WO2018134872A1 - ホットスタンプ用鋼板 - Google Patents
ホットスタンプ用鋼板 Download PDFInfo
- Publication number
- WO2018134872A1 WO2018134872A1 PCT/JP2017/001358 JP2017001358W WO2018134872A1 WO 2018134872 A1 WO2018134872 A1 WO 2018134872A1 JP 2017001358 W JP2017001358 W JP 2017001358W WO 2018134872 A1 WO2018134872 A1 WO 2018134872A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- temperature
- hot
- hot stamping
- steel sheet
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/04—Hardening by cooling below 0 degrees Celsius
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0473—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
- C22C1/1036—Alloys containing non-metals starting from a melt
- C22C1/1068—Making hard metals based on borides, carbides, nitrides, oxides or silicides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a steel sheet for hot stamping.
- a method for forming a high-strength steel plate As a method for forming a high-strength steel plate, a method called hot stamping is known.
- hot stamping a steel sheet having a C content of about 0.20 mass% to 0.22 mass% is press-molded at a high temperature range of 700 ° C. or higher, and is quenched in or outside the press mold. According to the hot stamping, since the forming is performed in a high temperature range where the strength of the steel sheet is reduced, it is possible to suppress a forming defect that occurs in a cold press.
- a low-stress fracture may occur in a hot stamped molded body having a tensile strength of 1900 MPa or more.
- a hot stamped molded body that causes low stress fracture is used for a structural part for automobiles, the part may be broken even when subjected to a calculated impact that can be withstood in the design stage. Therefore, suppression of low stress fracture is extremely important for ensuring collision safety of automotive structural components. So far, low-stress fracture of marage steel is known, but low-stress fracture of hot stamped compacts is not known.
- JP 2014-161854 A Japanese Patent No. 5756773 Japanese Patent No. 5402191 Japanese Patent No. 5287770 JP 2014-118613 A
- An object of the present invention is to provide a steel sheet for hot stamping suitable for manufacturing a hot stamping molded body having high strength and capable of suppressing low stress fracture.
- the inventors of the present invention have studied to elucidate the cause of low stress fracture in a hot stamping molded body having a tensile strength of 1900 MPa or more.
- the present inventors first investigated the relationship between the structure of the hot stamped product and low stress fracture. As a result, it was found that the smaller the old ⁇ grains and the smaller the coarse carbides, the less likely the low stress fracture occurs.
- the present inventors examined improvement of the structure of the steel sheet used for hot stamping in order to achieve both the refinement of the old ⁇ grains of the hot stamping compact and the reduction of coarse carbides.
- bainite, fresh martensite and tempered martensite be the main phase, and it is preferable to reduce ferrite and pearlite that are likely to contain coarse carbide, and heating of a hot stamp.
- finely disperse carbides that are nucleation sites for reverse transformation to ⁇ in the steel sheet.
- the carbide includes iron-based carbides such as cementite and ⁇ carbide, and carbides of alloy elements such as TiC and NbC. Carbonitride is also included in the carbide.
- the present inventors conducted further intensive studies. As a result, the present inventors have found that by performing cold-rolled sheet annealing under a predetermined condition, a steel sheet suitable for manufacturing a hot stamped molded article having excellent fracture characteristics can be obtained. Based on the knowledge, the inventors have arrived at the following aspects of the invention.
- a steel sheet for hot stamping characterized by having a steel structure represented by:
- thermoforming steel plate suitable for manufacturing a hot stamping molded body having high strength and capable of suppressing low stress fracture.
- the steel structure of the steel sheet for hot stamping according to the embodiment of the present invention will be described.
- the area fraction of bainite, fresh martensite and tempered martensite 80% or more in total
- the number density of carbides (pieces / ⁇ m 2 ) and carbides in the old austenite grains It has a steel structure represented by the product of the ratio of precipitated carbide: 0.50 or more.
- the area fraction of bainite, fresh martensite and tempered martensite is 80% or more, the area fraction of pearlite is inevitably less than 20%, and the hot stamped molded body is less likely to contain coarse carbides. . Accordingly, the total area fraction of bainite, fresh martensite, and tempered martensite is 80% or more, preferably 90% or more, and more preferably 100%. In comparison, the total area fraction of ferrite and pearlite is less than 20%, preferably 10% or less, and more preferably 0%.
- the mechanical properties of the material depend on the volume fraction of the structure or phase, but if the steel structure is isotropic, the volume fraction is equivalent to the area fraction. The area fraction can be measured more simply than the volume fraction. Therefore, the area fraction is used in the present application.
- the product (T ⁇ M) is less than 0.50 and hot The old ⁇ grains of the stamp molded body become coarse and sufficient fracture characteristics cannot be obtained. Accordingly, the product (T ⁇ M) is 0.50 or more, preferably 0.60 or more, and more preferably 0.70 or more.
- the upper limit of the product (T ⁇ M) is not limited, but it is difficult to produce a hot stamping steel plate exceeding 10.
- the particle size of the carbide is not limited, but the number ratio of coarse carbides having a particle size of 0.5 ⁇ m or more is preferably 0.15 or less. Carbides are classified as either carbides precipitated in old ⁇ grains or carbides precipitated in old ⁇ grain boundaries.
- Common steel structures include, for example, ferrite, pearlite, upper bainite, lower bainite, retained austenite, fresh martensite or tempered martensite, or any combination thereof.
- ferrite ferrite
- pearlite upper bainite
- lower bainite retained austenite
- fresh martensite fresh martensite or tempered martensite, or any combination thereof.
- an example of a method for measuring the area fraction of these structures or phases will be described.
- a sample is taken from the steel sheet using a cross section parallel to the rolling direction and parallel to the thickness direction as an observation surface.
- the observation surface is polished, nital etched, and the range from the depth of the steel plate to the depth of t / 8 to the depth of 3t / 8 when the thickness of the steel plate is t is an electrolytic radiation type at a magnification of 5000 times.
- FE-SEM scanning electron microscope
- each area fraction of ferrite, pearlite, upper bainite, lower bainite, and tempered martensite is obtained from the average value of 10 visual fields.
- the upper bainite, the lower bainite, and the tempered martensite can be distinguished from each other by the presence and absence of iron-based carbides in the lath-like crystal grains and the elongation direction.
- Upper bainite is a collection of lath-like crystal grains, and contains carbides between the laths.
- Lower bainite is an aggregate of lath-like crystal grains, and contains iron-based carbide having a major axis of 5 nm or more inside.
- the iron-based carbide contained in the lower bainite has a single variant, and the iron-based carbide existing in one crystal grain extends substantially in a single direction.
- substantially single direction means a direction in which the angle difference is within 5 °.
- Tempered martensite is an aggregate of lath-like crystal grains and contains iron-based carbide having a major axis of 5 nm or more inside.
- the iron-based carbide contained in the tempered martensite has a plurality of variants, and the iron-based carbide existing in one crystal grain extends in a plurality of directions. Therefore, tempered martensite and lower bainite can be distinguished depending on whether the direction in which the iron-based carbide extends is plural or single.
- the area fraction S ⁇ of retained austenite is expressed by the following equation.
- the area fraction of fresh martensite can be specified by subtracting the area fraction S ⁇ of retained austenite from the area fraction of the remainder in FE-SEM observation.
- Ferrite is a massive crystal grain and does not contain substructure such as lath inside.
- Pearlite is a structure in which ferrite and cementite are alternately layered.
- layered ferrite in pearlite is distinguished from the massive ferrite described above.
- the particle size of carbide means an equivalent circle diameter obtained from the area of the carbide measured on the observation surface of the sample.
- the density and composition of the carbide can be determined, for example, by a transmission electron microscope (TEM) or a three-dimensional atom probe electrolysis ion having an analysis function by energy dispersive X-ray spectroscopy (EDX). It can be measured using a microscope (atom probe field micro ion: AP-FIM).
- the chemical composition of the hot stamping steel plate according to the embodiment of the present invention will be described.
- the steel sheet for hot stamping according to the embodiment of the present invention is manufactured through hot rolling, hot rolled sheet annealing, cold rolling, cold rolled sheet annealing, and the like. Therefore, the chemical composition of the hot stamping steel sheet takes into account not only the properties of the hot stamping steel sheet but also these treatments.
- “%”, which is a unit of the content of each element contained in the steel sheet for hot stamping means “mass%” unless otherwise specified.
- the steel sheet for hot stamping according to this embodiment has C: 0.27% to 0.60%, Mn: 0.50% to 5.00%, Si: 2.00% or less, P: 0.030% or less. S: 0.0100% or less, acid-soluble Al (sol.
- Al 0.100% or less
- N 0.0100% or less
- B 0.0000% to 0.0050%
- Cr 0.00% ⁇ 0.50%
- Mo 0.00% ⁇ 0.50%
- Ti 0.000% ⁇ 0.100%
- Nb 0.000% ⁇ 0.100%
- V 0.000% ⁇ 0 100%
- Cu 0.000% to 1.000%
- Ni 0.000% to 1.000%
- O 0.00% to 0.02%
- W 0.0% to 0.1 %
- Ta 0.0% to 0.1%
- Sn 0.00% to 0.05%
- Sb 0.00% to 0.05%
- Ca 0.00% to 0.05%
- Y 0.00% to 0.05%
- Zr 0.00% to 0.05%
- Ce 0.00% to 0.05%
- the balance Fe and impurities.
- the impurities include those contained in raw materials such as ore and scrap
- C (C: 0.27% to 0.60%) C is inexpensive and greatly contributes to improvement in strength.
- the C content is preferably 0.27% or more, more preferably 0.35% or more, and further preferably 0.40% or more.
- the C content is preferably 0.60% or less, and more preferably 0.55% or less.
- Mn decreases the Ac3 point and improves the hardenability of the steel sheet for hot stamping. If the Mn content is less than 0.50%, sufficient hardenability may not be obtained. Therefore, the Mn content is preferably 0.50% or more, more preferably 1.00% or more. On the other hand, if the Mn content exceeds 5.00%, the workability of the steel sheet for hot stamping before quenching may be deteriorated, and pre-forming before quenching may be difficult. In addition, a band-like structure due to segregation of Mn is likely to occur, and the toughness of the hot stamping steel sheet may be deteriorated. Therefore, the Mn content is preferably 5.00% or less.
