WO2018061101A1 - 鋼 - Google Patents
鋼 Download PDFInfo
- Publication number
- WO2018061101A1 WO2018061101A1 PCT/JP2016/078558 JP2016078558W WO2018061101A1 WO 2018061101 A1 WO2018061101 A1 WO 2018061101A1 JP 2016078558 W JP2016078558 W JP 2016078558W WO 2018061101 A1 WO2018061101 A1 WO 2018061101A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- content
- less
- present
- hardness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
Definitions
- the present invention relates to steel.
- Cold forging can improve the surface texture and dimensional accuracy of the product compared to hot forging, and also has a good yield, so it is a relatively small machine such as a bolt. It is widely applied as a manufacturing method for parts.
- machine parts carbon steel and alloys for medium-carbon mechanical structures specified in JIS G 4051, JIS G 4052, JIS G 4104, JIS G 4105, JIS G 4106, etc. as materials.
- Steel is often used as a final product through manufacturing processes such as hot wire rolling, annealing (or spheroidizing annealing), wire drawing, cold forging, quenching, and tempering.
- the general manufacturing process is characterized by adding an annealing or spheroidizing annealing process before cold forging.
- the reason why annealing or spheroidizing annealing is added before cold forging is the reason why medium carbon carbon steel and alloy steel remain hot rolled (that is, when air cooled without heat treatment after hot rolling) ),
- the hardness of the rolled material is high, and the die is worn at the time of cold forging, resulting in an increase in manufacturing cost, and cracking occurs at the time of cold forging because the ductility of the material is insufficient with hot rolling. This is because there is a manufacturing problem such as a reduction in yield due to facilitation.
- Patent Document 4 describes that the precipitation of BN is suppressed by setting Ti / N (mass% ratio) to 4 or more. In principle, if Ti / N is set to 3.42 or more, precipitation of BN can be suppressed.
- the general boron steel as described above tends to generate so-called coarse grains in which some austenite crystal grains are coarsened by abnormal grain growth during quenching heating as compared with conventional steels.
- coarse grains In a part in which coarse grains are generated, deterioration in dimensional accuracy due to an increase in heat treatment strain generated during quenching, and deterioration in part characteristics such as impact value, fatigue strength, and delayed fracture characteristics occur. Therefore, especially in the case of high strength bolts having a tensile strength of 800 MPa or more, preventing the generation of coarse grains is a major practical issue.
- N in the steel is fixed as TiN by the addition of Ti, so that AlN that effectively acts as pinning particles in carbon steel and alloy steel as conventional steel is not generated.
- TiN is coarser than AlN, it cannot be finely dispersed, and it is difficult to secure the number of pinning particles necessary for preventing coarse particles.
- the above factor (1) is unavoidable in order to omit the annealing process. Therefore, how to secure the number of pinning particles in boron steel to improve the factor (2) It has been a point of prevention.
- Patent Document 5 and Patent Document 6 describe using TiC and Ti (CN), which are finer precipitates than TiN, instead of AlN and TiN as pinning particles.
- TiC and Ti (CN) having a diameter of 0.2 ⁇ m or less in steel before quenching and after hot rolling are used. Is dispersed in a total number of 20/100 ⁇ m 2 or more. By dispersing a large amount of such fine precipitates before quenching and heating, these precipitates function as pinning particles that pin the austenite grain boundaries during quenching and heating. Since this technology makes it possible to stably prevent the generation of coarse grains in boron steel, steel to which this technology is applied is currently widely used as an inexpensive bolt steel material that can omit the annealing process.
- Patent Document 7 also describes a technical idea similar to the technique for preventing the generation of coarse grains of the boron steel. That is, it is a technique for preventing the coarsening of crystal grains by dispersing the carbonitrides of these elements in steel by making the relationship among the contents of Ti, Nb, Al, and N within a certain range. Patent Document 7 further describes the effect of improving the machinability by adding 0.01% or more of Bi. However, in Patent Document 7, only the effect of improving the machinability is disclosed as the effect of Bi. There is no description of the relationship between Bi and the coarsening characteristics of crystal grains. Since Bi is added for the purpose of improving the machinability, Patent Document 7 only considers adding a relatively large amount of Bi. In this case, as described in Patent Document 7, there is a concern about a decrease in hot workability due to Bi addition.
- Patent Document 8 discloses a case-hardening steel that exhibits excellent grain coarsening characteristics even when carburized at a higher temperature than conventional examples, and exhibits excellent cold workability without soft annealing. Steel for case hardening intended to provide is disclosed. However, Patent Document 8 proposes only the use of fine Ti carbides, Ti-containing composite carbides, and the like as means for ensuring the crystal grain coarsening resistance. In Patent Document 8, the hot rolling temperature is extremely low in order to ensure cold workability, and thus the productivity of case hardening steel is impaired.
- the present invention has been made in view of the above problems. That is, the present invention suppresses the generation of coarse grains during quenching without using Ti carbides and Ti carbonitrides such as TiC and Ti (CN), thereby improving productivity, cold forgeability, and quenching. It is an object to provide a steel excellent in all mechanical properties.
- the gist of the present invention is as follows.
- the chemical composition is unit mass%, C: 0.15% to 0.40%, Mn: 0.10% to 1.50%, S: 0.00. 002 to 0.020%, Ti: 0.005% to 0.050%, B: 0.0005 to 0.0050%, Bi: 0.0010% to 0.0100%, P: 0.020% or less, N: 0.0100% or less, Si: 0% or more and less than 0.30%, Cr: 0 to 0.050%, Mo: 0 to 0.20%, Cu: 0 to It contains 0.20%, Ni: 0 to 0.20%, and Nb: 0 to 0.030%, with the balance being Fe and impurities.
- the chemical component is unit mass%, Si: 0.01% or more and less than 0.30%, Cr: 0.01 to 1.50%, and Al: One or more selected from the group consisting of 0.001 to 0.050% may be contained.
- the chemical component is unit mass%, Mo: 0.02 to 0.20%, Cu: 0.02 to 0.20%, Ni One or two or more selected from the group consisting of: 0.02 to 0.20% and Nb: 0.002 to 0.030% may be contained.
- the steel according to any one of (1) to (3) may have an N fixed index I FN defined by the following formula 1 of 0 or more.
- I FN [Ti] ⁇ 3.5 ⁇ [N] (Formula 1)
- [Ti] is the Ti content in unit mass%
- [N] is the N content in unit mass%.
- I P 0.3 ⁇ [Ti] + 0.15 ⁇ [Nb] ⁇ [N] (Formula 2)
- [Ti] is the Ti content in unit mass%
- [Nb] is the Nb content in unit mass%
- [N] is the N content in unit mass%.
- the steel according to the present invention it is possible to provide steel that can achieve both softening before cold forging and suppression of generation of coarse grains during quenching after cold forging. Moreover, the steel according to the present invention is excellent in manufacturability because it is not cracked during casting or rolling, and can be manufactured under conditions that do not place a load on the manufacturing equipment.
- wear of the mold during cold forging can be suppressed, and the life of the mold can be improved.
- the steel according to the present invention to cold forged parts, the cost of expensive dies can be reduced, which can contribute to the reduction of the manufacturing cost of high-strength bolts having a tensile strength of 800 MPa or more. it can.
- the steel according to the present invention is excellent in machinability. Therefore, the present invention has a great industrial contribution.
- the steel according to one embodiment of the present invention will be described.
- the steel according to this embodiment has the following characteristics.
