WO2018016443A1 - シーラントフィルム、それを用いた積層フィルムおよび包装袋 - Google Patents
シーラントフィルム、それを用いた積層フィルムおよび包装袋 Download PDFInfo
- Publication number
- WO2018016443A1 WO2018016443A1 PCT/JP2017/025776 JP2017025776W WO2018016443A1 WO 2018016443 A1 WO2018016443 A1 WO 2018016443A1 JP 2017025776 W JP2017025776 W JP 2017025776W WO 2018016443 A1 WO2018016443 A1 WO 2018016443A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polycycloolefin
- layer
- film
- compound
- sealant film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L45/00—Compositions of homopolymers or copolymers of compounds having no unsaturated aliphatic radicals in side chain, and having one or more carbon-to-carbon double bonds in a carbocyclic or in a heterocyclic ring system; Compositions of derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2329/00—Polyvinylalcohols, polyvinylethers, polyvinylaldehydes, polyvinylketones or polyvinylketals
- B32B2329/04—Polyvinylalcohol
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/02—Open containers
- B32B2439/06—Bags, sacks, sachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
- C08L2203/162—Applications used for films sealable films
Definitions
- the present invention relates to a sealant film, a laminated film using the sealant film, and a packaging bag.
- a packaging container for storing contents such as foods, beverages, and pharmaceuticals for example, a packaging bag composed of a laminated film in which a base material sheet made of a resin film or paper and a sealant film are laminated is widely used. Has been.
- the gas barrier film is further laminated, or the gas barrier property is imparted to the base sheet, thereby improving the permeability of the laminated film. It is decreasing.
- the contents are adsorbed or absorbed by the sealant film (especially polyolefin film, etc.) in contact with the contents, which reduces the amount of the contents or degrades the quality.
- the sealant film especially polyolefin film, etc.
- Patent Document 2 JP 2010-6985 (Patent Document 2) describes a structural unit derived from a dicyclopentadiene compound, a structural unit derived from a tetracyclododecene compound, and a structural unit derived from a norbornene compound at specific ratios.
- the hydrogenated product of the ring-opening copolymer contains excellent solution stability during production, and the molding material containing this hydrogenated product as a resin component has high transparency, high moisture resistance, and appropriate heat resistance. Is disclosed.
- Medicinal components such as EVOH (ethylene / vinyl alcohol copolymer resin), PET (polyethylene terephthalate) resin, polyacrylonitrile (PAN), etc., as materials for the sealant film to suppress the adsorption or absorption of the contents to the sealant film
- EVOH ethylene / vinyl alcohol copolymer resin
- PET polyethylene terephthalate
- PAN polyacrylonitrile
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a sealant film that is excellent in low adsorptivity and has sufficient low-temperature sealability and seal strength.
- a sealant film comprising a polycycloolefin layer containing polycycloolefin as a main component as an outermost layer,
- the polycycloolefin is selected from a structural unit (A) derived from a dicyclopentadiene compound, a structural unit (B) derived from a tetracyclododecene compound, and a structural unit (C) derived from a norbornene compound.
- the sealant film whose glass transition temperature of the said polycycloolefin is 80 degrees C or less.
- the polycycloolefin includes a structural unit (A) derived from a dicyclopentadiene compound, a structural unit (B) derived from a tetracyclododecene compound, and a structural unit (C) derived from a norbornene compound [1 ]
- the sealant film as described in.
- the dicyclopentadiene compound is tricyclo [5.2.1.0 2,6 ] deca-3,8-diene (synonymous with dicyclopentadiene) or a derivative thereof, and the tetracyclododecene compound is tetracyclo [ 4.4.0.1 2,5 . 1 7,10 ] -3-dodecene or a derivative thereof, and the norbornene-based compound is bicyclo [2.2.1] hept-2-ene or a derivative thereof, according to any one of [1] to [3] The sealant film as described.
- the polycycloolefin is a ring-opening metathesis polymer of two or more compounds selected from the dicyclopentadiene compound, the tetracyclododecene compound and the norbornene compound, and has a carbon-carbon double bond.
- the sealant film according to any one of [1] to [4], which is hydrogenated.
- a base sheet A laminated film obtained by laminating the sealant film according to any one of [1] to [5].
- a polyolefin layer comprising a polyolefin;
- a sealant film comprising a polycycloolefin layer containing polycycloolefin as a main component as an outermost layer,
- the polycycloolefin is selected from a structural unit (A) derived from a dicyclopentadiene compound, a structural unit (B) derived from a tetracyclododecene compound, and a structural unit (C) derived from a norbornene compound.
- the glass transition temperature of the polycycloolefin is 80 ° C. or less
- the polyolefin layer has a thickness of 10 ⁇ m or more and 40 ⁇ m or less
- a sealant film, wherein the polycycloolefin layer has a thickness of 5 ⁇ m to 20 ⁇ m.
- a polyolefin layer comprising a polyolefin;
- a sealant film comprising a polycycloolefin layer containing polycycloolefin as a main component as an outermost layer,
- the polycycloolefin is selected from a structural unit (A) derived from a dicyclopentadiene compound, a structural unit (B) derived from a tetracyclododecene compound, and a structural unit (C) derived from a norbornene compound.
- the glass transition temperature of the polycycloolefin is 80 ° C.
- the thickness (T2) of the polycycloolefin layer is 5 ⁇ m or more and 10 ⁇ m or less
- the sealant film, wherein the ratio (a) of the thickness (T1) of the polyolefin layer to the thickness (T2) of the polycycloolefin layer is 3 or more and 9 or less.
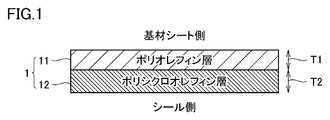
- FIG. 1 is a schematic cross-sectional view showing a sealant film of embodiments 1, 2-1, and 3-1.
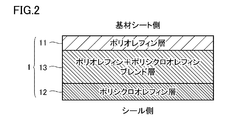
- 5 is a schematic cross-sectional view showing a sealant film of Embodiment 2.
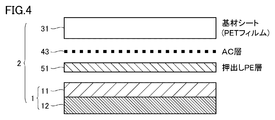
- FIG. 4 is a schematic cross-sectional view showing a laminated film of Embodiments 3, 2-2, and 3-2.
- FIG. It is a schematic sectional drawing which shows the laminated film of Embodiment 4.
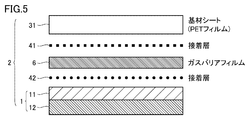
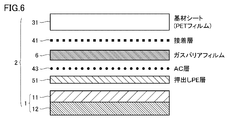
- 6 is a schematic cross-sectional view showing a laminated film of Embodiments 5, 2-3, and 3-3.
- FIG. It is a schematic sectional drawing which shows the laminated film of Embodiment 6.
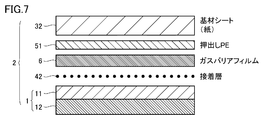
- It is a schematic sectional drawing which shows the laminated film of Embodiment 7.
- the sealant film 1 of this embodiment is a sealant film which consists of two layers, a polyolefin layer 11 (base sheet side) and a polycycloolefin layer 12 (seal side).
- the polyolefin layer 11 contains polyolefin as a main component.
- “including as a main component” means, for example, that the polyolefin content is more than 50% by mass with respect to the total amount of the polyolefin layer 11, and the polyolefin content is preferably 80% by mass or more, more preferably Is 90% by mass or more (hereinafter the same).
- Polyethylene can be suitably used as the polyolefin.
- polyethylene for example, low density polyethylene (LDPE), linear low density polyethylene (LLDPE) and the like can be suitably used.
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the polycycloolefin layer 12 contains polycycloolefin as a main component. In addition, you may mix
- the polycycloolefin includes structural units derived from two or more compounds (cycloolefin monomers) selected from dicyclopentadiene compounds, tetracyclododecene compounds, and norbornene compounds. That is, the polycycloolefin is selected from a structural unit (A) derived from a dicyclopentadiene compound, a structural unit (B) derived from a tetracyclododecene compound, and a structural unit (C) derived from a norbornene compound. Contains two or more structural units.
- the polycycloolefin includes a structural unit (A) derived from a dicyclopentadiene compound, a structural unit (B) derived from a tetracyclododecene compound, and a structural unit (C) derived from a norbornene compound.
- the ratio of the structural unit (A) derived from the dicyclopentadiene compound is preferably 5 to 80 mol%.
- the ratio of the structural unit (B) derived from the tetracyclododecene compound is preferably 10 to 90 mol%.
- the ratio of the structural unit (C) derived from the norbornene compound is preferably 5 to 50 mol%.
- these ratios are ratios when the sum of the structural units (A), (B), and (C) is 100 mol%.
- the polycycloolefin may contain a structural unit other than the structural units (A), (B) and (C) as long as the effects of the present invention are not impaired.
- dicyclopentadiene compound examples include dicyclopentadiene (tricyclo [5.2.1.0 2,6 ] deca-3,8-diene) and derivatives thereof.
- dicyclopentadiene derivative examples include 2-methyldicyclopentadiene, 2,3-dimethyldicyclopentadiene, 2,3-dihydroxydicyclopentadiene, and the like.
- examples of the structural unit (A) derived from a dicyclopentadiene compound include a structural unit derived from dicyclopentadiene.
- Examples of the tetracyclododecene compound include tetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene and its derivatives. Tetracyclo [4.4.0.1 2,5 . Examples of derivatives of 1 7,10 ] -3-dodecene include, for example, 8-methyltetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, 8-ethyltetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, 8-ethylidenetetracyclo [4.4.0.1 2,5 .
- a structural unit (B) derived from a tetracyclododecene compound for example, tetracyclo [4.4.0.1 2,5 .
- a structural unit derived from 1 7,10 ] -3-dodecene for example, tetracyclo [4.4.0.1 2,5 .
- a structural unit derived from 1 7,10 ] -3-dodecene for example, tetracyclo [4.4.0.1 2,5 .
- a structural unit derived from 1 7,10 ] -3-dodecene for example, tetracyclo [4.4.0.1 2,5 .
- a structural unit derived from 1 7,10 ] -3-dodecene for example, tetracyclo [4.4.0.1 2,5 .
- a structural unit derived from 1 7,10 ] -3-dodecene for example, tetracyclo [4.4.0.1 2,5 .
- norbornene compounds include bicyclo [2.2.1] hept-2-ene (common name: norbornene) and derivatives thereof.
- Examples of derivatives of bicyclo [2.2.1] hept-2-ene include 5-methyl-bicyclo [2.2.1] hept-2-ene and 5,5-dimethyl-bicyclo [2.2.
- examples of the structural unit (C) derived from the norbornene compound include a structural unit derived from bicyclo [2.2.1] hept-2-ene.
- the polycycloolefin is preferably obtained by ring-opening metathesis copolymerization of the above cycloolefin monomer and then hydrogenating the C—C double bond.
- Such a polycycloolefin can be produced based on Patent Document 2.
- the glass transition temperature (Tg) of the polycycloolefin is 80 ° C. or lower, preferably 75 ° C. or lower. In this case, it is possible to obtain a sealant film having appropriate seal strength and low-temperature sealability in addition to non-adsorbability. Tg can be measured based on JIS K7121.
- Tg of polycycloolefin becomes like this.
- Tg of polycycloolefin is 40 degreeC or more, More preferably, it is 50 degreeC or more.
- the sealant film 1 can be produced, for example, as a film having a two-layer structure by coextruding the above-described polyolefin layer (film-shaped semi-molded product) and polycycloolefin layer (film-shaped semi-molded product). .
- the thickness of the sealant film 1 is preferably 100 ⁇ m or less.
- the thickness of the sealant film 1 is preferably 10 ⁇ m or more.
- the sealant film 1 of the present embodiment includes a layer composed of a polycycloolefin containing a structural unit derived from two or more kinds of specific cycloolefin monomers as described above, so that the contents (medicinal components, aroma components) And the like, and also has sufficient seal strength and low temperature sealability.
- the polyolefin layer 11 constituting the sealant film 1 has a role of making the film flexible.
- a polycycloolefin layer composed of a ring-opening metathesis polymer of two or more compounds selected from a dicyclopentadiene compound, a tetracyclododecene compound and a norbornene compound is a single layer, the film is hard, corona treatment and Film formation is difficult and it is very difficult to manufacture as a packaging bag. Therefore, by using the polyolefin layer 11 adjacent to the polycycloolefin layer 12, it has become possible to manufacture as a packaging bag by improving processability and film forming suitability.
- the rising temperature of the seal strength of the sealant film is preferably 120 ° C. or less.
- the rising temperature of the seal strength is measured according to JIS Z0238, taking the level as the temperature.
- the sealing strength of the sealant film is preferably 5.0 N / 15 mm or more under sealing conditions of 140 ° C., 0.2 MPa, and 1.0 second.
- the seal strength is measured according to JIS Z0238.
- the sealant film of the present embodiment is also excellent in moisture resistance.
- moisture resistance specifically, the water vapor permeability of a laminated film having a thickness of 50 ⁇ m or less formed by laminating a sealant film and a non-barrier substrate sheet is 5.0 g / (m 2 ⁇ 24 h) or less. It is preferable.
- the moisture permeability (water vapor permeability) is measured under the conditions of 40 ° C. and 90% RH based on JIS K7129A.
- a blend layer 13 made of a blend resin of polyolefin and polycycloolefin is provided between the polyolefin layer 11 and the polycycloolefin layer 12. This is the same as the first embodiment.
- the blend layer 13 is obtained by reusing the polycycloolefin material at both ends cut by trimming when the long polycycloolefin layer 12 is produced. That is, the blend layer 13 is preferably composed of a blend resin of recycled polycycloolefin and polyolefin.
- the laminated film 2 (packaging material) of this embodiment is a laminated film in which the sealant film 1, the adhesive layer 41, and the base material sheet 31 of the first embodiment are laminated in this order. is there.
- the substrate sheet 31 is not particularly limited as long as it has mechanical strength and dimensional stability, but plastic film, paper, nonwoven fabric, and the like can be used.
- plastic film examples include polyesters such as polyethylene terephthalate (PET) and polyethylene naphthalate, polyolefins such as polypropylene, polyamides such as polystyrene and 6-nylon, polycarbonate, polyacrylonitrile, and polyimide.
- PET polyethylene terephthalate
- polyethylene naphthalate polyolefins such as polypropylene
- polyamides such as polystyrene and 6-nylon
- polycarbonate polyacrylonitrile
- polyimide polyimide
- the plastic film is preferably a biaxially stretched film.
- the base sheet 31 is a PET film.
- Adhesives for dry lamination include two-component curable urethane adhesives, polyester urethane adhesives, polyether urethane adhesives, acrylic adhesives, polyester adhesives, polyamide adhesives, epoxy adhesives, etc. Is mentioned.
- a dry laminating method may be mentioned as a method of bonding the sealant film 1 and the gas barrier film 6 using such an adhesive.
- the two-component curable adhesive is composed of a main agent and a curing agent, and examples thereof include a two-component curable adhesive composed of a polyester polyol and a polyfunctional polyisocyanate.
- An anchor coating agent (two-component curable urethane adhesive, polyallylamine, etc.) or the like may be used instead of the above adhesive layer.
- the laminated film of this embodiment is a non-adsorptive film in which the adsorption or absorption of the contents (medicinal components, aroma components, etc.) is suppressed as in Embodiment 1.
- the laminated film of this embodiment has sufficient sealing strength and low-temperature sealing properties, and also has excellent moisture resistance.
- the same effect can be obtained by providing the sealant film of Embodiment 1.
- the laminated film 2 of the present embodiment includes the sealant film 1 of the first embodiment, the extruded PE layer 51, the anchor coat layer 43, and the base sheet 31 (PET film) in this order. It is a laminated film formed by lamination.
- An anchor coat agent (two-component curable urethane adhesive, polyallylamine, etc.) is applied to one surface of the base sheet 31 to form an anchor coat layer 43, and the PE is melted to form the base sheet 31 and the sealant film.
- the laminated film 2 can be produced by coextrusion with 1.
- the laminated film of the present embodiment has the exception that the gas barrier film 6 is laminated in the middle in order to suppress deterioration of the contents due to oxygen gas, reduction due to external diffusion of the contents, and the like.
