WO2018003512A1 - 熱可塑性樹脂組成物およびそれを成形してなる成形体 - Google Patents
熱可塑性樹脂組成物およびそれを成形してなる成形体 Download PDFInfo
- Publication number
- WO2018003512A1 WO2018003512A1 PCT/JP2017/022067 JP2017022067W WO2018003512A1 WO 2018003512 A1 WO2018003512 A1 WO 2018003512A1 JP 2017022067 W JP2017022067 W JP 2017022067W WO 2018003512 A1 WO2018003512 A1 WO 2018003512A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- thermoplastic resin
- polyamide
- semi
- flame retardant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/06—Polyamides derived from polyamines and polycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K3/2279—Oxides; Hydroxides of metals of antimony
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/18—Homopolymers or copolymers of aromatic monomers containing elements other than carbon and hydrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
- C08K2003/387—Borates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/016—Flame-proofing or flame-retarding additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0066—Flame-proofing or flame-retarding additives
Definitions
- the present invention relates to a thermoplastic resin composition, and more particularly to a resin composition containing a semi-aromatic polyamide and a molded body formed by molding the resin composition.
- Polyamide is used as many electrical / electronic parts and parts around automobile engines because of its excellent heat resistance, mechanical properties, and moldability.
- the molded body made of the polyamide 46 has a blister phenomenon in which moisture is foamed during the reflow process and the surface of the molded body swells.
- the body needed to be stored in a low humidity environment. For this reason, in recent years, semi-aromatic polyamides having a high melting point and a low water absorption rate are often used for molded products for surface-mounted electrical / electronic components.
- Patent Document 1 discloses a semi-aromatic polyamide or a copolymer semi-aromatic polyamide with bromine.
- a resin composition containing a flame retardant is disclosed.
- the semi-aromatic polyamide has a melting point close to the decomposition temperature compared to the aliphatic polyamide, and the molding process temperature cannot be set high, so that the fluidity cannot be increased. There was a problem that molding corresponding to the thinning was not possible.
- a resin composition containing a semi-aromatic polyamide may have reduced heat resistance and chemical resistance required for electric / electronic parts due to the inclusion of an aliphatic polyamide.
- electrical and electronic parts have been used for automobile parts due to the progress of electrification of automobiles. Electric and electronic parts used for automobile parts are gasoline, oil, battery sulfuric acid, wax, Since there is a greater possibility of chemicals such as car wash goods, chemical resistance is also required.
- Semi-aromatic polyamide is excellent in heat resistance and chemical resistance, but aliphatic polyamide is inferior in heat resistance and chemical resistance, and a resin composition containing semi-aromatic polyamide is blended with aliphatic polyamide. As a result, although the fluidity is improved, there is a problem that the heat resistance and chemical resistance are lowered.
- An object of the present invention is to provide a thermoplastic resin composition containing a semi-aromatic polyamide and a flame retardant, in which a decrease in heat resistance and chemical resistance is suppressed, and fluidity is improved. To do.
- the present inventors have found that a semi-aromatic polyamide resin composition having a specific composition and characteristics can solve the above problems, and have reached the present invention. That is, the gist of the present invention is as follows.
- thermoplastic resin composition according to (1) wherein the aliphatic diamine component in the semi-aromatic polyamide (A) is 1,10-decanediamine.
- the mass ratio (C / D) of the brominated flame retardant (C) and the flame retardant auxiliary (D) is 95/5 to 60/40, wherein (1) to (3) The thermoplastic resin composition according to any one of the above.
- the semi-aromatic polyamide (A) contains an aliphatic monocarboxylic acid component, the aliphatic monocarboxylic acid has 15 to 30 carbon atoms, and the content of the aliphatic monocarboxylic acid component is semi-aromatic.
- the flame retardant aid (D) is one or more selected from the group consisting of zinc stannate, zinc borate, and antimony trioxide, according to any one of (1) to (6), Thermoplastic resin composition.
- thermoplastic resin composition excellent in fluidity at the time of extrusion and molding, in addition to excellent heat resistance (reflow resistance), chemical resistance, flame retardancy and mechanical properties. Can do.
- thermoplastic resin composition of the present invention contains a semi-aromatic polyamide (A), an aliphatic polyamide (B), a brominated flame retardant (C), and a flame retardant aid (D).
- the semi-aromatic polyamide (A) contains a dicarboxylic acid component and a diamine component as constituent components, the dicarboxylic acid component contains an aromatic dicarboxylic acid, and the diamine component contains an aliphatic diamine.
- the dicarboxylic acid component constituting the semi-aromatic polyamide (A) preferably contains terephthalic acid (T), and the content of terephthalic acid is 95 mol% or more in the dicarboxylic acid component from the viewpoint of heat resistance. It is preferable that it is 100 mol%.
- the diamine component in the semi-aromatic polyamide (A) is preferably an aliphatic diamine having 8 to 12 carbon atoms from the viewpoint of heat resistance and processability.
- the aliphatic diamine having 8 to 12 carbon atoms include 1,8-octanediamine, 1,9-nonanediamine, 1,10-decanediamine, 1,11-undecanediamine, and 1,12-dodecanediamine. Of these, 1,10-decanediamine is preferred because of its high versatility. These may be used alone or in combination, but are preferably used alone from the viewpoint of improving mechanical properties.
- specific examples of the semi-aromatic polyamide (A) include, for example, polyamide 8T, polyamide 9T, polyamide 10T, polyamide 11T, and polyamide 12T.
- the dicarboxylic acid component of the semi-aromatic polyamide (A) may contain a dicarboxylic acid other than terephthalic acid.
- Dicarboxylic acids other than terephthalic acid include aromatic dicarboxylic acid components such as phthalic acid, isophthalic acid, naphthalenedicarboxylic acid, oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid
- aliphatic dicarboxylic acids such as sebacic acid, undecanedioic acid and dodecanedioic acid, and alicyclic dicarboxylic acids such as cyclohexanedicarboxylic acid.
- the dicarboxylic acid other than terephthalic acid is preferably 5 mol% or less, and more preferably substantially free from the total number of moles of raw material monomers.
- the diamine component of the semi-aromatic polyamide (A) may contain a diamine other than the aliphatic diamine component having 8 to 12 carbon atoms.
- Examples of other diamines include 1,2-ethanediamine, 1,3-propanediamine, 1,4-butanediamine, 1,5-pentanediamine, 1,6-hexanediamine, 1,7-heptanediamine, Aliphatic diamine components such as 1,13-tridecanediamine, 1,14-tetradecanediamine, 1,15-pentadecanediamine, alicyclic diamines such as cyclohexanediamine, and aromatic diamines such as xylylenediamine and benzenediamine. Can be mentioned.
- the diamine other than the aliphatic diamine component having 8 to 12 carbon atoms is preferably 5 mol% or less, and more preferably substantially free from the total number of moles of raw material monomers.
- the semi-aromatic polyamide (A) may contain lactams such as caprolactam and laurolactam, and ⁇ -aminocarboxylic acids such as aminocaproic acid and 11-aminoundecanoic acid, if necessary.
- the semi-aromatic polyamide (A) can contain a monocarboxylic acid as a constituent component, and preferably contains an aliphatic monocarboxylic acid as a constituent component.
- a molded body obtained from a mixture of a semi-aromatic polyamide (A) having an aliphatic monocarboxylic acid as a constituent and an aliphatic polyamide (B) dispersed therein has a heat resistance in the surface layer of the molded body that is susceptible to heat.
- High semi-aromatic polyamide (A) is likely to be the main component, and blisters are less likely to occur in the reflow process.
- the aliphatic monocarboxylic acid preferably has 15 to 30 carbon atoms, and more preferably 18 to 29 carbon atoms.
- the semiaromatic polyamide (A) contains an aliphatic monocarboxylic acid having 15 to 30 carbon atoms, the fluidity is improved, and the semiaromatic polyamide component tends to be a main component in the surface layer of the molded product.
- the carbon number of the monocarboxylic acid is less than 15, the semi-aromatic polyamide (A) may not be able to obtain a fluidity improving effect.
- the aliphatic monocarboxylic acid has more than 30 carbon atoms, the semi-aromatic polyamide (A) may be inhibited from crystallizing, and the molding processability and heat resistance may decrease.
- aliphatic monocarboxylic acid having 15 to 30 carbon atoms examples include pentadecylic acid, palmitic acid, margaric acid, stearic acid, nonadecylic acid, arachidic acid, behenic acid, lignoceric acid, serotic acid, heptacosanoic acid, montanic acid, Melicic acid is mentioned. Of these, stearic acid, behenic acid, and montanic acid are preferred because of their high versatility. Aliphatic monocarboxylic acids may be used alone or in combination.
- the content of the aliphatic monocarboxylic acid component is preferably 0.3 to 4.0 mol% with respect to all monomers constituting the semiaromatic polyamide (A). 0.6 to 3.5 mol% is more preferable.
- the content of the aliphatic monocarboxylic acid component is less than 0.3 mol%, the resulting semi-aromatic polyamide (A) has a high molecular weight, generates a decomposition gas during extrusion or molding, and improves fluidity. The effect may not be obtained.
- the content of the aliphatic monocarboxylic acid component exceeds 4.0 mol%, the semi-aromatic polyamide (A) may deteriorate in mechanical properties.
- the semi-aromatic polyamide (A) needs to have a melting point of 280 ° C. or higher, preferably 300 ° C. or higher. If the melting point of the semi-aromatic polyamide (A) is less than 280 ° C., the thermoplastic resin composition may melt and deform during reflow.
- the semi-aromatic polyamide (A) preferably has a relative viscosity of 1.5 to 3.5 when measured at 25 ° C. in a 96% sulfuric acid at a concentration of 1 g / dL, which is an index of molecular weight. It is more preferably from 0.7 to 3.5, and even more preferably from 1.9 to 3.1. If the relative viscosity of the semi-aromatic polyamide (A) is less than 1.5, the thermoplastic resin composition may have reduced mechanical properties.
- the resulting molded product has a higher crystallinity and more improved heat resistance, reflow resistance, mechanical strength, and low water absorption.
- the group polyamide (A) preferably has a crystallinity controlled within a specific range.
- the crystal melting energy ( ⁇ H) measured using a differential scanning calorimeter (DSC) is used as an index of crystallinity
- ⁇ H of the semi-aromatic polyamide resin (A) is 50 J / g or more. Is preferable, and it is more preferable that it is 55 J / g or more.
- ⁇ H is less than 50 J / g, the semi-aromatic polyamide resin (A) cannot sufficiently increase the crystallinity, and the resulting molded product may generate blisters in the reflow process.
- Semi-aromatic polyamide (A) can be produced using a conventionally known method such as a heat polymerization method or a solution polymerization method.
- a heat polymerization method is preferably used because it is industrially advantageous.
- the heat polymerization method there is a method comprising a step (i) of obtaining a reaction product from a dicarboxylic acid component, a diamine component, and a monocarboxylic acid component, and a step (ii) of polymerizing the obtained reaction product. Can be mentioned.
- step (i) dicarboxylic acid powder and monocarboxylic acid are mixed and heated in advance to a temperature not lower than the melting point of diamine and not higher than the melting point of dicarboxylic acid, and the dicarboxylic acid powder and monocarboxylic acid at this temperature are mixed.
- a method of adding diamine without substantially containing water so as to keep the state of the dicarboxylic acid powder may be mentioned.
- a suspension of a molten diamine and a solid dicarboxylic acid is stirred and mixed to obtain a mixed solution, and then at a temperature lower than the melting point of the semiaromatic polyamide to be finally produced.
- a method of obtaining a mixture of a salt and a low polymer by carrying out a salt formation reaction by the reaction of a dicarboxylic acid, a diamine and a monocarboxylic acid and a low polymer production reaction by polymerization of the produced salt.
- crushing may be performed while the reaction is performed, or crushing may be performed after the reaction is once taken out.
- the former is preferable because the shape of the reaction product can be easily controlled.
- the reaction product obtained in the step (i) is solid-phase polymerized at a temperature lower than the melting point of the semi-aromatic polyamide to be finally produced to increase the molecular weight to a predetermined molecular weight.
- a method for obtaining a semi-aromatic polyamide is preferably performed in a stream of inert gas such as nitrogen at a polymerization temperature of 180 to 270 ° C. and a reaction time of 0.5 to 10 hours.
- reaction apparatus for step (i) and step (ii) is not particularly limited, and a known apparatus may be used. Step (i) and step (ii) may be performed by the same apparatus or may be performed by different apparatuses.
- a polymerization catalyst may be used in order to increase the polymerization efficiency.
- the polymerization catalyst include phosphoric acid, phosphorous acid, hypophosphorous acid, and salts thereof.
- the addition amount of the polymerization catalyst is preferably 2 mol% or less with respect to all monomers constituting the semi-aromatic polyamide (A).
- the aliphatic polyamide (B) in the present invention is a polyamide that does not contain an aromatic component in the main chain.
- poly ⁇ -capramide polyamide 6
- polytetramethylene adipamide polyamide 46
- polyhexamethylene Adipamide polyamide 66
- polyhexamethylene sebamide polyamide 610
- polyhexamethylene dodecamide polyamide 612
- polyundecamethylene adipamide polyamide 116
- polyundecanamide polyamide 11
- Examples thereof include polydodecanamide (polyamide 12), a polyamide copolymer containing at least two different polyamide components, or a mixture thereof.
- polyamides having 6 or less carbon atoms are preferred, and polyamide 6, polyamide 46, and polyamide 66 are preferred from the viewpoints of fluidity and economy.
- the relative viscosity of the aliphatic polyamide (B) is not particularly limited, and may be appropriately set depending on the purpose.
- the aliphatic polyamide (B) in order to obtain a thermoplastic resin composition that can be easily molded, preferably has a relative viscosity of 1.9 to 4.0, and preferably 2.0 to 3.5. It is more preferable. If the relative viscosity of the aliphatic polyamide (B) is less than 1.9, the toughness may be insufficient depending on the molded article, and the mechanical characteristics may be deteriorated. On the other hand, when the relative viscosity of the aliphatic polyamide (B) exceeds 4.0, the thermoplastic resin composition may be difficult to mold, and the resulting molded product may be inferior in appearance.
- the mass ratio (A / B) of the semi-aromatic polyamide (A) and the aliphatic polyamide (B) needs to be 90/10 to 40/60, and should be 90/10 to 46/54. Preferably, it is 90/10 to 50/50, more preferably 80/20 to 50/50. If the semi-aromatic polyamide (A) exceeds 90% by mass, that is, if the aliphatic polyamide (B) is less than 10% by mass, the fluidity of the thermoplastic resin composition may decrease. On the other hand, when the semi-aromatic polyamide (A) is less than 40% by mass, that is, when the aliphatic polyamide (B) exceeds 60% by mass, the reflow resistance of the thermoplastic resin composition may be lowered.
- the content of bromine atoms contained in the compound is preferably 50% by mass or more, and more preferably 58% by mass or more. If the bromine-based flame retardant (C) has a bromine atom content of less than 50% by mass, the brominated flame retardant (C) increases in content to impart the required flame retardancy, and the mechanical properties of the thermoplastic resin composition May decrease or the generation amount of cracked gas may increase.
- brominated flame retardant (C) examples include hexabromocyclododecane, bis (dibromopropyl) tetrabromo-bisphenol A, bis (dibromopropyl) tetrabromo-bisphenol S, tris (dibromopropyl) isocyanurate, tris (tribromoneo Pentyl) phosphate, decabromodiphenylene oxide, brominated epoxy resin, bis (pentabromophenyl) ethane, tris (tribromophenoxy) triazine, ethylenebis (tetrabromophthal) imide, ethylenebispentabromophenyl, polybromophenylindane , Brominated polystyrene, TBBA polycarbonate, brominated polyphenylene oxide, and polypentabromobenzyl acrylate.
- brominated polystyrene examples include, for example, “Great Lakes CP-44HF”, “Great Lakes PBS-64HW”, “Great Lakes PDBS-80” manufactured by Chemtura, and “SAYTEX HP-7010” manufactured by Albemarle. “SAYTEX HP-3010”. These may be used alone or in combination.
- the content of the brominated flame retardant (C) needs to be 20 to 100 parts by mass with respect to 100 parts by mass in total of the semi-aromatic polyamide (A) and the aliphatic polyamide (B). It is preferably 90 parts by mass. If the content of the brominated flame retardant (B) is less than 20 parts by mass, the effect of improving flame retardancy cannot be obtained. On the other hand, when the content of the brominated flame retardant (B) exceeds 100 parts by mass, the thermoplastic resin composition is excellent in flame retardancy, but the generation of decomposition gas during extrusion and molding increases.
