WO2017155099A1 - 容器用金属板およびその製造方法 - Google Patents
容器用金属板およびその製造方法 Download PDFInfo
- Publication number
- WO2017155099A1 WO2017155099A1 PCT/JP2017/009749 JP2017009749W WO2017155099A1 WO 2017155099 A1 WO2017155099 A1 WO 2017155099A1 JP 2017009749 W JP2017009749 W JP 2017009749W WO 2017155099 A1 WO2017155099 A1 WO 2017155099A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal plate
- container
- polyester film
- layer
- wax
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/006—PBT, i.e. polybutylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/30—Iron, e.g. steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/66—Cans, tins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
- C08L67/03—Polyesters derived from dicarboxylic acids and dihydroxy compounds the dicarboxylic acids and dihydroxy compounds having the carboxyl- and the hydroxy groups directly linked to aromatic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L91/00—Compositions of oils, fats or waxes; Compositions of derivatives thereof
- C08L91/06—Waxes
- C08L91/08—Mineral waxes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Definitions
- the present invention relates to a metal plate for containers and a method for producing the same.
- the surface of the metal plate When processing the metal plate for containers and using it as a container, the surface of the metal plate may be subjected to a coating treatment.
- the coating process is complicated, there is a problem that productivity related to container manufacture is reduced by the coating process and a large amount of solvent is discharged by the coating process.
- a method of laminating a thermoplastic resin film on the surface of a heated metal plate using a laminating roll instead of applying a coating treatment to the surface of the metal plate has been proposed.
- a metal plate laminated with a plastic resin film may be referred to as a laminated metal plate).
- the laminated metal plate is used as a container for food such as canned food, there is a problem that the food that is the contents of the container adheres firmly to the inner surface of the container and it is difficult to take out the food.
- Patent Documents 1 and 2 propose a method for making it easy to take out food by adding wax to a thermoplastic resin film.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to provide a metal plate for a container excellent in the ease of taking out contents and a method for producing the same.
- a container metal plate according to the present invention is laminated on a metal plate and a surface of the metal plate on the inner surface of the container, contains 0.010 to 2.000% by mass of wax, and has a dipole force. And a polyester film having a viscosity of 40 mN / m or less.
- the wax may be one or more of polyethylene wax, polypropylene wax, and sodium stearate.
- the container metal plate according to the above (1) or (2) is a laminated film in which the polyester film is composed of two or more layers, and is a layer that is at least the uppermost layer on the inner surface side of the container after lamination. May contain 0.010 to 2.000% of wax by mass ratio.
- the total content of polyethylene terephthalate and polyethylene naphthalate in the upper layer on the inner surface side of the container after lamination is included in the layer. It may be 80 mol% or more of the polyester.
- the content of polybutylene terephthalate in the layer on the metal plate side of the laminated film is 5 to 80 mol of the polyester contained in the layer. %.
- the metal plate for a container according to any one of the above (1) to (5) is laminated with a polyester film having a crystallization temperature of 120 ° C. or lower on the surface of the metal plate on the container outer surface side. May be.
- the method for producing a metal plate for containers according to the present invention comprises a metal plate and a polyester film containing polyester and 0.010 to 2.000 mass% wax sandwiched between a pair of laminate rolls.
- the metal plate for containers according to the present invention is a metal plate for containers manufactured by the method for manufacturing a metal plate for containers described in (7) above, and the metal plate and the inner surface side of the metal plate And a polyester film containing 0.010 to 2.000% by mass of wax and having a dipole force of 40 mN / m or less.
- the wax may be one or more of polyethylene wax, polypropylene wax, and sodium stearate.
- the container metal plate according to the above (8) or (9) is a laminated film in which the polyester film is composed of two or more layers, and is a layer that is at least the uppermost layer on the inner surface side of the container after lamination. May contain 0.010 to 2.000% of wax by mass ratio.
- the total content of polyethylene terephthalate and polyethylene naphthalate in the uppermost layer on the inner surface side of the container after lamination is included in the layer. It may be 80 mol% or more of the polyester.
- the content of polybutylene terephthalate in the layer on the metal plate side of the laminated film is 5 to 80 mol of the polyester contained in the layer. %.
- the container metal plate according to any one of the above (8) to (12) is laminated with a polyester film having a crystallization temperature of 120 ° C. or less on the surface of the metal plate on the container outer surface side. May be.
- It has a polyester film consisting of two layers of a metal plate side layer (A layer) and a layer (B layer) which becomes the uppermost layer after lamination on the surface of the metal plate on the container inner surface side, It is a block diagram of the metal plate for containers which has the polyester film which consists of two layers of the layer (C layer) by the side of a metal plate, and the layer (D layer) which becomes the uppermost layer after lamination on the surface which becomes.
- thermoplastic resin film As a result of various investigations on the surface physical properties of a thermoplastic resin film that is considered to affect the ease of taking out the contents (food) from the food container, the present inventors have found that the dipole force of the thermoplastic resin film is It has been found that it can be a new index of the ease of taking out the food.
- the force between dipoles is one of the forces generated by electrostatic interaction between molecules, and is the force acting between two molecules that are permanent dipoles.
- Examples of the force generated by the electrostatic interaction between molecules include ionic bond force in addition to dipole force.
- Ease of taking out the food from the container is determined by the polarity contained in the food and the polarity of the surface of the thermoplastic resin film.
- the polarity of the surface of the thermoplastic resin film it is considered that the smaller the polarity of the surface of the thermoplastic resin film, the easier the food can be taken out from the container.
- the polarity is a state where negative and positive electrical bias exists in the molecule, and the magnitude of the electrical bias determines the magnitude of the polarity.
- Calculation of the force between dipoles was performed by the following method. First, a polyester film that is one of thermoplastic resin films was laminated on the surface of a metal plate to produce a metal plate for containers. Next, the contact angles of the three liquid samples (hexadecane, methylene iodide, water) with known surface tension, dispersion force component, dipole component and hydrogen bond component on the surface of the metal plate for containers were measured. As a result, three mathematical formulas are obtained. By solving this equation, the dispersion force component, dipole component and hydrogen bond component of the solid (surface of the metal plate for containers) were calculated. The solid dipole component thus obtained was used as the force between the dipoles on the surface of the metal plate for containers. When hydrogen bonding force is adopted as an index relating to the polarity of the laminate film surface, the numerical value is very small, and it is difficult to clarify the difference in the ease of taking out the contents from the viewpoint of measurement error.
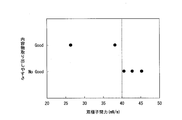
- the present inventors examined the relationship between the magnitude of the force between the dipoles and the ease of taking out the contents from the food container. The results are shown in FIG.
- evaluation of the ease of taking out the contents was performed as follows. First, cans were made from metal plates for containers with different dipole forces. The can body was filled with salmon fillet so that the skin of the salmon was in close contact with the can wall, and the lid was tightened. After performing the retort process in a state where the lid of the can is on the lower side, the lid of the can was turned up and the lid was removed.
- the present inventors have found that if the force between the dipoles is 40 mN / m or less, the contents are easily taken out.
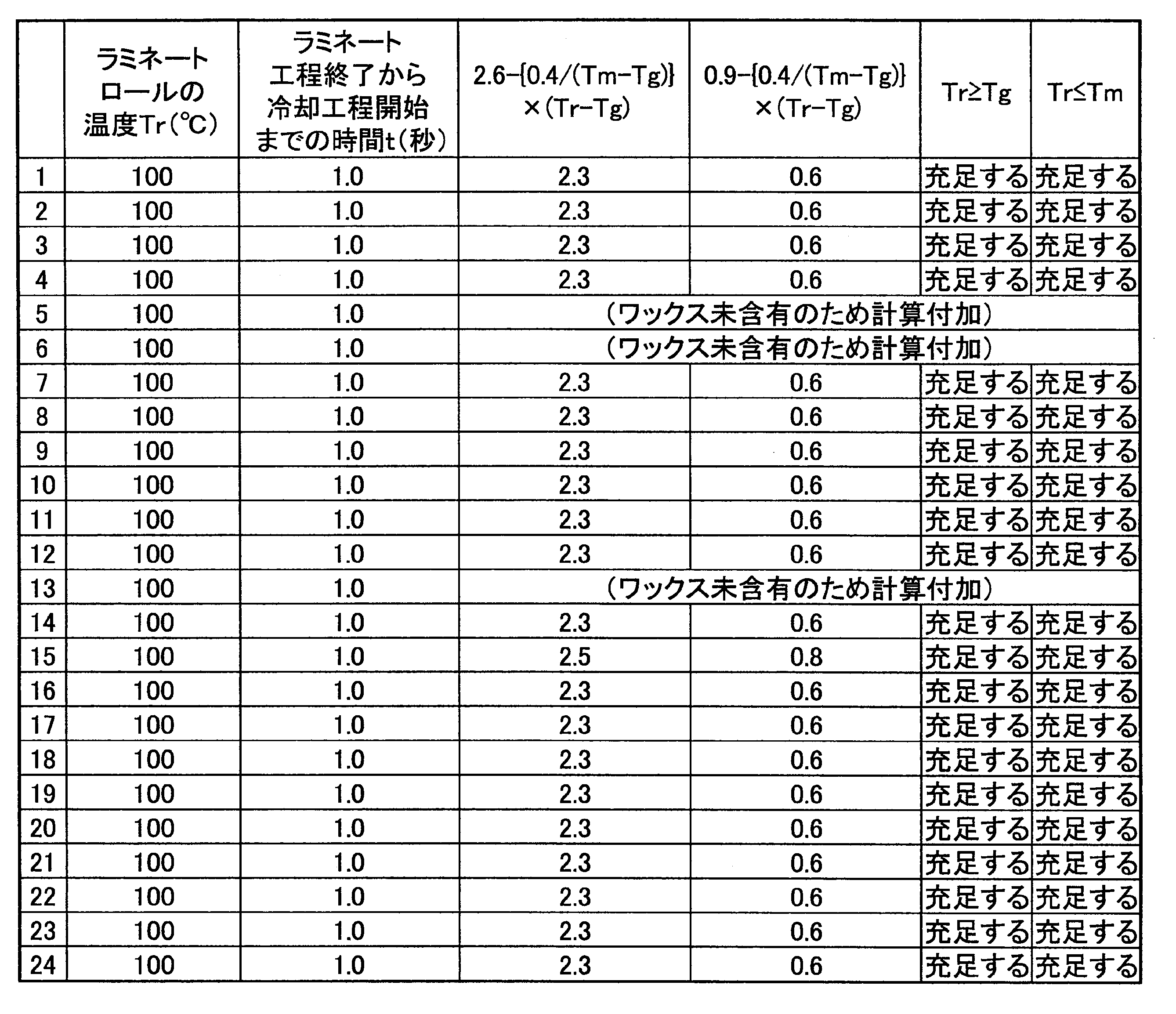
- the temperature Tr (unit: ° C) of the laminate roll is not less than the glass transition temperature Tg (unit: ° C) of the polyester film 3 and not more than the melting point Tm (unit: ° C) of the wax contained in the polyester film 3. It is necessary that the time t (unit: second) from the end of the laminating process to the start of the cooling process satisfies the following formula (2).
- the reason why the dipole force of the film can be suppressed to 40 mN / m or less is as follows. It is considered as follows.
- the wax is suitably melted, and the melted wax is applied to the surface of the polyester film 3. Emits (hereinafter, this phenomenon may be referred to as a bleed-out phenomenon).
