WO2017126009A1 - 医療用布帛 - Google Patents
医療用布帛 Download PDFInfo
- Publication number
- WO2017126009A1 WO2017126009A1 PCT/JP2016/051300 JP2016051300W WO2017126009A1 WO 2017126009 A1 WO2017126009 A1 WO 2017126009A1 JP 2016051300 W JP2016051300 W JP 2016051300W WO 2017126009 A1 WO2017126009 A1 WO 2017126009A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weft
- warp
- fabric
- yarn
- dtex
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
- A61F2/07—Stent-grafts
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/30—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments
- D03D15/33—Ultrafine fibres, e.g. microfibres or nanofibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/43—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with differing diameters
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D3/00—Woven fabrics characterised by their shape
- D03D3/02—Tubular fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C7/00—Heating or cooling textile fabrics
- D06C7/02—Setting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/95—Instruments specially adapted for placement or removal of stents or stent-grafts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
- A61F2002/065—Y-shaped blood vessels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2250/00—Special features of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2250/0014—Special features of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof having different values of a given property or geometrical feature, e.g. mechanical property or material property, at different locations within the same prosthesis
- A61F2250/0023—Special features of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof having different values of a given property or geometrical feature, e.g. mechanical property or material property, at different locations within the same prosthesis differing in porosity
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/06—Vascular grafts; stents
Definitions
- the present invention is a medical fabric suitable as an implantable material, which is excellent in tearing strength and water permeability even though it is thin.
- a stent graft fabric such as a graft having a branch portion for stent graft. It relates to what can be used suitably.
- an artificial blood vessel replacement using an artificial blood vessel has been performed for the treatment of an aortic aneurysm.
- an intravascular catheter treatment using a stent graft is rapidly expanding. This is because the stent graft surgery does not involve thoracotomy or abdominal surgery, so that the physical and economic burden is reduced.
- the stent graft is placed in a catheter, inserted through the arteries at the base of the foot, and transported to the surgical site. Therefore, a small-diameter catheter is required so that a patient having a thin artery can be adapted, and it is desired that the stent graft be folded down.
- the stent graft fabric In order to make the stent graft thin, it is necessary to reduce the thickness of the stent graft fabric. To reduce the thickness of the stent graft fabric, the total fineness and single yarn fineness of the fibers constituting the fabric must be reduced. That is, it is necessary to use extra fine fibers. However, thinning the fabric increases the water permeability and increases blood leakage. In addition, an ultrathin fabric using ultrafine fibers has a weak tearing strength, causing a problem of tearing from a stitched portion to which a stent is attached.
- Patent Document 1 describes a stent-graft fabric with improved tear strength compared to conventional fibers using fibers with reduced total fineness and single yarn fineness.
- the description of twisting the thinned fibers is described below.
- Patent Document 2 describes that a woven fabric made of thin fibers may include a yarn produced by twisting individual filaments. The purpose of twisting the yarn is described to obtain high strength, smoothness and enhanced uniformity, but these are all intended to improve processability during weaving, and by adjusting the number of twists, the physical properties of the fabric It is not described to improve.
- a fabric for stent graft having a small thickness, tear strength and low water permeability has not been obtained so far.
- Patent Documents 3 to 5 disclose grafts having a branched portion.
- Patent Document 3 discloses that the blood vessel wall of each branching part is shared and connected in a bridge shape. However, a specific weaving structure and placement location are not shown, and it is actually applied. It is difficult.
- Patent Document 4 discloses a branched graft shape, but relates to opening and closing of blood flow to the side surface.
- Patent Document 5 discloses a method of arranging a stent at a branch portion, but does not show a specific woven structure or the like of the branch portion. As described above, there has been no suggestion of an effective method for the branch type graft boundary portion, and in reality, there is a situation in which liquid leakage from the graft boundary portion is concerned.
- a graft for a branch type stent graft as a medical material has not yet been obtained as a medical fabric having a branch portion capable of simultaneously solving the problems of prevention of liquid leakage and diameter reduction in a medical field. It is a fact.
- the problem to be solved by the present invention is to provide a stent-graft fabric having a small thickness, high tear strength, and low water permeability. In particular, it is possible to reduce the diameter as an implantable material, and necessary water permeability. It is to provide a seamless and tubular medical fabric used for a graft for a branched stent graft, having a burst strength.
- the present inventors have found that the problem of low water permeability and tear strength can be solved by adjusting the twist coefficient of warp and / or weft.
- the present invention has been completed by finding that it is made of woven fabric and the branch portion has a specific woven structure, which leads to prevention of liquid leakage.
- the present invention is as follows.
- a multifilament yarn having a total fineness of 7 to 80 dtex is arranged on the warp and the weft, and the single yarn fineness of at least one multifilament yarn of the warp and the weft is 0.5 dtex or less, and the twist coefficient of the weft
- WW weft overlap degree
- [7] The medical fabric according to any one of [1] to [6], wherein a sum (CFw + CFf) of a cover factor (CFw) of the warp and a cover factor (CFf) of the weft is 1600 to 2400.
- [10] The seamless fabric according to [9], wherein the number of warps constituting the single structure is 2 to 32.
- a stent graft comprising the medical fabric according to any one of [1] to [7] or the seamless fabric according to any one of [8] to [10].
- the medical fabric of the present invention is thin, has a tearing strength, and has a low water permeability, it is optimal as a high-grade stent graft fabric or an artificial blood vessel. Further, the seamless and cylindrical medical fabric according to the present invention has water permeability and rupture strength necessary as an implantable material, can be reduced in diameter, and has a specific woven structure at the branching portion. It is useful as a graft for a bifurcated stent graft that can minimize liquid leakage when used.
- the medical fabric of this embodiment is a fabric in which multifilament yarns having a total fineness of 7 to 80 dtex are arranged on warps and wefts, and specific ultrafine fibers are arranged on at least a part of the warps and wefts.
- the total fineness of the warp and the weft is the fineness of the entire yarn constituting the warp and the weft.
- the specific ultrafine fiber is a fiber having a single yarn fineness of 0.5 dtex or less and a total fineness of 7 to 80 dtex.
- the total fineness of the ultrafine fiber is a product of the fineness per single yarn filament constituting the ultrafine fiber and the total number of filaments.
- ultrafine fibers used in the medical fabric according to this embodiment include polyester, polypropylene, polyamide, polyurethane, polyethylene terephthalate (PET), polybutylene terephthalate, polycyclohexane terephthalate, and fluororesin fibers such as PTFE and ETFE.
- PET polyethylene terephthalate
- PET polybutylene terephthalate
- fluororesin fibers such as PTFE and ETFE.
- Polyester such as polyethylene terephthalate and fluorine resin such as PTFE and ETFE are preferable from the viewpoint of high structural stability in the living body, long-term durability, and good handling properties. More preferred are polyesters such as polyethylene terephthalate having a glass transition temperature of 50 ° C. or higher and a fluororesin such as PTFE and ETFE, which do not lower the fiber strength due to temperature changes in the living body.
- the ultrafine fibers one or two or more kinds of fiber materials or different finenesses can be used depending on the purpose.
- two or more kinds of fibers can be twisted and used as a composite fiber, or separate fibers can be used for the warp and weft of the fabric, or partly used as a part thereof.
- You can also Examples of combinations include polyester fibers and fluororesin ultrafine fibers, polyester fiber ultrafine fibers and polyester fibers with a single yarn fineness of 0.5 dtex or more, polyester fiber ultrafine fibers and single yarn fineness.
- the combination with the fluororesin fiber of 0.5 dtex or more is mentioned.
- a multifilament having 100 or more filaments is more preferable.
- ultrafine fibers having a single yarn fineness of 0.5 dtex or less and a total fineness of 7 to 80 dtex are arranged on the warp and / or the weft of the woven fabric.
- an ultra fine fiber for at least the weft from the viewpoint of flexibility in the width direction and wrinkle prevention.
- the ultrafine fibers are arranged on both the warp and the weft of the woven fabric.
- the medical fabric of the present embodiment may be composed of only ultrafine fibers, or fibers other than the ultrafine fibers may be mixed.
- the fiber other than the ultrafine fiber is not particularly limited.
- the total fineness of the yarns constituting the warp and the weft may be selected so as to be a multifilament of 7 to 80 dtex.
- the single yarn fineness ratio S in the yarns in the warp and weft is 2 or less. Preferably, it is 1.5 or less, more preferably 1.3 or less.
- the single yarn fineness ratio S in the yarn is a fineness ratio between the single yarn having the largest fineness and the single yarn having the smallest fineness among the yarns constituting the warp or the weft, and the yarn having a certain length. It can be calculated from the ratio of the single yarn with the largest weight to the single yarn with the smallest importance among the single yarns extracted from the strip.
- the warp and weft yarns have a warp / weft single yarn fineness ratio of 2 ⁇ Dw / Df ⁇ 20 between the single yarn fineness Dw (dtex) of the warp and the single yarn fineness Df (dtex) of the weft.
- Is preferably selected, more preferably 5 ⁇ Dw / Df ⁇ 20, and still more preferably 10 ⁇ Dw / Df ⁇ 20. It is desirable in the following points to make Dw / Df 2 or more and to make a difference in the single yarn cross-sectional diameters of the warp and the weft.
- the direction of blood flow is the warp direction, and a tensile load is applied to the warp. Therefore, it is preferable to increase the single yarn fineness of the warp and increase the tensile strength in the warp direction.
- the Dw / Df is 20 or less because the weft shrinkage can be kept low and the water permeability can be lowered.
- Dw and Df are average values of the single yarn fineness constituting each yarn.
- the total fineness of the warp and the weft constituting the medical fabric of the present embodiment needs to be 7 dtex or more and 80 dtex or less in order to prevent the problem of fluff and yarn breakage during thinning and weaving of the stent graft fabric.
- a high-density fabric can be manufactured by making the total fineness 80 dtex or less.
- the total fineness of the ultrafine fibers is 7 dtex or more and 80 dtex or less.
- the thickness of the fabric will be reduced, and this will meet the needs for reducing the diameter of the stent graft. It is inferior in process passability such as fluff and yarn breakage frequently occurring in the molding process. Further, if the total fineness of the ultrafine fibers exceeds 80 dtex, even if the single yarn fineness is 0.5 dtex or less, the thickness of the fabric exceeds 90 ⁇ m. For example, when a tubular fabric having an inner diameter of 50 mm is formed, It is difficult to pass through (assuming a catheter with an inner diameter of 6 mm).
- the total fineness of the ultrafine fibers is preferably 10 dtex or more and 70 dtex or less, more preferably 15 dtex or more and 60 dtex or less, and further preferably 20 dtex or more and 50 dtex or less.
- the single yarn fineness of the ultrafine fiber is preferably 0.5 dtex or less.
- the single yarn fineness is the fineness per single yarn filament.
- the single fiber fineness is preferably 0.4 dtex or less, more preferably 0.3 dtex or less.
- the lower limit of the single yarn fineness is not particularly limited, but is preferably 0.01 dtex or more, more preferably 0.03 dtex, from the viewpoint of process passability such as warping and weaving processing as a textile manufacturing process and expression of bursting strength of the textile. That's it.
- the weft constituting the medical fabric of this embodiment needs to be twisted according to the fineness so that the twisting factor A is 50 to 2000, preferably 50 to 1500, more preferably 50 to 1000. More preferably, it is 50 to 800.
- the twist coefficient By setting the twist coefficient to 50 or more, weft convergence is improved, the tear resistance of the yarn itself is improved, and the yarn is curled up and slips easily. Power is improved. Furthermore, the problem of fluff and yarn breakage during weaving is reduced, leading to improved process stability.
- the twist coefficient By setting the twist coefficient to 2000 or less, the wefts on the fabric are likely to be flat, the gap between the adjacent wefts and wefts is reduced, and the water permeability can be lowered.
- twist coefficient is 75 to 10,000.
- T the number of twists (T / m) of the twisted yarn
- D the total fineness (dtex) of the twisted yarn.
- the cross-sectional shape of the fiber used for the warp and the weft is not particularly limited, and may be a round cross section, a triangular cross section, a multi-leaf cross section, a hollow cross section, a flat cross section, a split core-shell cross section, or the like.
- the twisted yarn can be used as a composite fiber by twisting two or more different fiber materials or different finenesses. Further, weft yarns and warp yarns may be twisted yarns having different twist numbers. Furthermore, it is preferable that the weft and warp twist directions are the same.
- the twisted yarn constituting the fabric of the present embodiment can be set to be twisted as necessary.
- the twist set condition in that case is preferably a vacuum steam set at 70 ° C. for 30 minutes.
- the tear strength of the woven fabric by the single tongue method is not particularly limited, but both the warp direction and the weft direction are preferably 3N or more, more preferably 3.5N or more. More preferably, it is 4N or more. Moreover, it is preferable that it is 20 N or less.
- the tear strength of the woven fabric is less than 3N, the possibility of tearing from the stitched portion increases.
- it exceeds 20 N it is necessary to increase the fineness, which is not preferable because the fabric tends to be thick and hard.
- the warp is harder than the weft during weaving. It is desirable to make a difference between the hardness of the warp and the weft in the following points.
- the yarn shape is rounded, and the gap between the adjacent weft and weft is widened.
- the water permeability deteriorates and the thickness does not decrease because the yarn is not crushed. In particular, this problem becomes apparent when the ultrafine fibers are arranged on the weft and the ultrafine fibers are twisted.
- the warp yarn is harder than the weft yarn during weaving so that the twisted weft yarn is flattened by the force of the warp yarn and the gap between the adjacent weft yarns-weft yarn is reduced.
- the method of hardening is not particularly limited, but one example is a method of adjusting the warp twist coefficient higher than the weft twist coefficient.
- the warp and weft twist coefficient ratio B By setting the warp and weft twist coefficient ratio B to 1.5 or more, the warp can be harder than the weft, and the twisted ultrafine fiber weft is flattened by the force of the warp, resulting in a gap between adjacent wefts and wefts. Becomes smaller.
- the weft twist coefficient ratio B By setting the weft twist coefficient ratio B to 20 or less, the number of warp twists does not become excessive, and the gap between adjacent warp yarns becomes small.
- the weft tension is preferably 0.2 cN / dt or less, and the warp tension is preferably 0.3 to 1.5 cN / dt, more preferably 0.4 to 1.
- 0.0 cN / dtex more preferably 0.5 to 0.9 cN / dtex.
- the total fineness ratio of warp is 1 to 10.
- the warp single yarn fineness ratio Dw / Df is 2 ⁇ Dw / Df ⁇ 20, more preferably 5 ⁇ Dw / Df ⁇ 20, and even more preferably 10 ⁇ Dw. / Df ⁇ 20. It is preferable to make only the warp harder than the weft by setting Dw / Df to be 2 or more.
- Dw / Df is 20 or less because the weft shrinkage can be kept low and the water permeability can be lowered.
- Dw and Df are average values of the single yarn fineness constituting each yarn. It is more preferable that the number of single yarns is larger than that of warp yarns (number of single weft yarns> number of single warp yarns). Thus, by making the warp harder than the weft, the problems of thinning, tearing strength, and low water permeability can be solved.
- the filament of warp and / or weft used for the medical fabric of this embodiment is preferably coated with a paste before weaving.
- production of a fluff and a thread breakage can be suppressed at the time of weaving, and tearing strength can be improved.
- One example of the gluing method is to immerse the yarn in a glue and dry it.
- the sizing agent include a poval sizing agent and an acrylic sizing agent, and two or more sizing agents can be used in combination.
- components such as a smoothing agent and an antistatic agent can be added. From the viewpoint of anti-sticking property, a paste combining a poval paste and an acrylic paste is preferable.
- the weft is not glued, and only the warp is glued, so that the ultrafine fiber weft can be flattened to improve the low water permeability, tear strength, and thin film properties.
- the woven structure of the medical fabric of the present embodiment includes plain weave, twill weave, satin weave, satin weave and the like, and is not particularly limited.
- the plain weave structure is preferable because the fabric is thinned.
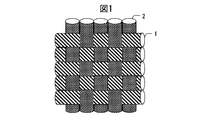
- An example of a medical fabric having a plain weave structure is shown in FIG.
- ripstop taffeta and double lip which are ripstop structures, may be used. After weaving, scouring and heat setting are performed as necessary.
- a sheet-like woven fabric or membrane in a cylindrical shape, which are bonded to each other with an adhesive or stitched together by sewing.
- a seamless fabric woven fabric
- weft yarns are connected continuously, so that it is complicated and manual variation such as pasting and sewing when using a flat fabric or membrane material that is not cylindrical.