- the chemical composition is unit mass%, C: 0.15% to 0.40%, Mn: 0.10% to 1.50%, S: 0.002 to 0.020%, Ti: 0.005% to 0.050%, B: 0.0005 to 0.0050%, Bi: 0.0010% to 0.0100%, P: 0.020% or less, N: 0.0100% or less, Si: 0% or more and less than 0.30%, Cr: 0 to 0.050%, Mo: 0 to 0.20%, Cu: 0 to 0.0. 20%, Ni: 0 to 0.20%, and Nb: 0 to 0.030%, with the balance being Fe and impurities.
- the chemical component is unit mass%, Si: 0.01% or more and less than 0.30%, Cr: 0.01 to 1.50%, and Al: One or more selected from the group consisting of 0.001 to 0.050% may be contained.
- the chemical component is unit mass%, Mo: 0.02 to 0.20%, Cu: 0.02 to 0.20%, Ni One or two or more selected from the group consisting of: 0.02 to 0.20% and Nb: 0.002 to 0.030% may be contained.
- the steel according to any one of the above (a) to (c) may have an N fixed index I FN defined by the following formula 1 of 0 or more.
- I FN [Ti] ⁇ 3.5 ⁇ [N] (Formula 1)
- [Ti] is the Ti content in unit mass%
- [N] is the N content in unit mass%.
- I P 0.3 ⁇ [Ti] + 0.15 ⁇ [Nb] ⁇ [N]
- [Ti] is the Ti content in unit mass%
- [Nb] is the Nb content in unit mass%
- [N] is the N content in unit mass%.
- produce a coarse grain with excellent productivity is obtained by performing bolt processing, quenching, and tempering with respect to the steel which concerns on this embodiment by a well-known method.
- the inventors have noticed a significant increase in ferrite hardness due to precipitation strengthening, and hence TiC and Ti (CN), etc., which are particles that cause an increase in steel hardness and impair the cold workability of steel.
- TiC and Ti (CN), etc. are particles that cause an increase in steel hardness and impair the cold workability of steel.
- the above features are based on the following findings obtained by the present inventors by earnestly studying the technology for suppressing abnormal grain growth of austenite grains during quenching and heating of steel.
- C is an element necessary for increasing the strength of steel having a tempered martensite structure.
- the C content needs to be 0.15% or more.
- the lower limit of the preferred C content is 0.17%, 0.19%, or 0.23%.
- the upper limit of C content is 0.40%.
- the upper limit of the preferable C content is 0.35%, 0.34%, 0.33%, or 0.30%.
- Mn is an element effective for improving the hardenability of steel.
- the Mn content needs to be 0.10% or more.
- the lower limit of the preferable Mn content is 0.20%, 0.35%, or 0.40%.
- the upper limit of the Mn content is 1.50%.
- the upper limit of the preferable Mn content is 1.30%, 1.00%, or 0.80%.
- S exists in steel as MnS, TiS, and Ti 2 C 2 S, and has the effect of suppressing abnormal grain growth of austenite crystal grains by acting as pinning particles during quenching heating. For this reason, it is necessary to make S content 0.002% or more.
- the lower limit of the preferable S content is 0.003%.
- the steel according to the present embodiment uses Bi to suppress abnormal grain growth, the S content may be smaller than that of the prior art.
- S content exceeds 0.020%, S causes embrittlement of the prior austenite grain boundaries of the steel after quenching, and deteriorates delayed fracture resistance (hydrogen embrittlement resistance).
- Ti 2 C 2 S described above is a particle that impairs the machinability of the steel, if the S content exceeds 0.020%, the machinability of the steel may be deteriorated. Therefore, it is necessary to limit the S content to 0.020% or less.
- the upper limit of the S content is 0.015%, 0.010%, or 0.005%.
- Ti forms a compound with C, N, and S in steel and exists in steel as Ti-based inclusions such as TiN, Ti (CN), TiC, TiS, and Ti 2 C 2 S. By acting as a stop particle, it has the effect of suppressing abnormal grain growth of austenite grains. Further, Ti has a strong affinity for solute N in steel, and is therefore an extremely effective element for preliminarily fixing solute N in steel as TiN and suppressing the formation of BN. In boron steel, it is necessary to suppress the formation of BN in order to ensure the content of solute B that is effective in improving hardenability. Therefore, the Ti content needs to be 0.005% or more.
- the lower limit of the preferable Ti content is 0.010%, 0.015%, or 0.020%.
- the Ti content may be smaller than that of the prior art.
- Ti-based inclusion particles cause precipitation strengthening, and the hardness of the rolled material after hot rolling becomes too high. The service life is significantly reduced.
- the upper limit of the Ti content is 0.050%.
- a preferable Ti content is 0.040% or less, 0.030% or less, less than 0.030%, or 0.025% or less.
- B is an element that contributes to improving the hardenability of steel when contained in a trace amount, and improves hardenability without increasing the hardness of the rolled material after hot rolling and before cold forging. An effect can be acquired and the hardness after cold forging and hardening can be increased.
- B is an essential element particularly for boron steel for bolts. Further, B has an effect of suppressing grain boundary fracture by segregating at the prior austenite grain boundaries and strengthening the prior austenite grain boundaries. In order to obtain the above effect, the B content needs to be 0.0005% or more. Preferably, the lower limit of the B content is 0.0010%, 0.0012%, or 0.0015%.
- the B content exceeds 0.0050%, the effect is saturated. Therefore, the B content is 0.0050% or less.
- the upper limit of the B content is 0.0030%, 0.0025%, 0.0020%, or 0.0018%.
- Bi 0.0010% to 0.0100%
- the lower limit of Bi content is preferably 0.0020%, 0.0025%, or 0.0030%.
- the Bi content exceeds 0.0100%, not only the effect is saturated, but also the hot ductility of the steel decreases, so cracks and flaws occur in the steel manufacturing process (casting, rolling process, etc.). It becomes easier and the yield decreases.
- the Bi content exceeds 0.0100%, grain boundary embrittlement occurs in the steel after quenching, and the mechanical properties of the steel are impaired. Therefore, the Bi content is 0.0100% or less.
- the Bi content is preferably less than 0.0100%, 0.0080% or less, or 0.0060% or less.
- P is an impurity and is an element that embrittles the old ⁇ grain boundary and lowers the delayed fracture resistance (hydrogen embrittlement resistance) of the steel. Therefore, it is necessary to limit the P content to 0.020% or less.
- the upper limit of the P content is 0.015%, 0.013%, or 0.010%. Since P is not required to solve the problem of the steel according to the present embodiment, the lower limit value of the P content is 0%. However, in order to suppress the cost of the refining process for reducing the P content, the lower limit value of the P content may be 0.001%.
- the lower limit of the N content is 0%.
- the lower limit value of the N content may be 0.0001%, 0.0005%, or 0.0010%.
- the upper limit of the N content is 0.0070%, 0.0050%, or 0.0040%.
- the spring steel according to the present embodiment may further contain one or more selected from the group consisting of Si, Cr, and Al as necessary, within a range described below. However, since Si, Cr, and Al are not essential, the lower limit of the content of each of Si, Cr, and Al is 0%.
- the lower limit value of the Si content is 0%.
- Si is an element effective in improving the hardenability of steel and improving the temper softening resistance of martensite.
- the Si content is preferably more than 0% or 0.01% or more.
- the lower limit value of the Si content may be 0.05% or 0.15%.
- the Si content is less than 0.30%.
- the upper limit of the preferable Si content is 0.27%, 0.25%, or 0.20%.
- the lower limit value of the Cr content is 0%.
