WO2017204265A1 - Snめっき鋼板 - Google Patents
Snめっき鋼板 Download PDFInfo
- Publication number
- WO2017204265A1 WO2017204265A1 PCT/JP2017/019435 JP2017019435W WO2017204265A1 WO 2017204265 A1 WO2017204265 A1 WO 2017204265A1 JP 2017019435 W JP2017019435 W JP 2017019435W WO 2017204265 A1 WO2017204265 A1 WO 2017204265A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- metal
- layer
- coating layer
- tin oxide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/34—Anodisation of metals or alloys not provided for in groups C25D11/04 - C25D11/32
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
- C25D5/50—After-treatment of electroplated surfaces by heat-treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D9/00—Electrolytic coating other than with metals
- C25D9/04—Electrolytic coating other than with metals with inorganic materials
- C25D9/06—Electrolytic coating other than with metals with inorganic materials by anodic processes
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D9/00—Electrolytic coating other than with metals
- C25D9/04—Electrolytic coating other than with metals with inorganic materials
- C25D9/08—Electrolytic coating other than with metals with inorganic materials by cathodic processes
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/30—Electroplating: Baths therefor from solutions of tin
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/30—Electroplating: Baths therefor from solutions of tin
- C25D3/32—Electroplating: Baths therefor from solutions of tin characterised by the organic bath constituents used
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12708—Sn-base component
- Y10T428/12722—Next to Group VIII metal-base component
Definitions
- This disclosure relates to a Sn plated steel sheet.
- Tin (Sn) -plated steel sheet is well known as “tinplate” and is widely used for cans such as beverage cans and food cans. This is because Sn is safe for the human body and is a beautiful metal.
- This Sn-plated steel sheet is manufactured mainly by an electroplating method. This is because the electroplating method is more advantageous than the hot dipping method in order to control the amount of Sn, which is a relatively expensive metal, to the minimum necessary amount.
- the Sn-plated steel sheet is Sn-plated by a chromate treatment (electrolytic treatment, immersion treatment, etc.) using a hexavalent chromate solution after plating or after a beautiful metallic luster has been imparted by heat-melting treatment after plating.
- a chromate film is often applied on the plating layer.
- the effect of this chromate film is to prevent the yellowing of the appearance by suppressing the oxidation of the surface of the Sn plating layer, to prevent the deterioration of the adhesion of the coating film due to the cohesive failure of tin oxide when used in coating, and the resistance to sulfuration Improvement of black denaturation, etc.
- Patent Document 1 proposes a Sn-plated steel sheet in which a film containing P and Si is formed by a treatment using a solution containing a phosphate ion and a silane coupling agent.
- Patent Document 2 a film containing a reaction product of Al and P, at least one of Ni, Co and Cu and a silane coupling agent is formed by treatment using a solution containing aluminum phosphate.
- Sn-plated steel sheets have been proposed.
- Patent Document 3 proposes a method for producing a Sn-plated steel sheet without a chromate film, in which heat treatment is performed until the Zn single plating layer disappears after Zn plating on Sn plating.
- Patent Document 4 a steel plate for a container having a chemical conversion treatment film containing zirconium, phosphoric acid, phenol resin and the like is proposed.
- Patent Document 6 a Sn plating layer and a chemical conversion containing tin oxide and tin phosphate formed by performing cathodic electrolysis treatment and then anodic electrolysis treatment in an aqueous phosphate solution after the Sn plating layer is formed.
- An Sn-plated steel sheet having a treatment layer has been proposed.
- Patent Document 7 a Sn-plated steel sheet having a coating containing tin oxide and Zr, Ti, and P is proposed.
- Patent Document 6 proposes that when forming a coating film, alternating electrolysis may be performed in which cathodic electrolysis and anodic electrolysis are alternately performed.
- Patent Document 1 Japanese Patent Laid-Open No. 2004-60052
- Patent Document 2 Japanese Patent Laid-Open No. 2011-174172
- Patent Document 3 Japanese Patent Laid-Open No. 63-290292
- Patent Document 4 Japanese Patent Laid-Open No. 2007-284789
- Patent Document 5 Special Japanese Patent Laid-Open No. 2010-13728
- Patent Document 6 Japanese Patent Laid-Open No. 2009-249691
- Patent Document 7 International Publication No. 2015/001598
- Non-Patent Document 1 edited by Japan Surface Science Society, “Surface Analysis Chemistry Selection, X-ray Photoelectron Spectroscopy”, Maruzen Co., Ltd. 83
- an object of one embodiment of the present disclosure has been made in view of the above-described problem, and Sn that is more excellent in yellowing resistance, coating film adhesion, and sulfurization blackening resistance without performing conventional chromate treatment. It is to provide a plated steel sheet.
- the means for solving the above problems include the following aspects.
- the Sn-plated steel sheet according to (1) wherein the thickness of the coating layer is 2 nm or more and 100 nm or less.
- the coating layer further includes phosphorus having a mass ratio per unit area and a P content / metal Zr content of 0.2 or more and 1 or less.
- a numerical range expressed using “to” means a range including numerical values described before and after “to” as a lower limit value and an upper limit value.
- the term “process” is not limited to an independent process, and may be used as long as the intended purpose of the process is achieved even when it cannot be clearly distinguished from other processes. include.
- the term “steel plate” means a base steel plate (so-called plating base plate) on which an Sn plating layer and a coating layer are formed.
- the present disclosure described below relates to a Sn-plated steel sheet widely used for cans such as food cans and beverage cans, and a method for producing such a Sn-plated steel sheet. More specifically, the present invention relates to a Sn-plated steel sheet and a method for producing a Sn-plated steel sheet that are more excellent in yellowing resistance, coating film adhesion, and sulfide blackening resistance without performing conventional chromate treatment.
- the Sn-plated steel sheet of the present disclosure includes a steel sheet and an Sn plating layer that is formed on at least one surface of the steel sheet and contains metal Sn in an amount of 0.1 g / m 2 or more and 15 g / m 2 or less. And a coating layer formed on the surface of the Sn plating layer and containing zirconium oxide and tin oxide.
- the Sn plating layer contains 0.1 g / m 2 or more and 15 g / m 2 or less of metal Sn by mass%.
- the content of zirconium oxide in the coating layer is 0.2 mg / m 2 or more and 50 mg / m 2 or less per side in terms of the amount of metal Zr.
- the peak position of the binding energy of Sn3d 5/2 by X-ray photoelectron spectroscopy (XPS) of tin oxide in the coating layer is 1.6 eV or more larger than the peak position of the binding energy of metal Sn.
- the steel plate is not particularly defined, and any steel plate can be used as long as it is a steel plate used for a general Sn-plated steel plate for containers.
- Examples of the steel plate include low carbon steel and extremely low carbon steel.
- the manufacturing method and material of the steel plate are not particularly specified, and examples thereof include steel plates manufactured through processes such as casting, hot rolling, pickling, cold rolling, annealing, temper rolling, etc.
- Sn plating is performed on at least one surface of the steel plate to form a Sn plating layer.
- the corrosion resistance of the steel sheet is improved by the Sn plating layer.
- the “Sn plating layer” in this specification includes not only a Sn plating layer of metal Sn alone but also a Sn plating layer containing metal Sn and at least one of a trace element other than metal Sn and impurities.
- the Sn plating layer contains 0.1 g / m 2 or more and 15 g / m 2 or less of metal Sn by mass%. That is, the adhesion amount per one side of the Sn plating layer is 0.1 g / m 2 or more and 15 g / m 2 or less in terms of metal Sn amount (that is, metal Sn equivalent amount).
- the corrosion resistance is inferior, which is not preferable.
- the Sn plating layer is preferably contained by mass and contains metal Sn in an amount of 1.0 g / m 2 or more and 13 g / m 2 or less. That is, the adhesion amount per one side of the Sn plating layer is preferably 1.0 g / m 2 or more and 13 g / m 2 or less in terms of metal Sn amount.
- the amount of metal Sn in the Sn plating layer (that is, the amount of adhesion per one side of the Sn plating layer) is, for example, a value measured by an electrolysis method or a fluorescent X-ray method described in JIS G 3303.
- the amount of metallic Sn in the Sn plating layer may be measured by an ICP emission analysis method or a calibration curve method using GDS (glow discharge emission spectroscopy).
- a calibration curve method using GDS is suitable.
- the measurement method by ICP emission spectrometry is as follows. First, a steel plate test piece (a steel plate test piece on which only the Sn plating layer is formed) in which the coating layer is not formed on the Sn plating layer and the Sn plating layer is exposed is prepared. The test piece was immersed in 10% nitric acid to dissolve the Sn plating layer, and Sn in the obtained solution was analyzed by ICP emission spectrometry (for example, 799ce manufactured by Agilent Technologies, Inc., Ar was used as the carrier gas). Ask for. And based on the intensity
- the measuring method by the calibration curve method using GDS is as follows. First, using a reference sample in which the amount of metal Sn in the Sn plating layer is known, the relationship between the intensity signal of the metal Sn in the Sn plating layer of the reference sample and the sputtering rate is obtained in advance by GDS while performing sputtering. make. On the other hand, a test piece of a steel sheet in which a coating layer is formed on the Sn plating layer (a test piece of a steel sheet in which the Sn plating layer and the coating layer are sequentially formed) is prepared.
