WO2017122679A1 - 生分解性脂肪族ポリエステル系繊維および製造方法 - Google Patents
生分解性脂肪族ポリエステル系繊維および製造方法 Download PDFInfo
- Publication number
- WO2017122679A1 WO2017122679A1 PCT/JP2017/000633 JP2017000633W WO2017122679A1 WO 2017122679 A1 WO2017122679 A1 WO 2017122679A1 JP 2017000633 W JP2017000633 W JP 2017000633W WO 2017122679 A1 WO2017122679 A1 WO 2017122679A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aliphatic polyester
- take
- polyester fiber
- spinning
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/88—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds
- D01F6/92—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from mixtures of polycondensation products as major constituent with other polymers or low-molecular-weight compounds of polyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/06—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from hydroxycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/05—Alcohols; Metal alcoholates
- C08K5/053—Polyhydroxylic alcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/20—Carboxylic acid amides
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/16—Stretch-spinning methods using rollers, or like mechanical devices, e.g. snubbing pins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
- D01F6/625—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters derived from hydroxy-carboxylic acids, e.g. lactones
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/78—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products
- D01F6/84—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products from copolyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
- D04H3/011—Polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0083—Nucleating agents promoting the crystallisation of the polymer matrix
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/12—Physical properties biodegradable
Definitions
- the present invention relates to a biodegradable aliphatic polyester fiber and a production method.
- biodegradable plastics carbon dioxide produced when burning biodegradable plastics obtained using plant-derived raw materials was originally in the air, and carbon dioxide in the atmosphere increased. do not do. This is called carbon neutral, and it is regarded as important under the Kyoto Protocol that imposes a target value for carbon dioxide reduction, and active use is desired.
- aliphatic polyester-based resins have attracted attention as biodegradable plastics produced by microorganisms using plant-derived raw materials as carbon sources, particularly polyhydroxyalkanoates (hereinafter referred to as PHA).
- PHA resins poly (3-hydroxybutyrate) homopolymer resin, poly (3-hydroxybutyrate-co-3-hydroxyvalerate) copolymer resin, poly (3- 3-hydroxybutyrate-co-3-hydroxyhexanoate) copolymer resin (hereinafter sometimes referred to as P3HB3HH), poly (3-hydroxybutyrate-co-4-hydroxybutyrate) copolymer resin, and poly Lactic acid has attracted attention.
- the PHA-based resin has a low crystallization rate and a glass transition temperature lower than room temperature (about 0 to 4 ° C.), it is necessary to increase the cooling time for solidification after heating and melting in the molding process. There is a bad productivity. In particular, when trying to produce fibers by melt spinning using PHA, the resin is slow to solidify, causing sticking of fibers to each other and sticking to rolls, making it difficult to produce stable fibers, Moreover, the quality of the fiber obtained will also become a low thing.
- a polyester resin containing poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) is obtained by melt spinning at a specific take-up speed.
- a polyester fiber having a specific crystal structure is disclosed (Patent Document 1). With this method, the increase in molecular orientation accompanying elongation deformation on the spinning line causes an increase in the crystallization speed, so that solidification by crystallization is completed by the take-up roll, and winding onto the take-up roll becomes possible at the same time. The physical properties of the resulting fiber are also improved.
- Patent Document 1 has excellent productivity and physical properties of the fiber as long as spinning at a take-up speed of 1,500 m / min to 7,000 m / min can be realized. There is no indication of how to improve workability at the start of production, such as threading until it reaches or the stage of increasing winding speed.
- melt spinning technology of 3-hydroxyalkanoate polymer P3HB3HH is rapidly cooled below the glass transition temperature (Tg) of the resin immediately after being discharged from the melt extruder, Is released from blocking, and then a cold stretching method is disclosed in which partial crystallization is rapidly advanced at a temperature of Tg or higher (Patent Document 2).
- Tg glass transition temperature
- Patent Document 2 a cold stretching method in which partial crystallization is rapidly advanced at a temperature of Tg or higher
- Patent Document 3 a production method for high-speed spinning of hollow cross-section yarns or multi-leaf cross-section yarns of biodegradable aliphatic polyesters with limited melt flow rate values and spinning temperatures is disclosed.
- This production method requires cooling before drawing, and there are restrictions on equipment, and the 3-hydroxyalkanoate polymer has a molecular structure such as a copolymerization ratio, crystallinity, spinnability, and strength of the resulting fiber.
- this document does not disclose or suggest an appropriate copolymerization ratio.
- Patent Document 4 a production method in which a polylactic acid-polyethylene glycol copolymer is melt-spun at 4,000 m / min or more is disclosed (Patent Document 4). If it is the said method, compared with polylactic acid alone, a high-speed spinning property will increase. However, it is considered that the hydrophilic polyethylene glycol block is originally copolymerized with polylactic acid which is easily hydrolyzed, so that it is further easily hydrolyzed, and the water management becomes difficult.
- pentaerythritol is mixed as a crystal nucleating agent for the purpose of improving the crystallization of a polyhydroxyalkanoate that is slowly crystallized (Patent Document 5).
- Patent Document 5 it is disclosed that pentaerythritol is mixed as a crystal nucleating agent for the purpose of improving the crystallization of a polyhydroxyalkanoate that is slowly crystallized.
- An object of the present invention is to improve the spinnability and productivity of a polyester fiber containing polyhydroxyalkanoate and to increase the tensile strength.
- the present inventors have intensively studied to solve such problems, and by adding a specific crystal nucleating agent and a lubricant to the polyhydroxyalkanoate, the crystallization of the polyhydroxyalkanoate is promoted and the suction property is improved.
- the present inventors have found that the spinnability and productivity at a high take-up speed can be improved and the tensile strength can be increased.
- the first of the present invention contains a polyhydroxyalkanoate, a crystal nucleating agent, and a lubricant, the crystal nucleating agent contains pentaerythritol, and the lubricant includes behenic acid amide, stearic acid amide, erucic acid amide, and olein.
- the present invention relates to a biodegradable aliphatic polyester fiber containing at least one selected from the group consisting of acid amides.
- the biodegradable aliphatic polyester fiber wherein the content of the crystal nucleating agent is 0.05 parts by weight or more and 12 parts by weight or less with respect to 100 parts by weight of the polyhydroxyalkanoate.
- the biodegradable aliphatic polyester fiber has a content of the lubricant of more than 0.5 parts by weight and 10 parts by weight or less with respect to 100 parts by weight of the polyhydroxyalkanoate.
- the biodegradable aliphatic polyester fiber wherein the lubricant contains erucamide.
- the polyhydroxyalkanoate is represented by the following general formula (1): [—CHR—CH 2 —CO—O—] (1) (In the formula, R is an alkyl group represented by C n H 2n + 1 , and n is an integer of 1 to 15, inclusive), The said biodegradable aliphatic polyester fiber containing the repeating unit shown by these.
- the polyhydroxyalkanoate is poly (3-hydroxybutyric acid), poly (3-hydroxybutyric acid-co-3-hydroxyvaleric acid), poly (3-hydroxybutyric acid-co-3-hydroxyvaleric acid-co -3-hydroxyhexanoic acid), poly (3-hydroxybutyric acid-co-3-hydroxyhexanoic acid) and poly (3-hydroxybutyric acid-co-4-hydroxybutyric acid)
- the present invention relates to a degradable aliphatic polyester fiber.
- the present invention relates to the biodegradable aliphatic polyester fiber, wherein the polyhydroxyalkanoate is poly (3-hydroxybutyric acid-co-3-hydroxyhexanoic acid).
- the biodegradable aliphatic polyester wherein a monomer ratio of 3-hydroxybutyric acid in the poly (3-hydroxybutyric acid-co-3-hydroxyhexanoic acid) is 99.5 mol% or less and 88.5 mol% or more Related to fiber.
- the polyhydroxyalkanoate is related to the biodegradable aliphatic polyester fiber having a melt flow rate of 0.1 or more and 100 or less measured at 160 ° C. and a load of 5 kg.
- biodegradable aliphatic polyester system obtained by being extruded from a spinning die at a temperature of 130 ° C. or higher and 190 ° C. or lower during spinning and spinning at a take-up speed of 2,000 m / min or more and 7,000 m / min or less.
- fiber obtained by being extruded from a spinning die at a temperature of 130 ° C. or higher and 190 ° C. or lower during spinning and spinning at a take-up speed of 2,000 m / min or more and 7,000 m / min or less.
- the present invention relates to the biodegradable aliphatic polyester fiber obtained by drawing and spinning by being drawn on a second take-up roll at a take-up speed of 7,000 m / min or less.