- Waxes do not have hydrogen atoms covalently bonded to electronegative atoms. Therefore, the polarity of the surface of the polyester film 3 decreases when the wax is raised on the surface of the polyester film 3. Thereby, it is considered that the force between the dipoles of the polyester film 3 is reduced to 40 mN / m or less.
- FIG. 3 is a configuration diagram of a metal plate 10 for a container having a polyester film 3 on the surface on the inner surface side of the metal plate 1.
- FIG. 4 shows a container having a polyester film 3 consisting of two layers of a metal plate side layer (A layer) 7 and a layer (B layer) 9 which becomes the uppermost layer after lamination on the surface of the metal plate 1 on the inner surface side of the container.
- FIG. FIG. 5 is a configuration diagram of a metal plate 10 for a container having the polyester film 3 on the surface on the inner surface side of the metal plate 1 and the polyester film 5 on the surface on the outer surface side of the metal plate 1.
- FIG. 6 is a configuration diagram of a metal plate 10 for a container having a polyester film 5 on the surface on the container outer surface side of the metal plate 1.
- 7 has a polyester film 3 on the surface of the metal plate 1 on the container inner surface side, and the metal plate 1 layer (C layer) 11 and the uppermost layer after lamination on the surface of the metal plate 1 on the container outer surface side.
- It is a block diagram of the metal plate 10 for containers which has the polyester film 5 which consists of two layers with the layer (D layer) 13.
- the metal plate for containers which has the polyester film 5 which consists of two layers of the layer (C layer) 11 on the metal plate side and the layer (D layer) 13 which becomes the uppermost layer after lamination on the surface which becomes the container outer surface side of the metal plate 1 FIG.
- the container metal plate 10 is laminated on the metal plate 1 and the surface of the metal plate 1 on the container inner surface side, contains 0.010 to 2.000 mass% of wax, and is a dipole.
- Metal plate 1 As the metal plate 1, a mild steel plate, an aluminum plate, or the like widely used as a can material can be used.
- the metal plate 1 may be subjected to a surface treatment, for example, a surface treatment with metallic chromium or a chromium hydrated oxide.
- the amount of metal chromium and chromium hydrated oxide deposited is not particularly limited, but from the viewpoint of adhesion after processing and corrosion resistance, metal chromium is 40 to 500 mg / m 2 in terms of chromium, chromium hydrated oxide. Is preferably in the range of 8 to 20 mg / m 2 .
- the metal plate 1 is preferably so-called tin-free steel (TFS) that does not contain Sn.
- the container metal plate 10 contains 0.010 to 2.000 mass% of wax on the surface of the metal plate 1 on the inner surface side of the container, and the dipole force on the surface is 40 mN / m or less.
- Have Polyester is a resin composed of a dicarboxylic acid component and a glycol component.
- dicarboxylic acid component examples include terephthalic acid, isophthalic acid, naphthalenedicarboxylic acid, diphenyldicarboxylic acid, 5-sodium sulfoisophthalic acid, phthalic acid, and other aromatic dicarboxylic acids, oxalic acid, succinic acid, adipic acid, sebacic acid, Examples thereof include aliphatic dicarboxylic acids such as dimer acid, maleic acid and fumaric acid, alicyclic dicarboxylic acids such as cyclohexanedicarboxylic acid, and oxycarboxylic acids such as p-oxybenzoic acid. Of these, terephthalic acid is preferred from the viewpoints of heat resistance and taste characteristics.
- glycol component examples include aliphatic glycols such as ethylene glycol, propanediol, butanediol, pentanediol, hexanediol and neopentylglycol, alicyclic glycols such as cyclohexanedimethanol, and aromatic glycols such as bisphenol A and bisphenol S. Etc. Of these, ethylene glycol is preferred.
- polyester film 3 may be copolymerized with a polyfunctional compound such as trimetic acid, trimesic acid, and trimethylolpropane as long as the effects of the present embodiment are not impaired.
- the polyester can contain a heat stabilizer, an antioxidant, an ultraviolet absorber, a plasticizer, a pigment, a dye, an antistatic agent, a crystal nucleating agent, and the like as necessary.
- the heat stabilizer include antimony compounds, germanium compounds, titanium compounds, and phosphorus compounds.
- the germanium compound is contained, the taste characteristics after receiving a high-temperature heat history such as drying and retort treatment in the can making process are improved.
- the antimony compound is contained, the amount of diethylene glycol produced as a by-product can be reduced, so that the heat resistance is good.
- a wax having a mass ratio of 0.010 to 2.000% is added so that the dipole force of the polyester film 3 after lamination is in the range described below.
- the wax an organic or inorganic lubricant can be used, and at least one of polyethylene wax, polypropylene wax, and sodium stearate is preferable. If the melting point of the wax is too low, the wax is excessively melted by the heat during lamination, and the melted wax adheres to the roll. Thereby, since the manufacturability of the metal plate for containers 10 is lowered, it is not preferable. After processing the metal plate for containers 10 into a food container and filling the contents, a retort treatment is performed for sterilization.
- Polyethylene wax is particularly suitable as a wax that does not cause such problems.
- polyethylene waxes those having a density of 0.93 g / cm 3 or more are preferable because they have a high melting point and can be added in a small amount.
- the force between the dipoles of the polyester film 3 after lamination is 40 mN / m or less.
- the lower limit of the dipole force of the laminated film is not particularly defined as long as it satisfies 40 mN / m or less, but when many films are measured, the lower limit of the measured value is about 20 mN / m. Note that the force between dipoles is a physical property unique to the substance, and is not determined by the relationship with other substances.
- the polyester film 3 can be manufactured by a normal film forming method after blending a predetermined amount of wax with polyester.
- the polyester film 3 can be manufactured as follows. First, a polyester resin and a predetermined amount of wax are charged into a melt extruder in which the barrel temperature is set to 20 ° C. or higher than the melting point of the polyester resin, and the raw material is melted and extruded.
- the polyester film 3 can be formed by cooling and solidifying the extruded polyester resin to a predetermined thickness with a casting drum.
- the polyester film 3 may be a single-layer film consisting of only one layer, and includes a layer (A layer) 7 on the metal plate side and a layer (B layer) 9 that becomes the uppermost layer on the container inner surface side after lamination.
- a laminated film including at least two layers may be used.
- a conventional method such as a dry, wet, or extrusion lamination method is adopted, and an adhesive, corona discharge treatment, and oxidation treatment are performed as necessary.
- the polyester film 3 is a laminated film, at least the layer (B layer) 9 that becomes the uppermost layer on the inner surface side of the container after lamination needs to contain a wax.
- the layer (B layer) 9 that becomes the uppermost layer on the inner surface side of the container after lamination contains at least one of polyethylene terephthalate and polyethylene naphthalate, and the total of polyethylene terephthalate and polyethylene naphthalate The content is preferably 80 mol% or more of the polyester constituting the layer (B layer) 9 that becomes the uppermost layer on the inner surface side of the container after lamination. Thereby, the outstanding impact resistance can be obtained.
- the polybutylene terephthalate content of the metal plate side layer (A layer) 7 is preferably 5 to 80 mol% of the polyester contained in this layer.
- the container metal plate 10 may have a polyester film 5 having a crystallization temperature of 120 ° C. or less on the surface of the metal plate 1 on the container outer surface side. Since the metal plate 10 for containers has the polyester film 5 in the surface which becomes the container outer surface side of the metal plate 1, since the surface appearance of the food container after a retort process becomes suitable, it is preferable.
- the food container is left in a wet heat state at 120 to 130 ° C. for about 1 to 2 hours.
- the polyester film is locally crystallized, a part thereof becomes opaque.
- the transparent appearance and the opaque appearance become a mottled pattern, and the surface appearance is remarkably deteriorated.
- the crystallization temperature of the polyester film 5 is 120 degrees C or less.
- the crystallization temperature of the film is determined from the endothermic peak accompanying the phase transition when cooled at a rate of 10 ° C./min with a differential scanning calorimeter.
- the crystallization temperature when the film is multilayer is the average of the crystallinity of all layers.
- the polyester film 5 is a laminate having at least two layers of a metal plate side layer (C layer) 11 and a layer (D layer) 13 which becomes the uppermost layer on the container outer surface side after lamination. It may be a film.
- the metal plate-side layer (C layer) 11 preferably contains polybutylene terephthalate, and 5 to 80 mol% of the polyester contained in the metal plate-side layer (C layer) 11 is preferably polybutylene terephthalate. is there. Thereby, it becomes easy to control the crystallization temperature of the polyester film 5 to 120 ° C. or less, and the moldability of the polyester film 5 can be improved.
- Polybutylene terephthalate has a low crystallization temperature and is easily crystallized. Therefore, when more than 80 mol% of the polyester contained in the polyester film 5 is polybutylene terephthalate, the moldability of the polyester film 5 after lamination is lowered, which is not preferable. On the other hand, if the polybutylene terephthalate is less than 5 mol%, the crystallization temperature of the polyester film 5 is not sufficiently lowered, which is not preferable. A more preferable content of polybutylene terephthalate is 30 to 70 mol%.
- the polyester film 5 is a laminated film having at least two layers of a layer (C layer) 11 on the metal plate side and a layer (D layer) 13 which becomes the uppermost layer on the container outer surface side after lamination, the container outer surface after lamination
- the layer (D layer) 13 serving as the uppermost layer on the side contains at least one of polyethylene terephthalate and polyethylene naphthalate, and after lamination, the polyethylene terephthalate and polyethylene naphthalate in the layer (D layer) 13 serving as the uppermost layer on the outer surface side of the container
- the total content with the phthalate is preferably 80 mol% or more of the polyester contained in the layer (D layer) 13 which is the uppermost layer on the outer surface side of the container after lamination. Thereby, the impact resistance of the polyester film 5 can be improved.
- a colorant can be added to the polyester film.
- Colorants include pigments and dyes.
- the pigment aluminum powder, bronze powder, zinc powder, mica powder, titanium oxide, zinc oxide, zinc sulfide and the like can be used.
- the dye azo dyes, anthraquinone dyes, indigo dyes, and the like can be used.
- the manufacturing method of the metal plate 10 for containers is a laminate in which the metal plate 1 and the polyester film 3 are passed between a pair of laminating rolls (not shown), and the polyester film 3 is laminated on the surface of the metal plate 1 on the inner surface side of the container. And a cooling step of cooling the metal plate 1 having the polyester film 3 laminated on the surface on the inner surface side of the container after the step of laminating.
- ⁇ Lamination process> When manufacturing the metal plate 10 for containers, first, the metal plate 1 and the polyester film 3 are passed between a pair of laminating rolls (not shown), and the surface that becomes the container inner surface side of the metal plate 1 A polyester film 3 is laminated on the substrate. In addition, when laminating the polyester film 5 on the surface which becomes the container outer surface side of the metal plate 1, the polyester film 5 is conveyed from the opposite side to the polyester film 3, and the metal plate 1, the polyester film 3 and the polyester film 5 are attached. It is allowed to pass while sandwiched between a pair of laminate rolls.
- Tr (unit: ° C.) which is the temperature of a pair of laminating rolls (not shown) is not less than Tg (unit: ° C.) which is the glass transition temperature of the polyester film 3, and Tm which is the melting point of the wax. (Unit: ° C.) That is, Tr which is the temperature of a pair of laminate rolls (not shown) satisfies the following expression (3).