- the intensity signal of the metal Sn of the Sn plating layer is measured.
- the amount of metal Sn in the Sn plating layer is obtained from the intensity signal of the obtained metal Sn, the sputtering rate, and the created calibration curve.
- the Fe intensity signal is 1 ⁇ 2 of the maximum value of the Fe intensity signal. It is defined as the area up to the depth. And let the average value of the metal Sn amount of the said area
- the method for applying Sn plating to the surface of the steel sheet is not particularly specified, but for example, a known electroplating method is preferable. However, a melting method in which Sn plating is performed by immersing a steel plate in molten Sn may be used.
- a melting method in which Sn plating is performed by immersing a steel plate in molten Sn may be used.
- the electroplating method for example, an electrolysis method using a well-known ferrostan bath, halogen bath, alkali bath, or the like can be used.
- the surface of the Sn plating layer becomes glossy, and an alloy layer of Sn and Fe is formed between the Sn plating layer and the steel plate, thereby further improving the corrosion resistance.
- the Sn-plated steel sheet of the present disclosure has a coating layer containing both zirconium oxide and tin oxide on the surface of the Sn plating layer formed on the surface of the steel sheet.
- the content of zirconium oxide in the coating layer is 0.2 mg / m 2 or more and 50 mg / m 2 or less in terms of metal Zr amount (that is, metal Zr equivalent amount).
- the content of zirconium oxide in the coating layer is the content of zirconium oxide per side.
- Tin oxide in the coating layer is tin oxide in which the peak position of Sn3d 5/2 binding energy by XPS is 1.6 eV or more larger than the peak position of the binding energy of metal Sn.
- Sn3d 5/2 refers to P.I. 83, the energy level of electrons in Sn.
- the peak position of Sn3d 5/2 binding energy by XPS of tin oxide is a peak position obtained by measuring the surface of the coating layer by XPS.
- a layer such as a chemical conversion layer or a coating layer is further formed on the surface of the coating layer, after removing these layers, the coating is etched by a depth of 0.5 to 2 nm in terms of SiO 2 by sputtering.
- the peak position of Sn3d 5/2 binding energy by XPS is measured for the surface of the layer.
- the Sn-plated steel sheet of the present disclosure has a coating layer in which the above zirconium oxide and tin oxide coexist on the surface of the Sn plating layer, so that yellowing resistance, coating film adhesion, and The resistance to sulfur blackening can be further improved.
- a film layer made of only tin oxide or a film layer made only of zirconium oxide cannot sufficiently improve yellowing resistance, coating film adhesion, and sulfurization blackening resistance. Although this reason is not certain, it thinks as follows by detailed investigation of the present inventors.
- the tin oxide produced and grown on the surface of the Sn plating layer is different from the tin oxide of the present disclosure in that the peak position of the binding energy of Sn3d 5/2 by XPS is 1. It was found to be tin oxide that is less than 6 eV. This is presumed to be oxygen-deficient, that is, tin oxide having oxygen vacancies (hereinafter referred to as “oxygen-deficient tin oxide”), and oxidation of tin on the surface of the Sn plating layer proceeds with time, and oxygen Deficient tin oxide grows.
- tin oxide in which the peak position of Sn3d 5/2 binding energy by XPS is 1.6 eV or more than the peak position of binding energy of metal Sn has oxygen vacancies as compared with the above oxygen-deficient tin oxide.
- stable tin oxide refers to stable tin oxide.
- oxygen-deficient tin oxide increases, and the appearance is yellowed or the coating film adhesion is poor.
- stable tin oxide and zirconium oxide coexist, growth of oxygen-deficient tin oxide is suppressed.
- zirconium oxide having a metal Zr amount of 0.2 mg / m 2 or more and 50 mg / m 2 or less per side is required in the coating layer.
- the content of zirconium oxide is less than 0.2 mg / m 2 in terms of metal Zr, not only the growth-suppressing effect of oxygen-deficient tin oxide is insufficient, but also the resistance to sulfur blackening is poor.
- the content of the zirconium oxide exceeds 50 mg / m 2 in terms of the metal Zr amount, the coating film adhesion is deteriorated because the zirconium oxide is excessive.
- the content of zirconium oxide is the amount of metal Zr per side, preferably in the range of 1.0 mg / m 2 to 30 mg / m 2 , more preferably 2.0 mg / m 2 to 10 mg / m 2. Range.
- the peak position of Sn3d 5/2 binding energy by XPS needs to be 1.6 eV or more larger than the peak position of binding energy of metal Sn.
- the peak position of the binding energy is 1.6 eV or more
- tin oxide is stable tin oxide, and the growth of oxygen-deficient tin oxide is suppressed.
- the tin oxide is an oxygen-deficient tin oxide, and the oxygen-deficient type The growth of tin oxide proceeds.
- the upper limit value of the peak position of the Sn3d 5/2 bond energy of tin oxide is not specified, but in reality, the bond energy of the metal Sn It is about 2.0 eV larger than the peak position. That is, the peak position of Sn3d 5/2 binding energy by XPS of tin oxide is preferably larger in the range of 1.6 eV to 2.0 eV than the peak position of the binding energy of metal Sn.
- the coating layer has a tin oxide having a structure other than stable tin oxide (for example, the peak position of the binding energy of Sn3d 5/2 by XPS is less than 1.6 eV than the peak position of the binding energy of metal Sn. Even if oxygen-deficient tin oxide or the like is included, there is no problem.
- the coating layer further contains phosphorus having a P amount / metal Zr amount of 0.2 or more and 1 or less in a mass ratio per unit area.
- P is contained in the above mass ratio
- the coating layer containing zirconium oxide and tin oxide becomes denser, and the growth suppression effect of tin oxide is easily improved.
- the amount of P / the amount of metal Zr is less than 0.2, the effect of suppressing the growth of tin oxide may be poor.
- the amount of P / the amount of metal Zr is more than 1, P becomes excessive, and the effect of suppressing the growth of tin oxide when zirconium oxide and tin oxide coexist may be poor.
- the mass ratio between the P amount per unit area and the metal Zr amount is more preferably 0.3 to 0.8.
- the coating layer containing zirconium oxide and tin oxide may be in a mixed state or a solid solution of the oxide, and the existence state thereof is not limited. Further, there is no problem even if any element such as Fe, Ni, Cr, Ca, Na, Mg, Al, Si or the like is contained in the coating layer.
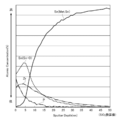
- FIG. 1 an example of the element concentration profile in the thickness direction (depth direction) of the Sn plating layer and the coating layer of the Sn plated steel sheet of the present disclosure is shown in FIG.
- the element concentration profile shown in FIG. 1 is a diagram obtained by measuring the distribution of element concentration from the surface of the coating layer to the surface of the steel sheet through the plating layer by analysis in the depth direction of XPS.
- the Sn-plated steel sheet of the present disclosure has a coating layer in which zirconium oxide and tin oxide coexist on the surface of the Sn plating layer containing metal Sn.
- the thickness of the coating layer is preferably 2 nm or more and 100 nm or less in terms of SiO 2 thickness by XPS. If the thickness of the coating layer is less than 2 nm, the thickness of the coating layer is too thin, so that the oxygen permeation suppressing effect is poor, and oxygen-deficient tin oxide may easily grow. On the other hand, when the thickness of the coating layer is more than 100 nm, the thickness of the coating layer is too thick, so that the tin oxide itself tends to cohesively break down, and the coating film adhesion and post-coating corrosion resistance may be inferior. In addition, although yellowing resistance is good, the appearance may become yellowish immediately after production.
- the thickness of the coating layer is more preferably in the range of 4 nm to 30 nm.
- the thickness of the coating layer is the surface when the total element concentration of Sn present as tin oxide, Sn present as metallic tin, and Zr present as zirconium oxide is 100% in the XPS depth direction analysis. To the region where the elemental concentration of metallic tin (Sn present as metallic tin) is 10% or less, which is a value determined by the SiO 2 equivalent thickness.
- the content of zirconium oxide (the amount of metal Zr) and the amount of P are determined by immersing and dissolving the Sn-plated steel sheet of the present disclosure in an acidic solution such as hydrofluoric acid and sulfuric acid. Is a value measured by chemical analysis such as Inductively Coupled Plasma (ICP) emission spectrometry.
- ICP Inductively Coupled Plasma
- the zirconium oxide content (metal Zr content) and the P content may be determined by fluorescent X-ray measurement.
- the formation method of the film layer containing a zirconium oxide and a tin oxide is demonstrated.
- a zirconium oxide layer containing zirconium oxide is formed on the surface of the Sn plating layer of the steel sheet on which the Sn plating layer is formed.
- the zirconium oxide layer containing zirconium oxide is obtained by immersing the Sn-plated steel sheet in an immersion bath containing zirconium ions, or by performing a cathode electrolytic treatment in a cathode electrolyte containing zirconium ions. Can be formed on the surface.
- a zirconium oxide layer containing zirconium oxide is formed by etching the surface of the Sn plating layer as a base. Therefore, the adhesion amount of the Sn plating layer tends to be non-uniform, and the processing time becomes long, which is disadvantageous for industrial production.