- Examples of the flame retardant aid (D) in the present invention include sodium oxide, tin oxide, zinc stannate, zinc oxide, iron oxide, magnesium hydroxide, calcium hydroxide, zinc borate, antimony trioxide, antimony tetroxide, and pentoxide. Antimony etc. are mentioned. Of these, zinc stannate, zinc borate, and antimony trioxide, which have a high synergistic effect with the brominated flame retardant (C) and can suppress the generation of the amount of decomposition gas, are preferred.
- Specific product names include, for example, “FLAMARD S” (zinc stannate) manufactured by Nippon Light Metal Co., Ltd., “FIRE BRAKE 415” (zinc borate) manufactured by Borax, and “PATOX-M” (antimony trioxide) manufactured by Nippon Seiko Co., Ltd. ). These may be used alone or in combination.
- a phosphorus-containing flame retardant may be used as the flame retardant aid (D).
- a phosphorus-containing flame retardant as a flame retardant aid (D)
- the formation of a carbonized film during combustion can be promoted, and in particular, the flame retardancy of a molded article having a small thickness can be improved.
- the thermoplastic resin composition contained is particularly suitable for thin-walled electric / electronic component materials.
- the phosphorus-containing flame retardant include phosphate ester compounds, phosphinates, diphosphinates, phosphates and the like.
- the phosphate ester compound may be a monomer, an oligomer, a polymer, or a mixture thereof. Specifically, trimethyl phosphate, triethyl phosphate, tributyl phosphate, trioctyl phosphate, tributoxyethyl phosphate, triphenyl phosphate, tricresyl phosphate, cresyl diphenyl phosphate, octyl diphenyl phosphate, tri (2-ethylhexyl) phosphate, diisopropyl Phenyl phosphate, trixylenyl phosphate, tris (isopropylphenyl) phosphate, trinaphthyl phosphate, bisphenol A bisphosphate, hydroquinone bisphosphate, resorcin bisphosphate, resorcinol-diphenyl phosphate, trioxybenzene triphosphate, or substitutions thereof, condensation Examples can be given.
- a phosphoric acid ester compound having excellent mold adhesion at the time of molding, heat resistance of the molded product, moisture resistance, and the like can be suitably used.
- the phosphoric acid ester compound include various phosphoric acid ester compounds manufactured by Daihachi Chemical Industry Co., Ltd., and include TPP [triphenyl phosphate], TXP [trixylenyl phosphate], CR-733S [resorcinol bis ( Diphenyl phosphate)], PX200 [1,3-phenylene-teslakis (2,6-dimethylphenyl) phosphate ester, PX201 [1,4-phenylene-tetrakis (2,6-dimethylphenyl) phosphate ester, PX202 [4 , 4′-biphenylene-teslakis 2,6-dimethylphenyl] phosphate, etc., can be selected or used in combination of two or more.
- Phosphinates are produced in aqueous solutions using phosphinic acid and metal carbonates, metal hydroxides or metal oxides and are essentially present as monomers, but depending on the reaction conditions, the degree of condensation is 1 to It may also exist in the form of 3 polymeric phosphinates.
- the metal component include calcium carbonate, magnesium ion, aluminum ion, and / or metal carbonate, metal hydroxide or metal oxide containing zinc ion.
- Phosphinic acid suitable as a component of the phosphinic acid salt includes dimethylphosphinic acid, ethylmethylphosphinic acid, diethylphosphinic acid, methyl-n-propylphosphinic acid, isobutylmethylphosphinic acid, octylmethylphosphinic acid, methylphenylphosphinic acid and Diphenylphosphinic acid and the like, preferably diethylphosphinic acid.
- phosphinates include, for example, calcium dimethylphosphinate, magnesium dimethylphosphinate, aluminum dimethylphosphinate, zinc dimethylphosphinate, calcium ethylmethylphosphinate, magnesium ethylmethylphosphinate, aluminum ethylmethylphosphinate, ethyl Zinc methylphosphinate, calcium diethylphosphinate, magnesium diethylphosphinate, aluminum diethylphosphinate, zinc diethylphosphinate, calcium methyl-n-propylphosphinate, magnesium methyl-n-propylphosphinate, methyl-n-propylphosphinic acid
- Magnesium phosphate aluminum methylphenyl phosphinate, methyl phenyl phosphinate, zinc, calcium diphenyl phosphin
- diphosphinic acid suitable as a constituent component of the diphosphinic acid salt examples include methanedi (methylphosphinic acid), benzene-1,4-di (methylphosphinic acid) and the like.
- Specific examples of the diphosphinic acid salt include, for example, methanedi (methylphosphinic acid) calcium, methanedi (methylphosphinic acid) magnesium, methanedi (methylphosphinic acid) aluminum, methanedi (methylphosphinic acid) zinc, benzene-1,4-di (Methylphosphinic acid) calcium, benzene-1,4-di (methylphosphinic acid) magnesium, benzene-1,4-di (methylphosphinic acid) aluminum, benzene-1,4-di (methylphosphinic acid) zinc It is done.
- methanedi (methylphosphinic acid) aluminum and methanedi (methylphosphinic acid) zinc which are excellent
- Phosphinates and diphosphinates can also be used in combination, such as phosphinates such as aluminum diethylphosphinate and zinc diethylphosphinate, methanedi (methylphosphinic acid) aluminum, and methanedi (methylphosphinic acid) zinc.
- phosphinates such as aluminum diethylphosphinate and zinc diethylphosphinate, methanedi (methylphosphinic acid) aluminum, and methanedi (methylphosphinic acid) zinc.
- phosphinates such as aluminum diethylphosphinate and zinc diethylphosphinate, methanedi (methylphosphinic acid) aluminum, and methanedi (methylphosphinic acid) zinc.
- a phosphorus-containing flame retardant such as a mixture of phosphinate and diphosphinate is preferably used in combination with a nitrogen-containing flame retardant.
- Nitrogen-containing flame retardants that can be used in combination include melamine cyanurate, melamine polyphosphate, melamine phosphate, phosphazene compounds, etc. Among them, the combined effect of a mixture of phosphinate and diphosphinate is particularly high In terms, melamine polyphosphate is preferred.
- the content ratio (A 2 : B 2 ) of the mixture of phosphinate and diphosphinate (A 2 ) and melamine polyphosphate (B 2 ) is 1: 1 to 8: 1 by mass, in particular More preferably, it is 2: 1 to 4: 1.
- a phosphorus-containing flame retardant such as a mixture of phosphinate and diphosphinate is also preferably used in combination with aluminum phosphate or aluminum hypophosphite.
- a phosphorus-containing flame retardant such as a mixture of phosphinate and diphosphinate is also preferably used in combination with a hydrazide metal deactivator.
- hydrazide-based metal deactivators examples include 2,3-bis [3- (3,5-di-tert-butyl-4-hydroxyphenyl) propionyl] propionohydrazide, decamethylene carboxylic acid disalicylo Ilhydrazide and the like are listed, and a specific trade name is CDA-10 manufactured by ADEKA Corporation. Further, when a mixture of phosphinate and diphosphinate is used, 0.1 to 50% by mass of calcium hydroxide, calcium oxide, calcium carbonate, boehmite with respect to 100% by mass of the mixture of phosphinate and diphosphinate. Corrosion can be effectively prevented by adding magnesium oxide, fatty acid metal salt, and the like.
- the content of the flame retardant aid (D) is required to be 2 to 25 parts by mass with respect to 100 parts by mass in total of the semi-aromatic polyamide (A) and the aliphatic polyamide (B). It is preferably 20 parts by mass. If the content of the flame retardant auxiliary (D) is less than 2 parts by mass, the effect of improving flame retardancy cannot be obtained. On the other hand, when the content of the flame retardant auxiliary (D) exceeds 25 parts by mass, the resulting thermoplastic resin composition has poor mechanical properties and operability during extrusion.
- the mass ratio (C / D) of the brominated flame retardant (C) and the flame retardant aid (D) used in the present invention is preferably 95/5 to 60/40, and 90/10 to 70/30. More preferably.
- the brominated flame retardant (C) is 95% by mass or less, flame retardancy can be improved.
- the brominated flame retardant (C) is less than 60% by mass, even if the mass ratio of the flame retardant aid (D) is increased, the effect of improving flame retardancy reaches saturation, which is economically disadvantageous. There is a case.
- the thermoplastic resin composition of the present invention may contain an anti-drip agent (E).
- an anti-drip agent E
- a known compound can be used as the anti-drip agent (E) if it has an effect of preventing dripping during combustion.
- the anti-drip agent (E) include polytetrafluoroethylene, polyhexafluoropropylene, tetrafluoroethylene-hexafluoropropylene copolymer, tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer, tetrafluoroethylene-ethylene copolymer.
- Examples thereof include polymers, hexafluoropropylene-propylene copolymers, polyvinylidene fluoride, vinylidene fluoride-ethylene copolymers, polychlorotrifluoroethylene, and modified polytetrafluoroethylene.
- polytetrafluoroethylene and modified polytetrafluoroethylene having a high anti-dripping effect are preferable.
- Specific product names include, for example, “Polyflon MPA FA-500H” (polytetrafluoroethylene) manufactured by Daikin Industries, Ltd., “Metabrene A-3750”, “Metabrene A-3800” (modified polytetrafluoroethylene) manufactured by Mitsubishi Rayon Co., Ltd. Ethylene). These may be used alone or in combination.
- the content of the anti-drip agent (E) is preferably 0.3 to 3.0 parts by mass with respect to 100 parts by mass in total of the semi-aromatic polyamide (A) and the aliphatic polyamide (B). More preferably, it is 3 to 2.5 parts by mass.
- the content of the anti-drip agent (E) is less than 0.3 parts by mass, the effect of preventing dripping at the time of combustion is not sufficient.
- the content exceeds 3.0 parts by mass the thermoplastic resin composition is melted. Kneading may be difficult.
- the thermoplastic resin composition of the present invention may further contain an inorganic reinforcing material (F).
- a fibrous reinforcement is mentioned as an inorganic reinforcement (F).
- the fibrous reinforcing material include glass fiber, carbon fiber, boron fiber, asbestos fiber, polyvinyl alcohol fiber, polyester fiber, acrylic fiber, aramid fiber, polybenzoxazole fiber, kenaf fiber, bamboo fiber, hemp fiber, bagasse fiber.
- glass fiber, carbon fiber, and aramid fiber are preferable because they have a high effect of improving mechanical properties, have heat resistance that can withstand the heating temperature during melt kneading with polyamide, and are easily available.
- Specific product names of glass fibers include “CS3G225S” manufactured by Nittobo Co., Ltd. and “T-781H” manufactured by Nippon Electric Glass Co., Ltd.
- Specific product names of carbon fibers include, for example, Toho Tenax. "HTA-C6-NR" manufactured by the company can be mentioned.
- the fibrous reinforcing material may be used alone or in combination.
- the fiber length and fiber diameter of the fibrous reinforcing material are not particularly limited, but the fiber length is preferably 0.1 to 7 mm, more preferably 0.5 to 6 mm.
- the fiber diameter is preferably 3 to 20 ⁇ m, more preferably 5 to 13 ⁇ m.
- the cross-sectional shape include a circular shape, a rectangular shape, an oval shape, and other irregular cross-sections. Among them, a circular shape is preferable.
- an acicular reinforcing material or a plate-like reinforcing material may be used.
- a fibrous reinforcing material together with a needle-like reinforcing material or a plate-like reinforcing material, it is possible to reduce the warping of the molded body or improve the drip resistance during a flame retardant test.
- the acicular reinforcing material include wollastonite, potassium titanate whisker, zinc oxide whisker, and magnesium sulfate whisker.
- the plate-like reinforcing material include talc, mica, and glass flakes.
- the content of the inorganic reinforcing material (F) is preferably 5 to 200 parts by mass with respect to 100 parts by mass in total of the semi-aromatic polyamide (A) and the aliphatic polyamide (B). More preferred is 10 to 170 parts by mass. If the content of the inorganic reinforcing material (F) is less than 5 parts by mass, the reinforcing effect of the mechanical strength may not be sufficient, and if it exceeds 200 parts by mass, the reinforcing efficiency of the mechanical strength is reduced, In the plastic resin composition, workability at the time of melt-kneading may be reduced, or it may be difficult to obtain pellets.
- the thermoplastic resin composition of the present invention may further contain an antioxidant (G).
- the antioxidant (G) include phosphorus-based antioxidants, hindered phenol-based antioxidants, hindered amine-based antioxidants, triazine-based compounds, and sulfur-based compounds. Among these, phosphorus-based antioxidants are used. preferable.
- the resin composition when the resin composition is accumulated for a long time in the cylinder, that is, when the molding cycle is long at the time of injection molding or even when the resin is retained in the cylinder for a long time with a small injection amount.
- an inhibitor (G) By containing an inhibitor (G), the fall of the tensile strength of the said resin composition can be suppressed.
- the antioxidant (G) is usually contained for the purpose of lowering the molecular weight or deteriorating the color of the semi-aromatic polyamide (A).
- the residence stability of the resin composition can be improved.
- the content thereof is preferably 0.1 to 5 parts by mass, and 0.2 to 5 parts by mass with respect to 100 parts by mass of the semi-aromatic polyamide (A). More preferably.
- the phosphorus-based antioxidant may be an inorganic compound or an organic compound, and is not particularly limited.
- bis (2,6-di-tert-butyl-4-methylphenyl) pentaerythritol diphosphite and tetrakis (2,4-di-tert-butylphenyl) -4,4-biphenylylene phosphite are preferable.
- Specific product names include, for example, “ADEKA STAB PEP-36” (bis (2,6-di-tert-butyl-4-methylphenyl) pentaerythritol diphosphite), “ADEKA STAB PEP-8” manufactured by Adeka Corporation.
- thermoplastic resin composition of the present invention may further contain other polymers as necessary.
- Other polymers include, for example, alicyclic polyamides such as polyamide 9C, polyethylene terephthalate, polybutylene terephthalate, liquid crystal polymer, polyarylate, polycyclohexanedimethylene terephthalate and other polyesters, polyethylene, polystyrene, polypropylene and other polyolefins, polyphenylene sulfide , Polyphenylene ether, and polyether ether ketone.
- thermoplastic resin composition of the present invention may contain other additives as necessary.
- additives include, for example, fillers such as talc, swellable clay minerals, silica, alumina, glass beads, graphite, pigments, dyes, antistatic agents, plate reinforcements, thermal stabilizers, impact resistance improvers. , Plasticizers, mold release agents, lubricants, crystal nucleating agents, organic peroxides, terminal blockers, and slidability improvers.
- the method for adding other additives is not particularly limited as long as the effect is not impaired.
- the additives are added during polymerization of the polyamide or during melt kneading.
- the thermoplastic resin composition of the present invention may contain a light stabilizer.
- a light stabilizer When a molded product of a thermoplastic resin composition containing a white pigment such as titanium oxide is used outdoors as an exhaust finisher or an LED reflector, titanium oxide may promote photodecomposition, so the thermoplastic resin composition is light. It is preferable to contain a stabilizer.
- the light stabilizer include benzophenone compounds, benzotriazole compounds, salicylate compounds, hindered amine compounds, and hindered phenol compounds. Among these, hindered amine compounds are preferable.
- the content thereof is preferably 0.1 to 5 parts by mass, more preferably 0.2 to 5 parts by mass with respect to 100 parts by mass of the thermoplastic resin composition. .
- the thermoplastic resin composition can improve the light stability by containing 0.1 to 5 parts by weight of the light stabilizer.
- the thermoplastic resin composition is preferably used in combination with a light stabilizer and an antioxidant. By using the thermoplastic resin composition in combination, the residence stability at the time of molding is improved, and the light deterioration due to ultraviolet rays or the like at the time of use is efficiently prevented. be able to.
- thermoplastic resin composition of the present invention comprises the above components and is manufactured by the following manufacturing method, in addition to excellent heat resistance (reflow resistance), chemical resistance, flame resistance, and mechanical properties. Excellent fluidity during extrusion and molding.
- the chemical resistance is evaluated by a mass increase rate R after immersion in a sulfuric acid immersion test in which a thermoplastic resin composition is immersed in 50% sulfuric acid at 23 ° C. for 48 hours, and the mass increase rate R is 50% or less. It is preferably 45% or less, more preferably 40% or less, and even more preferably 30% or less. When the mass increase rate R exceeds 50%, it may be difficult to use the resulting molded article for an automotive part or the like where chemicals may adhere.