- a second aspect of the present invention is a nonwoven fabric made of the biodegradable aliphatic polyester fiber obtained by being extruded from a spinning die at a temperature of 130 ° C. or higher and 190 ° C. or lower during spinning and air-drawn by an air ejector. About.
- the third aspect of the present invention is the biodegradable aliphatic polyester which is extruded from a spinning die at a temperature of 130 ° C. or higher and 190 ° C. or lower during spinning and is spun at a take-up speed of 2,000 m / min or higher and 7,000 m / min or lower.
- the present invention relates to a method for producing a fiber.
- the present invention relates to a method for producing the biodegradable aliphatic polyester fiber, which is drawn and drawn by a second take-up roll at a take-up speed of 7,000 m / min or less.
- the present invention relates to a method for producing a non-woven fabric made of the biodegradable aliphatic polyester fiber, which is extruded from a spinning die at a temperature of 130 ° C. or higher and 190 ° C. or lower during spinning and is air-drawn by an air ejector.
- the crystallization speed of polyhydroxyalkanoate can be improved, the suction property can be improved, the fiber spinnability and productivity can be improved, and the tensile strength can be increased.
- the biodegradable aliphatic polyester fiber of the present invention contains polyhydroxyalkanoate, a crystal nucleating agent, and a lubricant.
- the fiber means, for example, a fiber having a thickness of 0.1 ⁇ m or more and 500 ⁇ m or less and a length of 1,000 ⁇ m or more and a weight per fiber length of 10,000 g of 1 g or more and 2,000 g or less.
- Biodegradability refers to the property of being degraded by the action of microorganisms.
- the polyhydroxyalkanoate is at least one selected from microbially produced PHA produced from microorganisms.
- a PHA obtained by chemical synthesis in addition to a microorganism-produced PHA produced from a microorganism.
- Microorganism-produced PHA has only a D-form (R-form) as a structural unit (monomer structural unit) and has optical activity, whereas PHA obtained by chemical synthesis has D-form (R-form) and L-form.
- Structural units (monomer structural units) derived from (S-form) are bonded at random, and are optically inactive.
- the microorganism that produces the microorganism-produced PHA is not particularly limited as long as it is a microorganism capable of producing PHAs.
- PHA poly (3-hydroxybutyrate)
- PHB poly (3-hydroxybutyrate)
- Bacillus megaterium discovered in 1925 was first, and other Capriavidus necator (formerly) Classification: Natural microorganisms such as Alkaligenes eutrophus (Alcaligenes eutrophus, Ralstonia eutropha), Alkalinenes latus (Alcaligenes latus) are known, and PHB accumulates in the cells in these microorganisms.
- Examples of the copolymer-producing bacterium of hydroxybutyrate and other hydroxyalkanoates include poly (3-hydroxybutyrate-co-3-hydroxyvalerate) (hereinafter, abbreviated as “PHBV”) and poly. (3-hydroxybutyrate-co-3-hydroxyhexanoate) (hereinafter abbreviated as P3HB3HH) producing bacteria Aeromonas caviae, poly (3-hydroxybutyrate-co-4-hydroxy) Butyrate) producing bacteria such as Alcaligenes eutrophus is known.
- PHBV poly (3-hydroxybutyrate-co-3-hydroxyvalerate)
- P3HB3HH (3-hydroxybutyrate-co-3-hydroxyhexanoate) producing bacteria Aeromonas caviae
- poly (3-hydroxybutyrate-co-4-hydroxy) Butyrate) producing bacteria such as Alcaligenes eutrophus
- P3HB3HH in order to increase the productivity of P3HB3HH, Alkaligenes eutrophus AC32 strain (Alcaligenes eutrophus AC32, FERM BP-6038) (T. Fukui, Y. Doi, J. Bator, in which genes of the PHA synthase group were introduced. , 179, p4821-4830 (1997)) and the like, and P3HB3HH can be accumulated in the cells by culturing these microorganisms under appropriate conditions.
- genetically modified microorganisms introduced with various PHA synthesis-related genes may be used in accordance with the PHA to be produced, or the culture conditions including the type of substrate may be optimized.
- the molecular weight of the polyhydroxyalkanoate is not particularly limited as long as it has substantially sufficient physical properties for the intended use. If the molecular weight is too low, the strength of the obtained molded product tends to decrease. Conversely, when too high, workability will fall and it will become difficult to shape. Considering these, the range of the weight average molecular weight of the polyhydroxyalkanoate is preferably 50,000 or more and 3,000,000 or less, more preferably 100,000 or more and 1,500,000 or less.
- the weight average molecular weight refers to that measured from polystyrene-converted molecular weight distribution using gel permeation chromatography (GPC) using chloroform eluent. As a column in the GPC, a column suitable for measuring the molecular weight may be used.
- the melt flow rate of the polyhydroxyalkanoate measured at 160 ° C. under a load of 5 kg is preferably from 0.1 to 100, more preferably from 1 to 50, and even more preferably from 10 to 40. .
- the melt flow rate can be measured by a method according to JIS K 7210.
- polyhydroxyalkanoate examples include PHB [poly (3-hydroxybutyrate), poly (3-hydroxybutyrate)], P3HB3HH [poly (3-hydroxybutyrate-co-3-hydroxyhexanoate), poly (3-hydroxybutyric acid-co-3-hydroxyhexanoic acid)], PHBV [poly (3-hydroxybutyrate-co-3-hydroxyvalerate), poly (3-hydroxybutyric acid-co-3-hydroxyvaleric acid) ], P3HB4HB [poly (3-hydroxybutyrate-co-4-hydroxybutyrate), poly (3-hydroxybutyric acid-co-4-hydroxybutyric acid)], poly (3-hydroxybutyric acid-co-3-hydroxybutyrate) Herbic acid-co-3-hydroxyhexanoic acid), poly (3-hydroxybutyrate-co-3-hydroxyoctane) Noeto), poly (3-hydroxybutyrate - co-3-hydroxy octadecanoate) and the like.
- PHB HB
- P3HB3HH PHBV
- P3HB4HB HB4HB
- P3HB3HH is preferable because the crystallization promoting effect due to the addition of the nucleating agent is remarkable.
- the average composition ratio of repeating units of polyhydroxyalkanoate is such that the composition ratio of poly (3-hydroxybutyrate) is 80 mol% or more and 99.5 mol% or less from the viewpoint of the balance between flexibility and strength of the obtained fiber. Preferably, it is 85 mol% or more and 99.5 mol% or less, and more preferably 85 mol% or more and 97 mol% or less. If the composition ratio of poly (3-hydroxybutyrate) is less than 80 mol%, the rigidity tends to be insufficient, and if it exceeds 99.5 mol%, the flexibility tends to be insufficient.
- the polyhydroxyalkanoate used in the present invention may be used alone or as a mixture of at least two kinds.
- the composition of poly (3-hydroxybutyrate) A mixture of at least two types having different ratios may be used.
- the average composition ratio of the repeating units of the polyhydroxyalkanoate is the monomer ratio of 3-hydroxybutyric acid in poly (3-hydroxybutyric acid-co-3-hydroxyhexanoic acid). It is preferably 99.5 mol% or less and 85.0 mol% or more, and more preferably 95 mol% or less and 88.5 mol% or more.
- the monomer ratio of 3-hydroxybutyric acid is 99.5 mol% or less and 85.0 mol% or more, the resulting fiber is excellent in flexibility and mechanical strength.
- the crystal nucleating agent used in the present invention contains pentaerythritol.
- Pentaerythritol is effective in improving the crystallization rate of biodegradable resins and has excellent compatibility and affinity with biodegradable resins, so the resulting polyester fiber has high tensile strength and excellent suction properties in the manufacturing process. Excellent spinnability and productivity.
- the crystal nucleating agent may be pentaerythritol alone or may contain a crystal nucleating agent other than pentaerythritol.
- crystal nucleating agents other than pentaerythritol include inorganic substances such as boron nitride, titanium oxide, talc, layered silicate, calcium carbonate, sodium chloride, and metal phosphate; erythritol, galactitol, mannitol, and arabitol.
- Sugar alcohol compounds derived from natural products polyvinyl alcohol, chitin, chitosan, polyethylene oxide, aliphatic carboxylic acid amides, aliphatic carboxylates, aliphatic alcohols, aliphatic carboxylic acid esters, dimethyl adipate, dibutyl adipate, diisodecyl adipate and dibutyl Dicarboxylic acid derivatives such as sebacate; cyclic compounds having a functional group C ⁇ O such as indigo, quinacridone and quinacridone magenta and a functional group selected from NH, S and O in the molecule; bisbenzili Sorbitol derivatives such as sorbitol and bis (p-methylbenzylidene) sorbitol; compounds containing nitrogen-containing heteroaromatic nuclei such as pyridine, triazine and imidazole; phosphate compounds, higher fatty acid bisamides and higher fatty acid metals Examples thereof include salts; branche
- the pentaerythritol used in the present invention is not particularly limited as long as it is generally available, and reagent products or industrial products can be used.