- cathodic electrolysis treatment a uniform film can be obtained in combination with forced charge transfer, surface cleaning by hydrogen generation at the steel plate interface, and adhesion promoting effect by pH increase. Furthermore, this cathodic electrolysis treatment can be performed in a short time of several seconds to several tens of seconds by the coexistence of nitrate ions and ammonium ions in the cathode electrolyte. Therefore, it is extremely advantageous industrially. Therefore, it is preferable to use a method based on cathodic electrolysis for forming a zirconium oxide layer containing zirconium oxide.
- the zirconium ion concentration is preferably 100 ppm or more and 4000 ppm or less.
- fluorine ions, ammonium ions, nitrate ions, and sulfate ions are contained in the solution containing zirconium ions.
- a zirconium complex such as H 2 ZrF 6 can be used as a source of zirconium ions in the cathode electrolyte.
- Zr in the Zr complex as described above is present in the cathode electrolyte as Zr 4+ due to an increase in pH at the cathode electrode interface.
- Such Zr ions further react in the cathode electrolyte to form zirconium oxide.
- zirconium phosphate is also formed.
- the coating layer containing zirconium oxide and tin oxide contain phosphorus (P) with a mass ratio per unit area of P amount / metal Zr amount of 0.2 or more and 1.0 or less.
- P phosphorus
- phosphate ions having a zirconium ion concentration of 1/10 or more and 3 times or less may be contained.
- water such as distilled water can be used as a solvent for the catholyte at the time of cathodic electrolysis.
- the solvent is not limited to water such as distilled water, and can be appropriately selected depending on the substance to be dissolved, the forming method, and the like.
- the temperature of the catholyte at the time of cathodic electrolysis is not particularly specified, but is preferably in the range of 10 ° C. to 50 ° C., for example.
- the temperature of the catholyte at the time of cathodic electrolysis is not particularly specified, but is preferably in the range of 10 ° C. to 50 ° C., for example.
- the liquid temperature is less than 10 ° C.
- the film formation efficiency is poor, and cooling of the solution is necessary when the outside air temperature is high such as in summer, which is not economical, and the corrosion resistance after painting is also reduced.
- the liquid temperature exceeds 50 ° C., the formed zirconium oxide film structure is non-uniform, and defects, cracks, microcracks, etc. occur, making it difficult to form a dense film, and the origin of corrosion, etc. This is not preferable.
- the pH of the cathode electrolyte is not particularly specified but is preferably 3 or more and 5 or less. If the pH is less than 3, the production efficiency of zirconium oxide is inferior. If the pH is more than 5, a large amount of precipitate is generated in the cathode electrolyte, resulting in inferior continuous productivity.
- nitric acid for example, nitric acid, aqueous ammonia or the like may be added to the cathode electrolyte.
- the current density at the time of cathodic electrolytic treatment is, for example, 0.05 A / dm 2 or more and 50 A / dm 2 or less.
- the current density is less than 0.05 A / dm 2 , the formation efficiency of the zirconium oxide is reduced, and it becomes difficult to form a coating layer containing a stable zirconium oxide. Not only does the sulfur blackening decrease, but the corrosion resistance after coating also decreases.
- the current density exceeds 50 A / dm 2 the formation efficiency of zirconium oxide is too high, and a zirconium oxide that is coarse and inferior in adhesion is formed.
- a more preferable range of the current density is 1 A / dm 2 or more and 10 A / dm 2 or less.
- the time for cathodic electrolysis is not critical when the zirconium oxide layer is formed. What is necessary is just to adjust the time of a cathodic electrolysis process suitably according to a current density with respect to the content (metal Zr amount) of the zirconium oxide in the target film layer.
- the coating layer containing zirconium oxide and tin oxide is obtained by subjecting a zirconium oxide layer containing zirconium oxide to an anodic electrolysis treatment in an anolyte solution.
- the specific components of the anodic electrolyte at the time of anodic electrolysis are not particularly specified.
- the liquidity of the anolyte is preferably from weakly acidic to alkaline.
- from weakly acidic to alkaline means that the pH is 3 or more and 14 or less. When the pH is within this range, dissolution of the Sn plating layer in the anodic electrolyte is gentle, and thus a coating layer containing stable tin oxide can be stably formed.
- the anolyte used in the anodic electrolysis examples include alkali metal and alkaline earth metal hydroxides, alkali metal and alkaline earth metal salts (carbonates, phosphates, organic acid salts, borate salts). And an aqueous solution containing an electrolyte such as sulfate.
- the anolyte includes an aqueous solution containing an electrolyte such as sodium carbonate, sodium hydrogen carbonate, sodium diphosphate, trisodium citrate, ammonium monotartrate, sodium sulfate.
- the lower limit of the concentration of the electrolyte is not particularly defined, and it is preferable to set the concentration to satisfy an electric conductivity of 0.1 S / m or more.
- the concentration of these electrolytes is not particularly specified, but if the concentration of the electrolyte is too high, it may settle during storage and cause troubles such as clogging of the pipes. It is preferable.
- the concentration of the electrolyte is preferably a concentration satisfying 0.5 S / m or more and 4 S / m or less in electrical conductivity, and more preferably a concentration satisfying 1 S / m or more and 2.5 S / m or less in electrical conductivity. is there.
- the electrical conductivity may be measured using a commercially available electrical conductivity meter. For example, an electrical conductivity cell CT-27112B manufactured by Toa DKK Corporation can be used.
- water such as distilled water can be used as a solvent for the anolyte during the anodic electrolysis.
- the solvent is not restricted to water such as distilled water.
- the temperature of the anolyte during the anodic electrolysis is not particularly specified, but is preferably in the range of 5 ° C. to 60 ° C., more preferably in the range of 15 ° C. to 50 ° C. is there.
- the liquid temperature is too low, the electrolytic efficiency is inferior, and stable tin oxide is hardly generated.
- the liquid temperature is too high, the evaporation of the solvent of the anodic electrolyte is remarkable, the workability and the operational stability are inferior, and it is difficult to obtain uniform stable tin oxide.
- the current density at the time of the anodic electrolytic treatment is not particularly specified, but is preferably in the range of 0.5 A / dm 2 or more and 10 A / dm 2 or less, for example.
- the current density is 0.5 A / dm 2 or more and 10 A / dm 2 or less, stable tin oxide can be formed uniformly and stably.
- the current density is less than 0.5 A / dm 2, it is necessary to lengthen the electrolytic treatment time, and the post-coating corrosion resistance is reduced due to the dissolution of the Sn plating layer, which makes it cheaper.
- a preferable current density range is 1.0 A / dm 2 or more and 3 A / dm 2 or less.
- the time for anodic electrolysis is not particularly specified. It can be arbitrarily determined according to the current density, the electrode length, the production speed (feeding speed), and the like.
- the thickness of the coating layer formed through the cathodic electrolysis and anodic electrolysis described above can be controlled mainly by the amount of electricity (amount of electricity) at the time of anodic electrolysis. Become thicker.
- the energization amount during the anodic electrolytic treatment is 0.5 C / dm 2 or more and 30 C / dm 2 or less.
- the energization amount during the anodic electrolytic treatment is 1 C / dm 2 or more and 15 C / dm 2 or less.
- the Sn-plated steel sheet and the method for producing the Sn-plated steel sheet of the present disclosure will be specifically described with reference to Examples and Comparative Examples.
- the Example shown below is only an example of the manufacturing method of Sn plating steel plate and Sn plating steel plate of this indication, and the manufacturing method of Sn plating steel plate and Sn plating steel plate of this indication is limited to the following example. It is not a thing.
- test material A method for producing the test material will be described.
- the test material of each example mentioned later was produced according to the production method of this test material.
- a pretreatment a low carbon cold-rolled steel sheet having a thickness of 0.2 mm is subjected to electrolytic alkaline degreasing, water washing, dilute sulfuric acid immersion pickling, water washing, and then electroplating Sn using a phenolsulfonic acid bath. Thereafter, heat melting treatment was performed. Through these treatments, Sn plating layers were formed on both surfaces of the steel sheet.
- the standard amount of Sn plating layer deposited was about 2.8 g / m 2 per side.
- the adhesion amount of the Sn plating layer was adjusted by changing the energization time.
