WO2017086186A1 - バグフィルター用ろ過布およびその製造方法およびバグフィルター - Google Patents
バグフィルター用ろ過布およびその製造方法およびバグフィルター Download PDFInfo
- Publication number
- WO2017086186A1 WO2017086186A1 PCT/JP2016/082787 JP2016082787W WO2017086186A1 WO 2017086186 A1 WO2017086186 A1 WO 2017086186A1 JP 2016082787 W JP2016082787 W JP 2016082787W WO 2017086186 A1 WO2017086186 A1 WO 2017086186A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- nonwoven fabric
- bag filter
- filter cloth
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/02—Particle separators, e.g. dust precipitators, having hollow filters made of flexible material
- B01D46/023—Pockets filters, i.e. multiple bag filters mounted on a common frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/08—Filter cloth, i.e. woven, knitted or interlaced material
- B01D39/083—Filter cloth, i.e. woven, knitted or interlaced material of organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0001—Making filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/02—Particle separators, e.g. dust precipitators, having hollow filters made of flexible material
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
- B01D2239/0233—Island-in-sea
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/025—Types of fibres, filaments or particles, self-supporting or supported materials comprising nanofibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0654—Support layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/10—Filtering material manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1225—Fibre length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1233—Fibre diameter
Definitions
- the present invention relates to a filter cloth for a bag filter having excellent collection performance, low pressure loss and being less likely to be clogged, and excellent in wiping off property, a method for producing the same, and a bag filter.
- Dust collector is equipped with a flat filter cloth (bag filter) sewn in a cylindrical shape.
- the dust collector primarily deposits dust (dust) to be collected on the filter cloth and collects the collected powder by pulsating the filter cloth.
- Such a filter cloth is desired to have a low pressure loss, a high collection efficiency, and excellent crushability without clogging, and various filter cloths have been proposed so far.
- a structure in which the fiber layer on the surface of the filter cloth has a dense structure and a structure in which a fine fiber is laminated on the surface of the filter cloth have been proposed (see, for example, Patent Documents 1 to 3).
- the present invention has been made in view of the above-mentioned background, and the object thereof is a filter cloth for a bag filter having excellent collection performance, low pressure loss and being hardly clogged, and excellent in wiping off, and a method for producing the same. To provide bug filters.
- the inventors of the present invention have excellent collection performance and are clogged with low pressure loss by laminating a nonwoven fabric containing ultrafine fibers having a specific fiber diameter on a base fabric. It has been found that a filter cloth for a bag filter that is difficult to remove and excellent in wiping-off property can be obtained, and the present invention has been completed by intensive studies.
- a filter cloth for a bag filter including a nonwoven fabric and a base cloth, A filter cloth for a bag filter, wherein the nonwoven fabric includes ultrafine fibers having a fiber diameter D of 200 to 2000 nm. Is provided.
- the ratio L / D of the fiber length L to the fiber diameter D is preferably in the range of 100 to 2500.
- the said ultrafine fiber is a polyester fiber or a polyphenylene sulfide fiber.
- elongation is less than 60% or 60% or more.
- the nonwoven fabric preferably contains 3 to 50% by weight of the ultrafine fibers.
- the said nonwoven fabric is a spunlace nonwoven fabric.
- the said nonwoven fabric has a multilayer structure.
- the basis weight is preferably in the range of 10 to 90 g / m 2 .
- the nonwoven fabric preferably has a thickness in the range of 0.2 to 0.6 mm.
- the porosity of the nonwoven fabric is preferably in the range of 90 to 97%.
- the base fabric is preferably a needle punched nonwoven fabric including a scrim having a basis weight of 40 to 120 g / m 2 .
- the base fabric is preferably a spunbonded nonwoven fabric having a basis weight of 100 to 400 g / m 2 .
- the ultrafine fiber having a fiber diameter D of 200 to 2000 nm by dissolving and removing the sea component of the sea-island type composite fiber composed of the sea component and the island component there is provided a method for producing a filter cloth for a bag filter, which is used to obtain a nonwoven fabric and laminate the nonwoven fabric on a substrate.
- a bag filter comprising the bag filter cloth and having the spunlace nonwoven fabric arranged on the dust inflow side. At that time, it is preferable to perform sewing or pleating.
- a bag filter cloth a method for manufacturing the bag filter, and a bag filter that have excellent collection performance, are less clogged with a low pressure loss, and are excellent in wipe-off performance.
- the ultrafine fibers have a fiber diameter D of 200 to 2000 nm (preferably 200 to 1000 nm, more preferably 400 to 800 nm).
- the fiber diameter D is the single fiber diameter of the ultrafine fiber. If the fiber diameter is larger than 2000 nm, the collection performance may be reduced. On the other hand, when the fiber diameter is smaller than 200 nm, the dispersibility of the ultrafine fibers is lowered, and the collection performance may be lowered.
- the fiber diameter can be measured by taking a cross-sectional photograph of a single fiber at a magnification of 30000 with a transmission electron microscope TEM. At that time, in a TEM having a length measurement function, measurement can be performed using the length measurement function. In a TEM without a length measuring function, a photograph taken may be enlarged and copied and measured with a ruler in consideration of the scale.
- the diameter of the circumscribed circle of the cross-section of the single fiber is used.
- the ultrafine fiber may be a long fiber, but a short fiber is preferable for improving dispersibility and obtaining an excellent collection performance.
- the fiber length (cut length) is preferably in the range of 0.3 to 20 mm.
- the ratio L / D of the fiber length L to the fiber diameter D is preferably in the range of 200 to 4000 (more preferably 800 to 2500). If the ratio L / D is smaller than 200, the entanglement between fibers due to the high-pressure water flow may be reduced. On the other hand, if the ratio L / D is greater than 4000, there is a possibility that the collection performance and strength may be reduced due to a poor dispersibility resulting in an aggregated fiber mass.
- the fiber type of the ultrafine fiber is not particularly limited, but polyester fiber or polyphenylene sulfide (PPS) fiber is preferable.
- Polyesters forming the polyester fibers include polyethylene terephthalate (hereinafter sometimes referred to as “PET”), polytrimethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, isophthalic acid and 5- Aromatic dicarboxylic acids such as metal salts of sulfoisophthalic acid, aliphatic dicarboxylic acids such as adipic acid and sebacic acid, and hydroxycarboxylic acid condensates such as ⁇ -caprolactone, diethylene glycol, trimethylene glycol, tetramethylene glycol, hexamethylene glycol, etc. A copolymer with a glycol component or the like is preferred.
- PET polyethylene terephthalate
- polytrimethylene terephthalate polybutylene terephthalate
- polyethylene naphthalate polyethylene naphthalate
- isophthalic acid and 5- Aromatic dicarboxylic acids such as metal salts of sulf
- Polyester that is material-recycled or chemically-recycled, or polyethylene terephthalate that uses a monomer component obtained by using biomass, that is, a bio-derived substance, as a raw material described in JP-A-2009-091694 may be used. Furthermore, it may be a polyester obtained by using a catalyst containing a specific phosphorus compound and a titanium compound as described in JP-A-2004-270097 and JP-A-2004-212268.
- the polyester fiber may be a drawn yarn, an undrawn yarn, or a semi-drawn yarn. Further, the elongation may be less than 60% or 60% or more.
- the stretched polyester yarn usually has an elongation of less than 60%, and the unstretched polyester yarn usually has an elongation of 60% or more.
- polyarylene sulfide resin forming the polyphenylene sulfide (PPS) fiber any resin may be used as long as it belongs to the category called polyarylene sulfide resin.
- the polyarylene sulfide resin includes, for example, p-phenylene sulfide units, m-phenylene sulfide units, o-phenylene sulfide units, phenylene sulfide sulfone units, phenylene sulfide ketone units, phenylene sulfide ether units, diphenylene sulfide units.
- a substituent-containing phenylene sulfide unit a branched structure-containing phenylene sulfide unit, and the like.
- the polyphenylene sulfide fiber may be any of a drawn yarn, an undrawn yarn, and a semi-drawn yarn. Further, the elongation may be less than 60% or 60% or more.
- the drawn polyphenylene sulfide yarn usually has an elongation of less than 60%, and the undrawn polyphenylene sulfide yarn usually has an elongation of 60% or more.
