WO2017060892A1 - 複合材の成型方法及び複合材 - Google Patents
複合材の成型方法及び複合材 Download PDFInfo
- Publication number
- WO2017060892A1 WO2017060892A1 PCT/IB2016/057288 IB2016057288W WO2017060892A1 WO 2017060892 A1 WO2017060892 A1 WO 2017060892A1 IB 2016057288 W IB2016057288 W IB 2016057288W WO 2017060892 A1 WO2017060892 A1 WO 2017060892A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- composite material
- molding
- inclined surface
- inclination angle
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
- B29C43/12—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies using bags surrounding the moulding material or using membranes contacting the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/04—Bending or folding of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0003—Producing profiled members, e.g. beams
- B29D99/0007—Producing profiled members, e.g. beams having a variable cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
Definitions
- the fiber sheet is preferably in a dry state.
- the layers of the laminate are in a slippery state. For this reason, since it can be set as the structure which is easy to accept
- the composite material of the present invention in a three-dimensional orthogonal coordinate system, the composite material whose shape changes in the X direction, the Y direction, and the Z direction, a first inclined surface that is inclined at a first inclination angle with respect to the reference surface;
- the surface on the opposite side of the first inclined surface has a second inclined surface having a second inclined angle smaller than the first inclined angle.
- the fiber content of the inclined part which is a part where the first inclined surface is formed, is smaller than the fiber content of the adjacent part which is a part adjacent to the inclined part.
- the laminate 3 is folded three-dimensionally. Is shaped. Specifically, the laminate 3 is bent two-dimensionally by being bent in the X direction or the Y direction so as to have the same cross-sectional shape in the Z direction. For example, in the case of the spar 10 shown in FIG. 1, the stacked body 3 is bent perpendicular to the Y direction with respect to the XZ plane, and further bent perpendicular to the Y direction with respect to the YZ plane. Moreover, if it is the stringer 20 shown in FIG.
- the laminated body 3 will be bend
- the molding method of this composite material is a molding method using a fiber sheet in a dry state, and VaRTM (Vacuum Assisted Resin Transfer Molding) molding, RTM (Resin Transfer Molding) molding, infusion molding, etc. can be applied. ing.
- VaRTM Vaum Assisted Resin Transfer Molding
- RTM Resin Transfer Molding
- infusion molding etc.
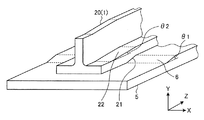
- the stringer 20 shown in FIG. 2 is molded will be described.
- the stringer 20 may be molded integrally with the skin 19 that is the attached member 5, and in the following, the stringer 20 is molded integrally with the skin 19 that is a cured composite material. explain.
- a mold material 30 is installed on the shaped laminate 3.
- the mold member 30 has two divided molds 31a and 31b.
- the skin 19 also functions as a part of the mold 30. That is, the mold member 30 includes two divided molds 31 a and 31 b and the skin 19.
- the two divided molds 31a and 31b are, for example, molds using aluminum.
- the shaped laminate 3 is placed on the skin 19 on which the ply drop-off part 6 is formed, and is pressed so that the two divided molds 31a and 31b are sandwiched from both sides of the laminate 3 above it. It is done.
- the mold 30 has a first inclined molding surface 41 that forms the first inclined surface 21 on the cured stringer 20 to be molded, and a second inclined molding surface 42 that forms the second inclined surface 22.
- the first inclined molding surface 41 is molded so that the inclination angle of the first inclined surface 21 formed on the stringer 20 becomes the first inclination angle ⁇ 1.
- the second inclined molding surface 42 is molded so that the inclination angle of the second inclined surface 22 formed on the stringer 20 becomes a second inclination angle ⁇ 2 smaller than the first inclination angle ⁇ 1.
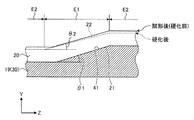
- the plate thickness at the inclined portion where the first inclined surface 21 is formed is thicker than the plate thickness at adjacent portions adjacent to both sides of the inclined portion. For this reason, the region E1 where the inclined portion is formed is a low Vf region where the fiber content is low, and the region E2 where the adjacent portion is formed is a high Vf region where the fiber content is high.
- the fiber content (Vf: Fiber volume content) is the ratio of carbon fibers contained in the composite material 1.
- the stringer 20 when the stringer 20 is molded using the mold material 30, the stringer 20 is thinned so that the thickness of the stringer 20 after curing is smaller than the thickness of the stringer 20 after shaping (before curing). Is molded.