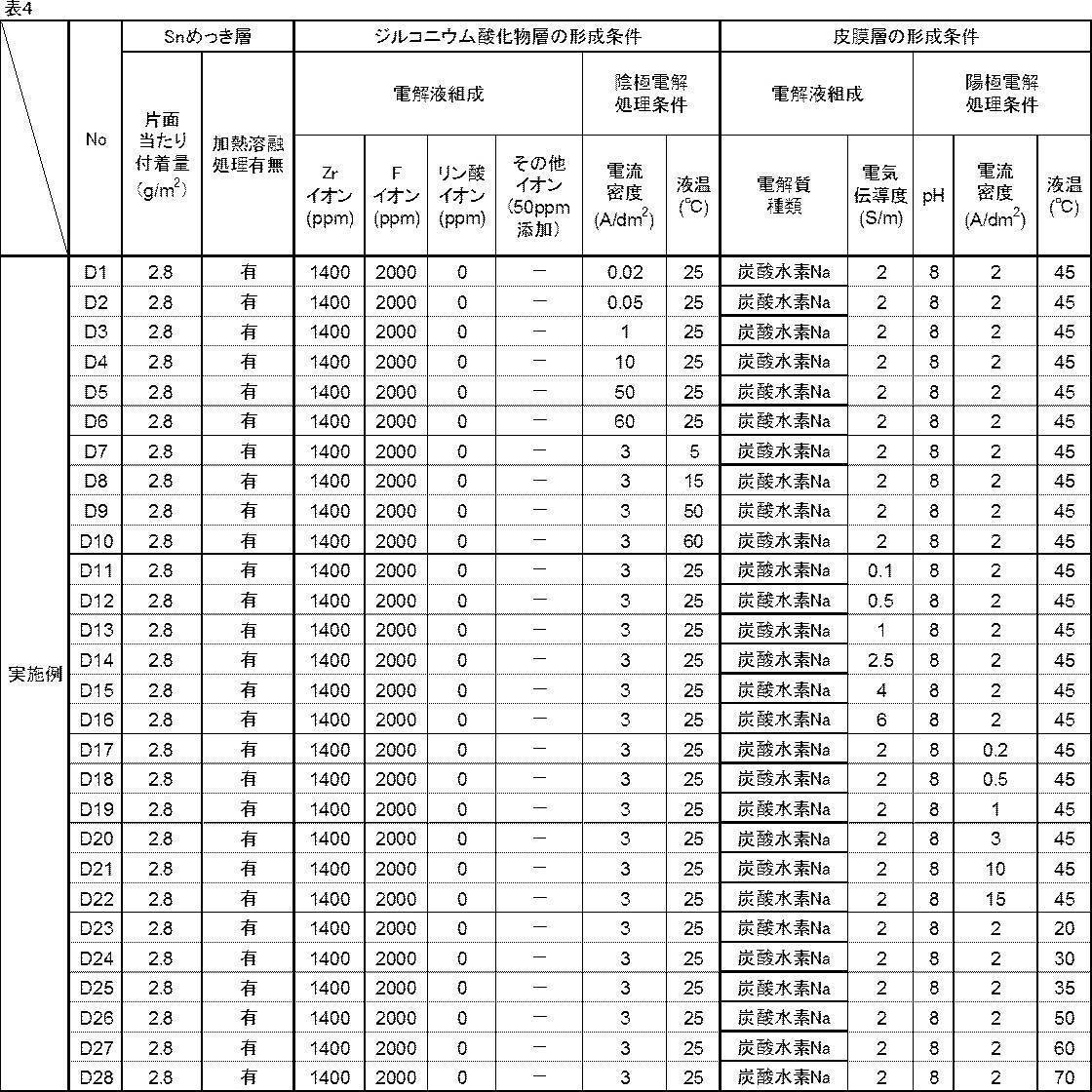
- the steel plate on which the Sn plating layer was formed was subjected to cathodic electrolysis treatment in an aqueous solution (cathode electrolyte) containing zirconium fluoride to form a zirconium oxide layer on the surface of the Sn plating layer.
- the temperature of the cathode electrolyte is 35 ° C.
- the pH of the cathode electrolyte is adjusted to be 3 or more and 5 or less
- the current density and cathode electrolysis time of the cathodic electrolysis are set in the target coating layer. It adjusted suitably according to content (metal Zr amount) of zirconium oxide.
- the steel plate on which the Sn plating layer and the zirconium oxide layer were formed was subjected to an anodic electrolysis treatment in a sodium hydrogen carbonate solution (anode electrolyte) having an electric conductivity of 2.0 S / m. And a coating layer containing tin oxide.
- the temperature of the anodic electrolyte was 25 ° C., and the current density of the anodic electrolysis was 2 A / dm 2 .
- the anodic electrolytic treatment time was appropriately adjusted.
- the pH of the anolyte was measured with a glass electrode.
- the Sn-plated steel sheet produced in this way was subjected to various evaluations shown below.
- adhesion amount per one side of Sn plating layer (metal Sn amount of Sn plating layer)
- the adhesion amount per one side of the Sn plating layer was measured by the aforementioned “measurement method by ICP emission analysis method”.
- the zirconium oxide content (metal Zr content) and P content in coating layer are as follows. A plurality of test pieces of steel sheets with a coating layer whose contents of metal Zr amount and P amount were known were prepared. Next, about each test piece, the intensity
- a test piece of Sn-plated steel sheet to be measured is prepared.
- the intensity of fluorescent X-rays derived from the metal Zr and P is measured on the surface of the coating layer of this test piece with a fluorescent X-ray analyzer (ZSX Primus manufactured by Rigaku Corporation).
- the zirconium oxide content (metal Zr content) and the P content of the coating layer were calculated by using the obtained fluorescent X-ray intensity and the calibration curves prepared in advance for the metals Zr and P.
- the measurement conditions were X-ray source Rh, tube voltage 50 kV, tube current 60 mA, spectral crystal LiF1, and measurement diameter 30 mm.
- the thickness of the coating layer was measured by XPS (PHI Quantera SXM manufactured by ULVAC-PHI). Specifically, a test piece of Sn plated steel sheet to be measured is prepared. From the surface of the coating layer of this test piece, analysis in the thickness direction (depth direction) by XPS (PHI Quantera SXM manufactured by ULVAC-PHI) was carried out, Sn existing as tin oxide, Sn present as metallic tin, zirconium oxidation The thickness from the surface to the region where the elemental concentration of metallic tin (Sn existing as metallic tin) is 10% or less is expressed in terms of SiO 2 when the total elemental concentration of Zr present as a product is 100%. Calculated.
- a wet test is performed in which the test material of the Sn-plated steel sheet is placed in a constant temperature and humidity chamber maintained at 40 ° C. and a relative humidity of 80% for four weeks, and a change ⁇ b * of the color difference b * value before and after the wet test is obtained. And evaluated.
- ⁇ b * is 1 or less, “A”, 1 over 2 or less “B”, 2 over 3 or less “C”, 3 over “NG” . Evaluation "A”, "B”, and “C” were set as the pass.
- b * was measured using a commercially available color difference meter SC-GV5 manufactured by Suga Test Instruments. The measurement conditions for b * are light source C, total reflection, and measurement diameter of 30 mm.
- the coating film adhesion was evaluated as follows. A test material for Sn-plated steel sheet was subjected to a wet test by the method described in [Yellow Resistance], and then a commercially available epoxy resin coating for cans was applied to the surface in a dry mass of 7 g / m 2 and baked at 200 ° C. for 10 minutes. For 24 hours at room temperature. Thereafter, the obtained Sn-plated steel sheet was evaluated by placing scratches reaching the surface of the steel sheet in a grid pattern (scratches in length and width of 7 mm at intervals of 3 mm) and performing a tape peeling test at that site.
- Table 1 shows the results obtained when the adhesion amount of the Sn plating layer and the zirconium oxide content in the coating layer were changed.
- the zirconium concentration in the solution containing zirconium fluoride was 1400 ppm.
- a film layer was formed.
- the liquid temperature of the anodic electrolyte was 25 ° C., and the energization amount for the anodic electrolysis was 2 C / dm 2 .
- A13 which is an Example produced the test material, without implementing a heat-melting process after Sn plating.
- Comparative examples a1 to a2 Test materials in which an Sn plating layer was formed on both surfaces of a steel sheet and then a zirconium oxide layer was formed, and the zirconium oxide layer was not subjected to anodic electrolytic treatment
- Comparative example a7 Sn on both surfaces of the steel sheet After the formation of the plating layer and before the formation of the zirconium oxide layer, in a sodium hydrogen carbonate solution (anodic electrolyte) having an electric conductivity of 2.0 S / m and a liquid temperature of 25 ° C., the current density is 2 A / dm 2 .
- Test material that is subjected to anodic electrolysis, and then a zirconium oxide layer is formed, and the anodic electrolysis treatment is not performed on the zirconium oxide layer.
- a zirconium oxide layer is formed in an aqueous solution containing zirconium fluoride at pH 4 by alternating electrolytic treatment in which cathodic electrolytic treatment and anodic electrolytic treatment are alternately performed under the condition of a current density of 3 A / dm 2.
- Test material in which anodic electrolytic treatment is not applied to the ruthenium oxide layer a9 After forming the Sn plating layer on both surfaces of the steel sheet, the Sn plating layer of the steel sheet has an electric conductivity of 2.0 S / m and a liquid temperature of 25 ° C. Test material in which an anodic electrolysis treatment at a current density of 2 A / dm 2 was carried out in a sodium hydrogen carbonate solution (anodic electrolyte) and thereafter a zirconium oxide layer was not formed.
- Comparative Examples a1 to a9 are inferior in any of yellowing resistance, coating film adhesion, sulfurization blackness resistance, and post-coating corrosion resistance.
- the anodic electrolysis treatment is performed. It can be seen that stable tin oxide is not mainly formed.
- the zirconium oxide layer is formed by alternating electrolytic treatment in which cathodic electrolytic treatment and anodic electrolytic treatment are alternately performed as in comparative example a8, stable tin oxide is mainly formed in the zirconium oxide layer. You can see that it is not.
- a tin oxide layer is formed as a coating layer. However, it can be seen that this tin oxide layer is not a stable tin oxide layer.