- an adhesive layer 42 for adhering the gas barrier film 6 such as an aluminum foil to the sealant film 1 is provided.
- Examples of the gas barrier film 6 include aluminum foil.
- a film having an aluminum vapor deposition film, a film having an inorganic oxide vapor deposition film, or the like can be used.
- a film obtained by forming an aluminum vapor deposition film or an inorganic oxide vapor deposition film on a stretched film such as a polyester film, a polypropylene film, or a nylon film can be used.
- an ethylene / vinyl alcohol copolymer film can also be used.
- the same material as the adhesive layer 41 can be used.
- the adhesive constituting the adhesive layer 41 and the adhesive constituting the adhesive layer 42 may be the same component or different components.
- the laminated film of the present embodiment is a laminated film similar to that of Embodiment 5 except that an extruded PE layer 51 and an anchor coat layer 43 are laminated instead of the adhesive layer 42.
- the laminated film of the present embodiment is the same laminated film as that of the fifth embodiment except that an extruded PE layer 51 is laminated instead of the adhesive layer 41.
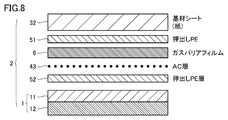
- an extruded PE layer 51 is laminated instead of the adhesive layer 41, and an extruded PE layer 52 and an anchor coat layer 43 are laminated instead of the adhesive layer 42.
- the laminated film is the same as in the fifth embodiment except for the point.
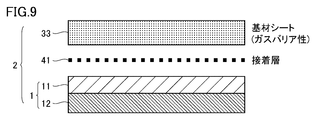
- the laminated film of this embodiment is the same laminated film as that of Embodiment 3 except that the base sheet 33 has gas barrier properties.
- the base sheet 33 is a PE resin film having gas barrier properties.
- the laminated film of the present embodiment is a laminated film similar to that of Embodiment 9 except that an extruded PE layer 51 and an anchor coat layer 43 are laminated instead of the adhesive layer 41.
- a bag is formed into a desired shape to form a packaging bag.
- a packaging bag For example, if a pillow type packaging bag, a caseette type packaging bag, a self-supporting type packaging bag, etc. (see Patent Document 1) are prepared according to the purpose (packaging bag design, internal capacity, ease of use, etc.) Good.
- a packaging bag at least two of the above laminated films are sealed at least partially so that the sealant films are fused together.
- contents include pharmaceuticals, quasi drugs, foods, and beverages.
- the packaging bag of the present embodiment is particularly about contents containing medicinal components, aromatic components, etc. (components that are easily adsorbed or absorbed in the packaging bag, or components that are problematically adsorbed or absorbed in the packaging bag), It can be preferably used.
- the packaging bag of the present embodiment is preferably used to store, for example, a transdermal absorbent or mouthwash containing medicinal ingredients, cosmetics containing aroma components such as fragrance, coffee, and the like. Can do.
- Example 1 Similarly to Embodiment 3, the base sheet and the sealant film of Embodiment 1 were laminated via a two-component curable polyester and polyurethane adhesive to produce a laminated film.
- the thickness of the substrate sheet (PET) is 12 ⁇ m, and the thickness of the sealant film is 30 ⁇ m. The thickness of the adhesive layer can be ignored.
- the sealant film is composed of a polyolefin layer and a polycycloolefin layer.
- the thickness of the polyolefin layer is 10 ⁇ m, and the thickness of the polycycloolefin layer is 20 ⁇ m.
- the base sheet is made of polyethylene terephthalate (PET).
- PET polyethylene terephthalate
- the polyolefin layer is made of linear low density polyethylene (LLDPE).
- LLDPE linear low density polyethylene
- the polycycloolefin layer is composed of the following polycycloolefin A.
- Polycycloolefin A Tricyclo [5.2.1.0 2,6 ] deca-3,8-diene, Tetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, and A terpolymer of three cycloolefin monomers composed of bicyclo [2.2.1] hept-2-ene.
- Example 2 A laminate film was prepared in the same manner as in Example 1 except that the thickness of the polyolefin layer was 15 ⁇ m and the thickness of the polycycloolefin layer was 15 ⁇ m in the sealant film.
- Example 3 In the sealant film, a laminated film was prepared in the same manner as in Example 1 except that the thickness of the polyolefin layer was 20 ⁇ m and the thickness of the polycycloolefin layer was 10 ⁇ m.
- Example 4 Other than the film having a three-layer structure in which a polyolefin layer constituting a sealant film, a blend layer (a layer containing a blend resin of polyolefin and polycycloolefin as a main component), and a polycycloolefin layer are sequentially laminated. Produced a laminated film in the same manner as in Example 1.
- the thickness of the polyolefin layer, the thickness of the blend layer, and the thickness of the polycycloolefin layer are all 10 ⁇ m.
- Example 5 A laminated film was produced in the same manner as in Example 1 except that the following polycycloolefin B was used as the polycycloolefin constituting the polycycloolefin layer of the sealant film.
- Polycycloolefin B 2-methyldicyclopentadiene, 8-methyltetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, and A terpolymer of three cycloolefin monomers consisting of 5-methyl-bicyclo [2.2.1] hept-2-ene.
- Example 6 A laminated film was produced in the same manner as in Example 1 except that the following polycycloolefin C was used as the polycycloolefin constituting the polycycloolefin layer of the sealant film.
- Polycycloolefin C 2,3-dimethyldicyclopentadiene, 8-ethyltetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, and A terpolymer of three cycloolefin monomers consisting of 5,5-dimethyl-bicyclo [2.2.1] hept-2-ene.
- Example 7 A laminated film was produced in the same manner as in Example 1 except that the following polycycloolefin D was used as the polycycloolefin constituting the polycycloolefin layer of the sealant film.
- Polycycloolefin D 2,3-dihydroxydicyclopentadiene, 8-ethylidenetetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, and A terpolymer of three cycloolefin monomers consisting of 5-ethyl-bicyclo [2.2.1] hept-2-ene.
- Example 1 A laminated film was produced in the same manner as in Example 1 except that the following polycycloolefin E was used as the polycycloolefin constituting the polycycloolefin layer of the sealant film.
- Polycycloolefin E Dicyclopentadiene, and Tetracyclododecene (tetracyclo [6.2.1.1 3,6 .0 2,7] dodeca-4-ene) A binary copolymer of two types of cycloolefin monomers.
- Example 2 A laminated film was produced in the same manner as in Example 1 except that the following polycycloolefin F was used as the polycycloolefin constituting the polycycloolefin layer of the sealant film.
- Polycycloolefin F 2-methyldicyclopentadiene, and 8-methyltetracyclo [4.4.0.1 2,5 .
- Example 3 A laminated film was produced in the same manner as in Example 1 except that the sealant film was a single layer film made of a PET compound (PET1: PET-G: manufactured by Tamapoly Co., Ltd.).
- PET1 PET-G: manufactured by Tamapoly Co., Ltd.
- Example 4 A laminated film was produced in the same manner as in Example 1 except that the sealant film was a single-layer film made of a PET-based compound (PET2: manufactured by Teijin Limited).
- PET2 manufactured by Teijin Limited
- Example 5 A laminated film was produced in the same manner as in Example 1 except that the sealant film was a single layer film made of a PET compound (PET3: manufactured by Toyobo Co., Ltd.).
- PET3 manufactured by Toyobo Co., Ltd.
- Example 6 A laminated film was produced in the same manner as in Example 1 except that the sealant film was a single layer film composed of EVOH (ethylene structural unit ratio: 47 mol%).
- Example 7 A laminated film was produced in the same manner as in Example 1 except that the sealant film was a single layer film made of PAN (manufactured by Tamapoly Co., Ltd.).
- each of the laminated films of Examples 1 to 7 and Comparative Examples 1 to 7 is cut into a predetermined shape, and the two laminated films are stacked so that the sealant films are in contact with each other.
- the three-sided bag-making type packaging bag was created by sealing the predetermined region. At this time, the upper end (top seal portion) of the packaging bag is not yet sealed to fill the contents.
- any one of tulobuterol (277 mg / m 2 ), l-menthol (2543 mg / m 2 ), methyl salicylate (2801 mg / m 2 ), and DL-camphor (552 mg / m 2 ) was filled in a nitrogen atmosphere, and the contents were sealed by sealing the upper end (top seal part) of the packaging bag.
- Each of these components is generally a component that is easily adsorbed by the sealant film.
- the packaging bag containing the contents as described above was stored for 1, 3 or 6 months in a thermostatic chamber maintained at 40 ° C. After storage, the packaging bag was opened, each component was extracted from the sealant film only by ethanol extraction, and the amount of each extracted component was measured using high performance liquid chromatography. Based on the measured value, the ratio of the residual amount after each storage period to the initial amount was calculated as the drug residual rate (%). Table 1 shows the measurement results of the drug residual ratio.
- each of the laminated films of Examples 1 to 7 and Comparative Examples 1 to 7 was sealed with the sealant film inside.
- the sealing conditions were a sealing temperature of 140 ° C., a sealing pressure of 0.2 MPa, and a sealing time of 1.0 second.
- the peel strength (N / 15 mm) of two sealed laminated films was measured based on JIS Z0238 for laminated films cut into strips. The measurement results of peel strength (seal strength) are shown in Table 1.
- each of the laminated films of Examples 1 to 7 and Comparative Examples 1 to 7 was set with the sealing conditions of sealing pressure: 0.2 MPa, sealing time: 1.0 second, and the sealing temperature was changed. Sealing was conducted in the same manner as in Evaluation Test 2. The temperature at which the seal strength begins to increase was determined as the seal rise temperature based on JIS Z0238.
- Comparative Examples 1 and 2 using a polycycloolefin having a Tg exceeding 80 ° C. the seal strength is low and the seal rise temperature is high.
- Comparative Examples 3 to 5 using a single layer film composed of a PET-based compound as the sealant film the water vapor transmission rate is high, and in Comparative Example 4, the seal strength is lower and the seal rise temperature is higher. I understand.
- Comparative Example 6 using a single layer film composed of EVOH as the sealant film it can be seen that the seal strength is low, the seal rising temperature is high, and the moisture permeability is high.
- the water vapor transmission rate becomes very high in the comparative example 7 using the single layer film comprised from PAN as a sealant film.
- ⁇ Sealant film II> When the above sealant film I is used as a packaging bag, ⁇ -ray sterilization ( ⁇ -ray irradiation) of the contents causes discoloration (yellowing, bluish discoloration, etc.), generation of odor (ethylene gas odor, etc.), etc. It has been found that physical property changes may occur.
- the sealant film 1 of this embodiment is a sealant film which consists of two layers, a polyolefin layer 11 (base sheet side) and a polycycloolefin layer 12 (seal side).
- the polyolefin layer 11 contains polyolefin.
- content of polyolefin with respect to the whole quantity of the polyolefin layer 11 becomes like this.
- it is 50 mass% or more, More preferably, it is 80 mass% or more, More preferably, it is 90 mass% or more.
- Polyethylene can be suitably used as the polyolefin.
- polyethylene for example, low density polyethylene (LDPE), linear low density polyethylene (LLDPE) and the like can be suitably used.
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the polyolefin layer may contain materials other than polyolefin. Examples of other materials include polycycloolefins similar to the main components of the polycycloolefin layer described below.
- the polycycloolefin contained in the polyolefin layer is preferably the same polycycloolefin as the polycycloolefin that is the main component of the polycycloolefin layer.
- the mass of the polycycloolefin contained in the polyolefin layer 11 is 50 mass with respect to the mass of the entire sealant film 1 (the total of the polyolefin layer 11 and the polycycloolefin layer 12). % Or less is preferable. This is because when the mass of the polycycloolefin exceeds 50% by mass, a bluish discoloration may occur due to gamma ray irradiation.
- the polycycloolefin layer 12 contains polycycloolefin as a main component.
- “including as a main component” means, for example, that the content of the polycycloolefin is more than 50% by mass with respect to the total amount of the polycycloolefin layer 12, and the content of the polycycloolefin is preferably 80%. It is 90 mass% or more more preferably. Moreover, you may mix
- the sealant film 1 of the present embodiment includes a layer composed of a polycycloolefin containing a structural unit derived from two or more kinds of specific cycloolefin monomers as described above, so that the contents (medicinal components, aroma components) Or the like) and is sufficiently non-adsorptive with sufficient sealing strength.
- the sealing strength of the sealant film is preferably 5.0 N / 15 mm or more under sealing conditions of 140 ° C., 0.2 MPa, and 1.0 second.
- the seal strength is measured according to JIS Z0238.
- the thickness of the polyolefin layer 11 is 10 ⁇ m or more and 40 ⁇ m or less. Moreover, the thickness of the polycycloolefin layer 12 is 5 ⁇ m or more and 20 ⁇ m or less.
- the sealant film 1 in which changes in physical properties due to ⁇ -ray irradiation are suppressed can be obtained. Examples of changes in physical properties due to ⁇ -ray irradiation include discoloration (yellowing or bluish discoloration), generation of odor (ethylene gas odor, etc.), and the like.
- each layer (the polyolefin layer 11 and the polycycloolefin layer 12) can be measured with a microscope scale by observing the cut surface with a microscope after cutting the sealant film with a cutter or the like.
- the laminated film 2 (packaging material) of the present embodiment is a laminated film in which the sealant film 1 of the embodiment 2-1, the adhesive layer 41, and the base sheet 31 are laminated in this order. It is a film.
- the thickness of the laminated film is preferably 100 ⁇ m or less.
- the laminated film of this embodiment is provided with the sealant film of Embodiment 2-1, so that the adsorption or absorption of the contents (medicinal components, aroma components, etc.) is suppressed as in Embodiment 2-1. It has a sufficient seal strength and the like, and the physical property change due to ⁇ -ray sterilization is suppressed.
- gas barrier film 6 is laminated in the middle in order to suppress deterioration of contents due to oxygen gas, reduction due to external diffusion of contents, and the like. Except for this point, the second embodiment is the same as the second embodiment. Note that an adhesive layer 42 for adhering the gas barrier film 6 such as an aluminum foil to the sealant film 1 is provided.
- a bag is formed into a desired shape to form a packaging bag.
- a pillow type packaging bag, a caseette type packaging bag, a self-supporting type packaging bag, etc. are prepared according to the purpose (packaging bag design, internal capacity, ease of use, etc.) Good.
- a packaging bag at least two of the above laminated films are sealed at least partially so that the sealant films are fused together.
- Examples 2-1 to 2-12, Comparative Examples 2-1 to 2-8) As in the embodiment 2-3, the base sheet 31, the gas barrier film 6, and the sealant film 1 of the embodiment 2-1 are laminated via a two-component curable polyester and polyurethane adhesive. The laminated films 2 of -1 to 2-12 and Comparative Examples 2-1 to 2-8 were produced.
- the base sheet 31 is made of polyethylene terephthalate (PET).
- PET polyethylene terephthalate
- the gas barrier film 6 is an aluminum foil.
- the thickness of the base material sheet 31 is 12 ⁇ m, and the thickness of the gas barrier film 6 is 7 ⁇ m.
- the sealant film 1 includes a polyolefin layer 11 and a polycycloolefin layer 12, and the thickness of the polyolefin layer 11 and the thickness of the polycycloolefin layer 12 are as shown in Table 2.
- the polyolefin (PO) layer is made of linear low density polyethylene (LLDPE).
- LLDPE linear low density polyethylene
- the polyolefin layer is composed of LLDPE and the following polycycloolefin A.
- the content of polycycloolefin (PCO) with respect to the total mass of the sealant film 1 is 50, 30, and 60% by mass, respectively.
- the polycycloolefin (PCO) layer is composed of the following polycycloolefin A.
- Polycycloolefin A Tricyclo [5.2.1.0 2,6 ] deca-3,8-diene, Tetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, and A terpolymer of three cycloolefin monomers composed of bicyclo [2.2.1] hept-2-ene, which is obtained by copolymerization of these cycloolefin monomers with ring-opening metathesis and then CC double bond It can be obtained by hydrogenating.
- evaluation Test 2-1 evaluation by colorimetry was performed.