- the method for producing the ultrafine fiber is not particularly limited, but the method disclosed in International Publication No. 2008/130019 is preferable. That is, it consists of an island component composed of a fiber-forming thermoplastic polymer and a polymer that is more easily dissolved in an alkaline aqueous solution than the fiber-forming thermoplastic polymer (hereinafter also referred to as “easily soluble polymer”). It is preferable that the composite fiber having the sea component is subjected to alkali weight reduction processing and the sea component is dissolved and removed.
- the dissolution rate ratio of the aqueous alkali-soluble polymer that forms the sea component to the fiber-forming thermoplastic polymer that forms the island component is 200 or more (preferably 300 to 3000), the island separation property is good. It is preferable.
- the easily soluble polymer forming the sea component include polyesters, aliphatic polyamides, and polyolefins such as polyethylene and polystyrene, which are particularly good in fiber formation. More specifically, polylactic acid, an ultrahigh molecular weight polyalkylene oxide condensation polymer, and a copolymerized polyester of a polyalkylene glycol compound and 5-sodium sulfoisophthalic acid are preferable because they are easily dissolved in an alkaline aqueous solution.
- the alkaline aqueous solution refers to potassium hydroxide, sodium hydroxide aqueous solution and the like.
- the combination of the sea component and the solution for dissolving the sea component includes formic acid for aliphatic polyamides such as nylon 6 and nylon 66, trichlorethylene for polystyrene, and polyethylene (especially high-pressure low-density polyethylene and linear chain).
- formic acid for aliphatic polyamides such as nylon 6 and nylon 66, trichlorethylene for polystyrene, and polyethylene (especially high-pressure low-density polyethylene and linear chain).
- hydrocarbon solvents such as hot toluene and xylene for the low-density polyethylene (polyethylene) and hot water for polyvinyl alcohol and ethylene-modified vinyl alcohol polymers.
- polyester polymers polyethylene terephthalate copolymer having an intrinsic viscosity of 0.4 to 0.6 obtained by copolymerizing 6 to 12 mol% of 5-sodium sulfoisophthalic acid and 3 to 10 wt% of polyethylene glycol having a molecular weight of 4000 to 12000.
- Polymerized polyester is preferred.
- 5-sodium sulfoisophthalic acid contributes to improving hydrophilicity and melt viscosity
- polyethylene glycol (PEG) improves hydrophilicity.
- PEG has a hydrophilicity increasing action that is considered to be due to its higher-order structure as the molecular weight increases.
- the copolymerization amount is 10% by weight or more, the melt viscosity may be lowered.
- polyesters include polyethylene terephthalate (hereinafter sometimes referred to as “PET”), polytrimethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, These are the main repeating units, aromatic dicarboxylic acids such as isophthalic acid and 5-sulfoisophthalic acid metal salts, aliphatic dicarboxylic acids such as adipic acid and sebacic acid, hydroxycarboxylic acid condensates such as ⁇ -caprolactone, diethylene glycol and the like Copolymers with glycol components such as trimethylene glycol, tetramethylene glycol and hexamethylene glycol are preferred.
- polystyrene resin ethylene-propylene copolymer
- nylon 6 and nylon 66 are preferable.
- polyolefins are not easily attacked by acids and alkalis, etc., and have a characteristic that they can be used as binder components after being taken out as ultrafine fibers due to their relatively low melting points.
- High density polyethylene, medium density polyethylene, high pressure method Preferred examples include low density polyethylene, linear low density polyethylene, isotactic polypropylene, ethylene propylene copolymer, ethylene copolymer of vinyl monomers such as maleic anhydride, and the like.
- the island component is not limited to a round cross section, but may be an irregular cross section such as a triangular cross section or a flat cross section.
- organic fillers such as additives, light stabilizers, flame retardants, lubricants, antistatic agents, rust preventives, crosslinking agents, foaming agents, fluorescent agents, surface smoothing agents, surface gloss improvers, mold release improvers such as fluororesins, etc. Even if it contains an agent, it is acceptable.
- the melt viscosity of the sea component during melt spinning is preferably larger than the melt viscosity of the island component polymer. In such a relationship, even if the composite weight ratio of the sea components is less than 40%, it is easy to prevent the islands from being joined.
- a preferred melt viscosity ratio (sea / island) is in the range of 1.1 to 2.0, particularly 1.3 to 1.5. If this ratio is less than 1.1, the island components are likely to be joined during melt spinning, whereas if it exceeds 2.0, the difference in viscosity is so large that spinning tension may be lowered.
- the number of islands is preferably 100 or more (more preferably 500 to 2000).
- the sea-island composite weight ratio (sea: island) is preferably in the range of 20:80 to 80:20. Within such a range, the thickness of the sea component between the islands can be reduced, the sea component can be easily dissolved and removed, and the conversion of the island component into ultrafine fibers is facilitated.
- the proportion of the sea component exceeds 80%, the thickness of the sea component becomes too thick.
- the proportion is less than 20%, the amount of the sea component becomes too small, and joining between islands is likely to occur.
- an arbitrary one such as a hollow pin group for forming an island component or a fine hole group (pinless) can be used.
- a spinneret in which a cross section of a sea island is formed by merging and compressing an island component extruded from a hollow pin or a fine hole and a sea component flow designed to fill the gap between them.
- the discharged sea-island type composite fiber is solidified by cooling air and taken up by a rotating roller or an ejector set at a predetermined take-up speed to obtain an undrawn yarn (birefringence index ⁇ n is preferably 0.05 or less).
- the take-up speed is not particularly limited, but is preferably 200 to 5000 m / min. If it is less than 200 m / min, the productivity may decrease. On the other hand, if it exceeds 5000 m / min, the spinning stability may be lowered.
- the obtained undrawn yarn may be subjected to the cutting step or the subsequent extraction step (alkaline weight loss processing) as it is, if necessary, after being made into a drawn yarn via a drawing step or a heat treatment step, and then the cutting step or You may use for a subsequent extraction process (alkali weight reduction process).
- the stretching step may be a separate stretching method in which spinning and stretching are performed in separate steps, or a straight stretching method in which stretching is performed immediately after spinning in one process.
- the order of the cutting process and the extraction process may be reversed.
- Such cutting is preferably performed by using a guillotine cutter, a rotary cutter, or the like with undrawn yarn or drawn yarn as it is or with a tow bundled in units of 10 to 9 million pieces.
- the ratio of the fiber to the alkali solution is preferably 0.1 to 5%, more preferably 0.4 to 3%. It is preferable that If it is less than 0.1%, the contact between the fiber and the alkali liquid is large, but the processability such as drainage may be difficult. On the other hand, if the amount exceeds 5%, the amount of fibers is too large, and there is a risk of entanglement between fibers during alkali weight reduction processing.
- the bath ratio is defined by the following formula.
- the treatment time for the alkali weight loss processing is preferably 5 to 60 minutes, and more preferably 10 to 30 minutes. If it is less than 5 minutes, the alkali weight loss may be insufficient. On the other hand, if it exceeds 60 minutes, the island components may be reduced.
- the alkali concentration is preferably 2.0 to 10.0%. If it is less than 2.0%, the alkali is insufficient, and the rate of weight loss may be extremely slow. On the other hand, if it exceeds 10.0%, the alkali weight loss is excessive, and there is a risk that the weight may be reduced to the island portion.
- the sea-island type composite fiber is poured into an alkali solution, subjected to an alkali weight-reducing treatment under a predetermined condition and time, once subjected to a dehydration step, and then again poured into water, such as acetic acid and oxalic acid.
- the productivity is slightly worse.
- the latter can be produced semi-continuously, but has a problem that a lot of aqueous acid solution and a lot of water are required for dilution during the neutralization treatment.
- the treatment equipment is not limited in any way, but from the viewpoint of preventing fiber dropping during dehydration, the opening ratio (area ratio of the opening portion per unit area) as disclosed in Japanese Patent No. 3678511 is 10 to It is preferable to use a 50% mesh-like material (for example, non-alkaline hydrolyzable bag). If the open area ratio is less than 10%, moisture loss is extremely poor, and if it exceeds 50%, the fibers may fall off.
- a dispersant for example, model YM-81 manufactured by Takamatsu Yushi Co., Ltd.
- a dispersant for example, model YM-81 manufactured by Takamatsu Yushi Co., Ltd.