- the warp density and the weft density of the woven fabric of this embodiment are preferably 100 / 2.54 cm or more, more preferably 120 / 2.54 cm or more.
- the upper limit is not particularly limited, but is substantially 300 / 2.54 cm or less in terms of weaving.
- the medical fabric of the present embodiment preferably has a weft overlap (WW) of 1.0 to 1.5.
- WW weft overlap
- WW weft-weft overlap
- TT warp overlap degree
- the warp overlap degree (TT) is preferably 0.9 or more, and more preferably 1.0 or more.
- a method of setting the weft overlap degree (WW) to 1.0 or more is not particularly limited, but it can be achieved by applying a configuration in which the above-described warp is harder than the weft. Further, as one example, there is a method in which extra fine fibers are used for the weft and the number of wefts to be driven and the warp tension are adjusted. By using ultrafine fibers, the yarn tends to be flattened and the weft overlap is improved.
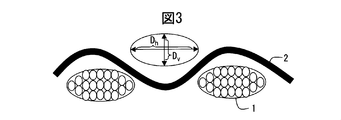
- the medical fabric of this embodiment preferably has a warp crimp angle of 20 degrees or less. More preferably, it is 15 degrees or less, and further preferably 10 degrees or less (the warp crimp angle is shown in FIG. 4).
- the warp crimp angle is shown in FIG. 4.
- the warp crimp angle becomes 20 degrees or less and the weft overlap degree becomes 0.9 or more.
- the ratio of the vertical diameter (Dv) and the horizontal diameter (Dh) of the weft cross section of the woven fabric is preferably 1.5 ⁇ Dh / Dv ⁇ 10, more preferably. 2 ⁇ Dh / Dv ⁇ 10, more preferably 2.5 ⁇ Dh / Dv ⁇ 10. Further, since the ratio of the vertical diameter (Dv) and the horizontal diameter (Dh) of both the warp and weft in the cross section of the fabric is 1.5 ⁇ Dh / Dv ⁇ 10, the water permeability is lowered. preferable.
- Dh / Dv When Dh / Dv is more than 1.5, the yarn becomes flat, the gap between adjacent weft-weft and / or warp-warp can be reduced, the water permeability can be lowered, and Dh / Dv is less than 10. If it is, the deterioration of water permeability and tearing strength can be prevented without the thickness of the yarn becoming too thin. Furthermore, since the twisted yarn tends to have a Dh / Dv of less than 1.5 as compared with the non-twisted yarn, it is more preferable that the twisted yarn satisfies 1.5 ⁇ Dh / Dv ⁇ 10. In order to reduce the water permeability, it is more preferable that both the warp and the weft satisfy 1.5 ⁇ Dh / Dv ⁇ 10.
- the medical fabric of this embodiment preferably has a weft cover factor (CFf) of 800 or more.
- CFf can be adjusted by the speed of the surface roll.
- the weft cover factor is calculated by the following equation.
- CFw can be calculated from the total fineness and number of warps extracted from the woven fabric as in the case of CFf (number / 2.54 cm).
- CFf number / 2.54 cm.
- the sum of CFw and CFf is 1600 or more, gaps between adjacent wefts-wefts and / or warps-warps can be reduced, and the water permeability can be lowered.
- the sum of CFw and CFf 2400 or less the texture is less likely to be paper-like, a rapid drop in tear strength can be suppressed, and suppleness is maintained. Therefore, in order to obtain a fabric that is flexible and has excellent tear strength, the CF is preferably 2400 or less.
- CFw and CFf are more preferably 800 or more in order to make the warp overlap degree (TT) and the weft overlap degree (WW) 0.9 or more.
- the thickness of the medical fabric of this embodiment is from 10 ⁇ m to 90 ⁇ m, preferably from 15 ⁇ m to 80 ⁇ m, more preferably from 20 ⁇ m to 70 ⁇ m, from the viewpoint of reducing the diameter.
- the thickness of the fabric exceeds 90 ⁇ m, for example, when a tubular woven fabric having an inner diameter of 50 mm is used, it becomes difficult to pass through a hole having a diameter of 6 mm assuming a catheter.
- the thickness of the fabric is thinner than 10 ⁇ m, sufficient tear strength and burst strength cannot be maintained.
- the outer diameter when the medical fabric of this embodiment is a seamless tubular knitted fabric depends on the inner diameter of the blood vessel in which the stent graft is used, and is generally 3 mm or more and 50 mm or less, but is not necessarily limited to this region.
- the thickness of the woven fabric is the average of values measured using a thickness gauge at 10 locations arbitrarily selected within the circumferential direction and the length direction (5 cm to 30 cm) of the cylindrical woven fabric. Defined by value.
- Z (%) (Zav ⁇ Zi) / Zav ⁇ 100 ⁇
- Zav is an average value of 10 measured values
- Zi is a measured value at each point
- i is an integer of 1 to 10.
- the thickness variation Z at each measurement point represented by ⁇ is all within ⁇ 15%.
- the thickness variation Z is more preferably within ⁇ 12%, still more preferably within ⁇ 10%.
- the water permeability before and after needle sticking is 300 cc / cm 2 / min or less.
- the water permeability of the fabric serves as an index for preventing blood leakage, and blood leakage from the wall surface of the fabric can be suppressed when the water permeability is 300 cc / cm 2 / min or less.
- the stent graft fabric is finished into a stent graft as a final product by stitching with a metal stent and a suture thread, and if a large needle hole is opened in the fabric at that time, blood leaks therefrom.
- the water permeability after the needle is stabbed is required to be 300 cc / cm 2 / min or less.
- the water permeability after needle sticking is a value measured after using a taper-shaped 3/8 needle and optionally passing 10 needles per 1 cm 2 .
- single yarn filaments are flattened and spread in the woven structure, the gap between the warp and weft intersection is filled, and the water permeability before needle sticking is kept low.
- the water permeability before and after the needle puncture of the medical fabric of the present embodiment is preferably 250 cc / cm 2 / min or less, more preferably 200 cc / cm 2 / min or less.
- the medical fabric of this embodiment preferably has a burst strength measured according to a burst strength test based on ANSI / AAMI / ISO 7198: 1998/2001 at 100 N or more at any part.
- the branching boundary portion tends to have a low burst strength, but it becomes 100 N or more by forming the woven fabric structure with a single structure.
- the burst strength is preferably 120 N or more, more preferably 140 N or more.
- the void ratio in the cross section of the warp and weft constituting the medical fabric of this embodiment is preferably 10% or more and 70% or less.
- a void of 10% or more in the woven fabric it becomes easier for cells to enter between the single yarn fibers, and the integrity of the vascular wall tissue and the woven fabric is increased (effect of preventing blood leakage and stent graft migration) as described above.
- the water permeability after needle sticking can be suppressed to 300 cc / cm 2 / min or less.
- the porosity of the woven fabric exceeds 70%, the woven fabric loses its shape, causing an increase in water permeability.
- the porosity of the medical fabric of the present embodiment is more preferably 15% or more and 60% or less, more preferably 20% or more and 50% or less, and the porosity may be increased as the single yarn fineness decreases.
- the crimp rate of the wefts extracted from the medical fabric of this embodiment is preferably 4% or more and 20% or less. This is because, when the crimp rate is 4% to 20%, the flexibility of the fabric is increased, the shape following property in the blood vessel is improved, and the burst strength and water permeability are also improved. If the crimp rate is less than 4%, the fabric lacks flexibility, and end leaks are likely to occur. On the other hand, when the crimp rate exceeds 20%, the thickness of the woven fabric increases, which is not suitable for reducing the diameter.
- the crimp rate is more preferably 6% to 18%, and more preferably 8% to 15%.
- the crimp rate of the warp extracted from the medical fabric of this embodiment is preferably 0.2% or more and 5% or less.
- the crimp rate is 0.2% to 5%, a strong woven fabric structure is obtained in the warp direction, and bending and twisting of the graft are less likely to occur.
- the crimp rate is less than 0.2%, the balance between warp and weft is not good, so the burst strength and water permeability after needle puncture tend to be disturbed, and the weft easily slips on the warp, resulting in yarn misalignment. Blood leaks.
- the crimp rate exceeds 5%, the woven fabric is less rigid in the vertical direction and is not suitable for pulsation stability.
- the crimp rate is more preferably 0.3% or more and 3% or less, and more preferably 0.4% or more and 2.5% or less.
- the tubular seamless woven fabric of the present embodiment may be coated with an antithrombotic material, collagen, gelatin, heparin, acetylsalicylic acid, polyurethane or the like within a range not departing from requirements such as desired thickness and outer diameter.
- collagen and gelatin are more preferred because of their excellent biocompatibility and low antigenicity.
- water permeability can be reduced and blood leakage can be suppressed.
- the cylindrical seamless fabric of this embodiment may be coated with hydrophilic processing. Hydrophilic processing makes it easy for cells to be adsorbed and exhibits excellent biocompatibility. Furthermore, it can be expected to have an effect of suppressing blood leakage.
- the hydrophilic agent is not particularly limited, and examples thereof include polyethylene oxide and polyvinyl alcohol.
- the cylindrical seamless woven fabric of this embodiment may be subjected to a press process such as a calendar.
- a press process such as a calendar.
- the flatness of the weft and the warp is improved, the gap between the yarns is reduced, and a low water permeability can be expected.
- Only one side of the fabric is preferable for calendering. If applied to both sides, the tear strength tends to decrease, such being undesirable.
- a spiral fold can be formed by crimping the tubular seamless fabric. Crimping is an effective method because it does not cause crushing (closure of the lumen) due to bending (kinks) in the body.
- the branch part of the medical fabric of this embodiment is divided into two or more branch parts continuously from the cylindrical thick part, and the fabric structure at the boundary between the thick part and the branch part.
- a part of is a single tissue.
- FIG. 5 shows a woven structure constituting a woven fabric when it is divided from a large diameter portion into two branch portions.
- FIG. 6 it can be set as the structure which provided the single structure
- tissue As shown in FIG. 7, it is good also as a structure which provided the single structure
- a single tissue may be provided only at the branch part, but as shown in FIG.
- the single structure only needs to be a structure that joins the upper and lower fabrics.
- a structure that is not excessive on the woven structure a 2/2 diagonal structure, a 2/2 twill structure, or a 3/3 diagonal structure
- a tissue, a 3/3 woven structure, or the like may be used, and a woven structure such as 1/2 ⁇ , 2/1 ⁇ , or flat may be used, and may be selected as long as there is no problem in weaving or handling.
- the branch portion of the medical fabric of this embodiment may have a difference in diameter, or may be a plurality of three or more branches.
- the length of the bifurcation may be the same, but generally one branch is longer than the other, which compresses a stent graft with a long bifurcation from one iliac artery, for example, in the treatment of an abdominal aneurysm This is because a stent graft having a short bifurcation is inserted and joined from the other iliac artery after insertion with the inserted catheter and placement with an aneurysm.
- the number of warp yarns constituting a single structure is preferably 2 to 32. Moreover, it is preferable that a single structure exists in each of the branch parts, and it is more preferable that the single structure exists in each branch part depending on the size, rather than being concentrated in one of a plurality of branches.
- the number of warp yarns constituting a single structure is less than two, one warp is formed at any branch part in the branch part, and the single structure has a structure with weak inter-thread restraint to reduce liquid leakage. Can not do it.
- the number of warps exceeds 32, the single tissue part occupies a large diameter and the diameter of the cylinder near the branch part becomes small, which may hinder the smooth flow of blood, or more than necessary.
- the number of warps is preferably 4 to 16, and there is little liquid leakage and the influence of inhibiting blood flow is small. Further, the number of wefts constituting the single structure can be composed of the same number of yarns as the warp, but is not particularly limited.
- the warp yarn constituting the other branch portion when weaving one side of the weave is kept waiting at the upper opening, but waiting at the lower opening. It may be allowed to be used, and it is only necessary to form a woven structure in a pattern that is easy to weave. There are no particular restrictions when the number of warp yarns is small and the load of the jacquard machine or dobby machine is small, such as a graft base fabric. .
- the tubular seamless woven fabric of this embodiment can be used as a stent graft by combining with a stent (spring-like metal) that becomes an expandable member.
- stent grafts include cylindrical simple straight types, branch types and fenestration types that can handle branch vessels, tapered types that can be combined with branch types, deformable bellows types, and arch types for thoracic aorta It can be selected according to the state and shape of the affected area.
- the stent material can be appropriately selected from conventionally known members.
- Known members include, but are not particularly limited to, self-expanding materials using shape memory alloys, superelastic metals, and synthetic polymer materials.
- Metal alloys include nickel titanium alloy (Nitinol), cobalt chromium iron alloy (Elgiloy alloy), cobalt chromium alloy, nickel chromium alloy (Inconel alloy), iron chromium alloy, etc.
- the type of nickel-titanium alloy (Nitinol) is preferable from the viewpoint of high fixation strength of the stent graft to the blood vessel and corrosion resistance.
- the stent can be any prior art design.
- the stent can be applied to a type that is expanded by a balloon instead of a self-expanding type.
- the stent can take a monofilament, multifilament, tape-like structure, etc., and two or more of these can be combined.
- a monofilament stent it is preferable to use a monofilament stent.
- a tape-shaped stent is preferable. The thinner stent is easier to insert into the catheter, but if it is too thin, there will be a problem that the expansion force will be lost and the stent cannot be fixed to the blood vessel. Is preferably selected.
- Examples of the shape of the stent include a linear shape, a zigzag shape, and a diamond shape.
- a zigzag shape that can be deformed by the movement of the graft is preferable.
- a stent attached to a tubular seamless fabric may be attached to a continuous wire in a spiral shape, or two or more separated ring-shaped stents can be attached, or a ring-shaped stent can be partially bonded. .
- the tubular seamless woven fabric of this embodiment is attached to the inner surface or / and the outer surface of a stent, and a stent graft can be produced.
- the seamless fabric is preferably attached to the inner surface of the stent instead of the outer surface in order to inhibit blood flow and suppress thrombus.
- Examples of how to attach the stent to the tubular seamless woven fabric include suture with thread, fixation with adhesive, fixation with rivets, and the like. From the viewpoint of bond strength and adhesion, stitching with a thread is preferable.
- suture examples include, but are not limited to, polyester, polypropylene, polyamide, polyurethane, polyethylene terephthalate, polybutylene terephthalate, polycyclohexane terephthalate, fluororesin fibers such as PTFE and ETFE. These may be monofilaments, multifilaments, or ultrafine fibers. By using ultrafine fibers, the holes formed by stitching can be reduced, and low water permeability can be expected. Depending on the purpose, it can be used in combination with one or two or more kinds of fiber materials. As a mode of combination, two or more kinds of fibers can be twisted and used as a composite fiber, or a warp of a woven fabric.
- the weft yarn can be another fiber, or it can be partially used as part of it.
- polyesters such as polyethylene terephthalate and fluororesins such as PTFE and ETFE are preferable from the viewpoint of high structural stability in vivo, long-term durability, and good handleability.
- Polyesters such as polyethylene terephthalate having a glass transition temperature of 50 ° C. or higher and a fluororesin such as PTFE and ETFE, which do not decrease the strength of the fiber due to temperature changes in the living body, are more preferable.
- radiopaque markers can be incorporated into the stent graft to improve x-ray visibility.
- radiopaque markers include noble metals such as gold, tantalum, platinum and iridium. Gold and platinum are more preferable because they have extremely high radiopacity and are therefore highly visible.
- An anchoring stent can be attached to the stent graft of this embodiment.
- An anchoring stent is a hook that hooks a stent on an inner wall such as an aorta. Due to the anchoring stent, displacement of the stent graft due to long-term blood vessel pulsation can be suppressed. It is possible to make a hole in the tubular seamless fabric of this embodiment so as not to occlude blood vessels around the stent graft attachment site.
- the periphery of the hole is preferably processed by sewing or heat melting so as not to tear.
- the number and diameter of the holes are preferably the same as the number and diameter of the blood vessels around the place where the stent graft is attached.
- the shape of the hole is not limited, but may be a circle, oval, triangle, square, polygon, or random shape. In order to confirm the position of the hole during the operation, it is more preferable to attach a transmission marker around the hole.
- the stent graft is inserted into the catheter and transported within the blood vessel.
- the stent graft of the present embodiment has a thin fabric thickness of 90 ⁇ m or less and high flexibility, so that it can be inserted into a catheter having a small diameter, and as a result, it can be easily transferred into the blood vessel and can damage the blood vessel wall. Is reduced.
