared by the following method. 100 parts by weight of methanol, 70 parts by weight of calcium carbonate (Softon 2000; manufactured by Shiraishi Calcium Co., Ltd.) as an inorganic pigment, and 5 parts by weight of phosphatidylcholine as a phospholipid forming the outer membrane of a vesicle are maintained at 60 ° C. Then, carbon dioxide was injected so as to have a pressure of 20 MPa to obtain a supercritical state, and then 100 parts by weight of ion-exchanged water was injected with vigorous stirring and mixing.
- methanol 100 parts by weight of methanol, 70 parts by weight of calcium carbonate (Softon 2000; manufactured by Shiraishi Calcium Co., Ltd.) as an inorganic pigment, and 5 parts by weight of phosphatidylcholine as a phospholipid forming the outer membrane of a vesicle are maintained at 60 ° C.
- carbon dioxide was injected so as to have a
- Calcium carbonate as an inorganic pigment in a vesicle having a monolayer outer membrane made of phospholipid by stirring for 15 minutes while maintaining the temperature and pressure in the container and then discharging carbon dioxide back to atmospheric pressure.
- a calcium carbonate vesicle encapsulating was obtained.
- Example 1 to 9 Comparative Examples 1 to 4
- 50, 70, or 80 parts by weight of calcium carbonate vesicles were added to the high-density polyethylene in the resin sheet made of the thermoplastic resin composition as the raw fabric layer 3.
- the uniaxially stretched resin sheet 3 was subjected to uniaxial stretching.
- Hindered phenol antioxidant (Irganox 1010; manufactured by BASF) 500PPM, benzotriazole ultraviolet absorber (Tinuvin 328; manufactured by BASF) 2000PPM, hindered amine light stabilizer (Kimasorb 944; BASF) (Manufactured)
- a resin added with 2000 PPM was extruded using a melt extruder to form a transparent resin sheet 6 having a thickness of 80 ⁇ m as the transparent resin layer 6.
- a resin sheet having a thickness of 120 ⁇ m was formed by an extrusion method using pellets of the thermoplastic resin composition thus obtained.
- the obtained resin sheet was cut into a 30 cm square and uniaxially stretched in a direction parallel to the extrusion direction using a stretching apparatus.
- the draw ratio was 4 times and the uniaxially stretched resin sheet 3 with a thickness of 30 ⁇ m was produced.
- a pattern printing layer 4 is formed on one surface of the uniaxially stretched resin sheet 3 that has been subjected to stretching using a two-component curable urethane ink (V180; manufactured by Toyo Ink Manufacturing Co., Ltd.).
- the primer layer 2 was applied to the other surface of the uniaxially stretched resin sheet 3.
- a transparent resin is provided via an adhesive layer 5 made of an adhesive for dry lamination (Takelac A540; manufactured by Mitsui Chemicals; application amount 2 g / m 2 ).
- Sheet 6 was bonded by a dry laminating method.
- an embossed pattern 6a is formed on the surface of the transparent resin layer 6 using an embossing die roll, and then a two-component curable urethane topcoat (W184; DIC Graphics) is formed so as to cover the embossed pattern 6a.
- W184 DIC Graphics
- the resin sheet obtained by the extrusion molding method is cut into 30 cm squares, the extrusion direction and the parallel direction are fixed to the stretching jig, and the extrusion direction and the vertical direction are fixed to the stretching jig. Stretching was performed in two perpendicular directions. In addition, extending
- thermoplastic resin composition obtained by pelletizing by a strand cut method were used. What was formed into a film by the extrusion method was used. The film thickness was 30 ⁇ m.
- Comparative Examples 14 to 21 ⁇ When an inorganic pigment that has not been vesicled is added> (Comparative Examples 14 to 21)
- 70, 60, or 50 parts by weight of calcium carbonate as an inorganic pigment not vesicled with respect to high-density polyethylene was added to the resin sheet made of the thermoplastic resin composition as the raw fabric layer 3.
- the uniaxially stretched resin sheet 3 is subjected to uniaxial stretching. Specifically, the same as in the case of the above uniaxial stretching (Examples 1 to 9 and Comparative Examples 1 to 4), except that calcium carbonate as an inorganic pigment that has not been vesicled is added to the resin sheet.
- the decorative sheet 1 obtained by the configuration and the production method was used.
- the uniaxially stretched resin sheet 3, the biaxially stretched resin sheet 3 and the resin sheet that has not been stretched in Examples 1 to 18 and Comparative Examples 1 to 21 are parallel to the extrusion direction by polarized Fourier infrared spectroscopy.
- the infrared absorption spectrum in the direction and the infrared absorption spectrum in the direction perpendicular to the extrusion direction were measured, and the dichroic ratio R was calculated using the above equation (1).
