WO2018174008A1 - 研磨用組成物 - Google Patents
研磨用組成物 Download PDFInfo
- Publication number
- WO2018174008A1 WO2018174008A1 PCT/JP2018/010817 JP2018010817W WO2018174008A1 WO 2018174008 A1 WO2018174008 A1 WO 2018174008A1 JP 2018010817 W JP2018010817 W JP 2018010817W WO 2018174008 A1 WO2018174008 A1 WO 2018174008A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polishing
- polishing composition
- metal salt
- acid
- polished
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09G—POLISHING COMPOSITIONS; SKI WAXES
- C09G1/00—Polishing compositions
- C09G1/04—Aqueous dispersions
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/14—Peroxides
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10D—INORGANIC ELECTRIC SEMICONDUCTOR DEVICES
- H10D62/00—Semiconductor bodies, or regions thereof, of devices having potential barriers
- H10D62/80—Semiconductor bodies, or regions thereof, of devices having potential barriers characterised by the materials
- H10D62/83—Semiconductor bodies, or regions thereof, of devices having potential barriers characterised by the materials being Group IV materials, e.g. B-doped Si or undoped Ge
- H10D62/832—Semiconductor bodies, or regions thereof, of devices having potential barriers characterised by the materials being Group IV materials, e.g. B-doped Si or undoped Ge being Group IV materials comprising two or more elements, e.g. SiGe
- H10D62/8325—Silicon carbide
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
- H10P90/12—Preparing bulk and homogeneous wafers
- H10P90/129—Preparing bulk and homogeneous wafers by polishing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/262—Alkali metal carbonates
Definitions
- the present invention relates to a polishing composition. Specifically, the present invention relates to a polishing composition used for polishing a material to be polished.
- This application claims priority based on Japanese Patent Application No. 2017-57610 filed on Mar. 23, 2017, the entire contents of which are incorporated herein by reference.
- the surface of a material to be polished such as diamond, sapphire (aluminum oxide), silicon carbide, boron carbide, tungsten carbide, silicon nitride, titanium nitride is usually polished (wrapping) by supplying diamond abrasive grains to a polishing surface plate.
- polishing performed by supplying a polishing slurry between the polishing pad and an object to be polished using a polishing pad after lapping using diamond abrasive grains or instead of lapping has been studied. Yes.
- Patent documents 1 to 3 are cited as documents disclosing this type of prior art.
- Patent Document 1 proposes that the polishing rate is improved by devising a component such as an oxidizing agent in a polishing composition that does not contain abrasive grains.
- the present invention has been made in view of the above circumstances, and its main purpose is to effectively improve the polishing rate in polishing of an object to be polished, and to detect a dent defect such as a scratch and a latent scratch that is not detected by morphology observation. It is providing the polishing composition which can reduce this. Another related object is to provide a method of polishing an object to be polished using the polishing composition.
- a polishing composition used for polishing a polishing object contains water, an oxidizing agent, and a polishing accelerator, and does not contain abrasive grains.
- the polishing accelerator includes at least one metal salt selected from the group consisting of alkali metal salts and alkaline earth metal salts.
- the pH is 5.5 or more.
- the application effect of the present invention can be more suitably exhibited.
- C2 is in the range of 0.001 to 70.
- the constituent material of the polishing object has a Vickers hardness of 1500 Hv or more.
- the application effect of the present invention can be more suitably exhibited.
- the constituent material of the polishing object is silicon carbide.
- the application effect of the present invention can be more suitably exhibited.
- a method for polishing an object to be polished includes supplying any polishing composition disclosed herein to a polishing object and polishing the polishing object. According to such a polishing method, a polished object to be polished (polishing object) can be efficiently provided.
- the polishing composition disclosed herein can be applied to polishing a polishing object made of a material that does not contain oxygen as a constituent element.
- the polishing object is denatured by the oxidizing agent, and polishing is considered to proceed by removing the altered layer. Therefore, the polishing object is preferably not oxidized.
- the constituent material of the object to be polished is, for example, a single element semiconductor or single element insulator such as silicon, germanium, or diamond; a ceramic material such as silicon nitride, tantalum nitride, or titanium carbide; cadmium telluride, zinc selenide, cadmium sulfide, IIB-VIB (group 12-16) compound semiconductor substrate materials such as cadmium mercury telluride and zinc cadmium telluride; gallium nitride, gallium arsenide, gallium phosphide, indium phosphide, aluminum gallium arsenide, indium gallium arsenide IIIB-VB (group 13-15) compound semiconductor substrate materials such as indium gallium arsenide and aluminum gallium indium phosphide; IVB-IVB group (14-14) compound semiconductor substrates such as silicon carbide and germanium silicide Material; etc.
- a single element semiconductor or single element insulator such as silicon, germanium, or diamond
- a polishing object composed of a plurality of materials may be used. Among these, it is preferably used for polishing a material having a Vickers hardness of 500 Hv or more.
- the Vickers hardness of the material to be polished is preferably 700 Hv or higher (for example, 1000 Hv or higher, typically 1500 Hv or higher).
- the upper limit of Vickers hardness is not particularly limited, but may be about 7000 Hv or less (for example, 5000 Hv or less, typically 3000 Hv or less). In the present specification, the Vickers hardness can be measured based on JIS R 1610: 2003. An international standard corresponding to the JIS standard is ISO 14705: 2000.
- Examples of the material having a Vickers hardness of 1500 Hv or more include diamond, silicon carbide, silicon nitride, titanium nitride, and gallium nitride.
- the polishing composition disclosed herein can be preferably applied to the single crystal surface of the above material that is mechanically and chemically stable. Especially, it is preferable that the grinding
- the polishing composition disclosed herein is particularly preferably applied to a silicon carbide single crystal surface.
- the polishing composition disclosed herein is characterized by containing at least one metal salt A selected from the group consisting of alkali metal salts and alkaline earth metal salts as a polishing accelerator.
- the oxidizing agent alters the surface of the material to be polished (particularly the surface of a high hardness material such as silicon carbide), and the altered layer is removed by friction with the polishing pad.
- this metal salt A is not particularly limited, it is considered that it exhibits a catalytic action that promotes its alteration and removal, and contributes to an improvement in the polishing rate.
- the metal salt A is typically lithium (Li), sodium (Na), potassium (K), rubidium (Rb), cesium (Cs), magnesium (Mg), calcium (Ca), strontium (Sr), It is preferable to include any one or more of barium (Ba). Among these, any one of Na, K, Ca, and Sr is preferable, and K or Ca is particularly preferable.
- the type of salt in the metal salt A is not particularly limited, and may be an inorganic acid salt or an organic acid salt.
- examples of the inorganic salt include hydrohalic acid (for example, hydrochloric acid, hydrobromic acid, hydrofluoric acid), nitric acid, sulfuric acid, carbonic acid, silicic acid, boric acid, phosphoric acid, and the like.
- Organic salts include carboxylic acids (eg, formic acid, acetic acid, propionic acid, benzoic acid, glycinic acid, butyric acid, citric acid, tartaric acid, trifluoroacetic acid), organic sulfonic acids (eg, methanesulfonic acid, trifluoromethanesulfone).