- reagent products include Wako Pure Chemical Industries, Ltd., Sigma-Aldrich, Tokyo Kasei Kogyo, and Merck.
- reagent products include Wako Pure Chemical Industries, Ltd., Sigma-Aldrich, Tokyo Kasei Kogyo, and Merck.
- Guangei Chemical Co., Ltd. trade name: Penalit
- products such as Toyo Chemicals Co., Ltd. can be mentioned, but are not limited to these.
- oligomers such as dipentaerythritol and tripentaerythritol produced by dehydration condensation of pentaerythritol as impurities.
- the oligomer has no effect on crystallization of polyhydroxyalkanoate, but does not inhibit the crystallization effect of pentaerythritol. Therefore, the oligomer may be included.
- the content of the crystal nucleating agent (for example, the content of pentaerythritol) is not particularly limited as long as crystallization of the polyhydroxyalkanoate can be promoted, but 0.05 parts by weight or more and 12 parts by weight with respect to 100 parts by weight of the polyhydroxyalkanoate.
- the amount is preferably not more than parts by weight, more preferably not less than 0.1 parts by weight and not more than 10 parts by weight, and still more preferably not less than 0.5 parts by weight and not more than 8 parts by weight. If the content of the crystal nucleating agent is too small, the effect as a crystal nucleating agent may not be obtained. If the content of the crystal nucleating agent is too large, the effect of improving the crystallization speed is reduced, and the viscosity during processing is reduced. In some cases, the fiber properties may be degraded.
- the lubricant used in the present invention contains at least one selected from the group consisting of behenic acid amide, stearic acid amide, erucic acid amide, and oleic acid amide.
- the obtained fiber has slipperiness, particularly external slipperiness.
- behenic acid amide, stearic acid amide, erucic acid amide and oleic acid amide have an advantage that they are easily available.
- behenic acid amide stearic acid amide, erucic acid amide and oleic acid amide
- the lubricant may be behenamide, stearamide, erucic acid amide, oleic acid amide, or a combination of two or more of these, other than behenic acid amide, stearic acid amide, erucic acid amide and oleic acid amide.
- a lubricant may be contained.
- alkylene fatty acid amides such as methylene bis stearamide and ethylene bis stearamide
- glycerin mono fatty acid esters such as polyethylene wax, oxidized polyester wax, glycerol monostearate, glycerol monobehenate and glycerol monolaurate
- succinic acid saturated Organic acid monoglycerides such as fatty acid monoglycerides
- sorbitan fatty acid esters such as sorbitan behenate, sorbitan stearate and sorbitan laurate
- polyglycerol fatty acid esters such as decaglycerol laurate
- higher alcohols such as stearyl stearate
- Le fatty esters include, but are not limited to.
- the content of the lubricant is not particularly limited as long as lubricity can be imparted, but with respect to 100 parts by weight of polyhydroxyalkanoate , Preferably 0.01 parts by weight or more and 20 parts by weight or less, more preferably 0.05 parts by weight or more and 10 parts by weight or less, and more preferably 0.5 parts by weight or more and 10 parts by weight or less. More preferably, it is more than 0.5 parts by weight and 5 parts by weight or less, and most preferably 0.7 parts by weight or more and 4 parts by weight or less. If the content of the lubricant is too small, the effect may not be exhibited, and if the content of the lubricant is too large, bleeding may occur on the fiber surface and the feel of the fiber may be impaired.
- the content of erucic acid amide is preferably 0.2 to 4 parts by weight, more preferably 0.5 to 3 parts by weight, still more preferably 0.8 to 2 parts by weight with respect to 100 parts by weight of polyhydroxyalkanoate. is there.
- the biodegradable polyester fiber of the present invention includes a plasticizer, an inorganic filler, an antioxidant and a polyhydroxyalkanoate, a crystal nucleating agent, and a lubricant, as long as the characteristics of the resulting biodegradable polyester fiber are not impaired.
- UV absorbers colorants such as dyes and pigments; or other components such as antistatic agents.
- the plasticizer is not particularly limited.
- modified glycerin compounds such as glycerin diacetomonolaurate, glycerin diacetomonocaprylate, glycerin diacetomonodecanoate; adipic acid such as diethylhexyl adipate, dioctyl adipate, diisononyl adipate Ester compounds; Polyether ester compounds such as polyethylene glycol dibenzoate, polyethylene glycol dicaprylate, polyethylene glycol diisostearate; benzoate compounds; epoxidized soybean oil; epoxidized fatty acid 2-ethylhexyl; sebacic acid system Examples include monoesters. These may be used alone or in combination of two or more.
- a modified glycerin compound and a polyether ester compound are preferable from the viewpoint of easy availability and high effect.
- the inorganic filler is not particularly limited, and examples thereof include clay, synthetic silicon, carbon black, barium sulfate, mica, glass fiber, whisker, carbon fiber, magnesium carbonate, glass powder, metal powder, kaolin, graphite, and molybdenum disulfide. And zinc oxide. One or more of these can be contained.
- the content of the inorganic filler is not particularly limited as long as the effects of the present invention can be exhibited. However, for example, 0.1 part by weight or less and 50 parts by weight or less with respect to 100 parts by weight of polyhydroxyalkanoate It is preferable that
- the method for obtaining the biodegradable polyester fiber of the present invention can employ a generally used melt spinning method, and is not particularly limited. For example, using a melt extruder or the like, After melting a composition containing a crystal nucleating agent and a lubricant and extruding from a spinning nozzle, i) high-speed melt spinning that is drawn while being drawn by a high-speed take-up roll, or ii) after being drawn by a first take-up roll A high-speed in-line drawn spinning that is continuously drawn after being wound by a second take-up roll, and if necessary, a third take-up roll by means of a plurality of take-up rolls taken at a higher speed; A spunbond method for spraying onto a belt and obtaining a nonwoven fabric can be used.
- the melt extruder may be a general apparatus as long as the molecular weight and melt viscosity of the polyhydroxyalkanoate to be used can be appropriately maintained, and a compression extrusion apparatus in which the molten part is kept at a constant temperature and continuous supply are possible. Either of the screw type extruders may be used.
- a compression extrusion apparatus is suitable for a small amount of investigation of melt extrusion, and a screw type extrusion apparatus is suitable for industrial production.
- the temperature just below the nozzle of the extrusion apparatus is not particularly limited, but it is preferable to fiberize at a glass transition temperature of polyhydroxyalkanoate to 70 ° C. Since waste of energy consumption and facilities can be reduced, it is more preferable to fiberize at a glass transition temperature or higher and 60 ° C. or lower.
- the melt spinning temperature of the biodegradable polyester fiber of the present invention is preferably 130 ° C. or higher and 190 ° C. or lower, more preferably 150 ° C. or higher and 190 ° C. or lower. If the melt spinning temperature is lower than 130 ° C., the spinning becomes unstable because there are components that are not completely melted. If the temperature is higher than 190 ° C., thermal decomposition of the resin is likely to occur, so that spinning is not stable, and physical properties of the resulting fiber may be impaired.
- the melt spinning temperature can also be referred to as the temperature of the resin when extruded from the spinning die.
- the composition containing the polyhydroxyalkanoate, the crystal nucleating agent and the lubricant is melted, and the opening area of the spinning die is 0.03 mm when it is pushed out from the spinning die while keeping the discharge rate constant by adjusting the flow rate. is preferably 2 or more 3.5 mm 2 or less. If it is less than 0.03 mm 2, easily broken during spinning, when it exceeds 3.5 mm 2, the fibers extended chain that time is now molded in longer solidification to become thicker will be relaxed, processed There is a case where the property and strength are not improved.
- the final required fiber diameter and spinning speed at the time of production can be arbitrarily selected, but the resin residence time inside the spinning machine is small in order to reduce the influence of polymer decomposition due to heat during extrusion. 30 minutes or less, and more preferably 15 minutes or less.
- the take-up speed in the high-speed melt spinning is preferably 2,000 m / min or more and 7,000 m. / Min or less, more preferably 2,500 m / min or more and 7,000 m / min or less.
- the take-off speed is lower than 2,000 m / min, particularly when P3HB3HH is used as PHA, oriented crystals of P3HB3HH are not sufficiently formed, self-elongation and the like may occur, and production may become unstable.