- the method for mixing the raw materials is not particularly limited, but the melt-kneading method is preferable.
- the melt-kneading method include a method using a batch kneader such as Brabender, a Banbury mixer, a Henschel mixer, a helical rotor, a roll, a single screw extruder, and a twin screw extruder.
- the melt kneading temperature is selected from a region where the semi-aromatic polyamide (A) melts and does not decompose.
- the semi-aromatic polyamide (A) not only decomposes but also the aliphatic polyamide (B) and brominated flame retardant (C) may be decomposed.
- the melting point (Tm) of the aromatic polyamide (A) is preferably (Tm ⁇ 20 ° C.) to (Tm + 50 ° C.).
- the semi-aromatic polyamide (A) is first melted, and then the aliphatic polyamide (B) is additionally supplied to the melt-kneader so that the semi-aromatic polyamide (A) and the aliphatic polyamide (B ) Is preferably mixed.
- a semi-aromatic polyamide (A), a flame retardant, or the like is supplied from the base (main supply port) of a twin-screw extruder, melted, and then used in the middle of the extruder using a side feeder or the like.
- the melt is extruded into a strand shape into a pellet shape, the melt is hot cut, underwater cut into a pellet shape, or into a sheet shape.
- examples thereof include a method of extrusion cutting and a method of extruding and pulverizing into a block shape to form a powder.
- thermoplastic resin composition of the present invention examples include, for example, an injection molding method, an extrusion molding method, a blow molding method, and a sintering molding method, and since the effect of improving mechanical properties and moldability is great, An injection molding method is preferred.
- an injection molding machine For example, a screw in-line type injection molding machine or a plunger type injection molding machine is mentioned.
- the thermoplastic resin composition heated and melted in the cylinder of the injection molding machine is weighed for each shot, injected into the mold in a molten state, cooled to a predetermined shape, solidified, and then molded as a molded body. Taken from.
- the resin temperature at the time of injection molding is preferably (Tm) to (Tm + 50 ° C.).
- the thermoplastic resin composition is heated and melted, it is preferable to use a sufficiently dried thermoplastic resin composition pellet.
- thermoplastic resin composition of the present invention can be used in a wide range of applications such as automobile parts, electric / electronic parts, general merchandise, civil engineering and building articles, and is particularly suitable for electric / electronic parts because of its excellent flame retardancy.
- automobile parts include a thermostat cover, an IGBT module member of an inverter, an insulator member, an exhaust finisher, a power device housing, an ECU housing, an ECU connector, a motor and a coil insulating material, and a cable covering material.
- electrical / electronic components include connectors, LED reflectors, switches, sensors, sockets, capacitors, jacks, fuse holders, relays, coil bobbins, breakers, electromagnetic switches, holders, plugs, portable personal computers and word processors. Housing parts, resistors, ICs, and LED housings.
- thermoplastic resin composition was injection molded using an injection molding machine S2000i-100B type (manufactured by FANUC) to prepare a test piece (dumbbell piece).
- the cylinder temperature was melting point (Tm) + 15 ° C., and the mold temperature was 135 ° C.
- bending strength and bending elastic modulus were measured according to ISO178.
- the bending strength is preferably 110 MPa or more, more preferably 120 MPa or more, and further preferably 140 MPa or more.
- the flexural modulus is preferably 3 GPa or more, and more preferably 5 GPa or more.
- thermoplastic resin composition was subjected to cylinder temperature (Tm + 15 ° C.), mold temperature 135 ° C., injection pressure 150 MPa, injection time 8 using an injection molding machine S2000i-100B type (manufactured by FANUC).
- As the mold a bar flow test mold having a thickness of 0.5 mm, a width of 20 mm, and a total length of 980 mm was used. Bar flow length is an indicator of liquidity. Practically, the bar flow flow length is preferably 100 mm or more, more preferably 110 mm or more.
- reaction product was polymerized by heating at 250 ° C. and a rotation speed of 30 rpm for 8 hours under a nitrogen stream in the same reaction apparatus to prepare a semi-aromatic polyamide powder.
- the obtained semi-aromatic polyamide powder is formed into a strand shape using a twin-screw kneader, and the strand is cooled and solidified by passing it through a water tank, which is then cut with a pelletizer to obtain a semi-aromatic polyamide (A-1). Pellets were obtained.
- a semi-aromatic polyamide was obtained in the same manner as in the production of the semi-aromatic polyamide (A-1) except that the resin composition was changed as shown in Table 2.
- Table 2 shows the resin composition and characteristic values of the obtained semi-aromatic polyamide.
- B-1 Polyamide 6, Unitika A1015, Relative viscosity 2.02
- B-2 Polyamide 66, Leona 1200 manufactured by Asahi Kasei Chemicals Corporation, relative viscosity 2.45
- B-3 Polyamide 46, TW300 manufactured by DSM, relative viscosity 2.75
- C-1 Brominated polystyrene, manufactured by Chemtura Corporation, PDBS-80, bromine content 59%
- C-2 Brominated polystyrene, Chemtura PBS-64HW, bromine content 64%
- D-1 Zinc stannate, Nippon Light Metal's FLAMARD S
- D-2 Zinc borate, manufactured by Borax
- D-3 Aluminum phosphinate salt flame retardant, Exorit OP1230 manufactured by Clariant Chemicals
- D-4 antimony trioxide, manufactured by Nippon Seiko Co., Ltd.
- PATOX-M Flame retardant aid
- E-1 Polytetrafluoroethylene, manufactured by Daikin Industries, Ltd.
- E-2 acrylic-modified polytetrafluoroethylene, Mitsubishi Rayon Co., Ltd.
- F-1 glass fiber, Nittobo CS3G225S, average fiber diameter 9.5 ⁇ m, average fiber length 3 mm
- G-1 Tetrakis (2,4-di-tert-butylphenyl) 4,4′-biphenylene-di-phosphonite, Clariant Hostanox P-EPQ
- Example 1 90 parts by mass of semi-aromatic polyamide (A-1), 48 parts by mass of brominated flame retardant (C-1), 9 parts by mass of flame retardant aid (D-1), 1.8% anti-drip agent (E-1) Part by weight and 0.5 parts by weight of an antioxidant (G-1) are dry blended and weighed using a loss-in-weight continuous quantitative feeder CE-W-1 (manufactured by Kubota). The mixture was supplied to the main supply port of the L / D50 unidirectional twin-screw extruder TEM26SS type (manufactured by Toshiba Machine Co., Ltd.) and melt kneaded.
- Example 2 to 58 Comparative Examples 1, 4 to 10, 13 to 19
- Example 1 The same operation as in Example 1 was performed except that the composition of the resin composition was changed as shown in Tables 3 to 6.
- the anti-drip agent (E) was not blended in the dry blending
- Comparative Examples 1 and 10 the aliphatic polyamide (B) was not supplied from the side feeder 1, and Comparative Examples 5 and 14 were used.
- No. 15 did not contain a brominated flame retardant (C) in dry blending.
- thermoplastic resin composition was the same as Comparative Example 2 except that the mass ratio of the semi-aromatic polyamide (A-1) and the aliphatic polyamide (B-1) and the type and part of the flame retardant aid (D) were changed. Product pellets were obtained.
- thermoplastic resin composition The compositions of the thermoplastic resin composition and the obtained properties are shown in Tables 3 to 6.
- thermoplastic resin compositions of Examples 1 to 58 the content of the constituent components is in the range specified by the present invention, and the aliphatic polyamide (B) is supplied by a side feeder and melt-kneaded. It was excellent in heat resistance, chemical resistance, flame retardancy, mechanical properties and fluidity. Since the thermoplastic resin composition of Example 30 uses a phosphinic acid metal salt as a flame retardant aid (D), the flame retardance of a 0.4 mm thick test piece was also good.