- Acid for example, benzenesulfonic acid, toluenesulfonic acid
- organic phosphonic acid for example, methylphosphonic acid, benzenephosphonic acid, toluenephosphonic acid
- salts of organic phosphoric acid for example, ethylphosphoric acid.
- hydrochloride or nitrate is preferable, and nitrate is particularly preferable.
- the metal salt A include chlorides such as lithium chloride, sodium chloride, potassium chloride, magnesium chloride, calcium chloride, strontium chloride and barium chloride; bromides such as sodium bromide, potassium bromide and magnesium bromide; Fluorides such as lithium fluoride, sodium fluoride, potassium fluoride, magnesium fluoride, calcium fluoride, strontium fluoride, barium fluoride; lithium nitrate, sodium nitrate, potassium nitrate, magnesium nitrate, calcium nitrate, strontium nitrate, barium nitrate Nitrates such as lithium sulfate, sodium sulfate, potassium sulfate, magnesium sulfate, calcium sulfate, strontium sulfate, barium sulfate, etc .; potassium carbonate, potassium hydrogen carbonate, sodium carbonate, sodium hydrogen carbonate, magnesium carbonate Carbonate such as calcium, calcium carbonate, strontium carbonate and barium carbonate; bo
- the metal salt A may be dissolved in the polishing composition, or may be dispersed as a solid. That is, the metal salt A may be water-soluble or water-insoluble. Further, a part of the metal salt A may be dissolved in the polishing composition, and the rest may be dispersed as a solid. In a preferred embodiment, the metal salt A is a water-soluble salt.
- the polishing composition is substantially free of solids, thereby efficiently forming a good surface with few defects such as dent defects such as scratches and latent scratches that are not detected by morphology observation. Can do.
- the metal salt A may be a salt that exhibits a neutral range when dissolved in water (typically, a normal salt produced by neutralization of a strong acid and a strong base).
- a neutral range for example, pH 6 to 8, preferably pH 6.5 to 7.5
- examples of the metal salt A in which the aqueous solution is neutral include chlorides such as sodium chloride, potassium chloride, calcium chloride, and strontium chloride, and nitrates such as sodium nitrate, potassium nitrate, calcium nitrate, and strontium nitrate.
- a latent scratch that is not detected by morphological observation typically refers to a scratch that is not detected by observation with a SiC wafer defect inspection / review device (model: SICA6X) manufactured by Lasertec Corporation. Point to.
- the latent scar can be detected, for example, by observation at a viewing angle of 10 ⁇ m ⁇ 10 ⁇ m with an atomic force microscope (AFM) apparatus.
- AFM atomic force microscope
- the concentration (content) C1 of the metal salt A in the polishing composition is not particularly limited, but it is usually suitably 10 mol / L or less.
- concentration C1 of the metal salt A By reducing the concentration C1 of the metal salt A, the polishing rate improvement effect on the surface of the material to be polished (particularly a high hardness material) can be realized at a higher level.
- the concentration C1 is suitably 10 mol / L or less, preferably 8 mol / L or less, 6 mol / L or less (for example, 3 mol / L or less, or 1 .5 mol / L or less) is more preferable.
- the lower limit of the concentration C1 is not particularly limited as long as it exceeds 0 (zero), but is usually suitably 0.0001 mol / L or more from the viewpoint of easily exerting the effect of the present invention, preferably It is 0.0005 mol / L or more, more preferably 0.001 mol / L or more, and further preferably 0.003 mol / L or more.
- the concentration C1 may be, for example, 0.005 mol / L or more, and typically 0.01 mol / L or more (for example, 0.03 mol / L or more).
- the technique disclosed herein can be preferably implemented, for example, in an embodiment in which the concentration C1 of the metal salt A in the polishing composition is 0.0002 mol / L to 5 mol / L.
- the polishing composition disclosed herein contains an oxidizing agent in addition to the metal salt A.
- the oxidizing agent causes an oxidation reaction with the surface of the object to be polished in polishing, and can effectively reduce the hardness and weakness of the surface. By using a combination of such an oxidizing agent and metal salt A, the polishing rate can be improved more effectively.
- the oxidizing agent is not particularly limited as long as the oxidizing agent has a sufficient redox potential to exhibit the action of oxidizing the surface of the object to be polished.
- the oxidizing agent may be a substance having a redox potential higher than the redox potential of the material to be polished at the pH at which polishing is performed, that is, the same pH as the polishing composition.
- the metal salt A can be a substance having an oxidation-reduction potential lower than the oxidation-reduction potential of the material to be polished at the pH at which polishing is performed, that is, the same pH as the polishing composition.
- the oxidation-reduction potential of the material to be polished is determined by dispersing the powder of the material in water to form a slurry, adjusting the slurry to the same pH as the polishing composition, and then using a commercially available oxidation-reduction potentiometer. The value obtained by measuring the redox potential (redox potential with respect to a standard hydrogen electrode at a liquid temperature of 25 ° C.) is used.
- the oxidizing agent include peroxides such as hydrogen peroxide; nitric acid, nitrates thereof such as iron nitrate, silver nitrate, aluminum nitrate, and nitrates such as cerium ammonium nitrate as a complex thereof; peroxomonosulfuric acid, peroxodisulfuric acid Persulfuric acid such as persulfate such as ammonium persulfate and potassium persulfate; chloric acid and salts thereof, perchloric acid and perchloric salts such as potassium perchlorate; bromic acid and salts thereof Bromine compounds such as certain potassium bromate; iodine compounds such as iodic acid, its salt ammonium iodate, periodic acid, its salt sodium periodate, potassium periodate, etc .; iron acid, its salt iron Ferric acids such as potassium acid; permanganic acid, its salt is sodium permanganate, permanganate such as potassium permanganate; chro
- the polishing composition contains a composite metal oxide as an oxidizing agent.
- the composite metal oxide include nitrate metal salts, iron acids, permanganic acids, chromic acids, vanadic acids, ruthenium acids, molybdic acids, rhenic acids, and tungstic acids.
- iron acids, permanganic acids, and chromic acids are more preferable, and permanganic acids are more preferable.
- the composite metal oxide includes a monovalent or divalent metal element (excluding transition metal elements) and a fourth periodic transition metal element in the periodic table.
- a monovalent or divalent metal element excluding transition metal elements
- a fourth periodic transition metal element in the periodic table Preferable examples of the monovalent or divalent metal element include Na, K, Mg, and Ca. Of these, Na and K are more preferable.
- Preferable examples of the fourth periodic transition metal element in the periodic table include Fe, Mn, Cr, V, and Ti. Among these, Fe, Mn, and Cr are more preferable, and Mn is more preferable.
- the concentration (content) C2 of the oxidizing agent in the polishing composition is usually suitably 0.001 mol / L or more. From the viewpoint of achieving both a polishing rate and flatness at a high level and efficiency, the concentration C2 is preferably 0.005 mol / L or more, and 0.01 mol / L or more (eg, 0.05 mol / L or more). More preferred. From the viewpoint of improving smoothness, the concentration C2 of the oxidizing agent is usually suitably 10 mol / L or less, preferably 5 mol / L or less, and 3 mol / L or less (for example, 1 mol / L or less, or 0.5 mol / L or less) is more preferable.