- Cr is an effective element for improving the hardenability of steel and improving the temper softening resistance of martensite.
- the Cr content is preferably more than 0% or 0.01% or more.
- the lower limit of the Cr content may be 0.10%, 0.20%, or 0.30%.
- the upper limit of the Cr content is 1.50%.
- the upper limit of the preferable Cr content is 1.20%, 1.00%, or 0.80%.
- Al is an element effective for deoxidation of steel.
- the lower limit of the Al content is 0%.
- the Al content exceeds 0.050%, problems such as generation of coarse inclusions and deterioration of the toughness of steel become significant. Therefore, even when Al is contained, the upper limit of the Al content is 0.050%.
- the upper limit of the Al content is preferably 0.040%, 0.030%, or 0.025%.
- the spring steel according to the present embodiment may further contain one or more selected from the group consisting of Mo, Cu, Ni, and Nb as necessary, within a range described below. However, since Mo, Cu, Ni, and Nb are not essential, the lower limit of the contents of Mo, Cu, Ni, and Nb is 0%.
- the lower limit value of the Mo content is 0%.
- Mo is an element that contributes to improving the hardenability of steel even if its content is small.
- the Mo content is preferably set to 0.02% or more. More preferably, the lower limit of the Mo content is 0.03%, 0.04%, or 0.05%.
- the Mo content is set to 0.20% or less.
- the upper limit of the Mo content is 0.16%, 0.13%, or 0.10%.
- the lower limit value of the Cu content is 0%.
- Cu is an element that improves the corrosion resistance of steel.
- the Cu content is preferably set to 0.02% or more. More preferably, the lower limit of the Cu content is 0.05%.
- the upper limit of Cu content is 0.15%, 0.10%, or 0.08%.
- the lower limit value of the Ni content is 0%.
- Ni is an element that improves the corrosion resistance of steel and is also an effective element for improving the toughness of steel.
- the Ni content is preferably 0.02% or more. More preferably, the lower limit of the Ni content is 0.03%, 0.04%, or 0.05%.
- the upper limit of the Ni content is 0.15%, 0.12%, 0.10%, or 0.08%.
- the lower limit value of the Nb content is 0%.
- Nb forms a compound with C in steel and exists in steel as Nb-based inclusions such as NbC or TiNb (CN), and suppresses abnormal growth of austenite grains as pinning particles during quenching heating.
- the Nb content is preferably set to 0.002% or more. More preferably, the lower limit of Nb content is 0.003%, 0.005%, or 0.006%.
- the Nb content exceeds 0.030%, not only the effect is saturated, but also the Nb-based inclusions cause precipitation strengthening, so that the manufacturability during continuous casting is impaired.
- Nb-based inclusions cause precipitation strengthening, so that the hardness of the rolled material after hot rolling becomes too high. Therefore, when the Nb content exceeds 0.030%, problems such as a decrease in manufacturability and a significant decrease in the life of a cold forging die become prominent. Therefore, even when Nb is contained, the Nb content is set to 0.030% or less.
- the upper limit of Nb content is 0.015%, 0.013%, or 0.010%.
- the steel according to this embodiment contains the above alloy components, and the balance of the chemical components contains Fe and impurities.
- impurities are components mixed due to raw materials such as ores and scraps and other factors when industrially producing steel materials, and do not impair the effects of the steel according to the present embodiment. Means what is the amount.
- N fixed index I FN preferably 0 or more
- N fixed index IFN defined by the following formula 1 to 0 or more.
- the lower limit of the N fixed index I FN 0.0005,0.0010,0.0014, or may be 0.0050.
- the steel according to the present embodiment is softened before cold forging as long as the Ti content and the N content are controlled within the above-described range even if the N fixed index IFN is not particularly limited.
- the generation of coarse grains during quenching can be suppressed.
- I FN [Ti] ⁇ 3.5 ⁇ [N] (Formula 1)
- [Ti] and [N] in the above formula 1 indicate the Ti content and N content in the steel in unit mass%, and 0% when these elements are not contained.
- Ti—Nb-based precipitate formation index I P preferably 0.0100 or less
- I P the amount of solid solution N
- Ti combines with C and S to form fine precipitates, and these fine precipitates may adversely affect the properties of the steel according to the present embodiment.
- the present inventors have also found that Nb has the same function as Ti.
- Ti—Nb-based precipitates such as Ti 2 C 2 S, which are precipitates existing in steel, are pinned during quenching heating.
- Ti—Nb-based precipitates such as Ti 2 C 2 S, which are precipitates existing in steel.
- these Ti—Nb-based precipitate particles are dispersed in a large amount in the structure after hot rolling, there is a side effect that the hardness of the ferrite increases due to precipitation strengthening by fine precipitate particles. . Therefore, when these Ti—Nb-based precipitate particles are dispersed in an excessively large amount in the steel, the hardness of the rolled material after hot rolling becomes too high.
- Ti 2 C 2 S causes deterioration of machinability. Therefore, in the steel according to the present embodiment, it is preferable to limit the amount of these Ti—Nb-based precipitate particles.
- the Ti-Nb-based precipitates generated index I P which is calculated by the following equation 2 and 0.0100 or less.
- the Ti-Nb-based precipitates generated index I P 0.0075 or less, less than 0.0050, 0.0045 or less, 0.0040 or less, or 0.0035 may be less.
- Steel is softened before cold forging and can suppress the generation of coarse grains during quenching.
- the suitable manufacturing method of the steel of this embodiment is demonstrated.
- the above-described chemical component steel is melted in a converter, and a slab is obtained by continuous casting through a secondary refining process as necessary.
- the slab is reheated and subjected to ingot rolling to obtain a wire rolling material (steel slab) having a cross section of, for example, 162 mm square (vertical 162 mm ⁇ lateral 162 mm).
- the steel slab is heated at a temperature of about 1000 to 1280 ° C. and subsequently subjected to wire rod rolling to form a wire rod having a diameter of 6 to 20 mm.
- it after being hotly wound into a coil shape by a winding device, it is cooled to room temperature. In this way, the steel of this embodiment is obtained.
- the amount of Ti-based precipitated particles that cause precipitation strengthening is suppressed. Therefore, in the steel manufacturing method according to the present embodiment, hot rolling is performed in order to suppress the hardness of the steel. It is not necessary to apply a load to the hot rolling equipment by lowering the temperature, and defects such as cracks and wrinkles due to an increase in hardness are less likely to occur in the steel. Furthermore, the hardness of the steel according to the present embodiment is suppressed without performing annealing after hot rolling. Therefore, the steel according to this embodiment is excellent in terms of high productivity.
- both softening before cold forging and suppression of the generation of coarse grains during quenching can be achieved.
- the steel of this embodiment is excellent in manufacturability without cracking during casting or rolling.
- the hardness of the steel according to the present embodiment is not particularly limited because it can be appropriately adjusted according to the application. However, when it is necessary to ensure cold forgeability, the hardness of the steel according to this embodiment is preferably Hv 180 or less, and more preferably Hv 170 or less, or Hv 160 or less. .
- the lower limit value of the hardness of the steel according to the present embodiment is not particularly limited, but is considered to be substantially about Hv130 or about Hv140 in view of its chemical composition. Even if it does not anneal after hot rolling, the steel which concerns on this embodiment can make the hardness into the above-mentioned suitable range. Moreover, the steel according to the present embodiment is excellent in machinability.
- the steel according to the present embodiment is heated to a temperature of, for example, 840 ° C. to 1100 ° C., held for 30 minutes, and then quenched under water cooling or oil cooling, and further in a temperature range of 150 ° C. to 450 ° C.