- Si (Si: 2.00% or less) Si is contained as an impurity in steel, for example. If the Si content exceeds 2.00%, the Ac3 point is excessively high, and the quenching heating must be performed at over 1200 ° C, and the chemical conversion processability of the hot stamping steel sheet and the galvanizing ability of the galvanizing decrease. Sometimes. Therefore, the Si content is preferably 2.00% or less, more preferably 1.00% or less. Since Si has the effect
- P 0.030% or less
- P is contained, for example, as an impurity in steel. P deteriorates the workability of the steel sheet for hot stamping or deteriorates the toughness of the hot stamping molded body. For this reason, the lower the P content, the better. In particular, when the P content exceeds 0.030%, the workability and toughness are significantly reduced. Therefore, the P content is preferably 0.030% or less.
- S is contained as an impurity in steel. S deteriorates the formability of the steel sheet for hot stamping or deteriorates the toughness of the hot stamping molded body. For this reason, the lower the S content, the better. In particular, when the S content exceeds 0.0100%, the moldability and toughness are significantly reduced. Accordingly, the S content is preferably 0.0100% or less, and more preferably 0.0050% or less.
- sol.Al 0.100% or less
- Al is contained as an impurity in steel. sol. If the Al content exceeds 0.100%, the Ac3 point is excessively high, and the quenching heating may have to be performed above 1200 ° C. Therefore, sol.
- the Al content is preferably 0.100% or less. sol. Since Al has the effect
- N (N: 0.0100% or less) N is contained as an impurity in steel, for example. N deteriorates the formability of the steel sheet for hot stamping. For this reason, the lower the N content, the better. In particular, when the N content exceeds 0.0100%, the moldability is significantly reduced. Therefore, the N content is preferably 0.0100% or less.
- B, Cr, Mo, Ti, Nb, V, Cu, and Ni are optional elements that may be appropriately contained within a predetermined amount in the hot stamping steel plate.
- B improves the hardenability of the steel sheet for hot stamping. Therefore, B may be contained.
- the B content is preferably 0.0001% or more.
- the B content is preferably 0.005% or less.
- Cr 0.00% to 0.50%
- Cr improves the hardenability of the steel sheet for hot stamping. Therefore, Cr may be contained.
- the Cr content is preferably 0.18% or more.
- the Cr content is preferably 0.50% or less.
- Mo 0.00% to 0.50%
- Mo improves the hardenability of the steel sheet for hot stamping. Therefore, Mo may be contained. In order to sufficiently obtain this effect, the Mo content is preferably 0.03% or more. On the other hand, if the Mo content exceeds 0.50%, the workability of the steel sheet for hot stamping before quenching may deteriorate, and pre-formation before quenching may be difficult. Therefore, the Mo content is preferably 0.50% or less.
- Ti, Nb and V are strengthening elements, and contribute to an increase in strength of the steel sheet for hot stamping by strengthening precipitates, strengthening fine grains by suppressing the growth of ferrite crystal grains, and dislocation strengthening by suppressing recrystallization.
- the Ti content, the Nb content, and the V content are all preferably 0.01% or more.
- the Ti content, the Nb content, or the V content exceeds 0.100%, precipitation of carbonitrides increases and formability may deteriorate. Accordingly, the Ti content, Nb content, and V content are all preferably 0.100% or less.
- both the Cu content and the Ni content are preferably 0.01% or more.
- both Cu content and Ni content are preferably 1.000% or less.
- B 0.0000% to 0.0050%, Cr: 0.00% to 0.50%, Mo: 0.00% to 0.50%, Ti: 0.000% to 0.100%, Nb: 0.000% to 0.100%, V: 0.000% to 0.100%, Cu: 0.000% to 1.000%, or Ni: 0.000% to 1.000%, or Any combination of these is preferable.
- the steel sheet for hot stamping may contain the following elements intentionally or unavoidably within a predetermined amount. That is, O: 0.001% to 0.02%, W: 0.001% to 0.1%, Ta: 0.001% to 0.1%, Sn: 0.001% to 0.05%, Sb: 0.001% to 0.05%, As: 0.001% to 0.05%, Mg: 0.0001% to 0.05%, Ca: 0.001% to 0.05%, Y: 0.001% to 0.05%, Zr: 0.001% to 0.05%, La 0.001% to 0.05%, or Ce: 0.001% to 0.05%, or any of these A combination may be established.
- the Vickers hardness of the hot stamping steel plate according to this embodiment is not limited, but is preferably 500 Hv or more, more preferably 550 Hv or more.
- a tensile strength of 1900 MPa or more can be obtained in the hot stamped molded body, and even when low stress fracture occurs, stress that causes fracture Can be 1800 MPa or more.
- the vehicle body can be reduced in weight while obtaining excellent collision safety.
- the collision safety is a neck characteristic of the plate thickness and the collision safety.
- the plate thickness can be reduced to 1/5 by increasing the tensile strength by five times. This reduction in plate thickness has a great effect on reducing the weight of the automobile and improving the fuel consumption.
- a steel having the above chemical composition is melted by a conventional method and continuously cast to obtain a slab.
- Steel may be cast to obtain a steel ingot, and the steel ingot may be rolled into pieces to obtain a steel piece. From the viewpoint of productivity, continuous casting is preferable.
- the casting speed of continuous casting is preferably less than 2.0 m / min in order to effectively suppress Mn center segregation and V-shaped segregation. Moreover, in order to keep the cleanness of the surface of a slab favorable and to ensure productivity, the casting speed is preferably set to 1.2 m / min or more.
- hot rolling is performed on the slab or steel slab.
- the starting temperature is set to 1000 ° C. or higher and 1300 ° C. or lower from the viewpoint of more uniformly generating carbides.
- the finishing temperature of hot rolling is 850 ° C. or higher and 1000 ° C. or lower. If the finishing temperature is less than 850 ° C., the rolling load becomes excessive. When the finishing temperature exceeds 1000 ° C., the old ⁇ grain size becomes coarse.
- the winding temperature is 400 ° C. or higher and 700 ° C. or lower. When the coiling temperature is less than 400 ° C., the strength of the hot-rolled steel sheet becomes excessive, and breakage and shape defects are likely to occur during cold rolling. When the coiling temperature exceeds 700 ° C., an excessive amount of oxide is generated on the surface of the hot-rolled steel sheet, and the pickling property is deteriorated.
- the hot-rolled steel sheet obtained by hot rolling is descaled by pickling or the like.
- the hot rolled steel sheet is subjected to hot rolled sheet annealing.
- the hot-rolled annealed steel sheet is cold-rolled after the hot-rolled sheet annealing.
- Cold rolling may be performed by a conventional method.
- the rolling reduction in the cold rolling is preferably 30% or more from the viewpoint of securing a good flatness, and preferably 80% or less in order to avoid an excessive load.
- the cold rolled steel sheet obtained by cold rolling is subjected to cold rolled sheet annealing.
- cold-rolled sheet annealing it is heated to a first temperature of Ac3 point or higher and 1100 ° C or lower, held at the first temperature for 1 second or longer and 1000 seconds or shorter (heating time), and a second temperature of -150 ° C or lower Allow to cool.
- the first temperature is higher than the Ac3 point.
- the first temperature is higher than 1100 ° C.
- the effect of dissolving the carbide is saturated, and the cost increases greatly.
- the first temperature is higher than 1100 ° C.
- the ⁇ grains are likely to be coarsened, and the old ⁇ grains of the hot stamped product are likely to be coarse. Therefore, the first temperature is preferably 1100 ° C. or lower.
- the heating rate up to the first temperature is not limited and is, for example, 1 ° C./second to 5000 ° C./second. As the heating method, electric heating is preferable because a heating rate of 100 ° C./second or more can be easily obtained.
- the heating time is less than 1.0 second, the carbide is not sufficiently dissolved and coarse carbide remains, and the number density of the cooled carbide is insufficient. Accordingly, the heating time is 1.0 second or more. If the heating time exceeds 1000 seconds, the effect of dissolving the carbide is saturated, and the cost increases significantly. In addition, when the heating time exceeds 1000 seconds, the ⁇ grains are likely to be coarse, and the old ⁇ grains of the hot stamped product are likely to be coarse. Therefore, the heating time is preferably 1000 seconds or less.
- the second temperature which is the cooling stop temperature
- the cold-rolled annealed steel sheet may contain residual ⁇ . If the cold-rolled annealed steel sheet contains residual ⁇ , the carbide is not sufficiently precipitated during the heat treatment after the cold-rolled plate annealing due to the concentration of the solid solution C in the residual ⁇ . Therefore, the second temperature is ⁇ 150 ° C. or lower.
- the average cooling rate in the temperature range from the first temperature to 100 ° C. (first temperature range) is 1000 ° C./second or more, and from 100 ° C. to ⁇ 150
- the average cooling rate in the temperature range up to 50 ° C. is 50 ° C./second or more.
- the average cooling rate in the temperature range from the first temperature to 100 ° C. is less than 1000 ° C./second, carbides are likely to precipitate at the prior ⁇ grain boundaries after the martensitic transformation.
- the average cooling rate in the temperature range from 100 ° C. to ⁇ 150 ° C. is less than 50 ° C./second, solid solution C tends to concentrate in ⁇ during cooling, and residual ⁇ tends to remain.
- Cold-rolled sheet annealing may be performed twice or more. As the cold-rolled sheet annealing is performed, the old ⁇ grains become finer, which leads to the refinement of the old ⁇ grains of the hot stamped product.
- heat treatment of the cold-rolled annealed steel sheet is performed.
- heating is performed to a temperature of 100 ° C. to 300 ° C. (heating temperature), the temperature is maintained for 10 minutes to 480 minutes (heating time), and the temperature is cooled to about room temperature.