- the exothermic evaluation test and the post-process-proof evaluation test were done. Detailed evaluation methods for each evaluation test are as follows.
- nonflammable base material it can select and use from a gypsum board, a fiber mixing calcium silicate board, or a galvanized steel plate.
- a gypsum board for the exothermic evaluation test using a cone calorimeter tester, all the items 1 to 3 described above are satisfied, and the requirements described in Article 108-2 No. 1 and No. 2 of the Construction Ordinance are both met.
- ⁇ was evaluated, and when even one of the requirements could not be satisfied, “X” was evaluated for flame retardancy. If this test could not be performed, “-” was given.
- Tables 1 to 4 show the values of the dichroic ratio R of the uniaxially stretched resin sheet 3, the biaxially stretched resin sheet 3 and the resin sheet that has not been stretched, the results obtained from each evaluation test, and the overall evaluation of the decorative sheet 1. Shown in The contents of the symbols for comprehensive evaluation are as follows. ⁇ Comprehensive evaluation> ⁇ : Does not have flame retardancy and post-processing resistance ⁇ : Excellent flame retardancy and has post-processing resistance required for decorative sheets ⁇ : Extremely flame retardant and post-processing resistance Are better
- the decorative sheets 1 of Examples 15 to 18 using the biaxially stretched resin sheet 3 having a dichroic ratio R of 0.5 ⁇ R ⁇ 0.9 have particularly excellent post-processing resistance. It was. In comparison with this, the decorative sheet 1 of Comparative Example 6 using the biaxially stretched resin sheet 3 in which the value of the dichroic ratio R is R ⁇ 0.3 does not satisfy the flame retardant material standard. In the post-working resistance evaluation test, “cracking” was also observed. Moreover, about the comparative example 5 made into the biaxially stretched resin sheet 3 whose value of the dichroic ratio R is R> 0.9, although the biaxial stretching process was able to be performed, the flame retardance standard was not satisfy
- Comparative Examples 9 and 10 in Table 2 for those in which the added amount of the inorganic pigment was 80 parts by weight, tearing occurred during the biaxial stretching process.
- Comparative Examples 7 to 10 that were torn the infrared absorption spectrum was measured using the decorative sheet 1 after tearing, and the dichroic ratio R was calculated.
- Table 3 the decorative sheet 1 of Comparative Examples 11 to 13 using a resin sheet to which calcium carbonate that does not become vesicles is added and is not stretched does not meet the standards for flame retardant materials, and is resistant to resistance. In the post-workability evaluation test, “cracking” was also observed.
- the values of the dichroic ratio R of the decorative sheets 1 of Comparative Examples 11 to 13 were all 0.01 or less.
- the decorative sheet 1 of Comparative Example 18 in which the addition amount of calcium carbonate is 60 parts by weight and Comparative Example 20 in which the addition amount of calcium carbonate is 50 parts by weight is difficult even if uniaxial stretching can be performed. It did not meet the standards for fuel materials, and “cracking” was also observed in the post-workability evaluation test. About the decorative sheet 1 of the comparative examples 19 and 21, tearing occurred during the uniaxial stretching process. In Comparative Examples 19 and 21, which were torn, an infrared absorption spectrum was measured using the decorative sheet 1 after tearing, and a dichroic ratio R was calculated.
- the addition amount of the inorganic pigment vesicle is 50 parts by weight, the uniaxial stretching process is performed and the dichroic ratio R is set to 0.3 ⁇ R ⁇ 0.5, and the addition of the inorganic pigment vesicle
- a decorative sheet other than the decorative sheet described in the present embodiment will be briefly described as a reference example of the present invention.
- decorative sheets made of polyvinyl chloride resin have been used as the main material of decorative sheets due to their excellent processability and flame retardancy, but the generation of toxic gases during incineration after disposal has been regarded as a problem.
- polyolefin resins have been proposed as substitutes for polyvinyl chloride resins.
- a decorative sheet using a polyolefin-based resin suppresses the generation of toxic gas during incineration
- the resin is one of highly flammable resins, and is suitable for a decorative sheet that requires flame retardancy. It was difficult to apply.
- layered silicate, metal hydroxide, bromine flame retardant, phosphorus flame retardant Attempts have been made to add flame retardants such as retardants, chlorine flame retardants, glass fibers or melamine derivatives to polyolefin resins.