- the nonwoven fabric may be composed only of the ultrafine fibers, but the fiber containing 3 to 50% by weight of the ultrafine fibers and having a fiber diameter larger than the ultrafine fibers is 50 to 50%. It is preferably contained in 97% by weight.
- the content of the ultrafine fiber is less than 3% by weight, the collection performance may be deteriorated.
- the content of the ultrafine fiber is larger than 50% by weight, the pressure loss may be increased.
- the nonwoven fabric has a multilayer structure, it is preferable that the ultrafine fibers are contained in 3 to 50% by weight relative to the layer weight in each layer.
- the other fibers When the non-woven fabric is composed of the ultrafine fibers and fibers (other fibers) having a fiber diameter larger than the ultrafine fibers, the other fibers have a single fiber fineness of 0.05 to 2.2 dtex (more preferably 0.1-0.9 dtex) fibers are preferred. If the single fiber fineness of other fibers is smaller than 0.05 dtex, the pressure loss may increase. Conversely, if the single fiber fineness of the other fibers is larger than 2.2 dtex, the entanglement of the fibers due to the high-pressure water flow becomes insufficient when producing the spunlace nonwoven fabric, resulting in insufficient strength or uneven pore diameter. This may cause clogging and reduce the powder (dust) wiping property.
- polyester fibers polyphenylene sulfide (PPS) fibers, polyamide fibers, polyolefin fibers, rayon and the like are preferable.
- PPS polyphenylene sulfide
- the nonwoven fabric preferably has a basis weight within a range of 10 to 90 g / m 2 (more preferably 20 to 50 g / m 2 ).
- the basis weight is smaller than 10 g / m 2 , the variation in the hole diameter becomes large, and there is a possibility that the collection performance and the wiping-out property are lowered.
- the basis weight is larger than 90 g / m 2 , the pressure loss may be increased.
- the nonwoven fabric preferably has a thickness in the range of 0.2 to 0.6 mm. If the thickness is less than 0.2 mm, the collection performance may be reduced. Conversely, if the thickness is greater than 0.6 mm, pressure loss (sometimes referred to as “pressure loss”) may increase.
- the porosity is preferably in the range of 90 to 97%. If the porosity is less than 90%, the pressure loss may increase. On the other hand, if the porosity is greater than 97%, dust may enter the void and may not be detached even by backwashing.
- the method for producing the nonwoven fabric is not particularly limited as long as it is a method in which fibers are entangled with a high-pressure water stream.
- a method of making paper using the ultrafine fibers to form a wet paper and then entangle the fibers with a high-pressure water stream is preferable.
- the type of the nonwoven fabric is not particularly limited, but is preferably a spunlace nonwoven fabric.
- a spunlace nonwoven fabric having a multilayer structure may be obtained by preparing a plurality of papermaking slurries and sequentially adding them. For example, a first layer papermaking slurry and a second layer papermaking slurry containing less ultrafine fibers than the first layer papermaking slurry are prepared and sequentially added to obtain a spunlace nonwoven fabric having a multilayer structure. Therefore, it is preferable to dispose a layer having a high content of ultrafine fibers on the dust inflow side because dust entry can be suppressed and the collection performance can be improved while suppressing pressure loss.
- the non-woven fabric is laminated on a base cloth.
- the base fabric is preferably a needle punched nonwoven fabric containing scrim.
- the scrim With the scrim, the dimensional change can be reduced even with respect to the dust flow and the wind pressure of the backwash pulse.
- the basis weight of such a scrim is preferably in the range of 40 to 120 g / m 2 .
- the basis weight is less than 40 g / m 2 , there is a possibility that plastic deformation occurs with respect to the wind pressure and causes leakage.
- the basis weight is larger than 120 g / m 2 , there is a possibility that resistance to the needle will be caused in the needle punching process, or the scrim itself may cause an increase in pressure loss.
- a plain woven fabric composed of long fibers or short fibers having a single fiber fineness of 1.0 to 3.0 dtex (preferably 5 to 20 count double yarn having a fiber length of 20 to 80 mm) is preferable.
- the fiber type polyester fiber, polyphenylene sulfide (PPS) fiber, meta-type or para-type aromatic polyamide fiber and the like are preferable.
- polyester fibers As the fibers constituting the needle punched nonwoven fabric other than the scrim, polyester fibers, polyphenylene sulfide fibers, meta-type wholly aromatic polyamide fibers, para-type wholly aromatic polyamide fibers and the like are preferable.
- a spunbonded nonwoven fabric is also preferable as the base cloth.
- the basis weight of such spunbonded nonwoven fabric is preferably in the range of 100 to 400 g / m 2 . If the basis weight is less than 100 g / m 2, the rigidity when the pleats are formed is insufficient, and there is a risk of shape deformation due to wind pressure. On the other hand, if the basis weight is larger than 400 g / m 2 , the pressure loss may be increased.
- a fiber constituting such a spunbonded nonwoven fabric polyester fiber or polyphenylene sulfide fiber is preferable.
- a known method may be used as a method of laminating a nonwoven fabric on a base material.
- any of a thermal bonding method, a chemical bonding method using an adhesive, and sewing may be used.
- the non-woven fabric as described above is laminated on the base cloth, it has excellent collection performance, is low in pressure loss, is not easily clogged, and is excellent in removal performance.
- the bag filter of the present invention is a bag filter formed by using the filter cloth for the bag filter and having the nonwoven fabric disposed on the dust inflow side.
- the nonwoven fabric disposed on the dust inflow side suppresses the ingress of dust, has excellent collection performance, is low in pressure loss, and is not easily clogged, and also has excellent wiping-off properties.
- Such a bag filter can be suitably used for a dust collector or the like as a bag-shaped bag filter or a cartridge-type bug filter by sewing (for example, sewing into a bag shape) or pleating.
- each measurement item in an Example was measured with the following method.
- Fiber diameter D Using a transmission electron microscope TEM (with length measurement function), a fiber cross-sectional photograph was taken at a magnification of 30000, and the fiber diameter D (nm) was measured. However, the diameter D of the circumscribed circle in the cross section of the single fiber was used as the fiber diameter D (average value of n number 5).
- Fiber length L Using a scanning electron microscope (SEM), the ultrafine fiber (short fiber A) before sea component dissolution and removal was placed on the base, and the fiber length L (mm) was measured at 20 to 500 times (n number 5). Average value).
- the fiber length L was measured by utilizing the length measurement function of the SEM.
- Weight per unit area The basis weight (g / m 2 ) was measured based on JIS P8124 (Metric basis weight measuring method for paper).
- Thickness Thickness (mm) was measured based on JIS P8118 (Method for measuring thickness and density of paper and paperboard).
- Porosity The above-mentioned basis weight, thickness, and density of polyethylene terephthalate (PET) fiber were set to 1.36 g / cm 3 and calculated from the following formula.
- Porosity (%) 100 ⁇ (((weight per unit area) / (thickness) /1.36) ⁇ 100) (6) PF value
- the high performance index of the filter was calculated from the pressure loss and the collection rate according to the following formula.
- PF value ⁇ log (0.3 ⁇ transmittance (%) / 100) / (pressure loss (Pa) /9.8) ⁇ 100 (7)
- the undrawn yarn obtained in this manner was drawn so that the residual elongation was in the range of 30 to 60% to prepare a multifilament of 83 dtex / 24 filament.
- the rate of weight loss was calculated from the dissolution time and the dissolution amount.
- Air permeability In accordance with JIS L1096-1990, three specimens of 15 cm in length x 15 cm in width are sampled per 1 m width of the sample, and the amount of air passing through the specimen by the Frazier method (cc / cm 2 ⁇ sec) was measured and the average value was calculated.
- Pa pressure loss
- mg / m 3 exhaust concentration
- a spunlace nonwoven fabric with a total basis weight of 30 g / m 2 consisting of a second layer with a basis weight of 20 g / m 2 consisting of 50% by weight of 5 mm polyethylene terephthalate short fibers and 50% by weight of rayon with a single fiber fineness of 0.8 dtex ⁇ fiber length of 7 mm is obtained. It was.
- the papermaking slurry composed of the components of the first layer and the second layer is individually adjusted, introduced into the headbox of the papermaking machine, and the slurry supply amount and white water supply amount are adjusted so as to obtain a predetermined basis weight, After the wet paper was formed, the entanglement treatment was performed at a high pressure jet water pressure of 100 kPa.