- Tr (unit: ° C.), which is the temperature of a laminate roll (not shown), is lower than Tg (unit: ° C.), which is the glass transition temperature of the polyester film 3, the wax does not suitably float on the surface of the polyester film 3. For this reason, the force between the dipoles of the polyester film 3 is more than 40 mN / m, which is not preferable because the content can be easily taken out.
- Tm melting point
- Tm unit: ° C
- the wax contained in the polyester film 3 is not preferable because it adheres to the pressure-bonding roll at the time of lamination and the productivity is lowered.
- t (unit: second) which is the time from the end of the laminating process to the start of the cooling process satisfies the following expression (4).
- the time t (unit: second) exceeds the upper limit of the formula (4), the resin of the polyester film 3 is spherulized, and the adhesion of the polyester film 3 to the metal plate 1 is lowered, which is not preferable.
- the time t (unit: second) is less than the lower limit of the above formula (4), the wax contained in the polyester film 3 does not bleed out, the dipole force becomes more than 40 mN / m, and the contents can be easily taken out. It is not preferable because it becomes insufficient.
- the said Formula (4) is calculated in advance using the sample metal plate for containers whose dipole force is 40 mN / m or less.
- you may confirm additionally that the said (4) Formula is not satisfied using the metal plate for containers of the sample whose dipole force is 40 mN / m or more.
- Tm unit: ° C.
- time t unit: second
- the glass transition temperature of the polyester film 3 is calculated based on the exothermic peak measured by a differential scanning calorimeter.
- the exothermic peak is measured for the entire polyester film 3 instead of measuring the exothermic peak for each layer.
- the measured exothermic peak has a wide range, and the glass transition temperature is calculated using the highest temperature among them.
- the manufacturing method of the metal plate 10 for containers has the cooling process which cools the metal plate 1 by which the polyester film 3 was laminated on the surface used as the container inner surface side after a lamination process.
- the cooling method in a cooling process is not specifically limited,
- the method of immersing the metal plate 1 in which the polyester film 3 (and polyester film 5) was laminated in the cooling tank containing water, and the polyester film 3 (and polyester film 5) are Examples include a method of spraying water on the laminated metal plate 1.