- the flame retardant aid (D) may contain a phosphinic acid metal salt as the flame retardant aid (D). ), The chemical resistance and heat resistance were low.
- the resin compositions of Comparative Examples 6 and 16 have a low bromine flame retardant (C) content, and Comparative Examples 8 and 18 have a low flame retardant auxiliary (D) content.
- the flame retardancy of the 8 mm test piece was V-1.
- the content of brominated flame retardant (C) is large
- Comparative Examples 9 and 19 the content of flame retardant auxiliary (D) is large.
- the resin composition pellets could not be obtained.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部、臭素系難燃剤(C)20~100質量部、および難燃助剤(D)2~25質量部を含有する熱可塑性樹脂組成物であって、質量比(A/B)が、90/10~40/60であり、半芳香族ポリアミド(A)の融点が280℃以上であり、50%硫酸に、23℃、48時間浸漬後の質量増加率Rが50%以下であることを特徴とする熱可塑性樹脂組成物。
Description
本発明は、熱可塑性樹脂組成物、さらに詳しくは、半芳香族ポリアミドを含有する樹脂組成物およびそれを成形してなる成形体に関する。
ポリアミドは、耐熱性、機械的特性、成形加工性に優れていることから、多くの電気・電子部品、自動車のエンジン周りの部品として使用されている。
近年、特にコネクタなどの電気・電子部品を電子基板へ実装する方式は、環境側面から、鉛フリーはんだを使用したリフローによる表面実装方式になっている。この方式では、電気・電子部品ごとリフロー炉に投入するため、電気・電子部品を構成する成形体には、リフロー炉内の加熱に耐える耐熱性が求められている。
例えば、ポリアミド6やポリアミド66などの脂肪族ポリアミドは、融点が低いため、これらの樹脂からなる成形体は、リフローによって、溶融、変形するという問題がある。また、ポリアミド46は、融点は高いが、吸水しやすく、ポリアミド46からなる成形体は、リフロー処理時に水分が発泡して、成形体表面に膨れが生じるブリスター現象が発生するため、成形された成形体を低湿度環境下で保管する必要があった。そのため、近年、表面実装される電気・電子部品向けの成形体には、融点が高く、吸水率が低い半芳香族ポリアミドが多く使用されている。
例えば、ポリアミド6やポリアミド66などの脂肪族ポリアミドは、融点が低いため、これらの樹脂からなる成形体は、リフローによって、溶融、変形するという問題がある。また、ポリアミド46は、融点は高いが、吸水しやすく、ポリアミド46からなる成形体は、リフロー処理時に水分が発泡して、成形体表面に膨れが生じるブリスター現象が発生するため、成形された成形体を低湿度環境下で保管する必要があった。そのため、近年、表面実装される電気・電子部品向けの成形体には、融点が高く、吸水率が低い半芳香族ポリアミドが多く使用されている。
また、電気・電子部品においては、難燃性が要求されるため、ポリアミドに難燃剤が配合されており、例えば、特許文献1には、半芳香族ポリアミドまたは共重合系半芳香族ポリアミドに臭素系難燃剤を配合した樹脂組成物が開示されている。しかしながら、半芳香族ポリアミドは、脂肪族ポリアミドに比べて、融点が分解温度に近く、成形加工温度を高く設定できないため、流動性を高めることができず、近年の電気・電子部品の小型化、薄肉化に対応した成形ができない問題があった。
半芳香族ポリアミドを含有する樹脂組成物の流動性を高める方法として、樹脂組成物に脂肪族ポリアミドを配合する方法がある。しかしながら、半芳香族ポリアミドを含有する樹脂組成物は、脂肪族ポリアミドを含有することにより、耐熱性が低下するとともに、電気・電子部品に求められる耐薬品性が低下することがあった。すなわち、電気・電子部品は、近年、自動車の電装化の進行により、自動車部品にも使用されてきており、自動車部品に使用された電気・電子部品は、ガソリン、オイル、バッテリの硫酸、ワックス、洗車用品などの薬品が付着する可能性も多くなるため、耐薬品性も必要とされている。
半芳香族ポリアミドは、耐熱性、耐薬品性に優れるが、脂肪族ポリアミドは、耐熱性、耐薬品性に劣っており、半芳香族ポリアミドを含有する樹脂組成物は、脂肪族ポリアミドを配合することにより、流動性が向上するものの、耐熱性、耐薬品性が低下する問題があった。
半芳香族ポリアミドは、耐熱性、耐薬品性に優れるが、脂肪族ポリアミドは、耐熱性、耐薬品性に劣っており、半芳香族ポリアミドを含有する樹脂組成物は、脂肪族ポリアミドを配合することにより、流動性が向上するものの、耐熱性、耐薬品性が低下する問題があった。
本発明は、半芳香族ポリアミドと難燃剤を含有する樹脂組成物であって、耐熱性、耐薬品性の低下が抑制され、流動性が向上した熱可塑性樹脂組成物を提供することを目的とする。
本発明者らは、前記課題を解決するため鋭意研究を重ねた結果、特定の組成と特性を有する半芳香族ポリアミド樹脂組成物が、上記課題を解決できることを見出し、本発明に到達した。
すなわち、本発明の要旨は下記の通りである。
すなわち、本発明の要旨は下記の通りである。
(1)半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部、
臭素系難燃剤(C)20~100質量部、および
難燃助剤(D)2~25質量部を含有する熱可塑性樹脂組成物であって、
半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の質量比(A/B)が、90/10~40/60であり、
半芳香族ポリアミド(A)の融点が280℃以上であり、
50%硫酸に、23℃、48時間浸漬後の質量増加率Rが50%以下であることを特徴とする熱可塑性樹脂組成物。
(2)半芳香族ポリアミド(A)における脂肪族ジアミン成分が、1,10-デカンジアミンであることを特徴とする(1)記載の熱可塑性樹脂組成物。
(3)脂肪族ポリアミド(B)が、ポリアミド6および/またはポリアミド66であることを特徴とする(1)または(2)記載の熱可塑性樹脂組成物。
(4)臭素系難燃剤(C)と難燃助剤(D)の質量比(C/D)が、95/5~60/40であることを特徴とする(1)~(3)のいずれかに記載の熱可塑性樹脂組成物。
(5)半芳香族ポリアミド(A)が、脂肪族モノカルボン酸成分を含有し、脂肪族モノカルボン酸の炭素数が15~30であり、脂肪族モノカルボン酸成分の含有量が、半芳香族ポリアミド(A)を構成する全モノマーに対して、0.3~4.0モル%であることを特徴とする(1)~(4)のいずれかに記載の熱可塑性樹脂組成物。
(6)臭素系難燃剤(C)が、臭素化ポリスチレンであることを特徴とする(1)~(5)のいずれかに記載の熱可塑性樹脂組成物。
(7)難燃助剤(D)が、錫酸亜鉛、硼酸亜鉛および三酸化アンチモンからなる群より選ばれる1種以上であることを特徴とする(1)~(6)のいずれかに記載の熱可塑性樹脂組成物。
(8)さらにドリップ防止剤(E)を含有することを特徴とする(1)~(7)のいずれかに記載の熱可塑性樹脂組成物。
(9)さらに無機強化材(F)を含有することを特徴とする(1)~(8)のいずれかに記載の熱可塑性樹脂組成物。
(10)上記(1)~(9)のいずれかに記載の熱可塑性樹脂組成物を成形してなることを特徴とする成形体。
臭素系難燃剤(C)20~100質量部、および
難燃助剤(D)2~25質量部を含有する熱可塑性樹脂組成物であって、
半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の質量比(A/B)が、90/10~40/60であり、
半芳香族ポリアミド(A)の融点が280℃以上であり、
50%硫酸に、23℃、48時間浸漬後の質量増加率Rが50%以下であることを特徴とする熱可塑性樹脂組成物。
(2)半芳香族ポリアミド(A)における脂肪族ジアミン成分が、1,10-デカンジアミンであることを特徴とする(1)記載の熱可塑性樹脂組成物。
(3)脂肪族ポリアミド(B)が、ポリアミド6および/またはポリアミド66であることを特徴とする(1)または(2)記載の熱可塑性樹脂組成物。
(4)臭素系難燃剤(C)と難燃助剤(D)の質量比(C/D)が、95/5~60/40であることを特徴とする(1)~(3)のいずれかに記載の熱可塑性樹脂組成物。
(5)半芳香族ポリアミド(A)が、脂肪族モノカルボン酸成分を含有し、脂肪族モノカルボン酸の炭素数が15~30であり、脂肪族モノカルボン酸成分の含有量が、半芳香族ポリアミド(A)を構成する全モノマーに対して、0.3~4.0モル%であることを特徴とする(1)~(4)のいずれかに記載の熱可塑性樹脂組成物。
(6)臭素系難燃剤(C)が、臭素化ポリスチレンであることを特徴とする(1)~(5)のいずれかに記載の熱可塑性樹脂組成物。
(7)難燃助剤(D)が、錫酸亜鉛、硼酸亜鉛および三酸化アンチモンからなる群より選ばれる1種以上であることを特徴とする(1)~(6)のいずれかに記載の熱可塑性樹脂組成物。
(8)さらにドリップ防止剤(E)を含有することを特徴とする(1)~(7)のいずれかに記載の熱可塑性樹脂組成物。
(9)さらに無機強化材(F)を含有することを特徴とする(1)~(8)のいずれかに記載の熱可塑性樹脂組成物。
(10)上記(1)~(9)のいずれかに記載の熱可塑性樹脂組成物を成形してなることを特徴とする成形体。
本発明によれば、優れた耐熱性(耐リフロー性)、耐薬品性、難燃性、機械的特性に加え、押出時や成形時の流動性に優れた熱可塑性樹脂組成物を提供することができる。
以下、本発明を詳細に説明する。
本発明の熱可塑性樹脂組成物は、半芳香族ポリアミド(A)、脂肪族ポリアミド(B)、臭素系難燃剤(C)、および難燃助剤(D)を含有するものである。
本発明の熱可塑性樹脂組成物は、半芳香族ポリアミド(A)、脂肪族ポリアミド(B)、臭素系難燃剤(C)、および難燃助剤(D)を含有するものである。
本発明において、半芳香族ポリアミド(A)は、ジカルボン酸成分とジアミン成分とを構成成分として含有し、ジカルボン酸成分に芳香族ジカルボン酸を含有し、ジアミン成分に脂肪族ジアミンを含有するものである。
半芳香族ポリアミド(A)を構成するジカルボン酸成分は、テレフタル酸(T)を含有することが好ましく、テレフタル酸の含有量は、耐熱性の観点から、ジカルボン酸成分中、95モル%以上であることが好ましく、100モル%であることがより好ましい。
半芳香族ポリアミド(A)におけるジアミン成分は、耐熱性と加工性の観点から、炭素数8~12の脂肪族ジアミンであることが好ましい。炭素数8~12の脂肪族ジアミンとしては、例えば、1,8-オクタンジアミン、1,9-ノナンジアミン、1,10-デカンジアミン、1,11-ウンデカンジアミン、1,12-ドデカンジアミンが挙げられ、中でも、汎用性が高いことから1,10-デカンジアミンが好ましい。これらは、単独で用いてもよいし、併用してもよいが、機械的特性の向上の観点から、単独で用いることが好ましい。
本発明において、半芳香族ポリアミド(A)の具体例として、例えば、ポリアミド8T、ポリアミド9T、ポリアミド10T、ポリアミド11T、ポリアミド12Tが挙げられる。
半芳香族ポリアミド(A)を構成するジカルボン酸成分は、テレフタル酸(T)を含有することが好ましく、テレフタル酸の含有量は、耐熱性の観点から、ジカルボン酸成分中、95モル%以上であることが好ましく、100モル%であることがより好ましい。
半芳香族ポリアミド(A)におけるジアミン成分は、耐熱性と加工性の観点から、炭素数8~12の脂肪族ジアミンであることが好ましい。炭素数8~12の脂肪族ジアミンとしては、例えば、1,8-オクタンジアミン、1,9-ノナンジアミン、1,10-デカンジアミン、1,11-ウンデカンジアミン、1,12-ドデカンジアミンが挙げられ、中でも、汎用性が高いことから1,10-デカンジアミンが好ましい。これらは、単独で用いてもよいし、併用してもよいが、機械的特性の向上の観点から、単独で用いることが好ましい。
本発明において、半芳香族ポリアミド(A)の具体例として、例えば、ポリアミド8T、ポリアミド9T、ポリアミド10T、ポリアミド11T、ポリアミド12Tが挙げられる。
半芳香族ポリアミド(A)のジカルボン酸成分は、テレフタル酸以外のジカルボン酸を含有してもよい。テレフタル酸以外のジカルボン酸としては、フタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸成分や、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸等の脂肪族ジカルボン酸や、シクロヘキサンジカルボン酸等の脂環式ジカルボン酸が挙げられる。テレフタル酸以外のジカルボン酸は、原料モノマーの総モル数に対し、5モル%以下とすることが好ましく、実質的に含まないことがより好ましい。
半芳香族ポリアミド(A)のジアミン成分は、炭素数8~12の脂肪族ジアミン成分以外の他のジアミンを含有してもよい。他のジアミンとしては、例えば、1,2-エタンジアミン、1,3-プロパンジアミン、1,4-ブタンジアミン、1,5-ペンタンジアミン、1,6-ヘキサンジアミン、1,7-ヘプタンジアミン、1,13-トリデカンジアミン、1,14-テトラデカンジアミン、1,15-ペンタデカンジアミン等の脂肪族ジアミン成分、シクロヘキサンジアミン等の脂環式ジアミンや、キシリレンジアミン、ベンゼンジアミン等の芳香族ジアミンが挙げられる。炭素数8~12の脂肪族ジアミン成分以外の他のジアミンは、原料モノマーの総モル数に対し、5モル%以下とすることが好ましく、実質的に含まないことがより好ましい。
半芳香族ポリアミド(A)のジアミン成分は、炭素数8~12の脂肪族ジアミン成分以外の他のジアミンを含有してもよい。他のジアミンとしては、例えば、1,2-エタンジアミン、1,3-プロパンジアミン、1,4-ブタンジアミン、1,5-ペンタンジアミン、1,6-ヘキサンジアミン、1,7-ヘプタンジアミン、1,13-トリデカンジアミン、1,14-テトラデカンジアミン、1,15-ペンタデカンジアミン等の脂肪族ジアミン成分、シクロヘキサンジアミン等の脂環式ジアミンや、キシリレンジアミン、ベンゼンジアミン等の芳香族ジアミンが挙げられる。炭素数8~12の脂肪族ジアミン成分以外の他のジアミンは、原料モノマーの総モル数に対し、5モル%以下とすることが好ましく、実質的に含まないことがより好ましい。
半芳香族ポリアミド(A)は、必要に応じて、カプロラクタムやラウロラクタム等のラクタム類、アミノカプロン酸、11-アミノウンデカン酸等のω-アミノカルボン酸を含有してもよい。
本発明において、半芳香族ポリアミド(A)は、モノカルボン酸を構成成分とすることができ、脂肪族モノカルボン酸を構成成分とすることが好ましい。脂肪族モノカルボン酸を構成成分として有する半芳香族ポリアミド(A)と脂肪族ポリアミド(B)とが分散した状態の混合物から得られる成形体は、熱を受けやすい成形体表層部において、耐熱性の高い半芳香族ポリアミド(A)が主成分となりやすくなるため、リフロー工程においてブリスターが発生しにくくなる。
脂肪族モノカルボン酸は、炭素数が15~30であることが好ましく、18~29であることがより好ましい。半芳香族ポリアミド(A)は、炭素数15~30の脂肪族モノカルボン酸を含有することにより、流動性が向上し、成形体表層で半芳香族ポリアミド成分が主成分となりやすくなる。モノカルボン酸の炭素数が15未満であると、半芳香族ポリアミド(A)は、流動性の向上効果が得られない場合がある。また、脂肪族モノカルボン酸の炭素数が30を超えると、半芳香族ポリアミド(A)は、結晶化が阻害され、成形加工性や耐熱性が低下する場合がある。
脂肪族モノカルボン酸は、炭素数が15~30であることが好ましく、18~29であることがより好ましい。半芳香族ポリアミド(A)は、炭素数15~30の脂肪族モノカルボン酸を含有することにより、流動性が向上し、成形体表層で半芳香族ポリアミド成分が主成分となりやすくなる。モノカルボン酸の炭素数が15未満であると、半芳香族ポリアミド(A)は、流動性の向上効果が得られない場合がある。また、脂肪族モノカルボン酸の炭素数が30を超えると、半芳香族ポリアミド(A)は、結晶化が阻害され、成形加工性や耐熱性が低下する場合がある。
炭素数が15~30の脂肪族モノカルボン酸としては、例えば、ペンタデシル酸、パルミチン酸、マーガリン酸、ステアリン酸、ノナデシル酸、アラキジン酸、ベヘン酸、リグノセリン酸、セロチン酸、ヘプタコサン酸、モンタン酸、メリシン酸が挙げられる。中でも、汎用性が高いことから、ステアリン酸、ベヘン酸、モンタン酸が好ましい。
脂肪族モノカルボン酸は、単独で用いてもよいし、併用してもよい。
脂肪族モノカルボン酸は、単独で用いてもよいし、併用してもよい。
半芳香族ポリアミド(A)において、脂肪族モノカルボン酸成分の含有量は、半芳香族ポリアミド(A)を構成する全モノマーに対して、0.3~4.0モル%であることが好ましく、0.6~3.5モル%であることがより好ましい。脂肪族モノカルボン酸成分の含有量が0.3モル%未満であると、得られる半芳香族ポリアミド(A)の分子量が高く、押出時や成形時に分解ガスが発生したり、流動性の向上効果が得られないことがある。一方、脂肪族モノカルボン酸成分の含有量が4.0モル%を超えると、半芳香族ポリアミド(A)は機械的特性が低下することがある。
半芳香族ポリアミド(A)は、融点が280℃以上であることが必要であり、300℃以上であることが好ましい。半芳香族ポリアミド(A)の融点が280℃未満であると、熱可塑性樹脂組成物は、リフローにおいて溶融、変形する場合がある。
半芳香族ポリアミド(A)は、分子量の指標となる、96%硫酸中、25℃、濃度1g/dLで測定した場合の相対粘度が、1.5~3.5であることが好ましく、1.7~3.5であることがより好ましく、1.9~3.1であることがさらに好ましい。半芳香族ポリアミド(A)の相対粘度が1.5未満であると、熱可塑性樹脂組成物は、機械的特性が低下することがある。