- Table 2 shows the results when the thickness of the coating layer is changed.
- the thickness of the coating layer was changed by changing the energization amount of the anodic electrolytic treatment.
- ⁇ b * which is an index of yellowing, tends to decrease.
- ⁇ b * is particularly small. I understand that.
- Table 3 shows the results when phosphorus is contained in the coating layer. These test materials were prepared by cathodic electrolysis of a steel plate on which a Sn plating layer was formed in a catholyte containing 1400 ppm of zirconium ions to which 60 ppm to 5000 ppm of phosphate ions were added.
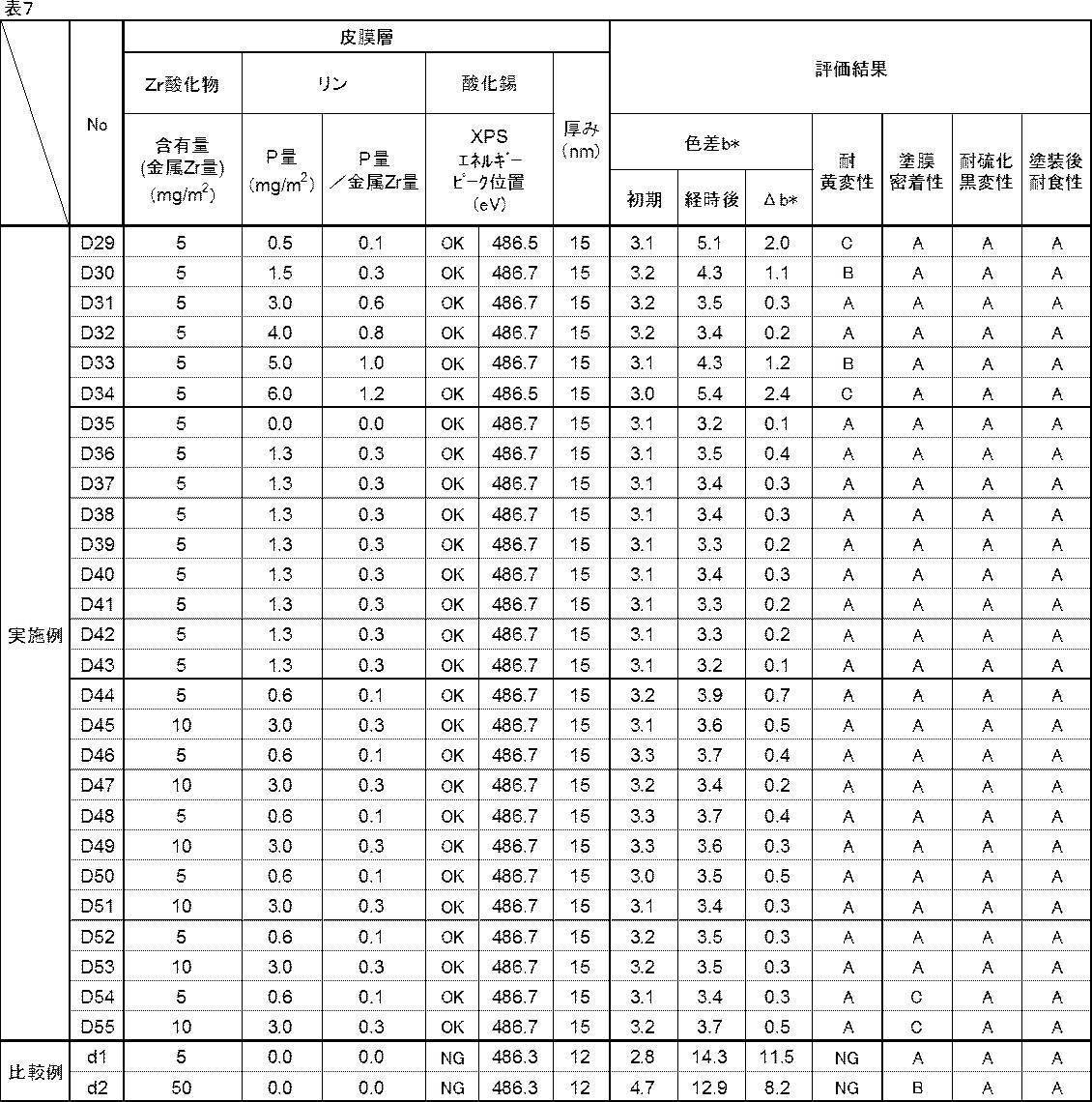
- Tables 4 to 7 show the results when the formation conditions of the zirconium oxide layer (cathodic electrolytic treatment conditions) and the coating layer formation conditions (anodic electrolytic treatment conditions) are variously changed.
- the following test materials were also prepared. Comparative examples d1 to d2: Test materials in which a Sn plating layer was formed on both surfaces of a steel sheet, a zirconium oxide layer was formed, and the zirconium oxide layer was not subjected to an anodic electrolytic treatment. The characteristics of the zirconium oxide layer in .about.d2 (example in which the anodic electrolytic treatment is not applied to the zirconium oxide layer) are described in the column “Coating layer”.
- the Sn-plated steel sheet of the present disclosure does not require conventional chromate treatment, and is excellent in yellowing resistance, coating film adhesion, and sulfurization blacking resistance, so as an environmentally friendly can material, It can be widely used in food cans, beverage cans, etc., and has very high industrial utility value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
Description
以下の特許文献2では、リン酸アルミニウムを含む溶液を用いた処理によって、Al及びPと、Ni、Co及びCuの少なくとも1種と、シランカップリング剤との反応物を含む皮膜を形成させたSnめっき鋼板が提案されている。
以下の特許文献3では、Snめっき上にZnめっきをした後にZn単独めっき層が消失するまで加熱処理を施す、クロメート皮膜を有さないSnめっき鋼板の製造方法が提案されている。
以下の特許文献4及び特許文献5では、ジルコニウム、リン酸、フェノール樹脂等を含む化成処理皮膜を有する容器用鋼板が提案されている。
以下の特許文献6では、Snめっき層と、Snめっき層形成後に、リン酸塩水溶液中で、陰極電解処理、次いで陽極電解処理を施して形成された、酸化錫とリン酸錫とを含む化成処理層を有するSnめっき鋼板が提案されている。
以下の特許文献7では、スズ酸化物、並びに、Zr、Ti及びPを含有する被膜を有するSnめっき鋼板が提案されている。特許文献6では、被膜を形成するとき、陰極電解処理と陽極電解処理とを交互に行う交番電解を実施してもよいことが提案されている。
特許文献2:特開2011-174172号公報
特許文献3:特開昭63-290292号公報
特許文献4:特開2007-284789号公報
特許文献5:特開2010-13728号公報
特許文献6:特開2009-249691号公報
特許文献7:国際公開第2015/001598号
前記鋼板の少なくとも片面に形成され、質量%で、金属Snを0.1g/m2以上15g/m2以下含有するSnめっき層と、
前記Snめっき層の表面に形成され、ジルコニウム酸化物と酸化錫とを含有する皮膜層と、
を有し、
前記皮膜層中における前記ジルコニウム酸化物の含有量が、金属Zr量で0.2mg/m2以上50mg/m2以下であり、
前記皮膜層中における前記酸化錫のX線光電子分光法によるSn3d5/2の結合エネルギーのピーク位置が、金属Snの結合エネルギーのピーク位置よりも1.6eV以上大きい、Snめっき鋼板。
(2)前記皮膜層の厚みが、2nm以上100nm以下である、(1)に記載のSnめっき鋼板。
(3)前記皮膜層は、単位面積当たりの質量比で、P量/金属Zr量が0.2以上1以下となるリンを更に含有する、(1)又は(2)に記載のSnめっき鋼板。
本明細書において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
本明細書において、「工程」との用語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されるのであれば、本用語に含まれる。
本明細書において、「鋼板」との用語は、Snめっき層及び皮膜層を形成する対象の母鋼板(いわゆるめっき原板)を意味する。
皮膜層中におけるジルコニウム酸化物の含有量は、金属Zr量で片面当たり0.2mg/m2以上50mg/m2以下である。
皮膜層中における酸化錫のX線光電子分光法(XPS:X-ray Photoelectron Spectroscopy)によるSn3d5/2の結合エネルギーのピーク位置は、金属Snの結合エネルギーのピーク位置よりも1.6eV以上大きい。
鋼板は、特に規定されるものではなく、一般的な容器用のSnめっき鋼板に用いられている鋼板であれば、任意のものを使用可能である。鋼板は、例えば、低炭素鋼、極低炭素鋼などが挙げられる。また、鋼板の製造方法及び材質も特に規定されるものではなく、例えば、鋳造から熱間圧延、酸洗、冷間圧延、焼鈍、調質圧延等の工程を経て製造された鋼板が挙げられる、
鋼板の少なくとも片面には、Snめっきが施されて、Snめっき層が形成される。Snめっき層によって、鋼板の耐食性は向上する。なお、本明細書における「Snめっき層」とは、金属Sn単独のSnめっき層だけではなく、金属Snと金属Sn以外の微量元素及び不純物の少なくとも一方とを含有したSnめっき層も含む。
Snめっき層は、質量%で、金属Snを1.0g/m2以上13g/m2以下含有することが好ましい。つまり、Snめっき層の片面当たりの付着量は、金属Sn量で1.0g/m2以上13g/m2以下が好ましい。
まず、Snめっき層上に皮膜層が形成されておらず、Snめっき層が露出している鋼板の試験片(Snめっき層のみが形成された鋼板の試験片)を準備する。その試験片を10%硝酸に浸漬して、Snめっき層を溶解し、得られた溶解液中のSnをICP発光分析法(例えば、アジレント・テクノロジー社製799ce、キャリアガスにArを使用。)で求める。そして、分析で得た強度信号と、濃度が既知の溶液から作成した検量線と、試験片のSnめっき層の形成面積とに基づいて、Snめっき層の金属Sn量を求める
まず、Snめっき層の金属Sn量が既知である基準試料を用い、スパッタリングを実施しながらGDSにより基準試料のSnめっき層中の金属Snの強度信号およびスパッタ速度との関係をあらかじめ求め、検量線を作る。
一方、Snめっき層上に皮膜層が形成されている鋼板の試験片(Snめっき層及び皮膜層が順次形成された鋼板の試験片)を準備する。その試験片の皮膜層の表面から、スパッタをしながらGDSによる分析を実施し、Snめっき層の金属Snの強度信号を測定する。得られた金属Snの強度信号、スパッタ速度、及び作成した検量線により、Snめっき層の金属Sn量を求める。
ここで、Snめっき層は、Zrの強度信号が、Zrの強度信号の最大値の1/2になる深さから、Feの強度信号が、Feの強度信号の最大値の1/2になる深さまでの領域と定義する。そして、当該領域の金属Sn量の平均値を、Snめっき層の金属Sn量とする。
本開示のSnめっき鋼板は、鋼板の表面に形成されたSnめっき層の表面に、ジルコニウム酸化物と酸化錫の両者を含有する皮膜層を有する。
皮膜層中におけるジルコニウム酸化物の含有量は、金属Zr量(つまり金属Zr換算量)で0.2mg/m2以上50mg/m2以下である。皮膜層中におけるジルコニウム酸化物の含有量は、片面当たりのジルコニウム酸化物の含有量である。
皮膜層中における酸化錫は、XPSによるSn3d5/2の結合エネルギーのピーク位置が、金属Snの結合エネルギーのピーク位置よりも1.6eV以上大きい酸化錫である。
つまり、酸化錫のXPSによるSn3d5/2の結合エネルギーのピーク位置は、金属Snの結合エネルギーのピーク位置よりも1.6eV以上2.0eV以下の範囲で大きいことがよい。