- the tensile strength can be 800 MPa or more. Therefore, the steel according to the present embodiment is suitable as a material for parts that require high strength.
- heat processing conditions are not specifically limited, It can select suitably according to a use.
- the use of the steel according to the present embodiment is not particularly limited, it is preferable that the steel is applied to high-strength mechanical parts manufactured by cold forging and quenching, particularly high-strength bolts.
- the steel according to the present embodiment having high cold forgeability is used as a material for high-strength mechanical parts, wear of the mold during cold forging can be suppressed and the life of the mold can be improved.
- die can be reduced, it can contribute to the reduction of the manufacturing cost of the high intensity
- the cast slab was subjected to soaking diffusion treatment and partial rolling as necessary to obtain a wire rolling material (steel piece) having a cross section of 162 mm square (vertical 162 mm ⁇ lateral 162 mm).
- a wire rolling material steel piece
- the steel slab was heated at a temperature of about 1000 to 1280 ° C. and subsequently subjected to wire rod rolling to obtain a wire rod (spring steel) having a diameter of 10 mm.
- a test piece for Vickers hardness measurement was cut out from the rolled wire. Specifically, a test piece having a cross section including the central axis of the wire in a direction parallel to the rolling direction was cut out. After the cut cross section was polished, the Vickers hardness of a portion (1/4 part) having a depth of 1/4 of the diameter of the wire from the surface of the wire was measured.
- the test load is 10 kgf, and the average value obtained by measuring four points is described as “hardness after rolling” in Tables 2-1 and 2-2. This is an index for predicting the life of a die for cold forging. did.
- the prior austenite grain boundaries appeared by corrosion and observed with an optical microscope to measure the prior austenite grain size after quenching and tempering.
- the prior austenite grain size was measured according to JISG0551.
- the measurement field of view was 400 times magnification and 10 fields or more, and a test piece in which even one large crystal grain having a prior austenite grain size of No. 5 or less was present was determined to have coarse grains.
- the results of measuring the crystal grain coarsening temperature are shown in Tables 2-1 and 2-2.
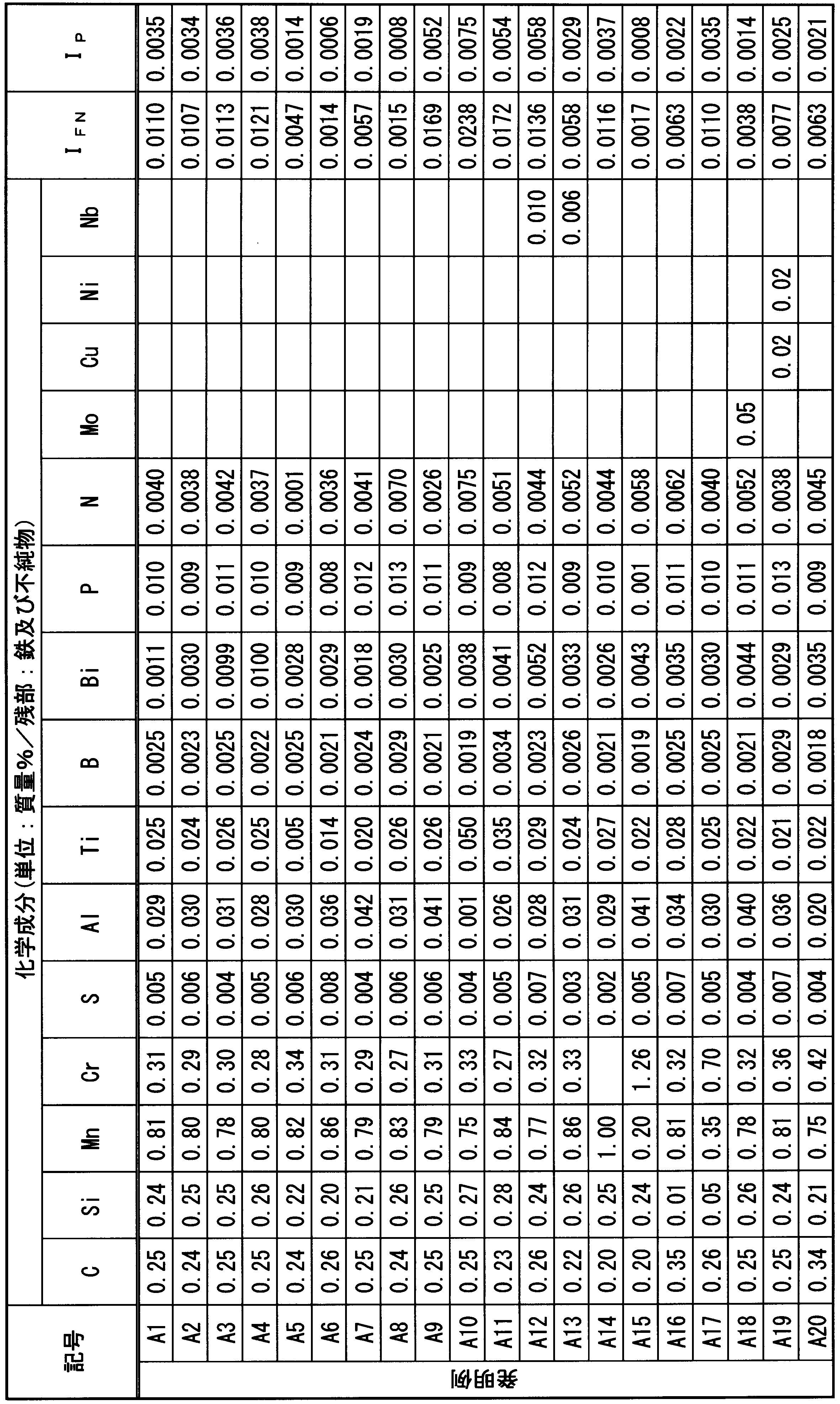
- A1 to A32 which are examples of the present invention, have low hardness of the wire after rolling and can be expected to improve the life of the cold forging die.
- Slab debris rate because no coarse grains are generated even when heated above 900 ° C during quenching and heating after cold working, and surface cracks of the slab do not occur during continuous casting It is clear that it is low and therefore is excellent in manufacturability.
- the inventive examples A1 to A32 after the heat treatment for measuring the prior austenite grain size described above all had a tensile strength of 800 MPa or more.
- any of the cold forgeability, coarse grain prevention characteristics, and manufacturability is inferior. That is, since B1 to B4 have too much Bi added, the hot ductility is lowered and the manufacturability is poor. In B5 to B7, Bi was not added, or the addition amount was too small, so the coarse grain preventing properties were inferior. In B8 and B9, the added amount of Ti is too large, or the N content is small relative to the added Ti amount and the Ti—Nb-based precipitate formation index IP is exceeded. It was inferior to the forgeability.
- the steel according to the present invention it is possible to provide steel that can achieve both softening during cold forging and suppression of generation of coarse grains during quenching after cold forging.
- the steel according to the present invention is excellent in manufacturability because it is not cracked during casting or rolling, and can be manufactured under conditions that do not impose a load on manufacturing equipment.
- wear of the mold during cold forging can be suppressed, and the life of the mold can be improved.
- the steel according to the present invention to cold forged parts, the cost of expensive dies can be reduced, which can contribute to the reduction of the manufacturing cost of high-strength bolts having a tensile strength of 800 MPa or more. it can.