- each laminated film of Examples 2-1 to 2-12 and Comparative Examples 2-1 to 2-8 was sealed with the sealant film inside.
- the sealing conditions were a sealing temperature of 170 ° C., a sealing pressure of 0.2 MPa, and a sealing time of 1.0 second.
- the peel strength was measured based on JIS Z0238 for the laminate film obtained by cutting the peel strength (N / 15 mm) of the two laminated films sealed into strips. The seal strength was measured at a place where the seal strength curve was stable.
- the glass transition temperature measured based on JIS K 7121 using a differential scanning calorimeter ( Tg) was 70 ° C.
- Tg glass transition temperature
- the laminated films of Examples 2-1 to 2-12 using a sealant film that is a laminate with a polyolefin layer are excellent in non-adsorbability, have an appropriate seal strength and low-temperature seal properties, and are also moisture-proof. Is also known to have.
- the sealant film of Comparative Example 1 did not have a PCO layer, it was not non-adsorbing (low adsorbing).
- Comparative Examples 2-2 to 2-5 in which the polyolefin (PO) layer 11 had a thickness of 50 ⁇ m (over 40 ⁇ m), odor was generated by ⁇ -ray irradiation.
- Comparative Examples 2-6 and 2-7 in which the thickness of the PCO layer was 30 ⁇ m (over 20 ⁇ m), a bluish discoloration occurred due to ⁇ -ray irradiation.
- Examples 2-1 to 2-10 in which the thickness of the polyolefin layer is 10 ⁇ m or more and 40 ⁇ m or less and the thickness of the polycycloolefin layer 12 is 5 ⁇ m or more and 20 ⁇ m or less, discoloration and generation of odor do not occur. There wasn't.
- the thickness of the polyolefin layer is 10 ⁇ m or more and 40 ⁇ m or less and the thickness of the polycycloolefin layer 12 is 5 ⁇ m or more and 20 ⁇ m or less, changes in physical properties (discoloration (discoloration (yellowing or discoloration))) and odor ( It is considered that the sealant film 1 in which generation of an ethylene gas odor or the like) is suppressed can be obtained.
- Comparative Example 2 in which the content of the polycycloolefin contained in the polyolefin layer is 60% by mass (over 50% by mass) with respect to the mass of the entire sealant film. At -8, a bluish discoloration occurred due to ⁇ -ray irradiation.
- the mass of the polycycloolefin contained in the polyolefin layer is preferably 50% by mass or less with respect to the mass of the entire sealant film.
- sealant film III may not satisfy the MAX strength (23 N / 15 mm or more) required when used as a packaging bag.
- the sealant film 1 of this embodiment is a sealant film which consists of two layers, a polyolefin layer 11 (base sheet side) and a polycycloolefin layer 12 (seal side).
- the polyolefin layer 11 contains polyolefin.
- content of polyolefin with respect to the whole quantity of the polyolefin layer 11 becomes like this. Preferably it is 50 mass% or more, More preferably, it is 80 mass% or more, More preferably, it is 90 mass% or more.
- the polyolefin layer 11 may contain a material other than polyolefin.
- Polyethylene can be suitably used as the polyolefin.
- polyethylene for example, low density polyethylene (LDPE), linear low density polyethylene (LLDPE) and the like can be suitably used.
- LDPE low density polyethylene
- LLDPE linear low density polyethylene
- the polycycloolefin layer 12 contains polycycloolefin as a main component.
- “including as a main component” means, for example, that the content of the polycycloolefin is more than 50% by mass with respect to the total amount of the polycycloolefin layer 12, and the content of the polycycloolefin is preferably 80%. It is 90 mass% or more more preferably. Moreover, you may mix
- the sealant film 1 of the present embodiment includes a layer composed of a polycycloolefin containing a structural unit derived from two or more kinds of specific cycloolefin monomers as described above, so that the contents (medicinal components, aroma components) Or the like) and is sufficiently non-adsorptive with sufficient sealing strength.
- the thickness (T2) of the polycycloolefin layer 12 is 5 ⁇ m or more and 10 ⁇ m or less.
- the ratio (a: T1 / T2) of the thickness (T1) of the polyolefin layer 11 to the thickness (T2) of the polycycloolefin layer 12 is 3 or more and 9 or less.
- each layer (the polyolefin layer 11 and the polycycloolefin layer 12) can be measured with a microscope scale by observing the cut surface with a microscope after cutting the sealant film with a cutter or the like.
- the sealant is excellent in low adsorptivity and has a MAX strength of 23 N / 15 mm or more. Film 1 can be obtained.
- the MAX strength is not the initial seal strength or the like but the seal strength when the seal strength curve reaches the maximum and is stable.
- the retort standard stipulates that the MAX strength is 23 N / 15 mm or more.
- the seal strength (MAX strength) can be measured according to JIS Z0238.
- the laminated film 2 (packaging material) of this embodiment is a laminated film in which the sealant film 1 of Embodiment 3-1, the adhesive layer 41, and the base sheet 31 are laminated in this order. It is a film.
- the thickness of the laminated film is preferably 100 ⁇ m or less.
- the laminated film of the present embodiment is provided with the sealant film of Embodiment 3-1, so that the adsorption or absorption of contents (medicine components, aroma components, etc.) is suppressed as in Embodiment 3-1. It has a sufficient sealing strength and has a MAX strength of 23 N / 15 mm or more.
- gas barrier film 6 is laminated in the middle in order to suppress deterioration of contents due to oxygen gas, reduction due to external diffusion of contents, and the like. Except for this point, this embodiment is the same as Embodiment 3-2. Note that an adhesive layer 42 for adhering the gas barrier film 6 such as an aluminum foil to the sealant film 1 is provided.
- a bag is formed into a desired shape to form a packaging bag.
- a pillow type packaging bag, a caseette type packaging bag, a self-supporting type packaging bag, etc. are prepared according to the purpose (packaging bag design, internal capacity, ease of use, etc.) Good.
- a packaging bag at least two of the above laminated films are sealed at least partially so that the sealant films are fused together.
- Examples 3-1 to 3-5 Comparative examples 3-1 to 3-5
- the base sheet 31 and the sealant film 1 of Embodiment 3-1 are laminated with a two-component curable polyester and polyurethane adhesive, and Examples 3-1 to 3- 5 and Comparative Examples 3-1 to 3-5 were produced.
- the base sheet 31 is made of polyethylene terephthalate (PET).
- PET polyethylene terephthalate
- the thickness of the base material sheet 31 is 12 ⁇ m.
- the sealant film 1 includes a polyolefin layer 11 and a polycycloolefin layer 12.
- the polyolefin (PO) layer is made of linear low density polyethylene (LLDPE).
- the polycycloolefin (PCO) layer is composed of the following polycycloolefin A.
- Polycycloolefin A Tricyclo [5.2.1.0 2,6 ] deca-3,8-diene, Tetracyclo [4.4.0.1 2,5 . 1 7,10 ] -3-dodecene, and A terpolymer of three cycloolefin monomers composed of bicyclo [2.2.1] hept-2-ene, which is obtained by copolymerization of these cycloolefin monomers with ring-opening metathesis and then CC double bond It can be obtained by hydrogenating.
- the thickness of the polyolefin (PO) layer 11 and the thickness of the polycycloolefin (PCO) layer 12 are as shown in Table 3.
- Example 3-12 Comparative Examples 3-6 to 3-12
- the base sheet 31, gas barrier film 6, and sealant film 1 of Embodiment 3-1 were laminated via a two-component curable polyester and polyurethane adhesive, and Example 3 Laminated films of ⁇ 6 to 3-12 and Comparative Examples 3-6 to 3-12 were produced.
- the base sheet 31 is made of polyethylene terephthalate (PET).
- PET polyethylene terephthalate
- the gas barrier film 6 is an aluminum foil.
- the thickness of the base material sheet 31 is 12 ⁇ m, and the thickness of the gas barrier film 6 is 7 ⁇ m.
- the sealant film 1 includes a polyolefin layer 11 and a polycycloolefin layer 12.
- the polyolefin (PO) layer is made of linear low density polyethylene (LLDPE).
- the polycycloolefin (PCO) layer is composed of the above polycycloolefin A.
- the thickness of the polyolefin (PO) layer 11 and the thickness of the polycycloolefin (PCO) layer 12 are as shown in Table 3.
- each laminated film of Examples 3-1 to 3-12 and Comparative Examples 3-1 to 3-12 was sealed with the sealant film inside.
- the sealing conditions were a sealing temperature of 170 ° C., a sealing pressure of 0.2 MPa, and a sealing time of 1.0 second.
- the peel strength was measured based on JIS Z0238 for the laminate film obtained by cutting the peel strength (N / 15 mm) of the two laminated films sealed into strips.
- the seal strength was measured by using the maximum value at the place where the seal strength curve was stable as the MAX strength.
- each laminated film of Examples 3-6 to 3-12 and Comparative Examples 3-6 to 3-12 is cut into a predetermined shape so that the two laminated films are in contact with each other.
- a three-side bag-making type packaging bag was created by placing the bag on a bag making machine and sealing a predetermined region. At this time, the upper end (top seal portion) of the packaging bag is not yet sealed to fill the contents.
- This component is generally a component that is easily adsorbed by the sealant film.
- the packaging bag containing the contents as described above was stored for 0, 1, 3 or 6 months (M) in a thermostat maintained at 40 ° C. After storage, the packaging bag was opened, each component was extracted from the sealant film only by ethanol extraction, and the amount of each extracted component was measured using high performance liquid chromatography. Based on the measured value, the ratio of the residual amount after each storage period to the initial amount was calculated as the residual rate (%).
- a gas barrier film (aluminum (AL) foil) is provided, and absorption from the contents to the substrate can be prevented. It is possible to evaluate the adsorptivity to the sealant film.
- the glass transition temperature measured based on JIS K 7121 using a differential scanning calorimeter ( Tg) was 70 ° C.
- the thickness (T2) of the polycycloolefin layer is 5 ⁇ m or more and 10 ⁇ m or less
- the ratio (a) of the thickness (T1) of the polyolefin layer to the thickness (T2) of the polycycloolefin layer is It can be seen that in Examples 3-1 to 3-12, which are 3 or more and 9 or less, a MAX strength of 23 N / 15 mm or more is imparted.
- peeling is started from a low strength PCO layer by reducing the thickness of the PCO layer to some extent. It is considered that the MAX strength is increased because the peeled surface moves to a high-strength PO layer on the way.
- Comparative Examples 3-4, 3-5, 3-11 and 3-12 when the thickness of the PCO layer is increased, peeling starts from the PCO layer, and the peeled surface remains in the low-strength PCO layer. Therefore, it is considered that the MAX intensity does not increase. Also, as in Comparative Examples 3-1 to 3-3 and 3-6 to 3-8, when the PCO layer is thin, but the PO layer is also thin (when the ratio a is small), the peeling is from the PCO layer. Even if the peeled surface is shifted to a high-strength PO layer in the middle of the process, the PO layer is not sufficiently stretched, so that it is considered that the MAX strength does not increase.
- the sealant film of the present invention is excellent in the low adsorptivity.
- a sealant film is a copolymer of two or more kinds of specific cycloolefin polymers, and a polycycloolefin layer containing a polycycloolefin having a glass transition temperature (Tg) of 80 ° C. or less and a polyolefin layer. This is because it is a laminate.
- the thickness (T2) of the polycycloolefin layer is 5 ⁇ m or more and 10 ⁇ m or less, and the ratio (a) of the thickness (T1) of the polyolefin layer to the thickness (T2) of the polycycloolefin layer is 3 or more.
- the sealant film 1 having excellent low adsorptivity and having a MAX strength of 23 N / 15 mm or more can be obtained.
- the sealant film of the present invention can be used as the innermost layer of a laminated film constituting a packaging bag.