半芳香族ポリアミド樹脂(A)の結晶性が高い方が、得られる成形体は、結晶化度が高くなり、より耐熱性、耐リフロー性、機械強度、低吸水性が向上するため、半芳香族ポリアミド(A)は、結晶化度が特定の範囲に制御されていることが好ましい。本発明においては、示差走査熱量計(DSC)を用いて測定した結晶融解エネルギー(ΔH)を結晶化度の指標とし、半芳香族ポリアミド樹脂(A)のΔHは、50J/g以上であることが好ましく、55J/g以上であることがより好ましい。半芳香族ポリアミド樹脂(A)は、ΔHが50J/gを下回ると、結晶性を十分に高めることができず、得られる成形体は、リフロー工程においてブリスターが発生する場合がある。
半芳香族ポリアミド(A)は、従来から知られている加熱重合法や溶液重合法の方法を用いて製造することができる。工業的に有利である点から、加熱重合法が好ましく用いられる。加熱重合法としては、ジカルボン酸成分と、ジアミン成分と、モノカルボン酸成分とから反応生成物を得る工程(i)と、得られた反応生成物を重合する工程(ii)とからなる方法が挙げられる。
工程(i)としては、例えば、ジカルボン酸粉末とモノカルボン酸とを混合し、予めジアミンの融点以上、かつジカルボン酸の融点以下の温度に加熱し、この温度のジカルボン酸粉末とモノカルボン酸とに、ジカルボン酸の粉末の状態を保つように、実質的に水を含有させずに、ジアミンを添加する方法が挙げられる。あるいは、別の方法としては、溶融状態のジアミンと固体のジカルボン酸とからなる懸濁液を攪拌混合し、混合液を得た後、最終的に生成する半芳香族ポリアミドの融点未満の温度で、ジカルボン酸とジアミンとモノカルボン酸の反応による塩の生成反応と、生成した塩の重合による低重合物の生成反応とをおこない、塩および低重合物の混合物を得る方法が挙げられる。この場合、反応をさせながら破砕をおこなってもよいし、反応後に一旦取り出してから破砕をおこなってもよい。工程(i)としては、反応生成物の形状の制御が容易な前者の方が好ましい。
工程(ii)としては、例えば、工程(i)で得られた反応生成物を、最終的に生成する半芳香族ポリアミドの融点未満の温度で固相重合し、所定の分子量まで高分子量化させ、半芳香族ポリアミドを得る方法が挙げられる。固相重合は、重合温度180~270℃、反応時間0.5~10時間で、窒素等の不活性ガス気流中でおこなうことが好ましい。
工程(i)および工程(ii)の反応装置としては、特に限定されず、公知の装置を用いればよい。工程(i)と工程(ii)を同じ装置で実施してもよいし、異なる装置で実施してもよい。
半芳香族ポリアミド(A)の製造において、重合の効率を高めるため重合触媒を用いてもよい。重合触媒としては、例えば、リン酸、亜リン酸、次亜リン酸またはそれらの塩が挙げられる。重合触媒の添加量は、通常、半芳香族ポリアミド(A)を構成する全モノマーに対して、2モル%以下で用いることが好ましい。
本発明における脂肪族ポリアミド(B)は、主鎖中に芳香族成分を含まないポリアミドであり、例えば、ポリε-カプラミド(ポリアミド6)、ポリテトラメチレンアジパミド(ポリアミド46)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリウンデカメチレンアジパミド(ポリアミド116)、ポリウンデカナミド(ポリアミド11)、ポリドデカナミド(ポリアミド12)およびこれらのうち少なくとも2種類の異なったポリアミド成分を含むポリアミド共重合体、あるいは、これらの混合物などがあげられる。中でも構成単位の炭素数が6以下であるポリアミドが好ましく、ポリアミド6、ポリアミド46、ポリアミド66が、流動性、経済性の観点から好ましい。
脂肪族ポリアミド(B)の相対粘度は、特に限定されず、目的に応じて適宜設定すればよい。例えば、成形加工が容易な熱可塑性樹脂組成物を得るには、脂肪族ポリアミド(B)は、相対粘度が1.9~4.0であることが好ましく、2.0~3.5であることがより好ましい。脂肪族ポリアミド(B)の相対粘度が1.9未満であると、成形体によっては靱性が不足し、機械的特性の低下を招く恐れがある。また、脂肪族ポリアミド(B)の相対粘度が4.0を超えると、熱可塑性樹脂組成物は、成形加工が困難となり、得られる成形体は、外観が劣ることがある。
半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の質量比(A/B)は、90/10~40/60であることが必要であり、90/10~46/54であることが好ましく、90/10~50/50であることがより好ましく、80/20~50/50であることがさらに好ましい。半芳香族ポリアミド(A)が90質量%を超えると、すなわち脂肪族ポリアミド(B)が10質量%未満であると、熱可塑性樹脂組成物の流動性が低下する場合がある。一方、半芳香族ポリアミド(A)が40質量%未満、すなわち脂肪族ポリアミド(B)が60質量%を超えると、熱可塑性樹脂組成物の耐リフロー性が低下する場合がある。
本発明における臭素系難燃剤(C)は、化合物中に含まれる臭素原子の含有量が50質量%以上であることが好ましく、58質量%以上であることがより好ましい。臭素系難燃剤(C)は、臭素原子の含有量が50質量%未満であると、必要とする難燃性を付与するために、含有量が多くなり、熱可塑性樹脂組成物の機械的特性が低下したり、分解ガスの発生量が増加する場合がある。
臭素系難燃剤(C)としては、例えば、ヘキサブロモシクロドデカン、ビス(ジブロモプロピル)テトラブロモ-ビスフェノールA、ビス(ジブロモプロピル)テトラブロモ-ビスフェノールS、トリス(ジブロモプロピル)イソシアヌレート、トリス(トリブロモネオペンチル)ホスフェート、デカブロモジフェニレンオキサイド、臭素化エポキシ樹脂、ビス(ペンタブロモフェニル)エタン、トリス(トリブロモフェノキシ)トリアジン、エチレンビス(テトラブロモフタル)イミド、エチレンビスペンタブロモフェニル、ポリブロモフェニルインダン、臭素化ポリスチレン、TBBAポリカーボネート、臭素化ポリフェニレンオキシド、ポリペンタブロモベンジルアクリレートが挙げられる。中でも高温での加工に耐えうるエチレンビス(テトラブロモフタル)イミド、臭素化エポキシ樹脂、臭素化ポリスチレンが好ましく、臭素化ポリスチレンがより好ましい。臭素化ポリスチレンの具体的な商品名としては、例えば、ケムチュラ社製「Great Lakes CP-44HF」、「Great Lakes PBS-64HW」、「Great Lakes PDBS-80」、アルベマール社製「SAYTEX HP-7010」「SAYTEX HP-3010」が挙げられる。これらは単独で用いてもよいし、併用してもよい。
臭素系難燃剤(C)の含有量は、半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部に対して、20~100質量部であることが必要であり、30~90質量部であることが好ましい。臭素系難燃剤(B)の含有量が20質量部未満であると、難燃性の向上効果が得られない。一方、臭素系難燃剤(B)の含有量が100質量部を超えると、熱可塑性樹脂組成物は、難燃性に優れる反面、押出時や成形時の分解ガスの発生が増加する。
本発明における難燃助剤(D)としては、酸化ナトリウム、酸化錫、錫酸亜鉛、酸化亜鉛、酸化鉄、水酸化マグネシウム、水酸化カルシウム、硼酸亜鉛、三酸化アンチモン、四酸化アンチモン、五酸化アンチモン等が挙げられる。中でも臭素系難燃剤(C)との相乗効果が高く、分解ガス量の発生を抑制できる錫酸亜鉛、硼酸亜鉛、三酸化アンチモンが好ましい。具体的な商品名としては、例えば、日本軽金属社製「FLAMTARD S」(錫酸亜鉛)、ボラックス社製「FIRE BRAKE415」(硼酸亜鉛)、日本精鉱社製「PATOX-M」(三酸化アンチモン)が挙げられる。これらは単独で用いてもよいし、併用してもよい。
難燃助剤(D)としてリン含有難燃剤を使用してもよい。リン含有難燃剤を難燃助剤(D)として使用することで、燃焼時の炭化被膜形成を促進し、特に厚みが薄い成形体の難燃性を向上させることができ、リン含有難燃剤を含有する熱可塑性樹脂組成物は、特に薄肉の電気・電子部品材料に好適である。
リン含有難燃剤としては、リン酸エステル化合物、ホスフィン酸塩、ジホスフィン酸塩、リン酸塩等が挙げられる。
リン含有難燃剤としては、リン酸エステル化合物、ホスフィン酸塩、ジホスフィン酸塩、リン酸塩等が挙げられる。
リン酸エステル化合物は、モノマー、オリゴマー、ポリマーまたはこれらの混合物であってもよい。具体的には、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルホスフェート、トリブトキシエチルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、クレジルジフェニルホスフェート、オクチルジフェニルホスフェート、トリ(2-エチルヘキシル)ホスフェート、ジイソプロピルフェニルホスフェート、トリキシレニルホスフェート、トリス(イソプロピルフェニル)ホスフェート、トリナフチルホスフェート、ビスフェノールAビスホスフェート、ヒドロキノンビスホスフェート、レゾルシンビスホスフェート、レゾルシノール-ジフェニルホスフェート、トリオキシベンゼントリホスフェート、またはこれらの置換体、縮合物等を例示できる。これらの中でも、成形時の金型付着性、成形品の耐熱性、耐湿性等に優れるリン酸エステル化合物を好適に用いることができる。リン酸エステル化合物としては、例えば、大八化学工業株式会社製の各種リン酸エステル化合物を挙げることができ、TPP〔トリフェニルホスフェート〕、TXP〔トリキシレニルホスフェート〕、CR-733S〔レゾルシノールビス(ジフェニルホスフェート)〕、PX200〔1,3-フェニレン-テスラキス(2,6-ジメチルフェニル)リン酸エステル、PX201〔1,4-フェニレン-テトラキス(2,6-ジメチルフェニル)リン酸エステル、PX202〔4,4′-ビフェニレン-テスラキス2,6-ジメチルフェニル〕リン酸エステル等から1種を選択、または、2種以上組合せて用いることができる。
ホスフィン酸塩は、ホスフィン酸と金属炭酸塩、金属水酸化物または金属酸化物を用いて水溶液中で製造され、本質的にモノマーとして存在するが、反応条件に依存して、縮合度が1~3のポリマー性ホスフィン酸塩の形として存在する場合もある。金属成分としてはカルシウムイオン、マグネシウムイオン、アルミニウムイオン、および/または、亜鉛イオンを含む金属炭酸塩、金属水酸化物または金属酸化物が挙げられる。
ホスフィン酸塩の構成成分として適したホスフィン酸としては、ジメチルホスフィン酸、エチルメチルホスフィン酸、ジエチルホスフィン酸、メチル-n-プロピルホスフィン酸、イソブチルメチルホスフィン酸、オクチルメチルホスフィン酸、メチルフェニルホスフィン酸及びジフェニルホスフィン酸等、好ましくはジエチルホスフィン酸が挙げられる。
ホスフィン酸塩の具体例としては、例えば、ジメチルホスフィン酸カルシウム、ジメチルホスフィン酸マグネシウム、ジメチルホスフィン酸アルミニウム、ジメチルホスフィン酸亜鉛、エチルメチルホスフィン酸カルシウム、エチルメチルホスフィン酸マグネシウム、エチルメチルホスフィン酸アルミニウム、エチルメチルホスフィン酸亜鉛、ジエチルホスフィン酸カルシウム、ジエチルホスフィン酸マグネシウム、ジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛、メチル-n-プロピルホスフィン酸カルシウム、メチル-n-プロピルホスフィン酸マグネシウム、メチル-n-プロピルホスフィン酸アルミニウム、メチル-n-プロピルホスフィン酸亜鉛、メチルフェニルホスフィン酸カルシウム、メチルフェニルホスフィン酸マグネシウム、メチルフェニルホスフィン酸アルミニウム、メチルフェニルホスフィン酸亜鉛、ジフェニルホスフィン酸カルシウム、ジフェニルホスフィン酸マグネシウム、ジフェニルホスフィン酸アルミニウム、ジフェニルホスフィン酸亜鉛等が挙げられる。中でも、難燃性、電気特性のバランスに優れるジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛を好ましく用いることができ、ジエチルホスフィン酸アルミニウムをより好ましく用いることができる。
ホスフィン酸塩の構成成分として適したホスフィン酸としては、ジメチルホスフィン酸、エチルメチルホスフィン酸、ジエチルホスフィン酸、メチル-n-プロピルホスフィン酸、イソブチルメチルホスフィン酸、オクチルメチルホスフィン酸、メチルフェニルホスフィン酸及びジフェニルホスフィン酸等、好ましくはジエチルホスフィン酸が挙げられる。
ホスフィン酸塩の具体例としては、例えば、ジメチルホスフィン酸カルシウム、ジメチルホスフィン酸マグネシウム、ジメチルホスフィン酸アルミニウム、ジメチルホスフィン酸亜鉛、エチルメチルホスフィン酸カルシウム、エチルメチルホスフィン酸マグネシウム、エチルメチルホスフィン酸アルミニウム、エチルメチルホスフィン酸亜鉛、ジエチルホスフィン酸カルシウム、ジエチルホスフィン酸マグネシウム、ジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛、メチル-n-プロピルホスフィン酸カルシウム、メチル-n-プロピルホスフィン酸マグネシウム、メチル-n-プロピルホスフィン酸アルミニウム、メチル-n-プロピルホスフィン酸亜鉛、メチルフェニルホスフィン酸カルシウム、メチルフェニルホスフィン酸マグネシウム、メチルフェニルホスフィン酸アルミニウム、メチルフェニルホスフィン酸亜鉛、ジフェニルホスフィン酸カルシウム、ジフェニルホスフィン酸マグネシウム、ジフェニルホスフィン酸アルミニウム、ジフェニルホスフィン酸亜鉛等が挙げられる。中でも、難燃性、電気特性のバランスに優れるジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛を好ましく用いることができ、ジエチルホスフィン酸アルミニウムをより好ましく用いることができる。
ジホスフィン酸塩の構成成分として適したジホスフィン酸としては、メタンジ(メチルホスフィン酸)、ベンゼン-1,4-ジ(メチルホスフィン酸)等が挙げられる。
ジホスフィン酸塩の具体例としては、例えば、メタンジ(メチルホスフィン酸)カルシウム、メタンジ(メチルホスフィン酸)マグネシウム、メタンジ(メチルホスフィン酸)アルミニウム、メタンジ(メチルホスフィン酸)亜鉛、ベンゼン-1,4-ジ(メチルホスフィン酸)カルシウム、ベンゼン-1,4-ジ(メチルホスフィン酸)マグネシウム、ベンゼン-1,4-ジ(メチルホスフィン酸)アルミニウム、ベンゼン-1,4-ジ(メチルホスフィン酸)亜鉛が挙げられる。中でも、難燃性、電気特性のバランスに優れるメタンジ(メチルホスフィン酸)アルミニウム、メタンジ(メチルホスフィン酸)亜鉛を好ましく用いることができる。
ジホスフィン酸塩の具体例としては、例えば、メタンジ(メチルホスフィン酸)カルシウム、メタンジ(メチルホスフィン酸)マグネシウム、メタンジ(メチルホスフィン酸)アルミニウム、メタンジ(メチルホスフィン酸)亜鉛、ベンゼン-1,4-ジ(メチルホスフィン酸)カルシウム、ベンゼン-1,4-ジ(メチルホスフィン酸)マグネシウム、ベンゼン-1,4-ジ(メチルホスフィン酸)アルミニウム、ベンゼン-1,4-ジ(メチルホスフィン酸)亜鉛が挙げられる。中でも、難燃性、電気特性のバランスに優れるメタンジ(メチルホスフィン酸)アルミニウム、メタンジ(メチルホスフィン酸)亜鉛を好ましく用いることができる。
ホスフィン酸塩とジホスフィン酸塩は混合して用いることもでき、ジエチルホスフィン酸アルミニウム、ジエチルホスフィン酸亜鉛のようなホスフィン酸塩、メタンジ(メチルホスフィン酸)アルミニウム、メタンジ(メチルホスフィン酸)亜鉛のようなジホスフィン酸塩を混合したクラリアント社製「Exolit OP1230」、「Exolit OP1240」、「Exolit OP1311」、「Exolit OP1312」、「Exolit OP1314」は、ポリアミド樹脂との混合性に優れ、必要な難燃性の付与な容易な点で好適に用いることができる。
ホスフィン酸塩とジホスフィン酸塩の混合物等のリン含有難燃剤は、窒素含有難燃剤と併用することが好ましい。併用して用いることができる窒素含有難燃剤としては、シアヌル酸メラミン、ポリリン酸メラミン、リン酸メラミン、ホスファゼン化合物等が挙げられ、中でも、ホスフィン酸塩とジホスフィン酸塩の混合物との併用効果の高い点でポリリン酸メラミンが好ましい。そのような場合においてホスフィン酸塩とジホスフィン酸塩の混合物(A2)とポリリン酸メラミン(B2)との含有割合(A2:B2)は質量比で1:1~8:1、特に2:1~4:1であることがより好ましい。
ホスフィン酸塩とジホスフィン酸塩の混合物等のリン含有難燃剤は、リン酸アルミニウムや次亜リン酸アルミニウムと併用することも好ましい。
ホスフィン酸塩とジホスフィン酸塩の混合物等のリン含有難燃剤は、ヒドラジド系の金属不活性化剤と併用することも好ましい。ヒドラジド系の金属不活性化剤としては、例えば、2,3-ビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオニル]プロピオノヒドラジド、デカメチレンカルボン酸ジサリチロイルヒドラジドなどが挙げられ、具体的商品名としては株式会社ADEKA社製のCDA-10が挙げられる。
さらに、ホスフィン酸塩とジホスフィン酸塩の混合物を用いる場合は、ホスフィン酸塩とジホスフィン酸塩の混合物100質量%に対して0.1~50質量%の水酸化カルシウム、酸化カルシウム、炭酸カルシウム、ベーマイト、酸化マグネシウム、脂肪酸金属塩などを加えることにより、腐食を効果的に防止することができる。
ホスフィン酸塩とジホスフィン酸塩の混合物等のリン含有難燃剤は、窒素含有難燃剤と併用することが好ましい。併用して用いることができる窒素含有難燃剤としては、シアヌル酸メラミン、ポリリン酸メラミン、リン酸メラミン、ホスファゼン化合物等が挙げられ、中でも、ホスフィン酸塩とジホスフィン酸塩の混合物との併用効果の高い点でポリリン酸メラミンが好ましい。そのような場合においてホスフィン酸塩とジホスフィン酸塩の混合物(A2)とポリリン酸メラミン(B2)との含有割合(A2:B2)は質量比で1:1~8:1、特に2:1~4:1であることがより好ましい。
ホスフィン酸塩とジホスフィン酸塩の混合物等のリン含有難燃剤は、リン酸アルミニウムや次亜リン酸アルミニウムと併用することも好ましい。