- excess resin material filled in the laminate 3 is discharged to the outside. At this time, the resin content is discharged to the outside so that the fiber content of the stringer 20 after curing is 20% or less of the fiber content of the stringer 20 after shaping (before curing). Then, the stringer 20 is molded, and more preferably, the stringer 20 is molded so as to have an increment of about 5% to 10%.
- substrate of the composite material 1 after hardening is compared with the plate
- the thickness can be reduced.
- the 1st inclined surfaces 11 and 21 and the 2nd inclined surfaces 12 and 22 of the composite material 1 can be shape
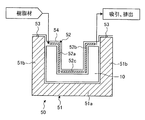
- the mold material 50 is covered with a bagging film 54.
- the bagging film 54 covers the three divided molds 52a, 52b, and 52c, and is provided with a sealing material 53 between the lower mold 51 and hermetically seals the inside. Then, the resin material is filled in the bagging film 54 that is hermetically sealed, and is heated by a heating device (not shown), whereby the resin material is thermoset and the spar 10 is molded.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
本実施形態に係る複合材1の成型方法は、例えば、航空機の機体等を構成する複合材1を成型するための方法である。複合材1としては、例えば、図1に示すスパー10、または図2に示すストリンガー20等がある。なお、本実施形態では、図1及び図2に示す複合材1に適用して説明するが、これらの複合材1に限定されるものではない。
3 積層体
5 被取付部材
6 プライドロップオフ部
10 スパー
11 スパーの第1傾斜面
12 スパーの第2傾斜面
19 スキン
20 ストリンガー
21 ストリンガーの第1傾斜面
22 ストリンガーの第2傾斜面
30 型材
31a,31b 分割金型
32 バギングフィルム
33 シール材
41 第1傾斜成型面
42 第2傾斜成型面
50 型材
51 下部型枠
51a 底部
51b 両側部
52 上部型枠
52a,52b,52c 分割金型
53 シール材
54 バギングフィルム
E1 低Vf領域
E2 高Vf領域
Claims (7)
- 三次元の直交座標系において、XZ面に対してZ軸からY方向に第1傾斜角度をもって傾斜する外板形状となるスキンに接合する複合材の成型方法であって、
繊維シートを積層した積層体がZ方向において同じ断面形状となるように、前記積層体をX方向及びY方向に曲げて賦形する賦形工程と、
賦形した前記積層体をZ軸からY方向に形状変化を持つ型材に設置し、樹脂材の充填量を調整しながら、前記積層体に前記樹脂材を含浸させ、硬化後の前記複合材が、前記スキンの外板形状と相補的な形状となるように、XZ面に対してZ軸からY方向に前記第1傾斜角度をもって傾斜する第1傾斜面を有する形状に成型する成型工程と、を備え、
前記型材は、前記第1傾斜面を成型すると共に前記スキンとの接合面となる第1傾斜成型面と、前記複合材の前記第1傾斜面の反対側の面を前記第1傾斜角度よりも小さい第2傾斜角度となる第2傾斜面に成型する第2傾斜成型面と、を有することを特徴とする複合材の成型方法。 - 前記繊維シートは、ドライ状態であることを特徴とする請求項1に記載の複合材の成型方法。
- 前記成型工程では、前記第1傾斜面が形成される部位である傾斜部位の繊維含有率が、前記傾斜部位に隣接する部位である隣接部位の繊維含有率に比して小さくなることを特徴とする請求項1または2に記載の複合材の成型方法。
- 前記成型工程では、硬化前の前記複合材の板厚に比して、硬化後の前記複合材の板厚が薄くなるように、前記複合材を成型することを特徴とする請求項1から3のいずれか1項に記載の複合材の成型方法。
- 前記成型工程では、硬化前の複合材の繊維含有率に比して、硬化後の複合材の繊維含有率の増分が20%以下となるように、前記複合材を成型することを特徴とする請求項4に記載の複合材の成型方法。
- 三次元の直交座標系において、X方向、Y方向及びZ方向において形状が変化する複合材において、
基準面に対して第1傾斜角度をもって傾斜する第1傾斜面と、
前記第1傾斜面の反対側の面が前記第1傾斜角度よりも小さい第2傾斜角度となる第2傾斜面と、を有する形状であることを特徴とする複合材。 - 前記第1傾斜面が形成される部位である傾斜部位の繊維含有率は、前記傾斜部位に隣接する部位である隣接部位の繊維含有率に比して小さいことを特徴とする請求項6に記載の複合材。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680050925.4A CN108391424B (zh) | 2015-10-06 | 2016-12-02 | 复合材料的成型方法及复合材料 |
| RU2018104735A RU2695161C1 (ru) | 2015-10-06 | 2016-12-02 | Способ формования композиционных материалов и композиционные материалы |
| BR112018002808A BR112018002808B8 (pt) | 2015-10-06 | 2016-12-02 | Método de moldagem de materiais compósitos e materiais compósitos |
| EP16853192.9A EP3321056B1 (en) | 2015-10-06 | 2016-12-02 | Composite materials molding method, and composite materials |
| US15/751,772 US10688736B2 (en) | 2015-10-06 | 2016-12-02 | Composite materials molding method, and composite materials |