- the carbide can be finely dispersed in the old ⁇ grains.
- the heating temperature is less than 100 ° C., the carbide is not sufficiently precipitated. Accordingly, the heating temperature is 100 ° C. or higher.
- the heating temperature exceeds 300 ° C., the carbide grows coarsely and the number density of the carbide decreases. Accordingly, the heating temperature is 300 ° C. or lower.
- the heating time is less than 10 minutes, the carbide is not sufficiently precipitated. Therefore, the heating time is 10 minutes or more.
- the heating time exceeds 480 minutes, the carbide grows coarsely and the number density of the carbide decreases. Accordingly, the heating time is 480 minutes or less.
- ⁇ Plating may be applied to the steel sheet for hot stamping.
- hot-dip zinc-based plating is preferably performed in a continuous hot-dip galvanizing line.
- annealing may be performed prior to hot dip galvanizing, or the soaking temperature may be lowered and galvanizing may be performed without annealing.
- An alloying treatment may be performed after hot dip galvanizing to form an alloyed hot dip galvanized steel sheet.
- Zinc-based plating may be performed by electroplating.
- Examples of the zinc-based plating include hot dip galvanizing, alloying hot dip galvanizing, electrogalvanizing, hot dip zinc-aluminum alloy plating, electric nickel-zinc alloy plating, and electric iron-zinc alloy plating.
- the adhesion amount of plating is not particularly limited, and may be approximately the same as the adhesion amount of a conventional plated steel sheet.
- Zinc-based plating can be applied to at least a part of the surface of the steel material, but in general, zinc-based plating of a steel sheet is applied to one or both surfaces of the steel sheet.
- a blank material is formed from the hot stamping steel plate according to the embodiment of the present invention, the blank material is quenched, and the blank material is formed during the quenching.
- a blank material is formed by blanking a steel sheet for hot stamping by shear cutting, laser cutting or punching.
- the Vickers hardness of the hot stamping steel plate according to the present embodiment is, for example, 500 Hv or more. When the Vickers hardness is high, it is preferable to perform laser cutting.
- the blank In quenching, the blank is heated to a third temperature of Ac3 to 1000 ° C. at an average heating rate of 2 ° C./second or more, and the blank is held at the third temperature for 0.1 seconds to 3 minutes, The material is cooled from a third temperature to a fourth temperature of 400 ° C. or lower. Molding is performed during this cooling, and the average cooling rate is set to 100 ° C./second or more in the temperature range from the Ar 3 point to 400 ° C. By holding the blank material at the third temperature, the steel structure at the start of forming becomes a ⁇ single-phase structure, and the main phase of the steel structure becomes martensite during subsequent cooling to the fourth temperature.
- the third temperature is less than the Ac3 point, ferrite is contained in the steel structure during forming, and ferrite grows during cooling, and the area fraction of martensite is low, and sufficient strength may not be obtained.
- the third temperature exceeds 1000 ° C., the effect is saturated and ⁇ grains grow excessively, and the old ⁇ grains of the hot stamped article become coarse, and low stress fracture is likely to occur.
- the average heating rate up to the third temperature is less than 2 ° C./second, the ⁇ grains become coarse during the temperature rise, and the low-stress fracture tends to occur in the hot stamping molded body.
- the heating method is not limited, and furnace heating, infrared heating, and electric heating are exemplified. Of these, electric heating is most preferred. This is because electric heating can achieve the highest average heating rate. As the average heating rate is higher, the ⁇ grains are more easily refined, and higher productivity is obtained.
- the holding time at the third temperature is less than 0.1 seconds, the reverse transformation to ⁇ is insufficient, and it may be difficult to obtain a sufficient tensile strength, for example, a tensile strength of 1900 MPa or more.
- a sufficient tensile strength for example, a tensile strength of 1900 MPa or more.
- the holding time is 3 minutes or more, the ⁇ grains become coarse, and low stress fracture is likely to occur in the hot stamped product.
- the average cooling rate is set to 100 ° C./second or more in the temperature range from the Ar3 point to 400 ° C. If the average cooling rate in this temperature range is less than 100 ° C./second, ferrite transformation, pearlite transformation, or bainite transformation occurs, and a steel structure whose main phase is martensite cannot be obtained, and sufficient strength may not be obtained. is there.
- the average cooling rate is not limited. For example, the average cooling rate may be set to 100 ° C./second or more even in a temperature range of Ar 3 or higher.
- the upper limit of the cooling rate from the third temperature to the fourth temperature is not limited, but even if a special apparatus for cooling is used, the cooling rate is usually 2000 ° C./second or less industrially.
- the cooling rate is generally 1000 ° C./second or less for simple water cooling and 500 ° C./second or less for simple mold cooling.
- air cooling accompanying the transportation of the blank material may be performed.
- the blank material is cooled from the third temperature to the fourth temperature in the mold.
- the blank material may be cooled by heat removal from the mold, or the blank material may be cooled by spraying water on the blank material in the mold.
- the cooling rate in the temperature range of 400 ° C. or lower is not limited.
- the average cooling rate in the temperature range of 400 ° C. or less is less than 100 ° C./second, tempered martensite or bainite in which fine carbides are precipitated is obtained, and a residual ⁇ of about several percent is obtained. These contribute to the improvement of ductility.
- pressing is performed with a mold heated to a temperature between room temperature and 400 ° C., or when the temperature reaches a temperature of 400 ° C. from room temperature. Remove from the press and intentionally reduce the cooling rate.
- the average cooling rate in the temperature range of 400 ° C. or lower is 100 ° C./second or higher, a martensite single structure is obtained, the formation of carbides in martensite is suppressed, and particularly high strength is obtained.
- Ac3 point (degreeC) and Ar3 point (degreeC) can be calculated by the following formula.
- [X] indicates the content (% by mass) of the element X.
- Ac3 point 910 ⁇ 203 ⁇ [C] ⁇ 30 [Mn] ⁇ 11 [Cr] +44.7 [Si] +400 [Al] +700 [P] -15.2 [Ni] -20 [Cu] +400 [Ti] +104 [V] +31.5 [Mo]
- Ar3 point 901-325 [C] +33 [Si] -92 ([Mn] + [Ni] / 2 + [Cr] / 2 + [Cu] / 2 + [Mo] / 2)
- the hot stamping molded body may be subjected to heating at a temperature of 50 ° C. to 650 ° C. within 6 hours.
- the heating temperature is 50 ° C. to 400 ° C.
- fine carbides are precipitated in the martensite during the heating, and the delayed fracture resistance and mechanical properties are improved.
- the heating temperature is 400 to 650 ° C.
- alloy carbides and / or intermetallic compounds are precipitated during the heating, and the strength increases due to particle dispersion strengthening.
- a hot-rolled steel sheet was obtained by hot rolling a slab having the chemical composition shown in Table 1.
- the balance of the chemical composition shown in Table 1 is Fe and impurities.
- the starting temperature was 1200 ° C
- the finishing temperature was 900 ° C
- the winding temperature was 600 ° C.
- the average cooling rate was 20 ° C./second.
- the hot-rolled steel sheet was descaled by pickling and cold-rolled with a rolling reduction of 60% to obtain a cold-rolled steel sheet with a thickness of 1.6 mm.
- the cold-rolled sheet annealing of the cold-rolled steel sheet was performed with an electric heating facility.
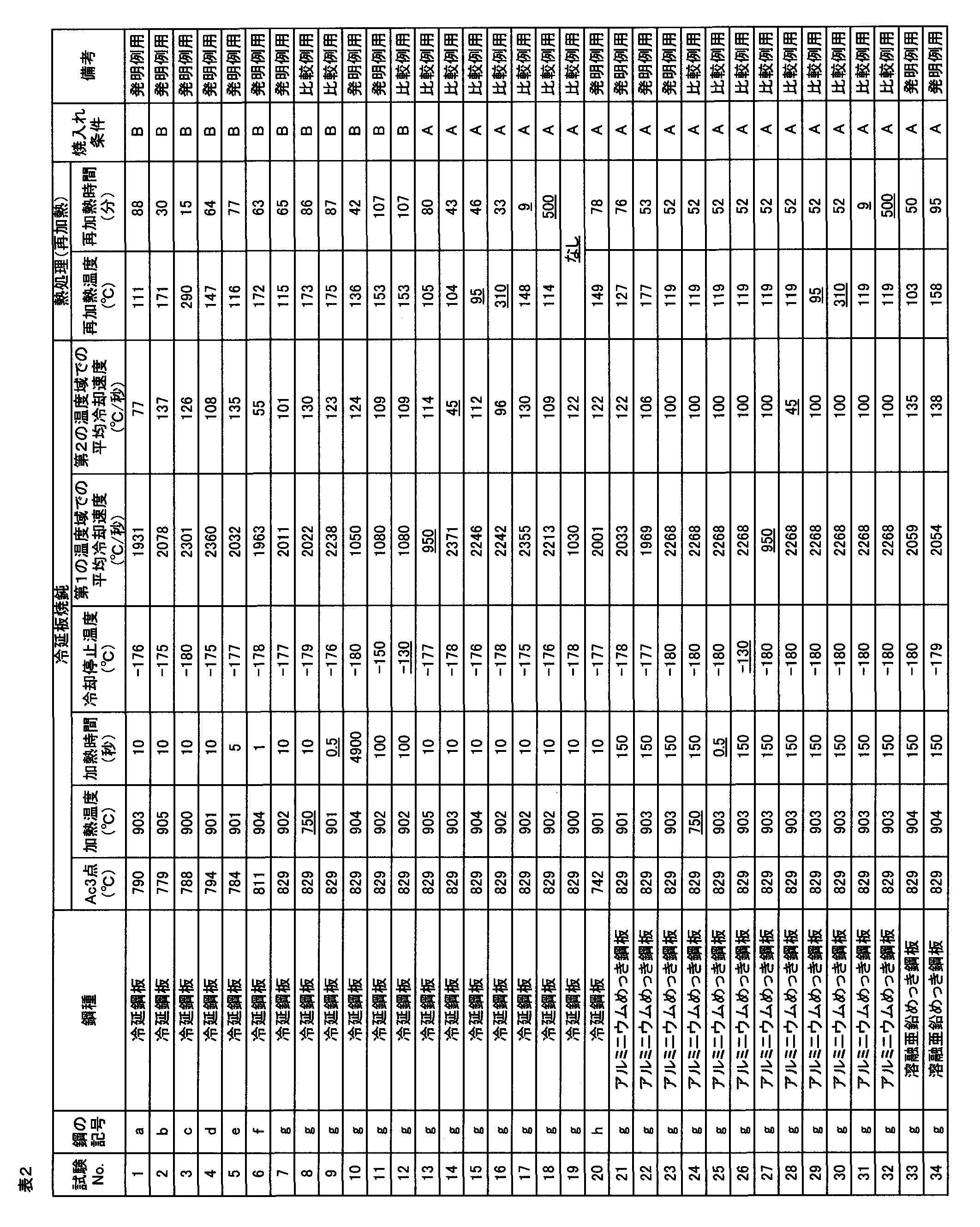
- Table 2 shows the conditions for cold-rolled sheet annealing.