- the steel according to the present invention is excellent in machinability. Therefore, the present invention has a great industrial contribution.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
(2)上記(1)に記載の鋼は、前記化学成分が、単位質量%で、Si:0.01%以上0.30%未満、Cr:0.01~1.50%、及びAl:0.001~0.050%からなる群から選択される1種又は2種以上を含有してもよい。
(3)上記(1)または(2)に記載の鋼は、前記化学成分が、単位質量%で、Mo:0.02~0.20%、Cu:0.02~0.20%、Ni:0.02~0.20%、及びNb:0.002~0.030%からなる群から選択される1種又は2種以上を含有してもよい。
(4)上記(1)~(3)のいずれか一項に記載の鋼は、以下の式1によって定義されるN固定指数IFNが0以上であってもよい。
IFN=[Ti]-3.5×[N]…(式1)
ここで[Ti]は単位質量%でのTi含有量であり、[N]は単位質量%でのN含有量である。
(5)上記(1)~(4)のいずれか一項に記載の鋼は、以下の式2によって定義されるTi-Nb系析出物生成指数IPが0.0100以下であってもよい。
IP=0.3×[Ti]+0.15×[Nb]-[N]…(式2)
ここで[Ti]は単位質量%でのTi含有量であり、[Nb]は単位質量%でのNb含有量であり、[N]は単位質量%でのN含有量である。
(b)上記(a)に記載の鋼は、前記化学成分が、単位質量%で、Si:0.01%以上0.30%未満、Cr:0.01~1.50%、及びAl:0.001~0.050%からなる群から選択される1種又は2種以上を含有してもよい。
(c)上記(a)または(b)に記載の鋼は、前記化学成分が、単位質量%で、Mo:0.02~0.20%、Cu:0.02~0.20%、Ni:0.02~0.20%、及びNb:0.002~0.030%からなる群から選択される1種又は2種以上を含有してもよい。
(d)上記(a)~(c)のいずれか一項に記載の鋼は、以下の式1によって定義されるN固定指数IFNが0以上であってもよい。
IFN=[Ti]-3.5×[N]…(式1)
ここで[Ti]は単位質量%でのTi含有量であり、[N]は単位質量%でのN含有量である。
(e)上記(a)~(d)のいずれか一項に記載の鋼は、以下の式2によって定義されるTi-Nb系析出物生成指数IPが0.0100以下であってもよい。
IP=0.3×[Ti]+0.15×[Nb]-[N]…(式2)
ここで[Ti]は単位質量%でのTi含有量であり、[Nb]は単位質量%でのNb含有量であり、[N]は単位質量%でのN含有量である。
また、本実施形態に係る鋼に対して、公知の方法でボルト加工・焼入れ・焼戻しを行うことにより、優れた生産性で、粗大粒の発生がないボルトが得られる。
まず、本発明の鋼の化学成分について説明する。以下、化学成分に関する単位「%」は、「質量%」を示す。
Cは、焼戻しマルテンサイト組織を持つ鋼の強度を高めるために必要な元素である。焼入れ後の引張強さを800MPa以上とするために、C含有量を0.15%以上とする必要がある。好ましいC含有量の下限は、0.17%、0.19%、又は0.23%である。
他方、C含有量が0.40%を超えると熱間圧延後の圧延材の硬さが高くなりすぎるので、冷間鍛造用金型の寿命が著しく低下する。そのため、C含有量の上限を0.40%とする。好ましいC含有量の上限は0.35%、0.34%、0.33%、又は0.30%である。
Mnは鋼の焼入性を向上させるのに有効な元素である。焼入れによってマルテンサイトを得るために必要な焼入性を確保するために、Mn含有量を0.10%以上とする必要がある。好ましいMn含有量の下限は0.20%、0.35%、又は0.40%である。
他方、Mn含有量が1.50%を超えると、熱間圧延後且つ冷間鍛造前の圧延材の硬さが高くなりすぎるので、冷間鍛造用の金型の寿命が著しく低下する。そのため、Mn含有量の上限を1.50%とする。好ましいMn含有量の上限は1.30%、1.00%、又は0.80%である。
Sは、MnS、TiS、及びTi2C2Sとして鋼中に存在し、焼入れ加熱時にピン止め粒子として働くことによりオーステナイト結晶粒の異常粒成長を抑制する効果を持つ。このため、S含有量を0.002%以上とする必要がある。好ましいS含有量の下限は0.003%である。
しかし、本実施形態に係る鋼ではBiを用いて異常粒成長を抑制するので、S含有量は従来技術より少なくても足りる。さらに、S含有量が0.020%を超えると、Sが焼入れ後の鋼の旧オーステナイト粒界を脆化させ、耐遅れ破壊特性(耐水素脆化特性)を低下させる。加えて、上述のTi2C2Sは鋼の切削性を損ねる粒子であるので、S含有量が0.020%を超えると鋼の切削性の劣化が生じるおそれがある。そのため、S含有量を0.020%以下に制限する必要がある。好ましくは、S含有量の上限値は0.015%、0.010%、又は0.005%である。
Tiは、鋼中のC、N、Sと化合物を形成してTiN、Ti(CN)、TiC、TiS、Ti2C2S等のTi系介在物として鋼中に存在し、焼入れ加熱時にピン止め粒子として働くことによりオーステナイト結晶粒の異常粒成長を抑制する効果を持つ。またTiは、鋼中の固溶Nと強い親和力を持つので、鋼中の固溶Nを予めTiNとして固定し、BNの生成を抑制するのに極めて有効な元素である。ボロン鋼においては、焼入性の向上に有効である固溶Bの含有量を確保するために、BNの生成を抑制することが必要である。よって、Ti含有量を0.005%以上とする必要がある。好ましいTi含有量の下限は0.010%、0.015%、又は0.020%である。
しかし、本実施形態に係る鋼ではBiを用いて異常粒成長を抑制するので、Ti含有量は従来技術より少なくても足りる。さらに、Ti含有量が0.050%を超えると、Ti系介在物粒子が析出強化を生じさせ、熱間圧延後の圧延材の硬さが高くなりすぎるので、冷間鍛造用の金型の寿命が著しく低下する。Ti系介在物粒子の含有量を高めながら熱間圧延後の圧延材の硬さを抑制するためには、熱間圧延温度を低くする必要があるが、このことは生産性、及び設備寿命等の点で好ましくない。さらに、Ti含有量を高めた場合、鋼の切削性を損ねる粒子であるTi2C2Sが大量に生じ、切削性の劣化が生じるので、本実施形態に係る鋼に切削加工を適用することが困難になる。そのため、Ti含有量の上限を0.050%とする。好ましいTi含有量は、0.040%以下、0.030%以下、0.030%未満、または0.025%以下である。
Bは、微量に含有された場合に鋼の焼入性の向上に寄与する元素であり、熱間圧延後且つ冷間鍛造前の圧延材の硬さを増加させることなく、焼入性の向上効果を得て冷間鍛造及び焼入れ後の硬さを増大させることができる。Bは、特にボルト用ボロン鋼に必須の元素である。また、Bは旧オーステナイト粒界に偏析して旧オーステナイト粒界を強化することによって粒界破壊を抑制する効果を有する。上記の効果を得る場合には、B含有量を0.0005%以上とする必要がある。好ましくは、B含有量の下限値は0.0010%、0.0012%、または0.0015%である。
他方、B含有量が0.0050%を超えると、その効果は飽和する。そのため、B含有量を0.0050%以下とする。好ましくは、B含有量の上限値は0.0030%、0.0025%、0.0020%、又は0.0018%である。
約0.0010%~0.0100%程度の微量のBiが鋼の焼入れの際に組織に及ぼす影響について、これまで詳細に検討された例は無い。本発明者らは、微量のBiが焼入れ加熱時のオーステナイト結晶粒の異常粒成長を抑制することによって、粗大粒の発生を防止する効果があることを知見した。また、異常粒成長を抑制するために必要なBi含有量は微量であるので、焼入れ加熱時の粗大粒の発生を抑制する上述のBiの効果が、熱間圧延後の圧延材の硬さを増加させることなく得られることも、本発明者らは知見した。上記の効果を得る場合には、Bi含有量を0.0010%以上とする必要がある。Bi含有量の下限値は、好ましくは0.0020%、0.0025%、又は0.0030%である。
他方、Bi含有量が0.0100%を超えると、その効果は飽和するのみならず、鋼の熱間延性が低下するので鋼の製造工程(鋳造、圧延工程等)において割れ、きずが発生しやすくなり、歩留まりが低下する。さらに、Bi含有量が0.0100%を超えると、焼入れ後の鋼において粒界脆化が生じ、鋼の機械特性が損なわれる。そのため、Bi含有量を0.0100%以下とする。Bi含有量は好ましくは0.0100%未満、0.0080%以下、又は0.0060%以下である。