- Tr unit: ° C.
- Tr unit: ° C.
- a non-contact thermometer for example, a radiation thermometer
- a contact thermometer for example, a rotating roll temperature sensor
- t unit: second
- t the time from the completion
- finish time of a lamination process is a time of the lamination of the polyester film 3 to the surface used as the container inner surface side of the metal plate 1 complete
- the start time of a cooling process is a time of starting the cooling with respect to the metal plate 1 by which the polyester film 3 was laminated on the surface used as the container inner surface side. For example, when it cools using a cooling tank, the start time when the metal plate 1 by which the polyester film 3 was laminated on the surface used as a container inner surface side was immersed in the cooling tank is represented.
- the force between the dipoles of the film after laminating becomes 40 mN / m or less, and a metal plate for a container having excellent content takeout properties is obtained. be able to.
- a chromium-plated steel sheet was manufactured by performing chrome plating after degreasing and pickling on a loom plate having a thickness of 0.18 mm. Chromium plating was performed as follows. First, chromium plating was performed in a chromium plating bath containing chromic anhydride and fluoride. After the intermediate rinsing, electrolytic treatment was performed with a chemical conversion treatment solution containing chromic anhydride and fluoride. At that time, by adjusting the conditions of the electrolytic treatment, the metal chromium adhesion amount was 100 mg / m 2 and the chromium hydrated oxide amount was 12 mg / m 2 .
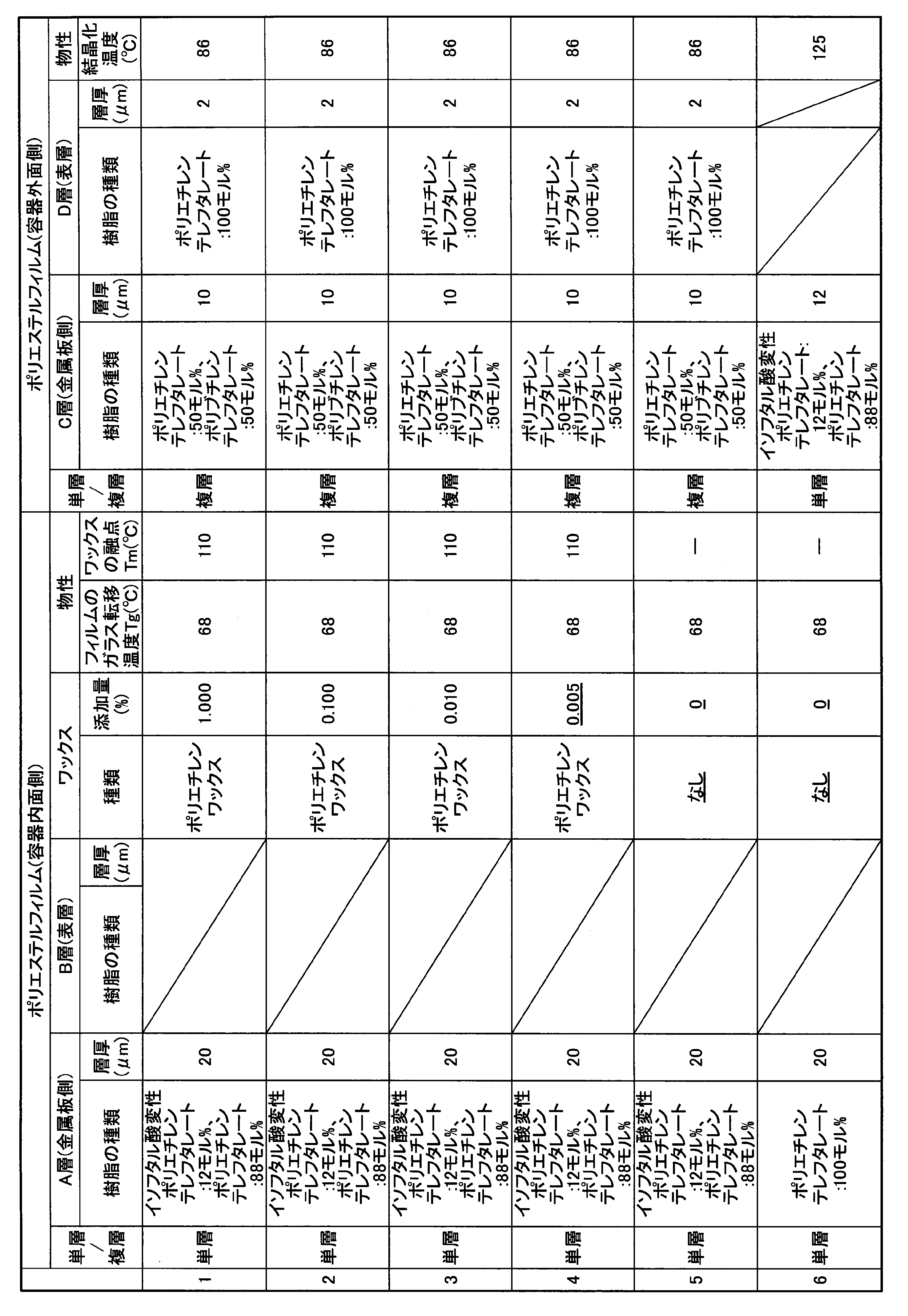
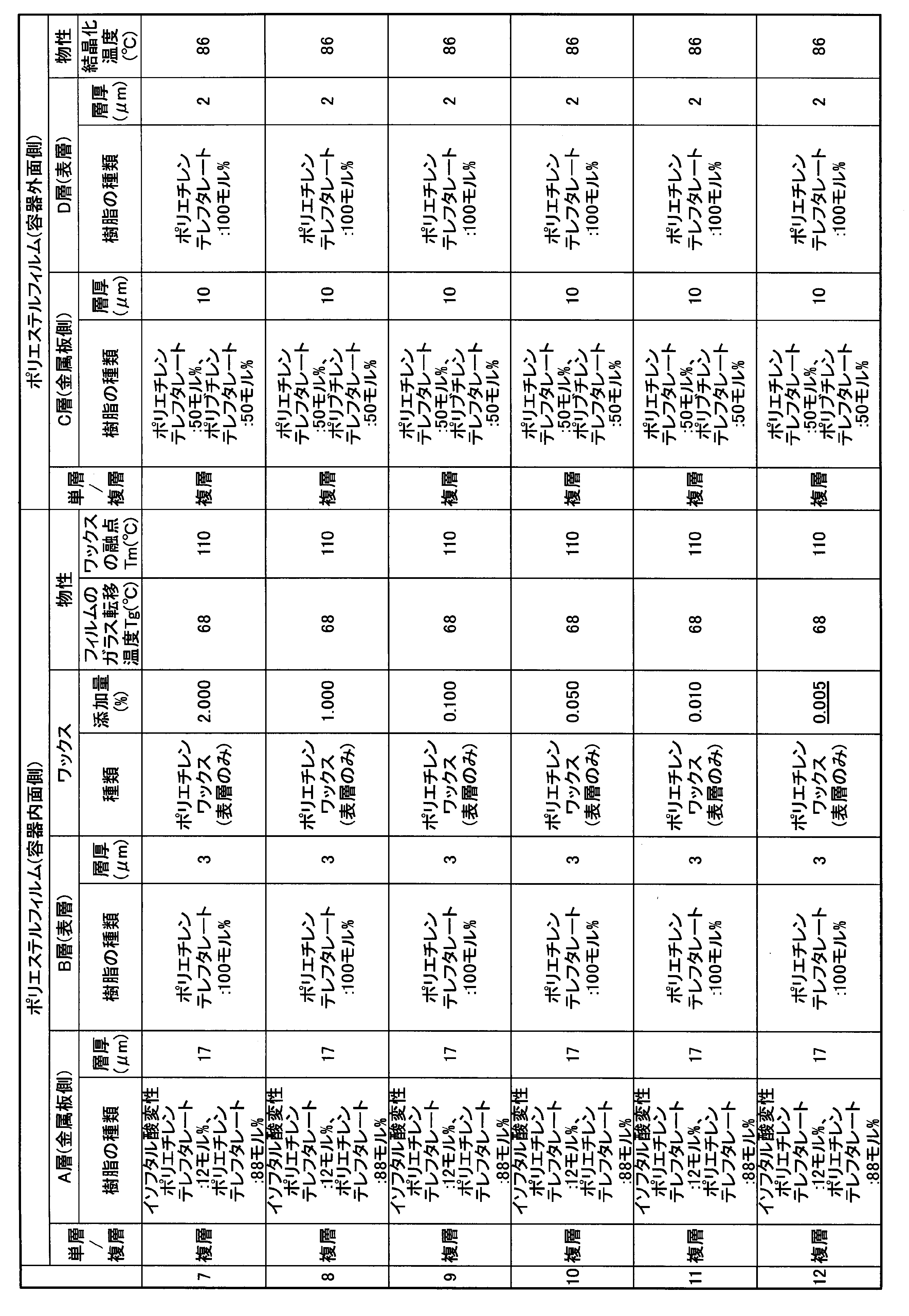
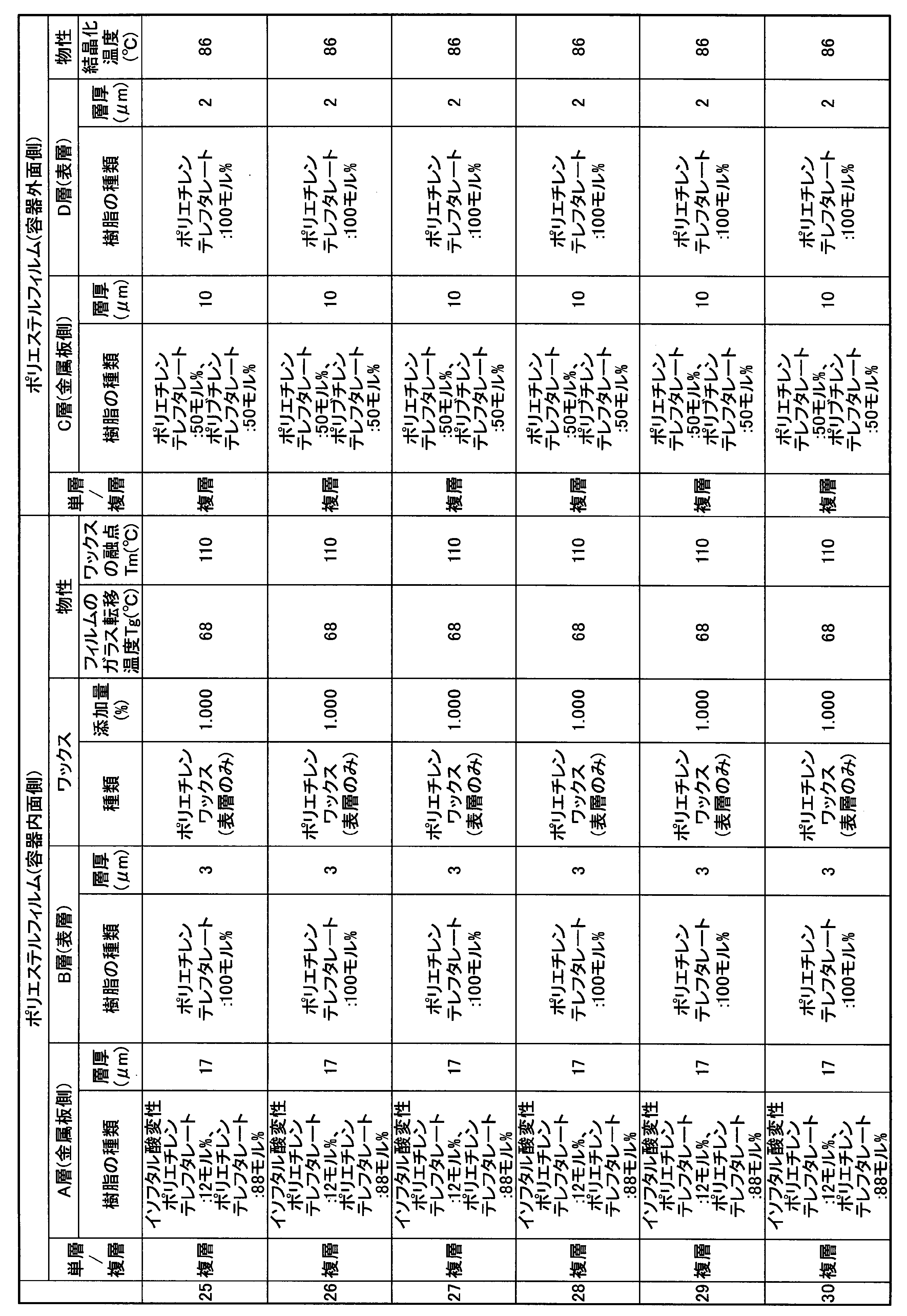
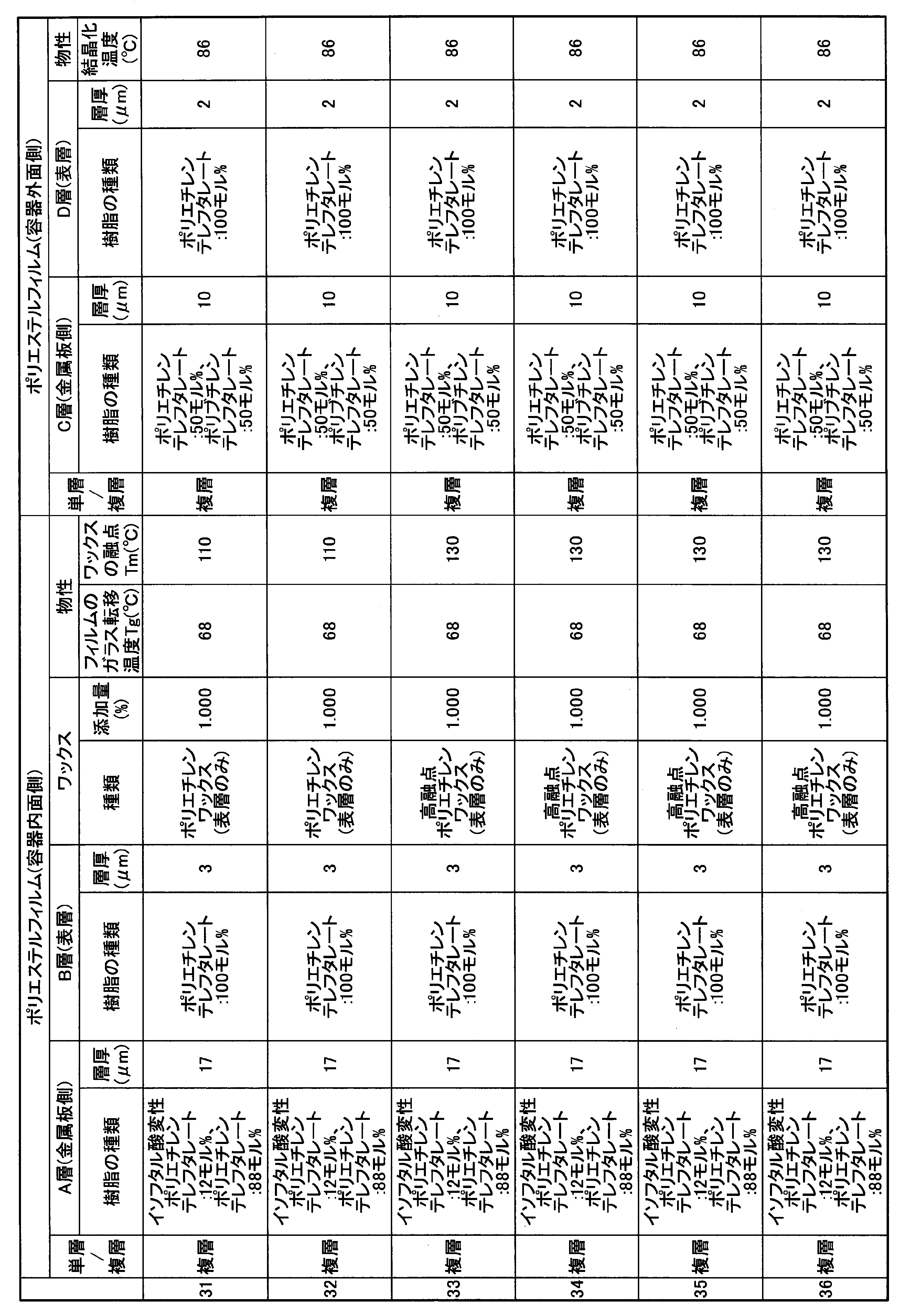
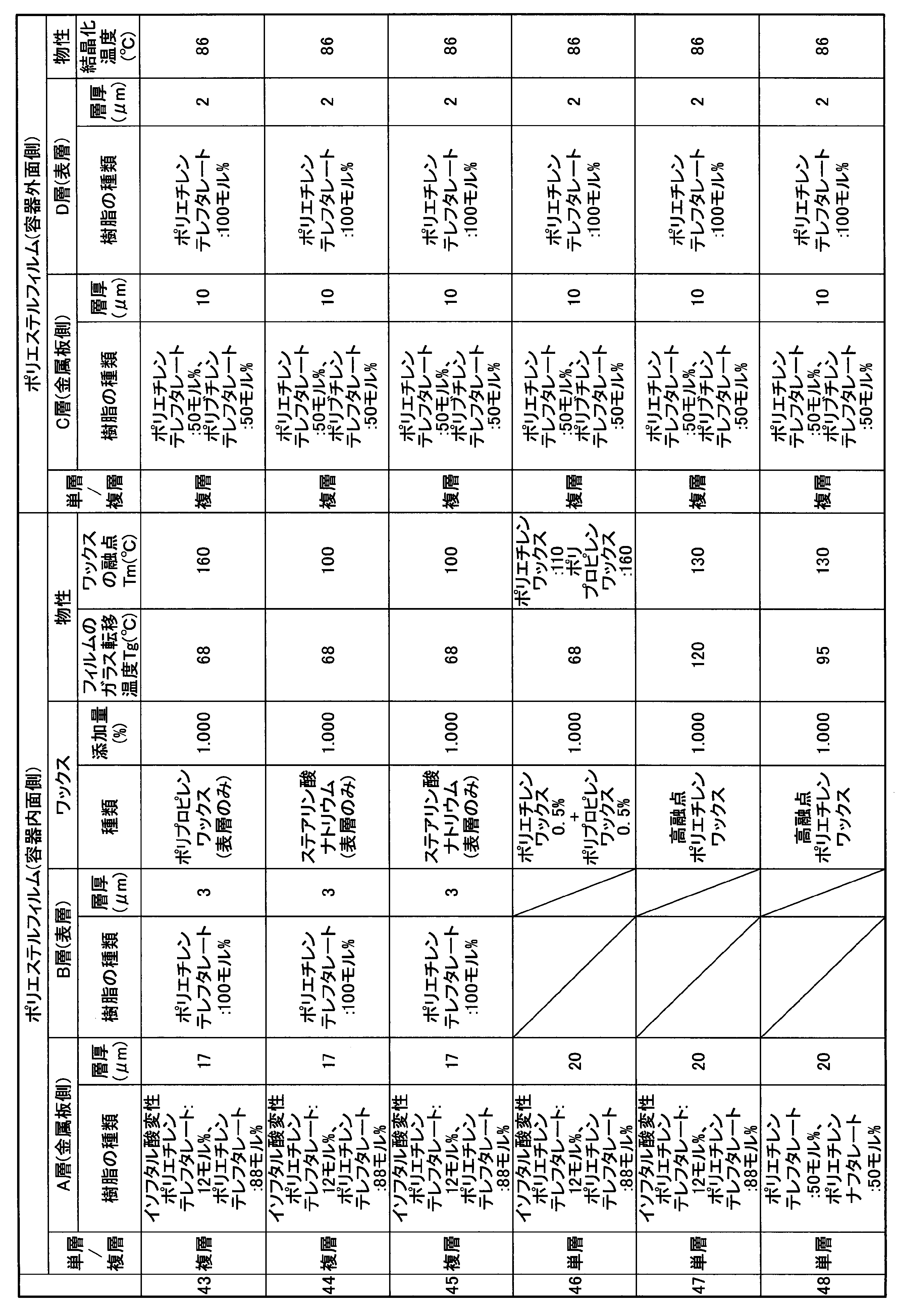
- the resin composition and thickness of the films used in the examples and comparative examples, the wax component and the amount added, and the conditions during lamination (lamination roll temperature and time until water cooling after lamination) are shown in the table.
- the amount of wax added in Table 1-1-1 to Table 1-1-4 and Table 2-1-1 to Table 2-1-4 is the total amount of the polyester film formed on the inner surface of the container. Expressed in mass% with respect to mass.