ホスフィン酸塩とジホスフィン酸塩の混合物等のリン含有難燃剤は、ヒドラジド系の金属不活性化剤と併用することも好ましい。ヒドラジド系の金属不活性化剤としては、例えば、2,3-ビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオニル]プロピオノヒドラジド、デカメチレンカルボン酸ジサリチロイルヒドラジドなどが挙げられ、具体的商品名としては株式会社ADEKA社製のCDA-10が挙げられる。
さらに、ホスフィン酸塩とジホスフィン酸塩の混合物を用いる場合は、ホスフィン酸塩とジホスフィン酸塩の混合物100質量%に対して0.1~50質量%の水酸化カルシウム、酸化カルシウム、炭酸カルシウム、ベーマイト、酸化マグネシウム、脂肪酸金属塩などを加えることにより、腐食を効果的に防止することができる。
難燃助剤(D)の含有量は、半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部に対して、2~25質量部であることが必要であり、5~20質量部であることが好ましい。難燃助剤(D)の含有量が2質量部未満であると、難燃性の向上効果が得られない。一方、難燃助剤(D)の含有量が25質量部を超えると、得られる熱可塑性樹脂組成物は、機械物性や押出時の操業性が低下する。
本発明に用いる臭素系難燃剤(C)と難燃助剤(D)の質量比(C/D)は、95/5~60/40であることが好ましく、90/10~70/30であることがより好ましい。臭素系難燃剤(C)が95質量%以下であることにより、難燃性を向上させることができる。臭素系難燃剤(C)が60質量%未満であると、難燃助剤(D)の質量比率を増やしても、難燃性の向上効果が飽和に達してしまい、経済的に不利になる場合がある。
本発明の熱可塑性樹脂組成物はドリップ防止剤(E)を含有してもよい。ドリップ防止剤(E)は、燃焼時に滴下を防止する効果があれば、公知の化合物が使用できる。ドリップ防止剤(E)としては、例えば、ポリテトラフルオロエチレン、ポリヘキサフルオロプロピレン、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン-パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン-エチレン共重合体、ヘキサフルオロプロピレン-プロピレン共重合体、ポリビニリデンフルオライド、ビニリデンフルオライド-エチレン共重合体、ポリクロロトリフルオロエチレン、変性ポリテトラフルオロエチレンが挙げられる。中でも滴下防止効果の高い、ポリテトラフルオロエチレン、変性ポリテトラフルオロエチレンが好ましい。具体的な商品名としては、例えば、ダイキン工業社製「ポリフロンMPA FA-500H」(ポリテトラフルオロエチレン)、三菱レイヨン社製「メタブレンA-3750」、「メタブレンA-3800」(変性ポリテトラフルオロエチレン)が挙げられる。これらは単独で用いてもよいし、併用してもよい。
ドリップ防止剤(E)の含有量は、半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部に対して、0.3~3.0質量部であることが好ましく、0.3~2.5質量部であることがより好ましい。ドリップ防止剤(E)は、含有量が0.3質量部未満であると、燃焼時に滴下を防止する効果が充分でなく、3.0質量部を超えると、熱可塑性樹脂組成物は、溶融混練が困難になることがある。
本発明の熱可塑性樹脂組成物は、さらに無機強化材(F)を含有してもよい。無機強化材(F)としては、繊維状強化材が挙げられる。
繊維状強化材としては、例えば、ガラス繊維、炭素繊維、ボロン繊維、アスベスト繊維、ポリビニルアルコール繊維、ポリエステル繊維、アクリル繊維、アラミド繊維、ポリベンズオキサゾール繊維、ケナフ繊維、竹繊維、麻繊維、バガス繊維、高強度ポリエチレン繊維、アルミナ繊維、炭化ケイ素繊維、チタン酸カリウム繊維、黄銅繊維、ステンレス繊維、スチール繊維、セラミックス繊維、玄武岩繊維が挙げられる。中でも、機械的特性の向上効果が高く、ポリアミドとの溶融混練時の加熱温度に耐え得る耐熱性を有し、入手しやすいことから、ガラス繊維、炭素繊維、アラミド繊維が好ましい。ガラス繊維の具体的な商品名としては、例えば、日東紡社製「CS3G225S」、日本電気硝子社製「T-781H」が挙げられ、炭素繊維の具体的な商品名としては、例えば、東邦テナックス社製「HTA-C6-NR」が挙げられる。繊維状強化材は、単独で用いてもよいし、併用してもよい。
繊維状強化材としては、例えば、ガラス繊維、炭素繊維、ボロン繊維、アスベスト繊維、ポリビニルアルコール繊維、ポリエステル繊維、アクリル繊維、アラミド繊維、ポリベンズオキサゾール繊維、ケナフ繊維、竹繊維、麻繊維、バガス繊維、高強度ポリエチレン繊維、アルミナ繊維、炭化ケイ素繊維、チタン酸カリウム繊維、黄銅繊維、ステンレス繊維、スチール繊維、セラミックス繊維、玄武岩繊維が挙げられる。中でも、機械的特性の向上効果が高く、ポリアミドとの溶融混練時の加熱温度に耐え得る耐熱性を有し、入手しやすいことから、ガラス繊維、炭素繊維、アラミド繊維が好ましい。ガラス繊維の具体的な商品名としては、例えば、日東紡社製「CS3G225S」、日本電気硝子社製「T-781H」が挙げられ、炭素繊維の具体的な商品名としては、例えば、東邦テナックス社製「HTA-C6-NR」が挙げられる。繊維状強化材は、単独で用いてもよいし、併用してもよい。
繊維状強化材の繊維長、繊維径は、特に限定されないが、繊維長は0.1~7mmであることが好ましく、0.5~6mmであることがより好ましい。繊維状強化材の繊維長を0.1~7mmとすることにより、成形性に悪影響を及ぼすことなく、樹脂組成物を補強することができる。また、繊維径は3~20μmであることが好ましく、5~13μmであることがさらに好ましい。繊維径を3~20μmとすることにより、溶融混練時に折損させることなく、樹脂組成物を効率よく補強することができる。断面形状としては、例えば、円形、長方形、楕円、それ以外の異形断面等が挙げられるが、中でも円形が好ましい。
無機強化材(F)として、繊維状強化材の他に、針状強化材、板状強化材を使用してもよい。特に繊維状強化材と、針状強化材や板状強化材を併用することで、成形体の反りを小さくしたり、難燃試験時の耐ドリップ性を向上させることができる。針状強化材としては、ウォラストナイト、チタン酸カリウムウィスカ、酸化亜鉛ウィスカ、硫酸マグネシウムウィスカなどが挙げられる。板状強化材としては、タルク、マイカ、ガラスフレークなどが挙げられる。
無機強化材(F)の含有量は、半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部に対して、5~200質量部であることが好ましく、5~180質量部であることがより好ましく、10~170質量部であることがさらに好ましい。無機強化材(F)の含有量が5質量部未満であると、機械的強度の補強効果が充分でないことがあり、200質量部を超えると、機械的強度の補強効率が低下したり、熱可塑性樹脂組成物は、溶融混練時の作業性が低下したり、ペレットを得ることが困難となることがある。
本発明の熱可塑性樹脂組成物は、さらに酸化防止剤(G)を含有してもよい。酸化防止剤(G)としては、例えば、リン系酸化防止剤、ヒンダードフェノール系酸化防止剤、ヒンダードアミン系酸化防止剤、トリアジン系化合物、硫黄系化合物が挙げられ、中でも、リン系酸化防止剤が好ましい。無機強化材(F)を含有する熱可塑性樹脂組成物は、高温のシリンダー内に長時間滞留した場合、無機強化材(F)が表面処理されている場合、その表面処理剤が熱分解し、機械的強度の低下を引き起こす場合がある。しかしながら、本発明においては、シリンダー内で長時間樹脂組成物を滞溜させた場合、すなわち、射出成形時において成形サイクルが長い場合や射出量が少なくシリンダー内に樹脂が長く滞留する場合でも、酸化防止剤(G)を含有することにより、前記樹脂組成物の引張強度の低下を抑制することができる。なお、酸化防止剤(G)は、通常、半芳香族ポリアミド(A)の分子量低下や色の退化を目的に含有させるものである。本発明においては、これらの効果に加えて、樹脂組成物の滞留安定性を向上させることができる。酸化防止剤(G)を含有する場合、その含有量は、半芳香族ポリアミド(A)100質量部に対して、0.1~5質量部であることが好ましく、0.2~5質量部であることがさらに好ましい。
リン系酸化防止剤は、無機化合物でもよいし有機化合物でもよく、特に制限はないが、例えば、リン酸一ナトリウム、リン酸二ナトリウム、リン酸三ナトリウム、亜リン酸ナトリウム、亜リン酸カルシウム、亜リン酸マグネシウム、亜リン酸マンガン等の無機リン酸塩、トリフェニルホスファイト、トリオクタデシルホスファイト、トリデシルホスファイト、トリノニルフェニルホスファイト、ジフェニルイソデシルホスファイト、ビス(2,6-ジ-tert-ブチル-4-メチルフェニル)ペンタエリスリトールジホスファイト、トリス(2,4-ジ-tert-ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニリレンジフォスファイトが挙げられる。中でも、ビス(2,6-ジ-tert-ブチル-4-メチルフェニル)ペンタエリスリトールジホスファイトおよびテトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニリレンジフォスファイトが好ましい。具体的な商品名としては、例えば、アデカ社製「アデカスタブPEP-36」(ビス(2,6-ジ-tert-ブチル-4-メチルフェニル)ペンタエリスリトールジホスファイト)、「アデカスタブPEP-8」(ジステアリルペンタエリスリトールジホスファイト)、「アデカスタブPEP-4C」(ビス(ノニルフェニル)ペンタエリスリトールジホスファイト)、Clariant社製「ホスタノックスP-EPQ」(テトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニリレンジフォスファイト)が挙げられる。これらは単独で用いてもよいし、併用してもよい。
本発明の熱可塑性樹脂組成物は、必要に応じて、さらに他のポリマーを含有してもよい。他のポリマーとしては、例えば、ポリアミド9C等の脂環族ポリアミド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、液晶ポリマー、ポリアリレート、ポリシクロヘキサンジメチレンテレフタレート等のポリエステル、ポリエチレン、ポリスチレン、ポリプロピレン等のポリオレフィン、ポリフェニレンスルフィド、ポリフェニレンエーテル、ポリエーテルエーテルケトンが挙げられる。
なお、本発明の熱可塑性樹脂組成物は、必要に応じて他の添加剤を含有してもよい。他の添加剤としては、例えば、タルク、膨潤性粘土鉱物、シリカ、アルミナ、ガラスビーズ、グラファイト等の充填材、顔料、染料、帯電防止剤、板状強化材、熱安定剤、耐衝撃改良剤、可塑剤、離型剤、滑剤、結晶核剤、有機過酸化物、末端封鎖剤、摺動性改良剤が挙げられる。他の添加剤の添加方法は、その効果が損なわれなければ特に限定されないが、例えば、ポリアミドの重合時または溶融混練時に添加される。
また、本発明の熱可塑性樹脂組成物は、光安定剤を含有してもよい。酸化チタン等の白色顔料を含有する熱可塑性樹脂組成物の成形体をエキゾーストフィニッシャーやLEDリフレクタとして屋外で使用する場合、酸化チタンが光分解を促進する場合があるので、熱可塑性樹脂組成物は光安定剤を含有することが好ましい。光安定剤としては、例えば、ベンゾフェノン系化合物、ベンゾトリアゾール系化合物、サリシレート系化合物、ヒンダードアミン系化合物、ヒンダードフェノール系化合物が挙げられ、中でも、ヒンダードアミン系化合物が好ましい。光安定剤を含有する場合、その含有量は、熱可塑性樹脂組成物100質量部に対し、0.1~5質量部であることが好ましく、0.2~5質量部であることがより好ましい。熱可塑性樹脂組成物は、光安定剤を0.1~5質量部含有することにより、光安定性を向上することができる。
熱可塑性樹脂組成物は、光安定剤と酸化防止剤とを併用することが好ましく、併用により、成形時の滞留安定性が向上しつつ、使用時の紫外線等による光劣化を効率的に防止することができる。
熱可塑性樹脂組成物は、光安定剤と酸化防止剤とを併用することが好ましく、併用により、成形時の滞留安定性が向上しつつ、使用時の紫外線等による光劣化を効率的に防止することができる。
本発明の熱可塑性樹脂組成物は、上記の構成成分からなり、下記の製造方法によって製造することにより、優れた耐熱性(耐リフロー性)、耐薬品性、難燃性、機械的特性に加え、押出時や成形時の流動性に優れる。
本発明においては、耐薬品性は、熱可塑性樹脂組成物を50%硫酸に23℃48時間浸漬する硫酸浸漬試験において、浸漬後の質量増加率Rで評価され、質量増加率Rは50%以下であり、45%以下であることが好ましく、40%以下であることがより好ましく、30%以下であることがさらに好ましい。熱可塑性樹脂組成物は、質量増加率Rが50%を超えると、得られる成形体を薬品が付着する可能性がある自動車部品等に使用することが困難になることがある。
本発明においては、耐薬品性は、熱可塑性樹脂組成物を50%硫酸に23℃48時間浸漬する硫酸浸漬試験において、浸漬後の質量増加率Rで評価され、質量増加率Rは50%以下であり、45%以下であることが好ましく、40%以下であることがより好ましく、30%以下であることがさらに好ましい。熱可塑性樹脂組成物は、質量増加率Rが50%を超えると、得られる成形体を薬品が付着する可能性がある自動車部品等に使用することが困難になることがある。
本発明において、原料の混合方法は、特に限定されないが、溶融混練法が好ましい。溶融混練法としては、例えば、ブラベンダー等のバッチ式ニーダー、バンバリーミキサー、ヘンシェルミキサー、ヘリカルローター、ロール、一軸押出機、二軸押出機を用いる方法が挙げられる。溶融混練温度は、半芳香族ポリアミド(A)が溶融し、分解しない領域から選ばれる。混練温度が高すぎると、半芳香族ポリアミド(A)が分解するだけでなく、脂肪族ポリアミド(B)や臭素系難燃剤(C)も分解するおそれがあることから、溶融混練温度は、半芳香族ポリアミド(A)の融点(Tm)に対して、(Tm-20℃)~(Tm+50℃)であることが好ましい。
溶融混練においては、半芳香族ポリアミド(A)を先に溶融状態にしてから、脂肪族ポリアミド(B)を溶融混練機に追加供給して、半芳香族ポリアミド(A)と脂肪族ポリアミド(B)を混合することが好ましい。具体的には、例えば、半芳香族ポリアミド(A)や難燃剤等を二軸押出機の根元(主供給口)から供給し、溶融させた後、サイドフィーダー等を使用して、押出機途中から脂肪族ポリアミド(B)を供給する方法が挙げられる。
溶融混練においては、半芳香族ポリアミド(A)を先に溶融状態にしてから、脂肪族ポリアミド(B)を溶融混練機に追加供給して、半芳香族ポリアミド(A)と脂肪族ポリアミド(B)を混合することが好ましい。具体的には、例えば、半芳香族ポリアミド(A)や難燃剤等を二軸押出機の根元(主供給口)から供給し、溶融させた後、サイドフィーダー等を使用して、押出機途中から脂肪族ポリアミド(B)を供給する方法が挙げられる。
本発明の熱可塑性樹脂組成物の造粒方法としては、溶融物をストランド状に押出しペレット形状にする方法や、溶融物をホットカット、アンダーウォーターカットしてペレット形状にする方法や、シート状に押出しカッティングする方法、ブロック状に押出し粉砕してパウダー形状にする方法が挙げられる。
本発明の熱可塑性樹脂組成物の成形方法としては、例えば、射出成形法、押出成形法、ブロー成形法、焼結成形法が挙げられ、機械的特性、成形性の向上効果が大きいことから、射出成形法が好ましい。射出成形機としては、特に限定されるものではないが、例えば、スクリューインライン式射出成形機またはプランジャ式射出成形機が挙げられる。射出成形機のシリンダー内で加熱溶融された熱可塑性樹脂組成物は、ショットごとに計量され、金型内に溶融状態で射出され、所定の形状で冷却、固化された後、成形体として金型から取り出される。射出成形時の樹脂温度は、(Tm)~(Tm+50℃)であることが好ましい。なお、熱可塑性樹脂組成物の加熱溶融時には、用いる熱可塑性樹脂組成物ペレットは十分に乾燥されたものを用いることが好ましい。
本発明の熱可塑性樹脂組成物は、自動車部品、電気・電子部品、雑貨、土木建築用品等広範な用途に使用でき、難燃性に優れていることから、特に電気・電子部品に好適である。自動車部品としては、例えば、サーモスタットカバー、インバータのIGBTモジュール部材、インシュレーター部材、エキゾーストフィニッシャー、パワーデバイス筐体、ECU筐体、ECUコネクタ、モーターやコイルの絶縁材、ケーブルの被覆材が挙げられる。電気・電子部品としては、例えば、コネクタ、LEDリフレクタ、スイッチ、センサー、ソケット、コンデンサー、ジャック、ヒューズホルダー、リレー、コイルボビン、ブレーカー、電磁開閉器、ホルダー、プラグ、携帯用パソコンやワープロ等の電気機器の筐体部品、抵抗器、IC、LEDのハウジングが挙げられる。
以下、実施例により本発明を具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
1.測定方法
半芳香族ポリアミドおよび熱可塑性樹脂組成物の物性測定は以下の方法によりおこなった。
半芳香族ポリアミドおよび熱可塑性樹脂組成物の物性測定は以下の方法によりおこなった。
(1)相対粘度
96質量%硫酸を溶媒とし、濃度1g/dL、25℃で測定した。
96質量%硫酸を溶媒とし、濃度1g/dL、25℃で測定した。
(2)半芳香族ポリアミド(A)の融点、結晶融解エネルギー
パーキンエルマー社製示差走査型熱量計DSC-7型を用い、昇温速度20℃/分で350℃まで昇温した後、350℃で5分間保持し、降温速度20℃/分で25℃まで降温した。その後、25℃で5分間保持後、再び昇温速度20℃/分で昇温測定した際の吸熱ピークのトップを融点(Tm)とした。さらにその吸熱ピークの面積を試料の質量で除した数値を結晶融解エネルギー(ΔH)とした。
パーキンエルマー社製示差走査型熱量計DSC-7型を用い、昇温速度20℃/分で350℃まで昇温した後、350℃で5分間保持し、降温速度20℃/分で25℃まで降温した。その後、25℃で5分間保持後、再び昇温速度20℃/分で昇温測定した際の吸熱ピークのトップを融点(Tm)とした。さらにその吸熱ピークの面積を試料の質量で除した数値を結晶融解エネルギー(ΔH)とした。
(3)メルトフローレート(MFR)