- the physical properties of the fiber may be low. There is no particular upper limit to the take-up speed, but if it is greater than 7,000 m / min, the strength of the resulting fiber will not change, so there is no need to increase it above 7,000 m / min.
- the take-up speed at the first take-up roll in high-speed in-line draw spinning is 300 m / min to 4,000 m / min
- the take-up speed at the second take-up roll is It is preferable that the take-up speed of the first take-up roll is 600 m / min or more and 7,000 m / min or less, and the take-up speed is slower than the take-up speed of the second take-up roll.
- the take-up speed of the second take-up roll When the take-up speed of the second take-up roll is slow, self-elongation or the like may occur, production may become unstable, and the physical properties of the resulting fiber may be low. There is no particular upper limit to the take-up speed, but if it is greater than 7,000 m / min, the strength of the resulting fiber will not change, so there is no need to increase it above 7,000 m / min.
- the biodegradable polyester fiber can be formed into a non-woven fabric by a spunbond method or the like that is stretched by an air ejector and sprayed on a take-up roll or a belt to obtain a non-woven fabric.
- a method for processing into a non-woven fabric a general method can be adopted, and examples thereof include a spunbond method, a melt blown method, an airlaid method, and the like.
- the air stretching speed by the air ejector is preferably 700 m / min to 7,000 m / min, more preferably 800 m / min to 7,000 m / min. Is less than a minute.
- the air stretching speed is slower than 700 m / min, the prepared nonwoven fabric may shrink during cooling, and a homogeneous and good nonwoven fabric may not be obtained.
- the air drawing speed refers to the speed of the fiber that passes through the air ejector.
- the biodegradable polyester fiber of the present invention constitutes various shapes in addition to yarn and non-woven fabric, and in the same manner as known fibers, agriculture, fishery, forestry, clothing, non-clothing fiber products (for example, curtains, carpets, , Etc.), sanitary goods, horticulture, automobile parts, building materials, medical care, food industry, and other fields.
- Production Example 1 Production of P3HB3HH KNK-005 strain (see US Pat. No. 7,384,766) was used for culture production.
- the composition of the seed medium is 1 w / v% Meat-extract, 1 w / v% Bacto-Triptone, 0.2 w / v% Yeast-extract, 0.9 w / v% Na 2 HPO 4 ⁇ 12H 2 O, 0.15 w / V% KH 2 PO 4 (pH 6.8).
- the composition of the preculture medium is 1.1 w / v% Na 2 HPO 4 ⁇ 12H 2 O, 0.19 w / v% KH 2 PO 4 , 1.29 w / v% (NH 4 ) 2 SO 4 , 0.1 w / v% MgSO 4 .7H 2 O, 0.5 v / v% trace metal salt solution (1.6 W / v% FeCl 3 .6H 2 O in 0.1 N hydrochloric acid, 1 w / v% CaCl 2 .2H 2 O, 0.02 w / V% CoCl 2 .6H 2 O, 0.016 w / v% CuSO 4 .5H 2 O, 0.012 w / v% NiCl 2 .6H 2 O.
- palm oil was added at a concentration of 10 g / L.
- composition of P3HB3HH production medium 0.385w / v% Na 2 HPO 4 ⁇ 12H 2 O, 0.067w / v% KH 2 PO 4, 0.291w / v% (NH 4) 2 SO 4, 0.1w / v% MgSO 4 .7H 2 O, 0.5 v / v% trace metal salt solution (1.6 w / v% FeCl 3 .6H 2 O in 0.1 N hydrochloric acid, 1 w / v% CaCl 2 .2H 2 O, 0 0.02 w / v% CoCl 2 ⁇ 6H 2 O, 0.016 w / v% CuSO 4 ⁇ 5H 2 O, 0.012 w / v% NiCl 2 ⁇ 6H 2 O dissolved in a glass), 0.05 w / v% BIOSPUREX 200K (antifoaming agent: manufactured by Cognis Japan) was used.
- a glycerol stock (50 ⁇ l) of the KNK-005 strain was inoculated into a seed medium (10 ml) and cultured for 24 hours to perform seed culture.
- 1.0 v / v% of the seed mother culture solution was inoculated into a 3 L jar fermenter (MDL-300 type, manufactured by Maruhishi Bioengine) containing 1.8 L of a preculture medium.
- the operating conditions were a culture temperature of 33 ° C., a stirring speed of 500 rpm, an aeration rate of 1.8 L / min, and the culture was performed for 28 hours while controlling the pH between 6.7 and 6.8.
- a 14% aqueous ammonium hydroxide solution was used for pH control.
- 1.0 V / v% of the preculture solution was inoculated into a 10 L jar fermenter (MDS-1000, manufactured by Maruhishi Bioengine) containing 6 L of production medium.
- the operating conditions were a culture temperature of 28 ° C., a stirring speed of 400 rpm, an aeration rate of 6.0 L / min, and a pH controlled between 6.7 and 6.8.
- a 14% aqueous ammonium hydroxide solution was used for pH control. Palm oil was used as the carbon source.
- Culturing was performed for 64 hours, and after completion of the cultivation, the cells were collected by centrifugation, washed with methanol, freeze-dried, and the weight of the dried cells was measured.
- the 3HB and 3HH composition analysis of the obtained P3HB3HH was measured by gas chromatography as follows. To 20 mg of dry P3HB3HH, 2 ml of a sulfuric acid-methanol mixture (15:85) and 2 ml of chloroform were added and sealed, and heated at 100 ° C. for 140 minutes to obtain a methyl ester of a P3HB3HH decomposition product. After cooling, 1.5 g of sodium bicarbonate was added little by little to neutralize it, and the mixture was allowed to stand until the generation of carbon dioxide gas stopped.
- the mixture was centrifuged and the monomer unit composition of the polyester degradation product in the supernatant was analyzed by capillary gas chromatography.
- the gas chromatograph used was Shimadzu Corporation GC-17A, and the capillary column used was GL Science NEUTRA BOND-1 (column length 25 m, column inner diameter 0.25 mm, liquid film thickness 0.4 ⁇ m). He was used as the carrier gas, the column inlet pressure was set to 100 kPa, and 1 ⁇ l of the sample was injected. The temperature was raised from the initial temperature of 100 ° C. to 200 ° C. at a rate of 8 ° C./min, and further from 200 ° C.
- polyhydroxyalkanoate A1 has a monomer ratio of 3-hydroxyhexanoate (3HH) of 5.4 mol% and a monomer ratio of 3-hydroxybutyrate (3HB) of 94.6 mol. % P3HB3HH.
- the weight average molecular weight Mw measured by GPC was 350,000, and melting
- Polyhydroxyalkanoate A2 P3HB3HH was obtained in the same manner as in Production Example 1, except that KNK-631 strain (see International Publication No. 2009/145164) and palm kernel oil were used as the carbon source.
- the polyhydroxyalkanoate A2 was P3HB3HH having a monomer ratio of 3-hydroxyhexanoate (3HH) of 11.4 mol% and a monomer ratio of 3-hydroxybutyrate (3HB) of 88.6 mol%.
- the weight average molecular weight Mw measured by GPC was 330,000, and melting
- TEM26SS twin-screw extruder
- Examples 1 to 12 Pellets obtained at the composition ratios shown in Formulation Examples 1 to 12 were melted with a single screw extruder having a screw diameter of 20 mm, the flow rate was adjusted with a gear pump, the melt spinning temperature was 160 ° C., and the opening area was 0.2 mm 2.
- Table 2 shows manufacturing conditions such as which blending example was used and the take-up speed.
- the suction property was evaluated by visual observation of the state of being taken up by a suction gun in order to wind the yarn discharged from the four spinning holes of the dice around the take-up roll during the production of the polyester fibers of each Example and Comparative Example.
- A The fiber does not stick to the suction gun, and the fiber can be taken up.
- ⁇ The fiber may stick to the suction gun in the initial stage, but when the take-up is stable, it does not stick and the fiber can be taken up.
- X The fiber adheres to the suction gun and / or the fiber breaks.
- the obtained fiber was measured for tensile strength under the following conditions using a tensile measuring device Autograph AG-I manufactured by Shimadzu Corporation. That is, the polyester fiber obtained by each Example and the comparative example was made into the sample, the initial length of each sample was 20 mm, and it measured at the speed
- first roll take-up speed After taking up with the take-up roll (first roll take-up speed), continuously with the second take-up roll at 50 ° C., and similarly with the take-up speed (second roll take-up speed) described in Table 3, A polyester fiber was obtained.
- the residence time of the resin inside the spinning machine at this time was 14 minutes.