- ⁇ Dipole force of polyester film> By calculating the contact angles of the polyester film formed on the inner surface of the container with hexadecane, methylene iodide, and water, the force between the dipoles of the polyester film formed on the inner surface of the container is calculated. did. Specifically, the force between the dipoles of the polyester film formed on the inner surface of the container was calculated as follows. First, 2 ⁇ l of each solution of hexadecane, methylene iodide and water was dropped on a polyester film formed on the surface on the inner surface side of the container. The contact angle 1 second after the dropping was measured using a CA-DT type manufactured by Kyowa Interface Science Co., Ltd.
- the surface is formed on the inner surface of the container.
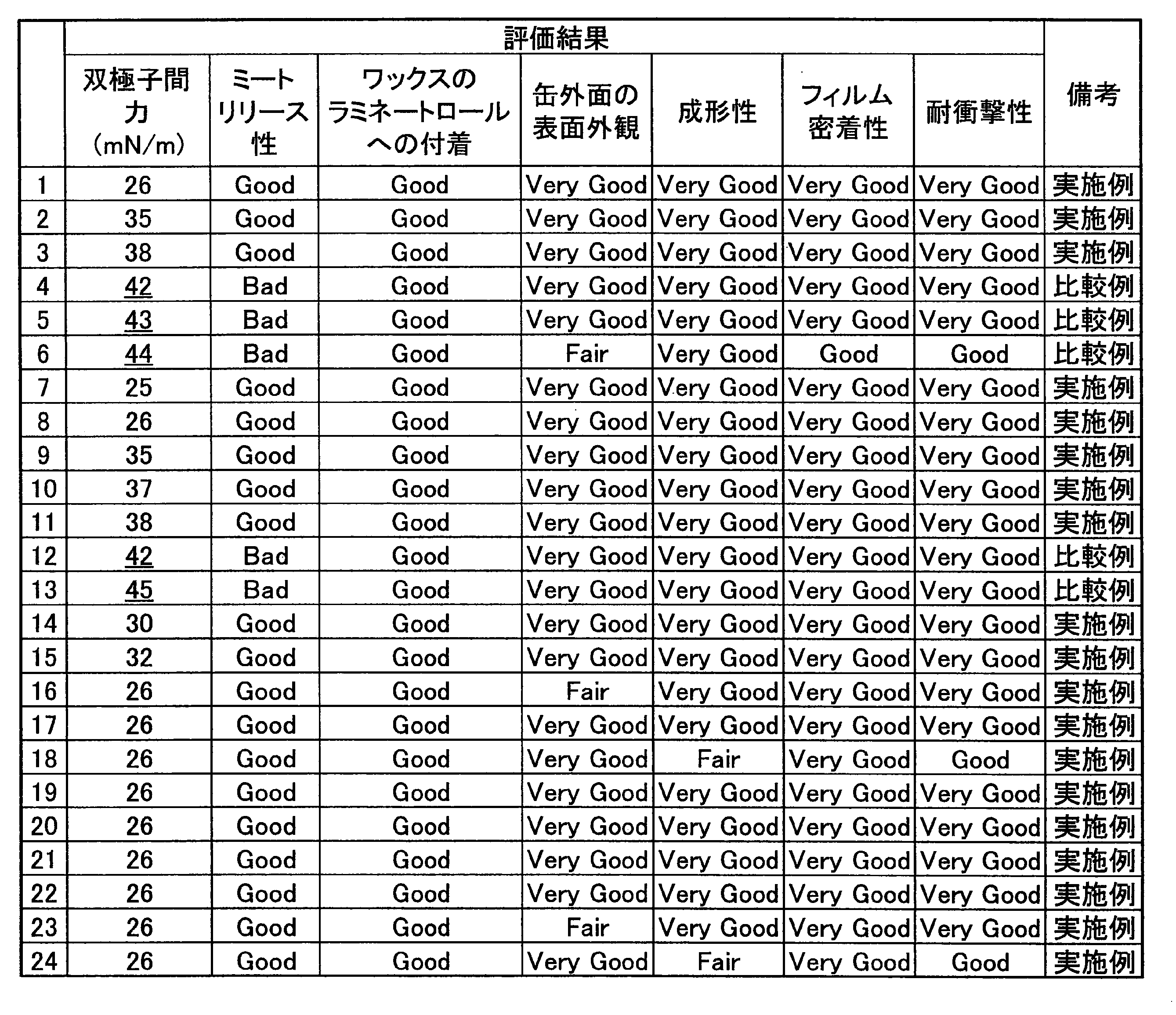
- the force between dipoles of the polyester film was calculated. The case where the distance between the dipoles was 40 mN / m or less was regarded as acceptable.
- the force between dipoles in Tables 1-3 and 2-3 represents the force between dipoles of the polyester film formed on the surface on the inner surface side of the container.
- the crystallization temperature of the polyester film formed in the surface used as the container outer surface side When measuring the crystallization temperature of the polyester film formed on the outer surface of the container, first, the cutter knife is used to reach the ground iron from the surface of the polyester film formed on the surface of the inner surface of the container. I made a spear. The width of the ridge was about 1 to 3 mm. After making a wrinkle on the polyester film side formed on the inner surface of the container, the laminated steel plate was immersed in a 5% hydrochloric acid aqueous solution to dissolve the steel plate. When the steel plate is melted, a polyester film formed on the surface that becomes the inner surface of the container and a polyester film that is formed on the surface that becomes the outer surface of the container are obtained.
- the polyester film is fine. Therefore, among the obtained films, a film having a larger size is a polyester film formed on the surface on the container outer surface side, and thus a film having a larger size was collected.
- the collected polyester film was stored in a desiccator under nitrogen flow for 24 hours and dried to prepare a dry film. A 10 mg sample was taken from the dried film and heated at a rate of 10 ° C./min.
- the exothermic peak accompanying crystallization was measured with a differential scanning calorimeter (Seiko Electronics Co., Ltd. SSC5300) to determine the crystallization temperature.
- the film was a multilayer, the multilayer film itself was prepared as a measurement sample, and the exothermic peak was measured with a differential scanning calorimeter as described above.
- ⁇ Glass transition temperature of the polyester film formed on the inner surface of the container 10 mg was prepared by the method described above. In addition, when measuring the glass transition temperature of the polyester film formed on the surface that is the inner surface side of the container, make a ridge from the surface of the polyester film that is formed on the surface that is the outer surface side of the container to reach the ground iron. It was immersed in% hydrochloric acid aqueous solution. Next, the sample was cooled using a differential scanning calorimeter (SSC5300 manufactured by Seiko Electronics Co., Ltd.). From the endothermic peak accompanying the phase transition when cooled, the glass transition temperature of the polyester film formed on the inner surface of the container was evaluated.
- SSC5300 differential scanning calorimeter
- ⁇ Appearance on the outer surface of the can> Using a laminated metal plate punched to 160 mm ⁇ , two-stage drawing was performed to form a can with an inner diameter of 87 mm. Trimming was performed so that the flange portion of the molded can had a width of 2.5 mm, and the fillet of salmon was filled so that the skin of the salmon was in close contact with the inner wall of the can. After tightening the lid, retorting was performed for 90 minutes at a temperature of 125 ° C. with the lid down. Thereafter, the lid was removed with the lid up, and the contents were taken out. Thereafter, the surface appearance of the outer surface of the can was visually evaluated.
- ⁇ Impact resistance> Using a laminated metal plate punched to 160 mm ⁇ , two-stage drawing was performed to form a can with an inner diameter of 87 mm. A sample for impact resistance test (width 50 mm ⁇ length 50 mm) was cut out from the can body. Using a DuPont impact tester, the film surface on the inner surface side of the can and silicon rubber with a thickness of 5 mm are combined, and a punch with a tip diameter of 16 mm is placed on the film surface on the outer surface side of the can. The impact test was conducted by dropping it. After sealing the end surface of the test sample with beeswax and insulating, a voltage of 6 V was applied between the test sample and the stainless steel plate, and the current value after 4 seconds was read.
- ⁇ Wax adhesion to laminate roll> The presence or absence of deposits on the laminate roll during lamination was visually confirmed. When deposits were observed, the deposits were analyzed by infrared spectroscopy, and it was determined whether the obtained peak was a peak due to wax. The case where the wax component did not adhere to the laminate roll was evaluated as “Good”, and the case where the wax component adhered to the laminate roll was evaluated as “Bad”. The case where it was evaluated as “Good” was regarded as acceptable.