Pは不純物であり、旧γ粒界を脆化させ、鋼の耐遅れ破壊特性(耐水素脆化特性)を低下させる元素である。そのため、P含有量を0.020%以下に制限する必要がある。好ましくは、P含有量の上限値は0.015%、0.013%、又は0.010%である。
Pは本実施形態にかかる鋼の課題を解決するために必要とされないので、P含有量の下限値は0%である。しかし、P含有量を低減するための精錬工程のコストを抑制するために、P含有量の下限値を0.001%としてもよい。
Nは、Bと化合物を形成してBNとして鋼中に存在している場合には、固溶B量を減少させて、Bによる焼入性の向上効果を損なう。Nは、本実施形態に係る鋼では有害であるので、N含有量の下限値は0%である。しかし、N含有量を低減するための精錬工程のコストを抑制するために、N含有量の下限値を0.0001%、0.0005%、又は0.0010%としてもよい。
N含有量が多い場合には、鋼中のNをTiNとして固定するために必要なTi含有量が増加するので、できるだけN含有量を低減することが望ましい。そのためN含有量を0.0100%以下に制限する必要がある。好ましくは、N含有量の上限値は0.0070%、0.0050%、又は0.0040%である。
上述の通り、本実施形態に係る鋼において、Si含有量の下限値は0%である。しかし、Siは、鋼の焼入性を向上させ、マルテンサイトの焼戻し軟化抵抗を向上させるのに有効な元素である。上記の効果を得る場合には、Si含有量を0%超または0.01%以上とすることが好ましい。Si含有量の下限値を、0.05%、又は0.15%としても良い。
しかしSi含有量が0.30%以上になると、熱間圧延後且つ冷間鍛造前の鋼(圧延材)の硬さの上昇量が大きくなるので、冷間鍛造用の金型の寿命が低下する。そのため、Si含有量を0.30%未満とする。好ましいSi含有量の上限は0.27%、0.25%、又は0.20%である。
上述の通り、本実施形態に係る鋼において、Cr含有量の下限値は0%である。しかし、Crは鋼の焼入性を向上させ、またマルテンサイトの焼戻し軟化抵抗を向上させるために有効な元素である。上記の効果を得る場合には、Cr含有量を0%超または0.01%以上とすることが好ましい。Cr含有量の下限値を、0.10%、0.20%、又は0.30%としても良い。
他方、Cr含有量が1.50%を超えると、熱間圧延後且つ冷間鍛造前の圧延材の硬さが高くなりすぎるので、冷間鍛造用の金型の寿命が著しく低下する。そのため、Cr含有量の上限を1.50%とする。好ましいCr含有量の上限は1.20%、1.00%、又は0.80%である。
Alは鋼の脱酸に有効な元素であるが、他の元素(Si、Ti等)によって脱酸を行う場合は必ずしも含有させなくても良い。従って、Al含有量の下限値は0%である。しかしながら、Alによる脱酸効果を得るためには、0.001%以上、0.005%以上、又は0.010%以上含有させることが好ましい。
他方、Al含有量が0.050%を超えると、粗大な介在物が生成して鋼の靭性が低下するなどの問題が顕著になる。そのため、Alを含有させる場合でも、Al含有量の上限は0.050%とする。Al含有量の上限は好ましくは0.040%、0.030%、又は0.025%である。
上述の通り、本実施形態に係る鋼において、Mo含有量の下限値は0%である。しかし、Moは、その含有量が少量であっても鋼の焼入性の向上に寄与する元素である。上記の効果を得る場合には、Mo含有量を0.02%以上とすることが好ましい。さらに好ましくは、Mo含有量の下限値は0.03%、0.04%、又は0.05%である。
他方、Moは高価な合金元素であるので、Mo含有量が0.20%超となると製造コスト上不利である。そのため、Moを含有させる場合でも、Mo含有量を0.20%以下とする。好ましくは、Mo含有量の上限値は0.16%、0.13%、又は0.10%である。
上述の通り、本実施形態に係る鋼において、Cu含有量の下限値は0%である。しかし、Cuは鋼の耐食性を向上させる元素である。上記の効果を得る場合には、Cu含有量を0.02%以上とすることが好ましい。さらに好ましくは、Cu含有量の下限値は0.05%である。
他方、Cu含有量が0.20%を超えると、鋼の熱間延性が低下し、連続鋳造時の製造性が損なわれるなどの問題が顕著になる。そのため、Cuを含有させる場合でも、Cu含有量を0.20%以下とする。好ましくは、Cu含有量の上限値は0.15%、0.10%、又は0.08%である。
上述の通り、本実施形態に係る鋼において、Ni含有量の下限値は0%である。しかし、Niは鋼の耐食性を向上させる元素であり、また、鋼の靭性の向上にも有効な元素である。上記の効果を得る場合には、Ni含有量を0.02%以上とすることが好ましい。さらに好ましくは、Ni含有量の下限値は0.03%、0.04%、又は0.05%である。
他方、Niは高価な合金元素であるので、Ni含有量が0.20%を超えると製造コスト上不利である。そのため、Niを含有させる場合でも、Ni含有量を0.20%以下とする。好ましくは、Ni含有量の上限値は0.15%、0.12%、0.10%、又は0.08%である。
上述の通り、本実施形態に係る鋼において、Nb含有量の下限値は0%である。しかし、Nbは鋼中のCと化合物を形成してNbC、あるいはTiNb(CN)等のNb系介在物として鋼中に存在し、焼入れ加熱時にピン止め粒子としてオーステナイト結晶粒の異常粒成長を抑制する効果を持つ。上記の効果を得る場合には、Nb含有量を0.002%以上とすることが好ましい。さらに好ましくは、Nb含有量の下限値は0.003%、0.005%、又は0.006%である。
他方、Nb含有量が0.030%を超えると、その効果が飽和するだけでなく、Nb系介在物が析出強化を生じさせるので、連続鋳造時の製造性が損なわれる。あるいはこの場合、Nb系介在物が析出強化を生じさせるので、熱間圧延後の圧延材の硬さが高くなりすぎる。従って、Nb含有量が0.030%を超えると、製造性の低下、及び冷間鍛造用の金型の寿命の著しい低下などの問題が顕著になる。そのため、Nbを含有させる場合でも、Nb含有量を0.030%以下とする。好ましくは、Nb含有量の上限値は0.015%、0.013%、又は0.010%である。
上述したB含有による効果を得るためには、鋼中に固溶したN(固溶N)を低減することによってBNの生成を抑制することが必要である。したがって、鋼中のNの含有量を低減するとともに、Tiを鋼中に含有させることによって、NをTiNの形で安定的に固定し、これにより固溶N量を低減することが望ましい。TiによりNを固定して上記の効果を得るためには、下記式1によって定義されるN固定指数IFNを0以上とすることが好ましい。N固定指数IFNの下限値を0.0005、0.0010、0.0014、又は0.0050としても良い。ただし、N固定指数IFNを特に限定しなくても、上述された範囲内にTi含有量及びN含有量が制御されている限り、本実施形態に係る鋼は冷間鍛造前に軟質化され、焼入れ時の粗大粒の発生を抑制できる。
IFN=[Ti]-3.5×[N]…(式1)
なお、上記式1における[Ti]、及び[N]は、単位質量%での鋼中のTi含有量、及びN含有量を示し、これらの元素が含有されない場合は0%とする。
上述したように、Tiを用いてNをTiNとして固定して固溶N量を減少させることが好ましい。しかしながら、TiNを固定するために必要な量を超過する量のTiを含有することは好ましくない。上述したように、TiはC及びS等とも結合して微細析出物を形成し、これら微細析出物が本実施形態に係る鋼の特性に悪影響を及ぼすおそれがある。また、Nbについても、Tiと同様の働きを有することを本発明者らは知見した。
IP=0.3×[Ti]+0.15×[Nb]-[N]…(式2)
なお、上記式2における[Ti]、[N]及び[Nb]は、単位質量%での鋼中のTi含有量、N含有量、及びNb含有量を示し、これらの元素が含有されない場合は0%とする。
本実施形態の鋼を製造するためには、上述された化学成分の鋼を転炉において溶製し、必要に応じて二次精錬工程を経て、連続鋳造によって鋳片とする。この鋳片を再加熱し、分塊圧延を行うことによって断面が例えば162mm角(縦162mm×横162mm)の線材圧延用の素材(鋼片)とする。次に、鋼片を1000~1280℃程度の温度で加熱し、引き続いて線材圧延を行うことによって、直径6~20mmの線材形状とする。その後熱間において巻取装置によってコイル形状に巻取った後、室温まで冷却する。このようにして、本実施形態の鋼が得られる。