- the technique disclosed herein can be preferably implemented in an embodiment in which the concentration C2 of the oxidizing agent in the polishing composition is 0.07 mol / L to 0.3 mol / L.
- the concentration of the metal salt A in the polishing composition (when a plurality of metal salts A are included is included) from the viewpoint of better exhibiting the effect of using the oxidizing agent and the metal salt A together.
- the C1 / C2 is preferably 70 or less, more preferably 30 or less, still more preferably 10 or less, and particularly preferably 1 or less.
- the lower limit of C1 / C2 is not particularly limited as long as it exceeds 0 (zero), but is preferably 0.001 or more, more preferably 0.002 or more, and still more preferably 0 from the viewpoint of easily exerting the effect of the present invention. 0.003 or more.
- the C1 / C2 may be, for example, 0.01 or more, and typically 0.02 or more (for example, 0.03 or more).
- the polishing composition disclosed herein is substantially free of abrasive grains.
- abrasive grains When abrasive grains are contained in the polishing composition, dent defects such as scratches on the surface of the polished object after polishing and latent scratches not detected by morphology observation, residual abrasive grains, abrasive piercing defects, etc. This is because the surface quality may be deteriorated. Moreover, it is because a polishing apparatus may receive a damage with an abrasive grain.
- Specific examples of the abrasive grains herein include alumina abrasive grains, silica abrasive grains, diamond abrasive grains, cerium oxide abrasive grains, and chromium oxide abrasive grains.
- that a polishing composition does not contain an abrasive grain substantially means not containing an abrasive grain at least intentionally.
- the polishing composition disclosed herein is a chelating agent, a thickener, a dispersant, a surface protecting agent, a wetting agent, a pH adjusting agent, a surfactant, an organic acid, an inorganic material, as long as the effects of the present invention are not impaired.
- Known additives that can be used in polishing compositions typically high-hardness material polishing compositions such as silicon carbide substrate polishing compositions
- acids, rust inhibitors, antiseptics, and fungicides If necessary, it may be further contained.
- the content of the additive may be set as appropriate according to the purpose of the addition, and does not characterize the present invention, so a detailed description is omitted.
- the solvent used in the polishing composition is not particularly limited as long as it can disperse the metal salt A and the oxidizing agent.
- As the solvent ion exchange water (deionized water), pure water, ultrapure water, distilled water and the like can be preferably used.
- the polishing composition disclosed herein may further contain an organic solvent (lower alcohol, lower ketone, etc.) that can be uniformly mixed with water, if necessary.
- 90% by volume or more of the solvent contained in the polishing composition is preferably water, and 95% by volume or more (typically 99 to 100% by volume) is more preferably water.
- the pH of the polishing composition is usually about 2-12. When the pH of the polishing composition is within the above range, a practical polishing rate is easily achieved. From the viewpoint of better exerting the application effect of the technology disclosed herein, the pH of the polishing composition is preferably 3 or more, more preferably 4 or more, and even more preferably 5.5 or more. Although the upper limit of pH is not specifically limited, Preferably it is 12 or less, More preferably, it is 10 or less, More preferably, it is 9.5 or less. The pH is preferably 3 to 11, more preferably 4 to 10, and still more preferably 5.5 to 9.5.
- both the cation and the anion in the metal salt A contribute to the improvement of the polishing rate when the pH is in the range of 5.5 to 9.5. Therefore, according to the technique disclosed herein, a polishing rate having a pH of 5.5 to 9.5 and having no abrasive grains can achieve a higher polishing rate than conventional. Further, such a polishing composition can be easily handled with little damage to the polishing apparatus.
- the polishing composition may have a pH of, for example, 9 or less, typically 7.5 or less.
- each component contained in the polishing composition may be mixed using a well-known mixing device such as a blade-type stirrer, an ultrasonic disperser, or a homomixer.
- a well-known mixing device such as a blade-type stirrer, an ultrasonic disperser, or a homomixer.
- the aspect which mixes these components is not specifically limited, For example, all the components may be mixed at once and may be mixed in the order set suitably.
- the polishing composition disclosed herein may be a one-part type or a multi-part type including a two-part type.
- the liquid A containing a part of the constituent components (typically components other than the solvent) of the polishing composition and the liquid B containing the remaining components are mixed to polish the polishing object. It may be configured to be used.
- the polishing composition disclosed herein may be in a concentrated form (that is, in the form of a polishing liquid concentrate) before being supplied to the object to be polished.
- the polishing composition in such a concentrated form is advantageous from the viewpoints of convenience, cost reduction, etc. during production, distribution, storage and the like.
- the concentration rate can be, for example, about 2 to 5 times in terms of volume.
- the polishing composition in the form of a concentrated liquid can be used in such a manner that a polishing liquid is prepared by diluting at a desired timing and the polishing liquid is supplied to an object to be polished.
- the dilution can be typically performed by adding the aforementioned solvent to the concentrated solution and mixing.
- a part of them may be diluted and then mixed with another agent to prepare a polishing liquid, or a plurality of agents may be mixed. Later, the mixture may be diluted to prepare a polishing liquid.
- the polishing composition disclosed herein can be used for polishing a polishing object, for example, in an embodiment including the following operations. That is, a polishing liquid containing any of the polishing compositions disclosed herein is prepared. Preparing the polishing liquid may include preparing a polishing liquid by adding operations such as concentration adjustment (for example, dilution) and pH adjustment to the polishing composition. Or you may use the said polishing composition as polishing liquid as it is. Further, in the case of a multi-drug type polishing composition, to prepare the polishing liquid, mixing those agents, diluting one or more agents before the mixing, and after the mixing Diluting the mixture, etc. can be included.
- the polishing liquid is supplied to the surface of the object to be polished and polished by a conventional method.
- a polishing object is set in a general polishing apparatus, and the polishing liquid is supplied to the surface (polishing object surface) of the polishing object through a polishing pad of the polishing apparatus.
- the polishing pad is pressed against the surface of the object to be polished, and both are relatively moved (for example, rotated). The polishing of the object to be polished is completed through the polishing step.
- a polishing method for polishing a material to be polished and a method for manufacturing a polished article using the polishing method are provided.
- the above polishing method is characterized by including a step of polishing an object to be polished using the polishing composition disclosed herein.
- a polishing method according to a preferred embodiment includes a step of performing preliminary polishing (preliminary polishing step) and a step of performing final polishing (finishing polishing step).
- the preliminary polishing step here is a step of performing preliminary polishing on the object to be polished.
- the preliminary polishing process is a polishing process that is arranged immediately before the finishing polishing process.
- the preliminary polishing process may be a single-stage polishing process or a multi-stage polishing process of two or more stages.
- the finish polishing step referred to here is a step of performing finish polishing on the polishing object that has been subjected to preliminary polishing, and is the last of the polishing steps performed using the polishing composition (that is, most) This refers to a polishing step disposed on the downstream side.
- the polishing composition disclosed herein may be used in the preliminary polishing step, may be used in the final polishing step, or preliminary polishing. It may be used in both the process and the finish polishing process.