Landscapes
- Laminated Bodies (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
本発明は、上記のような点に着目したもので、耐後加工性に優れ、難燃用途に用いることが可能な化粧シートを提供することを目的とする。
また、ベシクルの外膜には、少なくともリン脂質などの生体脂質が含まれていればよいので、生体脂質と下記のようなその他の物質との混合物から外膜を形成するようにしてもよい。
このような無機顔料ベシクルの添加量は、ポリプロピレン樹脂100重量部に対して、50重量部~70重量部とされていることが好ましく、特に、70重量部添加することが好適である。
また、当該一軸延伸樹脂シートおよび二軸延伸樹脂シートは、一軸延伸加工または二軸延伸加工を施すことによって、製膜時における押し出し方向と平行な平行方向と、当該シート面上において製膜時における押し出し方向と垂直な垂直方向との少なくとも一方に樹脂中の分子の長鎖が配向している。これは、樹脂シートに対して延伸加工を施すと、無機顔料ベシクルを添加した樹脂中のC-C骨格からなる分子の長鎖が延伸方向に引っ張られて並ぶことによって生じる。延伸加工を施して樹脂中の分子の長鎖が所定の方向に配向していると、当該延伸方向への機械的強度が向上するので、耐後加工性に優れた難燃性を備える一軸延伸樹脂シートおよび二軸延伸樹脂シートを得ることができる。さらに、このような一軸延伸樹脂シートおよび二軸延伸樹脂シートによれば、無機顔料ベシクルを高充填した際に生じうる当該無機顔料ベシクルに起因する表面の凹凸が延伸加工によって解消されるので、平滑性に優れた樹脂シートを得ることができる。これにより、印刷適性に優れた一軸延伸樹脂シートおよび二軸延伸樹脂シートとすることができる。
なお、フーリエ型とは、以下に記載する方式のことである。すなわち、光源から出た光(赤外光)を、干渉計に、半透鏡を介して斜入射させ、透過光と反射光とに分割する。透過光と反射光は、固定鏡と移動鏡により、それぞれ反射され、半透鏡に戻り、合成され干渉波となる。移動鏡の移動した位置により、透過光と反射光の光路差が異なる。そのため、移動鏡の位置により、異なる干渉波が得られる。この干渉波を物質に対して照射し、物質からの透過光もしくは反射光の信号を測定する。得られた信号をフーリエ変換法を用いて変換することにより、各波数成分の赤外スペクトルを得る方式のことを指す。
偏光フーリエ型赤外分光測定においては、物質に吸収される赤外光の測定を行う際に、偏光子を用いて当該赤外光を光の電場が一定方向のみに振動する直線偏光と呼ばれる光とすることで、延伸された樹脂の延伸方向に配向している分子の長鎖の度合いを測定する方法である。
以下、本実施形態の化粧シートの構成の具体例を、図1を用いて説明する。
ここで、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なる。他にも、図面を簡潔にするために、周知の構造が略図で示されている。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造等が下記のものに特定するものでない。また、本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
プライマー層2としては、例えば、バインダーとしての硝化綿、セルロース、塩化ビニル-酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系等の単独もしくは各変性物の中から適宜選択して用いることができる。これらは水性、溶剤系、エマルジョンタイプなど特にその形態を問わない。また、硬化方法についても、単独で硬化する一液タイプ、主剤と合わせて硬化剤を使用する二液タイプ、紫外線や電子線等の照射により硬化させるタイプなどから適宜選択して用いることができる。一般的な硬化方法としては、ウレタン系の主剤に対して、イソシアネート系の硬化剤を合わせることによって硬化させる二液タイプが用いられており、この方法は作業性、価格、樹脂自体の凝集力の観点から好適である。上記のバインダー以外には、例えば、顔料、染料などの着色剤、体質顔料、溶剤、各種添加剤などが添加されている。特に、プライマー層2においては、化粧シート1の最背面に位置するため、化粧シート1を連続的なプラスチックフィルム(ウエブ状)として巻き取りを行うことを考慮すると、フィルム同士が密着して滑りにくくなったり、剥がれなくなるなどのブロッキングが生じることを避けるとともに、接着剤との密着を高める必要がある。このために、プライマー層2に、例えば、シリカ、アルミナ、マグネシア、酸化チタン、硫酸バリウムなどの無機充填剤を添加してもよい。層厚は、基材Bとの密着性を確保することが目的であるので、0.1μm~3μmの範囲内とすることが好ましい。
原反層3としては、上述において説明した、ポリオレフィン系樹脂に対して単層膜の外膜を具備するベシクルに無機顔料が内包された無機顔料ベシクルが添加された熱可塑性樹脂組成物からなる一軸延伸樹脂シート3および二軸延伸樹脂シート3が挙げられる。そして、一軸延伸樹脂シート3および二軸延伸樹脂シート3は、偏光フーリエ型赤外分光測定によって得られた、押し出し方向と平行方向の赤外線吸収スペクトルおよび押し出し方向と垂直方向の赤外線吸収スペクトルの波数997(±5)cm-1の吸光度ピーク値から、上記の(1)式を用いて算出される二色比Rの値が、R≧0.3であることが重要である。特に、二色比Rの値が、0.5≦R≦0.9であることが好適である。このような、一軸延伸樹脂シート3および二軸延伸樹脂シート3は製膜時における押し出し方向と平行な方向と、当該押し出し方向と垂直な方向との少なくとも一方に対して、一軸延伸加工または二軸延伸加工を施すことによって、上記二色比Rの値となるように生成されている。