- air-through heat treatment was performed at a hot air temperature of 145 to 155 ° C. with the aim of improving the air gap.
- short fibers made of polyester fibers having a single fiber fineness of 2.2 dtex ⁇ fiber length of 51 mm and a number of crimps of 11.5 / 2.54 cm were passed through a card and web-formed and cross-lap laminated. Then, the laminated web 2 rolls prepared by sandwiching a scrim having a basis weight of 80 g / m 2 in the middle, obtain a needle punched nonwoven fabric having a basis weight of 520 g / m 2.
- the scrim is a plain-textured woven fabric composed of tenth-numbered double yarns made of polyester short fibers (single fiber fineness 2.2 dtex ⁇ fiber length 51 mm) and having a weaving density of 12 pieces / 2.54 cm.
- the obtained spunlace nonwoven fabric and needle punched nonwoven fabric were adhesively laminated with an adhesive resin by a spinning spray method, and further subjected to calender heat treatment at 150 ° C. to smooth the surface.
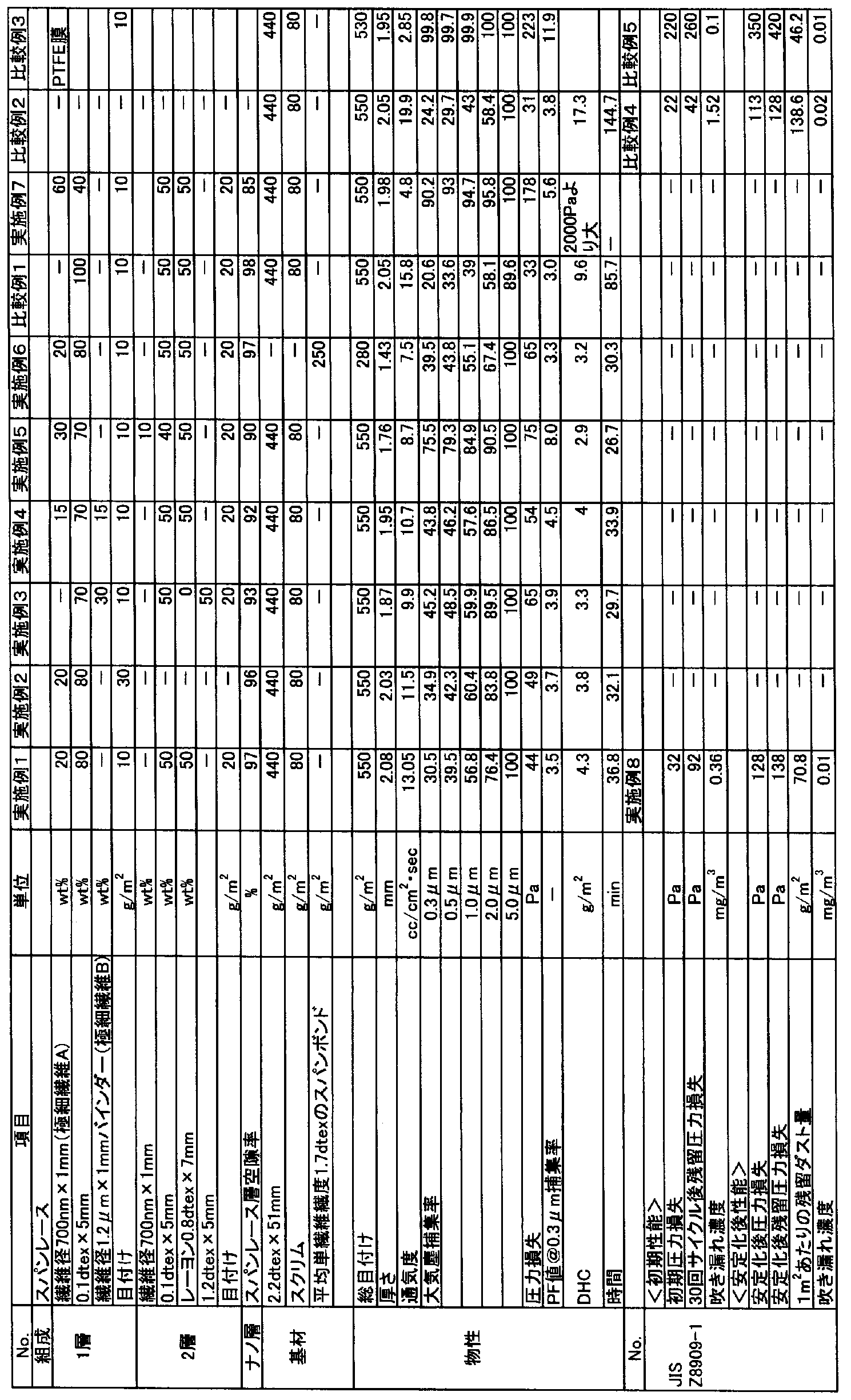
- the evaluation results are shown in Table 1.
- ultrafine fiber B was cut to 1000 ⁇ m with a guillotine cutter to obtain a sea-island type composite fiber for ultrafine fiber B. This was reduced by 10% with a 4% NaOH aqueous solution at 75 ° C., and this fiber was made into ultrafine fiber B (fiber diameter 1.2 ⁇ m, fiber length 1 mm, aspect ratio 850, round cross section).
- Example 1 was performed except that a spunlace nonwoven fabric was obtained. The evaluation results are shown in Table 1.
- Example 4 10 g / m 2 per unit area comprising 15% by weight of the same ultrafine fiber A as in Example 1, 15% by weight of the same ultrafine fiber B as in Example 3, and 70% by weight of polyethylene terephthalate short fibers having a single fiber fineness of 0.1 dtex ⁇ fiber length of 5 mm.
- a second layer having a basis weight of 20 g / m 2 and comprising 50% by weight of polyethylene terephthalate short fibers having a single fiber fineness of 0.1 dtex ⁇ fiber length of 5 mm and 50% by weight of rayon having a single fiber fineness of 0.8 dtex ⁇ fiber length of 7 mm.
- a spunlace nonwoven fabric having a total basis weight of 30 g / m 2 was obtained, and the same procedure as in Example 1 was performed except for this. The evaluation results are shown in Table 1.
- Example 5 The same ultrafine fiber A as in Example 1, a first layer of 30 g% of the same ultrafine fiber A as in Example 1, a single fiber fineness of 0.1 dtex ⁇ 70% by weight of polyethylene terephthalate short fiber having a fiber length of 5 mm, and a basis weight of 10 g / m 2 .
- a spunlace nonwoven fabric having a total basis weight of 30 g / m 2 was obtained, and the same procedure as in Example 1 was performed except for this. The evaluation results are shown in Table 1.
- Example 6 adhesive lamination was performed on a spunbonded nonwoven fabric (weighing 250 g / m 2 ) made of polystel fiber having a single fiber fineness of 1.7 dtex as a base material, and a calender treatment at 150 ° C. was performed with a clearance of 2 mm to smooth the surface.
- the procedure was the same as in Example 1 except that.
- the evaluation results are shown in Table 1.
- Example 1 was the same as Example 1 except that the first layer had a basis weight of 10 g / m 2 and consisted of 100% by weight of polyethylene terephthalate short fibers having a single fiber fineness of 0.1 dtex ⁇ fiber length of 5 mm.
- the evaluation results are shown in Table 1. From the DHC measurement results, it can be seen that the time to reach 2000 Pa is long and the dust actually penetrates into the spunlace nonwoven fabric and the knee bread nonwoven fabric.
- Example 7 In Example 1, except that an ultrafine fiber A60 wt% and single fiber fineness 0.1 dtex ⁇ first layer having a basis weight of 10 g / m 2 made of polyethylene terephthalate staple fibers 40 wt% of the fiber length 5mm similarly to Example 1 I made it. The evaluation results are shown in Table 1. Initial pressure loss increased.
- Example 1 was repeated except that a spunlace nonwoven fabric was not used.
- the evaluation results are shown in Table 1. Although the initial pressure loss is low, there are many dust intrusions into the non-woven fabric and it is difficult to remove dust, so in a long-term operation, the pressure loss increased and the service life decreased.
- Example 1 was repeated except that a PTFE membrane was used instead of the spunlace nonwoven fabric.
- the evaluation results are shown in Table 1. Although the collection rate was high, the pressure loss was high and the energy saving performance was poor.