- the first temperature range in Table 2 is a temperature range from the heating temperature to 100 ° C.
- the second temperature range is a temperature range from 100 ° C. to the cooling stop temperature.
- the average heating rate up to the heating temperature was 500 ° C./second.
- the cold-rolled annealed steel sheet was heat treated (reheated). The conditions for this heat treatment are also shown in Table 2.
- the cold-rolled annealed steel sheet was subjected to hot-dip aluminum plating, hot-dip galvanizing, or alloyed hot-dip galvanizing.
- hot-dip aluminum plating hot-dip galvanizing
- alloyed hot-dip galvanizing an alloyed hot-dip galvanized steel sheet
- an alloying treatment at 550 ° C. was performed, cooled to room temperature, and wound up.
- hot-rolled steel sheets, cold-rolled steel sheets, aluminum-plated steel sheets, hot-dip galvanized steel sheets, and galvannealed steel sheets were prepared as hot stamping steel sheets.
- a blank material was formed by blanking the steel sheet for hot stamping, and the blank material was quenched. Quenching was performed under either of the following two conditions A or B.
- condition A heating to 900 ° C. at an average heating rate of 10 ° C./second by atmospheric heating, holding at 900 ° C. for 2 minutes, air cooling to 700 ° C., average cooling rate of 100 ° C./second from 700 ° C. to 100 ° C.
- the mold was cooled.
- Condition B rapid heating to 900 ° C. at an average heating rate of 100 ° C./s by electric heating, holding at 900 ° C. for 1 second, air cooling to 700 ° C., average cooling at 100 ° C./s from 700 ° C. to 100 ° C.
- the mold was cooled at speed. In this way, various hot stamping molded articles were produced.
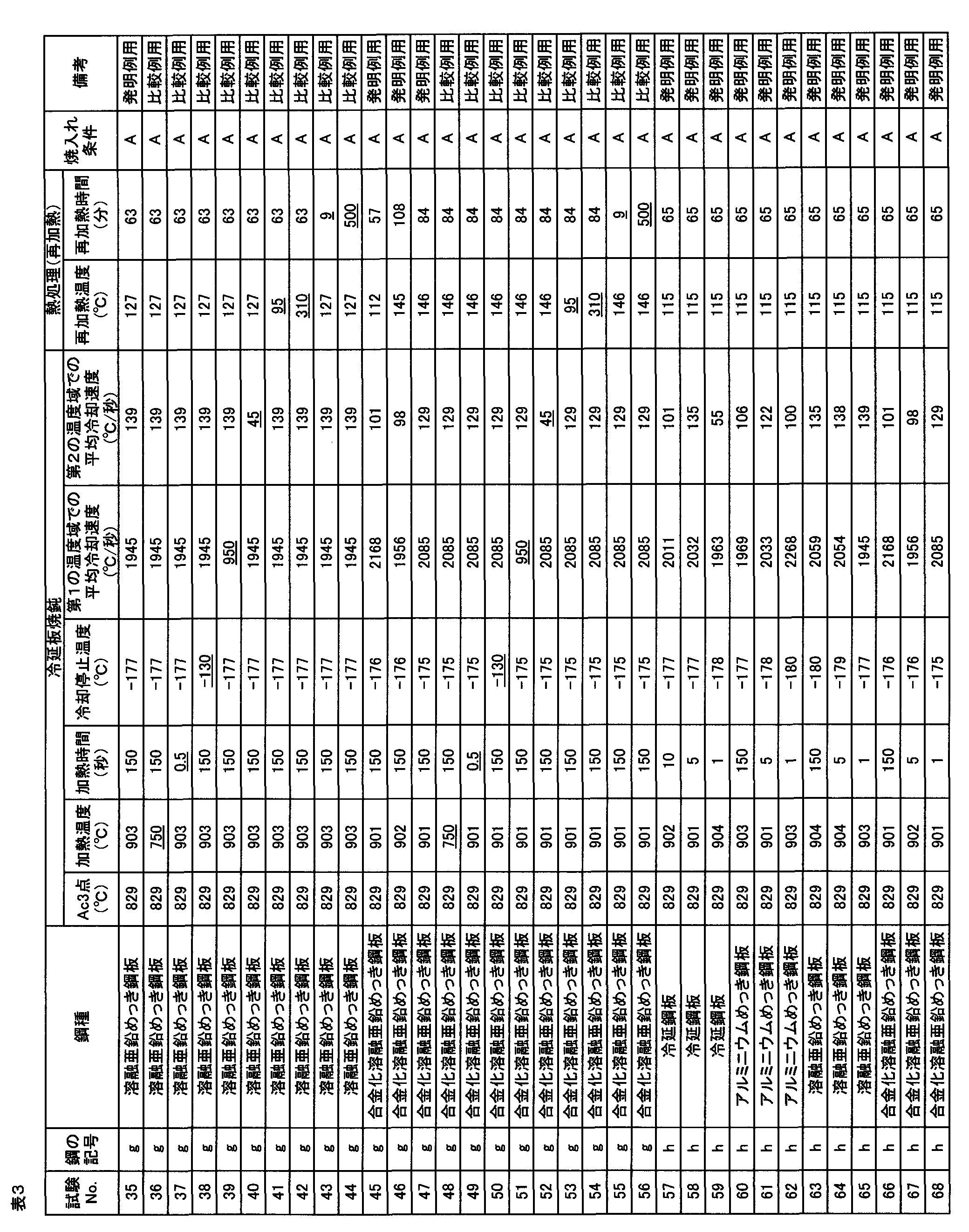
- the underline in Tables 1 to 3 indicates that the numerical value is out of the scope of the present invention.
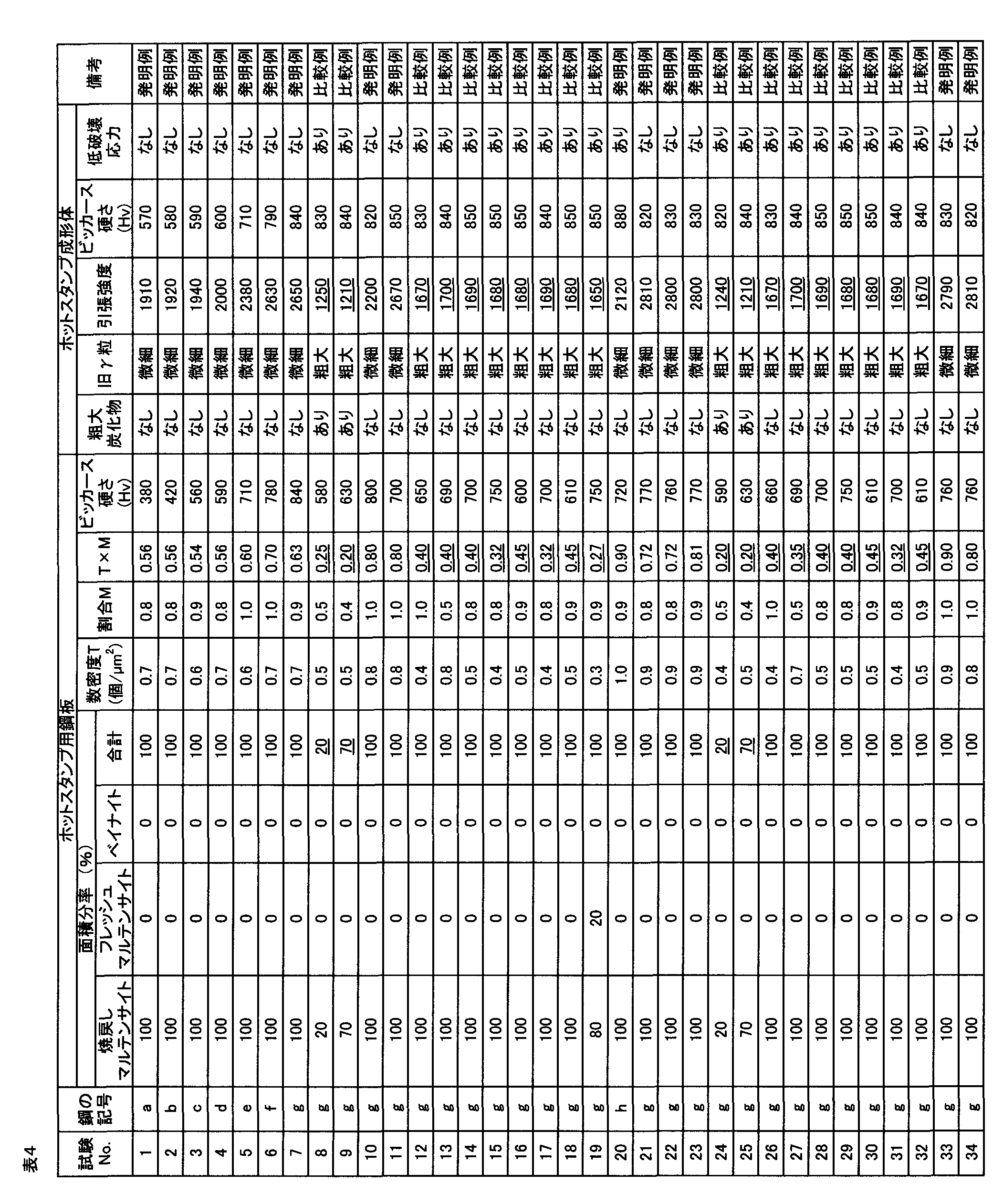
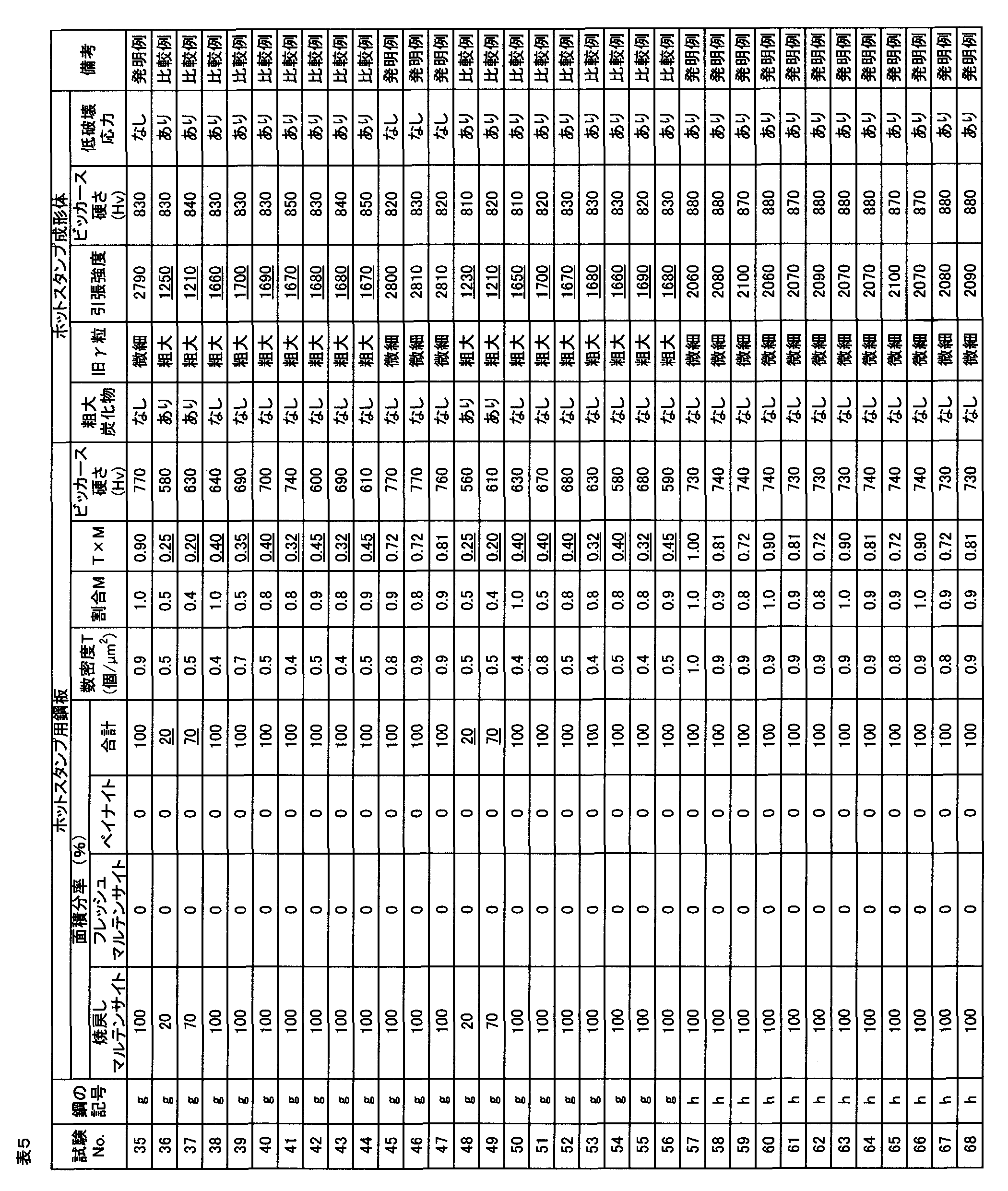
- the steel structure of the hot stamping steel sheet and the steel structure of the hot stamping compact were observed.
- the results are shown in Tables 4 and 5.
- a range of 1/8 to 3/8 thickness centered on 1/4 of the plate thickness was observed with FE-SEM.
- the thing of 20 micrometers or less was evaluated as fine, and the thing over 20 micrometers was evaluated as coarse.
- the coarse carbide in the field of view, the number ratio of carbides having a particle size of 0.5 ⁇ m or more was evaluated as “none” when the number ratio was 0.15 or less, and “above” when the number ratio exceeded 0.15.
- a tensile test piece based on JIS Z 2201 was collected from the hot stamped article, and the maximum tensile strength was measured by a tensile test based on JIS Z 2241. Test No. Each time five tensile tests were performed, the average value of the five maximum tensile strengths was determined as the test No. Of tensile strength. The results are also shown in Tables 4 and 5. The reason why the average value is the tensile strength is that when low stress fracture occurs, even if the manufacturing conditions are the same, a large variation in breaking stress is likely to occur. With respect to a certain true strain ⁇ a and true stress ⁇ a , it was determined that a low stress fracture occurred for a sample that had broken before the following Equation 1 was satisfied.