- sealant film 11 polyolefin layer, 12 polycycloolefin layer, 13 blend layer, 2 laminated film, 31, 32, 33 substrate sheet, 41, 42 adhesive layer, 43 anchor coat layer, 51, 52 extruded PE layer, 6 Gas barrier film.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Food Science & Technology (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
ポリオレフィンを主成分として含むポリオレフィン層と、最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルム。ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、ポリシクロオレフィンのガラス転移温度が80℃以下である。
Description
本発明は、シーラントフィルム、それを用いた積層フィルムおよび包装袋に関する。
従来、食品、飲料、医薬品などの内容物を収納する包装容器としては、例えば、樹脂フィルムや紙からなる基材シートとシーラントフィルムとが積層されてなる積層フィルムから構成される包装袋が広く使用されている。また、内容物の酸素による劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルムをさらに積層したり、基材シートにガスバリア性を付与したりして、積層フィルムの透過性を低下させている。
一方で、内容物に接するシーラントフィルム(特に、ポリオレフィン系フィルム等)に、内容物(特に薬効成分、香気成分など)が吸着または吸収され、これにより内容物の量が減少したり、品質が劣化するという問題もある(例えば、特開2015-137130号公報(特許文献1)参照)。
なお、特開2010-6985号公報(特許文献2)には、ジシクロペンタジエン系化合物由来の構造単位、テトラシクロドデセン系化合物由来の構造単位ならびにノルボルネン系化合物由来の構造単位を特定の割合で含む開環共重合体の水素添加物が製造時の溶液安定性に優れ、また、この水素添加物を樹脂成分として含む成形材料が高透明性、高防湿性、および適度な耐熱性を有することが開示されている。
シーラントフィルムへの内容物の吸着または吸収を抑制するために、シーラントフィルムの材料として、EVOH(エチレン・ビニルアルコール共重合樹脂)、PET(ポリエチレンテレフタレート)系樹脂、ポリアクリロニトリル(PAN)などの薬効成分、香気成分等の内容物が吸着または吸収され難い低吸着性の材料を使用することが検討されている。しかしながら、これらの材料は、低温シール性に劣ったり、シール強度が不足したりするという問題があった。
本発明は、上記の課題に鑑みてなされたものであり、低吸着性に優れ、かつ十分な低温シール性とシール強度を有するシーラントフィルムを提供することを目的とする。
[1]
ポリオレフィンを主成分として含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下である、シーラントフィルム。
ポリオレフィンを主成分として含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下である、シーラントフィルム。
[2]
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)を含む、[1]に記載のシーラントフィルム。
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)を含む、[1]に記載のシーラントフィルム。
[3]
前記ポリシクロオレフィンのガラス転移温度が40℃以上である、[1]または[2]に記載のシーラントフィルム。
前記ポリシクロオレフィンのガラス転移温度が40℃以上である、[1]または[2]に記載のシーラントフィルム。
[4]
前記ジシクロペンタジエン系化合物はトリシクロ[5.2.1.02,6]デカ-3,8-ジエン(ジシクロペンタジエンと同義)もしくはその誘導体であり、前記テトラシクロドデセン系化合物はテトラシクロ[4.4.0.12,5.17,10]-3-ドデセンもしくはその誘導体であり、前記ノルボルネン系化合物はビシクロ[2.2.1]ヘプタ-2-エンもしくはその誘導体である、[1]~[3]のいずれかに記載のシーラントフィルム。
前記ジシクロペンタジエン系化合物はトリシクロ[5.2.1.02,6]デカ-3,8-ジエン(ジシクロペンタジエンと同義)もしくはその誘導体であり、前記テトラシクロドデセン系化合物はテトラシクロ[4.4.0.12,5.17,10]-3-ドデセンもしくはその誘導体であり、前記ノルボルネン系化合物はビシクロ[2.2.1]ヘプタ-2-エンもしくはその誘導体である、[1]~[3]のいずれかに記載のシーラントフィルム。
[5]
前記ポリシクロオレフィンは、前記ジシクロペンタジエン系化合物、前記テトラシクロドデセン系化合物および前記ノルボルネン系化合物から選択される2種以上の化合物の開環メタセシス重合体であり、炭素-炭素二重結合が水素化されている、[1]~[4]のいずれかに記載のシーラントフィルム。
前記ポリシクロオレフィンは、前記ジシクロペンタジエン系化合物、前記テトラシクロドデセン系化合物および前記ノルボルネン系化合物から選択される2種以上の化合物の開環メタセシス重合体であり、炭素-炭素二重結合が水素化されている、[1]~[4]のいずれかに記載のシーラントフィルム。
[6]
基材シートと、
[1]~[5]のいずれかに記載のシーラントフィルムと、を積層してなる積層フィルム。
基材シートと、
[1]~[5]のいずれかに記載のシーラントフィルムと、を積層してなる積層フィルム。
[7]
さらに、ガスバリアフィルムを前記基材シートと前記シーラントフィルムとの間に積層してなる、[6]に記載の積層フィルム。
さらに、ガスバリアフィルムを前記基材シートと前記シーラントフィルムとの間に積層してなる、[6]に記載の積層フィルム。
[8]
厚みが100μm以下である、[6]または[7]に記載の積層フィルム。
厚みが100μm以下である、[6]または[7]に記載の積層フィルム。
[9]
[6]~[8]のいずれかに記載の積層フィルムを、前記シーラントフィルム同士が融着されるようにシールされてなる、包装袋。
[6]~[8]のいずれかに記載の積層フィルムを、前記シーラントフィルム同士が融着されるようにシールされてなる、包装袋。
[10]
ポリオレフィンを含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下であり、
前記ポリオレフィン層の厚みが10μm以上40μm以下であり、
前記ポリシクロオレフィン層の厚みが5μm以上20μm以下である、シーラントフィルム。
ポリオレフィンを含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下であり、
前記ポリオレフィン層の厚みが10μm以上40μm以下であり、
前記ポリシクロオレフィン層の厚みが5μm以上20μm以下である、シーラントフィルム。
[11]
前記ポリオレフィン層は、前記シーラントフィルムの質量に対して50質量%以下の前記ポリシクロオレフィンを含む、[10]に記載のシーラントフィルム。
前記ポリオレフィン層は、前記シーラントフィルムの質量に対して50質量%以下の前記ポリシクロオレフィンを含む、[10]に記載のシーラントフィルム。
[12]
ポリオレフィンを含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下であり、
前記ポリシクロオレフィン層の厚み(T2)が5μm以上10μm以下であり、
前記ポリシクロオレフィン層の厚み(T2)に対する前記ポリオレフィン層の厚み(T1)の比率(a)が、3以上9以下である、シーラントフィルム。
ポリオレフィンを含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下であり、
前記ポリシクロオレフィン層の厚み(T2)が5μm以上10μm以下であり、
前記ポリシクロオレフィン層の厚み(T2)に対する前記ポリオレフィン層の厚み(T1)の比率(a)が、3以上9以下である、シーラントフィルム。
本発明によれば、低吸着性に優れ、かつ十分な低温シール性とシール強度を有するシーラントフィルムを提供することができる。
以下、本発明の実施形態について、図面を参照して説明する。なお、図面において、同一の参照符号は、同一部分または相当部分を表す。
<シーラントフィルムI>
[実施形態1]
図1を参照して、本実施形態のシーラントフィルム1は、ポリオレフィン層11(基材シート側)とポリシクロオレフィン層12(シール側)との2層からなるシーラントフィルムである。
[実施形態1]
図1を参照して、本実施形態のシーラントフィルム1は、ポリオレフィン層11(基材シート側)とポリシクロオレフィン層12(シール側)との2層からなるシーラントフィルムである。
(ポリオレフィン層:基材シート側)
ポリオレフィン層11は、ポリオレフィンを主成分として含む。なお、「主成分として含む」とは、例えば、ポリオレフィン層11の全量に対してポリオレフィンの含有量が50質量%より多いことであり、ポリオレフィンの含有量は、好ましくは80質量%以上、より好ましくは90質量%以上である(以下、同様)。
ポリオレフィン層11は、ポリオレフィンを主成分として含む。なお、「主成分として含む」とは、例えば、ポリオレフィン層11の全量に対してポリオレフィンの含有量が50質量%より多いことであり、ポリオレフィンの含有量は、好ましくは80質量%以上、より好ましくは90質量%以上である(以下、同様)。
ポリオレフィンとしては、ポリエチレンを好適に用いることができる。ポリエチレンとしては、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)などを好適に用いることができる。
(ポリシクロオレフィン層:シール側)
ポリシクロオレフィン層12は、ポリシクロオレフィンを主成分として含む。なお、特許文献2に開示されるような他の高分子材料、各種添加剤などを配合してもよい。
ポリシクロオレフィン層12は、ポリシクロオレフィンを主成分として含む。なお、特許文献2に開示されるような他の高分子材料、各種添加剤などを配合してもよい。
ポリシクロオレフィンは、ジシクロペンタジエン系化合物、テトラシクロドデセン系化合物、および、ノルボルネン系化合物から選択される2種以上の化合物(シクロオレフィンモノマー)に由来する構造単位を含む。すなわち、ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含む。
好ましくは、ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)を含む。
ポリシクロオレフィンが、構造単位(A)、(B)および(C)を含む場合、ジシクロペンタジエン系化合物由来の構造単位(A)の比率は、好ましくは5~80モル%である。テトラシクロドデセン系化合物由来の構造単位(B)の比率は、好ましくは10~90モル%である。ノルボルネン系化合物由来の構造単位(C)の比率は、好ましくは5~50モル%である。なお、これらの比率は、構造単位(A)、(B)および(C)の合計を100モル%としたときの比率である。この場合でも、ポリシクロオレフィンは、構造単位(A)、(B)および(C)以外の構造単位を本発明の効果が損なわれない範囲で含んでいてもよい。
ジシクロペンタジエン系化合物としては、例えば、ジシクロペンタジエン(トリシクロ[5.2.1.02,6]デカ-3,8-ジエン)およびその誘導体などが挙げられる。ジシクロペンタジエンの誘導体としては、例えば、2-メチルジシクロペンタジエン、2,3-ジメチルジシクロペンタジエン、2,3-ジヒドロキシジシクロペンタジエンなどが挙げられる。
また、ジシクロペンタジエン系化合物由来の構造単位(A)としては、例えば、ジシクロペンタジエンに由来する構造単位が挙げられる。
テトラシクロドデセン系化合物としては、例えば、テトラシクロ[4.4.0.12,5.17,10]-3-ドデセンおよびその誘導体が挙げられる。テトラシクロ[4.4.0.12,5.17,10]-3-ドデセンの誘導体としては、例えば、8-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、8-エチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、8-エチリデンテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、8,9-ジメチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、8-エチル-9-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、8-エチリデン-9-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、8-メチル-8-カルボキシメチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセンなどが挙げられる。
また、テトラシクロドデセン系化合物由来の構造単位(B)としては、例えば、テトラシクロ[4.4.0.12,5.17,10]-3-ドデセンに由来する構造単位が挙げられる。
ノルボルネン系化合物としては、例えば、ビシクロ[2.2.1]ヘプタ-2-エン(慣用名:ノルボルネン)およびその誘導体が挙げられる。ビシクロ[2.2.1]ヘプタ-2-エンの誘導体としては、例えば、5-メチル-ビシクロ[2.2.1]ヘプタ-2-エン、5,5-ジメチル-ビシクロ[2.2.1]ヘプタ-2-エン、5-エチル-ビシクロ[2.2.1]ヘプタ-2-エン、5-エチリデン-ビシクロ[2.2.1]ヘプタ-2-エン、5-ビニル-ビシクロ[2.2.1]ヘプタ-2-エン、5-プロペニルビシクロ[2.2.1]ヘプタ-2-エン、5-メトキシカルボニル-ビシクロ[2.2.1]ヘプタ-2-エン、5-シアノビシクロ[2.2.1]ヘプタ-2-エン、5-メチル-5メトキシカルボニル-ビシクロ[2.2.1]ヘプタ-2-エンなどが挙げられる。
また、ノルボルネン系化合物由来の構造単位(C)としては、例えば、ビシクロ[2.2.1]ヘプタ-2-エンに由来する構造単位が挙げられる。
ポリシクロオレフィンは、好ましくは、上記のシクロオレフィンモノマーを開環メタセシス共重合し、その後C-C二重結合を水素化することで得られるものである。このようなポリシクロオレフィンの製造は、特許文献2に基づいて実施することができる。
また、ポリシクロオレフィンのガラス転移温度(Tg)は、80℃以下であり、好ましくは75℃以下である。この場合、非吸着性に加えて、適正なシール強度と低温シール性を有するシーラントフィルムを得ることができる。なお、Tgは、JIS K7121に基づいて測定することができる。
なお、ポリシクロオレフィンのTgが室温と同じになるとシーラントフィルムが溶融してしまう虞があるため、ポリシクロオレフィンのTgは、好ましくは40℃以上であり、より好ましくは50℃以上である。
シーラントフィルム1は、例えば、上記のポリオレフィン層(フィルム状半成形体)とポリシクロオレフィン層(フィルム状半成形体)とを2層共押出しすることにより2層構造のフィルムとして作製することができる。シーラントフィルム1の厚みは、好ましくは100μm以下である。また、シーラントフィルム1の厚みは、好ましくは10μm以上である。
本実施形態のシーラントフィルム1は、上記のような特定の2種以上のシクロオレフィンモノマーに由来する構造単位を含むポリシクロオレフィンから構成される層を備えることにより、内容物(薬効成分、香気成分など)の吸着または吸収が抑制された非吸着性のものであり、かつ十分なシール強度と低温シール性も備えている。
なお、シーラントフィルム1を構成するポリオレフィン層11は、フィルムを柔軟性にする役割を有している。ジシクロペンタジエン系化合物、テトラシクロドデセン系化合物およびノルボルネン系化合物から選択される2種以上の化合物の開環メタセシス重合体からなるポリシクロオレフィン層は単層だと、フィルムがかたく、コロナ処理や製膜が困難であり、包装袋として製造することが非常に難しい。そこで、ポリオレフィン層11をポリシクロオレフィン層12に隣接して用いることで、処理性、製膜適性を向上させることで包装袋として製造することが可能になった。
低温シール性に関して、具体的には、例えば、シーラントフィルムのシール強度の立上り温度(シール可能な最低温度の指標)は、120℃以下であることが好ましい。なお、シール強度の立上り温度は、温度に水準を採りJIS Z0238により測定される。
シール強度に関して、具体的には、シーラントフィルムのシール強度は、140℃、0.2MPa、1.0秒のシール条件で、5.0N/15mm以上であることが好ましい。なお、シール強度は、JIS Z0238により測定される。
また、本実施形態のシーラントフィルムは、防湿性にも優れている。防湿性に関して、具体的には、シーラントフィルムとノンバリア性の基材シートとを貼り合わせてなる厚さ50μm以下の積層フィルムの水蒸気透過度は、5.0g/(m2・24h)以下であることが好ましい。なお、透湿度(水蒸気透過度)は、JIS K7129Aに基づいて、40℃、90%RHの条件で測定される。
[実施形態2]
図2を参照して、本実施形態のシーラントフィルムは、ポリオレフィンとポリシクロオレフィンとのブレンド樹脂からなるブレンド層13を、ポリオレフィン層11とポリシクロオレフィン層12との間に備える点以外は、実施形態1と同様である。
図2を参照して、本実施形態のシーラントフィルムは、ポリオレフィンとポリシクロオレフィンとのブレンド樹脂からなるブレンド層13を、ポリオレフィン層11とポリシクロオレフィン層12との間に備える点以外は、実施形態1と同様である。
ブレンド層13は、長尺状のポリシクロオレフィン層12を作製する際に、トリミングによってカットされる両端部のポリシクロオレフィン材料などを再利用したものであることが好ましい。すなわち、ブレンド層13は、再生ポリシクロオレフィンとポリオレフィンとのブレンド樹脂から構成されることが好ましい。
このようなブレンド層13を設けることにより、ブレンド層13が無い場合に比べてポリシクロオレフィン層12の厚みを薄くしても、同等の効果を得ることができる。したがって、比較的高価な材料であるポリシクロオレフィンの原料コストを低減することができる。
<積層フィルムI>
[実施形態3]
図3を参照して、本実施形態の積層フィルム2(包装材料)は、実施形態1のシーラントフィルム1と、接着層41と、基材シート31と、がこの順に積層されてなる積層フィルムである。