- the polishing process using the polishing composition is a finishing polishing process. Since the polishing composition disclosed herein has no abrasive grains, it can effectively reduce dent defects such as scratches and latent scratches that are not detected by morphological observation on the surface after polishing. It can be particularly preferably used as a polishing composition (finish polishing composition) used in the surface finishing polishing step.
- the polishing step using the polishing composition may be a preliminary polishing step. Since the polishing composition disclosed here can achieve a high polishing rate, it is suitable as a polishing composition (preliminary polishing composition) used in the preliminary polishing step on the surface of the material to be polished. In the case where the preliminary polishing step includes two or more stages of polishing steps, two or more of the polishing steps may be performed using any of the polishing compositions disclosed herein. .
- the polishing composition disclosed herein can be preferably applied to preliminary polishing (upstream side) in the previous stage. For example, it can be preferably used also in the first preliminary polishing step (typically the primary polishing step) after the lapping step described later.
- Pre-polishing and finish polishing can be applied to both polishing using a single-side polishing apparatus and polishing using a double-side polishing apparatus.
- a polishing object is affixed to a ceramic plate with wax, or a polishing object is held using a holder called a carrier, and a polishing pad is pressed against one side of the polishing object while supplying a polishing composition. Then, one side of the object to be polished is polished by relatively moving both of them (for example, rotational movement).
- a polishing object is held by using a holder called a carrier, and a polishing pad is pressed against the opposite surface of the polishing object while supplying a polishing composition from above, and these are rotated in a relative direction.
- a polishing pad is pressed against the opposite surface of the polishing object while supplying a polishing composition from above, and these are rotated in a relative direction.
- the polishing pad used in each polishing step disclosed herein is not particularly limited.
- any of a non-woven fabric type, a suede type, a rigid foamed polyurethane type, a product containing abrasive grains, a product containing no abrasive grains, and the like may be used.
- the polishing object polished by the method disclosed herein is typically cleaned after polishing. This washing can be performed using an appropriate washing solution.
- the cleaning liquid to be used is not particularly limited, and a known and commonly used cleaning liquid can be appropriately selected and used.
- the polishing method disclosed herein may include any other process in addition to the preliminary polishing process and the finishing polishing process.
- An example of such a process is a lapping process performed before the preliminary polishing process.
- the lapping step is a step of polishing the polishing object by pressing the surface of the polishing surface plate (for example, cast iron surface plate) against the polishing object. Therefore, no polishing pad is used in the lapping process.
- the lapping process is typically performed by supplying abrasive grains (typically diamond abrasive grains) between the polishing surface plate and the object to be polished.
- the polishing method disclosed herein may include an additional process (a cleaning process or a polishing process) before the preliminary polishing process or between the preliminary polishing process and the finishing polishing process.
- the technology disclosed herein may include a method for producing a polished article (for example, a method for producing a silicon carbide substrate) including a polishing step using the polishing composition, and provision of a polished article produced by the method. . That is, according to the technique disclosed herein, the method includes supplying a polishing composition disclosed herein to a polishing object composed of a material to be polished and polishing the polishing object. A method for producing an abrasive and an abrasive produced by the method are provided. The above manufacturing method can be implemented by preferably applying the contents of any of the polishing methods disclosed herein. According to the above manufacturing method, an abrasive (for example, a silicon carbide substrate) can be efficiently provided.
- a method for producing a silicon carbide substrate for example, a silicon carbide substrate
- an abrasive for example, a silicon carbide substrate
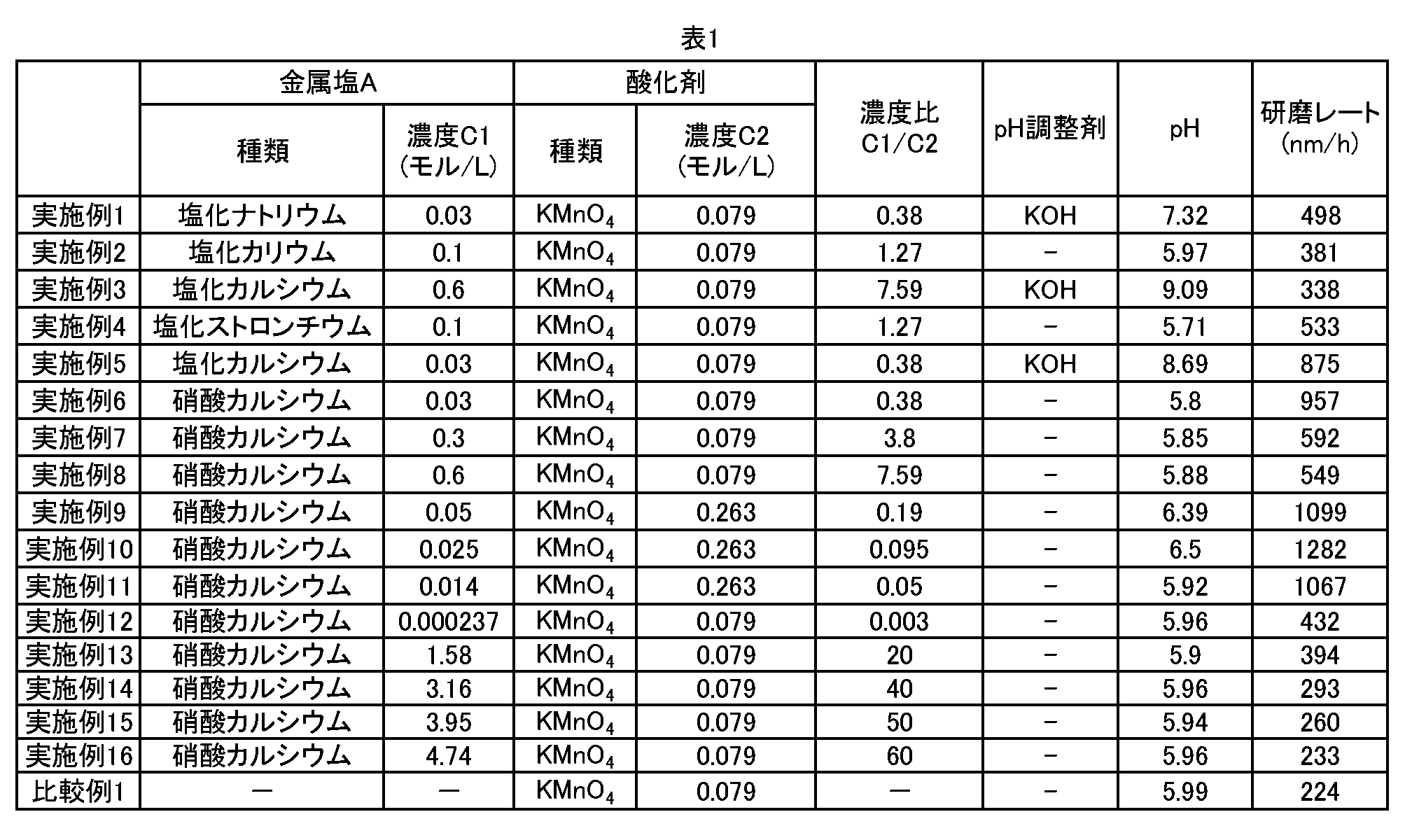
- polishing compositions of Examples 1 to 17 were prepared by mixing metal salt A as a polishing accelerator, potassium permanganate (KMnO 4 ) as an oxidizing agent, and deionized water. Moreover, about Example 1, 3, and 5, pH adjustment was performed with potassium hydroxide (KOH).