- Example 8 Example 1 Using the sample, the filtration performance was measured according to JIS Z8901-1. Since there is little initial blow-off, little increase in pressure loss, and small residual dust after stabilization treatment, a dust cake layer is formed in the early stage of operation, and it is easy to desorb and regenerate by backwash pulses, Excellent energy saving and long life.
- Comparative Examples 4 and 5 In Comparative Example 4, the sample of Comparative Example 2 was used, and in Comparative Example 5, the sample of Comparative Example 3 was used, and the filtration performance was measured according to JIS Z8901-1.
- the island component is polyphenylene sulfide having a melt viscosity at 295 ° C. of 130 Pa ⁇ sec
- the sea component is 4% by weight of polyethylene glycol having an average molecular weight of 4000 having a melt viscosity of 145 Pa ⁇ sec at 295 ° C.
- a spunlace nonwoven fabric having a total basis weight of 30 g / m 2 comprising a second layer having a basis weight of 20 g / m 2 consisting of 50% by weight of 5 mm polyphenylene sulfide short fibers and 50% by weight of rayon having a single fiber fineness of 0.8 dtex ⁇ fiber length of 7 mm is obtained. It was.
- the papermaking slurry composed of the components of the first layer and the second layer is individually adjusted, introduced into the headbox of the papermaking machine, and the slurry supply amount and white water supply amount are adjusted so as to obtain a predetermined basis weight,
- the entanglement treatment was performed at a high pressure jet water pressure of 100 kPa.
- air-through heat treatment was performed at a hot air temperature of 145 to 155 ° C. with the aim of improving the air gap.
- short fibers made of polyester fibers having a single fiber fineness of 2.2 dtex ⁇ fiber length of 51 mm and a number of crimps of 11.5 / 2.54 cm were passed through a card and web-formed and cross-wrapped. Then, the laminated web 2 rolls prepared by sandwiching a scrim having a basis weight of 80 g / m 2 in the middle to give a needle-punched nonwoven fabric having a basis weight of 520 g / m 2.
- the scrim is a plain-textured woven fabric composed of tenth-numbered double yarns made of polyester short fibers (single fiber fineness 2.2 dtex ⁇ fiber length 51 mm) and having a weaving density of 12 / 2.54 cm.
- the obtained spunlace nonwoven fabric and needle punched nonwoven fabric were adhesively laminated by a method of spinning and spraying an adhesive resin, and further subjected to calendar heat treatment at 180 ° C. to smooth the surface.
- the evaluation results are shown in Table 2.
- the island component is polyphenylene sulfide having a melt viscosity at 295 ° C. of 130 Pa ⁇ sec
- the sea component is 4% by weight of polyethylene glycol having an average molecular weight of 4000 having a melt viscosity of 145 Pa ⁇ sec at 295 ° C.
- a single layer having a basis weight of 30 g / m 2 composed of 40% by weight of ultrafine fiber D having a fiber diameter of 400 nm ⁇ fiber length of 1 mm (aspect ratio 1400) and a single fiber fineness of 0.9 dtex ⁇ 60 mm of polyphenylene sulfide short fiber having a fiber length of 5 mm.
- Example 9 was repeated except that a spunlace nonwoven fabric was obtained. The evaluation results are shown in Table 2.
- Example 11 In Example 11, the sample of Example 9 was used, and in Example 12, the sample of Example 10 was used, and the filtration performance was measured according to JIS Z8901-1.
- the filter cloth for bag filters which were excellent in collection performance, were not easily clogged with low pressure loss, and were excellent in the wiping-off property, its manufacturing method, and a bag filter are provided,
- the industrial value is extremely It ’s big.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Filtering Materials (AREA)
- Nonwoven Fabrics (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Air Bags (AREA)
- Multicomponent Fibers (AREA)
Abstract
Description
前記不織布が、繊維径Dが200~2000nmの極細繊維を含むことを特徴とするバグフィルター用ろ過布。」が提供される。
浴比(%)=(繊維質量(gr)/アルカリ水溶液質量(gr))×100
また、アルカリ減量加工の処理時間は5~60分であることが好ましく、さらには10~30分であることが好ましい。5分未満ではアルカリ減量が不十分となるおそれがある。一方、60分を越えると島成分までも減量されるおそれがある。
(1)繊維径D
透過型電子顕微鏡TEM(測長機能付)を使用し、倍率30000倍で繊維断面写真を撮影し繊維径D(nm)を測定した。ただし、繊維径Dは、単繊維横断面におけるその外接円の直径を用いた(n数5の平均値)。
(2)繊維長L
走査型電子顕微鏡(SEM)により、海成分溶解除去前の極細短繊維(短繊維A)を基盤上に寝かせた状態とし、20~500倍で繊維長L(mm)を測定した(n数5の平均値)。その際、SEMの測長機能を活用して繊維長Lを測定した。
(3)目付け
JIS P8124(紙のメートル坪量測定方法)に基づいて目付け(g/m2)を測定した。
(4)厚さ
JIS P8118(紙及び板紙の厚さと密度の測定方法)に基づいて厚さ(mm)を測定した。測定荷重は75g/cm2にて、n=5で測定し、平均値を求めた。
(5)空隙率
上記目付けと厚さ、ポリエチレンテレフタレート(PET)繊維の密度を1.36g/cm3として、下記式から計算した。
空隙率(%)=100-(((目付け)/(厚さ)/1.36)×100)
(6)PF値
圧力損失と捕集率から以下の式により、フィルターの高性能性指標を算出した。
PF値=-log(0.3μ透過率(%)/100)/(圧力損失(Pa)/9.8)×100
(7)ダスト保持量:DHC
JIS8種ダストを濃度1g/m2、流入速度10cm/secにてフィルターに導入し、圧力損失が2kPaに達するまでの時間とその際にフィルターに保持されているダスト重量を測定し、1m2あたりのダスト保持量に換算した。
(8)溶融粘度
乾燥処理後のポリマーを紡糸時のルーダー温度に設定したオリフィスにセットして5分間溶融保持したのち、数水準の荷重をかけて押し出し、そのときのせん断速度と溶融粘度をプロットする。そのデータをもとに、せん断速度-溶融粘度曲線を作成し、せん断速度が1000sec-1の時の溶融粘度を読み取った。
(9)アルカリ減量速度比
海成分および島成分のポリマーを、それぞれ、径0.3mm、長さ0.6mmの円孔を24孔持つ口金から吐出し、1000~2000m/分の紡糸速度で引き取って得た未延伸糸を残留伸度が30~60%の範囲となるように延伸して83dtex/24フィラメントのマルチフィラメントを作成した。これを1.5wt%NAOH水溶液80℃を用い、浴比100として、溶解時間と溶解量から減量速度を算出した。
(10)通気度