- Table 3 shows manufacturing conditions such as which blending example was used and the take-up speed.
- polyester fibers were evaluated as follows. The results are shown in Table 3.
- the obtained fiber was measured for tensile strength under the following conditions using a tensile measuring device Autograph AG-I manufactured by Shimadzu Corporation. That is, the polyester fiber obtained by each Example and the comparative example was made into the sample, the initial length of each sample was 20 mm, and it measured at the speed
- Example 20 Comparative Examples 12 and 13>
- the resulting pellet in each Formulation Example were melted in single screw extruder having a screw diameter of 20 mm, to adjust the flow rate gear pump, at a melt spinning temperature 160 ° C., the opening area is closed four spinning holes of 0.2 mm 2 Extruding resin from the spinning die at an ambient temperature of 25 ° C. at a discharge rate of 2.5 g / min / hole, stretching the air with a 0.8 mm diameter air ejector, spraying it onto a plain weave wire mesh, and manually moving the wire mesh By making it, the nonwoven fabric was obtained.
- Table 4 shows manufacturing conditions such as which blending example was used and the air stretching speed.
- the biodegradable polyester fiber of the present invention has good spinnability and productivity and high tensile strength.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Textile Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Biological Depolymerization Polymers (AREA)
- Artificial Filaments (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
[-CHR-CH2-CO-O-] (1)
(式中、RはCnH2n+1で表されるアルキル基で、nは1以上15以下の整数である。)、
で示される繰り返し単位を含む、前記生分解性脂肪族ポリエステル系繊維に関する。
ポリヒドロキシアルカノエートは、微生物から生産される微生物産生PHAから選択される1種以上である。
本発明で用いられる結晶核剤は、ペンタエリスリトールを含有するものである。ペンタエリスリトールは、生分解性樹脂の結晶化速度の改善効果や生分解性樹脂との相溶性及び親和性に優れるため、得られるポリエステル繊維は引張強度が高く、その製造工程においてもサクション性に優れ、紡糸性および生産性に優れる。
本発明で用いられる滑剤は、ベヘン酸アミド、ステアリン酸アミド、エルカ酸アミド及びオレイン酸アミドからなる群より選択される少なくとも1種を含有する。これにより、得られる繊維は、滑性、特に外部滑性を備える。また、ベヘン酸アミド、ステアリン酸アミド、エルカ酸アミド及びオレイン酸アミドは、入手しやすいという利点もある。
本発明の生分解性ポリエステル系繊維は、ポリヒドロキシアルカノエートと結晶核剤と滑剤の他、得られる生分解性ポリエステル系繊維の特徴を損なわない程度で、可塑剤;無機充填剤;酸化防止剤;紫外線吸収剤;染料及び顔料などの着色剤;または帯電防止剤などの他の成分を含有してもよい。
本発明の生分解性ポリエステル系繊維を得る方法は、一般的に用いられる溶融紡糸方法を採用することができ、特に制限はないが、例えば、溶融押出機などを用いて、ポリヒドロキシアルカノエートと結晶核剤と滑剤とを含有する組成物を溶融し、紡糸ノズルから押出した後、i)高速の引き取りロールにより延伸しながら引き取る高速溶融紡糸や、ii)第一の引き取りロールにて引き取った後に、より高速で引き取る複数の引き取りロールによって第二、さらには必要に応じ、第三の引き取りロールによって巻き取った後に連続的に延伸する高速インライン延伸紡糸、iii)空気エジェクタにより空気延伸し、引き取りロールやベルトに吹き付け、不織布を得るスパンボンド法などが使用できる。
培養生産にはKNK-005株(米国特許US7384766参照)を用いた。
KNK-631株(国際公開第2009/145164参照)および炭素源としてパーム核油を用いた以外は、製造例1と同様の方法でポリヒドロキシアルカノエートA2であるP3HB3HHを得た。ポリヒドロキシアルカノエートA2は、3-ヒドロキシヘキサノエート(3HH)のモノマー比率が11.4モル%、3-ヒドロキシブチレート(3HB)のモノマー比率が88.6モル%のP3HB3HHであった。GPCで測定した重量平均分子量Mwは33万であり、融点は131℃であった。
製造例1、2で得られたP3HB3HH(100重量部)及びその他の成分を表1に示す組成比でドライブレンドし、東芝機械社製の2軸押出機(TEM26SS)を用いて130~160℃で溶融混錬してペレット化した。

配合例1~12に示す組成比にて得られたペレットを、スクリュー径20mmの1軸押出機で溶融し、ギアポンプで流量を調整し、溶融紡糸温度160℃で、開口面積が0.2mm2の紡糸孔を4個有する紡糸ダイスから雰囲気温度25℃に1孔あたりの樹脂の吐出量=2.5g/min/holeで押し出し、25℃の巻き取りロールを介して、表2の各実施例および比較例に記載の引き取り速度で引き取り、ポリエステル系繊維を得た。なお、この時の紡糸機内部での樹脂の滞在時間は14分であった。また、いずれの配合例によるペレットを用いたか、および引き取り速度等の製造条件は表2に示す。

サクション性は、各実施例および比較例のポリエステル系繊維の製造時に、ダイスの4個の紡糸孔から吐出された糸を引き取りロールに巻くために、サクションガンで引き取った状態を目視評価した。
◎:繊維がサクションガンに張り付かず、繊維が引き取れる。
○:初期に繊維がサクションガンに張り付くことがあるが、引取りが安定すると張り付かず、繊維が引き取れる。
△:初期は繊維が引き取れるが、10秒以内にサクションガンに固着するか、繊維が断線する。
×:繊維がサクションガンに固着する、および/または、繊維が断線する。
得られた繊維は、島津社の引張測定装置オートグラフAG-Iを用いて、以下の条件で引張強度を測定した。すなわち、各実施例および比較例により得られたポリエステル系繊維をサンプルとして、各サンプルの初期長を20mmとし、定格容量5Nのロードセルを用い、20mm/minの速度で測定した。
各配合例で得られたペレットを、スクリュー径20mmの1軸押出機で溶融し、ギアポンプで流量を調整し、溶融紡糸温度160℃で、開口面積が0.2mm2の紡糸孔を3個有する紡糸ダイスから雰囲気温度25℃に対して、1孔あたりの樹脂の吐出量=3.3g/min/holeで押し出し、各実施例および比較例について表3に記載の速度で50℃の第一の引き取りロール(第一ロール引取り速度)で引取った後、連続して、50℃の第二の引き取りロールで、同様に表3に記載の引き取り速度(第二ロール引取り速度)で引き取り、ポリエステル系繊維を得た。なお、この時の紡糸機内部での樹脂の滞在時間は14分であった。また、いずれの配合例によるペレットを用いたか、および引き取り速度等の製造条件は表3に示す。
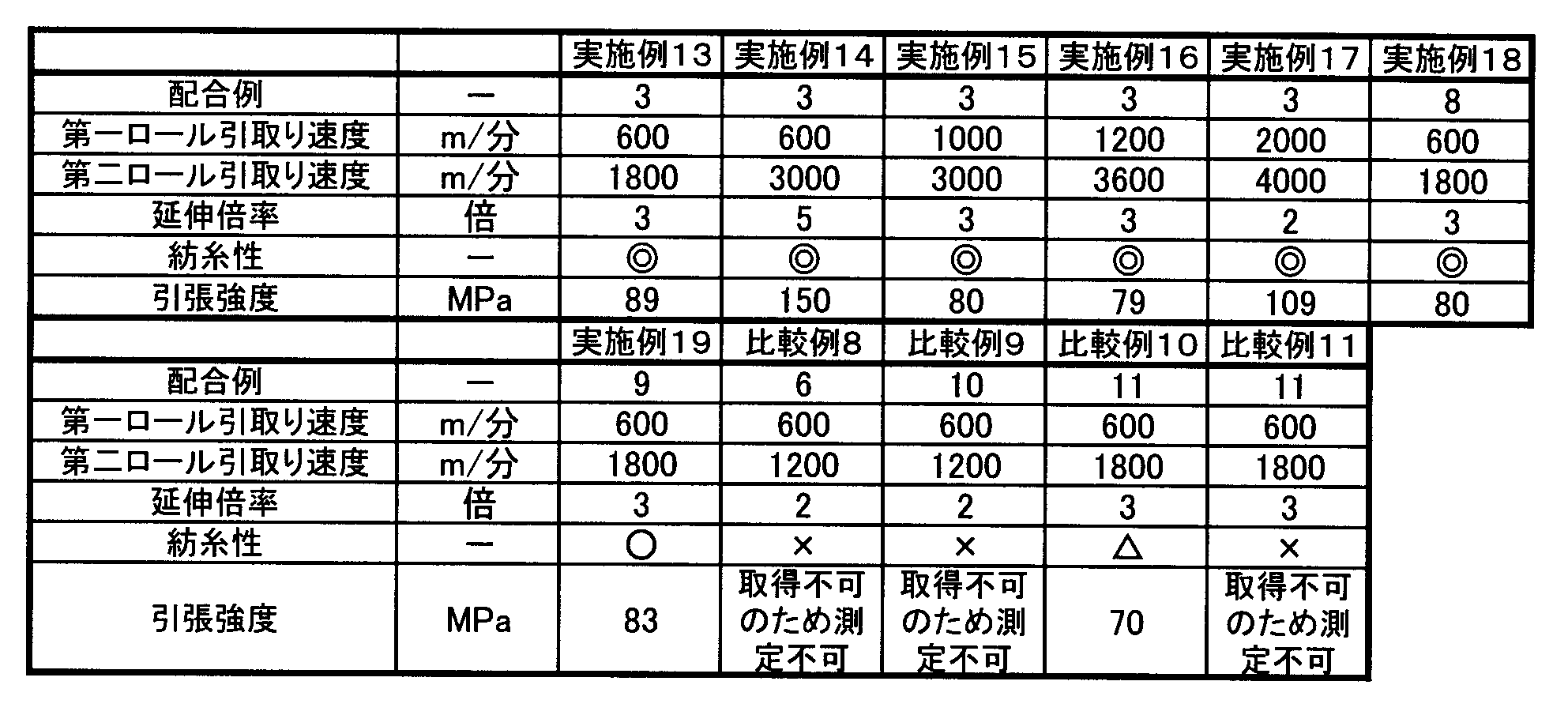
延伸倍率は、以下の式から計算される。
延伸倍率=第二の引き取りロールの引き取り速度/第一の引き取りロールの引き取り速度
紡糸性は、各実施例および比較例のポリエステル系繊維の製造時に、紡糸中のポリエステル系繊維の状態を目視評価した。
◎:繊維がロールに張り付かず、かつ個々の繊維が互着せずに1本1本分離できる。
○:繊維がロールに張り付かず、かつ個々の繊維に部分的に互着が見られるが、ほぐせば1本1本分離できる。
△:繊維がロールに貼り付かないが、個々の繊維に部分的な互着が見られ、互着部分が分離できない。
×:繊維がロールに固着する、および/または、引取れないため、取得不可である。
得られた繊維は、島津社の引張測定装置オートグラフAG-Iを用いて、以下の条件で引張強度を測定した。すなわち、各実施例および比較例により得られたポリエステル系繊維をサンプルとして、各サンプルの初期長を20mmとし、定格容量5Nのロードセルを用い、20mm/minの速度で測定した。結果は表3に示した。