- various known techniques such as a stent delivery tube type and a balloon type can be used.
- the stent graft inserted into the small-diameter catheter of the present invention can be transported and placed in a blood vessel using delivery systems of various known techniques.
- the tubular seamless woven fabric of this embodiment When the tubular seamless woven fabric of this embodiment is used as a stent graft fabric, the stent graft can be reduced in diameter, so that it is possible to reduce the physical and economic burden on the patient, such as shortening the hospitalization period, and vascular wall damage. Etc. can also be reduced. Furthermore, the scope of application can be expanded to cases that have been excluded from indications for transcatheter endovascular treatment, such as women with fine arteries and Asians.
- PET polyethylene terephthalate
- the material is not limited to this material.
- PET polyethylene terephthalate
- melt spinning machine a known spinning machine provided with a dryer, an extruder, and a spinning head can be used.
- the melted PET is discharged from a plurality of discharge nozzles mounted on the spinning head, and immediately after spinning, it is cooled and solidified by blowing cooling air with a cooling facility provided below the spinneret surface, and is spun as a multifilament. .
- PET polyethylene terephthalate
- the upper limit of the reduced viscosity of the raw material PET polymer is 1.60 dl / g.
- the spinning surface temperature during spinning is controlled in the range of 290 ° C. or more and 320 ° C. or less and the discharge nozzles are arranged in multiple arrays, the spinning surface temperature distribution (temperature between the outermost array and the innermost array) The distribution is preferably within 10 ° C.
- the reduced viscosity and spinning temperature are changed according to the type and physical properties of the fiber.
- the arrangement of the discharge nozzles is not particularly limited, such as a circumferential arrangement or an orthogonal arrangement, but in the case of a circumferential arrangement, it is preferable to use a multiple circumferential arrangement for the purpose of increasing the number of nozzles.
- the number of arrays of multiple circumferential arrays, the distance between arrays, the distance between discharge nozzles on the circumferential array, and the design of the cooling air flow path can be arbitrarily set within the range of the desired number of single yarns, single yarn fineness, and allowable nozzle size Just design.
- the hole diameter of the discharge nozzle is preferably 0.15 mm ⁇ or less and 0.05 mm ⁇ or more.
- the discharged yarns are converged at a position of 5 cm or more and 50 cm or less immediately below the spinning nozzle from the viewpoint of suppressing yarn swinging and improving spinning stability.
- the fibers are bundled and then a finishing agent is applied to the fiber bundle, and spinning is performed at 300 m / min to 3000 m / min.
- the oiling rate of the finishing agent is preferably 1% by weight or more and 3% by weight or less from the viewpoint of processability of bulk processing and weaving / knitting.
- the method for producing ultrafine fibers it is preferable to impart entanglement treatment at the undrawn yarn stage or at the drawn yarn stage from the viewpoint of reducing fluff and yarn breakage during bulk processing and knitting processing.
- the entanglement process employs a known entanglement nozzle, and the number of entanglement is preferably in the range of 1 to 50 / m.
- a twisted yarn is produced using the ultrafine fibers obtained by the above production method.
- the twisting machine for producing the twisted yarn a known or conventional twisting method can be used, and examples thereof include known twisting machines such as a ring twisting machine, a double twister, an Italy type twisting machine, and a covering machine.
- known twisting machines such as a ring twisting machine, a double twister, an Italy type twisting machine, and a covering machine.
- As a form of the twisted yarn one or two or more filaments may be aligned and twisted in the S or Z direction, or two or more such twisted yarns may be aligned and further twisted.
- Various twisted yarns may be used.
- a tubular seamless woven fabric can be produced using the twisted ultrafine fibers obtained by the above production method.
- the loom for producing the tubular seamless woven fabric is not particularly limited, but it is possible to use a shuttle loom that passes the weft yarn by reciprocating movement of the shuttle (shuttle). It is preferable from the viewpoint of suppressing the decrease in the woven density and making the thickness of the woven fabric uniform.
- Use shuttleless looms such as air jet looms, water jet looms, rapier looms, etc. to prepare bag-like woven fabrics that use fibers with relatively large single yarn fineness and total fineness, such as airbags, and are thick and wide.
- a jacquard opening device As a device therefor, a jacquard opening device, a dobby opening device, or the like can be used. It is preferable to adjust the speed of the winding roll so that the number of wefts driven is such that the cover factor of the wefts is 800 or more. By setting the cover factor of the weft to 800 or more, the weft density can be improved and the weft overlap can be improved. Adjustment of the number of warp threads can be adjusted by preparing and threading the warp so that the cover factor of the warp is 800 or more.
- the rotational speed of the loom is preferably 80 rpm or more from the viewpoint of productivity.
- the cylindrical seamless fabric prepared by the above method can be combined with a stent using a suture and inserted into a catheter to be used as a stent graft.
- the fiber used in this embodiment is preferably a polyester fiber, and in particular, the ultrafine polyester fiber preferably has a tensile strength of 3.5 cN / dtex or more and a tensile elongation of 12% or more.
- the tensile strength of the ultrafine polyester fiber is 3.5 cN / dtex or more, excellent mechanical properties can be exhibited as a fabric for stent graft.
- the tensile strength of the ultrafine polyester fiber of the present embodiment is more preferably 3.8 cN / dtex or more, and still more preferably 4.0 cN / dtex or more. From the same viewpoint, the tensile elongation of the ultrafine polyester fiber of the present embodiment is more preferably 15% or more, and further preferably 20% or more.
- An ultrafine polyester fiber may be used for at least a part of the warp and / or the weft of the medical fabric of the present embodiment, and all the wefts are used for the ultrafine polyester fiber or a part of the woven fabric. Alternatively, it is also possible to use extra fine polyester fibers every few. The same applies to the warp, and it may be used for a part or all of the warp and the weft, and the use ratio can be determined according to the application. Ultra-fine polyester fiber is prone to fluff due to its small single-fiber fineness, but it may be coated with glue or oil to form a film on the yarn. You may improve handling.
- the ultrafine polyester fiber preferably has a PET component content of 98% by weight or more, that is, a component content other than PET of less than 2% by weight.
- the components other than PET are components incorporated into the molecular chain by copolymerization, etc., copolymerized PET attached to the surface of the polyester fiber, polyamide, polystyrene and copolymers thereof, sea-island type ultrafine PET such as polyethylene, polyvinyl alcohol, etc.
- PET-derived monomers / oligomers such as ethylene glycol, terephthalic acid (TPA), monohydroxyethylene terephthalate (MHET), bis-2-hydroxyethyl terephthalate (BHET), and the like are components other than PET. It is preferably not included.
- TPA terephthalic acid
- MHET monohydroxyethylene terephthalate
- BHET bis-2-hydroxyethyl terephthalate
- the content of components other than PET in the ultrafine polyester fiber is preferably less than 1% by weight, more preferably less than 0.5% by weight, and still more preferably not contained.
- the medical fabric of the present embodiment is a polyester fiber, in particular, an ultra-fine polyester fiber may be used as a constituent fiber of an implantable material such as an artificial blood vessel, an artificial fiber cloth, an anti-adhesive agent, or an artificial valve, in addition to a stent graft fabric.
- an implantable material such as an artificial blood vessel, an artificial fiber cloth, an anti-adhesive agent, or an artificial valve
- it effectively functions as a constituent fiber as a medical material such as a blood filtration material, a cell separation membrane, a cell adsorbing material, or a cell culture substrate outside the body.
- the polyester fiber, in particular, the ultra-fine polyester fiber can be used as a raw material for clothing, a filter, a wiping material and the like in addition to the medical field.
- a finishing agent is applied to the fiber bundle, and the subsequent warping and weaving process can be made favorable.
- the finishing agent an oil agent derived from mineral oil or a water-soluble oil agent is used.
- the oiling rate of the finishing agent is preferably 1% by weight or more and 3% by weight or less, more preferably 1.2% by weight or more and 2.8% by weight or less, from the viewpoint of bulkiness processing or weaving / knitting process passability. More preferably, it is 1.5 wt% or more and 2.5 wt% or less.
- the ultrafine polyester fiber used in the present embodiment is an ultrafine polyester fiber used for weaving from the viewpoint of ensuring a heat shrinkage stress of 0.05 cN / dtex or more as an ultrafine polyester fiber constituting the woven fabric of the final stent graft product (after sterilization treatment).
- the thermal shrinkage stress of the polyester fiber is preferably 0.2 cN / dtex or more in a temperature range of 80 ° C. or more and 200 ° C. or less.
- a necessary number of warps may be wound around the warp beam by a warping machine, and this may be applied to a loom, or may be applied to a creel.
- the warp yarn may be drawn directly from the wound yarn body onto the loom.
- the loom used to manufacture the seamless tubular fabric of this embodiment is not particularly limited, but it is seamless to use a shuttle loom that passes a weft by reciprocating movement of a shuttle (shuttle).
- a woven fabric It is suitable for making a woven fabric, and is preferable for suppressing the woven density variation of the woven fabric ear (the folded portion of the tubular woven fabric) and making the woven fabric uniform in thickness.
- a shuttle loom if there are two branches, weave using three shuttles, and use each shuttle for one of the large diameter part, one of the branch parts, and the other of the branch parts. That's fine.
- one of the large diameter portion and the branch portion can be woven with one shuttle, and the other of the branch portions can be woven with the other shuttle.
- it is effective for weaving a high-quality cylindrical fabric without wrinkles to make the tension at the time of unwinding the weft from the shuttle and it is preferable to have a structure using a plurality of springs and the like. .
- the entire surface of the temple (for the purpose of stabilizing the pre-weaving, uniforming the thickness and diameter of the woven fabric, or suppressing yarn breakage during processing, etc.
- a full width temple may be used. It is preferable to select a material with a small coefficient of friction for the entire temple member in contact with the woven fabric, or to use a material that has a tackiness and is hard to slip and has a smooth surface.
- the structure of the entire temple and the friction coefficient of the member to be used may be appropriately designed and selected depending on the single yarn fineness and total fineness of the yarn to be used and the weave density of the warp and weft.
- a jacquard opening device or a dobby opening device can be used. It is particularly preferable to use an electronic jacquard to facilitate the organization of the tissue.
- the present invention will be specifically described below with reference to examples, but the present invention is not limited to these examples.
- the main measured values of physical properties were measured by the following methods.
- (1) Reduced viscosity ( ⁇ sp / c) The reduced viscosity ( ⁇ sp / c) is measured as follows. In the case of polyethylene terephthalate (PET), it is as follows. Prepare a diluted solution by dissolving 0.35 g of a polyethylene terephthalate (PET) sample in 0.25 deciliter of 1,1,1,3,3,3-hexafluoro-2-propanol (HFIP) at room temperature. About a solvent and solvent amount, it can change according to the kind of polymer.
- PET polyethylene terephthalate
- HFIP 1,1,1,3,3,3-hexafluoro-2-propanol
- the total fineness (dtex) is a value obtained by winding a fiber bundle 50 skeins per round of 1 m, measuring the weight of the yarn, and multiplying it by 200.
- the single yarn fineness (dtex) is a value obtained by dividing the total fineness obtained by the above method by the number of single yarns.
- Decomposed yarn twist number (evaluation from fabric) Measured according to JIS L-1096 (2010) Annex I. Using a tester, the decomposed yarn taken out from the fabric was measured with a grip width of 20 cm and converted into the number of twists per meter.
- Decomposed yarn twist coefficient A was calculated by the following equation using the total fineness of the disassembly yarn of (4) and the number of disassembly yarn twists of (5).
- Decomposed yarn twist coefficient A (Number of twisted decomposed yarn) x (Total fineness of decomposed yarn) 1/2
- Warp Tension Using a yarn tension measuring device, the tension applied per warp was measured at the center of the warp beam and the back roller while the loom was running. The maximum value of 5 points and the minimum value of 5 points during the weaving operation time of 10 minutes were extracted and averaged to obtain the tension per warp yarn and the value divided by the fineness.
- Warp overlap (TT), weft overlap (WW) In FIG. 2, the cross-sectional state of the warp direction of a textile fabric is shown.
- the sample is set on the SEM sample stage by a usual method.
- a ruler was used to cut the blade between the warp yarns along the warp yarn.
- TT warp overlap degree
- TT width of an arbitrary yarn cross section
- X2 width of a yarn cross section adjacent to X1
- Y width between X1 and X2 ⁇ .
- the ratio of the warp single yarn fineness Dw (dtex) and the single yarn fineness Df (dtex) of the warp is calculated as follows: the single yarn fineness Dw (dtex) of the warp and the single yarn fineness Df (dtex) of the weft Was measured as in (2), and Dw / Df was calculated.
- Warp Crimp Angle A cross-sectional image of a woven fabric is taken as described in (10), and a horizontal line is drawn between arbitrary adjacent wefts as shown in FIG. The angle ⁇ was measured.
- Tear strength The tear strength of the fabric was measured according to JIS L-1096 6.15.1 (single tongue method). Both the warp direction and the weft direction were measured, and the lower value was taken as the tear strength of the fabric.
- the water permeability of a sample produced with a shuttle loom of a jacquard opening device was measured by the following method. Based on ANSI / AAMI / ISO 7198: 1998/2001, the water permeability is measured before and after the needle puncture of the fabric.
- Permeability of the tubular fabric at the branch (water permeability including the boundary (l / min)
- the water permeability is measured with reference to ANSI / AAMI / ISO 7198: 1998/2001.
- a cylindrical medical fabric having a branching portion is prepared having a total length of 100 mm, a large diameter portion of 50 mm, and a branching portion having a length of 50 mm.
- the large-diameter portion of the woven fabric is covered with a metal tube whose periphery is covered with rubber, and the circumferential shape is firmly fixed with a metal band and tightened so as not to leak.
- the length from the metal band tip to the boundary portion (boundary between the large diameter portion and the branch portion) is set to 30 mm.
- the metal tube has a hollow structure sufficient for water to pass through.
- the tip of the branch portion is also covered with a metal tube covered with rubber, and the circumference is firmly fixed with a metal band and tightened so as not to leak.
- Porosity (total area of measurement fabric ⁇ area occupied by individual ultrafine fiber bundles) / (total area of measurement fabric) ⁇ 100
- the image area measurement uses general image processing computer software such as NIH image.
- Example 1 ⁇ Ultrafine fiber> Polyethylene terephthalate (PET) was used as a raw material, and melt spinning was performed to wind up an undrawn yarn of 65 dtex.
- the properties of the raw material PET polymerized with the germanium catalyst were as follows. Reduced viscosity ( ⁇ sp / c): 1.162 dl / g Titanium content: 2ppm Diethylene glycol content: 0.8% by weight Oligomer content: 1.2% by weight
- the spinneret used was a quintuple array spinneret with a hole diameter of 0.08 mm ⁇ . The distance between the discharge nozzles in the innermost array was 1.7 mm, and the distance between all arrays was 8 mm.
- a cooling air blowing device having a blowout opening with an elevation angle of 37 ° was basically used. Others are spinning conditions (spindle surface temperature 303 ° C., spinneret surface temperature distribution 3 ° C., hot zone length 36 mm, cooling air temperature 13 ° C., cooling air speed 1 m / s, speed variation 0.07, focusing position 26. Spinning was performed at 5 cm), and the undrawn yarn was wound up at 2000 m / min. (Hot zone: Area where the ambient temperature is controlled to 150 ° C.
- Cooling air temperature Temperature of cooling air blown from the cooling air blowing device (cooling air temperature) Adjustment is performed using a thermo-heater), speed variation: a value representing the variation of the cold air speed blown from the cold air blowing surface with a standard deviation, and a focusing position: a position where the discharged fiber bundle is converged)
- Stretch heat treatment of unstretched yarn by a stretching machine having a known hot roll so that the fiber properties of the first roll temperature is 75 ° C., the second roll temperature is 130 ° C. and the tensile strength is 4.5 cN / dtex and the tensile elongation is 30%.
- the entanglement process (10 pieces / m) was performed using a predetermined entanglement nozzle to obtain ultrafine fibers.
- Regular fibers other than ultrafine fibers are also subjected to stretching heat treatment so as to have fiber properties of a tensile strength of 4.5 cN / dtex and a tensile elongation of 30%, and entangled using a known entanglement nozzle (10 / m), Regular fibers were obtained.
- Example 2 ⁇ Ultrafine fiber> Polyethylene terephthalate (PET) was used as a raw material, and melt spinning was performed to wind up an undrawn yarn of 140 dtex. Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 72.4 dtex / 450 filament was produced as a weft. The total fineness of 34.1 dtex / 24 filament used for the warp was prepared by selecting a suitable spinneret, performing melt spinning, and further setting the draw ratio.
- PET Polyethylene terephthalate
- ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- ⁇ Weaving> A plain woven tubular seamless woven fabric having an inner diameter of 50 mm was produced under the same conditions as in Example 1 using the above warp and weft. Furthermore, this fabric was scoured and heat set to finish. The evaluation results of the obtained fabric are shown in Tables 1 and 2 below.
- Example 3 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 20.1 dtex / 155 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- Example 4 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> A total fineness of 10.2 dtex / 70 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- Example 5 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 20.1 dtex / 155 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 1000 times / m (S direction twist) and a weft was twisted 400 times / m (S direction twist) to produce a twisted yarn. The warp with a high twist number was vacuum steam set at 70 ° C.
- Example 6 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 20.1 dtex / 155 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 200 times / m (S direction twist) and a weft was twisted 300 times / m (S direction twist) to produce a twisted yarn.
- Example 7 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 30.3 dtex / 300 filament was produced as a weft. A total fineness of 30.3 dtex / 150 filament used for warp was prepared by selecting a suitable spinneret, performing melt spinning, and further setting a draw ratio. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- Example 8 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 50.2 dtex / 126 filament was produced as a weft. The total fineness of 39.4 dtex / 24 filament used for the warp was produced under the same conditions as in Example 1. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- Example 9 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 30.3 dtex / 300 filament was produced as a weft. The total fineness of 39.4 dtex / 24 filament used for the warp was produced under the same conditions as in Example 1. ⁇ Twisted yarn> A warp was twisted 900 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) using a known twisting machine to prepare a twisted yarn.
- Example 10 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 20.1 dtex / 155 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> A warp was twisted 700 times / m (S direction twist) and a weft was twisted 50 times / m (S direction twist) using a known twisting machine to prepare a twisted yarn.
- Example 11 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 20.1 dtex / 155 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was 350 times / m (S direction twist) to produce a twisted yarn.
- Example 1 ⁇ Warn, weft> Spinning was performed under the same conditions as in Example 1 to produce a total fineness of 39.4 dtex / 24 filaments for both warp and weft.
- ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- Example 3 Ultrafine fibers were produced under the same conditions as in Example 1. ⁇ Warn, weft> From the above spinning, a total fineness of 20.1 dtex / 155 filament was produced as a weft. Spinning was performed under the same conditions as in Example 2 to produce a total fineness of 34.1 dtex / 24 filaments as the warp. ⁇ Twisted yarn> Using a known twisting machine, the warp was 500 times / m (S direction twisting), and the weft was used without being twisted.
- ⁇ Twisted yarn> Using a known twisting machine, a warp was twisted 500 times / m (S direction twist) and a weft was twisted 100 times / m (S direction twist) to produce a twisted yarn.
- ⁇ Weaving> A plain woven tubular seamless woven fabric having an inner diameter of 50 mm was produced under the same conditions as in Comparative Example 1 using the above warp and weft. During weaving, warp or weft yarn breakage and fluff were visually confirmed. Furthermore, this fabric was scoured and heat set to finish. The evaluation results of the obtained fabric are shown in Tables 1 and 2 below.
- Example 1 the fabric obtained without thread breakage and fluffing and good weaving processability was able to satisfy the target physical properties (thickness 90 ⁇ m or less, water permeability before and after needle piercing 300 cc / cm 2 / min or less). . Furthermore, all the fabrics had a thickness variation Z within ⁇ 15%. In Comparative Examples 1 to 9, the water permeability before and after needle sticking could not be satisfied.
- both the warp and the weft have a large single yarn fiber degree
- the warp tension during weaving is less than 0.5 cN / dtex
- the crimp angle of the warp is 20 degrees or more
- the cover factor of the weft is Since the weft and warp overlap degree was less than 0.9, the gap between adjacent weft-weft and / or warp-warp was increased, and as a result, the water permeability was considered to have increased.
- the fabric thickness was 90 ⁇ m or more.
- Comparative Example 5 since the weft twist coefficient was 2000 or more, it is considered that the gap between the adjacent wefts and wefts was increased, and the water permeability was increased. In Comparative Example 6, since the warp tension was less than 0.5 cN / dtex and the warp / twist coefficient ratio B was 1.5 or less, it was considered that the gap between the adjacent wefts-wefts became large and the water permeability increased. In Comparative Example 7, the number of twists of both the weft and the warp exceeded 1000 times / m, so that the water permeability before and after needle sticking could not be satisfied.
- the ratio Dh / Dv between the vertical diameter (Dv) and the horizontal diameter (Dh) of the warp and weft of the woven fabric cross section becomes less than 1.5, and the warp The wefts were not flat and the degree of overlap was less than 0.9. Therefore, it was considered that the gap between adjacent wefts-wefts and / or warps-warps increased, and the water permeability increased.
- Comparative Example 9 since the monofilament was mixed with the warp, the single yarn fineness ratio S in the warp exceeded 2, so that a gap was generated between the single yarns, and the water permeability increased.
- Example 12 to 14 As the warp, a polyester fiber having a total fineness of 36 dtex / single yarn fineness of 1.5 dtex and a twist of 500 T / m is used as the warp, and as a weft, the yarn extracted from the fabric is a total fineness of 26 dtex / single yarn fineness of 0.1.
- a shuttle loom equipped with an electronic jacquard opening device using an ultrafine polyester fiber having 17 dtex and a twist number of 100 T / m a branched tubular seamless woven fabric was produced using three shuttles.
- the large-diameter portion was woven with the number of warps being 670, the width of warp passing through the cocoon was 50.0 mm, the density of the cocoons was 16.8 wings / cm, and 8 wings / wing.
- the warp yarn is divided at the center and 335 pieces are used for the left and right branch portions, respectively, and the fabric structure of the boundary portion is formed according to FIG.
- Weaving was performed with the number of warp yarns provided for 24 being 24 (Example 12).
- the weave structure of the branched portion is as shown in FIG. 7, and a single structure is formed only by the large diameter portion, and weaving is performed with the number of warp yarns provided to the single structure being 20 (Example 13).
- Weaving was also carried out with the woven fabric structure of FIG. 8 forming a single-layer structure alone (Example 14).
- the warp of the fraction is braided and woven with an appropriate number (the same applies to the following).
- the yarn extracted from the woven fabric is a polyester fiber having a total fineness of 36 dtex / single yarn fineness of 1.5 dtex and a twist number of 500 T / m.
- the yarn extracted from the woven fabric has a total fineness of 36 dtex / single yarn fineness of 1.5 dtex, twisted
- the large-diameter portion was woven with 562 warps, a thread width of 49.2 mm, a warp density of 19.1 / cm, and 6 / blade.
- the warp yarn is divided at the center and 281 pieces are used for the left and right branch parts respectively, the fabric structure of the boundary part is 24 according to FIG. 6, and the number of warp yarns provided to the single structure is 24.
- Weaving was performed so that a single structure was formed (Example 16).
- the woven fabric structure of the large diameter part and the branch part was woven according to FIG. 9 which does not form a single structure (Example 15).
- the number of warp yarns provided to the single structure was set to 4 (Example 17) and 44 (Example 18), and the single structure was woven using the woven structure obtained by reducing and enlarging FIG. 6 as a single structure.
- Example 19 In Example 1, the weft was woven as a polyester fiber having a total fineness of 48 tex / single yarn fineness of 0.46 dtex and a twist of 100 T / m.
- Example 20 As the warp, a very fine polyester fiber having a total fineness of 27 dtex / single yarn fineness of 0.18 dtex and 500 T / m is used as the warp, and a yarn extracted from the fabric as the weft is a total fineness of 30 dtex / single yarn fineness of 0.2 dtex,
- a branched tubular seamless woven fabric was produced using three shuttles. The large-diameter portion was woven with 650 warps, a thread width of 49.7 mm and a warp density of 32.8 wings / cm, and 4 wings / wings.
- the warp yarn is divided at the center and 325 pieces are used for the left and right branch parts respectively, the woven fabric structure of the boundary part is 24 according to FIG. 6, the number of warp yarns provided to the single structure is 24, and before and after the branching Weaving was performed so that a single structure was formed.
- the stainless steel rod inserted into the large-diameter cylindrical fabric for mold fixing during heat setting has a cylindrical shape with a diameter of 25 mm, its tip is a little flat, and the branching portion is a cylindrical shape with a diameter of 12 mm. Structure. In the heat set, a stainless steel rod having a shape as shown in FIG.
- Examples 12 to 16 The properties of the finished fabric (Examples 12 to 16) after the treatment are as shown in Tables 3 and 4 below.
- the thickness, burst strength, water permeability of the normal fabric portion, branching It turns out that it is excellent in the water permeability in a part.
- tissue in the textile structure before and behind a branch part FIG. 5
- the mesh opening occurred in the branch part the water permeability including a branch part was high.
- the medical fabric of the present invention can be suitably used as an implantable material such as an artificial fiber cloth, an anti-adhesive agent, an artificial ligament, or an artificial valve used for artificial blood vessels, inguinal hernia treatment, etc.
- an implantable material such as an artificial fiber cloth, an anti-adhesive agent, an artificial ligament, or an artificial valve used for artificial blood vessels, inguinal hernia treatment, etc.
- it can also be suitably used as a medical material such as an extracorporeal blood filtration material, a cell separation membrane, a cell adsorbing material, or a cell culture substrate.
- the tubular seamless woven fabric using the medical fabric of the present invention can reduce the diameter of the stent graft, it can reduce the physical and economic burden of the patient such as shortening the hospitalization period, and can also damage the vascular wall, etc. Risk can be reduced.
- the provision of the tubular seamless woven fabric can broaden the application range for cases that have been excluded from transcatheter endo
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Biomedical Technology (AREA)
- Vascular Medicine (AREA)
- General Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Veterinary Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Public Health (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Cardiology (AREA)
- Gastroenterology & Hepatology (AREA)
- Pulmonology (AREA)
- Chemical & Material Sciences (AREA)
- Nanotechnology (AREA)
- Mechanical Engineering (AREA)
- Prostheses (AREA)
- Woven Fabrics (AREA)
- Materials For Medical Uses (AREA)
Abstract
Description
これは、ステントグラフト手術が開胸、開腹手術を伴わないため身体的・経済的負担が低減されるためである。このステントグラフトは、カテーテルに入れて、足の付け根の動脈から挿入し、手術部位まで移送される。そのため、動脈が細い患者も適応できるように、細径のカテーテルが求められ、ステントグラフトも小さく折りたためることが望まれている。
ステントグラフトを細くするためには、ステントグラフト用布帛の厚みを薄くすることが必要であり、ステントグラフト用布帛の厚みを薄くするには、布帛を構成する繊維の総繊度及び単糸繊度を細くすること、即ち極細繊維を用いることが必要である。しかしながら、布帛を薄くすると透水率が高くなり、血液漏れが多くなる。また極細繊維を用いた極薄布帛は、引裂強力が弱く、ステントを取り付けた縫合部から裂けてしまう問題が発生する。
また、以下の特許文献2には、細くした繊維からなる織物において、個別のフィラメントに撚りを施されて製造された糸を含んでもよいことが記載されている。糸に撚りをかける目的は、大きな強度と滑らかさ、増強された均一性を得るためと記載されているが、これらは全て製織時の工程性改良を目的としており、撚数の調整によって織物物性を改善することは記載されていない。以上の理由から、厚みが薄く、引裂強力、低透水性のステントグラフト用の布帛がこれまで得られていない。
[1]経糸及び緯糸に総繊度7~80dtexのマルチフィラメント糸が配され、該経糸及び緯糸の内の少なくとも1つのマルチフィラメント糸の単糸繊度が0.5dtex以下であり、該緯糸の撚係数Aが50~2000であり、厚みが10~90μmであり、そして針刺し前後の透水率がいずれも300cc/min/cm2以下であることを特徴とする医療用布帛。
[2]前記緯糸の緯糸重なり度(WW)が1.0~1.5である、前記[1]に記載の医療用布帛。
[3]前記経糸の経糸クリンプ角度が20度以下である、前記[1]又は[2]に記載の医療用布帛。
[4]前記経糸及び緯糸における糸条内単糸繊度比率Sが2以下である、前記[1]~[3]のいずれかに記載の医療用布帛。
[5]前記経糸及び緯糸における経緯撚係数比Bが1.5~20である、前記[1]~[4]のいずれかに記載の医療用布帛。
[6]織物の緯糸断面における垂直方向の径(Dv)と水平方向の径(Dh)の比が1.5<Dh/Dv<10である、前記[1]~[5]のいずれかに記載の医療用布帛。
[7]前記経糸のカバーファクター(CFw)と前記緯糸のカバーファクター(CFf)の和(CFw+CFf)が1600~2400である、前記[1]~[6]のいずれかに記載の医療用布帛。
[8]前記[1]~[7]のいずれかに記載の医療用布帛を含む筒状のシームレス布帛。
[9]太径部と分岐部を有し、該太径部と該分岐部の境界部における織物組織の一部は、一重組織で構成されており、そして破裂強度が100N以上である、前記[8]に記載のシームレス布帛。
[10]前記一重組織を構成する経糸の本数が2~32本である、前記[9]に記載のシームレス布帛。
[11]前記[1]~[7]のいずれかに記載の医療用布帛又は前記[8]~[10]のいずれかに記載のシームレス布帛を含むステントグラフト。
[12]前記[11]に記載のステントグラフトが挿入されたカテーテル。
[13]前記[11]に記載のステントグラフトを構成要素として含むステントデリバリー装置。
[14]緯糸が管に巻かれたシャトルを用いるタイプの織機で製織する工程を含む、前記[9]又は[10]に記載のシームレス布帛の製造方法。
本実施形態の医療用布帛は、経糸及び緯糸に総繊度7~80dtexのマルチフィラメント糸が配され、該経糸及び緯糸の内の少なくとも一部に、特定の極細繊維が配された布帛である。ここで、経糸及び緯糸の総繊度とは、経糸及び緯糸を構成する糸条全体の繊度である。
特定の極細繊維とは、単糸繊度が0.5dtex以下であり、かつ、総繊度が7~80dtexである繊維である。ここで、極細繊維の総繊度とは、極細繊維を構成する単糸フィラメント1本あたりの繊度と総フィラメント数の積である。
透水性を低くし、柔軟性を向上させるためには、フィラメント数が100以上のマルチフィラメントがより好ましい。
緯糸だけでなく、経糸が撚係数75~10000になるように繊度に合わせて撚られていることが好ましい。製織時は、経糸に糸同士の摩耗や金属との摩耗、引張や曲げ等の負荷が大きくかかるため、経糸に撚糸を用いて、耐摩擦性を向上させることが好ましい。さらに極細繊維は、単糸繊度が小さいため、製織時に毛羽や糸切れが起こりやすいので、撚りをかけて工程安定性が向上させることが、より好ましい。
ここで言う撚係数とは下記式から計算される値である。
撚係数=T×(D)1/2
{式中、Tは撚糸の撚数(T/m)であり、そしてDは撚糸の総繊度(dtex)である。}
撚糸は、2種以上の異なる繊維素材又は異なる繊度を撚り合わせて複合繊維として使用することもできる。また、緯糸、経糸は各々別の撚数の撚糸を用いてもいい。さらに緯糸及び経糸の撚り方向を同一方向にすることが好ましい。これは緯糸及び経糸の撚り方向を同一方向にすることで、緯糸及び経糸の密着性を上げ、透水率を低くすることができ、かつ織物は薄くなるので好ましい。
本実施形態の織物を構成する撚糸は、必要に応じて撚り止めのセットをすることができる。その場合の撚糸セット条件は、70℃で30分間の真空スチームセットが好ましい。
経糸と緯糸の硬さに差をつけることは、以下の点で望ましい。
本実施形態の医療用布帛では、引裂強力を改善させるために緯糸に撚りをかけることが必要となるが、撚りをかけることにより糸形状が丸まり、隣接する緯糸-緯糸間の隙間が広がるため、透水性は悪化し、糸が潰れないため厚みも薄くならない。特に緯糸に前記極細繊維が配され、極細繊維に撚りをかけられたときに本問題が顕在化する。
これを改善するため、製織時に緯糸よりも経糸を硬くすることにより、撚りをかけた緯糸が経糸の力により扁平に潰されて、隣接する緯糸-緯糸間の隙間を小さくすることが望ましい。硬くする方法には、特に限定されるものではないが、1つの例として、経糸撚係数を緯糸撚係数に比べ高く調整する方法がある。経緯撚係数比B(B=経糸撚係数/緯糸撚係数)は1.5~20であることが好ましい。経緯撚係数比Bは1.5以上とすることで、緯糸よりも経糸を硬くでき、撚りをかけた極細繊維の緯糸が経糸の力により扁平に潰されて、隣接する緯糸-緯糸間の隙間が小さくなる。経緯撚係数比Bは20以下とすることで、経糸の撚数が過剰になり過ぎずに、隣接する経糸-経糸間の隙間が小さくなる。その他の例として、製織時に経糸張力を緯糸張力よりも高くする事(経糸張力>緯糸張力)が好ましい。緯糸は極細繊維を用いることから、緯糸張力は0.2cN/dt以下にすることが好ましく、経糸張力は0.3~1.5cN/dtにすることが好ましく、より好ましくは0.4~1.0cN/dtex、さらに好ましくは0.5~0.9cN/dtexである。経糸張力を0.3cN/dtex以上にすることで、緯糸の打ちこみ時、緯糸の打ち込み性が向上する。1.5cN/dtex以下にすることで糸切れや毛羽がなく、安定して製織することができる。他には緯糸は糊付せず、経糸にのみ糊付をすることにより、緯糸よりも経糸のみを硬くする方法がある。別の方法としては、経緯の総繊度比(経糸総繊度/緯糸総繊度)が1~10とすることが好ましい。1以上とすることで緯糸よりも経糸のみを硬くし、10以下とすることで厚みを薄くすることができる。さらに経緯単糸繊度比Dw/Dfは2≦Dw/Df≦20になるように経糸、緯糸を選択することが好ましく、より好ましくは5≦Dw/Df≦20であり、さらに好ましくは10≦Dw/Df≦20である。Dw/Dfを2以上とすることで緯糸よりも経糸のみを硬くしことが好ましい。また、Dw/Dfを20以下にすることで、緯糸の織縮率が低く抑えられて、透水率を低くすることができるので望ましい。尚、DwとDfは、それぞれ各糸条を構成する単糸繊度の平均値である。単糸数も緯糸が経糸よりも多くすることがさらに好ましい(緯糸単糸数>経糸単糸数)。このように緯糸よりも経糸を硬くすることにより薄膜化、引裂強力、低透水の問題を解決できるようになる。
緯糸重なり度(WW)を1.0以上にする方法は特に限定されるものではないが、前述の経糸を緯糸よりも固くする構成の適用によって達成できる。また、1つの例として、極細繊維を緯糸に使用し、かつ緯糸の打ち込み数、経糸張力を調整する方法が挙げられる。極細繊維を用いることで、糸条が扁平になりやすく、緯糸の糸重なり度が向上する。
緯糸のカバーファクターは、下記式で計算される。
CFf=W1/2×NW
{式中、W:織物より抜き出した緯糸の総繊度(dtex)、NW:織物長2.54cmあたりの緯糸本数(本/2.54cm)}
本実施形態の医療用布帛は、好ましくは、経糸のカバーファクター(CFw)と緯糸のカバーファクター(CFf)の和CFw+CFf=1600~2400の高密度織物であることが好ましい。より好ましくはCFw+CFf=1700~2300であり、さらに好ましくはCFw+CFf=1800~2200である。CFwはCFfと同様に織物より抜き出した経糸の総繊度と本数(本/2.54cm)から算出できる。CFwとCFfの和を1600以上とすることで、隣接する緯糸-緯糸間及び/又は経糸-経糸間の隙間が減り、透水率を低くすることができる。また、CFwとCFfの和を2400以下とすることで、風合いがペーパーライクになりにくく、引裂強力の急激な低下を抑えることができ、しなやかさが保たれる。そのため柔軟で引裂強力に優れた生地を得るためにはCFが2400以下であることが好ましい。
製織時の経糸同士の摩擦を防ぎ、生産安定性を保つことができるとともに、糸同士が均一に並びやすいため、優れた引裂強力が得られる。低透水率の観点から、経糸重なり度(TT)及び緯糸重なり度(WW)を0.9以上にするために、CFw及びCFfはそれぞれ800以上であることがより好ましい。
本実施形態の医療用布帛がシームレス筒状編物である時の外径は、ステントグラフトが用いられる血管の内径に依存し、一般的には3mm以上50mm以下であるが、必ずしもこの領域に限定されない。
Z(%)=(Zav-Zi)/Zav×100
{式中、Zavは10点測定値の平均値、そしてZiは各点の測定値であり、iは、1~10の整数である。}で表す各測定ポイントにおける厚みバラツキZが全て±15%以内であることが好ましい。
厚みバラツキが-15%を超えてマイナス側に大きいと、折り畳んだときの織物の厚み平均値が90μm以下であっても、例えば、直径6mmの孔といった所望のカテーテルに収納できなくなる恐れがある。また、厚みバラツキが15%を超える部分は厚みが薄く、破裂強力や透水防止性能が損なわれる。厚みバラツキZは、より好ましくは±12%以内、更に好ましくは±10%以内である。
また、本実施形態の筒状シームレス織物は親水加工をコーティングされていてもよい。親水加工することにより細胞が吸着しやすくなり、優れた生体適合性を発現する。さらに血液漏れの抑制効果があると期待できる。親水剤は特に限定しないが、例としてポリエチレンオキサイド、ポリビニルアルコール等が挙げられる。
一重組織は、上側と下側の織物を結合する構造であればよく、例えば、織構造上に無理のない組織としては、2/2斜子組織や2/2綾組織、3/3斜子組織や3/3織組織などを使用すればよく、1/2畝や2/1畝、平といった織組織でもよく、製織上又は取扱上の問題がない範囲で選択すればよい。
また、一重組織を構成する緯糸の本数は、経糸と同数の糸で構成することができるが、特に限定されるものではない。
また、筒状のシームレス織物に取り付けられるステントは連続したワイヤをらせん状に取り付けてもよく、分離したリング状のステントを2つ以上取り付けることやリング状のステントを部分的に結合することもできる。
縫合糸としては、ポリエステル、ポリプロピレン、ポリアミド、ポリウレタン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンテレフタレート、PTFEやETFEなどフッ素樹脂の繊維等が挙げられるが、これらに限定されない。これらはモノフィラメントでもマルチフィラメントでもよく、極細繊維でもよい。極細繊維を用いることで、縫合による穴を小さくでき、低透水率が期待できる。目的に応じて1種又は2種以上の繊維素材と組み合わせて使用することができ、組合せの態様としては、2種以上の繊維を撚り合わせて複合繊維として使用することもできるし、織物の経糸、緯糸を別の繊維を使用することができ、或いはその一部として部分的に使用することもできる。好ましくは、生体内で構造安定性が高く、長期耐久性、取扱い性の良さの観点から、ポリエチレンテレフタレートなどのポリエステルやPTFEやETFEなどのフッ素樹脂が好ましい。生体内の温度変化により、繊維の強度低下しないガラス転移温度が50℃以上のポリエチレンテレフタレートなどのポリエステルやPTFEやETFEなどのフッ素樹脂がより好ましい。
本実施形態の筒状シームレス織物には穴をつけ、ステントグラフト取り付け箇所の周辺にある血管を閉塞しないようにすることができる。穴周囲は、裂けたりしないように縫製や熱溶融などで処理されていることが好ましい。穴の数や直径は、ステントグラフトを取り付ける箇所の周辺にある血管の数や直径と同一であることが好ましい。穴の形は限定されないものの、円形、長円形、三角形、正方形、多角形、又はランダム形状が挙げられる。また、手術中に穴の位置を確認するため、穴周囲に透過マーカーを取り付けることがより好ましい。
また、例として、極細繊維にはポリエチレンテレフタレート(PET)を挙げるが、この材料に限定されない。このポリエチレンテレフタレート(PET)のポリマーには、溶融紡糸し、引き続く延伸によって極細繊維を製造する、いわゆる直接溶融紡糸法を採用することが好ましい。溶融紡糸機は、乾燥機、押出機、紡糸頭を設けた公知の紡糸機を使用することができる。溶融されたPETは、紡糸頭に装着された複数の吐出ノズルより吐出され、紡出直後に紡口表面下方に設けられた冷却設備により冷却風を吹き付けて冷却固化され、マルチフィラメントとして紡糸される。
吐出ノズルの孔径は、0.15mmφ以下0.05mmφ以上であることが好ましい。
極細繊維の製造方法においては、未延伸糸の段階又は延伸糸の段階で交絡処理を付与することが、嵩高加工や織編加工時の毛羽や糸切れ低減の観点から好ましい。交絡処理は、公知の交絡ノズルを採用し、交絡数は1~50個/mの範囲が好ましい。
緯糸の打ち込み数は緯糸のカバーファクターが800以上となるように巻取りロールの速度を調整することが好ましい。緯糸のカバーファクターが800以上とすることで、緯糸密度が向上し、緯糸重なり度を向上させることができる。
経糸の筬通し本数の調整では、経糸のカバーファクターが800以上となるように経糸を準備して、筬通しすることで可能となる。織機回転数は、生産性の観点から80rpm以上が好ましい。製織後は、油剤等の除去を目的とした精練処理、形態安定性を目的とした熱セットを行うことが好ましい。以上の方法で調製された筒状のシームレス織物は、縫合糸を用いてステントと組み合わせ、かつカテーテルに挿入しステントグラフトとして利用することができる。
本実施形態のシームレスの筒状の織物を製造するために使用する織機に関しては、特に限定されるものではないが、杼(シャトル)の往復運動によって緯糸を通すシャトル織機を用いることが、シームレスの織物にするために好適であり、また、織物の耳部(筒状織物の折り返し部分)の織密度バラツキを抑制し、織物の厚みを均一化するために好ましい。シャトル織機を使用する場合、分岐部が2つある場合には、3丁のシャトルを用いて製織し、太径部、分岐部の一方、分岐部のもう一方の3つを各々のシャトルを使えばよい。あるいは、2丁のシャトルを使用する場合には、太径部と分岐部の一方で1つのシャトル、分岐部のもう一方をもう1つのシャトルで製織することができる。尚、シャトルからの緯糸の解舒時の張力を均一にすることがシワのない高品質の筒状の織物を製織することに有効であり、複数のバネ等を使用した構造とすることが好ましい。
製織後は、油剤等の除去を目的とした精練処理、形態安定性を目的とした熱セットを行うが、精練温度・処理時間、熱セット温度・処理時間、また、これらの工程における張力は特に限定されるものではない。
(1)還元粘度(ηsp/c)
還元粘度(ηsp/c)は、以下のとおり計測する。
ポリエチレンテレフタレート(PET)の場合は以下のようになる。
・1,1,1,3,3,3-ヘキサフルオロ-2-プロパノール(HFIP)0.25デシリットルにポリエチレンテレフタレート(PET)試料0.35gを室温で溶解して希釈溶液を調整する。溶媒や溶媒量については、ポリマーの種類に応じて変更することができる。
・ウベローデ粘度管(管径:0.03)を用いて希釈溶液とHFIP溶媒の落下秒数を25℃で計測し比粘度(ηsp)を求める。
・比粘度(ηsp)をポリマー濃度C(g/dl)で除して還元粘度ηsp/cを算出する。
総繊度(dtex)は、繊維束を1周1mのかせに50回転巻き取り、その糸条の重量を計測し、それを200倍した値である。単糸繊度(dtex)は、前記方法で求めた総繊度を単糸数で除した値である。
JIS L-1096(2010) 8.7 B法記載の方法で測定した。
たて方向及びよこ方向にそれぞれ3か所で200mmの距離に印を付け、この印内のたて糸及びよこ糸をそれぞれほどき、初荷重の下で真っすぐに張った長さ(mm)を測り、織縮みを算出した。
JIS L-1096(2010)8.9.1.1 A法に基づき測定した。
200mm×200mmの試験片を3枚採取する。1枚につき、たて糸及びよこ糸それぞれ25本の糸をほどいてその質量(mg)を量り、繊度を算出した単糸繊度は、前記方法で求めた総繊度を単糸数で除した値である。
JIS L-1096(2010) 附属書Iに基づき測定した。検撚器を用い、生地から取り出した分解糸を20cmのつかみ幅で計測し、1mあたりの撚り数に換算した。
分解糸撚係数Aは、(4)の分解糸総繊度と(5)の分解糸撚り数を用いて、次式により算出した。
分解糸撚係数A=(分解糸撚り数)×(分解糸総繊度)1/2
糸の張力測定装置を用い、織機稼動中に経糸ビームとバックローラーの中央部分において、経糸一本当たりに加わる張力を測定した。製織稼動時間10分間の最大値5点と最小値5点を抽出し平均を取ることで経糸一本当たりの張力とし繊度で割り返した値を用いた。
JIS L-1096(2010)8.6.1に基づき測定した。試料を平らな台上に置き、不自然なしわや張力を除いて、異なる5か所について2.54cmの区間の経糸及び緯糸の本数を数え、それぞれの平均値を算出した。
カバーファクターは(7)の織密度を用いて次式により算出した。
経糸カバーファクター=(経糸総繊度:dtex)1/2×(経糸織密度:本/2.54cm)
緯糸カバーファクター=(緯糸総繊度:dtex)1/2×(緯糸織密度:本/2.54cm)
経糸又は緯糸は、(4)の織物から評価された分解糸総繊度を用いた。
図2に、織物の経方向の断面状態を示す。試料を通常の方法でSEM試料台にセットする。この時、垂直に乱れなく糸断面を切出すために、定規を用いて経糸の間を経糸に沿って刃を入れるように切出した。これによって任意の経糸形状と直行する緯糸断面の状態を観察できる。同様に経糸重なり度(TT)を測定する場合は、経糸断面を撮影する必要があり、緯糸の間を緯糸に沿って刃を入れる。その後、SEMにて一視野に4から6本程度のマルチフィラメントが見やすく収まる程度の倍率(倍率200倍)で断面写真を撮影した。
経糸重なり度(TT)、緯糸重なり度(WW)は、織物の経、緯方向の撮影した断面画像からX1、X2、Yの値を計測し、次式により算出した。
糸重なり度=(X1+X2)/Y
{式中、X1:任意の糸断面の幅、X2:X1に隣接する糸断面の幅、Y:X1とX2間の幅}。
経糸重なり度(TT)を測定する場合は、経糸断面画像から上記の計算式を用いて算出する。また、緯糸重なり度(WW)を測定する場合は、緯糸断面画像から上記の計算式を用いて算出する。
織物断面画像を(10)のように撮影し、織物断面画像から図3のように任意の経糸及び緯糸の垂直方向の径(Dv)と水平方向の径(Dh)を計測し、垂直水平方向の比Dh/Dvを算出した。
SEMにて緯糸又は経糸のマルチフィラメントが見やすく収まる程度の倍率
(倍率200倍)で糸断面写真を撮影した。観察した断面形状を印刷し、切り抜き重量法により最大と最小の重量比率を求めることにより算出した。尚、複数の糸種からなる糸条の場合には、各単糸を構成する物質の密度を考慮した。
糸内単糸繊度比率S=単糸最大重量/単糸最小重量
織物断面画像を(10)に記載したように撮影し、織物断面画像から図4のように任意の隣接する緯糸間に水平線を引き、経糸の傾きの線と交接する部分の角度θを計測した。
布帛の膜厚シックネスゲージを用いて、荷重1Nの加圧下で、厚さを落ち着かせるために10秒間待った後に厚さをn=5で測定し、平均値を算出した。
布帛の引き裂強力をJIS L-1096 6.15.1(シングルタング法)に従い、測定した。経糸方向及び緯糸方向のいずれも測定し、低い方の値をその布帛の引裂強力とした。
ジャガード式開口装置のシャトル織機で作製したサンプルの透水率を次の方法で測定した。ANSI/AAMI/ISO 7198:1998/2001に準拠して織物の針刺し前後の透水率測定を行う。ここで針刺し後の透水率試験は、テーパー形状の3/8ニードル針を用い、任意で1cm2当り10回数針を通した後に測定される値である。針刺し前後ともに測定をn=5で行い、その針刺し前後の透水率W(cc/cm2/min)の平均値を算出した。
ANSI/AAMI/ISO 7198:1998/2001を参考にして透水率測定を行う。分岐部を有した筒状の医療用織物について、全長100mmで、太径部は50mm、分岐部は50mmの長さのものを準備する。この織物の太径部を、周囲をゴム被覆した金属管にかぶせ、その周状を金属バンドでしっかり固定して液漏れの無いように締める。このとき、金属バンド先端と境界部(太径部と分岐部の境界)までの長さを30mmとする。ただし、金属管は水が通るに十分な中空構造となっている。
同様に、分岐部の先端も周囲をゴム被覆した金属管にかぶせ、その周状を金属バンドでしっかり固定して液漏れの無いように締める。金属バンド先端と境界部までの長さを30mmとする。測定はn=5で行い、その平均値をとる。
引張強度及び引張伸度は、JIS-L-1013に準じて測定した。
ANSI/AAMI/ISO 7198:1998/2001に準拠して織物の破裂強度試験をn=5で実施し、n5の測定値中の最低値を示した。
織物から抜き出した経糸及び緯糸について、JIS L1096 8.7b法に準じて実施した。20本の糸について測定し、その平均値で示した。
織物をTechnovit(Kulzer Co.Germany)等の樹脂で包埋しガラスナイフで3μmの厚みの切片を作製し、400倍の光学顕微鏡で写真を撮影する。写真上で繊維部分と繊維間隙部分の面積測定から下記式にて空隙率を算出する。
空隙率(%)=(測定布帛全体面積-個々の極細繊維束の占有する面積)/(測定布帛全体面積)×100
尚、画像面積測定は、一般的な画像処理コンピューターソフト、例えばNIH image等を用いる。
ステントを縫合した織物を適切に折り畳み、円筒内径が6mmのカテーテルに挿入できるか否かを評価した。無理なく挿入できる場合を〇とし、手こずる場合を△、不可能な場合を×とした。各々5本ずつ作製して評価する。
<極細繊維>
原料にポリエチレンテレフタレート(PET)を用い、65dtexの未延伸糸を巻き取るべく溶融紡糸を行った。
ゲルマニウム触媒で重合された原料PETの性状は下記とおりであった。
還元粘度(ηsp/c):1.162dl/g
チタン含有量:2ppm
ジエチレングリコール含有量:0.8重量%
オリゴマー含有量:1.2重量%
用いた紡口は、孔径0.08mmφが穿孔された5重配列紡口であり、最内配列の吐出ノズル間距離が1.7mm、全配列間距離は8mmであった。糸条の冷却は、基本的に仰角37°の吹出し口を有する冷却風吹出し装置を用いた。その他は、紡糸条件(紡口表面温度303℃、紡口表面温度分布3℃、ホットゾーン長さ36mm、冷却風温度13℃、冷却風速度1m/s、速度バラツキ0.07、集束位置26.5cm)にて紡糸を行い、2000m/minで未延伸糸を巻き取った。(ホットゾーン:雰囲気温度が150℃以上に制御されている領域(紡口表面中心部から垂直方向の距離)、冷却風温度:冷却風吹出装置から吹出される冷却風の温度(冷却風の温度調整はサーモヒータを用いる)、速度バラツキ:冷風吹出し面から吹出される冷風速度のバラツキを標準偏差で表した値、集束位置:吐出された繊維束を集束する位置の事を示す)巻き取られた未延伸糸を公知の熱ロールを有する延伸機により、第1ロール温度75℃、第2ロール温度130℃で引張強度4.5cN/dtex、引張伸度30%の繊維物性となるように延伸熱処理を行い、所定の交絡ノズルを用いて交絡処理(10個/m)を行い、極細繊維を得た。
極細繊維以外のレギュラー繊維も引張強度4.5cN/dtex、引張伸度30%の繊維物性となるように延伸熱処理を行い、公知の交絡ノズルを用いて交絡処理(10個/m)を行い、レギュラー繊維を得た。
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
経糸に用いる総繊度39.4dtex/24フィラメントは、適した紡口を選択し、溶融紡糸を行い、さらに延伸倍率を設定して作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、シャトル織機とジャガード式開口装置を用いて、経糸カバーファクター800以上となるように筬通し幅と経糸本数を調整し、経糸張力を0.9cN/dtex、織機回転数は80rpmで動かし、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
原料にポリエチレンテレフタレート(PET)を用い、140dtexの未延伸糸を巻き取るべく溶融紡糸を行った。実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度72.4dtex/450フィラメントを作製した。
経糸に用いる総繊度34.1dtex/24フィラメントは、適した紡口を選択し、溶融紡糸を行い、さらに延伸倍率を設定して作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度20.1dtex/155フィラメントを作製した。実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
緯糸として総繊度10.2dtex/70フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度20.1dtex/155フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は1000回/m(S方向撚)、緯糸は400回/m(S方向撚)の撚りをかけ撚糸を作製した。撚数が高い経糸は70℃で30分間の真空スチームセットを行い、撚り止めのセットを実施した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度20.1dtex/155フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は200回/m(S方向撚)、緯糸は300回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。 経糸に用いる総繊度30.3dtex/150フィラメントは、適した紡口を選択し、溶融紡糸を行い、さらに延伸倍率を設定して作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度50.2dtex/126フィラメントを作製した。
経糸に用いる総繊度39.4dtex/24フィラメントは、実施例1と同様の条件で作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
経糸に用いる総繊度39.4dtex/24フィラメントは、実施例1と同様の条件で作製した。
<撚糸>
公知の撚糸機を用いて経糸は900回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、シャトル織機とジャガード式開口装置を用いて、経糸カバーファクター800以上となるように筬通し幅と経糸本数を調整し、経糸張力を0.1cN/dtex、織機回転数は80rpmで動かし、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度20.1dtex/155フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は700回/m(S方向撚)、緯糸は50回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例9と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度20.1dtex/155フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は350回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、実施例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<経糸、緯糸>
実施例1と同様の条件で紡糸を行い、経糸、緯糸ともに総繊度39.4dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、シャトル織機とジャガード式開口装置を用いて、経糸カバーファクター800となるように筬通し幅と経糸本数を調整し、経糸張力を0.1cN/dtex、織機回転数は80rpmで動かし、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<経糸、緯糸>
経糸に用いる総繊度76.1dtex/30フィラメント、緯糸に用いる総繊度39.4dtex/24フィラメントは、適した紡口を選択し、溶融紡糸を行い、さらに延伸倍率を設定して作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度20.1dtex/155フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は撚りをかけずに使用した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
緯糸として総繊度10.2dtex/60フィラメントを作製した。
実施例2と同様の条件で紡糸を行い、経糸として総繊度34.1dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は撚りをかけずに使用した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
実施例1と同様の条件で紡糸を行い、経糸として総繊度39.4dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は1000回/m(S方向撚)、緯糸は500回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
実施例1と同様の条件で紡糸を行い、経糸として総繊度39.4dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は500回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
実施例1と同様の条件で紡糸を行い、経糸として総繊度39.4dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて、経糸、緯糸ともに2000回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
実施例1と同様の条件で紡糸を行い、経糸として総繊度39.4dtex/24フィラメントを作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、シャトル織機とジャガード式開口装置を用いて、経糸カバーファクター800以上となるように筬通し幅と経糸本数を調整し、経糸張力を3.0cN/dtex、織機回転数は80rpmで動かし、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。その結果、比較例8では、織加工過程で糸切れが多発し、布帛を得ることができなかった。これは経糸張力が1.5cN/dtex以上あり、経糸が引張荷重に耐えられず、糸切れが多発したものと考えられる。
<極細繊維>
実施例1と同様の条件で極細繊維を作製した。
<経糸、緯糸>
上記の紡糸から、緯糸として総繊度30.3dtex/300フィラメントを作製した。
実施例1と同様の条件で紡糸を行い、経糸として総繊度19.7dtex/12フィラメントと総繊度19.7dtexのモノフィラメントを公知の合撚機を用いて50回/m(S方向撚)の条件で合撚し、作製した。
<撚糸>
公知の撚糸機を用いて経糸は500回/m(S方向撚)、緯糸は100回/m(S方向撚)の撚りをかけ撚糸を作製した。
<製織>
上記の経糸、緯糸を用い、比較例1と同様の条件で、内径50mmの平織筒状シームレス織物を作製した。製織中は目視で経糸又は緯糸の糸切れや毛羽を確認した。さらに、この織物に精練、熱セットを施し仕上げた。得られた布帛の評価結果を以下の表1と2に示す。
比較例1~9では、針刺し前後の透水率を満足することができなかった。
比較例1、2では、これは経糸と緯糸のどちらとも単糸繊維度が太く、製織時の経糸張力が0.5cN/dtex未満で、経糸のクリンプ角度が20度以上、緯糸のカバーファクターが800未満になり、緯糸、経糸重なり度が0.9未満になったので、隣接する緯糸-緯糸間及び/又は経糸-経糸間の隙間が大きくなり、その結果、透水率が大きくなったと考えられる。また比較例2は経糸の総繊度が特に太いため、布帛厚みが90μm以上となった。
比較例3、4では、製織時の経糸張力が0.5cN/dtex未満で、緯糸のカバーファクターが800未満になり、緯糸、経糸重なり度が0.9未満になったので、隣接する緯糸-緯糸間及び/又は経糸-経糸間の隙間が大きくなり、その結果、透水率が大きくなったと考えられる。さらに比較例3では、緯糸撚係数が0であるため、実施例3に比べ、引裂強力が悪く、3N以下となっている。比較例4でも、緯糸撚係数が0であるため、実施例4に比べ、引裂強力が悪く、3N以下となっている。
比較例5では、緯糸撚係数が2000以上であったため、隣接する緯糸-緯糸間の隙間が大きくなり、透水率が大きくなったと考えられる。
比較例6では経糸張力が0.5cN/dtex未満で、経緯撚係数比Bが1.5以下であったため、隣接する緯糸-緯糸間の隙間が大きくなり、透水率が大きくなったと考えられる。
比較例7では、撚数が緯糸、経糸ともに撚数が1000回/mを超えていたため、針刺し前後の透水率を満足することができなかった。これは1000回/m以上の撚数とすることで、織物断面の経糸及び緯糸の垂直方向の径(Dv)と水平方向の径(Dh)の比Dh/Dvが1.5未満となり、経糸、緯糸は扁平になっておらず、糸重なり度も0.9未満になったため、隣接する緯糸-緯糸間及び/又は経糸-経糸間の隙間が大きくなり、透水率が大きくなったと考えられる。
比較例8では、織加工過程で糸切れが多発し、布帛を得ることができなかった。これは経糸張力が1.5cN/dtex以上あり、経糸が引張荷重に耐えられず、糸切れが多発したものと考えられる。
比較例9では、モノフィラメントを経糸に混合しているため、経糸の糸内単糸繊度比率Sが2を超えたため、単糸間に隙間が発生し、透水率が大きくなったと考えられる。
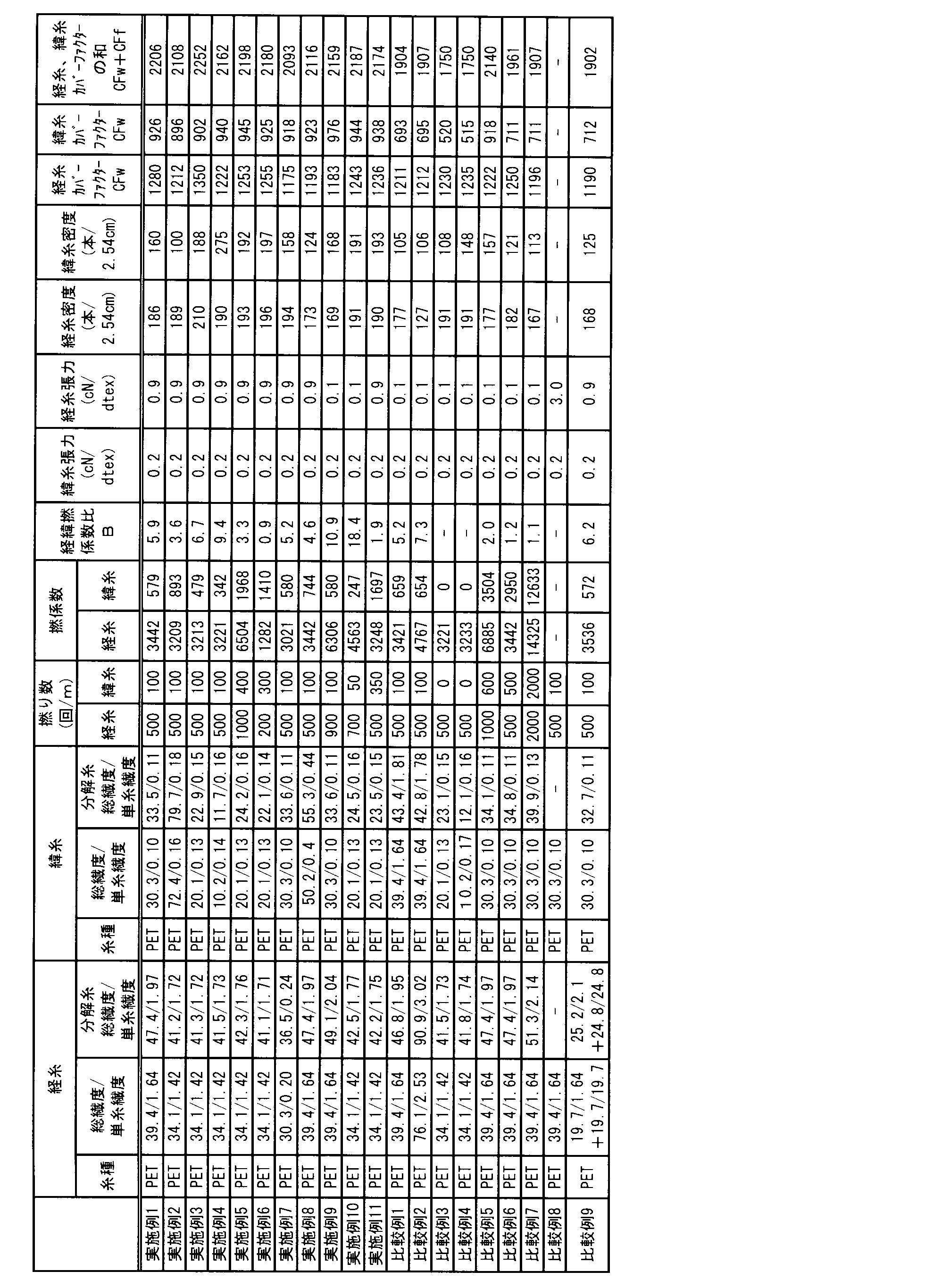
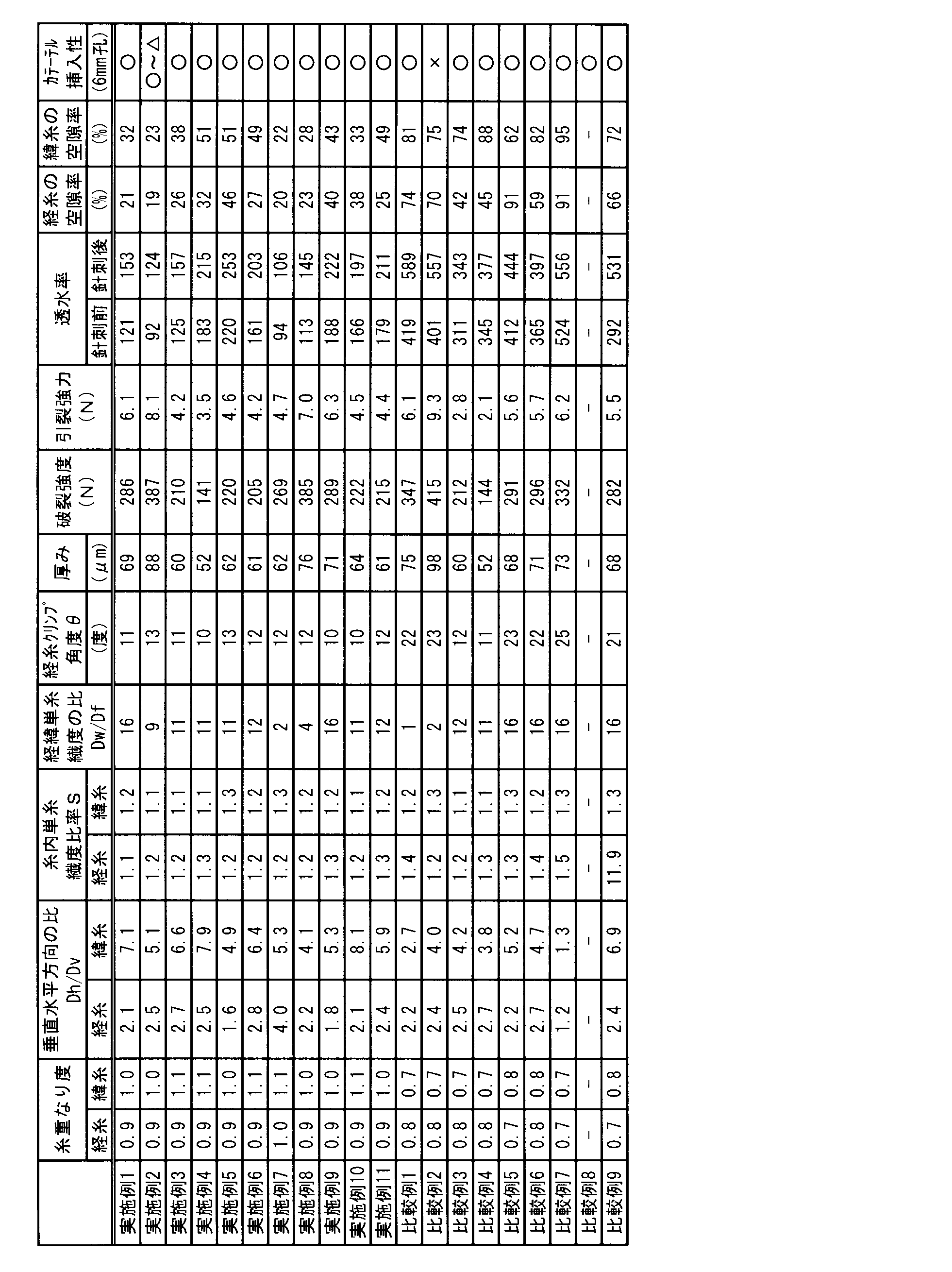
経糸として、織物から抜き出した糸が総繊度36dtex/単糸繊度1.5dtex、撚数500T/mとなるポリエステル繊維を用い、緯糸として、織物から抜き出した糸が総繊度26dtex/単糸繊度0.17dtex、撚数100T/mとなる極細ポリエステル繊維を用い、電子式ジャガード方式の開口装置を備えたシャトル織機において、3つのシャトルを用いて分岐型の筒状のシームレス織物を作製した。経糸本数は670本、経糸の筬への通し幅は50.0mm、筬密度16.8羽/cm、8本/羽として太径部を製織した。次いで、分岐部については経糸を中央で分けて各々335本を左側と右側の分岐部用として、境界部の織物組織は図6に従い、分岐の前後において一重組織が形成されるようにし、一重組織に供する経糸本数は24本として製織した(実施例12)。同様に、分岐部の織物組織を図7として、太径部のみで一重組織が形成されるようにし、一重組織に供する経糸本数は20本として製織をおこない(実施例13)、また、分岐部のみで一重組織を形成する図8の織物組織でも製織をおこなった(実施例14)。なお、端数の経糸は適当な本数で筬入れして製織している(以下も同様)。
織物から抜き出した糸が総繊度36dtex/単糸繊度1.5dtex、撚数500T/mとなるポリエステル繊維を用い、緯糸として、織物から抜き出した糸が総繊度36dtex/単糸繊度1.5dtex、撚数100T/mとなる極細ポリエステル繊維を用い、実施例1~3と同様に、電子式ジャガード方式の開口装置を備えたシャトル織機において、3つのシャトルを用いて分岐型の筒状のシームレス織物を作製した。経糸本数は562本、経糸の筬への通し幅は49.2mm、筬密度19.1羽/cm、6本/羽として太径部を製織した。次いで、分岐部については経糸を中央で分けて各々281本を左側と右側の分岐部用として、境界部の織物組織は図6に従い、一重組織に供する経糸本数は24本とし、分岐の前後において一重組織が形成されるようにして製織した(実施例16)。同様に、太径部と分岐部の織物組織は一重組織を成さない図9に従い製織した(実施例15)。さらに、一重組織に供する経糸本数は4本(実施例17)と44本(実施例18)として、一重組織は図6を縮小及び拡大させた織物組織を一重組織として製織をおこなった。
実施例1において、緯糸として、織物から抜き出した糸の総繊度が48tex/単糸繊度0.46dtex、撚数100T/mとなるポリエステル繊維として製織した。
経糸として、織物から抜き出した糸が総繊度27dtex/単糸繊度0.18dtex、500T/mとなる極細ポリエステル繊維を用い、緯糸として織物から抜き出した糸が総繊度30dtex/単糸繊度0.2dtex、100T/mとなる極細ポリエステル繊維を用い、実施例12と同様に電子式ジャガード方式の開口装置を備えたシャトル織機において、3つのシャトルを用いて分岐型の筒状のシームレス織物を作製した。経糸本数は650本、経糸の筬への通し幅は49.7mm、筬密度32.8羽/cm、4本/羽として太径部を製織した。次いで、分岐部については経糸を中央で分けて各々325本を左側と右側の分岐部用として、境界部の織物組織は図6に従い、一重組織に供する経糸本数は24本とし、分岐の前後において一重組織が形成されるようにして製織した。
熱セット時に型固定用として太径部の筒状織物内に挿入するステンレス棒は直径25mmの円柱状を有し、その先端は少し扁平になっており、分岐部は直径12mmの円柱状となった構造である。熱セットでは、図9に示すような形状のステンレス棒を用いたが、境界部の織組織の形状や目的の密度に応じて、適宜太径部や分岐部の先端の形状や太さをかえることがシワのない筒状の織物をつくる上で好ましい。特に、分岐部では一重組織等によって、筒状の織物の径が小さくなることを考慮したステンレス棒の作製が必要である。
・90℃の炭酸ナトリウム水溶液(濃度:5g/l)中で1時間撹拌洗浄。
・90℃の超純水で30分の撹拌洗浄を3回繰り返す。
・室温で2軸方向に定長乾燥する。
(熱セット条件)
・予め恒温槽内で180℃に加温しておいたφ50mm×200mm長のステンレス製の芯棒に精練、乾燥後の織物を通し、200mm長さの織物の両端を、ホースバンドを用いて皺にならないよう、かつ、弛みの無いようにセット固定する。
・織物を固定したステンレス製芯棒を180℃の恒温槽に投入し、恒温槽内の温度が180℃にコントロールされた時点から20分間熱セットを行う。
(滅菌処理条件)
・185℃の恒温槽内で30分間熱処理する。
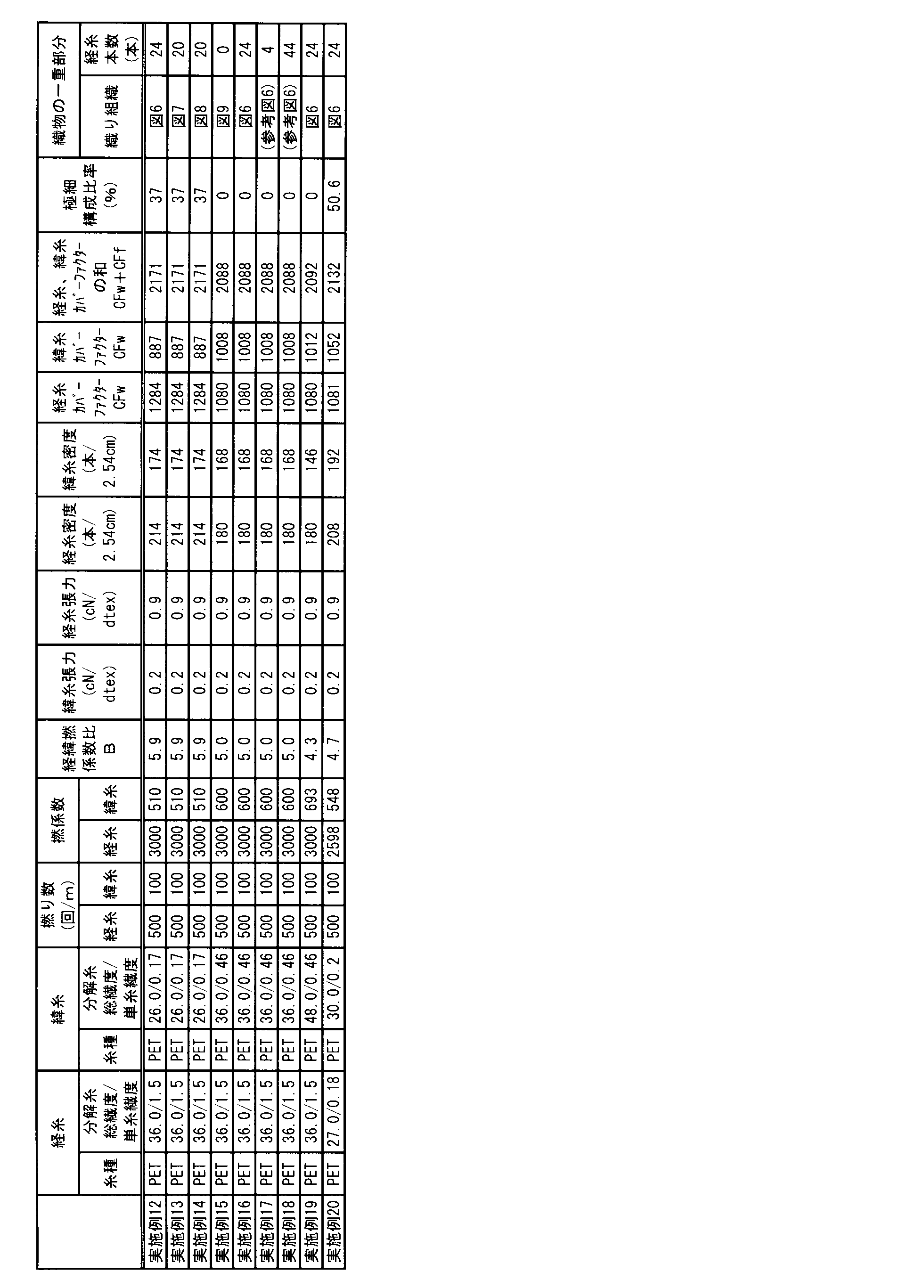
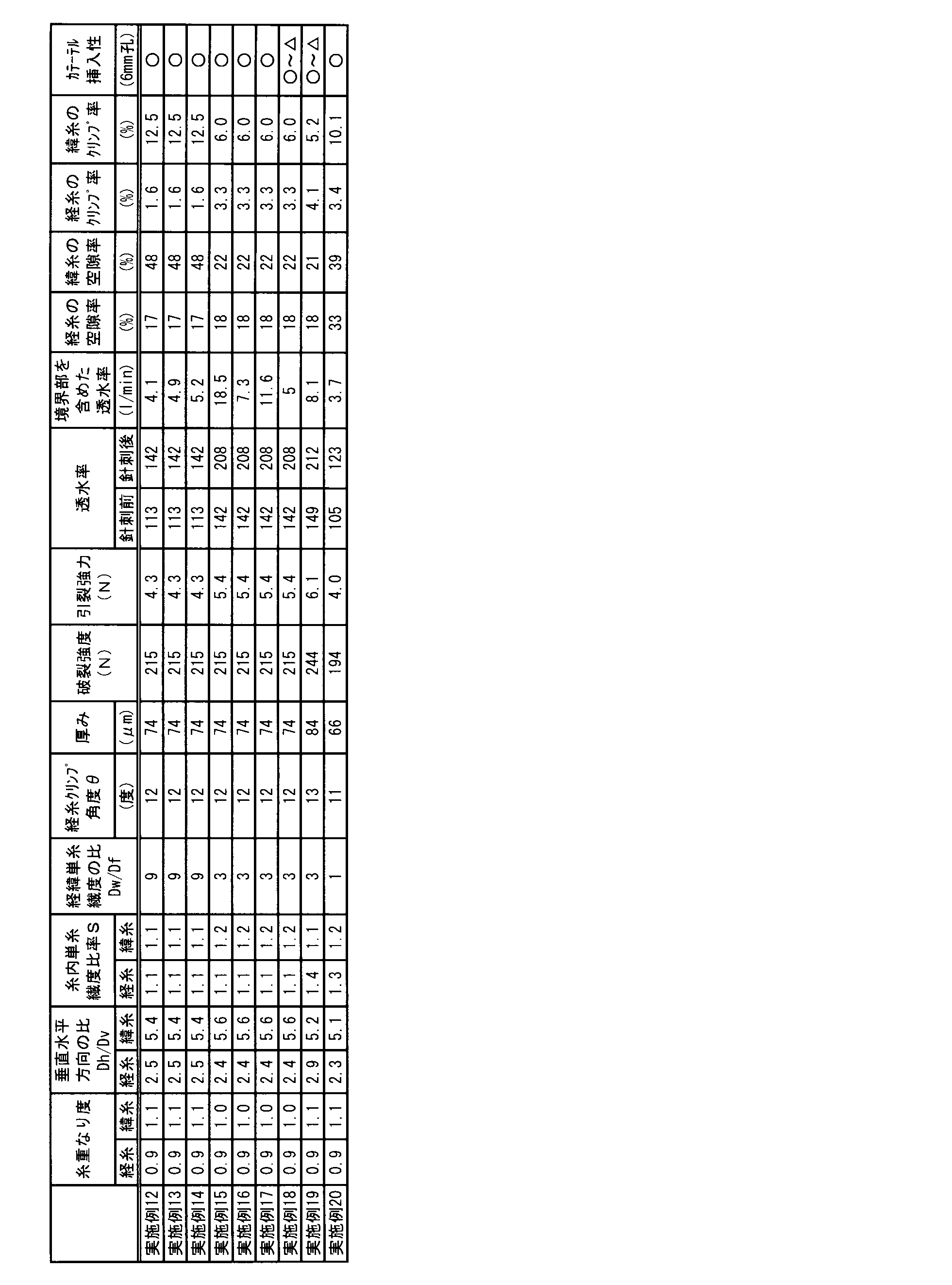
2 経糸
X1 任意の糸断面の幅
X2 X1に隣接する糸断面の幅
Y X1とX2間の幅
Dh 緯糸断面の水平方向の径
Dv 緯糸断面の垂直方向の径
Z1 隣接する緯糸を横切る水平線
Z2 経糸の傾き線
θ 経糸クリンプ角度
Claims (14)
- 経糸及び緯糸に総繊度7~80dtexのマルチフィラメント糸が配され、該経糸及び緯糸の内の少なくとも1つのマルチフィラメント糸の単糸繊度が0.5dtex以下であり、該緯糸の撚係数Aが50~2000であり、厚みが10~90μmであり、そして針刺し前後の透水率がいずれも300cc/min/cm2以下であることを特徴とする医療用布帛。
- 前記緯糸の緯糸重なり度(WW)が1.0~1.5である、請求項1に記載の医療用布帛。
- 前記経糸の経糸クリンプ角度が20度以下である、請求項1又は2に記載の医療用布帛。
- 前記経糸及び緯糸における糸条内単糸繊度比率Sが2以下である、請求項1~3のいずれか1項に記載の医療用布帛。
- 前記経糸及び緯糸における経緯撚係数比Bが1.5~20である、請求項1~4のいずれか1項に記載の医療用布帛。
- 織物の緯糸断面における垂直方向の径(Dv)と水平方向の径(Dh)の比が1.5<Dh/Dv<10である、請求項1~5のいずれか1項に記載の医療用布帛。
- 前記経糸のカバーファクター(CFw)と前記緯糸のカバーファクター(CFf)の和(CFw+CFf)が1600~2400である、請求項1~6のいずれか1項に記載の医療用布帛。
- 請求項1~7のいずれか1項に記載の医療用布帛を含む筒状のシームレス布帛。
- 太径部と分岐部を有し、該太径部と該分岐部の境界部における織物組織の一部は、一重組織で構成されており、そして破裂強度が100N以上である、請求項8に記載のシームレス布帛。
- 前記一重組織を構成する経糸の本数が2~32本である、請求項9に記載のシームレス布帛。
- 請求項1~7のいずれか1項に記載の医療用布帛又は請求項8~10のいずれか1項に記載のシームレス布帛を含むステントグラフト。
- 請求項11に記載のステントグラフトが挿入されたカテーテル。
- 請求項11に記載のステントグラフトを構成要素として含むステントデリバリー装置。
- 緯糸が管に巻かれたシャトルを用いるタイプの織機で製織する工程を含む、請求項9又は10に記載のシームレス布帛の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16886252.2A EP3406224B1 (en) | 2016-01-18 | 2016-01-18 | Medical fabric |
| PCT/JP2016/051300 WO2017126009A1 (ja) | 2016-01-18 | 2016-01-18 | 医療用布帛 |
| US16/068,910 US11065098B2 (en) | 2016-01-18 | 2016-01-18 | Medical fabric |
| CN201680077579.9A CN108472122B (zh) | 2016-01-18 | 2016-01-18 | 医疗用布帛 |
| JP2017562180A JP6578022B2 (ja) | 2016-01-18 | 2016-01-18 | 医療用布帛 |
| KR1020187019541A KR102221342B1 (ko) | 2016-01-18 | 2016-01-18 | 의료용 포백 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/051300 WO2017126009A1 (ja) | 2016-01-18 | 2016-01-18 | 医療用布帛 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017126009A1 true WO2017126009A1 (ja) | 2017-07-27 |
Family
ID=59362297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/051300 Ceased WO2017126009A1 (ja) | 2016-01-18 | 2016-01-18 | 医療用布帛 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11065098B2 (ja) |
| EP (1) | EP3406224B1 (ja) |
| JP (1) | JP6578022B2 (ja) |
| KR (1) | KR102221342B1 (ja) |
| CN (1) | CN108472122B (ja) |
| WO (1) | WO2017126009A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019131148A1 (ja) * | 2017-12-28 | 2019-07-04 | 旭化成株式会社 | 医療用の織物 |
| WO2019152709A1 (en) * | 2018-01-31 | 2019-08-08 | The Secant Group, Llc | Ultra-low profile woven, knitted, and braided textiles and textile composites made with high tenacity yarn |
| WO2019150937A1 (ja) * | 2018-01-30 | 2019-08-08 | 東レ株式会社 | 平織物、その製造方法およびステントグラフト |
| WO2021117894A1 (ja) * | 2019-12-13 | 2021-06-17 | 旭化成株式会社 | 胸部疾患医療機器用織物及び胸部疾患医療機器 |
| WO2021182060A1 (ja) * | 2020-03-09 | 2021-09-16 | 東レ株式会社 | 医療用織物、その製造方法、人工器官およびステントグラフト |
| US20230104472A1 (en) * | 2021-10-04 | 2023-04-06 | The Secant Group, Llc | Integrally woven manifolds and methods for forming |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9566408B2 (en) | 2006-03-24 | 2017-02-14 | Resmed Limited | Air delivery conduit |
| EP4477928A3 (en) | 2011-03-15 | 2025-02-26 | ResMed Pty Ltd | Air delivery conduit |
| RU2673610C1 (ru) * | 2015-06-17 | 2018-11-28 | Куджукджалык Текстил Санайы Ве Тиджарет Аноним Сиркети | Предназначенные для экранирующих применений пряжа и ткань, а также способ их производства |
| FI127677B (en) * | 2016-02-26 | 2018-11-30 | Valmet Technologies Oy | Industrial textile and use of the same |
| EP3530787B1 (en) * | 2016-10-21 | 2021-12-01 | Jiaxing Deyong Textiles Co., Ltd. | Loom, method for producing textile, and textile produced therewith |
| WO2019195860A2 (en) | 2018-04-04 | 2019-10-10 | Vdyne, Llc | Devices and methods for anchoring transcatheter heart valve |
| US10669651B2 (en) * | 2018-07-12 | 2020-06-02 | Trident Limited | Woven fabric with improved comfort |
| US11071627B2 (en) | 2018-10-18 | 2021-07-27 | Vdyne, Inc. | Orthogonally delivered transcatheter heart valve frame for valve in valve prosthesis |
| US10321995B1 (en) | 2018-09-20 | 2019-06-18 | Vdyne, Llc | Orthogonally delivered transcatheter heart valve replacement |
| US10595994B1 (en) | 2018-09-20 | 2020-03-24 | Vdyne, Llc | Side-delivered transcatheter heart valve replacement |
| US12186187B2 (en) | 2018-09-20 | 2025-01-07 | Vdyne, Inc. | Transcatheter deliverable prosthetic heart valves and methods of delivery |
| US11344413B2 (en) | 2018-09-20 | 2022-05-31 | Vdyne, Inc. | Transcatheter deliverable prosthetic heart valves and methods of delivery |
| US11278437B2 (en) | 2018-12-08 | 2022-03-22 | Vdyne, Inc. | Compression capable annular frames for side delivery of transcatheter heart valve replacement |
| US11109969B2 (en) | 2018-10-22 | 2021-09-07 | Vdyne, Inc. | Guidewire delivery of transcatheter heart valve |
| JP2022509834A (ja) * | 2018-11-30 | 2022-01-24 | ザ・セカント・グループ・エルエルシー | 低い1フィラメント当たりのデニールのヤーンを有する医療用テキスタイル |
| CA3120097C (en) | 2018-12-13 | 2023-07-04 | Abbott Laboratories | Fabric material for medical devices |
| US11547557B2 (en) * | 2018-12-13 | 2023-01-10 | Abbott Laboratories | Stabilized fabric material for medical devices |
| US11253359B2 (en) | 2018-12-20 | 2022-02-22 | Vdyne, Inc. | Proximal tab for side-delivered transcatheter heart valves and methods of delivery |
| WO2020146842A1 (en) | 2019-01-10 | 2020-07-16 | Vdyne, Llc | Anchor hook for side-delivery transcatheter heart valve prosthesis |
| US11185409B2 (en) | 2019-01-26 | 2021-11-30 | Vdyne, Inc. | Collapsible inner flow control component for side-delivered transcatheter heart valve prosthesis |
| US11273032B2 (en) | 2019-01-26 | 2022-03-15 | Vdyne, Inc. | Collapsible inner flow control component for side-deliverable transcatheter heart valve prosthesis |
| EP4631558A3 (en) | 2019-02-13 | 2025-10-29 | ResMed Pty Ltd | Textile tube for a therapy device |
| EP4729034A2 (en) | 2019-03-05 | 2026-04-22 | VDyne, Inc. | Tricuspid regurgitation control devices for orthogonal transcatheter heart valve prosthesis |
| US11076956B2 (en) | 2019-03-14 | 2021-08-03 | Vdyne, Inc. | Proximal, distal, and anterior anchoring tabs for side-delivered transcatheter mitral valve prosthesis |
| US11173027B2 (en) | 2019-03-14 | 2021-11-16 | Vdyne, Inc. | Side-deliverable transcatheter prosthetic valves and methods for delivering and anchoring the same |
| CN114072106B (zh) | 2019-05-04 | 2025-09-19 | 维迪内股份有限公司 | 用于在自体瓣环中部署侧面递送的假体心脏瓣膜的束紧装置和方法 |
| CN121101808A (zh) | 2019-08-20 | 2025-12-12 | 维迪内股份有限公司 | 用于可侧面递送经导管人工瓣膜的递送和取回装置和方法 |
| EP4021445B8 (en) | 2019-08-26 | 2025-12-10 | VDyne, Inc. | Side-deliverable transcatheter prosthetic valves |
| DE102019125367A1 (de) * | 2019-09-20 | 2021-03-25 | E.S. Bio-Tech Limited | Gefäßprothese |
| US11234813B2 (en) | 2020-01-17 | 2022-02-01 | Vdyne, Inc. | Ventricular stability elements for side-deliverable prosthetic heart valves and methods of delivery |
| EP3854348A1 (en) * | 2020-01-23 | 2021-07-28 | Kardiozis SAS | Endoprosthesis and method of attaching a fiber to a surface |
| EP3854349A1 (en) * | 2020-01-23 | 2021-07-28 | Kardiozis SAS | Endoprosthesis and method of manufacturing an endoprosthesis |
| CN111345920B (zh) * | 2020-03-11 | 2022-11-11 | 上海市第六人民医院 | 一种促进腱骨愈合的移行结构化纺织基支架及其制备方法 |
| JP2025534210A (ja) | 2022-10-14 | 2025-10-15 | ブイダイン,インコーポレイテッド | 弁輪上支持体を使用して人工心臓弁を送達するデバイス及び方法 |
| CN116236317B (zh) * | 2022-12-20 | 2025-04-25 | 大博医疗科技股份有限公司 | 一种用于膝关节韧带重建的管状支架及其制备方法 |
| CN116159193B (zh) * | 2022-12-26 | 2025-10-03 | 江苏百优达生命科技有限公司 | 一种纱线疏密分布的血管支架织物覆膜及其制作方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994021848A1 (fr) * | 1993-03-16 | 1994-09-29 | Teijin Limited | Textile a forte densite |
| JP2004115976A (ja) * | 2002-09-27 | 2004-04-15 | Seiren Co Ltd | 異形血管補綴材用袋織り管状体の製造方法 |
| WO2015037671A1 (ja) * | 2013-09-12 | 2015-03-19 | 旭化成せんい株式会社 | 極細ポリエステル繊維 |
| JP2016014204A (ja) * | 2014-07-02 | 2016-01-28 | 旭化成せんい株式会社 | 医療用布帛 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6432857A (en) | 1987-07-28 | 1989-02-02 | Toray Industries | Branched artificial blood vessel |
| US4870966A (en) * | 1988-02-01 | 1989-10-03 | American Cyanamid Company | Bioabsorbable surgical device for treating nerve defects |
| JP3034045B2 (ja) * | 1993-03-16 | 2000-04-17 | 帝人株式会社 | 高密度織物 |
| NL9500094A (nl) | 1995-01-19 | 1996-09-02 | Industrial Res Bv | Y-vormige stent en werkwijze van het plaatsen daarvan. |
| JPH11302944A (ja) | 1998-04-27 | 1999-11-02 | Unitika Ltd | 高密度織物の製造方法 |
| JP2003183948A (ja) | 2001-12-13 | 2003-07-03 | Toyobo Co Ltd | 高密度織物のウオータージェットルームによる製造方法及びその織物 |
| US7998188B2 (en) * | 2003-04-28 | 2011-08-16 | Kips Bay Medical, Inc. | Compliant blood vessel graft |
| ATE507332T1 (de) * | 2004-09-03 | 2011-05-15 | Teijin Fibers Ltd | Verbundfaser |
| DE102007063265A1 (de) | 2007-12-17 | 2009-06-18 | Aesculap Ag | Gewebte textile Gefäßprothese |
| JP5799025B2 (ja) | 2009-12-18 | 2015-10-21 | エイテックス テクノロジーズ インコーポレイテッド | 極薄織物及びその製造方法 |
| EP2564810A4 (en) | 2010-04-28 | 2014-03-26 | Toray Industries | BASIC FOR A STENTPROPF AND STENTPROPF |
| JP2011229713A (ja) * | 2010-04-28 | 2011-11-17 | Toray Ind Inc | ステントグラフト用基布およびステントグラフト |
| US9243353B2 (en) * | 2011-01-26 | 2016-01-26 | Asahi Kasei Fibers Corp. | Stent grafts |
| JP2013158352A (ja) | 2012-02-01 | 2013-08-19 | Terumo Corp | ステントグラフト |
| CN104160076B (zh) * | 2012-03-13 | 2015-12-02 | 旭化成纤维株式会社 | 极细聚酯纤维及筒状无缝织物 |
| WO2017087676A1 (en) * | 2015-11-19 | 2017-05-26 | Tepha, Inc. | Methods to produce perforated collagen coated surgical meshes |
-
2016
- 2016-01-18 JP JP2017562180A patent/JP6578022B2/ja not_active Expired - Fee Related
- 2016-01-18 WO PCT/JP2016/051300 patent/WO2017126009A1/ja not_active Ceased
- 2016-01-18 EP EP16886252.2A patent/EP3406224B1/en active Active
- 2016-01-18 CN CN201680077579.9A patent/CN108472122B/zh active Active
- 2016-01-18 US US16/068,910 patent/US11065098B2/en active Active
- 2016-01-18 KR KR1020187019541A patent/KR102221342B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994021848A1 (fr) * | 1993-03-16 | 1994-09-29 | Teijin Limited | Textile a forte densite |
| JP2004115976A (ja) * | 2002-09-27 | 2004-04-15 | Seiren Co Ltd | 異形血管補綴材用袋織り管状体の製造方法 |
| WO2015037671A1 (ja) * | 2013-09-12 | 2015-03-19 | 旭化成せんい株式会社 | 極細ポリエステル繊維 |
| JP2016014204A (ja) * | 2014-07-02 | 2016-01-28 | 旭化成せんい株式会社 | 医療用布帛 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3406224A4 * |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019131148A1 (ja) * | 2017-12-28 | 2019-07-04 | 旭化成株式会社 | 医療用の織物 |
| EP3733122A4 (en) * | 2017-12-28 | 2021-01-20 | Asahi Kasei Kabushiki Kaisha | MEDICAL FABRIC |
| JPWO2019131148A1 (ja) * | 2017-12-28 | 2020-10-22 | 旭化成株式会社 | 医療用の織物 |
| CN111417362A (zh) * | 2017-12-28 | 2020-07-14 | 旭化成株式会社 | 医疗用的织物 |
| JP2020025861A (ja) * | 2018-01-30 | 2020-02-20 | 東レ株式会社 | 平織物、その製造方法およびステントグラフト |
| JP6610832B1 (ja) * | 2018-01-30 | 2019-11-27 | 東レ株式会社 | 平織物、その製造方法およびステントグラフト |
| CN111655917A (zh) * | 2018-01-30 | 2020-09-11 | 东丽株式会社 | 平纹织物、其制造方法及支架移植体 |
| WO2019150937A1 (ja) * | 2018-01-30 | 2019-08-08 | 東レ株式会社 | 平織物、その製造方法およびステントグラフト |
| JP7180567B2 (ja) | 2018-01-30 | 2022-11-30 | 東レ株式会社 | 平織物、その製造方法およびステントグラフト |
| US12053367B2 (en) | 2018-01-30 | 2024-08-06 | Toray Industries, Inc. | Plain-weave fabric, method for manufacturing same, and stent graft |
| CN111712271A (zh) * | 2018-01-31 | 2020-09-25 | 赛康特集团有限责任公司 | 高韧性纱线制成的超低剖面机织、针织和编织纺织品以及纺织品复合材料 |
| WO2019152709A1 (en) * | 2018-01-31 | 2019-08-08 | The Secant Group, Llc | Ultra-low profile woven, knitted, and braided textiles and textile composites made with high tenacity yarn |
| WO2021117894A1 (ja) * | 2019-12-13 | 2021-06-17 | 旭化成株式会社 | 胸部疾患医療機器用織物及び胸部疾患医療機器 |
| JPWO2021117894A1 (ja) * | 2019-12-13 | 2021-06-17 | ||
| WO2021182060A1 (ja) * | 2020-03-09 | 2021-09-16 | 東レ株式会社 | 医療用織物、その製造方法、人工器官およびステントグラフト |
| US20230104472A1 (en) * | 2021-10-04 | 2023-04-06 | The Secant Group, Llc | Integrally woven manifolds and methods for forming |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3406224A4 (en) | 2019-02-13 |
| JP6578022B2 (ja) | 2019-09-18 |
| KR102221342B1 (ko) | 2021-03-02 |
| US20190015192A1 (en) | 2019-01-17 |
| EP3406224B1 (en) | 2020-07-01 |
| JPWO2017126009A1 (ja) | 2018-08-09 |
| CN108472122A (zh) | 2018-08-31 |
| KR20180094001A (ko) | 2018-08-22 |
| US11065098B2 (en) | 2021-07-20 |
| CN108472122B (zh) | 2020-05-05 |
| EP3406224A1 (en) | 2018-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6578022B2 (ja) | 医療用布帛 | |
| US20210054545A1 (en) | Medical Fabric | |
| JP5750545B2 (ja) | 極細ポリエステル繊維及び筒状シームレス織物 | |
| JPWO2019093387A1 (ja) | 医療用織物 | |
| JP6005294B2 (ja) | 極細ポリエステル繊維 | |
| CN103402460B (zh) | 带膜支架 | |
| JP6518066B2 (ja) | 医療用高密度織物 | |
| JP6438692B2 (ja) | 医療用布帛 | |
| US9968435B2 (en) | Body lumen graft base, production method of body lumen graft base, and body lumen graft using the same | |
| JP2020036905A (ja) | ステントグラフト | |
| WO2021117894A1 (ja) | 胸部疾患医療機器用織物及び胸部疾患医療機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16886252 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017562180 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20187019541 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020187019541 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016886252 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016886252 Country of ref document: EP Effective date: 20180820 |