ここで、後述する測定方法により「酸化錫のXPSによるSn3d5/2の結合エネルギーのピーク位置が、金属Snの結合エネルギーのピーク位置よりも1.6eV以上大きいピーク位置」が測定されれば、皮膜層には、安定型酸化錫以外の、その他の構造の酸化錫(例えば、XPSによるSn3d5/2の結合エネルギーのピーク位置が金属Snの結合エネルギーのピーク位置よりも1.6eV未満である酸素欠乏型酸化錫など)が含まれていても問題ない。
図1に示すように、本開示のSnめっき鋼板は、金属Snを含むSnめっき層の表面に、ジルコニウム酸化物と酸化錫とが共存した皮膜層が存在していることがわかる。
皮膜層の厚みは、XPS深さ方向分析において、錫酸化物として存在するSn、金属錫として存在するSn、ジルコニウム酸化物として存在するZr、の元素濃度の合計を100%としたときに、表面から、金属錫(金属錫として存在するSn)の元素濃度が10%以下の領域までの厚みであって、SiO2換算厚みで求められる値である。
皮膜層を形成するためには、まず、Snめっき層が形成された鋼板のSnめっき層の表面に対して、ジルコニウム酸化物を含有するジルコニウム酸化物層を形成する。
従って、ジルコニウム酸化物を含有するジルコニウム酸化物層の形成には、陰極電解処理による方法を利用することが好ましい。
電解質の濃度の下限は、特に規定するものではなく、電気伝導度として0.1S/m以上を満たす濃度とすることが好ましい。これらの電解質の濃度の上限も特に規定はしないが、電解質の濃度が大き過ぎる場合は保管時に沈殿し、配管詰まり等の障害を引き起こす可能性があるため、各電解質の0℃における溶解度以下とすることが好ましい。電解質の濃度は、好ましくは、電気伝導度で0.5S/m以上4S/m以下を満たす濃度であり、より好ましくは、電気伝導度で1S/m以上2.5S/m以下を満たす濃度である。
なお、電気伝導度は、市販の電気伝導度計を用いて測定すればよく、例えば、東亜ディーケーケー株式会社製の電気伝導率セルCT-27112B等を用いることが可能である。
試験材の作製方法について説明する。なお、後述する各例の試験材は、この試験材の作製方法に準じて作製した。
まず、板厚0.2mmの低炭素冷延鋼板に対し、前処理として、電解アルカリ脱脂、水洗、希硫酸浸漬酸洗、水洗した後、フェノールスルホン酸浴を用いて電気Snめっきを施し、更にその後、加熱溶融処理をした。これらの処理を経て鋼板の両面にSnめっき層を形成した。Snめっき層の付着量は、片面当たり約2.8g/m2を標準とした。Snめっき層の付着量は、通電時間を変えることで調整した。
Snめっき層の片面当たりの付着量(Snめっき層の金属Sn量)は、既述の「ICP発光分析法による測定方法」により測定した。
皮膜層のジルコニウム酸化物の含有量(金属Zr量)及びP量は、次の通りである。
金属Zr量及びP量の含有量が既知である複数の皮膜層付き鋼板の試験片を準備した。次に、各試験片について、蛍光X線分析装置(リガク社製ZSX Primus)により、試験片の皮膜層の表面から、金属Zr及びPに由来する蛍光X線の強度を事前に測定した。そして、測定した蛍光X線の強度と金属Zr及びPとの関係を示した検量線を、各々準備した。
その上で、測定対象となるSnめっき鋼板の試験片を準備する。この試験片の皮膜層の表面を蛍光X線分析装置(リガク社製ZSX Primus)により、金属Zr及びPに由来する蛍光X線の強度を測定する。得られた蛍光X線強度と予め準備した金属Zr及びPに関する検量線とを利用することで、皮膜層のジルコニウム酸化物の含有量(金属Zr量)及びP量を算出した。
なお、測定条件は、X線源Rh、管電圧50kV、管電流60mA、分光結晶LiF1、測定径30mmとした。
皮膜層の表面に対して、XPS(ULVAC-PHI製PHI Quantera SXM)による測定を実施し、皮膜層中における酸化錫のSn3d5/2の結合エネルギーのピーク位置(表中「XPSエネルギーピーク位置」と表記)を調べた。
なお、測定条件は、X線源mono-AlKα線(hν=1466.6eV、100.8W)、X線径100μmφ、検出深さ数nm(取出し角45°)、分析範囲1400×100μmとした。
そして、酸化錫のSn3d5/2の結合エネルギーのピーク位置が金属Snの結合エネルギーのピーク位置(=484.9eV)よりも1.6eV以上大きければ、安定型酸化錫が主として形成されているとして「OK」と評価した。1.6eV未満であれば、酸素欠乏型酸化錫が主として形成されているとして「NG」と評価した。評価「OK」を合格とした。
皮膜層の厚みは、XPS(ULVAC-PHI製PHI Quantera SXM)により測定した。具体的には、測定対象となるSnめっき鋼板の試験片を準備する。この試験片の皮膜層の表面から、XPS(ULVAC-PHI製PHI Quantera SXM)による厚み方向(深さ方向)の分析を実施し、酸化錫として存在するSn、金属錫として存在するSn、ジルコニウム酸化物として存在するZr、の元素濃度の合計を100%としたときに、表面から、金属錫(金属錫として存在するSn)の元素濃度が10%以下の領域までの厚みをSiO2換算厚みで算出した。
なお、測定条件は、X線源mono-AlKα線(hν=1466.6eV、100.8W)、X線径100μmφ、検出深さ数nm(取出し角45°)、分析範囲1400×100μm、中和銃1.0V,20μA、スパッタ条件Ar+、加速電圧1kV、スパッタ速度1.5nm/min(SiO2換算値)とした。
Snめっき鋼板の試験材を、40℃、相対湿度80%に保持した恒温恒湿槽中に4週間載置する湿潤試験を行い、湿潤試験前後における色差b*値の変化量△b*を求めて、評価した。△b*が1以下であれば「A」とし、1超過2以下であれば「B」とし、2超過3以下であれば「C」とし、3を超過していれば「NG」とした。評価「A」、「B」、及び「C」を合格とした。b*は、市販の色差計であるスガ試験機製SC-GV5を用いて測定した。b*の測定条件は、光源C、全反射、測定径30mmである。
塗膜密着性は、以下のようにして評価した。
Snめっき鋼板の試験材を、[耐黄変性]に記載の方法で湿潤試験した後、表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布し、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSnめっき鋼板に対し、鋼板表面に達する傷を碁盤目状に入れ(3mm間隔で縦横7本ずつの傷)、その部位のテープ剥離試験をすることで評価した。テープ貼り付け部位の塗膜が全て剥離していなければ「A」とし、碁盤目の傷部周囲で塗膜剥離が認められれば「B」とし、碁盤目の枡内に塗膜剥離が認められれば「NG」とした。評価「A」、及び「B」を合格とした。
耐硫化黒変性は、以下のようにして評価した。
上記[塗膜密着性]に記載の方法で作製及び湿潤試験したSnめっき鋼板の試験材の表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布した後、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSnめっき鋼板を所定のサイズに切断し、リン酸二水素ナトリウムを0.3%、リン酸水素ナトリウムを0.7%、L-システイン塩酸塩を0.6%からなる水溶液中に浸漬し、密封容器中で121℃・60分のレトルト処理を行い、試験後の外観から評価した。試験前後で外観の変化が全く認められなければ「A」とし、僅かに(10%以下)黒変が認められれば「B」とし、試験面の10%超過の領域に黒変が認められれば「NG」とした。評価「A」、「B」を合格とした。
塗装後耐食性は、以下のようにして評価した。
上記[塗膜密着性]に記載の方法で作製及び湿潤試験したSnめっき鋼板の試験材の表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布した後、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSnめっき鋼板を所定のサイズに切断し、市販のトマトジュースに60℃で7日間浸漬した後の錆の発生有無を、目視にて評価した。錆が全く認められなければ「A」とし、試験面全体の10%以下の面積率で錆が認められれば「B」とし、試験面全体の10%超えの面積率で錆が認められれば「NG」とした。評価「A」及び「B」を合格とした。
表1は、Snめっき層の付着量と皮膜層中のジルコニウム酸化物の含有量とを変化させた場合の結果である。フッ化ジルコニウムを含む溶液中のジルコニウム濃度は、1400ppmとした。ジルコニウム酸化物層を形成した後は、ジルコニウム酸化物層に対して、電気伝導度2.0S/mの炭酸水素ナトリウム溶液(液性:弱酸性~アルカリ性、pH=8)中で陽極電解処理し、皮膜層を形成させた。陽極電解液の液温は25℃とし、陽極電解処理の通電量は2C/dm2とした。
また、実施例であるA13は、Snめっき後に加熱溶融処理を実施せずに試験材を作製した。
比較例であるa1~a2:鋼板の両面にSnめっき層を形成後、ジルコニウム酸化物層を形成させ、ジルコニウム酸化物層に陽極電解処理をしない試験材
比較例であるa7:鋼板の両面にSnめっき層を形成後、ジルコニウム酸化物層の形成前に、電気伝導度2.0S/m、液温25℃の炭酸水素ナトリウム溶液(陽極電解液)中で、電流密度2A/dm2の条件で陽極電解処理を実施し、その後、ジルコニウム酸化物層を形成させ、ジルコニウム酸化物層に陽極電解処理をしない試験材
比較例であるa8:鋼板の両面にSnめっき層を形成後、液温35℃、pH4のフッ化ジルコニウムを含む水溶液中で、電流密度3A/dm2の条件で、陰極電解処理と陽極電解処理とを交互に行う交番電解処理でジルコニウム酸化物層を形成させ、ジルコニウム酸化物層に陽極電解処理をしない試験材
比較例であるa9:鋼板の両面にSnめっき層を形成後、鋼板のSnめっき層に、電気伝導度2.0S/m、液温25℃の炭酸水素ナトリウム溶液(陽極電解液)中で、電流密度2A/dm2の陽極電解処理を実施し、その後、ジルコニウム酸化物層を形成しない試験材
なお、表1中、比較例であるa1~a2、a7、a8(ジルコニウム酸化物層に陽極電解処理を施していない例)におけるジルコニウム酸化物層の特性は、「皮膜層」の欄に記載する。
また、比較例であるa9における錫酸化物層の特性は、「皮膜層」の欄に記載する。

特に、比較例であるa7のように、鋼板の両面にSnめっき層の形成後、ジルコニウム酸化物層の形成前に、陽極電解処理を実施しても、その後形成されるジルコニウム酸化物層には、安定型酸化錫が主として形成されていないことがわかる。