Claims (5)
- 化学成分が、単位質量%で、
C:0.15%~0.40%、
Mn:0.10%~1.50%、
S:0.002~0.020%、
Ti:0.005%~0.050%、
B:0.0005~0.0050%、
Bi:0.0010%~0.0100%、
P:0.020%以下、
N:0.0100%以下、
Si:0%以上0.30%未満、
Cr:0~1.50%、
Al:0~0.050%、
Mo:0~0.20%、
Cu:0~0.20%、
Ni:0~0.20%、及び
Nb:0~0.030%を含有し、
残部がFeおよび不純物からなる
ことを特徴とする鋼。 - 前記化学成分が、単位質量%で、
Si:0.01%以上0.30%未満、
Cr:0.01~1.50%、及び
Al:0.001~0.050%
からなる群から選択される1種又は2種以上を含有する
ことを特徴とする請求項1に記載の鋼。 - 前記化学成分が、単位質量%で、
Mo:0.02~0.20%、
Cu:0.02~0.20%、
Ni:0.02~0.20%、及び
Nb:0.002~0.030%
からなる群から選択される1種又は2種以上を含有する
ことを特徴とする請求項1又は2に記載の鋼。 - 以下の式1によって定義されるN固定指数IFNが0以上であることを特徴とする請求項1~3のいずれか一項に記載の鋼。
IFN=[Ti]-3.5×[N]…(式1)
ここで[Ti]は単位質量%でのTi含有量であり、[N]は単位質量%でのN含有量である。 - 以下の式2によって定義されるTi-Nb系析出物生成指数IPが0.0100以下であることを特徴とする請求項1~4のいずれか一項に記載の鋼。
IP=0.3×[Ti]+0.15×[Nb]-[N]…(式2)
ここで[Ti]は単位質量%でのTi含有量であり、[Nb]は単位質量%でのNb含有量であり、[N]は単位質量%でのN含有量である。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020197007851A KR20190041502A (ko) | 2016-09-28 | 2016-09-28 | 강 |
| CN201680089493.8A CN109790602B (zh) | 2016-09-28 | 2016-09-28 | 钢 |
| US16/329,463 US20190256957A1 (en) | 2016-09-28 | 2016-09-28 | Steel |
| PCT/JP2016/078558 WO2018061101A1 (ja) | 2016-09-28 | 2016-09-28 | 鋼 |
| JP2018541768A JP6798557B2 (ja) | 2016-09-28 | 2016-09-28 | 鋼 |
| EP16917654.2A EP3521469A4 (en) | 2016-09-28 | 2016-09-28 | STEEL |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/078558 WO2018061101A1 (ja) | 2016-09-28 | 2016-09-28 | 鋼 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018061101A1 true WO2018061101A1 (ja) | 2018-04-05 |
Family
ID=61760184
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/078558 Ceased WO2018061101A1 (ja) | 2016-09-28 | 2016-09-28 | 鋼 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20190256957A1 (ja) |
| EP (1) | EP3521469A4 (ja) |
| JP (1) | JP6798557B2 (ja) |
| KR (1) | KR20190041502A (ja) |
| CN (1) | CN109790602B (ja) |
| WO (1) | WO2018061101A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019218584A (ja) * | 2018-06-18 | 2019-12-26 | 日本製鉄株式会社 | ボルト |
| CN111100976A (zh) * | 2019-09-20 | 2020-05-05 | 河南中原特钢装备制造有限公司 | 玻璃模具用钢锻后防止开裂的热处理工艺 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113667906B (zh) * | 2021-07-22 | 2023-01-31 | 河钢股份有限公司 | 一种直条耐候高强度螺栓用精品钢及其生产方法 |
| KR20230082090A (ko) * | 2021-12-01 | 2023-06-08 | 주식회사 포스코 | 내지연파괴 저항성이 향상된 냉간단조용 선재, 강부품 및 이들의 제조방법 |
| CN114855093B (zh) * | 2022-03-28 | 2023-10-03 | 本钢板材股份有限公司 | 一种高冷镦成型性低碳低硅含铝冷镦钢热轧盘条及其制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49293B1 (ja) | 1969-03-24 | 1974-01-07 | ||
| JPS61253347A (ja) | 1985-04-30 | 1986-11-11 | Kobe Steel Ltd | 冷間加工性に優れた低炭素鋼 |
| JPH0347918A (ja) | 1989-04-08 | 1991-02-28 | Kobe Steel Ltd | 含b鋼の製造方法 |
| JPH0563524A (ja) | 1991-08-29 | 1993-03-12 | Sharp Corp | 信号入力回路 |
| JPH05339676A (ja) | 1992-06-11 | 1993-12-21 | Nippon Steel Corp | 冷間加工性の優れた機械構造用鋼材およびその製造方法 |
| JP2000328189A (ja) | 1999-05-11 | 2000-11-28 | Sumitomo Metal Ind Ltd | 冷間鍛造用鋼 |
| JP3443285B2 (ja) | 1997-07-23 | 2003-09-02 | 新日本製鐵株式会社 | 結晶粒粗大化防止特性と冷間鍛造性に優れた冷間鍛造用熱間圧延鋼材とその製造方法 |
| JP2006265704A (ja) | 2005-03-25 | 2006-10-05 | Kobe Steel Ltd | 耐結晶粒粗大化特性と冷間加工性に優れ、軟化焼鈍の省略可能な肌焼用鋼およびその製法 |
| JP2007239028A (ja) * | 2006-03-08 | 2007-09-20 | Honda Motor Co Ltd | 鋼材の熱処理方法 |
| JP2014019904A (ja) * | 2012-07-18 | 2014-02-03 | Nippon Steel & Sumitomo Metal | 焼入れ鋼材およびその製造方法ならびに焼入れ用鋼材 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5241276B2 (ja) | 1972-04-20 | 1977-10-17 | ||
| JPS63216952A (ja) * | 1987-03-04 | 1988-09-09 | Daido Steel Co Ltd | 冷間鍛造用鋼 |
| JPH0797656A (ja) * | 1993-09-30 | 1995-04-11 | Kobe Steel Ltd | 冷間鍛造用鋼 |
| KR101617985B1 (ko) * | 2012-01-26 | 2016-05-03 | 신닛테츠스미킨 카부시키카이샤 | 열처리 변형이 작은 표면 경화 강재 |
| KR101656977B1 (ko) * | 2012-04-10 | 2016-09-12 | 신닛테츠스미킨 카부시키카이샤 | 충격 흡수 부재에 적합한 강판과 그 제조 방법 |