JIS L1096-1990に従い、経15cm×緯15cmの試験片を試料の幅1mあたり3か所採取して、フラジール法により試験片を通過する空気量(cc/cm2・sec)を測定し、その平均値を算出した。
(11)バグフィルター性能試験
濾過性能は、JIS Z8901-1に準じた。以下の測定条件による測定結果から目詰まりのし難さ、払い落とし性を判断した。
<測定条件>
濾過速度:2.0m/分
裁断濾布の大きさ:500mm×500mm
濾過有効面積(吸引面):0.09m2(300mm×300mm)
粉じん濃度:5.0g/m3
払落しエアー圧力:500kPa
払落し時間:50ms
払落し条件 初期性能:△P=1000Paに達したら払い落とす。30回
エージング:5秒間隔で払い落とす。 5000回
安定化処理:△P=1000Paに達したら払い落とす。10回
安定化後性能:△P=1000Paに達したら払い落とす 30回
使用紛体:JIS10種フライアッシュ 平均粒径:3.77μm
粒径10μm以下 :96.6%
性能測定:圧力損失(Pa)および排気濃度(mg/m3)
[実施例1]
島成分に285℃での溶融粘度が120Pa・secのポリエチレンテレフタレート、海成分に285℃での溶融粘度が135Pa・secである平均分子量4000のポリエチレングリコールを4重量%、5-ナトリウムスルホイソフタル酸を9mol%共重合した改質ポリエチレンテレフタレートを使用し、海:島=10:90の重量比率で島数400の口金を用いて紡糸し、紡糸速度1500m/分で引き取った。アルカリ減量速度差は1000倍であった。これを3.9倍に延伸した後、ギロチンカッターで1000μmにカットして、極細繊維A用海島型複合繊維を得た。これを4%NaOH水溶液で75℃にて10%減量し、本繊維を極細繊維Aとした(繊維径700nm、繊維長1mm、アスペクト比1400、丸断面)。
実施例1において、繊維径700nm×繊維長1mm(アスペクト比=1400)の極細繊維A20重量%と、単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維80重量%からなる目付け30g/m2の単層のスパンレース不織布を得ること以外は実施例1と同様にした。評価結果を表1に示す。
島成分に285℃での溶融粘度が120Pa・secのポリエチレンテレフタレート、海成分に285℃での溶融粘度が135Pa・secである平均分子量4000のポリエチレングリコールを4重量%、5-ナトリウムスルホイソフタル酸を9mol%共重合した改質ポリエチレンテレフタレートを使用し、海:島=10:90の重量比率で島数400の口金を用いて紡糸し、紡糸速度1500m/分で引き取った。アルカリ減量速度差は1000倍であった。これを延伸せずに、ギロチンカッターで1000μmにカットして、極細繊維B用海島型複合繊維を得た。これを4%NaOH水溶液で75℃にて10%減量し、本繊維を極細繊維Bとした(繊維径1.2μm、繊維長1mm、アスペクト比850、丸断面)。
実施例1と同じ極細繊維A15重量%と、実施例3と同じ極細繊維B15重量%と、単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維70重量%からなる目付け10g/m2の第1層と、単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維50重量%と単繊維繊度0.8dtex×繊維長7mmのレーヨン50重量%からなる目付け20g/m2の第2層とで構成される総目付け30g/m2のスパンレース不織布を得て、これ以外は実施例1と同様にした。評価結果を表1に示す。
実施例1と同じ極細繊維A30重量%と、単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維70重量%からなる目付け10g/m2の第1層と、実施例1と同じ極細繊維A10重量%、単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維40重量%、単繊維繊度0.8dtex×繊維長7mmのレーヨン50重量%からなる目付け20g/m2の第2層とで構成される総目付け30g/m2のスパンレース不織布を得て、これ以外は実施例1と同様にした。評価結果を表1に示す。
実施例1において、基材として単繊維繊度1.7dtexのポリステル繊維からなるスパンボンド不織布(目付け250g/m2)に接着ラミネートし、さらに150℃のカレンダー処理をクリアランス2mmで実施し、表面平滑化をすること以外は実施例1と同様にした。評価結果を表1に示す。
実施例1において、単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維100重量%からなる目付け10g/m2の第1層とすること以外は実施例1と同様にした。評価結果を表1に示す。DHC測定結果から、2000Paに達する時間が長く、実際にダストがスパンレース不織布およびニーパン不織布の内部へ侵入することがわかる。
実施例1において、極細繊維A60重量%と単繊維繊度0.1dtex×繊維長5mmのポリエチレンテレフタレート短繊維40重量%からなる目付け10g/m2の第1層とすること以外は実施例1と同様にした。評価結果を表1に示す。初期圧力損失が上昇した。
スパンレース不織布を使用しないこと以外は実施例1と同様にした。評価結果を表1に示す。初期圧損は低いが、不織布へのダスト侵入が多く、ダスト払い落とし性が難しいために、長期運転においては、圧力損失が上昇し、寿命が低下した。
スパンレース不織布にかえてPTFE膜を使用すること以外は実施例1と同様にした。評価結果を表1に示す。高捕集率であったが、圧力損失が高く、省エネ性に劣るものであった。
実施例1サンプルを使用して、濾過性能をJIS Z8901-1に準じて測定した。初期吹き漏れが少なく、また圧力損失の上昇が小さく、安定化処理後の残留ダストが小さいことから、運転早期にダストケーキ層を形成し、それが逆洗パルスにより、脱離・再生しやすく、省エネ性に優れ、長寿命であった。
比較例4は比較例2のサンプルを使用し、比較例5は比較例3のサンプルを使用して濾過性能をJIS Z8901-1に準じて測定した。
島成分に295℃での溶融粘度が130Pa・secのポリフェニレンスルフィド、海成分に295℃での溶融粘度が145Pa・secである平均分子量4000のポリエチレングリコールを4重量%、5-ナトリウムスルホイソフタル酸を9mol%共重合した改質ポリエチレンテレフタレートを使用し、海:島=30:70の重量比率で島数400の口金を用いて紡糸し、紡糸速度1500m/分で引き取った。アルカリ減量速度差は1000倍以上であった。これを3.5倍に延伸した後、ギロチンカッターで1000μmにカットして、極細繊維C用海島型複合繊維を得た。これを4%NaOH水溶液で75℃にて10%減量し、本繊維を極細繊維Cとした(繊維径700nm、繊維長1mm、アスペクト比1400、丸断面)。
島成分に295℃での溶融粘度が130Pa・secのポリフェニレンスルフィド、海成分に295℃での溶融粘度が145Pa・secである平均分子量4000のポリエチレングリコールを4重量%、5-ナトリウムスルホイソフタル酸を9mol%共重合した改質ポリエチレンテレフタレートを使用し、海:島=30:70の重量比率で島数800の口金を用いて紡糸し、紡糸速度1500m/分で引き取った。アルカリ減量速度差は1000倍以上であった。これを3.1倍に延伸した後、ギロチンカッターで1000μmにカットして、極細繊維D用海島型複合繊維を得た。これを4%NaOH水溶液で75℃にて10%減量し、本繊維を極細繊維Dとした(繊維径400nm、繊維長1mm、アスペクト比1400、丸断面)。
実施例11は、実施例9のサンプルを使用し、実施例12は実施例10のサンプルを使用して濾過性能をJIS Z8901-1に準じて測定した。

2 基布
Claims (15)
- 不織布と基布とを含むバグフィルター用ろ過布であって、
前記不織布が、繊維径Dが200~2000nmの極細繊維を含むことを特徴とするバグフィルター用ろ過布。 - 前記極細繊維において、繊維径Dに対する繊維長Lの比L/Dが200~4000の範囲内である、請求項1に記載のバグフィルター用ろ過布。
- 前記極細繊維がポリエステル繊維またはポリフェニレンサルファイド繊維である、請求項1または請求項2に記載のバグフィルター用ろ過布。
- 前記ポリエステル繊維において、伸度が60%未満または60%以上である、請求項3に記載のバグフィルター用ろ過布。
- 前記不織布に前記極細繊維が3~50重量%含まれる、請求項1~4のいずれかに記載のバグフィルター用ろ過布。
- 前記不織布がスパンレース不織布である、請求項1~5のいずれかに記載のバグフィルター用ろ過布。
- 前記不織布が多層構造を有する、請求項1~6のいずれかに記載のバグフィルター用ろ過布。
- 前記不織布において目付けが10~90g/m2の範囲内である、請求項1~7のいずれかに記載のバグフィルター用ろ過布。
- 前記不織布において厚さが0.2~0.6mmの範囲内である、請求項1~8のいずれかに記載のバグフィルター用ろ過布。
- 前記スパンレース不織布において空隙率が90~97%の範囲内である、請求項6~9のいずれかに記載のバグフィルター用ろ過布。
- 前記基布が、目付け40~120g/m2のスクリムを含む、ニードルパンチ不織布である、請求項1~10のいずれかに記載のバグフィルター用ろ過布。
- 前記基布が、目付け100~400g/m2のスパンボンド不織布である、請求項1~10のいずれかに記載のバグフィルター用ろ過布。
- 海成分と島成分とで構成される海島型複合繊維の海成分を溶解除去することにより繊維径Dが200~2000nmの極細繊維を得た後、該極細繊維を用いて不織布を得て、該不織布を基材に積層する、請求項1に記載のバグフィルター用ろ過布の製造方法。
- 請求項1~12のいずれかに記載のバグフィルター用ろ過布を用いてなり、前記不織布がダスト流入側に配されてなるバグフィルター。
- 縫製またはプリーツ加工を施してなる、請求項14に記載のバグフィルター。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16866188.2A EP3225294B1 (en) | 2015-11-19 | 2016-11-04 | Filtering fabric for bag filter, production method therefor and bag filter |
| KR1020177025307A KR102732302B1 (ko) | 2015-11-19 | 2016-11-04 | 백 필터용 여과포 및 그의 제조 방법 및 백 필터 |
| CN201680009955.0A CN107206299A (zh) | 2015-11-19 | 2016-11-04 | 袋式过滤器用过滤布及其制造方法和袋式过滤器 |
| US15/542,126 US11253801B2 (en) | 2015-11-19 | 2016-11-04 | Filter cloth for bag filter, method for producing the same, and bag filter |
| JP2017508706A JP6397121B2 (ja) | 2015-11-19 | 2016-11-04 | バグフィルター用ろ過布およびその製造方法およびバグフィルター |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-226549 | 2015-11-19 | ||
| JP2015226549 | 2015-11-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017086186A1 true WO2017086186A1 (ja) | 2017-05-26 |