[実施形態3]
図3を参照して、本実施形態の積層フィルム2(包装材料)は、実施形態1のシーラントフィルム1と、接着層41と、基材シート31と、がこの順に積層されてなる積層フィルムである。
基材シート31としては、機械的強度や寸法安定性を有するものであれば特に限定されないが、プラスチックフィルム、紙、不織布などが使用できる。プラスチックフィルムの構成材料としては、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレートなどのポリエステル、ポリプロピレンなどのポリオレフィン、ポリスチレン、6-ナイロンなどのポリアミド、ポリカーボネート、ポリアクリロニトリル、ポリイミドなどが挙げられる。プラスチックフィルムは、好ましくは二軸延伸されたフィルムである。なお、本実施形態において、基材シート31は、PETフィルムである。
接着層41を構成する接着剤としては、特に限定されないが、ドライラミネート用接着剤を好適に用いることができる。ドライラミネート用接着剤としては、二液硬化型ウレタン系接着剤、ポリエステルウレタン系接着剤、ポリエーテルウレタン系接着剤、アクリル系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、エポキシ系接着剤などが挙げられる。尚、このような接着剤を用いてシーラントフィルム1とガスバリアフィルム6とを貼り合わせる方法としては、ドライラミネート法が挙げられる。
上記接着剤の中では、優れた接着力と内容物の化学成分で接着力が低下し難い二液硬化型接着剤を好適に用いることができる。二液硬化型接着剤は、主剤と硬化剤からなるものであり、例えば、ポリエステルポリオールと多官能ポリイソシアネートからなる二液硬化型接着剤が挙げられる。
なお、上記の接着剤層の代わりに、アンカーコート剤(二液硬化型ウレタン接着剤、ポリアリルアミン等)などを用いてもよい。
本実施形態の積層フィルムは、実施形態1のシーラントフィルムを備えることにより、実施形態1と同様に、内容物(薬効成分、香気成分など)の吸着または吸収が抑制された非吸着性のものであり、かつ十分なシール強度と低温シール性も備えており、また、防湿性にも優れている。なお、以下の実施形態4~10においても、実施形態1のシーラントフィルムを備えることにより、同様の効果が奏される。
[実施形態4]
図4を参照して、本実施形態の積層フィルム2は、実施形態1のシーラントフィルム1と、押出しPE層51と、アンカーコート層43と、基材シート31(PETフィルム)と、がこの順に積層されてなる積層フィルムである。
図4を参照して、本実施形態の積層フィルム2は、実施形態1のシーラントフィルム1と、押出しPE層51と、アンカーコート層43と、基材シート31(PETフィルム)と、がこの順に積層されてなる積層フィルムである。
基材シート31の一方の面に、アンカーコート剤(二液硬化型ウレタン接着剤、ポリアリルアミン等)を塗布することでアンカーコート層43を形成し、PEを溶融させ基材シート31およびシーラントフィルム1と共押出しすることにより、積層フィルム2を作製することができる。
[実施形態5]
図5を参照して、本実施形態の積層フィルムは、内容物の酸素ガスによる劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルム6が中間に積層されている点以外は、実施形態3と同様である。ただし、アルミニウム箔などのガスバリアフィルム6をシーラントフィルム1に接着するための接着層42を有している。
図5を参照して、本実施形態の積層フィルムは、内容物の酸素ガスによる劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルム6が中間に積層されている点以外は、実施形態3と同様である。ただし、アルミニウム箔などのガスバリアフィルム6をシーラントフィルム1に接着するための接着層42を有している。
ガスバリアフィルム6としては、例えば、アルミニウム箔が挙げられる。他にも、アルミニウム蒸着膜を有するフィルム、無機酸化物蒸着膜を有するフィルムなどが使用できる。具体的には、例えば、ポリエステルフィルム、ポリプロピレンフィルム、ナイロンフィルムなどの延伸フィルムにアルミニウム蒸着膜または無機酸化物蒸着膜を形成したものが使用できる。また、ガスバリアフィルム6として、エチレン・ビニルアルコール共重合体のフィルムも使用できる。
接着層42を構成する接着剤としては、上記接着層41と同様の材料を用いることができる。なお、接着層41を構成する接着剤と接着層42を構成する接着剤とは、同じ成分であってもよく、異なる成分であってもよい。
[実施形態6]
図6を参照して、本実施形態の積層フィルムは、接着層42に代えて、押出しPE層51およびアンカーコート層43が積層される点以外は、実施形態5と同様の積層フィルムである。
図6を参照して、本実施形態の積層フィルムは、接着層42に代えて、押出しPE層51およびアンカーコート層43が積層される点以外は、実施形態5と同様の積層フィルムである。
[実施形態7]
図7を参照して、本実施形態の積層フィルムは、接着層41に代えて、押出しPE層51が積層される点以外は、実施形態5と同様の積層フィルムである。
図7を参照して、本実施形態の積層フィルムは、接着層41に代えて、押出しPE層51が積層される点以外は、実施形態5と同様の積層フィルムである。
[実施形態8]
図8を参照して、本実施形態の積層フィルムは、接着層41に代えて、押出しPE層51が積層され、また、接着層42に代えて、押出しPE層52およびアンカーコート層43が積層される点以外は、実施形態5と同様の積層フィルムである。
図8を参照して、本実施形態の積層フィルムは、接着層41に代えて、押出しPE層51が積層され、また、接着層42に代えて、押出しPE層52およびアンカーコート層43が積層される点以外は、実施形態5と同様の積層フィルムである。
[実施形態9]
図9を参照して、本実施形態の積層フィルムは、基材シート33がガスバリア性を有する点以外は、実施形態3と同様の積層フィルムである。なお、本実施形態において、基材シート33は、ガスバリア性を有するPE系樹脂フィルムである。
図9を参照して、本実施形態の積層フィルムは、基材シート33がガスバリア性を有する点以外は、実施形態3と同様の積層フィルムである。なお、本実施形態において、基材シート33は、ガスバリア性を有するPE系樹脂フィルムである。
[実施形態10]
図10を参照して、本実施形態の積層フィルムは、接着層41に代えて、押出しPE層51およびアンカーコート層43が積層される点以外は、実施形態9と同様の積層フィルムである。
図10を参照して、本実施形態の積層フィルムは、接着層41に代えて、押出しPE層51およびアンカーコート層43が積層される点以外は、実施形態9と同様の積層フィルムである。
<包装袋I>
上記のようにして形成された積層フィルムを用い、所望の形状に製袋し包装袋を形成する。例えば、ピロータイプの包装袋、カゼットタイプの包装袋、自立タイプの包装袋など(特許文献1参照)を、目的(包装袋のデザイン、内容量や使い易さなど)に応じて作製すればよい。このような包装袋は、上記の積層フィルムの少なくとも2枚が、シーラントフィルム同士が融着されるように少なくとも一部でシールされてなる。
上記のようにして形成された積層フィルムを用い、所望の形状に製袋し包装袋を形成する。例えば、ピロータイプの包装袋、カゼットタイプの包装袋、自立タイプの包装袋など(特許文献1参照)を、目的(包装袋のデザイン、内容量や使い易さなど)に応じて作製すればよい。このような包装袋は、上記の積層フィルムの少なくとも2枚が、シーラントフィルム同士が融着されるように少なくとも一部でシールされてなる。
内容物としては、例えば、医薬品、医薬部外品、食品、飲料などが挙げられる。本実施形態の包装袋は、特に薬効成分、香気成分など(包装袋に吸着または吸収され易い成分、または、包装袋に吸着または吸収されることが問題となる成分)を含有する内容物について、好適に使用することができる。具体的には、本実施形態の包装袋は、例えば、薬効成分を含んだ経皮吸収剤または洗口液、香料などの香気成分を含んだ化粧品、コーヒーなどを収容するために好適に用いることができる。
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
(実施例1)
実施形態3と同様に、基材シートと実施形態1のシーラントフィルムとを2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、積層フィルムを作製した。
実施形態3と同様に、基材シートと実施形態1のシーラントフィルムとを2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、積層フィルムを作製した。
基材シート(PET)の厚みは12μmであり、シーラントフィルムの厚みは30μmである。なお、接着層の厚みは無視できる。
シーラントフィルムは、ポリオレフィン層およびポリシクロオレフィン層からなり、ポリオレフィン層の厚みは10μmであり、ポリシクロオレフィン層の厚みは20μmである。
基材シートは、ポリエチレンテレフタレート(PET)からなる。また、ポリオレフィン層は、直鎖状低密度ポリエチレン(LLDPE)からなる。ポリシクロオレフィン層は、下記のポリシクロオレフィンAからなる。
ポリシクロオレフィンA:
トリシクロ[5.2.1.02,6]デカ-3,8-ジエン、
テトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
トリシクロ[5.2.1.02,6]デカ-3,8-ジエン、
テトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
(実施例2)
シーラントフィルムにおいて、ポリオレフィン層の厚みを15μmとし、ポリシクロオレフィン層の厚みを15μmとした以外は、実施例1と同様にして、積層フィルムを作成した。
シーラントフィルムにおいて、ポリオレフィン層の厚みを15μmとし、ポリシクロオレフィン層の厚みを15μmとした以外は、実施例1と同様にして、積層フィルムを作成した。
(実施例3)
シーラントフィルムにおいて、ポリオレフィン層の厚みを20μmとし、ポリシクロオレフィン層の厚みを10μmとした以外は、実施例1と同様にして、積層フィルムを作成した。
シーラントフィルムにおいて、ポリオレフィン層の厚みを20μmとし、ポリシクロオレフィン層の厚みを10μmとした以外は、実施例1と同様にして、積層フィルムを作成した。
(実施例4)
シーラントフィルムを構成するポリオレフィン層と、ブレンド層(ポリオレフィンとポリシクロオレフィンとのブレンド樹脂を主成分として含む層)と、ポリシクロオレフィン層とを順に積層してなる3層構造のフィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。なお、ポリオレフィン層の厚み、ブレンド層の厚み、ポリシクロオレフィン層の厚みは、全て10μmである。
シーラントフィルムを構成するポリオレフィン層と、ブレンド層(ポリオレフィンとポリシクロオレフィンとのブレンド樹脂を主成分として含む層)と、ポリシクロオレフィン層とを順に積層してなる3層構造のフィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。なお、ポリオレフィン層の厚み、ブレンド層の厚み、ポリシクロオレフィン層の厚みは、全て10μmである。
(実施例5)
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンBを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンBを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
ポリシクロオレフィンB:
2-メチルジシクロペンタジエン、
8-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
5-メチル-ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
2-メチルジシクロペンタジエン、
8-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
5-メチル-ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
(実施例6)
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンCを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンCを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
ポリシクロオレフィンC:
2,3-ジメチルジシクロペンタジエン、
8-エチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
5,5-ジメチル-ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
2,3-ジメチルジシクロペンタジエン、
8-エチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
5,5-ジメチル-ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
(実施例7)
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンDを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンDを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
ポリシクロオレフィンD:
2,3-ジヒドロキシジシクロペンタジエン、
8-エチリデンテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
5-エチル-ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
2,3-ジヒドロキシジシクロペンタジエン、
8-エチリデンテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
5-エチル-ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体。
(比較例1)
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンEを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンEを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
ポリシクロオレフィンE:
ジシクロペンタジエン、および、
テトラシクロドデセン(テトラシクロ[6.2.1.13,6.02,7]ドデカ‐4‐エン)
からなる2種のシクロオレフィンモノマーの2元共重合体。
ジシクロペンタジエン、および、
テトラシクロドデセン(テトラシクロ[6.2.1.13,6.02,7]ドデカ‐4‐エン)
からなる2種のシクロオレフィンモノマーの2元共重合体。
(比較例2)
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンFを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムのポリシクロオレフィン層を構成するポリシクロオレフィンとして、下記のポリシクロオレフィンFを用いた点以外は、実施例1と同様にして、積層フィルムを作製した。
ポリシクロオレフィンF:
2-メチルジシクロペンタジエン、および、
8-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン
からなる2種のシクロオレフィンモノマーの2元共重合体。
2-メチルジシクロペンタジエン、および、
8-メチルテトラシクロ[4.4.0.12,5.17,10]-3-ドデセン
からなる2種のシクロオレフィンモノマーの2元共重合体。
(比較例3)
シーラントフィルムがPET系化合物(PET1:PET-G:タマポリ株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムがPET系化合物(PET1:PET-G:タマポリ株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
(比較例4)
シーラントフィルムがPET系化合物(PET2:帝人株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムがPET系化合物(PET2:帝人株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
(比較例5)
シーラントフィルムがPET系化合物(PET3:東洋紡株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムがPET系化合物(PET3:東洋紡株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
(比較例6)
シーラントフィルムがEVOH(エチレンの構造単位の比率:47モル%)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムがEVOH(エチレンの構造単位の比率:47モル%)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
(比較例7)
シーラントフィルムがPAN(タマポリ株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
シーラントフィルムがPAN(タマポリ株式会社製)からなる単層フィルムである点以外は、実施例1と同様にして、積層フィルムを作製した。
<評価試験1>
評価試験1として、非吸着性の評価を行った。
評価試験1として、非吸着性の評価を行った。
具体的には、実施例1~7および比較例1~7の各々の積層フィルムを所定の形状にカットし、2枚の積層フィルムをシーラントフィルム同士が接触するように重ねた状態で製袋機に載置し、所定の領域をシールすることで、3方製袋タイプの包装袋を作成した。尚、この時点では、包装袋の上端(天シール部)は、内容物を充填するために未だシールされていない。
次に上記包装袋の上端より、ツロブテロール(277mg/m2)、l-メントール(2543mg/m2)、サリチル酸メチル(2801mg/m2)、および、DL-カンファー(552mg/m2)のいずれかを窒素雰囲気下で充填し、包装袋の上端(天シール部)をシールすることで、内容物を密封した。なお、これら各成分は、一般にシーラントフィルムに吸着されやすい成分である。