絵柄印刷層4としては、プライマー層2と同様の材料を用いることができる。汎用性の高い顔料としては、例えば、縮合アゾ、不溶性アゾ、キナクリドン、イソインドリン、アンスラキノン、イミダゾロン、コバルト、フタロシアニン、カーボン、酸化チタン、酸化鉄、雲母等のパール顔料等が挙げられる。前述の材料を用いて、原反層3に対して、例えば、グラビア印刷、オフセット印刷、スクリーン印刷、フレキソ印刷、静電印刷、インキジェット印刷等を施して絵柄印刷層4を形成することができる。また、上記バインダーと顔料との混合物からなるインキを塗布して絵柄印刷層4を形成する方法とは別に、各種金属の蒸着やスパッタリングで絵柄を施すことも可能である。
接着剤層5としては、例えば、アクリル系、ポリエステル系、ポリウレタン系などから選択して用いることができる。一般的には、作業性、価格、凝集力の高さから、主剤をウレタン系のポリオール、硬化剤をイソシアネートとした二液タイプの材料が用いられている。
透明樹脂層6としては、ポリプロピレン樹脂に対して、必要に応じて、例えば既存の熱安定化剤、難燃化剤、紫外線吸収剤、光安定化剤、ブロッキング防止剤、触媒捕捉剤、着色剤、光散乱剤および艶調整剤などの各種添加剤を添加した透明樹脂シート6を用いることができる。表面強度の向上を図る場合には、高結晶性のポリプロピレン樹脂を用いることが好ましい。なお、熱安定化剤としては、例えば、フェノール系、硫黄系、リン系、ヒドラジン系などを用いることができる。また、難燃化剤としては、例えば、水酸化アルミニウム、水酸化マグネシウムなどを用いることができる。また、紫外線吸収剤としては、例えば、ベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系などを用いることができる。また、光安定化剤としては、例えば、ヒンダードアミン系などを用いることができる。また、透明樹脂層6の表面には必要に応じて、図1に示すような、所定の凹凸パターンを有するエンボス模様6aを形成してもよい。
ここで、透明樹脂シート6の詳しい製膜フローを、結晶性ポリプロピレン樹脂を例にして説明する。まず、主成分としての結晶性ポリプロピレン樹脂に対して、上述のように既存の各種添加剤を添加した樹脂組成物のペレットを溶融押出機に投入する。その後、加熱しながら混練して当該ペレットを液状に溶融し、押出口に設けられたTダイから液状の樹脂組成物を下流側に設けられた冷却ロールに向けて所定の幅で押し出す。このとき、Tダイから押し出された液状の樹脂組成物は、当該冷却ロールに接触することで冷却温度にクエンチされた後、冷却温度近傍の温度で搬送される中で結晶化が進行する。当該冷却ロールは、ロールの中心軸周りに所定の回転速度で回転しており、冷却ロールに接触した樹脂組成物はシート状の透明樹脂シート6となり、所定の搬送速度で下流側へ搬送されて、最終的には巻き取りロールに巻き取られる。
トップコート層7としては、例えば、ポリウレタン系、アクリル系、アクリルシリコン系、フッ素系、エポキシ系、ビニル系、ポリエステル系、メラミン系、アミノアルキッド系、尿素系などから適宜選択して用いることができる。材料の形態も、水性、エマルジョン、溶剤系など特に限定するものではない。硬化方法についても、単独で硬化する一液タイプ、主剤と合わせて硬化剤を使用する二液タイプ、紫外線や電子線等の照射により硬化させるタイプなどから適宜選択して用いることができる。特に、ウレタン系の主剤に対して、イソシアネート系の硬化剤を混合して硬化させるものが作業性、価格、樹脂自体の凝集力などの観点から好適である。
本実施形態の化粧シート1は、まず、原反層3としての一軸延伸樹脂シート3または二軸延伸樹脂シート3の両面にコロナ処理を施し、一軸延伸樹脂シート3または二軸延伸樹脂シート3の一方の面上に対して絵柄印刷層4を、他方の面上にプライマー層2を積層する。そして、上記製膜フローによって形成された透明樹脂層6としての透明樹脂シート6と、一軸延伸樹脂シート3または二軸延伸樹脂シート3の絵柄印刷層4側の面とを、接着剤層5を間に介して、例えば、熱圧を応用した方法、押出ラミネート方法またはドライラミネート方法などの方法を用いて接着して積層し、積層フィルムを形成する。この時、透明樹脂層6の表面にエンボス模様6aを設ける場合には、当該積層フィルムに対して、熱圧による方法、もしくは、凹凸が形成された冷却ロールを用いて押し出しラミネートと同時にエンボス模様6aを形成する方法によって、エンボス模様6aが形成される。最後に、当該積層フィルムの透明樹脂層6の表面に対して、トップコート層7を積層して化粧シート1を得る。
このような化粧シート1においては、プライマー層2は0.1μm~20μm、原反層3としての一軸延伸樹脂シート3および二軸延伸樹脂シート3は30μm~250μm、絵柄印刷層4は3μm~20μm、接着剤層5は1μm~20μm、透明樹脂層6は20μm~200μm、トップコート層7は3μm~20μmとすることが望ましく、化粧シート1の総厚は57μm~530μmの範囲内とすることが好適である。