| EP2883976B1 (en) * | 2012-08-07 | 2019-03-13 | Nippon Steel & Sumitomo Metal Corporation | Galvanized steel sheet for hot forming |
| CN104308089A (zh) * | 2012-10-22 | 2015-01-28 | 宁波吉威熔模铸造有限公司 | 一种汽车发动机支架的制造方法 |
-
2016
- 2016-09-28 WO PCT/JP2016/078558 patent/WO2018061101A1/ja not_active Ceased
- 2016-09-28 KR KR1020197007851A patent/KR20190041502A/ko not_active Ceased
- 2016-09-28 US US16/329,463 patent/US20190256957A1/en not_active Abandoned
- 2016-09-28 CN CN201680089493.8A patent/CN109790602B/zh not_active Expired - Fee Related
- 2016-09-28 JP JP2018541768A patent/JP6798557B2/ja active Active
- 2016-09-28 EP EP16917654.2A patent/EP3521469A4/en not_active Withdrawn
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49293B1 (ja) | 1969-03-24 | 1974-01-07 | ||
| JPS61253347A (ja) | 1985-04-30 | 1986-11-11 | Kobe Steel Ltd | 冷間加工性に優れた低炭素鋼 |
| JPH0347918A (ja) | 1989-04-08 | 1991-02-28 | Kobe Steel Ltd | 含b鋼の製造方法 |
| JPH0563524A (ja) | 1991-08-29 | 1993-03-12 | Sharp Corp | 信号入力回路 |
| JPH05339676A (ja) | 1992-06-11 | 1993-12-21 | Nippon Steel Corp | 冷間加工性の優れた機械構造用鋼材およびその製造方法 |
| JP3443285B2 (ja) | 1997-07-23 | 2003-09-02 | 新日本製鐵株式会社 | 結晶粒粗大化防止特性と冷間鍛造性に優れた冷間鍛造用熱間圧延鋼材とその製造方法 |
| JP2000328189A (ja) | 1999-05-11 | 2000-11-28 | Sumitomo Metal Ind Ltd | 冷間鍛造用鋼 |
| JP2006265704A (ja) | 2005-03-25 | 2006-10-05 | Kobe Steel Ltd | 耐結晶粒粗大化特性と冷間加工性に優れ、軟化焼鈍の省略可能な肌焼用鋼およびその製法 |
| JP2007239028A (ja) * | 2006-03-08 | 2007-09-20 | Honda Motor Co Ltd | 鋼材の熱処理方法 |
| JP2014019904A (ja) * | 2012-07-18 | 2014-02-03 | Nippon Steel & Sumitomo Metal | 焼入れ鋼材およびその製造方法ならびに焼入れ用鋼材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3521469A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019218584A (ja) * | 2018-06-18 | 2019-12-26 | 日本製鉄株式会社 | ボルト |
| JP7155644B2 (ja) | 2018-06-18 | 2022-10-19 | 日本製鉄株式会社 | ボルト |
| CN111100976A (zh) * | 2019-09-20 | 2020-05-05 | 河南中原特钢装备制造有限公司 | 玻璃模具用钢锻后防止开裂的热处理工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109790602A (zh) | 2019-05-21 |
| EP3521469A1 (en) | 2019-08-07 |
| KR20190041502A (ko) | 2019-04-22 |
| CN109790602B (zh) | 2021-03-02 |
| JPWO2018061101A1 (ja) | 2019-07-04 |
| JP6798557B2 (ja) | 2020-12-09 |
| US20190256957A1 (en) | 2019-08-22 |
| EP3521469A4 (en) | 2020-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6479527B2 (ja) | 酸洗性、および焼入れ焼戻し後の耐遅れ破壊性に優れたボルト用線材、並びにボルト | |
| JP4448456B2 (ja) | 浸炭時の粗大粒防止特性と疲労特性に優れた肌焼鋼とその製造方法 | |
| JP4808828B2 (ja) | 高周波焼入れ用鋼及び高周波焼入れ鋼部品の製造方法 | |
| JP5363922B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| KR101965520B1 (ko) | 냉간 단조 부품용 압연 봉강 또는 압연 선재 | |
| JP5913214B2 (ja) | ボルト用鋼およびボルト、並びにそれらの製造方法 | |
| EP3124638B1 (en) | Stabilizer steel having high strength and excellent corrosion resistance, vehicle stabilizer employing same, and method for manufacturing same | |
| JP5871085B2 (ja) | 冷間鍛造性および結晶粒粗大化抑制能に優れた肌焼鋼 | |
| JP6461672B2 (ja) | 冷間圧造性、および焼入れ焼戻し後の耐遅れ破壊性に優れたボルト用鋼線、並びにボルト | |
| CN105849297A (zh) | 高强度弹簧用轧制材和使用了它的高强度弹簧用丝材 | |
| JP6798557B2 (ja) | 鋼 | |
| JPH11335777A (ja) | 冷間加工性と低浸炭歪み特性に優れた肌焼鋼とその製造方法 | |
| WO2017115842A1 (ja) | 肌焼鋼、浸炭部品および肌焼鋼の製造方法 | |
| JP5302840B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| WO2015146331A1 (ja) | 耐遅れ破壊性に優れた高強度ボルト用鋼および高強度ボルト | |
| WO2018008703A1 (ja) | 圧延線材 | |
| WO2015159650A1 (ja) | 熱間圧延線材 | |
| JP7149131B2 (ja) | 冷間加工性および耐結晶粒粗大化特性に優れた機械構造用鋼 | |
| WO2017094487A1 (ja) | 高強度ボルト | |
| JP5601861B2 (ja) | ボロン鋼圧延焼鈍鋼板の製造法 | |
| JP6459704B2 (ja) | 冷間鍛造部品用鋼 | |
| JP5633426B2 (ja) | 熱処理用鋼材 | |
| JP2018035421A (ja) | 浸炭時の粗大粒防止特性と疲労特性に優れた肌焼鋼およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16917654 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018541768 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20197007851 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016917654 Country of ref document: EP Effective date: 20190429 |