- Test No. 8 since the heating temperature of cold-rolled sheet annealing was too low, the total area fraction of bainite, fresh martensite and tempered martensite was insufficient, the product (T ⁇ M) was insufficient, and low stress fracture occurred. Sufficient tensile strength was not obtained. Test No. 9, because the heating time for cold-rolled sheet annealing was too short, the total area fraction of bainite, fresh martensite and tempered martensite was insufficient, the product (T ⁇ M) was insufficient, and low stress fracture occurred. Sufficient tensile strength was not obtained. Test No. In No. 8, since the heating temperature of cold-rolled sheet annealing was too low, the total area fraction of bainite, fresh martensite and tempered martensite was insufficient, the product (T ⁇ M) was insufficient, and low stress fracture occurred. Sufficient tensile strength was not obtained. Test No. In No.
- Test No. 24 because the heating temperature of cold-rolled sheet annealing was too low, the total area fraction of bainite, fresh martensite and tempered martensite was insufficient, the product (T ⁇ M) was insufficient, and low stress fracture occurred. Sufficient tensile strength was not obtained.
- Test No. 25 because the heating time for cold-rolled sheet annealing was too short, the total area fraction of bainite, fresh martensite and tempered martensite is insufficient, the product (T ⁇ M) is insufficient, and low stress fracture occurs. Sufficient tensile strength was not obtained. Test No. In No.
- Test No. No. 36 because the heating temperature of cold-rolled sheet annealing was too low, the total area fraction of bainite, fresh martensite and tempered martensite was insufficient, the product (T ⁇ M) was insufficient, and low stress fracture occurred. Sufficient tensile strength was not obtained.
- Test No. 37 because the heating time of cold-rolled sheet annealing was too short, the total area fraction of bainite, fresh martensite and tempered martensite is insufficient, the product (T ⁇ M) is insufficient, and low stress fracture occurs. Sufficient tensile strength was not obtained. Test No. In No.
- Test No. 48 because the heating temperature of cold-rolled sheet annealing was too low, the total area fraction of bainite, fresh martensite and tempered martensite was insufficient, the product (T ⁇ M) was insufficient, and low stress fracture occurred. Sufficient tensile strength was not obtained.
- Test No. 49 because the heating time of cold-rolled sheet annealing was too short, the total area fraction of bainite, fresh martensite and tempered martensite is insufficient, the product (T ⁇ M) is insufficient, and low stress fracture occurs. Sufficient tensile strength was not obtained. Test No.