上記のようにして内容物が収容された包装袋を、40℃に維持された恒温槽内で1、3または6ヶ月間保存した。保存後に包装袋を開封して、シーラントフィルム中のみからエタノール抽出により各成分を抽出し、抽出された各成分の量を高速液体クロマトグラフィーを用いて測定した。その測定値を基に、初期量に対する各保存期間後の残存量の比率を薬剤残存率(%)として算出した。薬剤残存率の測定結果を表1に示す。
<評価試験2>
評価試験2として、シール強度の評価を行った。
評価試験2として、シール強度の評価を行った。
具体的には、実施例1~7および比較例1~7の各々の積層フィルムを、シーラントフィルムを内側にしてシールした。シール条件は、シール温度を140℃、シール圧を0.2MPa、シール時間を1.0秒とした。シールされた2枚の積層フィルムの剥離強度(N/15mm)を、短冊状にカットした積層フィルムについて、JIS Z0238に基づいて測定した。剥離強度(シール強度)の測定結果を表1に示す。
<評価試験3>
評価試験3として、低温シール性の評価を行った。
評価試験3として、低温シール性の評価を行った。
具体的には、実施例1~7および比較例1~7の各々の積層フィルムを、シール条件を、シール圧:0.2MPa、シール時間:1.0秒として、シール温度を変化させて、評価試験2と同様にシールした。そして、シール強度が増加し始める温度をJIS Z0238に基づいて、シール立上り温度として求めた。
<評価試験4>
評価試験4として、防湿性の評価を行った。
評価試験4として、防湿性の評価を行った。
具体的には、実施例1~7および比較例1~7の各々の積層フィルムについて、JIS K7129(A法)に基づいて、温度40℃、湿度90%RHの条件下で水蒸気透過度テスター(LYSSY社製:L80-5000型)を用いて、透湿度を測定した。透湿度の測定結果を表1に示す。なお、透湿度の値が低いものほど、水蒸気透過性が低く、防湿性が高い。
以上の評価試験1~4の結果を表1に示す。なお、実施例1~7および比較例1~7に用いた各シーラントフィルム(実施例1~7についてはポリシクロオレフィン層)について、示差走査熱量分析計を用いてJIS K 7121に基づいて測定したガラス転移温度(Tg)を合わせて表1に示す。

表1の結果から、2種以上の特定のシクロオレフィンポリマーの共重合体であり、ガラス転移温度(Tg)が80℃以下であるポリシクロオレフィンを含むポリシクロオレフィン層と、ポリオレフィン層との積層体であるシーラントフィルムを用いた実施例1~7の積層フィルムは、非吸着性に優れ、かつ、適正なシール強度と低温シール性を有し、さらに防湿性も有していることが分かる。
これに対して、Tgが80℃を超えるポリシクロオレフィンを用いた比較例1および2では、シール強度が低く、シール立上り温度が高くなることが分かる。また、シーラントフィルムとしてPET系化合物から構成される単層フィルムを用いた比較例3~5では、透湿度が高くなり、比較例4では、さらにシール強度が低く、シール立上り温度が高くなることが分かる。また、シーラントフィルムとしてEVOHから構成される単層フィルムを用いた比較例6では、シール強度が低く、シール立上り温度が高くなり、透湿度も高くなることが分かる。また、シーラントフィルムとしてPANから構成される単層フィルムを用いた比較例7では、透湿度が極めて高くなることが分かる。
<シーラントフィルムII>
上記のシーラントフィルムIは、包装袋として使用される際に内容物のγ線滅菌(γ線照射)によって、変色(黄変、青みがかる変色等)、臭気(エチレンガス臭等)の発生などの物性変化が起こる場合があることが判明した。
上記のシーラントフィルムIは、包装袋として使用される際に内容物のγ線滅菌(γ線照射)によって、変色(黄変、青みがかる変色等)、臭気(エチレンガス臭等)の発生などの物性変化が起こる場合があることが判明した。
そこで、低吸着性に優れ、十分なシール強度を有し、かつ、γ線照射による物性変化が抑制されたシーラントフィルムを提供するためにさらに検討を行った。
以下、図面を参照して説明する。なお、シーラントフィルムI、積層フィルムIおよび包装袋Iと重複する説明はここでは省略する。
[実施形態2-1]
図1を参照して、本実施形態のシーラントフィルム1は、ポリオレフィン層11(基材シート側)とポリシクロオレフィン層12(シール側)との2層からなるシーラントフィルムである。
図1を参照して、本実施形態のシーラントフィルム1は、ポリオレフィン層11(基材シート側)とポリシクロオレフィン層12(シール側)との2層からなるシーラントフィルムである。
(ポリオレフィン層:基材シート側)
ポリオレフィン層11は、ポリオレフィンを含む。なお、ポリオレフィン層11の全量に対するポリオレフィンの含有量は、好ましくは50質量%以上であり、より好ましくは80質量%以上、さらに好ましくは90質量%以上である。
ポリオレフィン層11は、ポリオレフィンを含む。なお、ポリオレフィン層11の全量に対するポリオレフィンの含有量は、好ましくは50質量%以上であり、より好ましくは80質量%以上、さらに好ましくは90質量%以上である。
ポリオレフィンとしては、ポリエチレンを好適に用いることができる。ポリエチレンとしては、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)などを好適に用いることができる。
ポリオレフィン層は、ポリオレフィン以外の他の材料を含んでいてもよい。他の材料としては、例えば、後述するポリシクロオレフィン層の主成分と同様のポリシクロオレフィンが挙げられる。なお、ポリオレフィン層に含まれるポリシクロオレフィンは、ポリシクロオレフィン層の主成分であるポリシクロオレフィンと同種のポリシクロオレフィンであることが好ましい。
ポリオレフィン層がポリシクロオレフィンを含んでいる場合、シーラントフィルム1全体(ポリオレフィン層11およびポリシクロオレフィン層12の合計)の質量に対して、ポリオレフィン層11中に含まれるポリシクロオレフィンの質量が50質量%以下であることが好ましい。ポリシクロオレフィンの質量が50質量%を超えると、ガンマ線照射によって青みがかる変色が生じる可能性があるからである。
(ポリシクロオレフィン層:シール側)
ポリシクロオレフィン層12は、ポリシクロオレフィンを主成分として含む。なお、「主成分として含む」とは、例えば、ポリシクロオレフィン層12の全量に対してポリシクロオレフィンの含有量が50質量%より多いことであり、ポリシクロオレフィンの含有量は、好ましくは80質量%以上、より好ましくは90質量%以上である。また、特許文献2に開示されるような他の高分子材料、各種添加剤などを配合してもよい。
ポリシクロオレフィン層12は、ポリシクロオレフィンを主成分として含む。なお、「主成分として含む」とは、例えば、ポリシクロオレフィン層12の全量に対してポリシクロオレフィンの含有量が50質量%より多いことであり、ポリシクロオレフィンの含有量は、好ましくは80質量%以上、より好ましくは90質量%以上である。また、特許文献2に開示されるような他の高分子材料、各種添加剤などを配合してもよい。
本実施形態のシーラントフィルム1は、上記のような特定の2種以上のシクロオレフィンモノマーに由来する構造単位を含むポリシクロオレフィンから構成される層を備えることにより、内容物(薬効成分、香気成分など)の吸着または吸収が抑制された非吸着性のものであり、かつ十分なシール強度を備えている。
シール強度に関して、具体的には、シーラントフィルムのシール強度は、140℃、0.2MPa、1.0秒のシール条件で、5.0N/15mm以上であることが好ましい。なお、シール強度は、JIS Z0238により測定される。
本実施形態において、ポリオレフィン層11の厚みは、10μm以上40μm以下である。また、ポリシクロオレフィン層12の厚みは、5μm以上20μm以下である。ポリオレフィン層11の厚み、および、ポリシクロオレフィン層12の厚みをこのような範囲に設計することで、γ線照射による物性変化が抑制されたシーラントフィルム1を得ることができる。γ線照射による物性変化としては、例えば、変色(黄変または青みがかる変色)、臭気(エチレンガス臭等)の発生などが挙げられる。
なお、各層(ポリオレフィン層11およびポリシクロオレフィン層12)の厚みは、シーラントフィルムをカッター等で切断した後に、切断面を顕微鏡で観察することで、顕微鏡のスケールによって測定することができる。
<積層フィルムII>
[実施形態2-2]
図3を参照して、本実施形態の積層フィルム2(包装材料)は、実施形態2-1のシーラントフィルム1と、接着層41と、基材シート31と、がこの順に積層されてなる積層フィルムである。積層フィルムの厚みは好ましくは100μm以下である。
[実施形態2-2]
図3を参照して、本実施形態の積層フィルム2(包装材料)は、実施形態2-1のシーラントフィルム1と、接着層41と、基材シート31と、がこの順に積層されてなる積層フィルムである。積層フィルムの厚みは好ましくは100μm以下である。
本実施形態の積層フィルムは、実施形態2-1のシーラントフィルムを備えることにより、実施形態2-1と同様に、内容物(薬効成分、香気成分など)の吸着または吸収が抑制された非吸着性のものであり、十分なシール強度等も備え、かつ、γ線滅菌による物性変化が抑制されたものである。
[実施形態2-3]
図5を参照して、本実施形態の積層フィルムは、内容物の酸素ガスによる劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルム6が中間に積層されている。この点以外は、実施形態2-2と同様である。なお、アルミニウム箔などのガスバリアフィルム6をシーラントフィルム1に接着するための接着層42を有している。
図5を参照して、本実施形態の積層フィルムは、内容物の酸素ガスによる劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルム6が中間に積層されている。この点以外は、実施形態2-2と同様である。なお、アルミニウム箔などのガスバリアフィルム6をシーラントフィルム1に接着するための接着層42を有している。
<包装袋II>
上記のようにして形成された積層フィルムを用い、所望の形状に製袋し包装袋を形成する。例えば、ピロータイプの包装袋、カゼットタイプの包装袋、自立タイプの包装袋など(特許文献1参照)を、目的(包装袋のデザイン、内容量や使い易さなど)に応じて作製すればよい。このような包装袋は、上記の積層フィルムの少なくとも2枚が、シーラントフィルム同士が融着されるように少なくとも一部でシールされてなる。
上記のようにして形成された積層フィルムを用い、所望の形状に製袋し包装袋を形成する。例えば、ピロータイプの包装袋、カゼットタイプの包装袋、自立タイプの包装袋など(特許文献1参照)を、目的(包装袋のデザイン、内容量や使い易さなど)に応じて作製すればよい。このような包装袋は、上記の積層フィルムの少なくとも2枚が、シーラントフィルム同士が融着されるように少なくとも一部でシールされてなる。
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
(実施例2-1~2-12、比較例2-1~2-8)
実施形態2-3と同様に、基材シート31と、ガスバリアフィルム6と、実施形態2-1のシーラントフィルム1と、を2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、実施例2-1~2-12および比較例2-1~2-8の積層フィルム2を作製した。
実施形態2-3と同様に、基材シート31と、ガスバリアフィルム6と、実施形態2-1のシーラントフィルム1と、を2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、実施例2-1~2-12および比較例2-1~2-8の積層フィルム2を作製した。
基材シート31は、ポリエチレンテレフタレート(PET)からなる。また、ガスバリアフィルム6は、アルミニウム箔である。基材シート31の厚みは12μmであり、ガスバリアフィルム6の厚みは7μmである。
シーラントフィルム1は、ポリオレフィン層11およびポリシクロオレフィン層12からなり、ポリオレフィン層11の厚み、および、ポリシクロオレフィン層12の厚みは、表2に示すとおりである。
実施例2-1~2-10および比較例2-1~2-7において、ポリオレフィン(PO)層は、直鎖状低密度ポリエチレン(LLDPE)からなる。実施例2-11、2-12および比較例2-8において、ポリオレフィン層は、LLDPEおよび下記のポリシクロオレフィンAからなる。実施例2-11、2-12および比較例2-8において、シーラントフィルム1の全体の質量に対するポリシクロオレフィン(PCO)の含有量は、それぞれ50、30、60質量%である。
実施例2-1~2-12および比較例2-1~2-8において、ポリシクロオレフィン(PCO)層は、下記のポリシクロオレフィンAからなる。
ポリシクロオレフィンA:
トリシクロ[5.2.1.02,6]デカ-3,8-ジエン、
テトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体であり、これらのシクロオレフィンモノマーを開環メタセシス共重合し、その後C-C二重結合を水素化することで得られるものである。
ポリシクロオレフィンA:
トリシクロ[5.2.1.02,6]デカ-3,8-ジエン、
テトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体であり、これらのシクロオレフィンモノマーを開環メタセシス共重合し、その後C-C二重結合を水素化することで得られるものである。
<評価試験>
上記の実施例2-1~2-12および比較例2-1~2-8について、γ線照射の前後について以下の評価試験を行った。なお、γ線の照射量は、一般的なγ線殺菌時の照射量である15kGyとした。
上記の実施例2-1~2-12および比較例2-1~2-8について、γ線照射の前後について以下の評価試験を行った。なお、γ線の照射量は、一般的なγ線殺菌時の照射量である15kGyとした。
(評価試験2-1)
評価試験2-1として、測色による評価を行った。
評価試験2-1として、測色による評価を行った。
具体的には、実施例2-1~2-12および比較例2-1~2-8の各々の積層フィルムについて、測色計(「X-Rite」:ビデオジェット・エックスライト株式会社)を用いて、L値、a値およびb値を測定した。測定結果を表2に示す。
(評価試験2-2)
評価試験2-2として、「シール強度」の評価を行った。
評価試験2-2として、「シール強度」の評価を行った。
具体的には、実施例2-1~2-12および比較例2-1~2-8の各々の積層フィルムを、シーラントフィルムを内側にしてシールした。シール条件は、シール温度を170℃、シール圧を0.2MPa、シール時間を1.0秒とした。シールされた2枚の積層フィルムの剥離強度(N/15mm)を、短冊状にカットした積層フィルムについて、JIS Z0238に基づいて剥離強度(シール強度)を測定した。なお、シール強度は、シール強度曲線が安定した箇所で測定した。
(評価試験2-3)
評価試験2-3として、「ラミネート強度」の評価を行った。
評価試験2-3として、「ラミネート強度」の評価を行った。
具体的には、実施例2-1~2-12および比較例2-1~2-8の各々の積層フィルムを、シーラントフィルムとアルミニウム箔との間のラミネート強度を測定した。
以上の評価試験2-1~2-3の結果を表1に示す。なお、表2の最も右側の「評価」の欄において、「A」は、γ線照射による物性変化がないと判断されたことを示し、「NG」は、γ線照射による物性変化が生じたと判断されたことを示す。また、「備考」欄には、γ線照射による物性変化の内容を上記評価試験2-1~2-3以外の評価も含めて記載した。
なお、実施例2-1~2-12および比較例2-1~2-8に用いたポリシクロオレフィン層について、示差走査熱量分析計を用いてJIS K 7121に基づいて測定したガラス転移温度(Tg)は、70℃であった。
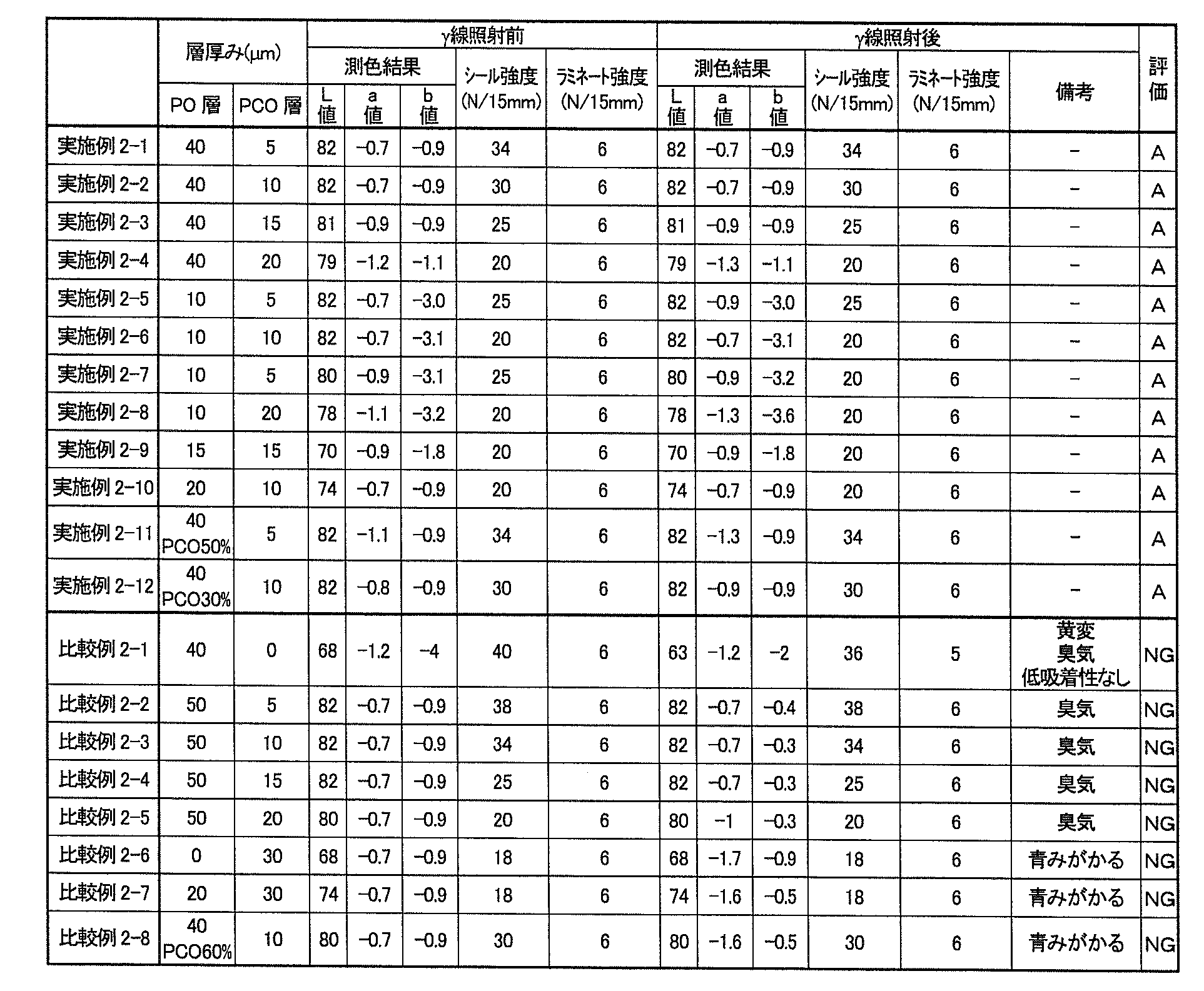
比較例2-1から分かるように、ポリシクロオレフィン(PCO)層が無い場合、γ線照射によって黄変、臭気の発生などが生じることが分かる。
なお、本発明者らの検討により、既に2種以上の特定のシクロオレフィンポリマーの共重合体であり、ガラス転移温度(Tg)が80℃以下であるポリシクロオレフィンを含むポリシクロオレフィン層と、ポリオレフィン層との積層体であるシーラントフィルムを用いた実施例2-1~2-12の積層フィルムは、非吸着性に優れ、かつ、適正なシール強度と低温シール性を有し、さらに防湿性も有していることが分かっている。しかし、比較例1のシーラントフィルムは、PCO層がないため、非吸着性(低吸着性)がないものであった。
また、ポリオレフィン(PO)層11の厚みが50μm(40μm超)である比較例2-2~2-5では、γ線照射により臭気が発生した。一方、PCO層の厚みが30μm(20μm超)である比較例2-6および2-7では、γ線照射よって青みがかる変色が生じた。
これに対して、ポリオレフィン層の厚みが10μm以上40μm以下であり、ポリシクロオレフィン層12の厚みが5μm以上20μm以下である、実施例2-1~2-10では、変色および臭気の発生は起こらなかった。
したがって、ポリオレフィン層の厚みが10μm以上40μm以下であり、ポリシクロオレフィン層12の厚みが5μm以上20μm以下である場合に、γ線照射による物性変化(変色(黄変または青みがかる変色)、臭気(エチレンガス臭等)の発生など)が抑制されたシーラントフィルム1を得ることができると考えられる。
また、ポリオレフィン層がポリシクロオレフィンを含んでいる場合、シーラントフィルム全体の質量に対して、ポリオレフィン層中に含まれるポリシクロオレフィンの含有量が60質量%(50質量%超)である比較例2-8では、γ線照射によって青みがかる変色が生じた。
これに対して、シーラントフィルム全体の質量に対して、ポリオレフィン層中に含まれるポリシクロオレフィンの含有量が50および30質量%(50質量%以下)である実施例2-11および2-12では、変色および臭気の発生は起こらなかった。
したがって、ポリオレフィン層がポリシクロオレフィンを含む場合、シーラントフィルム全体の質量に対して、ポリオレフィン層中に含まれるポリシクロオレフィンの質量が50質量%以下であることが好ましいと考えられる。
<シーラントフィルムIII>
上記のシーラントフィルムIは、包装袋として使用される際に要求されるMAX強度(23N/15mm以上)を満たさない場合があることが判明した。
上記のシーラントフィルムIは、包装袋として使用される際に要求されるMAX強度(23N/15mm以上)を満たさない場合があることが判明した。
そこで、低吸着性に優れ、かつ、23N/15mm以上のMAX強度を有するシーラントフィルムを提供するためにさらに検討を行った。