(1)本発明の一態様に係る化粧シート1は、複数の樹脂層を備えた化粧シートであって、その樹脂層のうち少なくとも一層が、ポリオレフィン系樹脂に対して単層膜の外膜を具備するベシクルに無機顔料が内包された無機顔料ベシクルが添加されている熱可塑性樹脂組成物で構成された一軸延伸樹脂シート3または二軸延伸樹脂シート3からなり、一軸延伸樹脂シート3および二軸延伸樹脂シート3の偏光フーリエ型赤外分光測定によって得られた、製膜時における押し出し方向と平行方向の赤外線吸収スペクトルおよび製膜時における押し出し方向と垂直方向の赤外線吸収スペクトルの波数997(±5)cm-1の吸光度ピーク値から、下記の(3)式を用いて算出される一軸延伸樹脂シート3および二軸延伸樹脂シート3の配向度の比である二色比Rの値が、R≧0.3であることを特徴とする。
このような構成であれば、より耐後加工性に優れた化粧シートを提供することができる。
以下、本実施形態の化粧シート1の具体的な実施例について説明する。
まず、本実施例において用いる無機顔料ベシクルを下記の方法で調製した。メタノール100重量部、無機顔料としての炭酸カルシウム(ソフトン2000;白石カルシウム株式会社製)70重量部、ベシクルの外膜を形成するリン脂質としてのホスファチジルコリン5重量部を60℃に保たれた高圧ステンレス容器に入れて密閉し、圧力が20MPaとなるように二酸化炭素を注入して超臨界状態とした後、激しく攪拌混合しながらイオン交換水を100重量部注入した。容器内の温度および圧力を保持した状態で15分間攪拌後、二酸化炭素を排出して大気圧に戻すことによって、リン脂質からなる単層膜の外膜を具備するベシクルに無機顔料としての炭酸カルシウムを内包する炭酸カルシウムベシクルを得た。
実施例1~9および比較例1~4においては、原反層3としての熱可塑性樹脂組成物からなる樹脂シートを、高密度ポリエチレンに対して炭酸カルシウムベシクルが50、70または80重量部添加されており、一軸延伸加工を施された一軸延伸樹脂シート3からなるものとした。
実施例10~18および比較例5~10においては、原反層3としての熱可塑性樹脂組成物からなる樹脂シートを、高密度ポリエチレンに対して炭酸カルシウムベシクルが50、70または80重量部添加されており、二軸延伸加工を施された二軸延伸樹脂シート3からなるものとした。
具体的には、二軸延伸加工を施す以外は、一軸延伸加工を施した場合(実施例1~9、比較例1~4)と同様にした。二軸延伸加工は、押し出し成形法により得られた樹脂シートを30cm四方に切り取り、押し出し方向と平行方向を延伸治具に固定するとともに、押し出し方向と垂直方向を延伸治具に固定して、互いに直角な二方向に延伸を行った。なお、延伸加工は面積比で4倍となるように行ない、厚さ30μmの二軸延伸樹脂シート3を作製した。
比較例11~13においては、原反層3としての熱可塑性樹脂組成物からなる樹脂シートを、高密度ポリエチレンに対してベシクル化していない無機顔料としての炭酸カルシウムが70、60または50重量部添加されており、延伸加工を施していない樹脂シートからなるものとした。
具体的には、樹脂シートとして、高密度ポリエチレン(ハイゼックス5305E MFR=0.8g/10min(190℃);プライムポリマー社製)100重量部に対して、無機顔料として炭酸カルシウム(ソフトン2000;白石カルシウム株式会社製)を70、60または50重量部添加し、噛み合い型二軸押出機を用いて溶融混練した後、ストランドカット法によりペレタライズを施して得られた熱可塑性樹脂組成物のペレットを用いた押し出し成形法により製膜したものを用いた。なお、製膜厚みは30μmとした。
比較例14~21においては、原反層3としての熱可塑性樹脂組成物からなる樹脂シートを、高密度ポリエチレンに対してベシクル化していない無機顔料としての炭酸カルシウムが70、60または50重量部添加されており、一軸延伸加工を施された一軸延伸樹脂シート3からなるものとした。
具体的には、樹脂シートに対して、ベシクル化していない無機顔料としての炭酸カルシウムを添加した以外は、上記の一軸延伸を施した場合(実施例1~9、比較例1~4)と同じ構成および作製方法によって得られる化粧シート1を用いた。
ここで、建築基準法施工令に規定の難燃材料の技術的基準においては、ISO5660-1に準拠したコーンカロリーメータ試験機による発熱性評価試験において下記の要件を満たしている必要がある(建築基準法施工令第108条の2第1号および第2号)。本実施例の化粧シートが難燃材料として認定されるためには、不燃性基材と貼り合わせた状態で50kW/m2の輻射熱による加熱にて20分間の加熱時間において下記の1~3の要求項目をすべて満たす必要がある。
1.総発熱量が8MJ/m2以下
2.最高発熱速度が10秒以上継続して200kW/m2を超えない
3.防炎上有害な裏面まで貫通する亀裂および穴が生じない
具体的には、コーンカロリーメータ試験機による発熱性評価試験については、上述の1~3の項目をすべて満たし、前記施工令第108条の2第1号および第2号に記載の要件をともに満たす難燃材料を実現している場合には「○」、1つでも要件を満たすことができなかった場合には「×」として難燃性の評価をした。なお、本試験を実施できなかった場合には「-」とした。
耐後加工性評価試験(V溝曲げ加工試験)においては、化粧シート1を接着剤(リカボンド;中央理化学工業株式会社製)にて、基材Bに貼り合わせて十分に乾燥させた後、基材Bの化粧シート1を貼り付けた側とは反対の面側に対して、化粧シート1にキズが付かないようにV字の溝をつけて化粧シート1の表面が山折りになるように折り曲げた。そして、折り曲げた後の化粧シート1において、表面の変化が認められなかった場合には「○」、割れ・白化などの表面の変化が認められた場合には、それぞれ「割れ」、「白化」として耐後加工性を評価した。なお、本試験を実施できなかった場合には「-」とした。
<総合評価>