- a metal plate for a container that is excellent in content takeout and a method for producing the same can be provided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Laminated Bodies (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
Description
本願は、2016年3月10日に、日本に出願された特願2016-46896号に基づき優先権を主張し、その内容をここに援用する。
上述の問題を解決するため、金属板の表面に塗装処理を施す代わりに、加熱した金属板の表面に、ラミネートロールを用いて熱可塑性樹脂フィルムをラミネートする方法が提案されている(表面に熱可塑性樹脂フィルムがラミネートされた金属板をラミネート金属板と呼称する場合がある)。しかしながら、ラミネート金属板を缶詰等の食品用容器として用いる場合、容器の内容物である食品が容器内面に強固に付着し、食品を取り出しにくいという問題がある。
(1)本発明に係る容器用金属板は、金属板と、前記金属板の容器内面側となる表面にラミネートされ、0.010~2.000質量%のワックスを含有し、双極子間力が40mN/m以下であるポリエステルフィルムと、を備える。
0.9-{0.4/(Tm-Tg)}×(Tr-Tg)≦t≦2.6-{0.4/(Tm-Tg)}×(Tr-Tg)・・・(1)
ここで、極性とは、分子内に負および正の電気的な偏りが存在する状態のことで、電気的な偏りの大きさが極性の大小を決定する。
一般的に、分子間に働く力としては、双極子間力よりも水素結合力の方が強い。しかしながら、ラミネート金属板の表面では、電気的に陰性の原子に共有結合した水素原子が少ないため、水素結合力はごく微弱である。そのため、本発明者らは、ラミネート金属板の内容物の取り出しやすさの評価指標としては、水素結合力が不適当であることを知見した。また、本発明者らは、ラミネート金属板の内容物の取り出しやすさの評価指標として、熱可塑性樹脂フィルムの双極子間力に着目した。

ラミネートフィルム表面の極性に関する指標として、水素結合力を採用した場合は数値が非常に小さく、測定誤差の観点からも内容物の取り出し易さの差異を明確化することが難しい。
なお、内容物の取り出しやすさ(ミートリリース性)の評価は、次のように行った。まず、双極子間力の異なる容器用金属板から缶体を作成した。その缶体に、鮭の切り身を鮭の皮が缶壁と密着するように充填し、蓋を巻き締めた。缶の蓋が下側となる状態でレトルト処理を行った後、缶の蓋を上側にし、蓋を取り外した。内容物を取り出した際に、缶壁への鮭の皮の付着状況を評価し、鮭の皮が全く付着していない又はほとんど付着していないものを「Good」、鮭の皮がやや付着している又は鮭の皮の大部分が付着しているものを「No Good」と評価した。
なお、図2において、双極子間力が40mN/m以下の範囲を、斜線で示している。
ワックスは、電気的陰性原子に共有結合した水素原子を有していない。そのため、ワックスがポリエステルフィルム3の表面に浮き出た状態では、ポリエステルフィルム3の表面の極性が低下する。これにより、ポリエステルフィルム3の双極子間力が、40mN/m以下に低下するものと考えられる。
図3は、金属板1の容器内面側となる表面にポリエステルフィルム3を有する容器用金属板10の構成図である。図4は、金属板1の容器内面側となる表面に金属板側の層(A層)7とラミネート後に最上層となる層(B層)9との2層からなるポリエステルフィルム3を有する容器用金属板10の構成図である。
図5は、金属板1の容器内面側となる表面にポリエステルフィルム3を有し、金属板1の容器外面側となる表面にポリエステルフィルム5を有する容器用金属板10の構成図である。図6は、金属板1の容器内面側となる表面に金属板側の層(A層)7とラミネート後に最上層となる層(B層)9との2層からなるポリエステルフィルム3を有し、金属板1の容器外面側となる表面にポリエステルフィルム5を有する容器用金属板10の構成図である。
図7は、金属板1の容器内面側となる表面にポリエステルフィルム3を有し、金属板1の容器外面側となる表面に金属板側の層(C層)11とラミネート後に最上層となる層(D層)13との2層からなるポリエステルフィルム5を有する容器用金属板10の構成図である。図8は、金属板1の容器内面側となる表面に金属板側の層(A層)7とラミネート後に最上層となる層(B層)9との2層からなるポリエステルフィルム3を有し、金属板1の容器外面側となる表面に金属板側の層(C層)11とラミネート後に最上層となる層(D層)13との2層からなるポリエステルフィルム5を有する容器用金属板10の構成図である。
金属板1としては、缶用材料として広く使用されている軟鋼板やアルミニウム板などを用いることができる。金属板1に対して表面処理が施されていてもよく、例えば、金属クロムやクロム水和酸化物による表面処理が施されていてもよい。金属クロム、クロム水和酸化物の付着量については特に限定するものではないが、加工後の密着性、耐食性の観点から、クロム換算で金属クロムは40~500mg/m2、クロム水和酸化物は8~20mg/m2の範囲とすることが望ましい。
金属板1は、Snを含有しない、いわゆるティンフリースチール(TFS)であることが好ましい。
容器用金属板10は、金属板1の容器内面側となる表面に、0.010~2.000質量%のワックスを含有し、表面の双極子間力が40mN/m以下であるポリエステルフィルム3を有する。
ポリエステルは、ジカルボン酸成分とグリコール成分とからなる樹脂である。
ジカルボン酸成分としては、例えばテレフタル酸、イソフタル酸、ナフタレンジカルボン酸、ジフェニルジカルボン酸、5-ナトリウムスルホイソフタル酸、フタル酸、等の芳香族ジカルボン酸、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸、マレイン酸、フマル酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸、p-オキシ安息香酸等のオキシカルボン酸等を挙げることができる。これらのうち、テレフタル酸が耐熱性及び味特性の観点から好ましい。
ワックスとしては有機、無機滑剤が使用可能であり、ポリエチレンワックス、ポリプロピレンワックス、ステアリン酸ナトリウムのいずれか一以上が好ましい。ワックスの融点が低すぎると、ラミネート時の熱でワックスが過度に溶融し、溶融したワックスがロールに付着する。これにより、容器用金属板10の製造性が低下するため好ましくない。
容器用金属板10を食品用容器に加工し、内容物を充填した後に、殺菌のためにレトルト処理を行う。ワックスの融点が低すぎると、レトルト処理時にワックスが内容物に溶出し易くなり、非付着性及び離型性を確保することが困難となるため好ましくない。
このような問題を生じないようなワックスとして、特にポリエチレンワックスが好適である。ポリエチレンワックスの中でも、密度0.93g/cm3以上のものが融点も高く、添加量を少なくすることができるため好ましい。
なお、ラミネート後のフィルムの双極子間力は、40mN/m以下を満足すれば下限は特に規定されないが、多くのフィルムを測定した場合、測定値の下限は20mN/m程度である。
なお、双極子間力はその物質固有の物性であり、他の物質との関係によって決まるものではない。
例えば、ポリエステルフィルム3は、以下のように製造することができる。まず、バレル温度をポリエステル樹脂の融点よりも20℃以上高い温度に設定した溶融押出機に、ポリエステル樹脂と所定量のワックスとを投入し、原料を溶融し押し出す。所定の厚さになるよう押し出されたポリエステル樹脂を、キャスティングドラムで冷却固化することにより、ポリエステルフィルム3を形成することができる。
積層フィルムを製造するためには各層を貼り合わせる必要がある。その方法としては、ドライ、ウェット、あるいはエキストルージョンラミネーション法などの常法が採用され、必要に応じて、接着剤の使用や、コロナ放電処理、及び酸化処理が施される。
ポリエステルフィルム3が積層フィルムである場合は、少なくともラミネート後に容器内面側の最上層となる層(B層)9がワックスを含有する必要がある。
ポリエステルフィルム3が積層フィルムである場合、金属板側の層(A層)7のポリブチレンテレフタレートの含有量が、この層に含まれるポリエステルの5~80mol%であることが好ましい。
容器用金属板10が金属板1の容器外面側となる表面にポリエステルフィルム5を有することで、レトルト処理後の食品用容器の表面外観が好適になるため好ましい。
上述の現象を回避するためには、レトルト処理時にフィルムを均一に結晶化させることが効果的である。そのため、ポリエステルフィルム5の結晶化温度が、120℃以下であることが好ましい。
この場合、金属板側の層(C層)11がポリブチレンテレフタレートを含有し、金属板側の層(C層)11に含まれるポリエステルの5~80mol%がポリブチレンテレフタレートであることが好適である。これにより、ポリエステルフィルム5の結晶化温度を120℃以下に制御することが容易になると共に、ポリエステルフィルム5の成形性を向上することが可能となる。
さらに好ましいポリブチレンテレフタレートの含有量は、30~70mol%である。
着色剤としては顔料と染料とがある。顔料としては、アルミニウム粉、ブロンズ粉、亜鉛粉、マイカ粉、酸化チタン、酸化亜鉛、硫化亜鉛などを用いることができる。また染料としては、アゾ系染料、アントラキノン系染料、インジゴ系染料などが使用できる。
次に、容器用金属板10の製造方法について説明する。
容器用金属板10の製造方法は、金属板1とポリエステルフィルム3とを一対のラミネートロール(不図示)間を通過させ、金属板1の容器内面側となる表面にポリエステルフィルム3をラミネートするラミネート工程と、ラミネート工程後に、容器内面側となる表面にポリエステルフィルム3がラミネートされた金属板1を冷却する冷却工程と、を有する。
容器用金属板10を製造する際には、まず、金属板1とポリエステルフィルム3とを一対のラミネートロール(不図示)間に挟んだ状態で通過させ、金属板1の容器内面側となる表面にポリエステルフィルム3をラミネートする。
なお、金属板1の容器外面側となる表面にポリエステルフィルム5をラミネートする場合には、ポリエステルフィルム3とは反対側からポリエステルフィルム5を搬送し、金属板1、ポリエステルフィルム3及びポリエステルフィルム5を一対のラミネートロール間に挟んだ状態で通過させる。
ラミネート工程では、一対のラミネートロール(不図示)の温度であるTr(単位:℃)が、ポリエステルフィルム3のガラス転移温度であるTg(単位:℃)以上、かつ、前記ワックスの融点であるTm(単位:℃)以下である。
つまり、一対のラミネートロール(不図示)の温度であるTrは、下記(3)式を充足する。
一方、ラミネートロールの温度Tr(単位:℃)がポリエステルフィルム3のワックスの融点Tm(単位:℃)を超える場合も、ポリエステルフィルム3の双極子間力が40mN/m超となり、内容物の取り出しやすさが低下するため好ましくない。また、ポリエステルフィルム3に含まれるワックスが、ラミネート時に圧着ロールへ付着し、生産性が低下するため好ましくない。
容器用金属板10の製造では、ラミネート工程終了から冷却工程開始までの時間であるt(単位:秒)が、下記(4)式を充足する。
なお、容器用金属板10を製造する際には、双極子間力が40mN/m以下のサンプルの容器用金属板を用いて、事前に上記(4)式を算出する。なお、双極子間力が40mN/m以上のサンプルの容器用金属板を用いて、上記(4)式を充足しないことを追加的に確認してもよい。
容器用金属板10の製造方法は、ラミネート工程後に、容器内面側となる表面にポリエステルフィルム3がラミネートされた金属板1を冷却する冷却工程を有する。
冷却工程での冷却方法は特に限定されないが、水を含む冷却槽にポリエステルフィルム3(及びポリエステルフィルム5)がラミネートされた金属板1を浸漬する方法や、ポリエステルフィルム3(及びポリエステルフィルム5)がラミネートされた金属板1に水を噴霧する方法等が挙げられる。
なお、ラミネート工程終了から冷却工程開始までの時間であるt(単位:秒)を、通板速度を変化させることにより制御してもよい。通板速度により時間tを制御する場合には、ラインの長さに基づいて、時間tの条件を充足する通板速度の範囲を予め求めておき、通板速度がその範囲を充足しているかどうかを判断することとなる。また、時間tを直接測定することにより、上記(4)式を充足するか判断してもよい。
なお、ラミネート工程の終了時点は、金属板1の容器内面側となる表面へのポリエステルフィルム3のラミネートが終了した時点である。また、冷却工程の開始時点は、容器内面側となる表面にポリエステルフィルム3がラミネートされた金属板1に対する冷却を開始した時点である。例えば、冷却槽を用いて冷却する場合には、容器内面側となる表面にポリエステルフィルム3がラミネートされた金属板1を冷却槽に浸漬した開始時点を表す。
同様に、測定された時間tは、上記(4)式を充足するか判定される。測定された時間tが上記(4)式を充足しないと判定された場合、時間tが上記(4)式を充足するように、ラミネート工程及び冷却工程で制御が行われる。時間tが上記(4)式を充足することを目的として制御する対象は特に限定されないが、例えば、通板速度を制御する方法などが挙げられる。
厚さ0.18mmのローモ板に対して脱脂、酸洗後、クロムめっきを行うことにより、クロムめっき鋼板を製造した。
クロムめっきは、次のようにして行った。まず、無水クロム酸とフッ化物とを含むクロムめっき浴でクロムめっきを行った。中間リンスを行った後、無水クロム酸とフッ化物とを含む化成処理液で電解処理した。その際、電解処理の条件を調整することにより、金属クロム付着量を100mg/m2とし、クロム水和酸化物量を12mg/m2とした。
実施例および比較例で使用したフィルムの樹脂組成及び厚み、ワックス成分及びその添加量、ラミネート時の条件(ラミネートロール温度及びラミネート後の水冷までの時間)を表中に記載した。なお、表1-1-1~表1-1-4及び表2-1-1~表2-1-4におけるワックスの添加量は、容器内面側となる表面に形成されるポリエステルフィルムの全質量に対する質量%で表している。
容器内面側となる表面に形成されるポリエステルフィルムのヘキサデカン、ヨウ化メチレン及び水に対するそれぞれの接触角を測定することにより、容器内面側となる表面に形成されるポリエステルフィルムの双極子間力を算出した。