JIS K7210に従い、340℃、荷重1.2kgfで測定した。
JIS K7210に従い、340℃、荷重1.2kgfで測定した。
(4)機械的特性
熱可塑性樹脂組成物を、射出成形機S2000i-100B型(ファナック社製)を用いて射出成形し、試験片(ダンベル片)を作製した。シリンダー温度は融点(Tm)+15℃、金型温度は135℃でおこなった。
得られた試験片を用いて、ISO178に準拠して曲げ強度や曲げ弾性率を測定した。
実用上、曲げ強度は110MPa以上が好ましく、120MPa以上がより好ましく、140MPa以上がさらに好ましい。また、実用上、曲げ弾性率は3GPa以上が好ましく、5GPa以上がより好ましい。
熱可塑性樹脂組成物を、射出成形機S2000i-100B型(ファナック社製)を用いて射出成形し、試験片(ダンベル片)を作製した。シリンダー温度は融点(Tm)+15℃、金型温度は135℃でおこなった。
得られた試験片を用いて、ISO178に準拠して曲げ強度や曲げ弾性率を測定した。
実用上、曲げ強度は110MPa以上が好ましく、120MPa以上がより好ましく、140MPa以上がさらに好ましい。また、実用上、曲げ弾性率は3GPa以上が好ましく、5GPa以上がより好ましい。
(5)バーフロー流動性
熱可塑性樹脂組成物を、射出成形機S2000i-100B型(ファナック社製)を用いて、シリンダー温度(Tm+15℃)、金型温度135℃、射出圧力150MPa、射出時間8秒、設定射出速度150mm/秒で成形した際の試験片の流動長を測定し、バーフロー流動長とした。金型としては、厚み0.5mmt、幅20mm、全長980mmのバーフロー試験金型を用いた。バーフロー流動長は、流動性の指標となる。実用上、バーフロー流動長は100mm以上が好ましく、110mm以上がより好ましい。
熱可塑性樹脂組成物を、射出成形機S2000i-100B型(ファナック社製)を用いて、シリンダー温度(Tm+15℃)、金型温度135℃、射出圧力150MPa、射出時間8秒、設定射出速度150mm/秒で成形した際の試験片の流動長を測定し、バーフロー流動長とした。金型としては、厚み0.5mmt、幅20mm、全長980mmのバーフロー試験金型を用いた。バーフロー流動長は、流動性の指標となる。実用上、バーフロー流動長は100mm以上が好ましく、110mm以上がより好ましい。
(6)難燃性
射出成形機J35AD(日本製鋼所社製)を用いて、シリンダー温度(Tm+25℃)、金型温度135℃の条件で、127mm×12.7mm×厚み0.8mmの板状試験片を作製した。さらに127mm×12.7mm×厚み0.4mmの板状試験片を作製した。
得られた試験片を用いて、表1に示すUL94(米国Under Writers Laboratories Inc.で定められた規格)の基準に従って評価した。実用上、厚み0.8mmではV-0であることが好ましく、厚み0.4mmではV-1であることが好ましい。
射出成形機J35AD(日本製鋼所社製)を用いて、シリンダー温度(Tm+25℃)、金型温度135℃の条件で、127mm×12.7mm×厚み0.8mmの板状試験片を作製した。さらに127mm×12.7mm×厚み0.4mmの板状試験片を作製した。
得られた試験片を用いて、表1に示すUL94(米国Under Writers Laboratories Inc.で定められた規格)の基準に従って評価した。実用上、厚み0.8mmではV-0であることが好ましく、厚み0.4mmではV-1であることが好ましい。

(7)耐薬品性(硫酸浸漬試験)
射出成形機J35AD(日本製鋼所社製)を用いて、シリンダー温度(Tm+25℃)、金型温度135℃の条件で、20mm×20mm×厚み0.5mmの板状試験片を作製した。得られた試験片について、23℃の環境下で50%硫酸中に48時間の条件で浸漬処理し、浸漬処理前後の質量を測定し、下記式で表される質量増加率Rを計算した。
R=(Wp-Wi)/((1-Cf/100)×Wi)×100
Wp:浸漬処理後の試験片質量(g)
Wi:浸漬処理前の試験片質量(g)
Cf:熱可塑性樹脂組成物における無機強化材(F)の含有量(質量%)
射出成形機J35AD(日本製鋼所社製)を用いて、シリンダー温度(Tm+25℃)、金型温度135℃の条件で、20mm×20mm×厚み0.5mmの板状試験片を作製した。得られた試験片について、23℃の環境下で50%硫酸中に48時間の条件で浸漬処理し、浸漬処理前後の質量を測定し、下記式で表される質量増加率Rを計算した。
R=(Wp-Wi)/((1-Cf/100)×Wi)×100
Wp:浸漬処理後の試験片質量(g)
Wi:浸漬処理前の試験片質量(g)
Cf:熱可塑性樹脂組成物における無機強化材(F)の含有量(質量%)
(8)耐熱性(耐リフロー性)
上記(7)に記載の方法で作製した試験片を85℃、85%RHの恒温恒湿機(ETAC社製FH14C型)に168時間放置し、リフロー試験機(CIF社製 FT-02)に入れて、外観変化を確認した。リフロー試験機の温度条件は、プレヒート(150℃-220℃、115秒)、リフロー(220℃以上、50秒)、リフロー時の最大温度(260℃、10秒以内)にて制御した。外観に変化がないものを○、外観にブリスターが発生したものを×と評価した。
上記(7)に記載の方法で作製した試験片を85℃、85%RHの恒温恒湿機(ETAC社製FH14C型)に168時間放置し、リフロー試験機(CIF社製 FT-02)に入れて、外観変化を確認した。リフロー試験機の温度条件は、プレヒート(150℃-220℃、115秒)、リフロー(220℃以上、50秒)、リフロー時の最大温度(260℃、10秒以内)にて制御した。外観に変化がないものを○、外観にブリスターが発生したものを×と評価した。
2.原料
実施例および比較例で用いた原料を以下に示す。
実施例および比較例で用いた原料を以下に示す。
(1)半芳香族ポリアミド(A)
・半芳香族ポリアミド(A-1)
芳香族ジカルボン酸成分として粉末状のテレフタル酸(TPA)4.70kgと、ステアリン酸(STA)0.33kgと、重合触媒としての次亜リン酸ナトリウム一水和物9.3gとを、リボンブレンダー式の反応装置に入れ、窒素密閉下、回転数30rpmで撹拌しながら170℃に加熱した。その後、温度を170℃に保ち、かつ回転数を30rpmに保ったまま、液注装置を用いて、ジアミン成分として100℃に加温した1,10-デカンジアミン(DDA)4.97kgを、2.5時間かけて連続的(連続液注方式)に添加し反応生成物を得た。なお、原料モノマーのモル比は、TPA:DDA:STA=48.5:49.6:1.9(官能基の当量比率はTPA:DDA:STA=49:50:1)であった。
続いて、得られた反応生成物を、同じ反応装置で、窒素気流下、250℃、回転数30rpmで8時間加熱して重合し、半芳香族ポリアミドの粉末を作製した。
その後、得られた半芳香族ポリアミドの粉末を、二軸混練機を用いてストランド状とし、ストランドを水槽に通して冷却固化し、それをペレタイザーでカッティングして半芳香族ポリアミド(A-1)ペレットを得た。
・半芳香族ポリアミド(A-1)
芳香族ジカルボン酸成分として粉末状のテレフタル酸(TPA)4.70kgと、ステアリン酸(STA)0.33kgと、重合触媒としての次亜リン酸ナトリウム一水和物9.3gとを、リボンブレンダー式の反応装置に入れ、窒素密閉下、回転数30rpmで撹拌しながら170℃に加熱した。その後、温度を170℃に保ち、かつ回転数を30rpmに保ったまま、液注装置を用いて、ジアミン成分として100℃に加温した1,10-デカンジアミン(DDA)4.97kgを、2.5時間かけて連続的(連続液注方式)に添加し反応生成物を得た。なお、原料モノマーのモル比は、TPA:DDA:STA=48.5:49.6:1.9(官能基の当量比率はTPA:DDA:STA=49:50:1)であった。
続いて、得られた反応生成物を、同じ反応装置で、窒素気流下、250℃、回転数30rpmで8時間加熱して重合し、半芳香族ポリアミドの粉末を作製した。
その後、得られた半芳香族ポリアミドの粉末を、二軸混練機を用いてストランド状とし、ストランドを水槽に通して冷却固化し、それをペレタイザーでカッティングして半芳香族ポリアミド(A-1)ペレットを得た。
・半芳香族ポリアミド(A-2)~(A-9)
樹脂組成を表2に示すように変更した以外は、半芳香族ポリアミド(A-1)を作製した際と同様の操作をおこなって、半芳香族ポリアミドを得た。
樹脂組成を表2に示すように変更した以外は、半芳香族ポリアミド(A-1)を作製した際と同様の操作をおこなって、半芳香族ポリアミドを得た。
得られた半芳香族ポリアミドの樹脂組成と特性値を表2に示す。

(2)脂肪族ポリアミド(B)
・B-1:ポリアミド6、ユニチカ社製 A1015、相対粘度2.02
・B-2:ポリアミド66、旭化成ケミカルズ社製 レオナ1200、相対粘度2.45
・B-3:ポリアミド46、DSM社製 TW300、相対粘度2.75
・B-1:ポリアミド6、ユニチカ社製 A1015、相対粘度2.02
・B-2:ポリアミド66、旭化成ケミカルズ社製 レオナ1200、相対粘度2.45
・B-3:ポリアミド46、DSM社製 TW300、相対粘度2.75
(3)臭素系難燃剤(C)
・C-1:臭素化ポリスチレン、ケムチュラ社製 PDBS-80、臭素含有量59%
・C-2:臭素化ポリスチレン、ケムチュラ社製 PBS-64HW、臭素含有量64%
・C-1:臭素化ポリスチレン、ケムチュラ社製 PDBS-80、臭素含有量59%
・C-2:臭素化ポリスチレン、ケムチュラ社製 PBS-64HW、臭素含有量64%
(4)難燃助剤(D)
・D-1:錫酸亜鉛、日本軽金属製 FLAMTARD S
・D-2:硼酸亜鉛、ボラックス社製 FIRE BRAKE415
・D-3:ホスフィン酸アルミニウム塩系難燃剤、クラリアントケミカルズ社製 エクソリットOP1230
・D-4:三酸化アンチモン、日本精鉱社製 PATOX-M
・D-1:錫酸亜鉛、日本軽金属製 FLAMTARD S
・D-2:硼酸亜鉛、ボラックス社製 FIRE BRAKE415
・D-3:ホスフィン酸アルミニウム塩系難燃剤、クラリアントケミカルズ社製 エクソリットOP1230
・D-4:三酸化アンチモン、日本精鉱社製 PATOX-M
(5)ドリップ防止剤(E)
・E-1:ポリテトラフルオロエチレン、ダイキン工業社製 ポリフロンMPA FA500H
・E-2:アクリル変性ポリテトラフルオロエチレン、三菱レイヨン社製 メタブレンA-3750
・E-1:ポリテトラフルオロエチレン、ダイキン工業社製 ポリフロンMPA FA500H
・E-2:アクリル変性ポリテトラフルオロエチレン、三菱レイヨン社製 メタブレンA-3750
(6)無機強化材(F)
・F-1:ガラス繊維、日東紡社製 CS3G225S、平均繊維径9.5μm、平均繊維長3mm
・F-1:ガラス繊維、日東紡社製 CS3G225S、平均繊維径9.5μm、平均繊維長3mm
(7)酸化防止剤(G)
・G-1:テトラキス(2,4-ジ-tert-ブチルフェニル)4,4′-ビフェニレン-ジ-ホスホナイト、Clariant社製 ホスタノックスP-EPQ
・G-1:テトラキス(2,4-ジ-tert-ブチルフェニル)4,4′-ビフェニレン-ジ-ホスホナイト、Clariant社製 ホスタノックスP-EPQ
実施例1
半芳香族ポリアミド(A-1)90質量部、臭素系難燃剤(C-1)48質量部、難燃助剤(D-1)9質量部、ドリップ防止剤(E-1)1.8質量部および酸化防止剤(G-1)0.5質量部をドライブレンドし、ロスインウェイト式連続定量供給装置CE-W-1型(クボタ社製)を用いて計量し、スクリュー径26mm、L/D50の同方向二軸押出機TEM26SS型(東芝機械社製)の主供給口に供給して、溶融混練をおこなった。途中、サイドフィーダー1より脂肪族ポリアミド(B-1)10質量部供給し、さらに下流側のサイドフィーダー2より無機強化材(F-1)68質量部を供給し、さらに混練をおこなった。ダイスからストランド状に引き取った後、水槽に通して冷却固化し、それをペレタイザーでカッティングして熱可塑性樹脂組成物ペレットを得た。押出機のバレル温度設定は、310~340℃、スクリュー回転数250rpm、吐出量25kg/時間とした。
半芳香族ポリアミド(A-1)90質量部、臭素系難燃剤(C-1)48質量部、難燃助剤(D-1)9質量部、ドリップ防止剤(E-1)1.8質量部および酸化防止剤(G-1)0.5質量部をドライブレンドし、ロスインウェイト式連続定量供給装置CE-W-1型(クボタ社製)を用いて計量し、スクリュー径26mm、L/D50の同方向二軸押出機TEM26SS型(東芝機械社製)の主供給口に供給して、溶融混練をおこなった。途中、サイドフィーダー1より脂肪族ポリアミド(B-1)10質量部供給し、さらに下流側のサイドフィーダー2より無機強化材(F-1)68質量部を供給し、さらに混練をおこなった。ダイスからストランド状に引き取った後、水槽に通して冷却固化し、それをペレタイザーでカッティングして熱可塑性樹脂組成物ペレットを得た。押出機のバレル温度設定は、310~340℃、スクリュー回転数250rpm、吐出量25kg/時間とした。
実施例2~58、比較例1、4~10、13~19
樹脂組成物の組成を表3~6に示すように変更した以外は、実施例1と同様の操作をおこなった。なお実施例24、54は、ドライブレンドにあたりドリップ防止剤(E)を配合せず、また比較例1、10は、サイドフィーダー1より脂肪族ポリアミド(B)を供給せず、比較例5、14、15は、ドライブレンドにあたり臭素系難燃剤(C)を配合しなかった。
樹脂組成物の組成を表3~6に示すように変更した以外は、実施例1と同様の操作をおこなった。なお実施例24、54は、ドライブレンドにあたりドリップ防止剤(E)を配合せず、また比較例1、10は、サイドフィーダー1より脂肪族ポリアミド(B)を供給せず、比較例5、14、15は、ドライブレンドにあたり臭素系難燃剤(C)を配合しなかった。
比較例2
脂肪族ポリアミド(B-1)54質量部をサイドフィーダー1から供給せずに、半芳香族ポリアミド(A-1)、臭素系難燃剤(C-1)、難燃助剤(D-1)、ドリップ防止剤(E-1)および酸化防止剤(G-1)とともに脂肪族ポリアミド(B-1)54質量部をドライブレンドして同方向二軸押出機の主供給口に供給し、下流側のサイドフィーダー2より無機強化材(F-1)を供給した以外は実施例6と同様にして溶融混練をおこない、熱可塑性樹脂組成物ペレットを得た。
脂肪族ポリアミド(B-1)54質量部をサイドフィーダー1から供給せずに、半芳香族ポリアミド(A-1)、臭素系難燃剤(C-1)、難燃助剤(D-1)、ドリップ防止剤(E-1)および酸化防止剤(G-1)とともに脂肪族ポリアミド(B-1)54質量部をドライブレンドして同方向二軸押出機の主供給口に供給し、下流側のサイドフィーダー2より無機強化材(F-1)を供給した以外は実施例6と同様にして溶融混練をおこない、熱可塑性樹脂組成物ペレットを得た。
比較例3、11、12
半芳香族ポリアミド(A-1)と脂肪族ポリアミド(B-1)の質量比、難燃助剤(D)の種類や質量部を変更した以外は比較例2と同様にして熱可塑性樹脂組成物ペレットを得た。
半芳香族ポリアミド(A-1)と脂肪族ポリアミド(B-1)の質量比、難燃助剤(D)の種類や質量部を変更した以外は比較例2と同様にして熱可塑性樹脂組成物ペレットを得た。
熱可塑性樹脂組成物の組成および得られた特性を表3~6に示す。



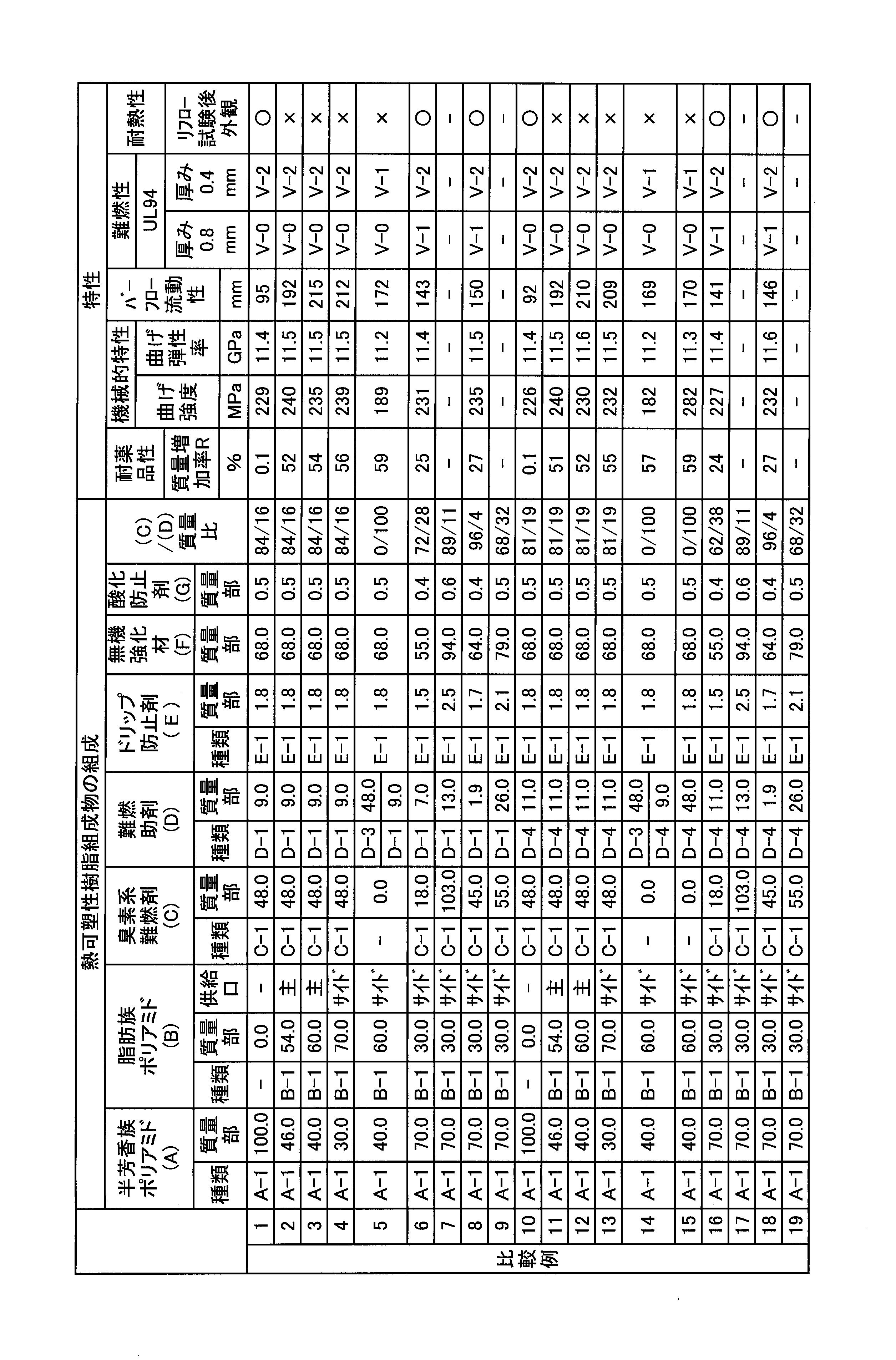
実施例1~58の熱可塑性樹脂組成物は、構成成分の含有量が本発明で規定する範囲にあり、また脂肪族ポリアミド(B)がサイドフィーダーにより供給されて溶融混練されたものであるため、耐熱性、耐薬品性、難燃性、機械的特性に優れるとともに、流動性に優れるものであった。実施例30の熱可塑性樹脂組成物は、難燃助剤(D)としてホスフィン酸金属塩を使用しているため、厚み0.4mmの試験片の難燃性も良好であった。
比較例1、10の樹脂組成物は、脂肪族ポリアミド(B)を含有していないため、流動性が低いものであった。
比較例2、3、11、12の樹脂組成物は、脂肪族ポリアミド(B)を含有するため、流動性が向上したが、脂肪族ポリアミド(B)をサイドフィードせず、主供給口から半芳香族ポリアミド(A)などと同時に供給して溶融混練して製造したため、耐薬品性が低く、またリフロー時にもブリスターが発生し、耐熱性も低いものであった。
比較例4、13の樹脂組成物は、脂肪族ポリアミド(B)の含有量が多すぎるため、耐薬品性、耐熱性が低いものであった。
比較例5、14、15の樹脂組成物は、臭素系難燃剤(C)を含有しないため、難燃助剤(D)としてホスフィン酸金属塩を含有しても、また難燃助剤(D)の含有量を増加させても、耐薬品性、耐熱性が低いものであった。
比較例6、16の樹脂組成物は、臭素系難燃剤(C)の含有量が少ないため、また比較例8、18では、難燃助剤(D)の含有量が少ないため、厚み0.8mmの試験片の難燃性がV-1であった。
比較例7、17では、臭素系難燃剤(C)の含有量が多いため、また比較例9、19では、難燃助剤(D)の含有量が多いため、押出操業性が低く、ストランドが引き取り困難なため、樹脂組成物のペレットを得ることができなかった。
比較例2、3、11、12の樹脂組成物は、脂肪族ポリアミド(B)を含有するため、流動性が向上したが、脂肪族ポリアミド(B)をサイドフィードせず、主供給口から半芳香族ポリアミド(A)などと同時に供給して溶融混練して製造したため、耐薬品性が低く、またリフロー時にもブリスターが発生し、耐熱性も低いものであった。
比較例4、13の樹脂組成物は、脂肪族ポリアミド(B)の含有量が多すぎるため、耐薬品性、耐熱性が低いものであった。
比較例5、14、15の樹脂組成物は、臭素系難燃剤(C)を含有しないため、難燃助剤(D)としてホスフィン酸金属塩を含有しても、また難燃助剤(D)の含有量を増加させても、耐薬品性、耐熱性が低いものであった。
比較例6、16の樹脂組成物は、臭素系難燃剤(C)の含有量が少ないため、また比較例8、18では、難燃助剤(D)の含有量が少ないため、厚み0.8mmの試験片の難燃性がV-1であった。
比較例7、17では、臭素系難燃剤(C)の含有量が多いため、また比較例9、19では、難燃助剤(D)の含有量が多いため、押出操業性が低く、ストランドが引き取り困難なため、樹脂組成物のペレットを得ることができなかった。
Claims (10)
- 半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の合計100質量部、