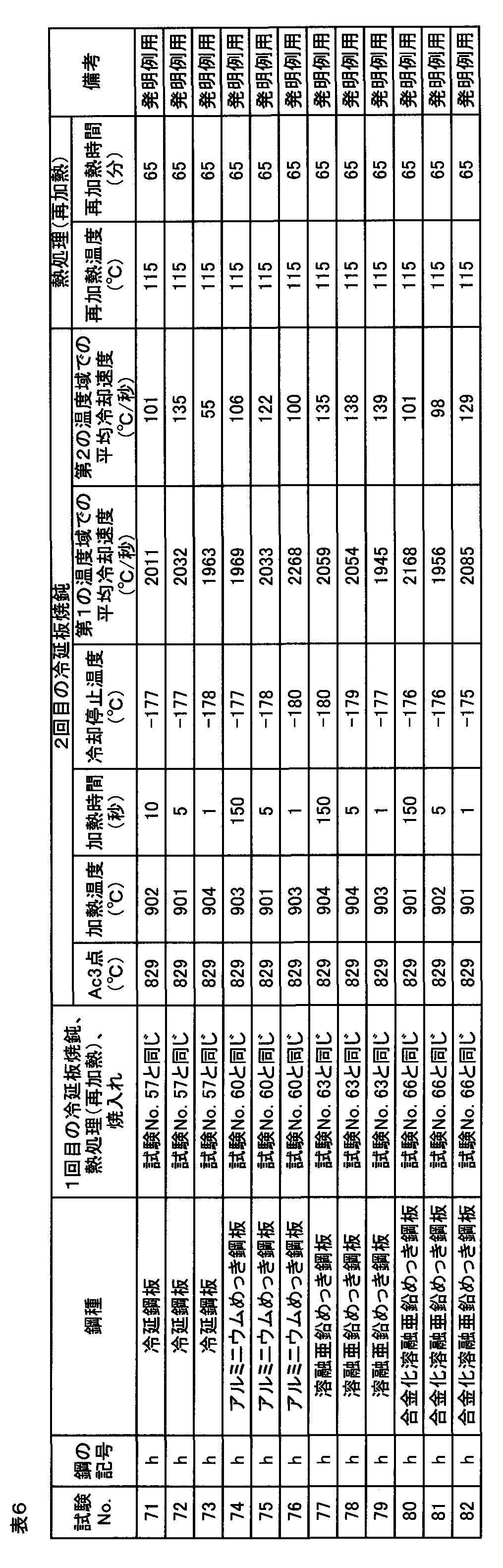
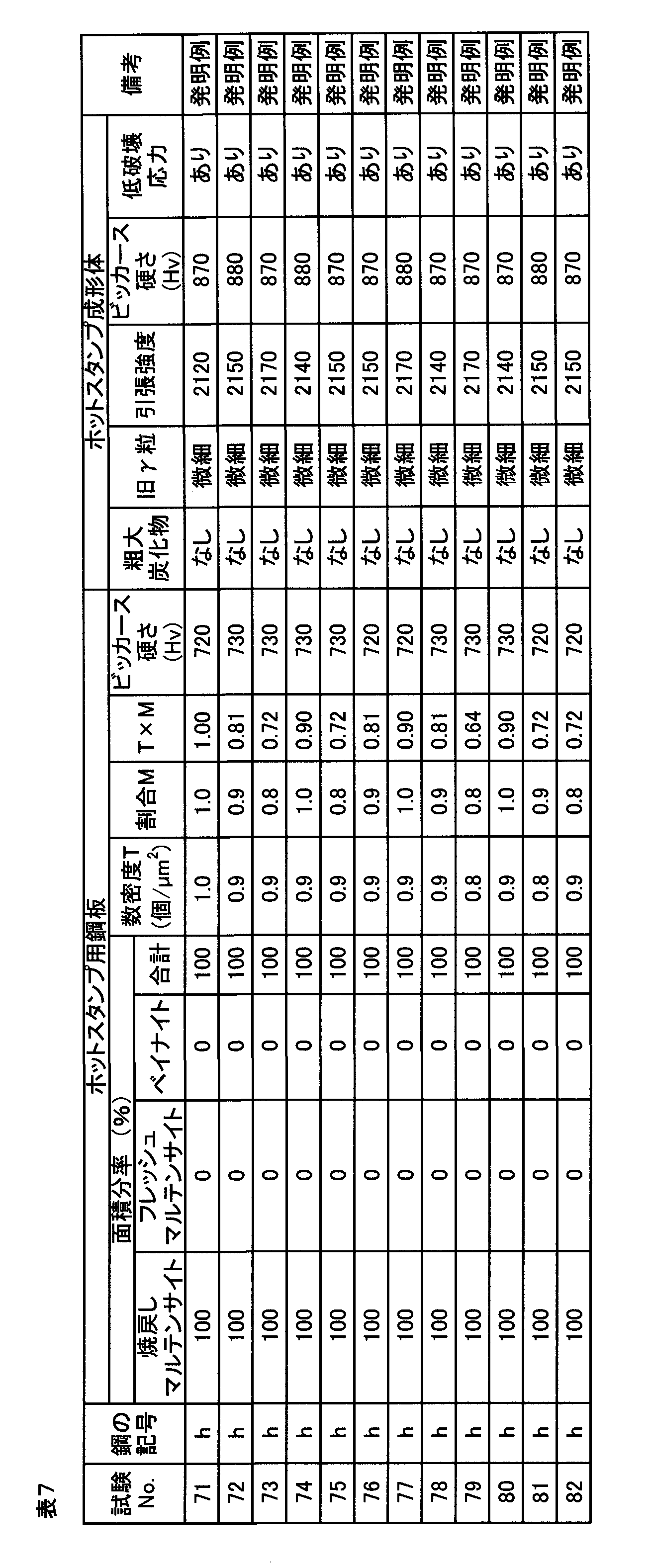
- test No. 1 in the first experiment was performed. 57, no. 60, no. 63 and no.
- a cold-rolled steel sheet was obtained in the same manner as 66, and the cold-rolled steel sheet was subjected to two cold-rolled sheet annealing, heat treatment (reheating), and quenching.
- Table 6 shows conditions for the first cold-rolled sheet annealing, conditions for the second cold-rolled sheet annealing, conditions for the heat treatment (reheating), and quenching conditions. In this way, various hot stamping molded articles were produced.
- the old ⁇ grain size is smaller than that of the invention example (test No. 57, No. 60, No. 63 or No. 66) in which cold-rolled sheet annealing is performed once. Smaller and better mechanical properties were obtained.
- the present invention can be used, for example, in industries related to steel sheets for hot stamping bodies suitable for automobile parts.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Articles (AREA)
- Coating With Molten Metal (AREA)
Abstract
Description
ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトの面積分率:合計で80%以上、
炭化物の数密度(個/μm2)と炭化物のうち旧オーステナイト粒内に析出した炭化物の割合との積:0.50以上、
で表される鋼組織を有することを特徴とするホットスタンプ用鋼板。
C含有量が0.27質量%以上0.60質量%以下であることを特徴とする(1)に記載のホットスタンプ用鋼板。
ビッカース硬さが500Hv以上であることを特徴とする(1)又は(2)に記載のホットスタンプ用鋼板。
めっき層を有することを特徴とする(1)~(3)のいずれかに記載のホットスタンプ用鋼板。
ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトの面積分率が高いほど、ホットスタンプの加熱中に微細なオーステナイト(γ)が得やすく、ホットスタンプ成形体の旧γ粒が微細になる。ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトは、低温変態組織ともよばれる。ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトの面積分率が合計で80%未満では、ホットスタンプ成形体の旧γ粒が粗大になり、十分な破断特性が得られない。また、ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトの面積分率が80%以上であれば、必然的にパーライトの面積分率は20%未満であり、ホットスタンプ成形体に粗大炭化物が含まれにくくなる。従って、ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトの面積分率は合計で80%以上であり、好ましくは90%以上であり、より好ましくは100%である。相対的に、フェライト及びパーライトの面積分率は合計で20%未満であり、好ましくは10%以下であり、より好ましくは0%である。材料の機械的特性は組織又は相の体積分率に依存するが、鋼組織が等方的であれば、体積分率は面積分率と等価である。そして、面積分率は体積分率よりも簡易に測定することができる。そこで、本願では、面積分率を用いる。
炭化物は、γへの逆変態の核生成サイトとなり、炭化物の数密度が高いほど、ホットスタンプの加熱中に微細なγが得やすく、ホットスタンプ成形体の旧γ粒が微細になる。ホットスタンプ用鋼板の旧γ粒界も核生成サイトとなるため、旧γ粒界に析出した炭化物は核生成サイトの増加にほとんど寄与せず、旧γ粒内に析出した炭化物が旧γ粒界とは異なる核生成サイトとなり得る。そして、炭化物の数密度をT(個/μm2)、炭化物のうち旧γ粒内に析出した炭化物の割合をMとしたとき、これらの積(T×M)が0.50未満では、ホットスタンプ成形体の旧γ粒が粗大になり、十分な破断特性が得られない。従って、積(T×M)は0.50以上であり、好ましくは0.60以上であり、より好ましくは0.70以上である。積(T×M)の上限は制限されないが、10超となるホットスタンプ用鋼板を製造することは困難である。炭化物の粒径は限定されないが、粒径が0.5μm以上の粗大な炭化物の個数比率は0.15以下であることが好ましい。炭化物は、旧γ粒内に析出した炭化物又は旧γ粒界に析出した炭化物のいずれかに分類される。
Sγ=(I200f+I220f+I311f)/(I200b+I211b)×100
(I200f、I220f、I311fは、それぞれ面心立方格子(fcc)相の(200)、(220)、(311)の回折ピークの強度、I200b、I211bは、それぞれ体心立方格子(bcc)相の(200)、(211)の回折ピークの強度を示す。)
Cは、安価で強度の向上に大きく寄与する。C含有量が0.27%未満では、高価な元素が含有されていなければ、十分な強度、例えば1900MPa以上の強度を得にくい。従って、C含有量は、好ましくは0.27%以上であり、より好ましくは0.35%以上であり、更に好ましくは0.40%以上である。一方、C含有量が0.60%超では、ホットスタンプ成形体の耐遅れ破壊性が劣化することがある。また、十分な加工性が得られず、ホットスタンプ前の予成形が困難になることもある。従って、C含有量は、好ましくは0.60%以下であり、より好ましくは0.55%以下である。
Mnは、Ac3点を低下させてホットスタンプ用鋼板の焼入れ性を向上する。Mn含有量が0.50%未満では、十分な焼入れ性が得られないことがある。従って、Mn含有量は、好ましくは0.50%以上であり、より好ましくは1.00%以上である。一方、Mn含有量が5.00%超では、焼入れ前のホットスタンプ用鋼板の加工性が劣化することがあり、焼入れ前の予成形が困難になることがある。また、Mnの偏析に起因したバンド状組織が生じやすくなり、ホットスタンプ用鋼板の靭性が劣化することがある。従って、Mn含有量は、好ましくは5.00%以下である。
Siは、例えば鋼中に不純物として含有される。Si含有量が2.00%超では、Ac3点が過度に高く、焼入れの加熱を1200℃超で行わなければならなかったり、ホットスタンプ用鋼板の化成処理性及び亜鉛めっきのめっき性が低下したりすることがある。従って、Si含有量は、好ましくは2.00%以下であり、より好ましくは1.00%以下である。Siはホットスタンプ用鋼板の焼入れ性を高める作用を有するため、Siが含有されていてもよい。
Pは、例えば鋼中に不純物として含有される。Pは、ホットスタンプ用鋼板の加工性を劣化させたり、ホットスタンプ成形体の靱性を劣化させたりする。このため、P含有量は低ければ低いほどよい。特に、P含有量が0.030%超で、加工性及び靱性の低下が著しい。従って、P含有量は、好ましくは0.030%以下である。
Sは、例えば鋼中に不純物として含有される。Sは、ホットスタンプ用鋼板の成形性を劣化させたり、ホットスタンプ成形体の靱性を劣化させたりする。このため、S含有量は低ければ低いほどよい。特に、S含有量が0.0100%超で、成形性及び靱性の低下が著しい。従って、S含有量は、好ましくは0.0100%以下であり、より好ましくは0.0050%以下である。
sol.Alは、例えば鋼中に不純物として含有される。sol.Al含有量が0.100%超では、Ac3点が過度に高く、焼入れの加熱を1200℃超で行わなければならないことがある。従って、sol.Al含有量は、好ましくは0.100%以下である。sol.Alは、脱酸により鋼を健全化する作用を有するため、sol.Alが含まれていてもよい。
Nは、例えば鋼中に不純物として含有される。Nは、ホットスタンプ用鋼板の成形性を劣化させる。このため、N含有量は低ければ低いほどよい。特に、N含有量が0.0100%超で、成形性の低下が著しい。従って、N含有量は、好ましくは0.0100%以下である。
Bは、ホットスタンプ用鋼板の焼入れ性を向上する。従って、Bが含有されていてもよい。この効果を十分に得るために、B含有量は、好ましくは0.0001%以上である。その一方で、B含有量が0.0050%超では、上記の作用による効果は飽和して、コスト的に不利となる。従って、B含有量は、好ましくは0.005%以下である。
Crは、ホットスタンプ用鋼板の焼入れ性を向上する。従って、Crが含有されていてもよい。この効果を十分に得るために、Cr含有量は、好ましくは0.18%以上である。その一方で、Cr含有量が0.50%超では、焼入れ前のホットスタンプ用鋼板の加工性が劣化することがあり、焼入れ前の予成形が困難になることがある。従って、Cr含有量は、好ましくは0.50%以下である。
Moは、ホットスタンプ用鋼板の焼入れ性を向上する。従って、Moが含有されていてもよい。この効果を十分に得るために、Mo含有量は、好ましくは0.03%以上である。その一方で、Mo含有量が0.50%超では、焼入れ前のホットスタンプ用鋼板の加工性が劣化することがあり、焼入れ前の予成形が困難になることがある。従って、Mo含有量は、好ましくは0.50%以下である。
Ti、Nb及びVは、強化元素であり、析出物強化、フェライト結晶粒の成長抑制による細粒強化及び再結晶の抑制を通じた転位強化にて、ホットスタンプ用鋼板の強度の上昇に寄与する。この効果を十分に得るために、Ti含有量、Nb含有量及びV含有量は、いずれも好ましくは0.01%以上である。その一方で、Ti含有量、Nb含有量又はV含有量が0.100%超では、炭窒化物の析出が多くなり成形性が劣化することがある。従って、Ti含有量、Nb含有量及びV含有量は、いずれも好ましくは0.100%以下である。
Cu及びNiは、強度の向上に寄与する。この効果を十分に得るために、Cu含有量及びNi含有量は、いずれも好ましくは0.01%以上である。その一方で、Cu含有量又はNi含有量が1.000%超では、酸洗性、溶接性及び熱間加工性等が劣化することがある。従って、Cu含有量及びNi含有量は、いずれも好ましくは1.000%以下である。
ホットスタンプ用鋼板をシャー切断、レーザー切断又は打ち抜き加工等によりブランキングしてブランク材を形成する。本実施形態に係るホットスタンプ用鋼板のビッカース硬さは、例えば500Hv以上である。ビッカース硬さが高い場合は、レーザー切断を行うことが好ましい。
焼入れでは、ブランク材をAc3点以上1000℃以下の第3の温度まで2℃/秒以上の平均加熱速度で加熱し、ブランク材を第3の温度に0.1秒以上3分保持し、ブランク材を第3の温度から400℃以下の第4の温度まで冷却する。この冷却中に成形を行い、Ar3点から400℃までの温度域では、平均冷却速度を100℃/秒以上とする。ブランク材を第3の温度に保持することで、成形開始時の鋼組織がγ単相組織となり、その後の第4の温度までの冷却中に鋼組織の主相がマルテンサイトとなる。
Ac3点=910-203√[C]-30[Mn]-11[Cr]+44.7[Si]
+400[Al]+700[P]-15.2[Ni]-20[Cu]