具体的には、次のように容器内面側となる表面に形成されるポリエステルフィルムの双極子間力を算出した。まず、ヘキサデカン、ヨウ化メチレン及び水の各溶液を容器内面側となる表面に形成されるポリエステルフィルム上へ2μl滴下した。滴下後1秒後の接触角を、協和界面科学(株)製CA-DT型を用いて測定した。このようにして測定された3つの接触角の値を、ヤング・デュプレ・拡張フォークスの固体表面張力3成分系式に代入し、連立方程式を解くことにより、容器内面側となる表面に形成されるポリエステルフィルムの双極子間力を算出した。
双極子間が40mN/m以下の場合を合格とした。
なお、表1-3及び表2-3の双極子間力は、容器内面側となる表面に形成されるポリエステルフィルムの双極子間力を表す。
容器外面側となる表面に形成されるポリエステルフィルムの結晶化温度を測定する際は、まず、カッターナイフを用いて、容器内面側となる表面に形成されるポリエステルフィルムの表面から地鉄まで到達する疵を作った。疵の幅は、1~3mm程度であった。容器内面側となる表面に形成されるポリエステルフィルム側に疵を作った後、ラミネート鋼板を5%塩酸水溶液に浸漬し、鋼板を溶解した。鋼板を溶解すると、容器内面側となる表面に形成されるポリエステルフィルムと容器外面側となる表面に形成されるポリエステルフィルムとが得られるが、予め作った疵により容器内面側となる表面に形成されるポリエステルフィルムは細かくなっている。そのため、得られたフィルムのうち、よりサイズの大きいフィルムが容器外面側となる表面に形成されるポリエステルフィルムであるので、よりサイズの大きいフィルムを採取した。
採取したポリエステルフィルムを窒素フローしているデシケーターに24時間保管、乾燥し、乾燥フィルムを作製した。乾燥フィルムから試料10mgを採取し、10℃/分の速度で加熱昇温した。結晶化に伴う発熱ピークを示差走査型熱量計(セイコー電子(株)製SSC5300)にて測定し、結晶化温度を求めた。フィルムが複層の場合は、複層フィルムそのものを測定サンプルとして準備し、上記同様に示差走査型熱量計で発熱ピークを測定した。
まず、上述した方法で、乾燥フィルム10mgを調整した。なお、容器内面側となる表面に形成されるポリエステルフィルムのガラス転移温度を測定する際は、容器外面側となる表面に形成されるポリエステルフィルムの表面から地鉄に達するまでの疵を作り、5%塩酸水溶液に浸漬した。
次に、示差走査型熱量計(セイコー電子(株)製SSC5300)を用いて試料を冷却した。冷却した際の相転移に伴う吸熱ピークから、容器内面側となる表面に形成されるポリエステルフィルムのガラス転移温度を評価した。
160mmφに打ち抜いたラミネート金属板を用いて2段階の絞り加工を行い、内径87mmの缶を成形した。成形した缶のフランジ部が幅2.5mmとなるようにトリミングし、鮭の切り身を鮭の皮が缶内壁と密着するように充填した。蓋を巻き締めた後、蓋を下にした状態で125℃の温度下で90分間レトルト処理を行った。
その後、蓋を上にした状態で蓋を取り外し、内容物を取り出した後、缶内壁への鮭の皮の付着状態により内容物取り出し性を評価した。
鮭の皮がまったく付着していない又はほとんど付着していない場合を「Good」と評価し、鮭の皮がやや付着又は鮭の皮の大部分が付着残留している場合を「Bad」と評価した。
160mmφに打ち抜いたラミネート金属板を用いて2段階の絞り加工を行い、内径87mmの缶を成形した。成形した缶のフランジ部が幅2.5mmとなるようにトリミングし、鮭の切り身を鮭の皮が缶内壁と密着するように充填した。蓋を巻き締めた後、蓋を下にした状態で125℃の温度下で90分間レトルト処理を行った。
その後、蓋を上にした状態で蓋を取り外し、内容物を取り出した。その後、目視で缶外面の表面外観を評価した。
フィルムに白化等の変色が認められない場合を「Very Good」、フィルムに局部的に白化等の変色が認められる場合を「Fair」、フィルムの広範囲に白化等の明確な変色が認められる場合を「Bad」と評価した。「Very Good」又は「Fair」と評価された場合を合格とした。
160mmφに打ち抜いたラミネート金属板を用いて2段階の絞り加工を行い、内径87mmの缶を成形した。成形した缶のフランジ部が幅2.5mmとなるようにトリミングし、フィルムの損傷及びフランジ部での剥離を目視観察した。
成形後のフィルムに損傷や白化等の変色が無く、かつ、フランジ部でフィルムが剥離していない場合を「Very Good」、成形後のフィルムにおける損傷や白化等の変色と、フランジ部でのフィルム剥離とのいずれか一方が生じていた場合を「Fair」成形後のフィルムにおける損傷や白化等の変色が生じており、かつ、フランジ部でフィルムが剥離していた場合を「Bad」と評価した。「Very Good」又は「Fair」と評価された場合を合格とした。
160mmφに打ち抜いたラミネート金属板を用いて2段階の絞り加工を行い、内径87mmの缶を成形した。缶胴部からピール剥離試験用のサンプル(幅14mm×長さ50mm)を切出した。切り出したサンプルの缶内面側の長辺側端部からフィルムを一部剥離し、引張試験機にて剥離した部分のフィルムを引張速度20mm/分でピール剥離試験を行った。
9.8N/14mm以上の場合を「Very Good」、1.96N/14mm以上9.8N/14mm未満の場合を「Good」、1.96N/14mm未満の場合を「Bad」と評価した。「Very Good」又は「Good」と評価された場合を合格とした。
160mmφに打ち抜いたラミネート金属板を用いて2段階の絞り加工を行い、内径87mmの缶を成形した。缶胴部から耐衝撃性試験用のサンプル(幅50mm×長さ50mm)を切出した。デュポン衝撃試験機を用いて、缶内面側のフィルム面と厚さ5mmのシリコンゴムとを合わせて、缶外面側になるフィルム面に先端径が16mmのポンチを乗せ、1kgの重りを40mmの高さから落下させることで衝撃試験を行った。試験サンプルの端面を蜜蝋でシールし絶縁した後、試験サンプルとステンレス板間に6Vの電圧を印加し、4秒後の電流値を読み取った。
電流値が0.01mA未満の場合を「Very Good」、電流値が0.01mA以上、1mA未満の場合を「Good」、電流値が1mA以上の場合を「Bad」と評価した。「Very Good」又は「Good」と評価された場合を合格とした。
ラミネート時のラミネートロールへの付着物の有無を目視で確認した。付着物が認められた場合は、付着物を赤外分光分析法で分析し、得られたピークがワックスに起因するピークかどうかを判定した。
ラミネートロールにワックス成分が付着していなかった場合を「Good」、ラミネートロールにワックス成分が付着していた場合を「Bad」と評価した。「Good」と評価された場合を合格とした。





3 ポリエステルフィルム(容器内面側となる表面に形成されるポリエステルフィルム)
5 ポリエステルフィルム(容器外面側となる表面に形成されるポリエステルフィルム)
7 容器内面の金属板側に形成される層(A層)
9 ラミネート後に容器内面側の最上層となる層(B層)
10 容器用金属板
11 容器外面の金属板側に形成される層(C層)
13 ラミネート後に容器外面側の最上層となる層(D層)
Claims (13)
- 金属板と;
前記金属板の容器内面側となる表面にラミネートされ、0.010~2.000質量%のワックスを含有し、双極子間力が40mN/m以下であるポリエステルフィルムと;
を備える
ことを特徴とする容器用金属板。 - 前記ワックスが、ポリエチレンワックス、ポリプロピレンワックス及びステアリン酸ナトリウムのいずれか又は複数である
ことを特徴とする、請求項1に記載の容器用金属板。 - 前記ポリエステルフィルムが2層以上の構成からなる積層フィルムであって、少なくともラミネート後に前記容器内面側の最上層となる層が質量比で0.010~2.000%のワックスを含有する
ことを特徴とする、請求項1又は2に記載の容器用金属板。 - ラミネート後に前記容器内面側の前記最上層となる前記層でのポリエチレンテレフタレートとポリエチレンナフタレートとの合計含有量が、該層に含まれる前記ポリエステルの80mol%以上である
ことを特徴とする請求項3に記載の容器用金属板。 - 前記積層フィルムの前記金属板側の層におけるポリブチレンテレフタレートの含有量が、該層に含まれる前記ポリエステルの5~80mol%である
ことを特徴とする、請求項3又は4に記載の容器用金属板。 - 前記金属板の容器外面側となる表面に、結晶化温度が120℃以下であるポリエステルフィルムがラミネートされている
ことを特徴とする、請求項1~5の何れか1項に記載の容器用金属板。 - 金属板と、ポリエステル及び0.010~2.000質量%のワックスを含有するポリエステルフィルムと、を一対のラミネートロール間に挟んだ状態で通過させ、前記金属板の容器内面側となる表面に前記ポリエステルフィルムをラミネートするラミネート工程と;
前記ラミネート工程後に、前記表面に前記ポリエステルフィルムがラミネートされた前記金属板を冷却する冷却工程と;
を有し、
前記一対のラミネートロールの温度であるTr(単位:℃)が、前記ポリエステルフィルムのガラス転移温度であるTg(単位:℃)以上、かつ、前記ワックスの融点であるTm(単位:℃)以下であり、
前記ラミネート工程終了から前記冷却工程開始までの時間であるt(単位:秒)tが、下記(1)式を充足する
ことを特徴とする、容器用金属板の製造方法。
0.9-{0.4/(Tm-Tg)}×(Tr-Tg)≦t≦2.6-{0.4/(Tm-Tg)}×(Tr-Tg)・・・(1) - 請求項7に記載の容器用金属板の製造方法によって製造された容器用金属板であって、
前記金属板と;
前記金属板の容器内面側となる表面にラミネートされ、0.010~2.000質量%のワックスを含有し、双極子間力が40mN/m以下であるポリエステルフィルムと;
を備える
ことを特徴とする容器用金属板。 - 前記ワックスが、ポリエチレンワックス、ポリプロピレンワックス及びステアリン酸ナトリウムのいずれか又は複数である
ことを特徴とする、請求項8に記載の容器用金属板。 - 前記ポリエステルフィルムが2層以上の構成からなる積層フィルムであって、少なくともラミネート後に前記容器内面側の最上層となる層が質量比で0.010~2.000%のワックスを含有する
ことを特徴とする、請求項8又は9に記載の容器用金属板。 - ラミネート後に前記容器内面側の前記最上層となる前記層でのポリエチレンテレフタレートとポリエチレンナフタレートとの合計含有量が、該層に含まれる前記ポリエステルの80mol%以上である
ことを特徴とする請求項10に記載の容器用金属板。 - 前記積層フィルムの前記金属板側の層におけるポリブチレンテレフタレートの含有量が、該層に含まれる前記ポリエステルの5~80mol%である
ことを特徴とする、請求項10又は11に記載の容器用金属板。 - 前記金属板の容器外面側となる表面に、結晶化温度が120℃以下であるポリエステルフィルムがラミネートされている
ことを特徴とする、請求項8~12の何れか1項に記載の容器用金属板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/082,905 US11420801B2 (en) | 2016-03-10 | 2017-03-10 | Metal sheet for containers and method for manufacturing same |
| EP17763431.8A EP3427945A4 (en) | 2016-03-10 | 2017-03-10 | METAL SHEET FOR A CONTAINER AND METHOD FOR THE PRODUCTION THEREOF |
| JP2018504610A JP6737329B2 (ja) | 2016-03-10 | 2017-03-10 | 容器用金属板およびその製造方法 |
| CN201780015615.3A CN108778717A (zh) | 2016-03-10 | 2017-03-10 | 容器用金属板及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016046896 | 2016-03-10 | ||
| JP2016-046896 | 2016-03-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017155099A1 true WO2017155099A1 (ja) | 2017-09-14 |
Family
ID=59789458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/009749 Ceased WO2017155099A1 (ja) | 2016-03-10 | 2017-03-10 | 容器用金属板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11420801B2 (ja) |
| EP (1) | EP3427945A4 (ja) |
| JP (1) | JP6737329B2 (ja) |
| CN (1) | CN108778717A (ja) |
| TW (1) | TWI686304B (ja) |
| WO (1) | WO2017155099A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025094508A1 (ja) * | 2023-10-30 | 2025-05-08 | 日本製鉄株式会社 | フィルムラミネート鋼板及びdi缶の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112449626B (zh) * | 2018-07-20 | 2023-09-08 | 大和制罐株式会社 | 罐盖 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61149340A (ja) * | 1984-12-25 | 1986-07-08 | Toyo Kohan Co Ltd | ポリエステル樹脂フイルム被覆金属板の製造方法 |
| JPH10151699A (ja) * | 1996-11-22 | 1998-06-09 | Nippon Steel Corp | 樹脂フィルム積層金属板の製造方法 |
| JP2004168365A (ja) * | 2002-11-20 | 2004-06-17 | Nippon Steel Corp | 容器用金属板およびその製造方法 |
| JP2006069212A (ja) * | 2005-09-26 | 2006-03-16 | Jfe Steel Kk | 容器用フィルムラミネート金属板 |
| JP2006326902A (ja) * | 2005-05-24 | 2006-12-07 | Nippon Steel Corp | 容器用複層ポリエステルフィルムラミネート金属板及びその製造方法 |