比較例であるa8のように、陰極電解処理と陽極電解処理とを交互に行う交番電解処理でジルコニウム酸化物層を形成しても、ジルコニウム酸化物層には、安定型酸化錫が主として形成されていないことがわかる。
比較例であるa9のように、ジルコニウム酸化物層を形成せず、鋼板のSnめっき層に陽極電解処理を実施すると、皮膜層として酸化錫層が形成される。しかし、この酸化錫層は、安定型酸化錫層ではないことがわかる。
表2は、皮膜層の厚みを変化させた場合の結果である。皮膜層の厚みは、陽極電解処理の通電量を変えることで変化させた。

表3は、皮膜層中にリンが含まれる場合の結果である。これらの試験材は、リン酸イオン60ppm~5000ppmを添加させた1400ppmのジルコニウムイオンを含む陰極電解液中で、Snめっき層が形成された鋼板を陰極電解処理することで作製した。

表4~表7は、ジルコニウム酸化物層の形成条件(陰極電解処理条件)と皮膜層の形成条件(陽極電解処理条件)とを種々変更した場合の結果である。
なお、比較として、次の試験材もあわせて作製した。
比較例であるd1~d2:鋼板の両面にSnめっき層を形成後、ジルコニウム酸化物層を形成させ、ジルコニウム酸化物層に陽極電解処理をしない試験材
なお、表1中、比較例であるd1~d2(ジルコニウム酸化物層に陽極電解処理を施していない例)におけるジルコニウム酸化物層の特性は、「皮膜層」の欄に記載する。


本明細書に記載された全ての文献、特許出願、および技術規格は、個々の文献、特許出願、および技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書中に参照により取り込まれる。
Claims (3)
- 鋼板と、
前記鋼板の少なくとも片面に形成され、質量%で、金属Snを0.1g/m2以上15g/m2以下含有するSnめっき層と、
前記Snめっき層の表面に形成され、ジルコニウム酸化物と酸化錫とを含有する皮膜層と、
を有し、
前記皮膜層中における前記ジルコニウム酸化物の含有量が、金属Zr量で0.2mg/m2以上50mg/m2以下であり、
前記皮膜層中における前記酸化錫のX線光電子分光法によるSn3d5/2の結合エネルギーのピーク位置が、金属Snの結合エネルギーのピーク位置よりも1.6eV以上大きい、Snめっき鋼板。 - 前記皮膜層の厚みが、2nm以上100nm以下である、請求項1に記載のSnめっき鋼板。
- 前記皮膜層は、単位面積当たりの質量比で、P量/金属Zr量が0.2以上1以下となるリンを更に含有する、請求項1又は2に記載のSnめっき鋼板。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187032074A KR102164123B1 (ko) | 2016-05-24 | 2017-05-24 | Sn 도금 강판 |
| JP2018519586A JP6806151B2 (ja) | 2016-05-24 | 2017-05-24 | Snめっき鋼板 |
| US16/303,079 US10914017B2 (en) | 2016-05-24 | 2017-05-24 | Sn-plated steel sheet |
| EP17802851.0A EP3467154B1 (en) | 2016-05-24 | 2017-05-24 | Sn-plated steel sheet |
| CN201780030373.5A CN109154097B (zh) | 2016-05-24 | 2017-05-24 | Sn镀覆钢板 |
| ES17802851T ES2847377T3 (es) | 2016-05-24 | 2017-05-24 | Lámina de acero con baño de Sn |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016103382 | 2016-05-24 | ||
| JP2016-103382 | 2016-05-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017204265A1 true WO2017204265A1 (ja) | 2017-11-30 |
Family
ID=60411359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/019435 Ceased WO2017204265A1 (ja) | 2016-05-24 | 2017-05-24 | Snめっき鋼板 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10914017B2 (ja) |
| EP (1) | EP3467154B1 (ja) |
| JP (1) | JP6806151B2 (ja) |
| KR (1) | KR102164123B1 (ja) |
| CN (1) | CN109154097B (ja) |
| ES (1) | ES2847377T3 (ja) |
| TW (1) | TWI633211B (ja) |
| WO (1) | WO2017204265A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018135569A (ja) * | 2017-02-22 | 2018-08-30 | 新日鐵住金株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
| WO2019168179A1 (ja) * | 2018-03-01 | 2019-09-06 | 日本製鉄株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
| JPWO2021192614A1 (ja) * | 2020-03-26 | 2021-09-30 | ||
| JP2023518191A (ja) * | 2020-03-13 | 2023-04-28 | タタ、スティール、アイモイデン、ベスローテン、フェンノートシャップ | ブリキストリップを不動態化する方法及び不動態化されたブリキストリップを製造するための装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6870731B2 (ja) * | 2017-04-13 | 2021-05-12 | 日本製鉄株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
| MY198173A (en) | 2019-04-23 | 2023-08-09 | Jfe Steel Corp | Method of Producing Surface-Treated Steel Sheet and Surface-Treated Steel Sheet |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63290292A (ja) | 1987-05-20 | 1988-11-28 | Nippon Steel Corp | 耐錆性、溶接性に優れた薄Snメツキ鋼板の製造方法 |
| JP2004060052A (ja) | 2002-06-05 | 2004-02-26 | Jfe Steel Kk | Si含有化成皮膜を有する錫系めっき鋼板の製造方法 |
| JP2007284789A (ja) | 2006-03-24 | 2007-11-01 | Nippon Steel Corp | 製缶加工性に優れた容器用鋼板 |
| WO2008123632A1 (ja) * | 2007-04-04 | 2008-10-16 | Nippon Steel Corporation | 缶用めっき鋼板及びその製造方法 |
| JP2009249691A (ja) | 2008-04-07 | 2009-10-29 | Nippon Steel Corp | 溶接性、外観、製缶加工密着性に優れた容器用鋼板 |
| JP2010013728A (ja) | 2008-06-05 | 2010-01-21 | Nippon Steel Corp | 有機皮膜性能に優れた容器用鋼板およびその製造方法 |
| JP2011174172A (ja) | 2010-01-28 | 2011-09-08 | Jfe Steel Corp | 錫めっき鋼板およびその製造方法 |
| WO2015001598A1 (ja) | 2013-07-01 | 2015-01-08 | Jfeスチール株式会社 | 容器用鋼板 |
| JP2016103382A (ja) | 2014-11-28 | 2016-06-02 | 日立オートモティブシステムズ株式会社 | 電子制御装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4511631A (en) * | 1984-04-13 | 1985-04-16 | Toyo Kohan Co., Ltd. | Metallic chromium-nickel-hydrated chromium oxide-coated tin free steel and process for the production thereof |
| EP1518944B1 (en) * | 2002-06-05 | 2014-05-14 | JFE Steel Corporation | Tin-plated steel plate and method for production thereof |
| JP4920627B2 (ja) * | 2008-04-16 | 2012-04-18 | 新日本製鐵株式会社 | 缶用めっき鋼板及びその製造方法 |
| JP4660626B2 (ja) | 2009-02-04 | 2011-03-30 | 新日本製鐵株式会社 | レトルト後塗膜密着性に優れたスズめっき鋼板及びその製造方法 |
| TWI449813B (zh) * | 2010-06-29 | 2014-08-21 | Nippon Steel & Sumitomo Metal Corp | 容器用鋼板及其製造方法 |
| JP2015045047A (ja) * | 2013-08-27 | 2015-03-12 | Jx日鉱日石金属株式会社 | 電子部品用金属材料及びその製造方法、それを用いたコネクタ端子、コネクタ及び電子部品 |