| CA2995321A CA2995321C (en) | 2015-10-06 | 2016-12-02 | Composite materials molding method, and composite materials |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-198680 | 2015-10-06 | ||
| JP2015198680A JP6581875B2 (ja) | 2015-10-06 | 2015-10-06 | 複合材の成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017060892A1 true WO2017060892A1 (ja) | 2017-04-13 |
Family
ID=58488158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/IB2016/057288 Ceased WO2017060892A1 (ja) | 2015-10-06 | 2016-12-02 | 複合材の成型方法及び複合材 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10688736B2 (ja) |
| EP (1) | EP3321056B1 (ja) |
| JP (1) | JP6581875B2 (ja) |
| CN (1) | CN108391424B (ja) |
| BR (1) | BR112018002808B8 (ja) |
| CA (1) | CA2995321C (ja) |
| RU (1) | RU2695161C1 (ja) |
| WO (1) | WO2017060892A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014150682A1 (en) | 2013-03-15 | 2014-09-25 | GYRUS ACMI, INC. (d/b/a OLYMPUS SURGICAL TECHNOLOGIES AMERICA) | Combination electrosurgical device |
| JP6719495B2 (ja) * | 2018-03-06 | 2020-07-08 | 株式会社Subaru | プリフォーム賦形方法、複合材成形方法及び複合材 |
| JP7173854B2 (ja) * | 2018-12-14 | 2022-11-16 | 株式会社Subaru | 継手構造 |
| KR102215966B1 (ko) * | 2019-08-21 | 2021-02-16 | 한국항공우주산업 주식회사 | 헬리콥터용 에프터 콘 핀 제조 장치 |
| CN112590259B (zh) * | 2020-12-10 | 2023-01-17 | 中机精密成形产业技术研究院(安徽)股份有限公司 | 一种复合材料高效成型工艺 |
| JPWO2024043318A1 (ja) * | 2022-08-24 | 2024-02-29 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010531777A (ja) * | 2007-06-29 | 2010-09-30 | エアバス・ユ―ケ―・リミテッド | 長尺複合構造メンバの改良 |
| WO2011046137A1 (ja) * | 2009-10-16 | 2011-04-21 | 東レ株式会社 | ビーム材の製造方法および製造装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4606961A (en) * | 1984-10-09 | 1986-08-19 | The Boeing Company | Discretely stiffened composite panel |
| SU1777297A1 (ru) * | 1990-02-12 | 1997-05-20 | Обнинское научно-производственное объединение "Технология" | Панель из композиционного материала и способ ее изготовления |
| JP2576023B2 (ja) | 1993-08-30 | 1997-01-29 | 株式会社スリーデイコンポリサーチ | 複合材料のための強化用三次元織物及びその製造方法 |
| JP4425424B2 (ja) * | 2000-05-01 | 2010-03-03 | 本田技研工業株式会社 | 繊維強化複合材からなるジョグル付き半硬化物品の製造方法、及びそれを用いた予備成形構造体の製造方法 |
| DE102005028765B4 (de) | 2005-06-22 | 2016-01-21 | Airbus Operations Gmbh | Verfahren zur Herstellung eines Verstärkungsprofils |
| JP4652160B2 (ja) | 2005-07-11 | 2011-03-16 | 川崎重工業株式会社 | 積層複合材の矯正治具、矯正方法、および成形品 |
| US7589143B2 (en) * | 2005-09-22 | 2009-09-15 | Gm Global Technology Operations, Inc. | Method for reducing cure shrinkage of a thermoset resin |
| FR2896770B1 (fr) | 2006-01-27 | 2008-04-11 | Eurocopter France | Structure composite anti-crash a maintien lateral pour aeronef. |
| GB0712553D0 (en) * | 2007-06-29 | 2007-08-08 | Airbus Uk Ltd | Composite panel stiffener |
| ITTO20080232A1 (it) * | 2008-03-27 | 2009-09-28 | Alenia Aeronautica Spa | Procedimento di fabbricazione di un elemento strutturale allungato in materiale composito tramite formatura e cura in autoclave con sacco a vuoto |
| US9278484B2 (en) * | 2008-04-17 | 2016-03-08 | The Boeing Company | Method and apparatus for producing contoured composite structures and structures produced thereby |
| DE102008001498B3 (de) * | 2008-04-30 | 2009-08-27 | Airbus Deutschland Gmbh | Verfahren und Umformvorrichtung zur Herstellung eines Faserverbundbauteils für die Luft- und Raumfahrt |