| JP2007245441A (ja) * | 2006-03-15 | 2007-09-27 | Jfe Steel Kk | 表面清浄性の優れるポリエチレンテレフタレート被覆鋼板の製造方法 |
| JP2007253454A (ja) * | 2006-03-23 | 2007-10-04 | Jfe Steel Kk | 容器用樹脂被覆金属板 |
| JP2011255605A (ja) * | 2010-06-10 | 2011-12-22 | Jfe Steel Corp | 容器用ラミネート金属板 |
| JP2014008739A (ja) * | 2012-07-02 | 2014-01-20 | Jfe Steel Corp | 樹脂被膜金属板 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5610451A (en) * | 1979-07-05 | 1981-02-02 | Toray Industries | Resin coated metallic plate for vessel |
| US5389451A (en) * | 1992-03-25 | 1995-02-14 | Nkk Corporation | Laminated steel sheet for welded can |
| EP0798112B1 (en) * | 1992-07-22 | 2003-09-17 | Teijin Limited | Biaxially oriented laminated polyester film for use as film to be bonded onto metal sheet |
| CA2199334C (en) * | 1996-09-09 | 2006-04-18 | Kohzo Takahashi | A biaxially oriented polyester film for laminating metallic sheets |
| US6723441B1 (en) * | 1999-09-22 | 2004-04-20 | Nkk Corporation | Resin film laminated metal sheet for can and method for fabricating the same |
| JP4655365B2 (ja) | 1999-12-03 | 2011-03-23 | 東レ株式会社 | 成形加工用二軸延伸ポリエステルフィルム |
| DE60016911T2 (de) * | 1999-12-03 | 2005-12-08 | Toray Industries, Inc. | Biaxial gestreckte polyesterfolie zur formgebung |
| JP3692953B2 (ja) | 2000-03-16 | 2005-09-07 | Jfeスチール株式会社 | 容器用フィルムラミネート金属板 |
| JP2002187963A (ja) * | 2000-12-21 | 2002-07-05 | Toray Ind Inc | 二軸延伸ポリエステルフィルム |
| JP3714177B2 (ja) | 2001-03-14 | 2005-11-09 | Jfeスチール株式会社 | 容器用フィルムラミネート金属板 |
| EP1380413B1 (en) * | 2001-03-14 | 2017-04-26 | JFE Steel Corporation | Film-laminated metal sheet for container |
| JP2002302560A (ja) | 2001-04-06 | 2002-10-18 | Toray Ind Inc | 容器用ポリエステルフィルム |
| JP4341471B2 (ja) * | 2004-05-31 | 2009-10-07 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| JP4341469B2 (ja) * | 2004-05-31 | 2009-10-07 | Jfeスチール株式会社 | 容器用樹脂被覆金属板 |
| WO2005115744A1 (ja) * | 2004-05-31 | 2005-12-08 | Jfe Steel Corporation | 樹脂被覆金属板 |
| WO2007013657A1 (ja) * | 2005-07-28 | 2007-02-01 | Jfe Steel Corporation | 樹脂被覆金属板 |
| JP4799198B2 (ja) | 2006-02-01 | 2011-10-26 | 帝人デュポンフィルム株式会社 | 金属板貼り合わせ成形加工用積層フィルム |
| JP2009046754A (ja) * | 2007-08-23 | 2009-03-05 | Toyo Seikan Kaisha Ltd | 溶接缶用表面処理錫めっき鋼板及びこれから成る溶接缶 |
| JP5167846B2 (ja) * | 2008-02-07 | 2013-03-21 | Jfeスチール株式会社 | 2ピース缶体用ラミネート金属板および2ピースラミネート缶体 |
| PH12014500096A1 (en) * | 2011-08-31 | 2017-06-09 | Jfe Steel Corp | Resin coated metal sheet |
| MY172271A (en) * | 2011-12-26 | 2019-11-20 | Jfe Steel Corp | Laminated metal sheet and food can container |
| EP3018161B1 (en) * | 2013-07-05 | 2018-02-28 | Daiwa Can Company | Copolyester resin and polyester film for covering metal plates and laminated polyester film comprising same made into film |
| WO2015125184A1 (ja) | 2014-02-21 | 2015-08-27 | Jfeスチール株式会社 | 容器用樹脂被覆金属板およびその製造方法 |
| WO2015125185A1 (ja) * | 2014-02-21 | 2015-08-27 | Jfeスチール株式会社 | 容器用樹脂被覆金属板およびその製造方法 |
| MY174422A (en) * | 2015-03-26 | 2020-04-17 | Jfe Steel Corp | Resin-coated metal sheet for container |
| JP6642762B2 (ja) * | 2017-12-15 | 2020-02-12 | Jfeスチール株式会社 | 容器用樹脂被膜金属板 |
-
2017
- 2017-03-10 EP EP17763431.8A patent/EP3427945A4/en not_active Withdrawn
- 2017-03-10 WO PCT/JP2017/009749 patent/WO2017155099A1/ja not_active Ceased
- 2017-03-10 US US16/082,905 patent/US11420801B2/en active Active
- 2017-03-10 TW TW106108056A patent/TWI686304B/zh active
- 2017-03-10 JP JP2018504610A patent/JP6737329B2/ja active Active
- 2017-03-10 CN CN201780015615.3A patent/CN108778717A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61149340A (ja) * | 1984-12-25 | 1986-07-08 | Toyo Kohan Co Ltd | ポリエステル樹脂フイルム被覆金属板の製造方法 |
| JPH10151699A (ja) * | 1996-11-22 | 1998-06-09 | Nippon Steel Corp | 樹脂フィルム積層金属板の製造方法 |
| JP2004168365A (ja) * | 2002-11-20 | 2004-06-17 | Nippon Steel Corp | 容器用金属板およびその製造方法 |
| JP2006326902A (ja) * | 2005-05-24 | 2006-12-07 | Nippon Steel Corp | 容器用複層ポリエステルフィルムラミネート金属板及びその製造方法 |
| JP2006069212A (ja) * | 2005-09-26 | 2006-03-16 | Jfe Steel Kk | 容器用フィルムラミネート金属板 |
| JP2007245441A (ja) * | 2006-03-15 | 2007-09-27 | Jfe Steel Kk | 表面清浄性の優れるポリエチレンテレフタレート被覆鋼板の製造方法 |
| JP2007253454A (ja) * | 2006-03-23 | 2007-10-04 | Jfe Steel Kk | 容器用樹脂被覆金属板 |
| JP2011255605A (ja) * | 2010-06-10 | 2011-12-22 | Jfe Steel Corp | 容器用ラミネート金属板 |
| JP2014008739A (ja) * | 2012-07-02 | 2014-01-20 | Jfe Steel Corp | 樹脂被膜金属板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3427945A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025094508A1 (ja) * | 2023-10-30 | 2025-05-08 | 日本製鉄株式会社 | フィルムラミネート鋼板及びdi缶の製造方法 |
| WO2025094509A1 (ja) * | 2023-10-30 | 2025-05-08 | 日本製鉄株式会社 | フィルムラミネート鋼板及びdi缶の製造方法 |
| JP7716031B1 (ja) * | 2023-10-30 | 2025-07-31 | 日本製鉄株式会社 | フィルムラミネート鋼板及びdi缶の製造方法 |
| JP7716032B1 (ja) * | 2023-10-30 | 2025-07-31 | 日本製鉄株式会社 | フィルムラミネート鋼板及びdi缶の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190092543A1 (en) | 2019-03-28 |
| TWI686304B (zh) | 2020-03-01 |
| EP3427945A1 (en) | 2019-01-16 |
| JP6737329B2 (ja) | 2020-08-05 |
| CN108778717A (zh) | 2018-11-09 |
| US11420801B2 (en) | 2022-08-23 |
| TW201733808A (zh) | 2017-10-01 |
| JPWO2017155099A1 (ja) | 2018-12-27 |
| EP3427945A4 (en) | 2019-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5892294B2 (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| JP5673860B2 (ja) | ラミネート金属板および食品用缶詰容器 | |
| JP5874659B2 (ja) | 2ピース缶用ラミネート金属板および2ピースラミネート缶体 | |
| JP6028886B1 (ja) | 容器用樹脂被覆金属板 | |
| JP3924239B2 (ja) | 容器用金属板およびその製造方法 | |
| JP6737329B2 (ja) | 容器用金属板およびその製造方法 | |
| EP1908583B1 (en) | Resin-coated metal plate | |
| JP6947554B2 (ja) | 樹脂被覆金属板、その樹脂被覆金属板を加工して成る金属缶 | |
| JP5920279B2 (ja) | ラミネート金属板、ラミネート金属板の製造方法および食品用缶詰容器 | |
| JP6934268B1 (ja) | ポリエステルフィルムおよびその製造方法 | |
| WO2021182402A1 (ja) | ポリエステルフィルムおよびその製造方法 | |
| JP7786596B2 (ja) | 樹脂被覆金属板及びその製造方法 | |
| TWI919209B (zh) | 樹脂被覆金屬板及其製造方法 | |
| JP2019150985A (ja) | 容器用樹脂被覆金属板、その樹脂被覆金属板からなる容器、及びその樹脂被覆金属板の製造方法 | |
| JP4232555B2 (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| JP2024148859A (ja) | 樹脂被覆金属板およびその製造方法 | |
| JP5050838B2 (ja) | 容器用樹脂被覆金属板 | |
| JPWO2021020555A1 (ja) | 樹脂被覆金属板、容器、及びレトルト白化性改善方法 | |
| JP2005022236A (ja) | 容器用樹脂被覆金属板およびその製造方法 | |
| WO2005095104A1 (ja) | 樹脂被覆金属板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018504610 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017763431 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017763431 Country of ref document: EP Effective date: 20181010 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17763431 Country of ref document: EP Kind code of ref document: A1 |