- Example 2 A polishing composition was prepared in the same procedure as in Example 17 except that alumina abrasive grains were used as abrasive grains and metal salt A was not used.
- the average particle diameter (specific surface area converted particle diameter) obtained based on the BET method of the alumina abrasive grains was 0.5 ⁇ m.
- the concentration of the alumina abrasive grains was 6% by weight with respect to the entire polishing composition.
- Tables 1 and 2 summarize the types and concentrations C1 of the metal salt A used, the types and concentrations C2 of the oxidizing agent, the concentration ratio C1 / C2, the types of pH adjusting agents, and the pH of the polishing composition according to each example. Show.
- the polishing rate was improved as compared with Comparative Example 1 in which the oxidizing agent was used alone. did. From this result, it was confirmed that the polishing rate can be improved by using the metal salt A and the oxidizing agent in combination.
- the polishing composition of Example 6 that uses calcium nitrate and an oxidizing agent in combination and has a pH of 5.8 uses a combination of nitric acid and an oxidizing agent, and The polishing rate was improved as compared with the polishing composition having a pH of 2.
- Model “PDP-500” Polishing pad “SUBA800XY” manufactured by Nitta Haas Polishing pressure: 29.4 kPa
- Surface plate rotation speed 100 rotations / minute Polishing time: 1 hour
- Head rotation speed 100 rotations / minute Polishing liquid supply rate: 20 mL / minute (flowing) Polishing liquid temperature: 25 ° C Polishing object: Toray Dow Corning Co., Ltd.
- Evaluation device manufactured by Lasertec Co., Ltd., SiC wafer defect inspection / review device, model “SICA6X” Evaluation value: Number of B / W defects (Black and White defects (dent defects)) (Evaluation of latent scratches) Evaluation device: AFM device, manufactured by Bruker, model “Dimension 3100” Evaluation software: NanoscopeV Evaluation conditions: Evaluation at a viewing angle of 10 ⁇ m ⁇ 10 ⁇ m Evaluation location: 5 points in total, center, left, right, top and bottom of a 4-inch wafer. Of these, the four points on the left, right, top and bottom were positioned 2 cm inside from the edge of the wafer to the center. Evaluation value: Total number of scratches of 0.1 nm to 5 nm observed at each evaluation point
- the polishing composition of Example 17 As shown in Table 2, according to the polishing composition of Example 17, the number of B / W defects was decreased as compared with the composition (comparative example 2) in which alumina abrasive grains and an oxidizing agent were combined. It was found that dent defects such as scratches could be reduced. In addition, according to the polishing composition of Example 17, the number of scratches observed by AFM was reduced as compared with Comparative Example 2, and latent scratches that were not detected by morphology observation could be reduced. all right. From this result, it was confirmed that the polishing rate can be significantly improved while improving the surface quality in the polishing composition having a neutral pH range by using the metal salt A and the oxidizing agent in combination.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Dispersion Chemistry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
ここに開示される研磨用組成物は、構成元素に酸素を含まない材料からなる研磨対象物の研磨に適用され得る。酸化剤によって研磨対象物が変質し、変質した層が除去されることで研磨が進行すると考えられるため、研磨対象物は酸化していない材料が好ましい。研磨対象物の構成材料は、例えば、シリコン、ゲルマニウム、ダイヤモンド等の単元素半導体もしくは単元素絶縁体;窒化ケイ素、窒化タンタル、炭化チタン等のセラミック材料;テルル化カドミウム、セレン化亜鉛、硫化カドミウム、テルル化カドミウム水銀、テルル化亜鉛カドミウム等のIIB-VIB族(12-16族)化合物半導体基板材料;窒化ガリウム、ヒ化ガリウム、リン化ガリウム、リン化インジウム、ヒ化アルミニウムガリウム、ヒ化ガリウムインジウム、ヒ化窒素インジウムガリウム、リン化アルミニウムガリウムインジウム等のIIIB-VB族(13-15族)化合物半導体基板材料;炭化ケイ素、ケイ化ゲルマニウム等のIVB-IVB族(14-14族)化合物半導体基板材料;等であり得る。これらのうち複数の材料により構成された研磨対象物であってもよい。なかでも、500Hv以上のビッカース硬度を有する材料の研磨に好ましく用いられる。研磨対象材料のビッカース硬度は、好ましくは700Hv以上(例えば1000Hv以上、典型的には1500Hv以上)である。ビッカース硬度の上限は特に限定されないが、凡そ7000Hv以下(例えば5000Hv以下、典型的には3000Hv以下)であってもよい。なお、本明細書において、ビッカース硬度は、JIS R 1610:2003に基づいて測定することができる。上記JIS規格に対応する国際規格はISO 14705:2000である。
(金属塩A)
ここに開示される研磨用組成物は、研磨促進剤として、アルカリ金属塩およびアルカリ土類金属塩からなる群より選択される少なくとも1種の金属塩Aを含有することによって特徴づけられる。ポリシングにおいて、酸化剤は研磨対象材料表面(特に炭化ケイ素等の高硬度材料表面)を変質させ、その変質した層が研磨パッドとの摩擦によって除去される。かかる金属塩Aは、特に限定的に解釈されるものではないが、その変質と除去を促進する触媒的作用を示し、研磨レートの向上に寄与していると考えられる。金属塩Aは、典型的には、リチウム(Li)、ナトリウム(Na)、カリウム(K)、ルビジウム(Rb)、セシウム(Cs)、マグネシウム(Mg)、カルシウム(Ca)、ストロンチウム(Sr)、バリウム(Ba)のうちのいずれか1種または2種以上を含むことが好ましい。これらのうち、Na、K、Ca、Srのうちのいずれかが好ましく、KまたはCaが特に好ましい。
なお、本明細書でいう「モルフォロジー観察では検出されない潜傷」とは、典型的には、レーザーテック株式会社製のSiCウェーハ欠陥検査/レビュー装置(型式:SICA6X)による観察によって検出されない傷のことを指す。上記潜傷は、例えば、原子間力顕微鏡(AFM)装置による10μm×10μmの視野角での観察により検出され得る。