×:難燃性および耐後加工性を有していない
○:難燃性に優れ、化粧シートに必要な耐後加工性を有している
◎:難燃性および耐後加工性に非常に優れている




また、表1の比較例3および比較例4に示すように、無機顔料の添加量を80重量部としたものについては、一軸延伸加工を施している間に断裂が生じた。なお、断裂した比較例2~4においては、断裂後の化粧シート1を用いて赤外線吸収スペクトルの測定を行い二色比Rを算出した。
ベシクル化しない炭酸カルシウムを添加するとともに延伸加工を施さない樹脂シートを用いた比較例11~13の化粧シート1については、表3に示すように、難燃材料の基準を満たしておらず、耐後加工性評価試験においても「割れ」が認められた。なお、比較例11~13の化粧シート1の二色比Rの値は、いずれも0.01以下であった。
そして、無機顔料ベシクルの添加量が50重量部とされ一軸延伸加工を施して二色比Rの値が0.3≦R≦0.5とされた一軸延伸樹脂シート3、無機顔料ベシクルの添加量が50重量部とされ二軸延伸加工を施して二色比Rの値がR=0.3とされた二軸延伸樹脂シート3、または、無機顔料ベシクルの添加量が70重量部とされ一軸延伸加工または二軸延伸加工を施して二色比Rの値が0.5≦R≦0.9とされた一軸延伸樹脂シート3または二軸延伸樹脂シート3を用いることにより、極めて耐後加工性に優れた化粧シート1が得られることが明らかとなった。
本発明の化粧シート1は、上記の実施形態および実施例に限定されるものではなく、発明の特徴を損なわない範囲において種々の変更が可能である。
以下、本実施形態で説明した化粧シート以外の化粧シートを、本発明の参考例として簡単に説明する。
従来からポリ塩化ビニル系樹脂からなる化粧シートが優れた加工適性や難燃性から化粧シートの主材料として用いられてきたが、廃棄後の焼却処理時における有毒ガスの発生が問題視されてきた。このため、ポリ塩化ビニル系樹脂の代替材として、ポリオレフィン系樹脂が提案されている。
ポリオレフィン系樹脂に難燃性を付与するべく、上述の特許文献1乃至特許文献3に記載されているように、層状珪酸塩、金属水酸化物、臭素系難燃化剤、リン系難燃化剤、塩素系難燃化剤、グラスファイバーまたはメラミン誘導体などの難燃化剤をポリオレフィン系樹脂に添加することが試みられている。
しかし、そもそも燃焼性の高いポリオレフィン系樹脂に難燃性を付与するためには、難燃化剤を多量に添加する必要があるため、難燃性が向上するに従って、機械的特性が低下してV溝曲げ加工などの耐後加工性が悪くなることがあった。
2 プライマー層
3 原反層(一軸延伸樹脂シート、二軸延伸樹脂シート)
4 絵柄印刷層
5 接着剤層
6 透明樹脂層(透明樹脂シート)
6a エンボス模様
7 トップコート層
B 基材
Claims (2)
- 複数の樹脂層を備えた化粧シートであって、
前記樹脂層のうち少なくとも一層が、ポリオレフィン系樹脂に対して単層膜の外膜を具備するベシクルに無機顔料が内包された無機顔料ベシクルが添加されている熱可塑性樹脂組成物で構成された一軸延伸樹脂シートまたは二軸延伸樹脂シートからなり、
前記一軸延伸樹脂シートおよび前記二軸延伸樹脂シートの偏光フーリエ型赤外分光測定によって得られた、製膜時における押し出し方向と平行方向の赤外線吸収スペクトルおよび製膜時における押し出し方向と垂直方向の赤外線吸収スペクトルの波数997(±5)cm-1の吸光度ピーク値から、下記(1)式を用いて算出される二色比Rの値が、R≧0.3であることを特徴とする化粧シート。

- 前記二色比Rの値が、0.5≦R≦0.9であることを特徴とする請求項1に記載の化粧シート。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680059277.9A CN108136751B (zh) | 2015-09-04 | 2016-09-02 | 装饰片 |
| KR1020187008971A KR102546466B1 (ko) | 2015-09-04 | 2016-09-02 | 화장 시트 |
| AU2016317368A AU2016317368B2 (en) | 2015-09-04 | 2016-09-02 | Decorative sheet |
| US15/756,486 US10661538B2 (en) | 2015-09-04 | 2016-09-02 | Decorative sheet |
| EP16842009.9A EP3345758B1 (en) | 2015-09-04 | 2016-09-02 | Decorative sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-174472 | 2015-09-04 | ||
| JP2015174472A JP2017047654A (ja) | 2015-09-04 | 2015-09-04 | 化粧シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017038980A1 true WO2017038980A1 (ja) | 2017-03-09 |
Family
ID=58187656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/075834 Ceased WO2017038980A1 (ja) | 2015-09-04 | 2016-09-02 | 化粧シート |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10661538B2 (ja) |