各配合例で得られたペレットを、スクリュー径20mmの1軸押出機で溶融し、ギアポンプで流量を調整し、溶融紡糸温度160℃で、開口面積が0.2mm2の紡糸孔を4個有する紡糸ダイスから雰囲気温度25℃に1孔あたりの樹脂の吐出量=2.5g/min/holeで押し出し、0.8mm径空気エジェクタにて空気延伸し、平織り金網に吹きつけ、金網を手動で移動させることにより、不織布を得た。なお、いずれの配合例によるペレットを用いたか、および空気延伸速度等の製造条件は表4に示す。
得られた不織布の外観を観察し、成形性を目視で評価した。結果は表4に示した。
○:金網に繊維が均質に広がり、繊維同士が融着して、収縮が見られない。
△:金網に繊維が均質に広がるが、冷却に伴って、収縮する。
×:金網に繊維が均質に広がらず、冷却に伴って、収縮し、塊状になる。

Claims (15)
- ポリヒドロキシアルカノエートと結晶核剤と滑剤とを含有し、
前記結晶核剤がペンタエリスリトールを含有し、
前記滑剤が、ベヘン酸アミド、ステアリン酸アミド、エルカ酸アミド及びオレイン酸アミドからなる群より選択される少なくとも1種を含有する、生分解性脂肪族ポリエステル系繊維。 - 前記結晶核剤の含有量が、前記ポリヒドロキシアルカノエート100重量部に対して、0.05重量部以上12重量部以下である、請求項1に記載の生分解性脂肪族ポリエステル系繊維。
- 前記滑剤の含有量が、前記ポリヒドロキシアルカノエート100重量部に対して、0.5重量部を超え10重量部以下である、請求項1または2に記載の生分解性脂肪族ポリエステル系繊維。
- 前記滑剤がエルカ酸アミドを含有する、請求項1~3の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。
- 前記ポリヒドロキシアルカノエートが、下記一般式(1)
[-CHR-CH2-CO-O-] (1)
(式中、RはCnH2n+1で表されるアルキル基で、nは1以上15以下の整数である。)、
で示される繰り返し単位を含む、請求項1~4の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。 - 前記ポリヒドロキシアルカノエートが、ポリ(3-ヒドロキシ酪酸)、ポリ(3-ヒドロキシ酪酸-コ-3-ヒドロキシ吉草酸)、ポリ(3-ヒドロキシ酪酸-コ-3-ヒドロキシ吉草酸-コ-3-ヒドロキシヘキサン酸)、ポリ(3-ヒドロキシ酪酸-コ-3-ヒドロキシヘキサン酸)及びポリ(3-ヒドロキシ酪酸-コ-4-ヒドロキシ酪酸)から選択される1種以上である、請求項1~5の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。
- 前記ポリヒドロキシアルカノエートが、ポリ(3-ヒドロキシ酪酸-コ-3-ヒドロキシヘキサン酸)である、請求項1~6の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。
- 前記ポリ(3-ヒドロキシ酪酸-コ-3-ヒドロキシヘキサン酸)における3-ヒドロキシ酪酸のモノマー比率が99.5モル%以下85.0モル%以上である、請求項7に記載の生分解性脂肪族ポリエステル系繊維。
- 前記ポリヒドロキシアルカノエートの160℃、5kg荷重で測定したメルトフローレートが0.1以上100以下である、請求項1~8の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。
- 紡糸時に130℃以上190℃以下の温度で紡糸ダイスから押出され、2,000m/分以上7,000m/分以下の引き取り速度で紡糸して得られた、請求項1~9の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。
- 紡糸時に130℃以上190℃以下の温度で紡糸ダイスから押出され、300m/分以上4,000m/分以下の引き取り速度で第一の引き取りロールにより引き取られ、連続して、600m/分以上7,000m/分以下の引き取り速度で第二の引き取りロールに引き取られることで、延伸紡糸して得られた、請求項1~9の何れか1項に記載の生分解性脂肪族ポリエステル系繊維。
- 紡糸時に130℃以上190℃以下の温度で紡糸ダイスから押出され、空気エジェクタにて空気延伸されることにより得られた、請求項1~9の何れか1項に記載の生分解性脂肪族ポリエステル系繊維よりなる不織布。
- 紡糸時に130℃以上190℃以下の温度で紡糸ダイスから押出され、2,000m/分以上7,000m/分以下の引き取り速度で紡糸する、請求項1~9の何れか1項に記載の生分解性脂肪族ポリエステル系繊維の製造方法。
- 紡糸時に130℃以上190℃以下の温度で紡糸ダイスから押出され、300m/分以上4,000m/分以下の引き取り速度で第一の引き取りロールにより引き取られ、連続して、600m/分以上7,000m/分以下の引き取り速度で第二の引き取りロールに引き取られることで、延伸紡糸する、請求項1~9の何れか1項に記載の生分解性脂肪族ポリエステル系繊維の製造方法。
- 紡糸時に130℃以上190℃以下の温度で紡糸ダイスから押出され、空気エジェクタにて空気延伸される、請求項1~9の何れか1項に記載の生分解性脂肪族ポリエステル系繊維よりなる不織布の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/069,408 US10760183B2 (en) | 2016-01-12 | 2017-01-11 | Biodegradable aliphatic polyester fiber and method for producing the same |
| JP2017561137A JP6854487B2 (ja) | 2016-01-12 | 2017-01-11 | 生分解性脂肪族ポリエステル系繊維の製造方法 |
| EP17738433.6A EP3404130B1 (en) | 2016-01-12 | 2017-01-11 | Biodegradable aliphatic polyester-based fiber and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-003715 | 2016-01-12 | ||
| JP2016003715 | 2016-01-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017122679A1 true WO2017122679A1 (ja) | 2017-07-20 |
Family
ID=59310995
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/000633 Ceased WO2017122679A1 (ja) | 2016-01-12 | 2017-01-11 | 生分解性脂肪族ポリエステル系繊維および製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10760183B2 (ja) |
| EP (1) | EP3404130B1 (ja) |
| JP (1) | JP6854487B2 (ja) |
| WO (1) | WO2017122679A1 (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019142920A1 (ja) * | 2018-01-22 | 2019-07-25 | 株式会社カネカ | 不織布の製造方法 |
| JP2020133022A (ja) * | 2019-02-15 | 2020-08-31 | 国立大学法人東京工業大学 | 生分解性繊維の製造方法 |
| JPWO2020202813A1 (ja) * | 2019-03-29 | 2020-10-08 | ||
| WO2020262619A1 (ja) * | 2019-06-28 | 2020-12-30 | 株式会社カネカ | 成形体およびその利用 |
| JPWO2021206154A1 (ja) * | 2020-04-09 | 2021-10-14 | ||
| JPWO2021251049A1 (ja) * | 2020-06-09 | 2021-12-16 | ||
| JPWO2022065181A1 (ja) * | 2020-09-24 | 2022-03-31 | ||
| CN114685768A (zh) * | 2020-12-31 | 2022-07-01 | 中国石油化工股份有限公司 | 一种高黏弹性聚酯及其制备方法 |
| JP2022114186A (ja) * | 2021-01-26 | 2022-08-05 | 株式会社カネカ | 生分解性短繊維不織布 |
| CN115637506A (zh) * | 2022-11-18 | 2023-01-24 | 北京微构工场生物技术有限公司 | 一种长丝及其制备方法和应用 |
| WO2023120310A1 (ja) * | 2021-12-23 | 2023-06-29 | 株式会社カネカ | ポリヒドロキシアルカノエートの製造方法およびその利用 |
| WO2023157915A1 (ja) * | 2022-02-17 | 2023-08-24 | 株式会社カネカ | 生分解性不織布及びその製造方法 |
| WO2024005146A1 (ja) * | 2022-06-30 | 2024-01-04 | 株式会社カネカ | メルトブローン不織布、積層体、マスク用フィルター、及び、マスク |
| WO2024005145A1 (ja) * | 2022-06-30 | 2024-01-04 | 株式会社カネカ | 不織布、及び、その製造方法 |
| JP2024530559A (ja) * | 2022-08-12 | 2024-08-23 | 上海藍晶微生物科技有限公司 | 結晶化促進剤を含むポリヒドロキシアルカノエート組成物及び成形体 |
| WO2024204205A1 (ja) * | 2023-03-29 | 2024-10-03 | 株式会社カネカ | モノフィラメント用樹脂組成物およびその利用、モノフィラメントの製造方法 |