臭素系難燃剤(C)20~100質量部、および
難燃助剤(D)2~25質量部を含有する熱可塑性樹脂組成物であって、
半芳香族ポリアミド(A)と脂肪族ポリアミド(B)の質量比(A/B)が、90/10~40/60であり、
半芳香族ポリアミド(A)の融点が280℃以上であり、
50%硫酸に、23℃、48時間浸漬後の質量増加率Rが50%以下であることを特徴とする熱可塑性樹脂組成物。 - 半芳香族ポリアミド(A)における脂肪族ジアミン成分が、1,10-デカンジアミンであることを特徴とする請求項1記載の熱可塑性樹脂組成物。
- 脂肪族ポリアミド(B)が、ポリアミド6および/またはポリアミド66であることを特徴とする請求項1または2記載の熱可塑性樹脂組成物。
- 臭素系難燃剤(C)と難燃助剤(D)の質量比(C/D)が、95/5~60/40であることを特徴とする請求項1~3のいずれかに記載の熱可塑性樹脂組成物。
- 半芳香族ポリアミド(A)が、脂肪族モノカルボン酸成分を含有し、脂肪族モノカルボン酸の炭素数が15~30であり、脂肪族モノカルボン酸成分の含有量が、半芳香族ポリアミド(A)を構成する全モノマーに対して、0.3~4.0モル%であることを特徴とする請求項1~4のいずれかに記載の熱可塑性樹脂組成物。
- 臭素系難燃剤(C)が、臭素化ポリスチレンであることを特徴とする請求項1~5のいずれかに記載の熱可塑性樹脂組成物。
- 難燃助剤(D)が、錫酸亜鉛、硼酸亜鉛および三酸化アンチモンからなる群より選ばれる1種以上であることを特徴とする請求項1~6のいずれかに記載の熱可塑性樹脂組成物。
- さらにドリップ防止剤(E)を含有することを特徴とする請求項1~7のいずれかに記載の熱可塑性樹脂組成物。
- さらに無機強化材(F)を含有することを特徴とする請求項1~8のいずれかに記載の熱可塑性樹脂組成物。
- 請求項1~9のいずれかに記載の熱可塑性樹脂組成物を成形してなることを特徴とする成形体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187036833A KR20190025561A (ko) | 2016-06-30 | 2017-06-15 | 열가소성 수지 조성물 및 그것을 성형해서 이루어지는 성형체 |
| CN201780036472.4A CN109312153B (zh) | 2016-06-30 | 2017-06-15 | 热塑性树脂组合物及将其成型而成的成型体 |
| EP17819872.7A EP3480255A4 (en) | 2016-06-30 | 2017-06-15 | THERMOPLASTIC RESIN COMPOSITION AND MOLDED BODY OBTAINED BY ITS MOLDING |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-129483 | 2016-06-30 | ||
| JP2016129483A JP6138321B1 (ja) | 2016-06-30 | 2016-06-30 | 熱可塑性樹脂組成物およびそれを成形してなる成形体 |
| JP2017-096305 | 2017-05-15 | ||
| JP2017096305A JP2018193437A (ja) | 2017-05-15 | 2017-05-15 | 熱可塑性樹脂組成物およびそれを成形してなる成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018003512A1 true WO2018003512A1 (ja) | 2018-01-04 |
Family
ID=60786286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/022067 Ceased WO2018003512A1 (ja) | 2016-06-30 | 2017-06-15 | 熱可塑性樹脂組成物およびそれを成形してなる成形体 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3480255A4 (ja) |
| KR (1) | KR20190025561A (ja) |
| CN (1) | CN109312153B (ja) |
| TW (1) | TWI644977B (ja) |
| WO (1) | WO2018003512A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110343383A (zh) * | 2019-06-12 | 2019-10-18 | 浙江新力新材料股份有限公司 | 勃姆石协同氢氧化镁阻燃尼龙复合材料及其制备方法和应用 |
| JP2020012093A (ja) * | 2018-07-06 | 2020-01-23 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| US20220049120A1 (en) * | 2019-04-29 | 2022-02-17 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| US12447672B2 (en) | 2019-06-10 | 2025-10-21 | Peridot Print Llc | Three-dimensional printing |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110229514A (zh) * | 2019-06-28 | 2019-09-13 | 江苏晋伦塑料科技有限公司 | 一种耐黄变阻燃性聚酰胺组合物及其制备方法 |
| CN112592582B (zh) * | 2019-10-01 | 2024-01-02 | 尤尼吉可株式会社 | 聚酰胺树脂组合物和由其构成的成型体及车载照相机用部件 |
| CN112194879A (zh) * | 2020-08-31 | 2021-01-08 | 南方电网科学研究院有限责任公司 | 一种户外绝缘子用阻燃型脂环族环氧树脂浇注料 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09279023A (ja) * | 1996-04-18 | 1997-10-28 | Unitika Ltd | 表面実装電子部品用樹脂組成物 |
| JP2003041117A (ja) * | 2001-05-21 | 2003-02-13 | Kuraray Co Ltd | ポリアミド組成物 |
| WO2009017043A1 (ja) | 2007-08-01 | 2009-02-05 | Kuraray Co., Ltd. | ポリアミド組成物 |
| JP2011116888A (ja) * | 2009-12-04 | 2011-06-16 | Ube Industries Ltd | 電子写真用部材 |
| JP2014015594A (ja) * | 2012-07-11 | 2014-01-30 | Asahi Kasei Chemicals Corp | ポリアミド樹脂組成物及び成形品 |
| WO2015056765A1 (ja) * | 2013-10-18 | 2015-04-23 | ユニチカ株式会社 | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| WO2015159834A1 (ja) * | 2014-04-14 | 2015-10-22 | ユニチカ株式会社 | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| WO2015166896A1 (ja) * | 2014-04-30 | 2015-11-05 | ユニチカ株式会社 | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0665502A (ja) * | 1992-08-24 | 1994-03-08 | Teijin Ltd | 樹脂組成物及びそれからなる電子部品 |
| CA2273737A1 (en) * | 1998-06-08 | 1999-12-08 | Showa Denko K.K. | Flame retardant polyamid resin composition |
| CA2386717A1 (en) * | 2001-05-21 | 2002-11-21 | Kuraray Co., Ltd. | Polyamide composition |
| CN102321361A (zh) * | 2011-08-04 | 2012-01-18 | 金发科技股份有限公司 | 一种低翘曲无卤阻燃增强聚酰胺复合材料 |
| JP2013064032A (ja) * | 2011-09-15 | 2013-04-11 | Unitika Ltd | ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| CN102585491B (zh) * | 2012-01-09 | 2014-07-02 | 金发科技股份有限公司 | 流动性优良的、低翘曲的增强聚酰胺组合物及制备与应用 |
| CN103044905B (zh) * | 2012-12-28 | 2015-04-22 | 大河宝利材料科技(苏州)有限公司 | 聚酰胺组合物及其制备方法 |
-
2017
- 2017-06-15 CN CN201780036472.4A patent/CN109312153B/zh active Active
- 2017-06-15 WO PCT/JP2017/022067 patent/WO2018003512A1/ja not_active Ceased
- 2017-06-15 EP EP17819872.7A patent/EP3480255A4/en not_active Withdrawn
- 2017-06-15 KR KR1020187036833A patent/KR20190025561A/ko not_active Withdrawn
- 2017-06-27 TW TW106121417A patent/TWI644977B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09279023A (ja) * | 1996-04-18 | 1997-10-28 | Unitika Ltd | 表面実装電子部品用樹脂組成物 |
| JP2003041117A (ja) * | 2001-05-21 | 2003-02-13 | Kuraray Co Ltd | ポリアミド組成物 |
| WO2009017043A1 (ja) | 2007-08-01 | 2009-02-05 | Kuraray Co., Ltd. | ポリアミド組成物 |
| JP2011116888A (ja) * | 2009-12-04 | 2011-06-16 | Ube Industries Ltd | 電子写真用部材 |
| JP2014015594A (ja) * | 2012-07-11 | 2014-01-30 | Asahi Kasei Chemicals Corp | ポリアミド樹脂組成物及び成形品 |
| WO2015056765A1 (ja) * | 2013-10-18 | 2015-04-23 | ユニチカ株式会社 | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| WO2015159834A1 (ja) * | 2014-04-14 | 2015-10-22 | ユニチカ株式会社 | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 |
| WO2015166896A1 (ja) * | 2014-04-30 | 2015-11-05 | ユニチカ株式会社 | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3480255A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020012093A (ja) * | 2018-07-06 | 2020-01-23 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| JP7197350B2 (ja) | 2018-07-06 | 2022-12-27 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| US20220049120A1 (en) * | 2019-04-29 | 2022-02-17 | Hewlett-Packard Development Company, L.P. | Three-dimensional printing |
| US12447672B2 (en) | 2019-06-10 | 2025-10-21 | Peridot Print Llc | Three-dimensional printing |
| CN110343383A (zh) * | 2019-06-12 | 2019-10-18 | 浙江新力新材料股份有限公司 | 勃姆石协同氢氧化镁阻燃尼龙复合材料及其制备方法和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190025561A (ko) | 2019-03-11 |
| TWI644977B (zh) | 2018-12-21 |
| EP3480255A4 (en) | 2020-02-26 |
| EP3480255A1 (en) | 2019-05-08 |
| CN109312153B (zh) | 2021-08-17 |
| CN109312153A (zh) | 2019-02-05 |
| TW201811922A (zh) | 2018-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109312153B (zh) | 热塑性树脂组合物及将其成型而成的成型体 | |
| JP6129464B1 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP7129086B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2013064032A (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| TW201249930A (en) | Flame retardant semi-aromatic polyamide composition and moulded products made therefrom | |
| JP7093104B2 (ja) | 熱可塑性樹脂組成物およびそれを成形してなる成形体 | |
| EP2414446A1 (en) | Flame resistant semiaromatic polyamide resin composition and articles therefrom | |
| EP2167585A1 (en) | Flame resistant semiaromatic polyamide resin composition and articles therefrom | |
| CN101652429A (zh) | 阻燃性聚酰胺组合物 | |
| WO2010002403A1 (en) | Flame resistant semiaromatic polyamide resin composition including zinc stannate, and articles therefrom | |
| WO2014148519A1 (ja) | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2010254760A (ja) | 難燃性強化ポリアミド樹脂組成物 | |
| JP2013064091A (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| WO2015056765A1 (ja) | 半芳香族ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP6955763B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2021167384A (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2012051954A (ja) | 難燃性強化ポリアミド樹脂組成物 | |
| JP6138321B1 (ja) | 熱可塑性樹脂組成物およびそれを成形してなる成形体 | |
| JP2018193437A (ja) | 熱可塑性樹脂組成物およびそれを成形してなる成形体 | |
| JP2018177874A (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2012214559A (ja) | 難燃性ポリアミド樹脂組成物 | |
| WO2018123563A1 (ja) | ポリアミド樹脂組成物、その製造方法およびそれからなる成形体 | |
| JP7055365B2 (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2013056969A (ja) | ポリアミド樹脂組成物およびそれを成形してなる成形体 | |
| JP2009120701A (ja) | 難燃性ガラス繊維強化ポリアミド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17819872 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20187036833 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017819872 Country of ref document: EP Effective date: 20190130 |