| EP (1) | EP3345758B1 (ja) |
| JP (1) | JP2017047654A (ja) |
| KR (1) | KR102546466B1 (ja) |
| CN (1) | CN108136751B (ja) |
| AU (1) | AU2016317368B2 (ja) |
| TW (1) | TWI701141B (ja) |
| WO (1) | WO2017038980A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018144437A (ja) * | 2017-03-08 | 2018-09-20 | 凸版印刷株式会社 | 化粧シートおよび化粧シートの製造方法 |
| JP7188872B2 (ja) * | 2017-07-21 | 2022-12-13 | 凸版印刷株式会社 | 積層延伸フィルム、化粧シート用基材、化粧シート及び化粧板 |
| WO2019031509A1 (ja) | 2017-08-09 | 2019-02-14 | 住友建機株式会社 | ショベル、ショベルの表示装置及びショベルの表示方法 |
| TW202323634A (zh) * | 2018-08-17 | 2023-06-16 | 日商旭化成建材股份有限公司 | 分隔用板及分隔壁 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000185386A (ja) * | 1998-12-22 | 2000-07-04 | Dainippon Printing Co Ltd | 保護層を有する化粧シートおよび化粧材 |
| JP2001214013A (ja) * | 1999-11-24 | 2001-08-07 | Yupo Corp | 樹脂延伸フィルムおよびその製造方法 |
| JP2007204666A (ja) * | 2006-02-03 | 2007-08-16 | Kanenori Fujita | 耐熱性樹脂製品、耐熱性樹脂製品の製造方法、粒状物の使用 |
| WO2012090498A1 (ja) * | 2010-12-27 | 2012-07-05 | サトーホールディングス株式会社 | ラベル、印字用紙の最上層形成材料、情報担持媒体、リストバンド用クリップおよびこれらを用いた二酸化炭素削減方法 |
| JP2016155233A (ja) * | 2015-02-23 | 2016-09-01 | 株式会社トッパン・コスモ | 化粧シート |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE280805T1 (de) * | 1999-11-24 | 2004-11-15 | Yupo Corp | Gestreckter harzfilm und verfahren zu seiner herstellung |
| JP4028287B2 (ja) | 2002-04-24 | 2007-12-26 | 大日本印刷株式会社 | 化粧用不燃性粘着シート |
| JP4189202B2 (ja) | 2002-10-30 | 2008-12-03 | 積水化学工業株式会社 | シート状成形体及び化粧シート |
| JP2004160818A (ja) | 2002-11-12 | 2004-06-10 | Sekisui Chem Co Ltd | 化粧シート |
| JP2007100047A (ja) | 2005-10-07 | 2007-04-19 | Masamitsu Nagahama | 中密度以上ポリエチレン樹脂製品、中密度以上ポリエチレン樹脂製品の製造方法、粒状物の使用 |
| JP2007100045A (ja) * | 2005-10-07 | 2007-04-19 | Masamitsu Nagahama | ポリオレフィン樹脂製品、ポリオレフィン樹脂製品の製造方法、粒状物の使用 |
| JP2007100046A (ja) | 2005-10-07 | 2007-04-19 | Masamitsu Nagahama | ポリエチレン樹脂製品、ポリエチレン樹脂製品の製造方法、粒状物の使用 |
-
2015
- 2015-09-04 JP JP2015174472A patent/JP2017047654A/ja active Pending
-
2016
- 2016-09-02 US US15/756,486 patent/US10661538B2/en active Active
- 2016-09-02 AU AU2016317368A patent/AU2016317368B2/en not_active Ceased
- 2016-09-02 KR KR1020187008971A patent/KR102546466B1/ko active Active
- 2016-09-02 EP EP16842009.9A patent/EP3345758B1/en active Active
- 2016-09-02 WO PCT/JP2016/075834 patent/WO2017038980A1/ja not_active Ceased
- 2016-09-02 TW TW105128438A patent/TWI701141B/zh active