| WO2025105018A1 (ja) * | 2023-11-14 | 2025-05-22 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系繊維用樹脂組成物、並びに、繊維及びその製造方法 |
| JP2025531138A (ja) * | 2022-10-31 | 2025-09-19 | シージェイ チェイルジェダン コーポレーション | 生分解性樹脂組成物、生分解性不織布及びその製造方法 |
| JP2025531137A (ja) * | 2022-10-20 | 2025-09-19 | シージェイ チェイルジェダン コーポレーション | 生分解性メルトブローン不織布用組成物、及びこれを用いて製造された生分解性メルトブローン不織布 |
| WO2025205578A1 (ja) * | 2024-03-29 | 2025-10-02 | 株式会社カネカ | フィラメント、及び、その製造方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170130049A1 (en) * | 2014-06-20 | 2017-05-11 | Rhodia Operations | Polyamide molding compositions, molded parts obtained therefrom, and use thereof |
| JP2019531396A (ja) * | 2016-10-18 | 2019-10-31 | メレディアン・バイオプラスチックス・インコーポレーテッド | ポリヒドロキシアルカノエートのための結晶核形成剤 |
| CN114026161B (zh) * | 2019-07-02 | 2023-06-16 | 株式会社钟化 | 聚(3-羟基烷酸酯)类发泡粒子及聚(3-羟基烷酸酯)类发泡成型体 |
| CZ2021234A3 (cs) * | 2021-05-14 | 2022-11-23 | Pfnonwovens Holding S.R.O. | Netkaná textilie se zvýšenou pevností |
| IT202200012875A1 (it) * | 2022-06-17 | 2023-12-17 | Biopolymer Swiss Ag | Manto erboso ibrido |
| KR102844498B1 (ko) * | 2022-11-23 | 2025-08-11 | 씨제이제일제당(주) | 폴리하이드록시알카노에이트를 포함하는 펠렛의 제조방법 및 이로부터 제조된 펠렛 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1037020A (ja) | 1996-07-17 | 1998-02-10 | Kanebo Ltd | ポリ乳酸系生分解性繊維の製造方法 |
| JPH1161561A (ja) | 1997-08-25 | 1999-03-05 | Unitika Ltd | 生分解性高配向未延伸糸およびその製造方法 |
| JPH11286864A (ja) * | 1998-04-06 | 1999-10-19 | Oji Paper Co Ltd | 生分解性不織布 |
| JP2002371431A (ja) | 2001-06-11 | 2002-12-26 | Kanegafuchi Chem Ind Co Ltd | 生分解性繊維およびその製造方法 |
| JP2008014098A (ja) * | 2006-07-10 | 2008-01-24 | Toray Ind Inc | ドレーン用フィルター |
| US7384766B2 (en) | 2006-07-26 | 2008-06-10 | Kaneka Corporation | Gene-substituted microorganisms, and production method of polyesters using the same |
| WO2009145164A1 (ja) | 2008-05-26 | 2009-12-03 | 株式会社カネカ | 改良されたポリヒドロキシアルカノエート生産微生物及びそれを用いたポリヒドロキシアルカノエートの製造方法 |
| WO2012133231A1 (ja) * | 2011-03-25 | 2012-10-04 | 国立大学法人 東京大学 | 熱安定性と強度に優れた生分解性ポリエステル系繊維およびその製造方法 |
| WO2014020838A1 (ja) | 2012-08-03 | 2014-02-06 | 株式会社カネカ | ポリエステル樹脂組成物および該樹脂組成物を含む成形体 |
| WO2014068943A1 (ja) * | 2012-10-29 | 2014-05-08 | 株式会社カネカ | 脂肪族ポリエステル樹脂組成物および該樹脂組成物を含む成形体 |
| WO2015029316A1 (ja) | 2013-09-02 | 2015-03-05 | 国立大学法人東京工業大学 | ポリエステル繊維 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06264306A (ja) * | 1993-03-09 | 1994-09-20 | Unitika Ltd | 微生物分解性マルチフイラメントとその製造法 |
-
2017
- 2017-01-11 WO PCT/JP2017/000633 patent/WO2017122679A1/ja not_active Ceased
- 2017-01-11 JP JP2017561137A patent/JP6854487B2/ja active Active
- 2017-01-11 US US16/069,408 patent/US10760183B2/en active Active
- 2017-01-11 EP EP17738433.6A patent/EP3404130B1/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1037020A (ja) | 1996-07-17 | 1998-02-10 | Kanebo Ltd | ポリ乳酸系生分解性繊維の製造方法 |
| JPH1161561A (ja) | 1997-08-25 | 1999-03-05 | Unitika Ltd | 生分解性高配向未延伸糸およびその製造方法 |
| JPH11286864A (ja) * | 1998-04-06 | 1999-10-19 | Oji Paper Co Ltd | 生分解性不織布 |
| JP2002371431A (ja) | 2001-06-11 | 2002-12-26 | Kanegafuchi Chem Ind Co Ltd | 生分解性繊維およびその製造方法 |
| JP2008014098A (ja) * | 2006-07-10 | 2008-01-24 | Toray Ind Inc | ドレーン用フィルター |
| US7384766B2 (en) | 2006-07-26 | 2008-06-10 | Kaneka Corporation | Gene-substituted microorganisms, and production method of polyesters using the same |
| WO2009145164A1 (ja) | 2008-05-26 | 2009-12-03 | 株式会社カネカ | 改良されたポリヒドロキシアルカノエート生産微生物及びそれを用いたポリヒドロキシアルカノエートの製造方法 |
| WO2012133231A1 (ja) * | 2011-03-25 | 2012-10-04 | 国立大学法人 東京大学 | 熱安定性と強度に優れた生分解性ポリエステル系繊維およびその製造方法 |
| WO2014020838A1 (ja) | 2012-08-03 | 2014-02-06 | 株式会社カネカ | ポリエステル樹脂組成物および該樹脂組成物を含む成形体 |
| WO2014068943A1 (ja) * | 2012-10-29 | 2014-05-08 | 株式会社カネカ | 脂肪族ポリエステル樹脂組成物および該樹脂組成物を含む成形体 |
| WO2015029316A1 (ja) | 2013-09-02 | 2015-03-05 | 国立大学法人東京工業大学 | ポリエステル繊維 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3404130A4 |
Cited By (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2019142920A1 (ja) * | 2018-01-22 | 2021-01-28 | 株式会社カネカ | 不織布の製造方法 |
| JP7222923B2 (ja) | 2018-01-22 | 2023-02-15 | 株式会社カネカ | 不織布の製造方法 |
| WO2019142920A1 (ja) * | 2018-01-22 | 2019-07-25 | 株式会社カネカ | 不織布の製造方法 |
| JP2020133022A (ja) * | 2019-02-15 | 2020-08-31 | 国立大学法人東京工業大学 | 生分解性繊維の製造方法 |
| JP7289475B2 (ja) | 2019-02-15 | 2023-06-12 | 国立大学法人東京工業大学 | 生分解性繊維の製造方法 |
| JP7360450B2 (ja) | 2019-03-29 | 2023-10-12 | 株式会社カネカ | ポリエステル系樹脂組成物の製造方法 |
| JPWO2020202813A1 (ja) * | 2019-03-29 | 2020-10-08 | ||