Family
ID=58718676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/082787 Ceased WO2017086186A1 (ja) | 2015-11-19 | 2016-11-04 | バグフィルター用ろ過布およびその製造方法およびバグフィルター |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11253801B2 (ja) |
| EP (1) | EP3225294B1 (ja) |
| JP (1) | JP6397121B2 (ja) |
| KR (1) | KR102732302B1 (ja) |
| CN (2) | CN111495054B (ja) |
| TW (1) | TWI778946B (ja) |
| WO (1) | WO2017086186A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018202295A (ja) * | 2017-05-31 | 2018-12-27 | Jxtgエネルギー株式会社 | エアフィルター及びその製造方法 |
| WO2018233650A1 (zh) * | 2017-06-22 | 2018-12-27 | 东丽纤维研究所(中国)有限公司 | 一种过滤材料 |
| KR101972101B1 (ko) * | 2017-11-29 | 2019-04-25 | 주식회사 휴비스 | 난연성 해도형 극세섬유 |
| KR101992446B1 (ko) * | 2018-03-29 | 2019-06-25 | 주식회사 휴비스 | 촉감이 우수한 난연성 해도형 극세섬유 |
| JP2022147095A (ja) * | 2021-03-23 | 2022-10-06 | 帝人フロンティア株式会社 | 布帛積層体およびそれを用いたバグフィルター用ろ過布ならびに布帛積層体の製造方法 |
| WO2024018828A1 (ja) | 2022-07-20 | 2024-01-25 | 東レ株式会社 | 極細ポリフェニレンスルフィド繊維及び不織布、並びにそれらの製造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102732302B1 (ko) * | 2015-11-19 | 2024-11-21 | 데이진 프론티아 가부시키가이샤 | 백 필터용 여과포 및 그의 제조 방법 및 백 필터 |
| KR102115536B1 (ko) * | 2018-10-02 | 2020-05-27 | 주식회사 휴비스 | 원착 난연성 해도형 극세섬유 |
| CN114938636A (zh) | 2019-10-08 | 2022-08-23 | 唐纳森公司 | 包括混合直径细纤维的过滤介质层 |
| JP7738556B2 (ja) | 2020-04-03 | 2025-09-12 | ドナルドソン カンパニー,インコーポレイティド | 濾過媒体 |
| CN112973281B (zh) * | 2021-03-30 | 2023-04-07 | 上海华峰超纤科技股份有限公司 | 一种多层超细纤维过滤材料及其制备方法 |
| CN114635219B (zh) * | 2022-03-31 | 2023-09-05 | 业成科技(成都)有限公司 | 缓冲材料层、模压治具和压合工艺方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60155920U (ja) * | 1984-03-28 | 1985-10-17 | 芦森工業株式会社 | フイルタ− |
| JP2005281904A (ja) * | 2004-03-30 | 2005-10-13 | Toray Ind Inc | 耐熱性布帛およびプリーツ型バグフィルターならびに耐熱性布帛の製造方法 |
| US20090255226A1 (en) * | 2007-11-09 | 2009-10-15 | E. I. Du Pont De Nemours And Company | Thermally stabilized bag house filters and media |
| JP2012237084A (ja) * | 2011-05-13 | 2012-12-06 | Teijin Fibers Ltd | フィルター用不織布およびエアーフィルター |
| JP2013121557A (ja) * | 2011-12-09 | 2013-06-20 | Teijin Ltd | フィルター用不織布およびフィルター |
| JP2015140495A (ja) * | 2014-01-28 | 2015-08-03 | 帝人株式会社 | 湿式不織布およびエアフィルター用濾材 |
Family Cites Families (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01292180A (ja) | 1988-05-17 | 1989-11-24 | Mitsubishi Rayon Co Ltd | 吸収材の製造方法 |
| JPH01292103A (ja) * | 1988-05-19 | 1989-11-24 | Mitsubishi Rayon Co Ltd | 吸収材の製造方法 |
| JPH09187611A (ja) | 1995-12-28 | 1997-07-22 | Nippon Felt Kogyo Kk | フイルターバグ及びその製造方法 |
| JP4194668B2 (ja) | 1996-05-31 | 2008-12-10 | 帝人テクノプロダクツ株式会社 | 高性能濾過布 |
| JP3722259B2 (ja) | 1998-11-05 | 2005-11-30 | 東洋紡績株式会社 | 高ろ過性バグフィルター用ろ布及びその製造方法 |
| JP4317347B2 (ja) * | 2001-04-27 | 2009-08-19 | 日本バイリーン株式会社 | 自動変速機用オイルフィルタの濾過材 |
| US8652288B2 (en) * | 2006-08-29 | 2014-02-18 | Ocv Intellectual Capital, Llc | Reinforced acoustical material having high strength, high modulus properties |
| US20080217241A1 (en) * | 2007-03-05 | 2008-09-11 | Alan Smithies | Composite filter media and methods of manufacture |
| US7942948B2 (en) * | 2007-03-05 | 2011-05-17 | Bha Group, Inc. | Filter element including a composite filter media |
| US20080315465A1 (en) * | 2007-03-05 | 2008-12-25 | Alan Smithies | Method of manufacturing composite filter media |
| US8308834B2 (en) * | 2007-03-05 | 2012-11-13 | Bha Group, Inc. | Composite filter media |
| US7927540B2 (en) * | 2007-03-05 | 2011-04-19 | Bha Group, Inc. | Method of manufacturing a composite filter media |
| US8833567B2 (en) * | 2008-01-16 | 2014-09-16 | Ahlstrom Corporation | Coalescence media for separation of water-hydrocarbon emulsions |
| EP2286821B1 (en) * | 2008-04-14 | 2014-04-02 | Asahi Kasei Medical Co., Ltd. | Filter material for removing aggregates and method of filtering blood preparation |
| US7922959B2 (en) * | 2008-08-01 | 2011-04-12 | E. I. Du Pont De Nemours And Company | Method of manufacturing a composite filter media |
| WO2011019022A1 (ja) | 2009-08-10 | 2011-02-17 | 旭化成せんい株式会社 | 集じん機用ろ過布 |
| JP5421802B2 (ja) * | 2010-01-19 | 2014-02-19 | 旭化成せんい株式会社 | バグフィルター用ろ過布 |
| JP2012092466A (ja) | 2010-10-28 | 2012-05-17 | Teijin Fibers Ltd | 湿式不織布および繊維製品 |
| JP5607748B2 (ja) | 2010-10-28 | 2014-10-15 | 株式会社マーレ フィルターシステムズ | フィルター用多層ろ材およびフィルター |
| JP5865058B2 (ja) * | 2011-12-19 | 2016-02-17 | 株式会社マーレ フィルターシステムズ | フィルター用ろ材およびその製造方法、ならびにフィルター |
| DE102012011065A1 (de) * | 2012-06-04 | 2013-12-05 | Irema-Filter Gmbh | Verfahren zur Herstellung eines Vliesstoffes |
| US20140250848A1 (en) * | 2013-03-11 | 2014-09-11 | Southern Felt Company, Inc. | Filter Media |
| US20150182895A1 (en) * | 2013-12-31 | 2015-07-02 | Bha Altair, Llc | Process for making rigid porous plastic tubular filters |
| MY181278A (en) | 2014-01-28 | 2020-12-21 | Teijin Frontier Co Ltd | Multilayer filter medium for filter, method for producing the same, and air filter |
| CN111876898B (zh) * | 2014-06-17 | 2023-02-28 | 株式会社可乐丽 | 吸水性叠层体及其制造方法 |
| CN204208376U (zh) | 2014-10-13 | 2015-03-18 | 江苏康洁环境工程有限公司 | 表面设有凸体的集尘过滤布 |
| US10343095B2 (en) * | 2014-12-19 | 2019-07-09 | Hollingsworth & Vose Company | Filter media comprising a pre-filter layer |
| EP3256262B1 (en) * | 2015-02-10 | 2021-11-03 | Walk Industrial Inc. | Filtration assembly and system |