- 2016-09-02 CN CN201680059277.9A patent/CN108136751B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000185386A (ja) * | 1998-12-22 | 2000-07-04 | Dainippon Printing Co Ltd | 保護層を有する化粧シートおよび化粧材 |
| JP2001214013A (ja) * | 1999-11-24 | 2001-08-07 | Yupo Corp | 樹脂延伸フィルムおよびその製造方法 |
| JP2007204666A (ja) * | 2006-02-03 | 2007-08-16 | Kanenori Fujita | 耐熱性樹脂製品、耐熱性樹脂製品の製造方法、粒状物の使用 |
| WO2012090498A1 (ja) * | 2010-12-27 | 2012-07-05 | サトーホールディングス株式会社 | ラベル、印字用紙の最上層形成材料、情報担持媒体、リストバンド用クリップおよびこれらを用いた二酸化炭素削減方法 |
| JP2016155233A (ja) * | 2015-02-23 | 2016-09-01 | 株式会社トッパン・コスモ | 化粧シート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3345758A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3345758B1 (en) | 2025-11-12 |
| EP3345758A1 (en) | 2018-07-11 |
| EP3345758A4 (en) | 2019-01-23 |
| KR102546466B1 (ko) | 2023-06-23 |
| TW201718268A (zh) | 2017-06-01 |
| US20180244022A1 (en) | 2018-08-30 |
| KR20180050341A (ko) | 2018-05-14 |
| AU2016317368A1 (en) | 2018-03-22 |
| US10661538B2 (en) | 2020-05-26 |
| CN108136751A (zh) | 2018-06-08 |
| CN108136751B (zh) | 2020-01-21 |
| TWI701141B (zh) | 2020-08-11 |
| AU2016317368B2 (en) | 2020-04-09 |
| JP2017047654A (ja) | 2017-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102516324B1 (ko) | 화장 시트 | |
| JP6622468B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6650706B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| KR102518157B1 (ko) | 화장 시트 | |
| JP6563233B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2018144437A (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2016190466A (ja) | 化粧シート | |
| WO2017033971A1 (ja) | 化粧シート及び透明樹脂シート | |
| WO2017038980A1 (ja) | 化粧シート | |
| JP2016132172A (ja) | 化粧シート | |
| JP2020076015A (ja) | 化粧シート及びその製造方法 | |
| JP7035846B2 (ja) | 化粧シート及びその製造方法 | |
| JP7276565B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP7276564B2 (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP6629602B2 (ja) | 化粧シート及び透明樹脂シート、並びに化粧シートの製造方法及び透明樹脂シートの製造方法 | |
| JP2020124923A (ja) | 化粧シートおよび化粧シートの製造方法 | |
| JP2023109800A (ja) | 化粧シートおよび化粧シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16842009 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15756486 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016317368 Country of ref document: AU Date of ref document: 20160902 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187008971 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016842009 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2016842009 Country of ref document: EP |