ここに開示される研磨用組成物は、上記金属塩Aのほか、酸化剤を含む。酸化剤は、ポリシングにおいて研磨対象物表面との間で酸化反応を起こし、当該表面の低硬度化、脆弱化を有効にもたらし得る。かかる酸化剤と金属塩Aとを組み合わせて用いることにより、研磨レートをより効果的に向上することができる。酸化剤は、研磨対象物表面を酸化する作用を発揮するのに十分な酸化還元電位を有する物質であれば特に限定されない。例えば、酸化剤は、研磨を実施するpHすなわち研磨組成物と同じpHにおいて、研磨対象材料の酸化還元電位より高い酸化還元電位を有する物質であり得る。一方、例えば、金属塩Aは、研磨を実施するpHすなわち研磨組成物と同じpHにおいて、研磨対象材料の酸化還元電位より低い酸化還元電位を有する物質であり得る。なお、研磨対象材料の酸化還元電位は、当該材料の粉末を水に分散させてスラリーにし、そのスラリーを研磨用組成物と同じpHに調整した後、市販の酸化還元電位計を用いて当該スラリーの酸化還元電位(液温25℃における標準水素電極に対する酸化還元電位)を測定した値が採用される。
ここに開示される研磨用組成物は、本発明の効果を損なわない範囲で、キレート剤、増粘剤、分散剤、表面保護剤、濡れ剤、pH調整剤、界面活性剤、有機酸、無機酸、防錆剤、防腐剤、防カビ剤等の、研磨用組成物(典型的には高硬度材料研磨用組成物、例えば炭化ケイ素基板ポリシング用組成物)に用いられ得る公知の添加剤を、必要に応じてさらに含有してもよい。上記添加剤の含有量は、その添加目的に応じて適宜設定すればよく、本発明を特徴づけるものではないため、詳しい説明は省略する。
研磨用組成物に用いられる溶媒は、金属塩Aおよび酸化剤を分散させることができるものであればよく、特に制限されない。溶媒としては、イオン交換水(脱イオン水)、純水、超純水、蒸留水等を好ましく用いることができる。ここに開示される研磨用組成物は、必要に応じて、水と均一に混合し得る有機溶剤(低級アルコール、低級ケトン等)をさらに含有してもよい。通常は、研磨用組成物に含まれる溶媒の90体積%以上が水であることが好ましく、95体積%以上(典型的には99~100体積%)が水であることがより好ましい。
ここに開示される研磨用組成物の製造方法は特に限定されない。例えば、翼式攪拌機、超音波分散機、ホモミキサー等の周知の混合装置を用いて、研磨用組成物に含まれる各成分を混合するとよい。これらの成分を混合する態様は特に限定されず、例えば全成分を一度に混合してもよく、適宜設定した順序で混合してもよい。
ここに開示される研磨用組成物は、研磨対象物に供給される前には濃縮された形態(すなわち、研磨液の濃縮液の形態)であってもよい。このように濃縮された形態の研磨用組成物は、製造、流通、保存等の際における利便性やコスト低減等の観点から有利である。濃縮倍率は、例えば、体積換算で2倍~5倍程度とすることができる。
ここに開示される研磨用組成物は、例えば以下の操作を含む態様で、研磨対象物の研磨に使用することができる。
すなわち、ここに開示されるいずれかの研磨用組成物を含む研磨液を用意する。上記研磨液を用意することには、研磨用組成物に、濃度調整(例えば希釈)、pH調整等の操作を加えて研磨液を調製することが含まれ得る。あるいは、上記研磨用組成物をそのまま研磨液として使用してもよい。また、多剤型の研磨用組成物の場合、上記研磨液を用意することには、それらの剤を混合すること、該混合の前に1または複数の剤を希釈すること、該混合の後にその混合物を希釈すること、等が含まれ得る。
次いで、その研磨液を研磨対象物表面に供給し、常法により研磨する。例えば、一般的な研磨装置に研磨対象物をセットし、該研磨装置の研磨パッドを通じて該研磨対象物の表面(研磨対象面)に上記研磨液を供給する。典型的には、上記研磨液を連続的に供給しつつ、研磨対象物の表面に研磨パッドを押しつけて両者を相対的に移動(例えば回転移動)させる。かかるポリシング工程を経て研磨対象物の研磨が完了する。
ここに開示される技術には、上記研磨用組成物を用いたポリシング工程を含む研磨物の製造方法(例えば炭化ケイ素基板の製造方法)および該方法により製造された研磨物の提供が含まれ得る。すなわち、ここに開示される技術によると、研磨対象材料から構成された研磨対象物に、ここに開示されるいずれかの研磨用組成物を供給して該研磨対象物を研磨することを含む、研磨物の製造方法および該方法により製造された研磨物が提供される。上記製造方法は、ここに開示されるいずれかの研磨方法の内容を好ましく適用することにより実施され得る。上記製造方法によると、研磨物(例えば炭化ケイ素基板)が効率的に提供され得る。
(実施例1~17)
研磨促進剤としての金属塩Aと酸化剤としての過マンガン酸カリウム(KMnO4)と脱イオン水とを混合して実施例1~17の研磨用組成物を調製した。また、実施例1、3、5については水酸化カリウム(KOH)によりpH調整を行った。
金属塩Aを用いなかったこと以外は実施例1と同じ手順で研磨用組成物を調製した。
砥粒としてのアルミナ砥粒を使用し、かつ金属塩Aを用いなかったこと以外は実施例17と同じ手順で研磨用組成物を調製した。上記アルミナ砥粒のBET法に基づいて求められる平均粒子径(比表面積換算粒子径)は0.5μmであった。また、比較例2の研磨用組成物において、上記アルミナ砥粒の濃度は研磨用組成物全体に対して6重量%とした。
用意した実施例1~16および比較例1の研磨用組成物をそのまま研磨液として使用して、アルミナ砥粒を含む研磨液を用いて予備ポリシングを予め実施したSiCウェーハの表面に対し、下記の条件でポリシングを実施した。そして、以下の計算式(1)、(2)に従って研磨レートを算出した。結果を表1の該当欄に示す。
(1)研磨取り代[cm]=研磨前後のSiCウェーハの重量の差[g]/SiCの密度[g/cm3](=3.21g/cm3)/研磨対象面積[cm2](=19.62cm2)
(2)研磨レート[nm/h]=研磨取り代[cm]×107/研磨時間(=0.5時間)
[ポリシング条件]
研磨装置:日本エンギス社製の片面研磨装置、型式「EJ-380IN-CH」
研磨パッド:ニッタ・ハース社製「SUBA800XY」
研磨圧力:29.4kPa
定盤回転数:80回転/分
研磨時間:1時間
ヘッド回転数:40回転/分
研磨液の供給レート:20mL/分(掛け流し)
研磨液の温度:25℃
研磨対象物:SiCウェーハ(伝導型:n型、結晶型4H‐SiC(0001面))
2インチ×3枚
用意した実施例17および比較例2の研磨用組成物をそのまま研磨液として使用して、アルミナ砥粒を含む研磨液を用いて予備ポリシングを予め実施したSiCウェーハの表面に対し、下記の条件でポリシングを実施した。またポリシング後のSiCウェーハの表面状態を評価した。評価結果を表2の該当欄に示した。
[ポリシング条件]
研磨装置:不二越機械工業株式会社、型式「PDP-500」
研磨パッド:ニッタ・ハース社製「SUBA800XY」
研磨圧力:29.4kPa
定盤回転数:100回転/分
研磨時間:1時間
ヘッド回転数:100回転/分
研磨液の供給レート:20mL/分(掛け流し)
研磨液の温度:25℃
研磨対象物:東レ・ダウコーニング株式会社製 プライムグレード SiCウェーハ(伝導型:n型、結晶型4H‐SiC)4インチ×1枚
[研磨後の研磨対象物表面の評価条件]
(スクラッチ等の凹み欠陥評価)
評価装置:レーザーテック株式会社製、SiCウェーハ欠陥検査/レビュー装置、型式「SICA6X」
評価値:B/W欠陥(Black and White欠陥(凹み欠陥))数
(潜傷の評価)
評価装置:AFM装置、Bruker製、型式「Dimensiion3100」
評価ソフト:NanoscopeV
評価条件:10μm×10μmの視野角にて評価
評価箇所:4インチウェーハの中心、左部、右部、上部及び下部の計5点。このうち左右上下の4点は、ウェーハの端部から中心部へ2cm内側の位置とした。
評価値:各評価箇所にて観測される0.1nm~5nmの傷数の合計

Claims (6)
- 研磨対象物の研磨に用いられる研磨用組成物であって、
水と酸化剤と研磨促進剤とを含み、かつ、砥粒を含まず、
前記研磨促進剤として、アルカリ金属塩およびアルカリ土類金属塩からなる群より選択される少なくとも1種の金属塩を含む、研磨用組成物。 - pHが5.5以上である、請求項1に記載の研磨用組成物。
- 前記研磨用組成物における前記金属塩の濃度C1[モル/L]と前記酸化剤の濃度C2[モル/L]との比(C1/C2)が、0.001~70の範囲内である、請求項1または2に記載の研磨用組成物。
- 前記研磨対象物の構成材料は、1500Hv以上のビッカース硬度を有する、請求項1~3の何れか一つに記載の研磨用組成物。
- 前記研磨対象物の構成材料が炭化ケイ素である、請求項1~4の何れか一つに記載の研磨用組成物。
- 研磨対象物に請求項1~5のいずれか一項に記載された研磨用組成物を供給して該研磨対象物を研磨することを含む、研磨方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/495,631 US11319460B2 (en) | 2017-03-23 | 2018-03-19 | Polishing composition |
| EP18771503.2A EP3604475B1 (en) | 2017-03-23 | 2018-03-19 | Polishing composition |
| JP2019507663A JP7125386B2 (ja) | 2017-03-23 | 2018-03-19 | 研磨用組成物 |
| EP21180087.5A EP3919576A1 (en) | 2017-03-23 | 2018-03-19 | Polishing composition |
| CN201880020117.2A CN110431210B (zh) | 2017-03-23 | 2018-03-19 | 研磨用组合物 |
| US17/541,881 US12146077B2 (en) | 2017-03-23 | 2021-12-03 | Polishing composition |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-057610 | 2017-03-23 | ||