+400[Ti]+104[V]+31.5[Mo]
Ar3点=901-325[C]+33[Si]
-92([Mn]+[Ni]/2+[Cr]/2+[Cu]/2+[Mo]/2)
表1に示す化学組成を有するスラブの熱間圧延を行って熱延鋼板を得た。表1に示す化学組成の残部はFe及び不純物である。熱間圧延では、開始温度を1200℃、仕上げ温度を900℃、巻取り温度を600℃とした。仕上げ温度から巻き取り温度までの冷却では、平均冷却速度を20℃/秒とした。その後、熱延鋼板に酸洗により脱スケール処理を施し、圧下率が60%の冷間圧延を行い、厚さが1.6mmの冷延鋼板を得た。次いで、電気加熱設備にて冷延鋼板の冷延板焼鈍を行った。冷延板焼鈍の条件を表2に示す。表2中の第1の温度域は加熱温度から100℃までの温度域であり、第2の温度域は100℃から冷却停止温度までの温度域である。冷延板焼鈍では、加熱温度までの平均加熱速度を500℃/秒とした。冷延板焼鈍後に冷延焼鈍鋼板の熱処理(再加熱)を行った。この熱処理の条件も表2に示す。

Δσa/Δεa=σa ・・・(式1)
第2の実験では、第1の実験における試験No.57、No.60、No.63及びNo.66と同様にして冷延鋼板を得、冷延鋼板の2回の冷延板焼鈍、熱処理(再加熱)及び焼入れを行った。1回目の冷延板焼鈍の条件、2回目の冷延板焼鈍の条件、熱処理(再加熱)の条件及び焼入れの条件を表6に示す。このようにして、種々のホットスタンプ成形体を製造した。
Claims (4)
- ベイナイト、フレッシュマルテンサイト及び焼戻しマルテンサイトの面積分率:合計で80%以上、
炭化物の数密度(個/μm2)と炭化物のうち旧オーステナイト粒内に析出した炭化物の割合との積:0.50以上、
で表される鋼組織を有することを特徴とするホットスタンプ用鋼板。 - C含有量が0.27質量%以上0.60質量%以下であることを特徴とする請求項1に記載のホットスタンプ用鋼板。
- ビッカース硬さが500Hv以上であることを特徴とする請求項1又は2に記載のホットスタンプ用鋼板。
- めっき層を有することを特徴とする請求項1乃至3のいずれか1項に記載のホットスタンプ用鋼板。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17893141.6A EP3572543B1 (en) | 2017-01-17 | 2017-01-17 | Steel sheet for hot stamping |
| US16/467,295 US11027522B2 (en) | 2017-01-17 | 2017-01-17 | Steel sheet for hot stamping |
| PCT/JP2017/001358 WO2018134872A1 (ja) | 2017-01-17 | 2017-01-17 | ホットスタンプ用鋼板 |
| CA3044511A CA3044511A1 (en) | 2017-01-17 | 2017-01-17 | Steel sheet for hot stamping |
| JP2017527388A JP6187729B1 (ja) | 2017-01-17 | 2017-01-17 | ホットスタンプ用鋼板 |
| BR112019010271-0A BR112019010271A2 (pt) | 2017-01-17 | 2017-01-17 | chapa de aço para estampagem a quente |
| KR1020197016729A KR102239115B1 (ko) | 2017-01-17 | 2017-01-17 | 핫 스탬프용 강판 |
| CN201780082444.6A CN110199044B (zh) | 2017-01-17 | 2017-01-17 | 热冲压用钢板 |
| MX2019007947A MX2019007947A (es) | 2017-01-17 | 2017-01-17 | Hoja de acero para estampacion en caliente. |
| RU2019122159A RU2712670C1 (ru) | 2017-01-17 | 2017-01-17 | Стальной лист для горячей штамповки |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/001358 WO2018134872A1 (ja) | 2017-01-17 | 2017-01-17 | ホットスタンプ用鋼板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018134872A1 true WO2018134872A1 (ja) | 2018-07-26 |
Family
ID=59720313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/001358 Ceased WO2018134872A1 (ja) | 2017-01-17 | 2017-01-17 | ホットスタンプ用鋼板 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11027522B2 (ja) |
| EP (1) | EP3572543B1 (ja) |
| JP (1) | JP6187729B1 (ja) |
| KR (1) | KR102239115B1 (ja) |
| CN (1) | CN110199044B (ja) |
| BR (1) | BR112019010271A2 (ja) |
| CA (1) | CA3044511A1 (ja) |
| MX (1) | MX2019007947A (ja) |
| RU (1) | RU2712670C1 (ja) |
| WO (1) | WO2018134872A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020170530A1 (ja) * | 2019-02-22 | 2020-08-27 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法、ならびに熱間プレス部材用鋼板の製造方法 |
| WO2020189761A1 (ja) * | 2019-03-20 | 2020-09-24 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| KR20210065164A (ko) * | 2018-10-31 | 2021-06-03 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| JP2024546126A (ja) * | 2021-12-10 | 2024-12-17 | ヒュンダイ スチール カンパニー | ホットスタンピング用素材 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11453935B2 (en) * | 2018-03-29 | 2022-09-27 | Nippon Steel Corporation | Steel sheet for hot stamping use |
| KR102643398B1 (ko) | 2019-03-20 | 2024-03-07 | 닛폰세이테츠 가부시키가이샤 | 핫 스탬프 성형체 |
| WO2020218276A1 (ja) * | 2019-04-24 | 2020-10-29 | 日本製鉄株式会社 | 渦電流式減速装置用ロータ |
| DE102019215053A1 (de) * | 2019-09-30 | 2021-04-01 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines zumindest teilweise vergüteten Stahlblechbauteils und zumindest teilweise vergütetes Stahlblechbauteil |
| KR20230088117A (ko) * | 2021-12-10 | 2023-06-19 | 현대제철 주식회사 | 핫스탬핑용 소재 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS542191B2 (ja) | 1977-05-28 | 1979-02-03 | ||
| JPS5756773B2 (ja) | 1976-06-29 | 1982-12-01 | Nippon Electric Co | |
| JP2002356747A (ja) * | 2001-03-28 | 2002-12-13 | Kobe Steel Ltd | 靭性に優れた鋼材 |
| JP5287770B2 (ja) | 2010-03-09 | 2013-09-11 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP2013185243A (ja) * | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP2014019941A (ja) * | 2012-07-23 | 2014-02-03 | Nippon Steel & Sumitomo Metal | 熱間成形鋼板部材およびその製造方法 |
| JP2014118613A (ja) | 2012-12-18 | 2014-06-30 | Nippon Steel & Sumitomo Metal | 強度と耐水素脆性に優れたホットスタンプ成形体及びその製造方法 |
| JP2014161854A (ja) | 2013-02-21 | 2014-09-08 | Kobe Steel Ltd | 熱間プレス成形品およびその製造方法 |
| WO2015041159A1 (ja) * | 2013-09-18 | 2015-03-26 | 新日鐵住金株式会社 | ホットスタンプ成形体及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7887648B2 (en) | 2005-12-28 | 2011-02-15 | Kobe Steel, Ltd. | Ultrahigh-strength thin steel sheet |
| JP5365216B2 (ja) | 2008-01-31 | 2013-12-11 | Jfeスチール株式会社 | 高強度鋼板とその製造方法 |
| JP5402191B2 (ja) | 2009-04-15 | 2014-01-29 | Jfeスチール株式会社 | 伸びフランジ性に優れた超高強度冷延鋼板およびその製造方法 |
| MX373607B (es) * | 2012-01-13 | 2020-05-15 | Nippon Steel Corp | Artículo moldeado estampado en caliente y método para la producción del mismo. |
| JP5756773B2 (ja) | 2012-03-09 | 2015-07-29 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP6337580B2 (ja) * | 2013-06-26 | 2018-06-06 | 大同特殊鋼株式会社 | 浸炭部品 |
| WO2015088523A1 (en) * | 2013-12-11 | 2015-06-18 | ArcelorMittal Investigación y Desarrollo, S.L. | Cold rolled and annealed steel sheet |
| JP6379717B2 (ja) | 2014-06-23 | 2018-08-29 | 新日鐵住金株式会社 | ホットスタンプ用合金化溶融亜鉛めっき鋼材の製造方法 |
| JP6290074B2 (ja) * | 2014-12-12 | 2018-03-07 | 株式会社神戸製鋼所 | 加工性に優れた高強度冷延鋼板および高強度合金化溶融亜鉛めっき鋼板 |