| US10828587B2 (en) * | 2015-04-17 | 2020-11-10 | Hollingsworth & Vose Company | Stable filter media including nanofibers |
| KR102732302B1 (ko) * | 2015-11-19 | 2024-11-21 | 데이진 프론티아 가부시키가이샤 | 백 필터용 여과포 및 그의 제조 방법 및 백 필터 |
| KR102639914B1 (ko) * | 2015-12-22 | 2024-02-23 | 도레이 카부시키가이샤 | 일렉트릿 섬유 시트 |
| WO2017159216A1 (ja) * | 2016-03-15 | 2017-09-21 | 帝人株式会社 | 液体フィルター用ろ材および液体フィルター |
| US10611120B2 (en) * | 2016-03-18 | 2020-04-07 | Precision Fabrics Group, Inc. | Multi-layered fabric laminates and methods of making and using the same |
| CN109153248B (zh) * | 2016-03-30 | 2021-03-26 | 帕克-汉尼芬公司 | 在纺织品基底上直接沉积纳米纤维 |
| US10625196B2 (en) * | 2016-05-31 | 2020-04-21 | Hollingsworth & Vose Company | Coalescing filter media |
| JP2018095973A (ja) * | 2016-12-08 | 2018-06-21 | 東レ株式会社 | メルトブロー不織布 |
| JP6692463B2 (ja) * | 2017-01-27 | 2020-05-13 | 帝人フロンティア株式会社 | バグフィルター用ろ過布およびその製造方法 |
| CN110366616B (zh) * | 2017-02-28 | 2022-01-04 | 东丽株式会社 | 层叠不织布及面膜 |
| US20180290088A1 (en) * | 2017-04-06 | 2018-10-11 | Parker-Hannifin Corporation | Self-supporting industrial air filter |
| EP4026937B1 (en) * | 2017-09-15 | 2024-10-30 | 3M Innovative Properties Company | Non-woven fibrous web |
| WO2019159654A1 (ja) * | 2018-02-15 | 2019-08-22 | 東レ株式会社 | 不織布およびこれを用いてなるエアフィルター濾材 |
-
2016
- 2016-11-04 KR KR1020177025307A patent/KR102732302B1/ko active Active
- 2016-11-04 US US15/542,126 patent/US11253801B2/en active Active
- 2016-11-04 WO PCT/JP2016/082787 patent/WO2017086186A1/ja not_active Ceased
- 2016-11-04 JP JP2017508706A patent/JP6397121B2/ja active Active
- 2016-11-04 CN CN202010181298.6A patent/CN111495054B/zh active Active
- 2016-11-04 CN CN201680009955.0A patent/CN107206299A/zh active Pending
- 2016-11-04 EP EP16866188.2A patent/EP3225294B1/en active Active
- 2016-11-15 TW TW105137268A patent/TWI778946B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60155920U (ja) * | 1984-03-28 | 1985-10-17 | 芦森工業株式会社 | フイルタ− |
| JP2005281904A (ja) * | 2004-03-30 | 2005-10-13 | Toray Ind Inc | 耐熱性布帛およびプリーツ型バグフィルターならびに耐熱性布帛の製造方法 |
| US20090255226A1 (en) * | 2007-11-09 | 2009-10-15 | E. I. Du Pont De Nemours And Company | Thermally stabilized bag house filters and media |
| JP2012237084A (ja) * | 2011-05-13 | 2012-12-06 | Teijin Fibers Ltd | フィルター用不織布およびエアーフィルター |
| JP2013121557A (ja) * | 2011-12-09 | 2013-06-20 | Teijin Ltd | フィルター用不織布およびフィルター |
| JP2015140495A (ja) * | 2014-01-28 | 2015-08-03 | 帝人株式会社 | 湿式不織布およびエアフィルター用濾材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3225294A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018202295A (ja) * | 2017-05-31 | 2018-12-27 | Jxtgエネルギー株式会社 | エアフィルター及びその製造方法 |
| WO2018233650A1 (zh) * | 2017-06-22 | 2018-12-27 | 东丽纤维研究所(中国)有限公司 | 一种过滤材料 |
| KR101972101B1 (ko) * | 2017-11-29 | 2019-04-25 | 주식회사 휴비스 | 난연성 해도형 극세섬유 |
| KR101992446B1 (ko) * | 2018-03-29 | 2019-06-25 | 주식회사 휴비스 | 촉감이 우수한 난연성 해도형 극세섬유 |
| JP2022147095A (ja) * | 2021-03-23 | 2022-10-06 | 帝人フロンティア株式会社 | 布帛積層体およびそれを用いたバグフィルター用ろ過布ならびに布帛積層体の製造方法 |
| WO2024018828A1 (ja) | 2022-07-20 | 2024-01-25 | 東レ株式会社 | 極細ポリフェニレンスルフィド繊維及び不織布、並びにそれらの製造方法 |
| KR20250038637A (ko) | 2022-07-20 | 2025-03-19 | 도레이 카부시키가이샤 | 극세 폴리페닐렌술피드 섬유 및 부직포, 및 그들의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107206299A (zh) | 2017-09-26 |
| EP3225294B1 (en) | 2020-10-28 |
| US20180257015A1 (en) | 2018-09-13 |
| KR20180084628A (ko) | 2018-07-25 |
| TWI778946B (zh) | 2022-10-01 |
| CN111495054B (zh) | 2022-03-04 |
| KR102732302B1 (ko) | 2024-11-21 |
| US11253801B2 (en) | 2022-02-22 |
| CN111495054A (zh) | 2020-08-07 |
| TW201729883A (zh) | 2017-09-01 |
| EP3225294A4 (en) | 2017-12-27 |
| JP6397121B2 (ja) | 2018-09-26 |
| EP3225294A1 (en) | 2017-10-04 |
| JPWO2017086186A1 (ja) | 2017-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6397121B2 (ja) | バグフィルター用ろ過布およびその製造方法およびバグフィルター | |
| KR102820309B1 (ko) | 액체 필터용 여과재 및 액체 필터 | |
| JP5607748B2 (ja) | フィルター用多層ろ材およびフィルター | |
| JP2010070870A (ja) | 不織布の製造方法および不織布および不織布構造体および繊維製品 | |
| JP2013126626A (ja) | フィルター用ろ材およびその製造方法、ならびにフィルター | |
| JP7028621B2 (ja) | 不織布およびバグフィルター用濾材 | |
| JP2019199668A (ja) | マスク用濾材およびマスク | |
| JP2014074246A (ja) | 液体ろ過フィルター用湿式不織布および液体ろ過フィルター | |
| JP6884033B2 (ja) | 浸漬型濾過カートリッジ用濾材および浸漬型濾過カートリッジ | |
| JP2019198833A (ja) | 浸漬型濾過カートリッジ用濾材および浸漬型濾過カートリッジ | |
| JP2023012165A (ja) | マスク用濾材およびマスク | |
| JP6829083B2 (ja) | 浸漬型濾過カートリッジ用濾材およびその製造方法および浸漬型濾過カートリッジ | |
| JP2012237084A (ja) | フィルター用不織布およびエアーフィルター | |
| JP7044526B2 (ja) | 液体フィルター用ろ材 | |
| JP2017170352A (ja) | 燃料フィルター用ろ材およびその製造方法およびガソリンフィルター | |
| JP2022142245A (ja) | 浸漬型濾過カートリッジ用濾材 | |
| JP7648421B2 (ja) | 液体フィルター用濾材および液体フィルター | |
| JP2018111085A (ja) | 液体フィルター用ろ材および液体フィルター | |
| JP2023128651A (ja) | 浸漬型濾過カートリッジ用濾材および浸漬型濾過カートリッジ | |
| WO2021229925A1 (ja) | 浸漬型濾過カートリッジ用濾材および浸漬型濾過カートリッジ | |
| HK40001842B (en) | Filter medium for liquid filter and liquid filter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017508706 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016866188 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15542126 Country of ref document: US |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16866188 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177025307 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |