WO2017126659A1 - 耐火多層シート - Google Patents
耐火多層シート Download PDFInfo
- Publication number
- WO2017126659A1 WO2017126659A1 PCT/JP2017/001939 JP2017001939W WO2017126659A1 WO 2017126659 A1 WO2017126659 A1 WO 2017126659A1 JP 2017001939 W JP2017001939 W JP 2017001939W WO 2017126659 A1 WO2017126659 A1 WO 2017126659A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thermal expansion
- multilayer sheet
- resin
- layer
- expansion material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/04—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B21/08—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
- B32B27/205—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents the fillers creating voids or cavities, e.g. by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/92—Protection against other undesired influences or dangers
- E04B1/94—Protection against other undesired influences or dangers against fire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/08—Coating on the layer surface on wood layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
Definitions
- the present invention relates to a fireproof multilayer sheet.
- thermal expansion materials made of a thermally expandable resin composition containing a binder resin and thermally expandable graphite are used. .
- thermal expansion material When a thermal expansion material is used for a member such as a door, it may be attached to a visible part. In this case, in order to match the color of the appearance of the thermal expansion material with the color of the door member, the thermal expansion material The design is improved by painting with a paint.
- Patent Literature 1 describes a decorative fireproof coating sheet in which a surface decorative layer is provided on the surface of a thermally expandable fireproof coating material body.
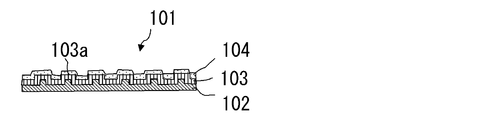
- the ridge base material 103 is embossed with the unevenness 103a so that the thermal expansion material 102 and the base material 103 do not peel off, thereby providing an anchor effect.
- unevenness occurs in the coating due to the unevenness 103a.
- the base material 103 of the refractory multilayer sheet 101 should be a flat base material 103 that is not embossed. Since there is no anchor effect, interface peeling is likely to occur at the contact surface between the base material 103 and the thermal expansion material 102.
- An object of the present invention is to provide a fireproof multilayer sheet with reduced coating unevenness and good adhesion between a thermal expansion material and a substrate.
- the present inventors have found that the above problem can be solved by arranging an intervening layer between the thermal expansion material and the base material, and have completed the present invention.
- the intervening layer is selected in consideration of the adhesiveness between the expanding material and the base material.
- the intervening layer is a polyolefin type (polyethylene, polypropylene, EVA, etc.)
- the base material is a polyester film.
- Nonwoven fabric (PET, etc.) is preferable, and if the expansion layer is a polyvinyl chloride resin system, the intervening layer is a vinyl chloride film (CPVC, PVC, modified PVC (ethylene, vinyl acetate, acrylic modification)), a polyester film (PET) Etc.), and the substrate is preferably a polyester film / nonwoven fabric (PET, etc.).
- the present invention is as follows.
- a thermal expansion material comprising a thermal expansion resin composition containing a binder resin and thermal expansion graphite, and a base material laminated on the thermal expansion material, and comprising a thermoplastic resin between the thermal expansion material and the base material
- Item 2 The fireproof multilayer sheet according to Item 1, wherein a coating layer is laminated on the surface opposite to the surface on which the intervening layer of the substrate is disposed.
- Item 3 The fireproof multilayer sheet according to Item 1 or 2, wherein the substrate is a nonwoven fabric.
- Item 4. The fireproof multilayer sheet according to any one of Items 1 to 3, wherein the intervening layer is bonded to the thermal expansion material and the base material.
- Item 5 The fireproof multilayer sheet according to any one of Items 1 to 4, wherein the thermoplastic resin is a thermoplastic resin selected from polyolefin, polyvinyl acetate, and polyvinyl chloride.
- the thermoplastic resin is a thermoplastic resin selected from polyolefin, polyvinyl acetate, and polyvinyl chloride.
- Item 6 The fireproof multilayer sheet according to any one of Items 1 to 5, wherein the expansion material layer is an epoxy resin or polyvinyl chloride.
- Item 7. The fireproof multilayer sheet according to any one of Items 1 to 6, wherein the base material is polyester.
- the intumescent layer comprises an epoxy resin
- the intervening layer comprises a polyolefin
- the substrate comprises a polyester film or nonwoven fabric
- the intumescent layer comprises a polyvinyl chloride resin
- the intervening layer comprises a polyvinyl chloride resin or polyester
- the appearance of the surface of the fire-resistant multilayer sheet is improved and the interlayer adhesion is improved, so that the final product, the part and the like to which the fire-resistant multilayer sheet is attached are excellent in appearance and the fire resistance is also improved.
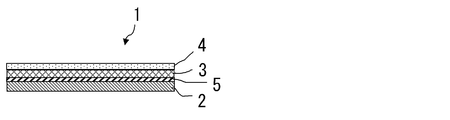
- FIG. 1 is a schematic cross-sectional view showing a fireproof multilayer sheet according to an embodiment of the present invention.
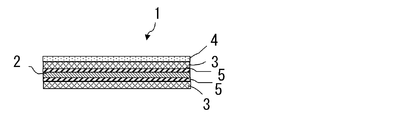
- the schematic sectional drawing which shows the fireproof multilayer sheet of another example of this invention.
- FIG. 6 is a schematic cross-sectional view showing a conventional fireproof multilayer sheet.
- FIG. 6 is a schematic cross-sectional view showing a conventional fireproof multilayer sheet.
- a fireproof multilayer sheet 1 includes a thermal expansion material 2, a base material 3 laminated on the thermal expansion material 2, and a coating layer 4 laminated on the base material 3. And an intervening layer 5 containing a thermoplastic resin is disposed between the thermal expansion material 2 and the base material 3.
- the thermally expandable material 2 is a thermally expandable sheet composed of a thermally expandable resin composition containing a binder resin and thermally expandable graphite.
- the thickness of the thermal expansion material 2 is not particularly limited, but is, for example, 0.1 mm to 6 mm.
- the thermally expandable resin composition is a resin composition containing a thermally expandable graphite in a binder resin.
- the thermally expandable material 2 kneads each component of the thermally expandable resin composition using a known apparatus such as a single-screw extruder, a twin-screw extruder, a Banbury mixer, a kneader mixer, a kneading roll, a reiki machine, and a planetary stirrer. And it can obtain by shape
- binder resin known resins can be widely used, and examples thereof include thermoplastic resins, thermosetting resins, rubber substances, and combinations thereof.
- thermoplastic resin examples include polypropylene resins, polyethylene resins, poly (1-) butene resins, polypentene resins and other polyolefin resins, polystyrene resins, acrylonitrile-butadiene-styrene (ABS) resins, polycarbonate resins, polyphenylene ether resins, ( Examples thereof include synthetic resins such as (meth) acrylic resins, polyamide resins, polyvinyl chloride resins, novolac resins, polyurethane resins, and polyisobutylenes.
- thermosetting resin examples include polyurethane, polyisocyanate, polyisocyanurate, phenol resin, epoxy resin, urea resin, melamine resin, unsaturated polyester resin, polyimide, and other synthetic resins.
- Rubber materials include natural rubber, isoprene rubber, butadiene rubber, 1,2-polybutadiene rubber, styrene-butadiene rubber, chloroprene rubber, nitrile rubber, butyl rubber, chlorinated butyl rubber, ethylene-propylene rubber, chlorosulfonated polyethylene, acrylic rubber And rubber materials such as epichlorohydrin rubber, polyvulcanized rubber, non-vulcanized rubber, silicone rubber, fluorine rubber, and urethane rubber.
- a binder resin having such properties can be highly filled with an inorganic filler, and the resulting heat-expandable resin composition is flexible and easy to handle.
- a non-vulcanized rubber such as butyl and a polyethylene resin are preferably used.
- an epoxy resin is preferable from the viewpoint of improving the fire resistance by increasing the flame retardancy of the resin itself.
- Thermally expandable graphite is a conventionally known substance that expands when heated, and powders such as natural scaly graphite, pyrolytic graphite, and quiche graphite are mixed with inorganic acids such as concentrated sulfuric acid, nitric acid, and selenic acid, concentrated nitric acid, excess
- a graphite intercalation compound produced by treatment with a strong oxidizing agent such as chloric acid, perchlorate, permanganate, dichromate, dichromate, hydrogen peroxide, etc.
- the thermally expandable graphite obtained by acid treatment as described above may be further neutralized with ammonia, an aliphatic lower amine, an alkali metal compound, an alkaline earth metal compound, or the like.
- the particle size of the thermally expandable graphite is preferably 20 to 200 mesh. When the particle size is 200 mesh or smaller, the degree of expansion of the graphite is sufficient to obtain an expanded heat insulating layer, and when the particle size is 20 mesh or larger, the dispersibility when blended in the resin is good and the physical properties are It is good. Examples of commercially available products of thermally expandable graphite include “GREP-EG” manufactured by Tosoh Corporation, “GRAFGUARD” manufactured by GRAFTECH, and the like.
- the thermally expandable resin composition may further contain an inorganic filler.
- the inorganic filler increases the heat capacity and suppresses heat transfer, and works as an aggregate to improve the strength of the expanded heat insulating layer.
- the inorganic filler is not particularly limited, and examples thereof include metal oxides such as alumina, zinc oxide, titanium oxide, calcium oxide, magnesium oxide, iron oxide, tin oxide, antimony oxide, and ferrite; calcium hydroxide, magnesium hydroxide, Water-containing inorganic substances such as aluminum hydroxide and hydrotalcite; metal carbonates such as basic magnesium carbonate, calcium carbonate, magnesium carbonate, zinc carbonate, strontium carbonate, barium carbonate and the like.
- inorganic fillers include calcium salts such as calcium sulfate, gypsum fiber, calcium silicate; silica, diatomaceous earth, dosonite, barium sulfate, talc, clay, mica, montmorillonite, bentonite, activated clay, sepiolite.
- calcium salts such as calcium sulfate, gypsum fiber, calcium silicate; silica, diatomaceous earth, dosonite, barium sulfate, talc, clay, mica, montmorillonite, bentonite, activated clay, sepiolite.
- the particle size of the inorganic filler is preferably 0.5 to 100 ⁇ m, more preferably 1 to 50 ⁇ m.
- the dispersibility greatly affects the performance, so that the particle size is preferably small, but if it is 0.5 ⁇ m or more, the dispersibility is good.
- the addition amount is large, the viscosity of the thermally expandable resin composition increases and the moldability decreases as the high filling progresses, but the viscosity of the thermally expandable resin composition can be decreased by increasing the particle size.
- a particle size of 100 ⁇ m or less is desirable in terms of the surface properties of the molded body and the mechanical properties of the thermally expandable resin composition.
- aluminum hydroxide examples include, for example, “Hijilite H-31” (made by Showa Denko) having a particle size of 18 ⁇ m and “B325” (ALCOA) having a particle size of 25 ⁇ m.
- “Hijilite H-31” made by Showa Denko
- “B325” ACOA
- “BF300” manufactured by Bihoku Flour Industries Co., Ltd.) having a particle diameter of 8 ⁇ m, and the like can be mentioned.
- the thermally expandable resin composition constituting the thermally expandable refractory material can further contain a phosphorus compound in addition to the above-described components in order to increase the strength of the expanded heat insulating layer and improve the fireproof performance.
- the phosphorus compound is not particularly limited.
- red phosphorus various phosphate esters such as triphenyl phosphate, tricresyl phosphate, trixylenyl phosphate, cresyl diphenyl phosphate, xylenyl diphenyl phosphate; sodium phosphate
- metal phosphates such as potassium phosphate and magnesium phosphate
- ammonium polyphosphate compounds represented by the following chemical formula (1).
- red phosphorus, ammonium polyphosphate, and a compound represented by the following chemical formula (1) are preferable from the viewpoint of fireproof performance, and ammonium polyphosphate is more preferable in terms of performance, safety, cost, and the like.
- R 1 and R 3 represent hydrogen, a linear or branched alkyl group having 1 to 16 carbon atoms, or an aryl group having 6 to 16 carbon atoms.
- R 2 is a hydroxyl group, a linear or branched alkyl group having 1 to 16 carbon atoms, a linear or branched alkoxyl group having 1 to 16 carbon atoms, an aryl group having 6 to 16 carbon atoms, or carbon Represents an aryloxy group of formula 6-16.
- red phosphorus commercially available red phosphorus can be used, but from the viewpoint of safety such as moisture resistance and spontaneous ignition during kneading, a material in which the surface of red phosphorus particles is coated with a resin is preferably used.
- the ammonium polyphosphate is not particularly limited, and examples thereof include ammonium polyphosphate and melamine-modified ammonium polyphosphate. Ammonium polyphosphate is preferably used from the viewpoint of handleability and the like. Examples of commercially available products include “AP422” and “AP462” manufactured by Clariant, “FR CROS 484” and “FR CROS 487” manufactured by Budenheim Iberica.
- the compound represented by the chemical formula (1) is not particularly limited, and examples thereof include methylphosphonic acid, dimethyl methylphosphonate, diethyl methylphosphonate, ethylphosphonic acid, n-propylphosphonic acid, n-butylphosphonic acid, 2-methylpropylphosphonic acid.
- t-butylphosphonic acid 2,3-dimethyl-butylphosphonic acid, octylphosphonic acid, phenylphosphonic acid, dioctylphenylphosphonate, dimethylphosphinic acid, methylethylphosphinic acid, methylpropylphosphinic acid, diethylphosphinic acid, dioctylphosphine Acid, phenylphosphinic acid, diethylphenylphosphinic acid, diphenylphosphinic acid, bis (4-methoxyphenyl) phosphinic acid and the like.
- t-butylphosphonic acid is preferable in terms of high flame retardancy although it is expensive.
- the said phosphorus compound can also be used independently and can also use 2 or more types together.
- the thermally expandable resin composition is in the range of 10 to 350 parts by weight of the thermally expandable graphite and 30 to 400 parts by weight of the inorganic filler with respect to 100 parts by weight of the binder resin such as the thermoplastic resin and epoxy resin.
- the thing contained in is preferable.
- the total of the thermally expandable graphite and the inorganic filler is preferably in the range of 50 to 600 parts by mass with respect to 100 parts by mass of the binder resin.
- Such a heat-expandable resin composition expands by heating to form a fireproof heat insulating layer.
- the thermally expandable refractory material expands by heating such as a fire, and can obtain a necessary volume expansion coefficient. After expansion, a residue having a predetermined heat insulation performance and a predetermined strength is formed. It is also possible to achieve stable fireproof performance.
- the total amount of thermally expandable graphite and inorganic filler in the thermally expandable resin composition is 50 parts by mass or more with respect to 100 parts by mass of the binder resin, the amount of residue after combustion is satisfied and sufficient fire resistance performance is obtained. If the amount is 600 parts by mass or less, the mechanical properties are maintained.
- the thermally expandable resin composition may further contain a plasticizer.
- plasticizer is a plasticizer generally used when manufacturing a polyvinyl chloride resin molded object, it will not specifically limit.
- phthalate plasticizers such as di-2-ethylhexyl phthalate (DOP), dibutyl phthalate (DBP), diheptyl phthalate (DHP), diisodecyl phthalate (DIDP), Fatty acid ester plasticizers such as di-2-ethylhexyl adipate (DOA), diisobutyl adipate (DIBA), dibutyl adipate (DBA), Epoxidized ester plasticizers such as epoxidized soybean oil, Polyester plasticizers such as adipic acid ester and adipic acid polyester, Trimellitic acid ester plasticizers such as tri-2-ethylhexyl trimellitate (TOTM), triisononyl trimellitate (TINTM), Phosphate ester plasticizers such as trimethyl
- the plasticizer can be used alone or in combination of two or more.
- the addition amount of the plasticizer is not limited, but the addition amount of the plasticizer is preferably in the range of 20 to 200 parts by mass with respect to 100 parts by mass of the binder resin.
- thermally expandable resin composition used in the present invention is a range that does not impair the object of the present invention, and, if necessary, in addition to antioxidants such as phenol-based, amine-based, sulfur-based, etc.
- Additives such as additives, antistatic agents, stabilizers, crosslinking agents, lubricants, softeners, pigments, tackifying resins, molding aids, and tackifiers such as polybutenes and petroleum resins.
- the heat-expandable refractory material is available as a commercial product.
- a fire barrier manufactured by Sumitomo 3M Limited a heat-expandable refractory material composed of a resin composition containing chloroprene rubber and vermiculite, expansion coefficient: 3 times, Conductivity: 0.20 kcal / m ⁇ h ⁇ ° C., Mitsui Metal Paint Co., Ltd., Medihicut (thermally expandable refractory material comprising a resin composition containing polyurethane resin and thermally expandable graphite, expansion coefficient: 4 times, heat Conductivity: 0.21 kcal / m ⁇ h ⁇ ° C.), and thermally expandable refractory materials such as Sekisui Chemical Co., Ltd. Fibrok.
- the heat-expandable refractory material is not particularly limited as long as the heat-expandable refractory material is insulated by the expansion layer when exposed to a high temperature such as a fire and has strength of the expansion layer. It is preferable that the volume expansion coefficient after heating for 30 minutes under a heating condition of 50 kW / m 2 is 3 to 50 times. When the volume expansion coefficient is 3 times or more, the expansion volume can sufficiently fill the burned-out portion of the binder resin, and when it is 50 times or less, the strength of the expansion layer is maintained and flame penetration is prevented. Effect is maintained.
- the substrate 3 may be a combustible layer, a semi-incombustible layer, or a non-combustible layer.
- the thickness of the substrate 3 is not particularly limited, but is, for example, 5 ⁇ m to 1 mm.
- Examples of the material used for the combustible layer include one or more of cloth materials, paper materials, wood, natural resins, synthetic resins and the like.
- Examples of the material used for the quasi-incombustible layer or the incombustible layer include one or more of metals and inorganic materials.
- cloth material examples include woven fabrics such as cotton, silk, nylon, polyester, polypropylene, and non-woven fabrics.
- Examples of the paper material include fibrous materials taken out from plants such as wood, and paper that has been dispersed in a dispersion medium such as water and chemical fibers, filtered to form a uniform layer, and then dried. It is done.
- a dispersion medium such as water and chemical fibers
- Examples include processed paper obtained by applying paint, water repellent and the like to paper, corrugated cardboard in which corrugated paper is sandwiched between flat papers called liners.
- the wood is not limited to a wood material obtained from natural wood, for example, a laminated wood containing a wood material, a laminated wood, a laminated wood board and the like.
- natural resins include cellulose derivatives, gelatin, alginates, chitosan, pullulan, pectin, carrageenan, proteins, tannins, lignins, rosin acids, polymers, natural rubber, and the like.
- Synthetic resins include, for example, isoprene rubber, butadiene rubber, 1,2-polybutadiene rubber, styrene-butadiene rubber, chloroprene rubber, nitrile rubber, butyl rubber, ethylene-propylene rubber, chlorosulfonated polyethylene, acrylic rubber, epichlorohydrin rubber, silicone Synthetic rubber such as rubber, fluoro rubber, urethane rubber, polyisobutylene rubber, butyl chloride rubber, Polyolefin resins such as polypropylene resin, polyethylene resin, poly (1-) butene resin, polypentene resin, Polystyrene resin, acrylonitrile-butadiene-styrene resin, polycarbonate resin, acrylic resin, polyamide resin, polyvinyl chloride resin, polyethylene terephthalate resin, polybutylene terephthalate resin, polyphenylene ether resin, wholly aromatic polyester resin, polyethersulfone resin, phenol resin , Poly
- Examples of the metal include aluminum, iron, stainless steel, tin, lead, tin-lead alloy, and copper.
- a metal foil as the metal, and examples of the metal foil include aluminum foil, iron foil, stainless steel foil, tin foil, lead foil, tin-lead alloy foil, and copper foil.
- the inorganic material examples include glass wool, rock wool, ceramic wool, gypsum fiber, carbon fiber, stainless fiber, slag fiber, silica alumina fiber, alumina fiber, silica fiber, and zirconia fiber.
- the inorganic fiber layer preferably uses an inorganic fiber cloth using the inorganic fiber. Moreover, it is preferable to use what laminated the metal foil for the inorganic fiber used for an inorganic fiber layer.
- metal foil laminated inorganic fiber for example, an aluminum foil laminated glass cloth, a copper foil laminated glass cloth, and the like are more preferable.
- the substrate is a nonwoven fabric.
- the point of protection of the expansion material such as prevention of breakage is excellent.
- the substrate may be embossed. Even if an embossed base material is used, since the present invention has an intervening layer, the liquid component contained in the expansion material is prevented from reaching the coating surface, thereby reducing color unevenness. Can do.
- the coating layer 4 is a layer provided for improving the appearance of the fireproof multilayer sheet 1.
- the thickness of the coating layer 4 is not particularly limited, but is, for example, 10 ⁇ m to 1 mm.
- the paint constituting the coating layer 4 may be any paint including oil paint, lacquer, synthetic resin paint, and water paint.
- coating film forming components such as drying oil, resin, and cellulose; additives such as leveling agents, slip agents, plasticizers, thickeners, emulsifiers, desiccants, antifoaming agents; solvents; and pigments, Give fireproof multilayer sheet 1 anticorrosion, antiseptic, antifungal, antifouling, waterproof, bactericidal, chemical, fireproof (protective function), heat shield, water repellency, fluorescence, phosphorescent, It may contain a known component for imparting harmful chemical substance adsorptivity (providing functionality).
- the intervening layer 5 is directly bonded to each layer of the thermal expansion material 2 and the base material 3 to enhance the peel strength between the thermal expansion material 2 and the base material 3.
- the thickness of the intervening layer 5 is not particularly limited, but is 2 ⁇ m to 1 mm, for example.
- the intervening layer 5 is 50% by mass or more of the thermoplastic resin with respect to all the components constituting the intervening layer 5, for example, 60% by mass, 70% by mass, 80% by mass, 90% by mass or 100% by mass.
- the thermoplastic resin is preferably a thermoplastic resin selected from polyolefins, polyvinyl acetate (EVA), and polyvinyl chloride (PVC).
- Polyolefins include polyethylene (PE), polyethylene terephthalate (PET), polypropylene (PP), and combinations thereof.
- the fireproof multilayer sheet 1 When the base material 3, the intervening layer 5 and the thermal expansion material 2 are heated in the state of manufacturing, the intervening layer 5 made of the material is melted to become an adhesive layer, and between the thermal expansion material 2 and the base material 3. Increase peel strength.
- Polyolefins are superior in that they do not generate harmful gases during combustion and are also environmentally friendly materials.
- the adhesiveness of the base material 3 and the intervening layer 5 will increase.
- the melting point of the intervening layer 5 is preferably lower by 50 ° C. or more than the expansion start temperature of the expansion material.
- the melt mass flow rate (MFR) is preferably 20 dg / min or more.
- the fire-resistant multilayer sheet 1 is formed by laminating a thermal expansion material 2, an intervening layer 5, and a base material 3 in this order, and applying heat to such an extent that the intervening layer 5 is melted to the laminated body. It is formed by adhering the layer 5 and the substrate 3 and then applying a paint on the substrate 3 to form the coating layer 4.
- the thermal expansion material 2 may be formed by stacking the intervening layer 5 on the solid thermal expansion material 2 using the molded sheet-like thermal expansion material 2, or a liquid which is a material of the thermal expansion material 2 on the conveyor.
- the interstitial layer 5 may be laminated before spreading the thermally expandable resin composition and solidifying the sheet.
- the thermal expansion material 2, the intervening layer 5, and the base material 3 are each rolled out from a roller wound, heated, and pressed by a press machine.
- the coating film layer 4 may be formed by applying a coating material.
- the obtained fire-resistant multilayer sheet 1 is cut into an appropriate dimension according to the dimension of the adherend to which the fire-resistant multilayer sheet 1 is attached, and attached to an adherend that is a building or a member constituting the building. To use.
- building includes structures such as single-family houses, apartment houses, high-rise houses, high-rise buildings, commercial facilities, public facilities, etc .; ships such as passenger ships, transport ships, ferry ships; However, the present invention is not limited to these and may be used for vehicles.
- building material refers to any material used to make a building, such as a structure such as a wall, a floor, a brick, a roof, or a plate; a window (a sliding window, a swing window, a raising / lowering window, etc.) ), Shojis, doors (ie, doors), doors, brans, and balustrades, including but not limited to: wiring, piping; and the like.
- the fireproof multilayer sheet of the present invention can be used for the opening of building materials.
- the “opening” of building materials is not only an opening provided in one building material, but also a space defined by two or more building materials, or between two or more building materials facing each other. Including gaps.
- the intervening layer 5 is not limited to a single layer, and may be an intervening layer 5 having a multilayer structure of two or more layers. Moreover, the intervening layer 5 may be comprised from the same raw material, and may be comprised from a different material.
- each of the thermal expansion material 2 and the base material 3 may be composed of a plurality of thermal expansion materials 2 and the base material 3.
- the fireproof multilayer sheet 1 includes a base material 3 and an intervening layer 5 on both upper and lower sides, and the intervening layer 5 is in contact with the thermal expansion material 2 between two intervening layers 5. It is good also as a structure which provided the thermal expansion material 2 and provided the coating-film layer 4 on the base material 3 of one or both. By adopting such a configuration, it may be possible to prevent deformation such as warping by reducing the difference in contraction between the upper and lower surfaces.
- fire-resistant multilayer sheets each having a base material 3, an intervening layer 5, and a thermal expansion material 2 corresponding to the configuration without the coating film layer of FIG.
- a surface material laminated and integrated so that the intervening layer 5 has a thickness of 75 ⁇ m is formed on one side of the base material 3 on both upper and lower sides, and the intervening layer 5 is heated between the two surface materials.
- the thermal expansion material 2 was applied so as to be in contact with the expansion material 2.
- the thermal expansion material 2 was applied in a sheet shape so as to have a thickness of 1.5 mm.
- the obtained laminate was heat-cured at 90 ° C. for 15 hours in a curing furnace to prepare a fireproof multilayer sheet 1 in which the surface material and the thermal expansion material 2 were integrated.
- a PET nonwoven fabric embossed with a diamond shape having a depth of 30 ⁇ m at a pitch of 3 mm in the vertical and horizontal directions was used.
- thermal expansion material a thermal expansion material having the following composition was used.
- Epoxy resin E807 manufactured by Mitsubishi Chemical
- EKFL052 manufactured by Mitsubishi Chemical
- 40 parts by mass thermally expandable graphite CA60N manufactured by Airwater
- 100 parts by mass ammonium polyphosphate AP422 manufactured by Clariant Chemicals
- 100 parts by mass calcium carbonate BF300 manufactured by Shiraishi Calcium Co.
- 100 parts by mass ⁇ thermal expansion material 2 Vinyl chloride resin TK1000 (manufactured by Shin-Etsu Chemical Co., Ltd.) 100 parts by mass plasticizer DIDP (diisodecyl phthalate; manufactured by JPLUS)
- DIDP diisodecyl phthalate; manufactured by JPLUS
- 80 parts by mass Thermally expandable graphite CA60N manufactured by Airwater
- 90 parts by mass Ammonium polyphosphate AP422 (Clariant Chemicals) 90 parts by mass)
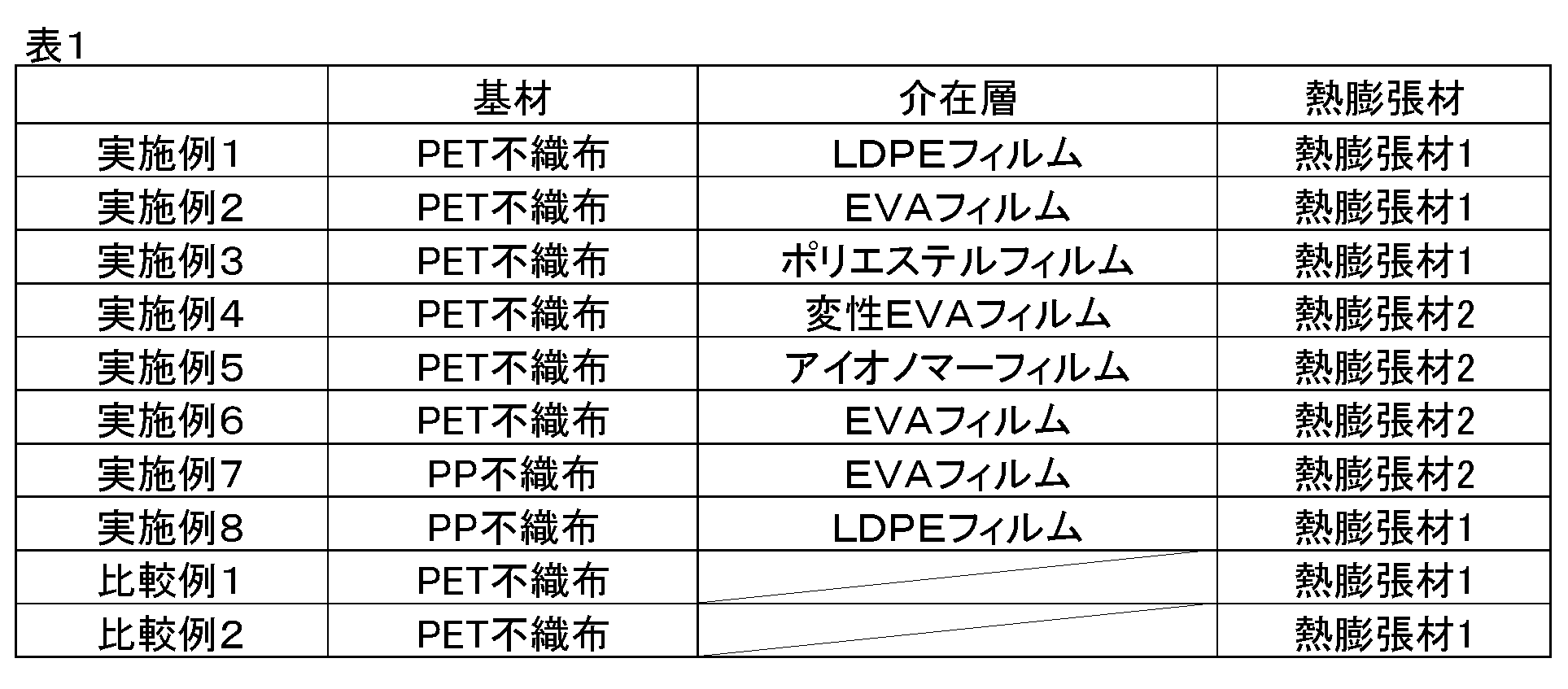
- PET nonwoven fabric (“Acstar N1080-7S” manufactured by Toray Industries, Inc.) or PP nonwoven fabric (manufactured by Maeda Kosen Co., Ltd., “Split Top SP-1017E”) was used.
- an LDPE film (Tokyo Ink 1050), an EVA film (Tokyo Ink 2030), a polyester film (Tokyo Ink G100), a modified EVA film (Tokyo Ink D60) or an ionomer film (Tokyo) Ink H1652) was used.
- Table 1 shows specific configurations of Examples 1 to 8 and Comparative Examples 1 and 2.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Building Environments (AREA)
Abstract
Description
熱膨張材2は、バインダー樹脂と熱膨張性黒鉛とを含む熱膨張性樹脂組成物から構成された熱膨張性シートである。熱膨張材2の厚みは特に限定されないが、例えば0.1mm~6mmである。

ジ-2-エチルヘキシルアジペート(DOA)、ジイソブチルアジペート(DIBA)、ジブチルアジペート(DBA)等の脂肪酸エステル可塑剤、
エポキシ化大豆油等のエポキシ化エステル可塑剤、
アジピン酸エステル、アジピン酸ポリエステル等のポリエステル可塑剤、
トリー2-エチルヘキシルトリメリテート(TOTM)、トリイソノニルトリメリテート(TINTM)等のトリメリット酸エステル可塑剤、
トリメチルホスフェート(TMP)、トリエチルホスフェート(TEP)、リン酸と陸レジル(TCP)等の燐酸エステル可塑剤、
鉱油等のプロセスオイルなどが挙げられる。
基材3は、可燃層であっても、準不燃層または不燃層であってもよい。基材3の厚みは特に限定されないが、例えば5μm~1mmである。
ポリプロピレン樹脂、ポリエチレン樹脂、ポリ(1-)ブテン樹脂、ポリペンテン樹脂等のポリオレフィン樹脂、
ポリスチレン樹脂、アクリロニトリル-ブタジエン-スチレン樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリフェニレンエーテル樹脂、全芳香族ポリエステル樹脂、ポリエーテルスルホン樹脂、フェノール樹脂、ポリウレタン樹脂、エポキシ樹脂等が挙げられる。
塗膜層4は、耐火多層シート1の外観を改善するために設けられる層である。塗膜層4の厚みは特に限定されないが、例えば10μm~1mmである。
介在層5は、熱膨張材2および基材3の各々の層と直接接着し、熱膨張材2と基材3の間の剥離強度を増強している。介在層5の厚みは特に限定されないが、例えば2μm~1mmである。
この様な構成をとることで、上下面の収縮差を減少させることにより、反り等の変形を防止可能となる場合がある。
実施例1~8として、図2の塗膜層が存在しない構成に相当する、基材3、介在層5、および熱膨張材2を積層した耐火多層シートを作成した。具体的には、基材3の片面に押し出し加工により介在層5が75μm厚となるように積層一体化された表面材を、上下両側に設け、2つの表面材間に、介在層5が熱膨張材2と接触するように熱膨張材2を塗布した。熱膨張材2は厚みが1.5mmになるようにシート形状に塗布した。得られた積層体を硬化炉にて90℃で15時間、加熱硬化させ、表面材と熱膨張材2が一体化された耐火多層シート1を作成した。
エポキシ樹脂 E807(三菱化学社製) 60質量部
ジアミン系硬化剤 EKFL052(三菱化学社製)40質量部
熱膨張性黒鉛 CA60N(エアウォーター社製)100質量部
ポリリン酸アンモニウム AP422(クラリアントケミカルズ社製)100質量部
炭酸カルシウム BF300(白石カルシウム社製)100質量部
<熱膨張材2>
塩化ビニル樹脂 TK1000(信越化学社製)100質量部
可塑剤 DIDP(フタル酸ジイソデシル;ジェイプラス社製)80質量部
熱膨張性黒鉛 CA60N(エアウォーター社製)90質量部
ポリリン酸アンモニウム AP422(クラリアントケミカルズ社製)90質量部
次に、各実施例及び比較例の耐火多層シートにおいて、熱膨張材と基材層の間の剥離を調べるための目視試験を行うと共に、黒色のエポキシ系塗料を用いて基材層の上に塗膜層をさらに施し、塗装ムラを観察した。結果を表2に示す。
(接着性) 硬化炉から取り出した1m×1mシートの端部を観察し、長さ10mm以上の非接着部分がないものを接着性ありとし、非接着部分が1箇所以上あるものを接着性なしとした。
(塗装ムラ) 基材に塗料を塗布し、1週間乾燥後させたときに、目視にて塗料の剥がれにより基材が一部でも露出しているシートの表面に確認できるもの、または、乾燥せず塗料が液状化しているか否か、つまり塗料ムラの有無を評価した。

Claims (7)
- バインダー樹脂と熱膨張性黒鉛とを含む熱膨張性樹脂組成物からなる熱膨張材と、熱膨張材に積層された基材とを備え、熱膨張材と基材との間に熱可塑性樹脂を含有する介在層が配置されている耐火多層シート。
- 基材の介在層が配置された面の反対側の面側に、塗膜層が積層されている請求項1に記載の耐火多層シート。
- 基材が不織布である請求項1又は2に記載の耐火多層シート。
- 前記介在層が、熱膨張材および基材と接着している請求項1~3のいずれかに記載の耐火多層シート。
- 前記熱可塑性樹脂が、ポリオレフィン、ポリ酢酸ビニル、およびポリ塩化ビニルから選択される熱可塑性樹脂である請求項1~4のいずれか一項に記載の耐火多層シート。
- 膨張材層がエポキシ樹脂またはポリ塩化ビニルであることを特徴とする請求項1~5のいずれか一項に記載の耐火多層シート。
- 基材がポリエステルであることを特徴とする請求項1~6のいずれか一項に記載の耐火多層シート。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17741536.1A EP3406439B1 (en) | 2016-01-21 | 2017-01-20 | Refractory multilayer sheet |
| KR1020187020584A KR20180108593A (ko) | 2016-01-21 | 2017-01-20 | 내화 다층 시트 |
| JP2017505678A JP6212673B1 (ja) | 2016-01-21 | 2017-01-20 | 耐火多層シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009514 | 2016-01-21 | ||
| JP2016-009514 | 2016-01-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017126659A1 true WO2017126659A1 (ja) | 2017-07-27 |
Family
ID=59361825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/001939 Ceased WO2017126659A1 (ja) | 2016-01-21 | 2017-01-20 | 耐火多層シート |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3406439B1 (ja) |
| JP (2) | JP6212673B1 (ja) |
| KR (1) | KR20180108593A (ja) |
| WO (1) | WO2017126659A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019185446A1 (en) * | 2018-03-26 | 2019-10-03 | Etex Building Performance International Sas | Plasterboard |
| EP3611017A1 (de) * | 2018-08-17 | 2020-02-19 | BMI Group Management UK Limited | Feuerbeständige schutzfolie |
| JP2021014032A (ja) * | 2019-07-10 | 2021-02-12 | 株式会社エフコンサルタント | 積層体、及び被覆構造体 |
| WO2024246643A1 (en) * | 2023-05-26 | 2024-12-05 | 3M Innovative Properties Company | Flame-retardant decorative laminate and decorative article including the laminate |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7261048B2 (ja) * | 2018-03-16 | 2023-04-19 | 積水化学工業株式会社 | 熱膨張性シート及び熱膨張性シートの製造方法 |
| CN109098302B (zh) * | 2018-08-30 | 2020-09-04 | 广东黑卫防火技术有限公司 | 一种膨胀型金属防火封堵板 |
| JP7207980B2 (ja) * | 2018-12-06 | 2023-01-18 | 積水化学工業株式会社 | 耐火多層シート |
| JP7312016B2 (ja) * | 2019-05-20 | 2023-07-20 | 積水化学工業株式会社 | 耐火多層シート |
| KR102258690B1 (ko) * | 2020-09-21 | 2021-05-28 | 한국세라믹기술원 | 내열 및 불연 특성을 갖는 불연소재, 그 제조 방법, 이를 포함하는 건축 내장재, 보온재, 흡음재 및 단열재 |
| KR102309499B1 (ko) * | 2021-03-25 | 2021-10-06 | 주식회사 풀담 | 차열기능을 갖는 폴리프로필렌 용기 |
| KR102701328B1 (ko) * | 2021-11-01 | 2024-09-05 | 정문성 | 건축용 난연 패널 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11270019A (ja) * | 1998-03-23 | 1999-10-05 | Sekisui Chem Co Ltd | 耐火用被覆シート |
| JP2003239424A (ja) * | 2001-12-13 | 2003-08-27 | Sekisui Chem Co Ltd | 高耐久耐火性樹脂シートおよびその製造方法 |
| JP2007138403A (ja) * | 2005-10-20 | 2007-06-07 | Dainippon Printing Co Ltd | 不燃性基材およびそれを用いた不燃性化粧板 |
| JP2008208625A (ja) * | 2007-02-27 | 2008-09-11 | Sekisui Chem Co Ltd | 耐火被覆構造 |
| JP2009215721A (ja) * | 2008-03-07 | 2009-09-24 | Ashimori Ind Co Ltd | 耐火断熱シート |
| JP2015129436A (ja) * | 2013-12-06 | 2015-07-16 | 積水化学工業株式会社 | 意匠性を付与した熱膨張材 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000215721A (ja) * | 1999-01-21 | 2000-08-04 | Canon Inc | 照明装置、及びそれを用いた液晶装置 |
| JP2000345638A (ja) * | 1999-03-31 | 2000-12-12 | Sekisui Chem Co Ltd | 耐火複合面材、折板外壁及び防・耐火壁構成体 |
| US20090111345A1 (en) * | 2007-10-24 | 2009-04-30 | Dattatreya Panse | Thermally protective materials |
| US9045904B2 (en) * | 2012-11-16 | 2015-06-02 | Firestone Building Products Co., LLC | Thermoplastic membranes containing expandable graphite |
-
2017
- 2017-01-20 WO PCT/JP2017/001939 patent/WO2017126659A1/ja not_active Ceased
- 2017-01-20 EP EP17741536.1A patent/EP3406439B1/en active Active
- 2017-01-20 KR KR1020187020584A patent/KR20180108593A/ko not_active Withdrawn
- 2017-01-20 JP JP2017505678A patent/JP6212673B1/ja active Active
- 2017-08-29 JP JP2017164542A patent/JP2017202694A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11270019A (ja) * | 1998-03-23 | 1999-10-05 | Sekisui Chem Co Ltd | 耐火用被覆シート |
| JP2003239424A (ja) * | 2001-12-13 | 2003-08-27 | Sekisui Chem Co Ltd | 高耐久耐火性樹脂シートおよびその製造方法 |
| JP2007138403A (ja) * | 2005-10-20 | 2007-06-07 | Dainippon Printing Co Ltd | 不燃性基材およびそれを用いた不燃性化粧板 |
| JP2008208625A (ja) * | 2007-02-27 | 2008-09-11 | Sekisui Chem Co Ltd | 耐火被覆構造 |
| JP2009215721A (ja) * | 2008-03-07 | 2009-09-24 | Ashimori Ind Co Ltd | 耐火断熱シート |
| JP2015129436A (ja) * | 2013-12-06 | 2015-07-16 | 積水化学工業株式会社 | 意匠性を付与した熱膨張材 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019185446A1 (en) * | 2018-03-26 | 2019-10-03 | Etex Building Performance International Sas | Plasterboard |
| EP3611017A1 (de) * | 2018-08-17 | 2020-02-19 | BMI Group Management UK Limited | Feuerbeständige schutzfolie |
| JP2021014032A (ja) * | 2019-07-10 | 2021-02-12 | 株式会社エフコンサルタント | 積層体、及び被覆構造体 |
| JP7366613B2 (ja) | 2019-07-10 | 2023-10-23 | 株式会社エフコンサルタント | 積層体、及び被覆構造体 |
| WO2024246643A1 (en) * | 2023-05-26 | 2024-12-05 | 3M Innovative Properties Company | Flame-retardant decorative laminate and decorative article including the laminate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6212673B1 (ja) | 2017-10-11 |
| EP3406439B1 (en) | 2022-03-30 |
| EP3406439A4 (en) | 2019-08-28 |
| EP3406439A1 (en) | 2018-11-28 |
| KR20180108593A (ko) | 2018-10-04 |
| JP2017202694A (ja) | 2017-11-16 |
| JPWO2017126659A1 (ja) | 2018-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6212673B1 (ja) | 耐火多層シート | |
| JP6876646B2 (ja) | 耐火シートおよびその巻回体 | |
| JP6379317B2 (ja) | 耐火樹脂組成物及び耐火樹脂成形体 | |
| JP6546649B2 (ja) | 耐火樹脂組成物及び耐火樹脂成形体 | |
| JP6499796B2 (ja) | 熱膨張性耐火シート | |
| WO2013145790A1 (ja) | エポキシ樹脂含有熱膨張性樹脂組成物シートおよび防火区画貫通部構造の施工方法 | |
| JP6654910B2 (ja) | 耐火多層シート | |
| JP7084114B2 (ja) | 耐火性シート | |
| JP2019112938A (ja) | 耐火材およびその巻回体 | |
| JP7372734B2 (ja) | 熱膨張性シート | |
| JP5001629B2 (ja) | 耐火柱およびこれを使用したユニット建物 | |
| JP7025191B2 (ja) | 熱膨張性耐火シート | |
| JP7291263B2 (ja) | 耐火性シート | |
| JP2020189415A (ja) | 耐火多層シート | |
| CN117957111A (zh) | 层叠体 | |
| JP7168433B2 (ja) | 耐火シート及びその巻回体 | |
| JP2016151125A (ja) | 防火サッシの膨張材貼りつけ方法、およびその方法によって製造された防火サッシ | |
| JPH11270018A (ja) | 耐火構造体 | |
| JP2019167814A (ja) | 防火サッシの膨張材貼りつけ方法、およびその方法によって製造された防火サッシ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017505678 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17741536 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20187020584 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017741536 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017741536 Country of ref document: EP Effective date: 20180821 |