| JP2017057610 | 2017-03-23 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/495,631 A-371-Of-International US11319460B2 (en) | 2017-03-23 | 2018-03-19 | Polishing composition |
| US17/541,881 Continuation US12146077B2 (en) | 2017-03-23 | 2021-12-03 | Polishing composition |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018174008A1 true WO2018174008A1 (ja) | 2018-09-27 |
Family
ID=63585547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/010817 Ceased WO2018174008A1 (ja) | 2017-03-23 | 2018-03-19 | 研磨用組成物 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11319460B2 (ja) |
| EP (2) | EP3919576A1 (ja) |
| JP (1) | JP7125386B2 (ja) |
| CN (1) | CN110431210B (ja) |
| TW (2) | TW201842146A (ja) |
| WO (1) | WO2018174008A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019138846A1 (ja) * | 2018-01-11 | 2019-07-18 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| JPWO2021200149A1 (ja) * | 2020-03-30 | 2021-10-07 | ||
| WO2022168859A1 (ja) | 2021-02-04 | 2022-08-11 | 株式会社フジミインコーポレーテッド | 研磨方法および研磨用組成物 |
| JPWO2022168860A1 (ja) * | 2021-02-04 | 2022-08-11 | ||
| WO2022168858A1 (ja) * | 2021-02-04 | 2022-08-11 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| US20240400862A1 (en) * | 2021-09-30 | 2024-12-05 | Fujimi Incorporated | Polishing composition |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113122147B (zh) * | 2019-12-31 | 2024-03-12 | 安集微电子科技(上海)股份有限公司 | 一种化学机械抛光液及其使用方法 |
| US20230136485A1 (en) * | 2020-03-30 | 2023-05-04 | Fujimi Incorporated | Polishing composition |
| CN113980714B (zh) * | 2021-11-05 | 2023-08-22 | 济南大学 | 一种脱硫、脱硝水溶性燃煤催化剂制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011159998A (ja) | 2003-09-11 | 2011-08-18 | Cabot Microelectronics Corp | 化学的機械的研磨組成物 |
| WO2012147605A1 (ja) * | 2011-04-26 | 2012-11-01 | 旭硝子株式会社 | 非酸化物単結晶基板の研磨方法 |
| JP2012253259A (ja) | 2011-06-06 | 2012-12-20 | Disco Abrasive Syst Ltd | 研磨方法及び酸性研磨液 |
| WO2013051555A1 (ja) | 2011-10-07 | 2013-04-11 | 旭硝子株式会社 | 炭化ケイ素単結晶基板および研磨液 |
| JP2014044982A (ja) * | 2012-08-24 | 2014-03-13 | Fujimi Inc | 研磨用組成物 |
| JP2017057610A (ja) | 2015-09-16 | 2017-03-23 | Toto株式会社 | 大便器 |
| WO2017212971A1 (ja) * | 2016-06-08 | 2017-12-14 | 三井金属鉱業株式会社 | 研摩液及び研摩物の製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4008309A (en) * | 1970-01-07 | 1977-02-15 | Institutul De Cercetari Chimice - Icechim | Process for crystallizing calcium nitrate |
| US20040134873A1 (en) * | 1996-07-25 | 2004-07-15 | Li Yao | Abrasive-free chemical mechanical polishing composition and polishing process containing same |
| US6039633A (en) * | 1998-10-01 | 2000-03-21 | Micron Technology, Inc. | Method and apparatus for mechanical and chemical-mechanical planarization of microelectronic-device substrate assemblies |
| US6429133B1 (en) * | 1999-08-31 | 2002-08-06 | Micron Technology, Inc. | Composition compatible with aluminum planarization and methods therefore |
| US6602117B1 (en) * | 2000-08-30 | 2003-08-05 | Micron Technology, Inc. | Slurry for use with fixed-abrasive polishing pads in polishing semiconductor device conductive structures that include copper and tungsten and polishing methods |
| US7132058B2 (en) * | 2002-01-24 | 2006-11-07 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Tungsten polishing solution |
| US7972970B2 (en) * | 2003-10-20 | 2011-07-05 | Novellus Systems, Inc. | Fabrication of semiconductor interconnect structure |
| WO2006083326A2 (en) * | 2004-08-07 | 2006-08-10 | Cabot Corporation | Gas dispersion manufacture of nanoparticulates and nanoparticulate-containing products and processing thereof |
| US20070039926A1 (en) | 2005-08-17 | 2007-02-22 | Cabot Microelectronics Corporation | Abrasive-free polishing system |
| TWI332017B (en) | 2005-12-26 | 2010-10-21 | Hitachi Chemical Co Ltd | Abrasive-free polishing slurry and cmp process |
| US20070147551A1 (en) | 2005-12-26 | 2007-06-28 | Katsumi Mabuchi | Abrasive-free polishing slurry and CMP process |
| TWI343945B (en) | 2005-12-27 | 2011-06-21 | Hitachi Chemical Co Ltd | Slurry for metal polishing and polishing method of polished film |
| CN100516295C (zh) * | 2007-03-06 | 2009-07-22 | 陈东初 | 铝合金表面制备耐腐蚀性氧化膜的无铬处理液及其处理使用方法 |
| US8383003B2 (en) * | 2008-06-20 | 2013-02-26 | Nexplanar Corporation | Polishing systems |
| DE102008053610B4 (de) | 2008-10-29 | 2011-03-31 | Siltronic Ag | Verfahren zum beidseitigen Polieren einer Halbleiterscheibe |
| JP5035387B2 (ja) | 2010-05-10 | 2012-09-26 | 住友電気工業株式会社 | 研磨剤、化合物半導体の製造方法および半導体デバイスの製造方法 |
| JP5703060B2 (ja) | 2011-02-22 | 2015-04-15 | 株式会社トッパンTdkレーベル | 化学的機械的研磨液 |
| KR102105381B1 (ko) * | 2012-02-15 | 2020-04-29 | 엔테그리스, 아이엔씨. | 조성물을 이용한 cmp-후 제거 방법 및 그의 이용 방법 |