| WO2020202813A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社カネカ | ポリエステル系樹脂組成物、その製造方法及び成形体 |
| WO2020262619A1 (ja) * | 2019-06-28 | 2020-12-30 | 株式会社カネカ | 成形体およびその利用 |
| JPWO2021206154A1 (ja) * | 2020-04-09 | 2021-10-14 | ||
| JP7705380B2 (ja) | 2020-04-09 | 2025-07-09 | 株式会社カネカ | 脂肪族ポリエステル繊維の製造方法 |
| WO2021206154A1 (ja) * | 2020-04-09 | 2021-10-14 | 株式会社カネカ | 脂肪族ポリエステル繊維の製造方法、脂肪族ポリエステル繊維及びマルチフィラメント |
| JP7781749B2 (ja) | 2020-06-09 | 2025-12-08 | 株式会社カネカ | ポリヒドロキシアルカン酸の製造方法およびその利用 |
| WO2021251049A1 (ja) * | 2020-06-09 | 2021-12-16 | 株式会社カネカ | ポリヒドロキシアルカン酸の製造方法およびその利用 |
| JPWO2021251049A1 (ja) * | 2020-06-09 | 2021-12-16 | ||
| CN116194269A (zh) * | 2020-09-24 | 2023-05-30 | 株式会社钟化 | 注塑成型用树脂组合物及注塑成型体 |
| WO2022065181A1 (ja) * | 2020-09-24 | 2022-03-31 | 株式会社カネカ | 射出成形用樹脂組成物および射出成形体 |
| US12612488B2 (en) | 2020-09-24 | 2026-04-28 | Kaneka Corporation | Resin composition for injection molding and injection-molded article |
| JP7787821B2 (ja) | 2020-09-24 | 2025-12-17 | 株式会社カネカ | 射出成形用樹脂組成物および射出成形体 |
| JPWO2022065181A1 (ja) * | 2020-09-24 | 2022-03-31 | ||
| CN114685768A (zh) * | 2020-12-31 | 2022-07-01 | 中国石油化工股份有限公司 | 一种高黏弹性聚酯及其制备方法 |
| CN114685768B (zh) * | 2020-12-31 | 2024-03-08 | 中国石油化工股份有限公司 | 一种高黏弹性聚酯及其制备方法 |
| JP2022114186A (ja) * | 2021-01-26 | 2022-08-05 | 株式会社カネカ | 生分解性短繊維不織布 |
| JP7580283B2 (ja) | 2021-01-26 | 2024-11-11 | 株式会社カネカ | 生分解性短繊維不織布 |
| WO2023120310A1 (ja) * | 2021-12-23 | 2023-06-29 | 株式会社カネカ | ポリヒドロキシアルカノエートの製造方法およびその利用 |
| WO2023157915A1 (ja) * | 2022-02-17 | 2023-08-24 | 株式会社カネカ | 生分解性不織布及びその製造方法 |
| WO2024005146A1 (ja) * | 2022-06-30 | 2024-01-04 | 株式会社カネカ | メルトブローン不織布、積層体、マスク用フィルター、及び、マスク |
| WO2024005145A1 (ja) * | 2022-06-30 | 2024-01-04 | 株式会社カネカ | 不織布、及び、その製造方法 |
| JP2024530559A (ja) * | 2022-08-12 | 2024-08-23 | 上海藍晶微生物科技有限公司 | 結晶化促進剤を含むポリヒドロキシアルカノエート組成物及び成形体 |
| JP2025531137A (ja) * | 2022-10-20 | 2025-09-19 | シージェイ チェイルジェダン コーポレーション | 生分解性メルトブローン不織布用組成物、及びこれを用いて製造された生分解性メルトブローン不織布 |
| JP2025531138A (ja) * | 2022-10-31 | 2025-09-19 | シージェイ チェイルジェダン コーポレーション | 生分解性樹脂組成物、生分解性不織布及びその製造方法 |
| CN115637506A (zh) * | 2022-11-18 | 2023-01-24 | 北京微构工场生物技术有限公司 | 一种长丝及其制备方法和应用 |
| WO2024204205A1 (ja) * | 2023-03-29 | 2024-10-03 | 株式会社カネカ | モノフィラメント用樹脂組成物およびその利用、モノフィラメントの製造方法 |
| WO2025105018A1 (ja) * | 2023-11-14 | 2025-05-22 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系繊維用樹脂組成物、並びに、繊維及びその製造方法 |
| WO2025205578A1 (ja) * | 2024-03-29 | 2025-10-02 | 株式会社カネカ | フィラメント、及び、その製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10760183B2 (en) | 2020-09-01 |
| EP3404130A1 (en) | 2018-11-21 |
| EP3404130A4 (en) | 2019-08-21 |
| EP3404130B1 (en) | 2020-08-26 |
| JPWO2017122679A1 (ja) | 2018-11-01 |
| JP6854487B2 (ja) | 2021-04-07 |
| US20190003082A1 (en) | 2019-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6854487B2 (ja) | 生分解性脂肪族ポリエステル系繊維の製造方法 | |
| JP7222923B2 (ja) | 不織布の製造方法 | |
| JP6273627B2 (ja) | ポリエステル樹脂組成物および該樹脂組成物を含む成形体 | |
| JP7705380B2 (ja) | 脂肪族ポリエステル繊維の製造方法 | |
| JP6592862B2 (ja) | ポリエステル繊維 | |
| ES2356354T3 (es) | Utilización de ácidos fosfónicos o fosfónicos orgánicos, o de óxidos, hidróxidos o de sales de ácidos carboxílicos de metales como estabilizadores térmicos para polihidroxialcanoatos. | |
| JP6368245B2 (ja) | 脂肪族ポリエステル樹脂組成物および該樹脂組成物を含む成形体 | |
| CN102056985A (zh) | 生物可降解聚酯掺合物 | |
| JPWO2015052876A1 (ja) | 脂肪族ポリエステル樹脂組成物および脂肪族ポリエステル樹脂成形体 | |
| JP2017222791A (ja) | ポリ−3−ヒドロキシアルカノエート系樹脂組成物および成形体 | |
| JP6291488B2 (ja) | ポリエステル樹脂組成物および該樹脂組成物を含む成形体 | |
| US20230211539A1 (en) | Method for producing polymeric molded product comprising pretreatment by heating | |
| EP4317554A1 (en) | Multifilament, method for manufacturing multifilament, staple, and method for manufacturing staple | |
| JP6480345B2 (ja) | 脂肪族ポリエステル樹脂組成物および脂肪族ポリエステル樹脂成形体 | |
| JP6675612B2 (ja) | 生分解性繊維の製造方法 | |
| JP7289475B2 (ja) | 生分解性繊維の製造方法 | |
| JP3684174B2 (ja) | 生分解性釣り糸およびその製造方法 | |
| WO2026075261A1 (ja) | 生分解性樹脂組成物、押出成形品、モノフィラメント、スポーツ用品及び繊維製品 | |
| WO2025105018A1 (ja) | ポリ(3-ヒドロキシアルカノエート)系繊維用樹脂組成物、並びに、繊維及びその製造方法 | |
| CN121673789A (zh) | 一种全生物基可海洋降解材料聚羟基脂肪酸酯(pha)改性料及其流延膜的制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17738433 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017561137 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017738433 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017738433 Country of ref document: EP Effective date: 20180813 |