以下、図面を参照して説明する。なお、シーラントフィルムI、積層フィルムIおよび包装袋Iと重複する説明はここでは省略する。
[実施形態3-1]
図1を参照して、本実施形態のシーラントフィルム1は、ポリオレフィン層11(基材シート側)とポリシクロオレフィン層12(シール側)との2層からなるシーラントフィルムである。
図1を参照して、本実施形態のシーラントフィルム1は、ポリオレフィン層11(基材シート側)とポリシクロオレフィン層12(シール側)との2層からなるシーラントフィルムである。
(ポリオレフィン層:基材シート側)
ポリオレフィン層11は、ポリオレフィンを含む。なお、ポリオレフィン層11の全量に対するポリオレフィンの含有量は、好ましくは50質量%以上であり、より好ましくは80質量%以上、さらに好ましくは90質量%以上である。なお、ポリオレフィン層11は、ポリオレフィン以外の他の材料を含んでいてもよい。
ポリオレフィン層11は、ポリオレフィンを含む。なお、ポリオレフィン層11の全量に対するポリオレフィンの含有量は、好ましくは50質量%以上であり、より好ましくは80質量%以上、さらに好ましくは90質量%以上である。なお、ポリオレフィン層11は、ポリオレフィン以外の他の材料を含んでいてもよい。
ポリオレフィンとしては、ポリエチレンを好適に用いることができる。ポリエチレンとしては、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)などを好適に用いることができる。
(ポリシクロオレフィン層:シール側)
ポリシクロオレフィン層12は、ポリシクロオレフィンを主成分として含む。なお、「主成分として含む」とは、例えば、ポリシクロオレフィン層12の全量に対してポリシクロオレフィンの含有量が50質量%より多いことであり、ポリシクロオレフィンの含有量は、好ましくは80質量%以上、より好ましくは90質量%以上である。また、特許文献2に開示されるような他の高分子材料、各種添加剤などを配合してもよい。
ポリシクロオレフィン層12は、ポリシクロオレフィンを主成分として含む。なお、「主成分として含む」とは、例えば、ポリシクロオレフィン層12の全量に対してポリシクロオレフィンの含有量が50質量%より多いことであり、ポリシクロオレフィンの含有量は、好ましくは80質量%以上、より好ましくは90質量%以上である。また、特許文献2に開示されるような他の高分子材料、各種添加剤などを配合してもよい。
本実施形態のシーラントフィルム1は、上記のような特定の2種以上のシクロオレフィンモノマーに由来する構造単位を含むポリシクロオレフィンから構成される層を備えることにより、内容物(薬効成分、香気成分など)の吸着または吸収が抑制された非吸着性のものであり、かつ十分なシール強度を備えている。
本実施形態において、ポリシクロオレフィン層12の厚み(T2)は、5μm以上10μm以下である。また、ポリシクロオレフィン層12の厚み(T2)に対する前記ポリオレフィン層11の厚み(T1)の比率(a:T1/T2)が、3以上9以下である。
なお、各層(ポリオレフィン層11およびポリシクロオレフィン層12)の厚みは、シーラントフィルムをカッター等で切断した後に、切断面を顕微鏡で観察することで、顕微鏡のスケールによって測定することができる。
ポリオレフィン層11の厚み(T1)、および、ポリシクロオレフィン層12の厚み(T2)をこのような範囲に設計することで、低吸着性に優れ、かつ、23N/15mm以上のMAX強度を有するシーラントフィルム1を得ることができる。
ここで、MAX強度とは、初期シール強度等ではなく、シール強度曲線が最大に達し安定したときのシール強度である。レトルト規格(JIS Z0238)では、MAX強度が23N/15mm以上であることが定められている。なお、シール強度(MAX強度)は、JIS Z0238により測定することができる。
<積層フィルムIII>
[実施形態3-2]
図3を参照して、本実施形態の積層フィルム2(包装材料)は、実施形態3-1のシーラントフィルム1と、接着層41と、基材シート31と、がこの順に積層されてなる積層フィルムである。積層フィルムの厚みは好ましくは100μm以下である。
[実施形態3-2]
図3を参照して、本実施形態の積層フィルム2(包装材料)は、実施形態3-1のシーラントフィルム1と、接着層41と、基材シート31と、がこの順に積層されてなる積層フィルムである。積層フィルムの厚みは好ましくは100μm以下である。
本実施形態の積層フィルムは、実施形態3-1のシーラントフィルムを備えることにより、実施形態3-1と同様に、内容物(薬効成分、香気成分など)の吸着または吸収が抑制された非吸着性のものであり、十分なシール強度等も備え、かつ、23N/15mm以上のMAX強度を有するものである。
[実施形態3-3]
図5を参照して、本実施形態の積層フィルムは、内容物の酸素ガスによる劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルム6が中間に積層されている。この点以外は、実施形態3-2と同様である。なお、アルミニウム箔などのガスバリアフィルム6をシーラントフィルム1に接着するための接着層42を有している。
図5を参照して、本実施形態の積層フィルムは、内容物の酸素ガスによる劣化、内容物の外部放散による減少などを抑制するために、ガスバリアフィルム6が中間に積層されている。この点以外は、実施形態3-2と同様である。なお、アルミニウム箔などのガスバリアフィルム6をシーラントフィルム1に接着するための接着層42を有している。
<包装袋III>
上記のようにして形成された積層フィルムを用い、所望の形状に製袋し包装袋を形成する。例えば、ピロータイプの包装袋、カゼットタイプの包装袋、自立タイプの包装袋など(特許文献1参照)を、目的(包装袋のデザイン、内容量や使い易さなど)に応じて作製すればよい。このような包装袋は、上記の積層フィルムの少なくとも2枚が、シーラントフィルム同士が融着されるように少なくとも一部でシールされてなる。
上記のようにして形成された積層フィルムを用い、所望の形状に製袋し包装袋を形成する。例えば、ピロータイプの包装袋、カゼットタイプの包装袋、自立タイプの包装袋など(特許文献1参照)を、目的(包装袋のデザイン、内容量や使い易さなど)に応じて作製すればよい。このような包装袋は、上記の積層フィルムの少なくとも2枚が、シーラントフィルム同士が融着されるように少なくとも一部でシールされてなる。
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
(実施例3-1~3-5、比較例3-1~3-5)
実施形態3-2と同様に、基材シート31と、実施形態3-1のシーラントフィルム1と、を2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、実施例3-1~3-5および比較例3-1~3-5の積層フィルムを作製した。
実施形態3-2と同様に、基材シート31と、実施形態3-1のシーラントフィルム1と、を2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、実施例3-1~3-5および比較例3-1~3-5の積層フィルムを作製した。
基材シート31は、ポリエチレンテレフタレート(PET)からなる。基材シート31の厚みは12μmである。
シーラントフィルム1は、ポリオレフィン層11およびポリシクロオレフィン層12からなる。ポリオレフィン(PO)層は、直鎖状低密度ポリエチレン(LLDPE)からなる。
ポリシクロオレフィン(PCO)層は、下記のポリシクロオレフィンAからなる。
ポリシクロオレフィンA:
トリシクロ[5.2.1.02,6]デカ-3,8-ジエン、
テトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体であり、これらのシクロオレフィンモノマーを開環メタセシス共重合し、その後C-C二重結合を水素化することで得られるものである。
ポリシクロオレフィンA:
トリシクロ[5.2.1.02,6]デカ-3,8-ジエン、
テトラシクロ[4.4.0.12,5.17,10]-3-ドデセン、および、
ビシクロ[2.2.1]ヘプタ-2-エン
からなる3種のシクロオレフィンモノマーの3元共重合体であり、これらのシクロオレフィンモノマーを開環メタセシス共重合し、その後C-C二重結合を水素化することで得られるものである。
ポリオレフィン(PO)層11の厚み、および、ポリシクロオレフィン(PCO)層12の厚みは、表3に示すとおりである。
(実施例3-6~3-12、比較例3-6~3-12)
実施形態3-3と同様に、基材シート31と、ガスバリアフィルム6と、実施形態3-1のシーラントフィルム1と、を2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、実施例3-6~3-12および比較例3-6~3-12の積層フィルムを作製した。
実施形態3-3と同様に、基材シート31と、ガスバリアフィルム6と、実施形態3-1のシーラントフィルム1と、を2液硬化型ポリエステル、ポリウレタン接着剤を介して積層し、実施例3-6~3-12および比較例3-6~3-12の積層フィルムを作製した。
基材シート31は、ポリエチレンテレフタレート(PET)からなる。また、ガスバリアフィルム6は、アルミニウム箔である。基材シート31の厚みは12μmであり、ガスバリアフィルム6の厚みは7μmである。
シーラントフィルム1は、ポリオレフィン層11およびポリシクロオレフィン層12からなる。ポリオレフィン(PO)層は、直鎖状低密度ポリエチレン(LLDPE)からなる。
ポリシクロオレフィン(PCO)層は、上記のポリシクロオレフィンAからなる。
ポリオレフィン(PO)層11の厚み、および、ポリシクロオレフィン(PCO)層12の厚みは、表3に示すとおりである。
ポリオレフィン(PO)層11の厚み、および、ポリシクロオレフィン(PCO)層12の厚みは、表3に示すとおりである。
<評価試験3-1>
上記の実施例3-1~3-12および比較例3-1~3-12について、「シール強度」(MAX強度)の評価を行った。
上記の実施例3-1~3-12および比較例3-1~3-12について、「シール強度」(MAX強度)の評価を行った。
具体的には、実施例3-1~3-12および比較例3-1~3-12の各々の積層フィルムを、シーラントフィルムを内側にしてシールした。シール条件は、シール温度を170℃、シール圧を0.2MPa、シール時間を1.0秒とした。シールされた2枚の積層フィルムの剥離強度(N/15mm)を、短冊状にカットした積層フィルムについて、JIS Z0238に基づいて剥離強度(シール強度)を測定した。なお、シール強度は、シール強度曲線が安定した箇所での最大値をMAX強度として測定した。
<評価試験3-2>
上記の実施例3-6~3-12および比較例3-6~3-12について、低吸着性の評価を行った。
上記の実施例3-6~3-12および比較例3-6~3-12について、低吸着性の評価を行った。
具体的には、実施例3-6~3-12および比較例3-6~3-12の各々の積層フィルムを所定の形状にカットし、2枚の積層フィルムをシーラントフィルム同士が接触するように重ねた状態で製袋機に載置し、所定の領域をシールすることで、3方製袋タイプの包装袋を作成した。尚、この時点では、包装袋の上端(天シール部)は、内容物を充填するために未だシールされていない。
次に上記包装袋の上端より、l-メントールを窒素雰囲気下で充填し、包装袋の上端(天シール部)をシールすることで、内容物を密封した。なお、この成分は、一般にシーラントフィルムに吸着されやすい成分である。
上記のようにして内容物が収容された包装袋を、40℃に維持された恒温槽内で0、1、3または6ヶ月間(M)保存した。保存後に包装袋を開封して、シーラントフィルム中のみからエタノール抽出により各成分を抽出し、抽出された各成分の量を高速液体クロマトグラフィーを用いて測定した。その測定値を基に、初期量に対する各保存期間後の残存量の比率を残存率(%)として算出した。
なお、実施例3-6~3-12および比較例3-6~3-12は、ガスバリアフィルム(アルミニウム(AL)箔)が設けられており、内容物から基材への吸収を防止できるため、シーラントフィルムに対する吸着性を評価することが可能である。
以上の評価試験3-1および3-2の結果を表3に示す。なお、「剥離面」の欄には、評価試験3-1で剥離が生じた面(剥離面)の状態について記載した。
なお、実施例3-1~3-12および比較例3-1~3-12に用いたポリシクロオレフィン層について、示差走査熱量分析計を用いてJIS K 7121に基づいて測定したガラス転移温度(Tg)は、70℃であった。
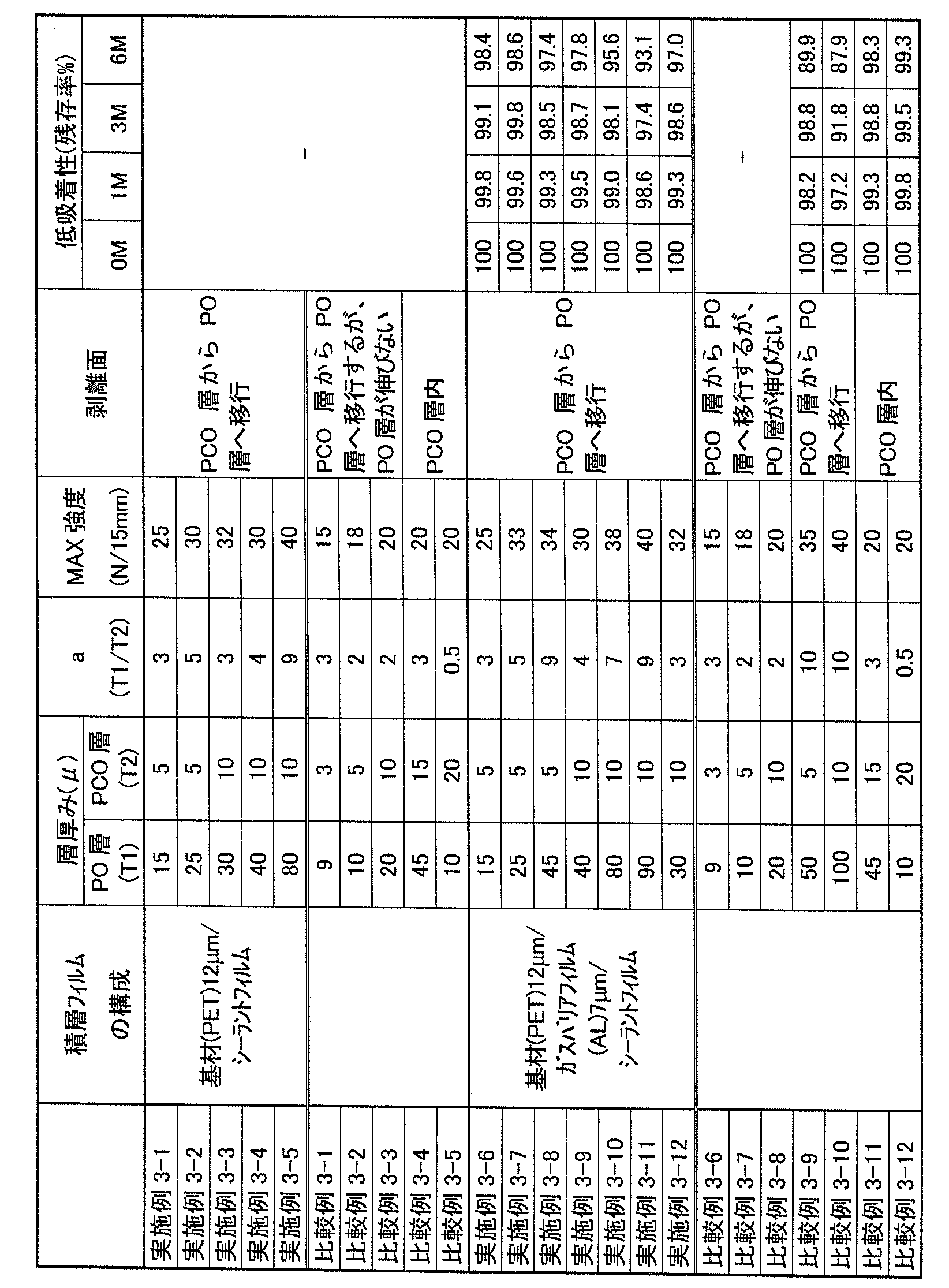
表3に示されるように、ポリシクロオレフィン層の厚み(T2)が5μm以上10μm以下であり、かつ、ポリシクロオレフィン層の厚み(T2)に対するポリオレフィン層の厚み(T1)の比率(a)が、3以上9以下である、実施例3-1~3-12においては、23N/15mm以上のMAX強度が付与されていることが分かる。
これに対して、T2およびa(T1/T2)が上記の範囲外である比較例1~8、11および12においては、MAX強度が23N/15mm未満である。
これは、表1の剥離面の項に記載したように、実施例3-1~3-12では、PCO層の厚みをある程度薄くすることで、剥離が強度の低いPCO層から開始するが、途中で剥離面が強度の高いPO層へ移行するため、MAX強度が高くなるためであると考えられる。
一方、比較例3-4、3-5、3-11および3-12のように、PCO層の厚みが厚くなると、剥離がPCO層から開始して、剥離面がそのまま強度の低いPCO層内にあるため、MAX強度が高くならないと考えられる。また、比較例3-1~3-3および3-6~3-8のように、PCO層を薄くしても、PO層も薄い場合(比率aが小さい場合)は、剥離がPCO層から開始して、途中で剥離面が強度の高いPO層へ移行しても、PO層が十分に伸びないため、MAX強度が高くならないと考えられる。
また、実施例3-6~3-12についての低吸着性(残存率)の評価結果から、本発明のシーラントフィルムが低吸着性に優れていることが分かる。これは、シーラントフィルムが、2種以上の特定のシクロオレフィンポリマーの共重合体であり、ガラス転移温度(Tg)が80℃以下であるポリシクロオレフィンを含むポリシクロオレフィン層と、ポリオレフィン層との積層体であるためである。
なお、T2が上記の範囲内であり、a(T1/T2)が9を超えている比較例3-9および3-10では、MAX強度は23N/15mm以上であるが、(特に内容物の濃度が高くなったときに、)低吸着性が悪くなることが分かる。これは、PO層が厚くなるとPO層への吸着量が多くなり、低吸着性が悪くなったと考えられる。
以上の結果から、ポリシクロオレフィン層の厚み(T2)が5μm以上10μm以下であり、かつ、ポリシクロオレフィン層の厚み(T2)に対するポリオレフィン層の厚み(T1)の比率(a)が、3以上9以下である場合に、低吸着性に優れ、かつ、23N/15mm以上のMAX強度を有するシーラントフィルム1を得ることができると考えられる。
今回開示された実施形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて請求の範囲によって示され、請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
本発明のシーラントフィルムは、包装袋を構成する積層フィルムの最内層として用いることができる。
1 シーラントフィルム、11 ポリオレフィン層、12 ポリシクロオレフィン層、13 ブレンド層、2 積層フィルム、31,32,33 基材シート、41,42 接着層、43 アンカーコート層、51,52 押出しPE層、6 ガスバリアフィルム。
Claims (12)
- ポリオレフィンを主成分として含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下である、シーラントフィルム。 - 前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)を含む、請求項1に記載のシーラントフィルム。
- 前記ポリシクロオレフィンのガラス転移温度が40℃以上である、請求項1または2に記載のシーラントフィルム。
- 前記ジシクロペンタジエン系化合物はトリシクロ[5.2.1.02,6]デカ-3,8-ジエンもしくはその誘導体であり、前記テトラシクロドデセン系化合物はテトラシクロ[4.4.0.12,5.17,10]-3-ドデセンもしくはその誘導体であり、前記ノルボルネン系化合物はビシクロ[2.2.1]ヘプタ-2-エンもしくはその誘導体である、請求項1~3のいずれか1項に記載のシーラントフィルム。
- 前記ポリシクロオレフィンは、前記ジシクロペンタジエン系化合物、前記テトラシクロドデセン系化合物および前記ノルボルネン系化合物から選択される2種以上の化合物の開環メタセシス重合体であり、炭素-炭素二重結合が水素化されている、請求項1~4のいずれか1項に記載のシーラントフィルム。
- 基材シートと、
請求項1~5のいずれか1項に記載のシーラントフィルムと、を積層してなる積層フィルム。 - さらに、ガスバリアフィルムを前記基材シートと前記シーラントフィルムとの間に積層してなる、請求項6に記載の積層フィルム。
- 厚みが100μm以下である、請求項6または7に記載の積層フィルム。
- 請求項6~8のいずれか1項に記載の積層フィルムを、前記シーラントフィルム同士が融着されるようにシールされてなる、包装袋。
- ポリオレフィンを含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下であり、
前記ポリオレフィン層の厚みが10μm以上40μm以下であり、
前記ポリシクロオレフィン層の厚みが5μm以上20μm以下である、シーラントフィルム。 - 前記ポリオレフィン層は、前記シーラントフィルムの質量に対して50質量%以下の前記ポリシクロオレフィンを含む、請求項10に記載のシーラントフィルム。
- ポリオレフィンを含むポリオレフィン層と、
最外層としてポリシクロオレフィンを主成分として含むポリシクロオレフィン層とを備える、シーラントフィルムであって、
前記ポリシクロオレフィンは、ジシクロペンタジエン系化合物由来の構造単位(A)、テトラシクロドデセン系化合物由来の構造単位(B)、および、ノルボルネン系化合物由来の構造単位(C)から選択される2種以上の構造単位を含み、
前記ポリシクロオレフィンのガラス転移温度が80℃以下であり、
前記ポリシクロオレフィン層の厚み(T2)が5μm以上10μm以下であり、
前記ポリシクロオレフィン層の厚み(T2)に対する前記ポリオレフィン層の厚み(T1)の比率(a)が、3以上9以下である、シーラントフィルム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17830962.1A EP3489014B1 (en) | 2016-07-20 | 2017-07-14 | Sealant film, multilayer film including same and packaging bag |