| US11127587B2 (en) * | 2014-02-05 | 2021-09-21 | Entegris, Inc. | Non-amine post-CMP compositions and method of use |
| CN104293207B (zh) | 2014-09-25 | 2016-03-23 | 姚雳 | 一种化学机械抛光液及其制备方法 |
| WO2016208301A1 (ja) | 2015-06-26 | 2016-12-29 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
-
2018
- 2018-03-19 JP JP2019507663A patent/JP7125386B2/ja active Active
- 2018-03-19 US US16/495,631 patent/US11319460B2/en active Active
- 2018-03-19 WO PCT/JP2018/010817 patent/WO2018174008A1/ja not_active Ceased
- 2018-03-19 EP EP21180087.5A patent/EP3919576A1/en not_active Withdrawn
- 2018-03-19 CN CN201880020117.2A patent/CN110431210B/zh active Active
- 2018-03-19 EP EP18771503.2A patent/EP3604475B1/en active Active
- 2018-03-23 TW TW107109978A patent/TW201842146A/zh unknown
- 2018-03-23 TW TW112146579A patent/TW202429558A/zh unknown
-
2021
- 2021-12-03 US US17/541,881 patent/US12146077B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011159998A (ja) | 2003-09-11 | 2011-08-18 | Cabot Microelectronics Corp | 化学的機械的研磨組成物 |
| WO2012147605A1 (ja) * | 2011-04-26 | 2012-11-01 | 旭硝子株式会社 | 非酸化物単結晶基板の研磨方法 |
| JP2012253259A (ja) | 2011-06-06 | 2012-12-20 | Disco Abrasive Syst Ltd | 研磨方法及び酸性研磨液 |
| WO2013051555A1 (ja) | 2011-10-07 | 2013-04-11 | 旭硝子株式会社 | 炭化ケイ素単結晶基板および研磨液 |
| JP2014044982A (ja) * | 2012-08-24 | 2014-03-13 | Fujimi Inc | 研磨用組成物 |
| JP2017057610A (ja) | 2015-09-16 | 2017-03-23 | Toto株式会社 | 大便器 |
| WO2017212971A1 (ja) * | 2016-06-08 | 2017-12-14 | 三井金属鉱業株式会社 | 研摩液及び研摩物の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3604475A4 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7373403B2 (ja) | 2018-01-11 | 2023-11-02 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| JPWO2019138846A1 (ja) * | 2018-01-11 | 2021-01-28 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| EP3739016A4 (en) * | 2018-01-11 | 2022-01-26 | Fujimi Incorporated | POLISHING COMPOSITION |
| US11339311B2 (en) | 2018-01-11 | 2022-05-24 | Fujimi Incorporated | Polishing composition |
| KR102716012B1 (ko) | 2018-01-11 | 2024-10-14 | 가부시키가이샤 후지미인코퍼레이티드 | 연마용 조성물 |
| WO2019138846A1 (ja) * | 2018-01-11 | 2019-07-18 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| KR20200108022A (ko) * | 2018-01-11 | 2020-09-16 | 가부시키가이샤 후지미인코퍼레이티드 | 연마용 조성물 |
| JPWO2021200149A1 (ja) * | 2020-03-30 | 2021-10-07 | ||
| JP7713928B2 (ja) | 2020-03-30 | 2025-07-28 | 株式会社フジミインコーポレーテッド | 研磨用組成物および研磨方法 |
| WO2022168860A1 (ja) * | 2021-02-04 | 2022-08-11 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| WO2022168858A1 (ja) * | 2021-02-04 | 2022-08-11 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| KR20230141820A (ko) | 2021-02-04 | 2023-10-10 | 가부시키가이샤 후지미인코퍼레이티드 | 연마 방법 및 연마용 조성물 |
| JPWO2022168860A1 (ja) * | 2021-02-04 | 2022-08-11 | ||
| US12110422B2 (en) | 2021-02-04 | 2024-10-08 | Fujimi Incorporated | Polishing method and polishing composition |
| WO2022168859A1 (ja) | 2021-02-04 | 2022-08-11 | 株式会社フジミインコーポレーテッド | 研磨方法および研磨用組成物 |
| US12139643B2 (en) | 2021-02-04 | 2024-11-12 | Fujimi Incorporated | Polishing composition |
| JPWO2022168858A1 (ja) * | 2021-02-04 | 2022-08-11 | ||
| EP4628556A2 (en) | 2021-02-04 | 2025-10-08 | Fujimi Incorporated | Polishing method and polishing composition |
| US20240400862A1 (en) * | 2021-09-30 | 2024-12-05 | Fujimi Incorporated | Polishing composition |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3604475A4 (en) | 2020-12-23 |
| CN110431210A (zh) | 2019-11-08 |
| JPWO2018174008A1 (ja) | 2020-04-16 |
| EP3919576A1 (en) | 2021-12-08 |
| TW201842146A (zh) | 2018-12-01 |
| US20220089911A1 (en) | 2022-03-24 |
| JP7125386B2 (ja) | 2022-08-24 |
| US20200109313A1 (en) | 2020-04-09 |
| CN110431210B (zh) | 2022-09-20 |
| TW202429558A (zh) | 2024-07-16 |
| EP3604475A1 (en) | 2020-02-05 |
| US11319460B2 (en) | 2022-05-03 |
| US12146077B2 (en) | 2024-11-19 |
| EP3604475B1 (en) | 2025-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7373403B2 (ja) | 研磨用組成物 | |
| JP7125386B2 (ja) | 研磨用組成物 | |
| JP6788988B2 (ja) | 研磨用組成物 | |
| JP6622991B2 (ja) | 研磨用組成物 | |
| US20260109881A1 (en) | Polishing composition | |
| JP7713928B2 (ja) | 研磨用組成物および研磨方法 | |
| CN111868201A (zh) | 研磨用组合物 | |
| WO2023054386A1 (ja) | 研磨用組成物 | |
| WO2023054385A1 (ja) | 研磨用組成物 | |
| JP2017014363A (ja) | 研磨用組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18771503 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019507663 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018771503 Country of ref document: EP Effective date: 20191023 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2018771503 Country of ref document: EP |