| KR101987570B1 (ko) * | 2015-03-25 | 2019-06-10 | 제이에프이 스틸 가부시키가이샤 | 냉연 강판 및 그 제조 방법 |
-
2017
- 2017-01-17 US US16/467,295 patent/US11027522B2/en active Active
- 2017-01-17 CA CA3044511A patent/CA3044511A1/en not_active Abandoned
- 2017-01-17 BR BR112019010271-0A patent/BR112019010271A2/pt not_active Application Discontinuation
- 2017-01-17 JP JP2017527388A patent/JP6187729B1/ja active Active
- 2017-01-17 MX MX2019007947A patent/MX2019007947A/es unknown
- 2017-01-17 WO PCT/JP2017/001358 patent/WO2018134872A1/ja not_active Ceased
- 2017-01-17 CN CN201780082444.6A patent/CN110199044B/zh active Active
- 2017-01-17 EP EP17893141.6A patent/EP3572543B1/en active Active
- 2017-01-17 KR KR1020197016729A patent/KR102239115B1/ko active Active
- 2017-01-17 RU RU2019122159A patent/RU2712670C1/ru not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5756773B2 (ja) | 1976-06-29 | 1982-12-01 | Nippon Electric Co | |
| JPS542191B2 (ja) | 1977-05-28 | 1979-02-03 | ||
| JP2002356747A (ja) * | 2001-03-28 | 2002-12-13 | Kobe Steel Ltd | 靭性に優れた鋼材 |
| JP5287770B2 (ja) | 2010-03-09 | 2013-09-11 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP2013185243A (ja) * | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP2014019941A (ja) * | 2012-07-23 | 2014-02-03 | Nippon Steel & Sumitomo Metal | 熱間成形鋼板部材およびその製造方法 |
| JP2014118613A (ja) | 2012-12-18 | 2014-06-30 | Nippon Steel & Sumitomo Metal | 強度と耐水素脆性に優れたホットスタンプ成形体及びその製造方法 |
| JP2014161854A (ja) | 2013-02-21 | 2014-09-08 | Kobe Steel Ltd | 熱間プレス成形品およびその製造方法 |
| WO2015041159A1 (ja) * | 2013-09-18 | 2015-03-26 | 新日鐵住金株式会社 | ホットスタンプ成形体及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| KAWABE YOSHIKUNI, TETSU-TO-HAGANE, vol. 68, 1982, pages 2595 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210065164A (ko) * | 2018-10-31 | 2021-06-03 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| EP3875623A4 (en) * | 2018-10-31 | 2021-09-29 | JFE Steel Corporation | HIGH STRENGTH STEEL PLATE AND MANUFACTURING METHOD FOR IT |
| KR102590078B1 (ko) * | 2018-10-31 | 2023-10-17 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| US11846003B2 (en) | 2018-10-31 | 2023-12-19 | Jfe Steel Corporation | High-strength steel sheet and method for manufacturing the same |
| WO2020170530A1 (ja) * | 2019-02-22 | 2020-08-27 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法、ならびに熱間プレス部材用鋼板の製造方法 |
| JP6801823B1 (ja) * | 2019-02-22 | 2020-12-16 | Jfeスチール株式会社 | 熱間プレス部材およびその製造方法、ならびに熱間プレス部材用鋼板の製造方法 |
| CN113439127A (zh) * | 2019-02-22 | 2021-09-24 | 杰富意钢铁株式会社 | 热压部件及其制造方法以及热压部件用钢板的制造方法 |
| US11795520B2 (en) | 2019-02-22 | 2023-10-24 | Jfe Steel Corporation | Hot-pressed member, method for manufacturing the same, and method for manufacturing steel sheet for hot-pressed member |
| WO2020189761A1 (ja) * | 2019-03-20 | 2020-09-24 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| JPWO2020189761A1 (ja) * | 2019-03-20 | 2021-11-18 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| JP7151871B2 (ja) | 2019-03-20 | 2022-10-12 | 日本製鉄株式会社 | ホットスタンプ成形体 |
| JP2024546126A (ja) * | 2021-12-10 | 2024-12-17 | ヒュンダイ スチール カンパニー | ホットスタンピング用素材 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2019007947A (es) | 2019-08-29 |
| EP3572543A1 (en) | 2019-11-27 |
| RU2712670C1 (ru) | 2020-01-30 |
| JPWO2018134872A1 (ja) | 2019-01-24 |
| JP6187729B1 (ja) | 2017-08-30 |
| CN110199044B (zh) | 2021-10-12 |
| KR20190085025A (ko) | 2019-07-17 |
| KR102239115B1 (ko) | 2021-04-12 |
| US11027522B2 (en) | 2021-06-08 |
| EP3572543B1 (en) | 2021-12-22 |
| CA3044511A1 (en) | 2018-07-26 |
| BR112019010271A2 (pt) | 2019-09-10 |
| EP3572543A4 (en) | 2020-05-27 |
| US20200094525A1 (en) | 2020-03-26 |
| CN110199044A (zh) | 2019-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111511945B (zh) | 高强度冷轧钢板及其制造方法 | |
| KR102262353B1 (ko) | 핫 스탬프 성형체 및 그의 제조 방법 | |
| JP6187729B1 (ja) | ホットスタンプ用鋼板 | |
| JP6314520B2 (ja) | 引張最大強度1300MPa以上を有する成形性に優れた高強度鋼板、高強度溶融亜鉛めっき鋼板、及び、高強度合金化溶融亜鉛めっき鋼板とそれらの製造方法 | |
| CN111527223B (zh) | 高强度冷轧钢板及其制造方法 | |
| JP6569841B1 (ja) | 熱間プレス鋼板部材およびその製造方法 | |
| WO2018151331A1 (ja) | 高強度鋼板 | |
| JP6460238B2 (ja) | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 | |
| JP6597889B2 (ja) | 高強度冷延薄鋼板および高強度冷延薄鋼板の製造方法 | |
| KR20140033226A (ko) | 냉연 강판의 제조 방법 | |
| CN110475892B (zh) | 高强度冷轧钢板及其制造方法 | |
| WO2013005618A1 (ja) | 冷延鋼板 | |
| JP6460239B2 (ja) | 鋼板、溶融亜鉛めっき鋼板、及び合金化溶融亜鉛めっき鋼板、並びにそれらの製造方法 | |
| CN115151672A (zh) | 钢板、构件和它们的制造方法 | |
| CN115151673A (zh) | 钢板、构件和它们的制造方法 | |
| CN115210398A (zh) | 钢板、构件和它们的制造方法 | |
| CN114945690A (zh) | 钢板及其制造方法 | |
| JP5825204B2 (ja) | 冷延鋼板 | |
| JP2013014825A (ja) | 冷延鋼板 | |
| TWI652351B (zh) | Hot stamping steel plate | |
| TWI632240B (zh) | Hot stamping formed body and method of manufacturing same | |
| JP2024538819A (ja) | 冷間圧延熱処理鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2017527388 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17893141 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 3044511 Country of ref document: CA |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112019010271 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 20197016729 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019122159 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 2017893141 Country of ref document: EP Effective date: 20190819 |
|
| ENP | Entry into the national phase |
Ref document number: 112019010271 Country of ref document: BR Kind code of ref document: A2 Effective date: 20190520 |