| CN201780044820.2A CN109476141B (zh) | 2016-07-20 | 2017-07-14 | 密封剂膜、包括该密封剂膜的多层膜及包装袋 |
| PCT/JP2017/025776 WO2018016443A1 (ja) | 2016-07-20 | 2017-07-14 | シーラントフィルム、それを用いた積層フィルムおよび包装袋 |
| US16/251,483 US20190152202A1 (en) | 2016-07-20 | 2019-01-18 | Sealant film, multilayer film including same and packaging bag |
| US17/386,458 US11820113B2 (en) | 2016-07-20 | 2021-07-27 | Sealant film, multilayer film including same and packaging bag |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-142373 | 2016-07-20 | ||
| JP2016142373A JP6202156B1 (ja) | 2016-07-20 | 2016-07-20 | シーラントフィルム、それを用いた積層フィルムおよび包装袋 |
| JP2016-212817 | 2016-10-31 | ||
| JP2016212818A JP6137397B1 (ja) | 2016-10-31 | 2016-10-31 | シーラントフィルム、それを用いた積層フィルムおよび包装袋 |
| JP2016-212818 | 2016-10-31 | ||
| JP2016212817A JP6206573B1 (ja) | 2016-10-31 | 2016-10-31 | シーラントフィルム、それを用いた積層フィルムおよび包装袋 |
| PCT/JP2017/025776 WO2018016443A1 (ja) | 2016-07-20 | 2017-07-14 | シーラントフィルム、それを用いた積層フィルムおよび包装袋 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/251,483 Continuation US20190152202A1 (en) | 2016-07-20 | 2019-01-18 | Sealant film, multilayer film including same and packaging bag |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018016443A1 true WO2018016443A1 (ja) | 2018-01-25 |
Family
ID=60993070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/025776 Ceased WO2018016443A1 (ja) | 2016-07-20 | 2017-07-14 | シーラントフィルム、それを用いた積層フィルムおよび包装袋 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US20190152202A1 (ja) |
| EP (1) | EP3489014B1 (ja) |
| CN (1) | CN109476141B (ja) |
| WO (1) | WO2018016443A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020001309A (ja) * | 2018-06-29 | 2020-01-09 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP2022035497A (ja) * | 2020-08-21 | 2022-03-04 | 福助工業株式会社 | 包装袋 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3774312B1 (en) * | 2018-03-30 | 2024-12-11 | Amcor Flexibles North America, Inc. | Package for pvc products |
| US12447716B2 (en) * | 2020-03-12 | 2025-10-21 | Osaka Gas Co., Ltd. | Radiative cooling device and radiative cooling method |
| CN111516335B (zh) * | 2020-04-22 | 2022-02-15 | 江阴宝柏包装有限公司 | 一种耐溶剂性强低析出可高温蒸煮包装膜 |
| WO2021241517A1 (ja) * | 2020-05-29 | 2021-12-02 | 日本ゼオン株式会社 | 接合体及びその製造方法 |
| EP4223663A4 (en) * | 2020-09-29 | 2024-02-21 | Toppan Inc. | PACKING MATERIAL, PACKING BAG AND PACKAGING |
| CN114953688B (zh) * | 2022-05-26 | 2023-09-08 | 上海紫江彩印包装有限公司 | 一种针剂包装用复合片材及其制备方法和应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003019773A (ja) * | 2001-07-09 | 2003-01-21 | Fujimori Kogyo Co Ltd | 包装用フィルム |
| JP2004106514A (ja) * | 2002-07-25 | 2004-04-08 | Otsuka Pharmaceut Factory Inc | 多層フィルムおよびそれを用いた複室容器 |
| JP2010006985A (ja) * | 2008-06-27 | 2010-01-14 | Nippon Zeon Co Ltd | 包装部材用成形材料 |
| JP2011230322A (ja) * | 2010-04-26 | 2011-11-17 | C I Kasei Co Ltd | 積層フィルム、および当該積層フィルムを用いた包装容器 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3227709B2 (ja) | 1991-03-04 | 2001-11-12 | 日本ゼオン株式会社 | 医療用または食品包装用容器 |
| US5786050A (en) | 1993-01-06 | 1998-07-28 | Toyo Seikan Kaisha, Ltd. | Easy opening pouch |
| DE69713661T2 (de) | 1996-04-11 | 2003-02-13 | Mitsui Chemicals, Inc. | Mehrschichtfolie und Verpackunsgmaterial |
| JP2000327756A (ja) | 1999-05-19 | 2000-11-28 | Hitachi Chem Co Ltd | 重合方法及び重合体 |
| US20030099851A1 (en) * | 2000-12-05 | 2003-05-29 | Mount Eldridge M. | Multilayer metallized film having enhanced barrier and metal adhesion characteristics |
| DE10200925A1 (de) * | 2002-01-12 | 2003-07-24 | Hydro Aluminium Deutschland | Folie für Lebensmittelverpackungen |
| US7288316B2 (en) | 2003-11-21 | 2007-10-30 | Topas Advanced Polymers, Inc. | Cycloolefin copolymer heat sealable films |
| JP2005335108A (ja) | 2004-05-25 | 2005-12-08 | Toppan Printing Co Ltd | 多層フィルムとその積層体 |
| JP4455472B2 (ja) * | 2005-09-28 | 2010-04-21 | ローム アンド ハース カンパニー | 二成分アクリル‐ウレタン接着剤 |
| US20080107899A1 (en) * | 2006-11-07 | 2008-05-08 | Pang-Chia Lu | Metallized multi-layer films, methods of manufacture and articles made therefrom |
| US8945702B2 (en) * | 2007-10-31 | 2015-02-03 | Bemis Company, Inc. | Barrier packaging webs having metallized non-oriented film |
| JP4609593B2 (ja) * | 2007-11-21 | 2011-01-12 | 日本ゼオン株式会社 | 重合体組成物およびその利用 |
| US20090285511A1 (en) | 2008-03-07 | 2009-11-19 | Pliant Corporation | Cross Direction Tear Film and Package |
| CA2741447C (en) * | 2008-10-24 | 2013-10-29 | Exxonmobil Oil Corporation | Multilayer shrink films, labels made therefrom and use thereof |
| EP2355979B1 (en) | 2008-10-24 | 2019-12-25 | Jindal Films Europe Virton SPRL | Multilayer shrink films, labels made therefrom and use thereof |
| US9669591B2 (en) * | 2010-07-29 | 2017-06-06 | Toray Plastics (America), Inc. | Heat sealable film with linear tear properties |
| WO2012016248A2 (en) * | 2010-07-29 | 2012-02-02 | Toray Plastics (America), Inc. | High barrier heat sealable film with linear tear properties |
| JP5713190B2 (ja) | 2011-05-13 | 2015-05-07 | Dic株式会社 | 易開封性多層フィルム及び該フィルムを用いた包装材 |
| US20140308466A1 (en) * | 2011-12-22 | 2014-10-16 | Fujimori Kogyo Co., Ltd. | Resin Composition For Sealant, Laminated Film, And Packaging Bag |
| WO2013105524A1 (ja) * | 2012-01-11 | 2013-07-18 | 藤森工業株式会社 | シーラント用樹脂組成物、積層フィルムおよび包装袋 |
| US9783352B2 (en) | 2012-01-31 | 2017-10-10 | E.I. Du Pont De Nemours And Company | Multilayer film comprising cyclic olefin copolymer |
| JP6326797B2 (ja) * | 2013-12-09 | 2018-05-23 | 大日本印刷株式会社 | 低吸着性スタンディングパウチ |
| JP2015137130A (ja) | 2014-01-23 | 2015-07-30 | 凸版印刷株式会社 | 包装袋 |
-
2017
- 2017-07-14 CN CN201780044820.2A patent/CN109476141B/zh active Active
- 2017-07-14 WO PCT/JP2017/025776 patent/WO2018016443A1/ja not_active Ceased
- 2017-07-14 EP EP17830962.1A patent/EP3489014B1/en active Active
-
2019
- 2019-01-18 US US16/251,483 patent/US20190152202A1/en not_active Abandoned
-
2021
- 2021-07-27 US US17/386,458 patent/US11820113B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003019773A (ja) * | 2001-07-09 | 2003-01-21 | Fujimori Kogyo Co Ltd | 包装用フィルム |
| JP2004106514A (ja) * | 2002-07-25 | 2004-04-08 | Otsuka Pharmaceut Factory Inc | 多層フィルムおよびそれを用いた複室容器 |
| JP2010006985A (ja) * | 2008-06-27 | 2010-01-14 | Nippon Zeon Co Ltd | 包装部材用成形材料 |
| JP2011230322A (ja) * | 2010-04-26 | 2011-11-17 | C I Kasei Co Ltd | 積層フィルム、および当該積層フィルムを用いた包装容器 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020001309A (ja) * | 2018-06-29 | 2020-01-09 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP7107028B2 (ja) | 2018-06-29 | 2022-07-27 | 凸版印刷株式会社 | 積層体、包装体及び包装物品 |
| JP2022035497A (ja) * | 2020-08-21 | 2022-03-04 | 福助工業株式会社 | 包装袋 |
| JP7334380B2 (ja) | 2020-08-21 | 2023-08-29 | 福助工業株式会社 | 包装袋 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109476141A (zh) | 2019-03-15 |
| EP3489014A4 (en) | 2020-02-12 |
| US11820113B2 (en) | 2023-11-21 |
| EP3489014B1 (en) | 2021-08-18 |
| US20210354430A1 (en) | 2021-11-18 |
| EP3489014A1 (en) | 2019-05-29 |
| CN109476141B (zh) | 2021-03-09 |
| US20190152202A1 (en) | 2019-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11820113B2 (en) | Sealant film, multilayer film including same and packaging bag | |
| JP3968928B2 (ja) | 低溶出包装材およびそれを用いた包装袋 | |
| JP6137397B1 (ja) | シーラントフィルム、それを用いた積層フィルムおよび包装袋 | |
| JP7216027B2 (ja) | 積層体およびプラスチック容器 | |
| JP6202156B1 (ja) | シーラントフィルム、それを用いた積層フィルムおよび包装袋 | |
| JP2004106514A (ja) | 多層フィルムおよびそれを用いた複室容器 | |
| KR101224240B1 (ko) | 의료용 용기 및 의료용 복실 용기 | |
| JP2005335108A (ja) | 多層フィルムとその積層体 | |
| JP6206573B1 (ja) | シーラントフィルム、それを用いた積層フィルムおよび包装袋 | |
| JP2001157705A (ja) | 輸液用包装材料及びそれを用いた輸液用包装体 | |
| JP7107028B2 (ja) | 積層体、包装体及び包装物品 | |
| JP2011224921A (ja) | 無延伸アルミ蒸着フィルム及びそれを用いた包装材料 | |
| JP7666221B2 (ja) | 積層体及びその製造方法、包装体並びに包装物品 | |
| JP4945927B2 (ja) | ボイル・レトルト殺菌処理用多層フィルムとその積層体 | |
| JP7505202B2 (ja) | 積層フィルム、包装袋、および、包装袋入り組成物 | |
| JP6651713B2 (ja) | 貼付剤包装用シート及び貼付剤包装体 | |
| JP2001157704A (ja) | 輸液用包装材料及びそれを用いた輸液用包装体 | |
| JP4407671B2 (ja) | 低溶出包装材およびそれを用いた包装袋 | |
| JP2017007125A (ja) | 多層フィルム | |
| JP2007111982A (ja) | 多層フィルムおよび多層包装用材料 | |
| JP2016087821A (ja) | 薬剤包装用シート及び薬剤包装体 | |
| JP2023046555A (ja) | 積層フィルム、包装容器、包装体および積層フィルムの製造方法 | |
| JP2006297949A (ja) | 低溶出包装材およびそれを用いた包装袋 | |
| JPH01310949A (ja) | 積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17830962 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017830962 Country of ref document: EP Effective date: 20190220 |