| WO2009135962A1 (es) * | 2008-05-08 | 2009-11-12 | Applus Servicios Tecnologicos, S.L. | Equipo y método para obtener perfiles de material compuesto y perfil obtenido mediante dicho método |
| JP5805456B2 (ja) * | 2011-08-04 | 2015-11-04 | 株式会社ジャムコ | 複合材長尺部材用の複合材成形型の製作方法 |
| US9162396B2 (en) | 2012-10-12 | 2015-10-20 | The Boeing Company | Method for forming fuselage stringers |
| JP6239272B2 (ja) * | 2013-06-04 | 2017-11-29 | 三菱航空機株式会社 | 繊維強化プラスチック部材の成形方法および成形装置 |
-
2015
- 2015-10-06 JP JP2015198680A patent/JP6581875B2/ja active Active
-
2016
- 2016-12-02 US US15/751,772 patent/US10688736B2/en active Active
- 2016-12-02 EP EP16853192.9A patent/EP3321056B1/en active Active
- 2016-12-02 CN CN201680050925.4A patent/CN108391424B/zh not_active Expired - Fee Related
- 2016-12-02 WO PCT/IB2016/057288 patent/WO2017060892A1/ja not_active Ceased
- 2016-12-02 CA CA2995321A patent/CA2995321C/en active Active
- 2016-12-02 RU RU2018104735A patent/RU2695161C1/ru active
- 2016-12-02 BR BR112018002808A patent/BR112018002808B8/pt not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010531777A (ja) * | 2007-06-29 | 2010-09-30 | エアバス・ユ―ケ―・リミテッド | 長尺複合構造メンバの改良 |
| WO2011046137A1 (ja) * | 2009-10-16 | 2011-04-21 | 東レ株式会社 | ビーム材の製造方法および製造装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3321056A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112018002808A2 (ja) | 2018-10-02 |
| JP2017071110A (ja) | 2017-04-13 |
| BR112018002808B8 (pt) | 2023-03-07 |
| EP3321056B1 (en) | 2020-02-05 |
| BR112018002808B1 (pt) | 2022-08-30 |
| US20180257317A1 (en) | 2018-09-13 |
| RU2695161C1 (ru) | 2019-07-22 |
| CN108391424A (zh) | 2018-08-10 |
| CA2995321A1 (en) | 2017-04-13 |
| CN108391424B (zh) | 2020-09-25 |
| CA2995321C (en) | 2020-11-17 |
| JP6581875B2 (ja) | 2019-09-25 |
| US10688736B2 (en) | 2020-06-23 |
| EP3321056A4 (en) | 2018-08-22 |
| EP3321056A1 (en) | 2018-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6581875B2 (ja) | 複合材の成形方法 | |
| KR101930112B1 (ko) | 복합재 스티프너를 이송하고 배치하여 밀착하기 위한 방법 및 장치 | |
| JP6563284B2 (ja) | 繊維強化プラスチック成型品の製造装置及びその製造方法 | |
| JP6785866B2 (ja) | 複合材の成形方法及び複合材の成形用治具 | |
| CN108290322B (zh) | 复合材料的成型方法、复合材料的成型用夹具及复合材料 | |
| JP2016088090A (ja) | 複合積層体を真空成形するための方法、器具、及び装置 | |
| JP2001150575A (ja) | ハニカムサンドイッチパネルの製造方法 | |
| JP2014522764A5 (ja) | ||
| US10195789B2 (en) | Composite structure and method for molding composite structure | |
| JP2016107628A (ja) | 曲面状サンドイッチ構造体の製造方法 | |
| WO2022190282A1 (ja) | 複合材成形方法 | |
| WO2015008536A1 (ja) | 繊維強化複合材料成形体とその製造方法、及びパネル材 | |
| JP2023115678A (ja) | 複合材の成形方法及び複合材の成形治具 | |
| EP4556192A1 (en) | Method and device for molding composite material | |
| EP4563334A1 (en) | Molding method and molding device for composite material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16853192 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016853192 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2995321 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15751772 Country of ref document: US |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112018002808 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112018002808 Country of ref document: BR Kind code of ref document: A2 Effective date: 20180209 |