-
2017
- 2017-05-24 WO PCT/JP2017/019435 patent/WO2017204265A1/ja not_active Ceased
- 2017-05-24 KR KR1020187032074A patent/KR102164123B1/ko active Active
- 2017-05-24 JP JP2018519586A patent/JP6806151B2/ja active Active
- 2017-05-24 CN CN201780030373.5A patent/CN109154097B/zh active Active
- 2017-05-24 TW TW106117266A patent/TWI633211B/zh active
- 2017-05-24 ES ES17802851T patent/ES2847377T3/es active Active
- 2017-05-24 EP EP17802851.0A patent/EP3467154B1/en active Active
- 2017-05-24 US US16/303,079 patent/US10914017B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63290292A (ja) | 1987-05-20 | 1988-11-28 | Nippon Steel Corp | 耐錆性、溶接性に優れた薄Snメツキ鋼板の製造方法 |
| JP2004060052A (ja) | 2002-06-05 | 2004-02-26 | Jfe Steel Kk | Si含有化成皮膜を有する錫系めっき鋼板の製造方法 |
| JP2007284789A (ja) | 2006-03-24 | 2007-11-01 | Nippon Steel Corp | 製缶加工性に優れた容器用鋼板 |
| WO2008123632A1 (ja) * | 2007-04-04 | 2008-10-16 | Nippon Steel Corporation | 缶用めっき鋼板及びその製造方法 |
| JP2009249691A (ja) | 2008-04-07 | 2009-10-29 | Nippon Steel Corp | 溶接性、外観、製缶加工密着性に優れた容器用鋼板 |
| JP2010013728A (ja) | 2008-06-05 | 2010-01-21 | Nippon Steel Corp | 有機皮膜性能に優れた容器用鋼板およびその製造方法 |
| JP2011174172A (ja) | 2010-01-28 | 2011-09-08 | Jfe Steel Corp | 錫めっき鋼板およびその製造方法 |
| WO2015001598A1 (ja) | 2013-07-01 | 2015-01-08 | Jfeスチール株式会社 | 容器用鋼板 |
| JP2016103382A (ja) | 2014-11-28 | 2016-06-02 | 日立オートモティブシステムズ株式会社 | 電子制御装置 |
Non-Patent Citations (2)
| Title |
|---|
| "Surface Analysis Techniques Selection: X-ray Photoelectron Spectroscopy", MARUZEN INC., pages: 83 |
| KEIJI ARIGA ET AL.: "X-sen Kodenshi Bunkoho no Hyomen Shori eno Oyo", THE JOURNAL OF THE METAL FINISHING SOCIETY, vol. 27, no. 1, 1976, pages 7 - 14, XP055583955 * |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018135569A (ja) * | 2017-02-22 | 2018-08-30 | 新日鐵住金株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
| CN111788334B (zh) * | 2018-03-01 | 2022-08-19 | 日本制铁株式会社 | 镀Sn钢板及镀Sn钢板的制造方法 |
| JP6642774B1 (ja) * | 2018-03-01 | 2020-02-12 | 日本製鉄株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
| TWI689633B (zh) * | 2018-03-01 | 2020-04-01 | 日商日本製鐵股份有限公司 | Sn鍍敷鋼板及Sn鍍敷鋼板的製造方法 |
| CN111788334A (zh) * | 2018-03-01 | 2020-10-16 | 日本制铁株式会社 | 镀Sn钢板及镀Sn钢板的制造方法 |
| WO2019168179A1 (ja) * | 2018-03-01 | 2019-09-06 | 日本製鉄株式会社 | Snめっき鋼板及びSnめっき鋼板の製造方法 |
| EP3760763A4 (en) * | 2018-03-01 | 2021-11-24 | Nippon Steel Corporation | SN-CLAD STEEL SHEET AND MANUFACTURING PROCESS FOR SN-CLAD STEEL SHEET |
| JP2023518191A (ja) * | 2020-03-13 | 2023-04-28 | タタ、スティール、アイモイデン、ベスローテン、フェンノートシャップ | ブリキストリップを不動態化する方法及び不動態化されたブリキストリップを製造するための装置 |
| JP7735298B2 (ja) | 2020-03-13 | 2025-09-08 | タタ、スティール、アイモイデン、ベスローテン、フェンノートシャップ | ブリキストリップを不動態化する方法及び不動態化されたブリキストリップを製造するための装置 |
| CN115315541A (zh) * | 2020-03-26 | 2022-11-08 | 日本制铁株式会社 | Sn系镀覆钢板 |
| WO2021192614A1 (ja) * | 2020-03-26 | 2021-09-30 | 日本製鉄株式会社 | Sn系めっき鋼板 |
| US20230102675A1 (en) * | 2020-03-26 | 2023-03-30 | Nippon Steel Corporation | Sn-BASED PLATED STEEL SHEET |
| JPWO2021192614A1 (ja) * | 2020-03-26 | 2021-09-30 | ||
| US11674233B2 (en) * | 2020-03-26 | 2023-06-13 | Nippon Steel Corporation | Sn-based plated steel sheet |
| JP7295486B2 (ja) | 2020-03-26 | 2023-06-21 | 日本製鉄株式会社 | Sn系めっき鋼板 |
| CN115315541B (zh) * | 2020-03-26 | 2023-10-24 | 日本制铁株式会社 | Sn系镀覆钢板 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3467154A1 (en) | 2019-04-10 |
| ES2847377T3 (es) | 2021-08-03 |
| JP6806151B2 (ja) | 2021-01-06 |
| CN109154097A (zh) | 2019-01-04 |
| EP3467154B1 (en) | 2020-12-09 |
| US20190301043A1 (en) | 2019-10-03 |
| KR20180132119A (ko) | 2018-12-11 |
| TW201812112A (zh) | 2018-04-01 |
| KR102164123B1 (ko) | 2020-10-12 |
| TWI633211B (zh) | 2018-08-21 |
| US10914017B2 (en) | 2021-02-09 |
| EP3467154A4 (en) | 2020-02-19 |
| CN109154097B (zh) | 2021-03-09 |
| JPWO2017204265A1 (ja) | 2019-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6855833B2 (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| JP6806151B2 (ja) | Snめっき鋼板 | |
| JP6870731B2 (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| JP6806152B2 (ja) | Sn系合金めっき鋼板 | |
| JP6642774B1 (ja) | Snめっき鋼板及びSnめっき鋼板の製造方法 | |
| JP6852454B2 (ja) | Sn系合金めっき鋼板及びSn系合金めっき鋼板の製造方法 | |
| JP7295486B2 (ja) | Sn系めっき鋼板 | |
| JP7239020B2 (ja) | Sn系めっき鋼板 | |
| JP7410386B2 (ja) | Sn系めっき鋼板 | |
| TW202124788A (zh) | Sn系鍍敷鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 20187032074 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018519586 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17802851 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017802851 Country of ref document: EP Effective date: 20190102 |