WO2018185873A1 - 給袋包装機における包装方法および給袋包装機 - Google Patents
給袋包装機における包装方法および給袋包装機 Download PDFInfo
- Publication number
- WO2018185873A1 WO2018185873A1 PCT/JP2017/014217 JP2017014217W WO2018185873A1 WO 2018185873 A1 WO2018185873 A1 WO 2018185873A1 JP 2017014217 W JP2017014217 W JP 2017014217W WO 2018185873 A1 WO2018185873 A1 WO 2018185873A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- packaging
- bag
- opening
- station
- feeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/041—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles acting from above on containers or wrappers open at their top
- B65B31/042—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles acting from above on containers or wrappers open at their top the nozzles being arranged for insertion into, and withdrawal from, the container or wrapper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/044—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzles being combined with a filling device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/12—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers movable towards or away from container or wrapper during filling or depositing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/34—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by internal pressure
- B65B43/36—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by internal pressure applied pneumatically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means by ultrasonic welding
Definitions
- the present invention relates to a packaging method in a bag-feeding packaging machine for mass-producing a product by filling a packaging bag with food or other objects to be packaged, and a bag-feeding packaging for carrying out the packaging method. Related to the machine.
- a bag-feeding packaging machine that wraps an article to be packaged by intermittently moving a packaging bag together with a moving body to each packaging station and performing each packaging step has been widely used.
- the object to be packaged is, for example, a liquid
- the acceleration of movement to the next packaging station exceeds about 10 m / S ⁇ 2
- the object to be packaged in the packaging bag will spill during movement. Or scatter.
- the moving acceleration could not be increased to about 10 m / S ⁇ 2 or more.
- a filling funnel 86 is inserted into the bag mouth of the packaging bag F gripped at both ends by a grip pair 81 and covered. Pack the package and move it to the next packaging station as shown in FIG. 12 (C) with the bag mouth of the packaging bag F open as shown in FIG. 12 (B). The bag mouth of the bag F was closed.
- the packaging bag F when it is necessary to reopen the bag mouth of the packaging bag F after the next packaging station (for example, deaeration in the packaging bag by steam or adhering to the inner surface of the bag mouth when the packaged material is powder) As shown in FIG. 13 (A), the powder is blown off, and a filling funnel 86 is inserted into the bag mouth of the packaging bag F gripped in the vicinity of both ends by the grip pair 81, and the package is filled. While the bag mouth of the packaging bag F is opened as shown in FIG. 13 (B), the packaging bag F is also moved during the movement to the next packaging station (steam deaeration station) as shown in FIG. 13 (C). As shown in FIG.
- the problem of the present invention is that it is possible to increase the speed of the bag-feeding packaging machine without the movement acceleration being restricted by the spilling or scattering of the moving objects to be packaged, and a larger amount of packaging can be performed in a short time. It is an object to provide a packaging method in a possible bag-feeding packaging machine and a bag-feeding packaging machine that implements the packaging method.
- the packaging method in the bag-feeding packaging machine by which each packaging process is performed and a packaged article is packaged by intermittently moving each packaging station with a moving body, and each said packaging Among the stations, in the package filling station where the package filling process is performed, after performing the package filling process for filling the package in the packaging bag, before moving to the next packaging station And closing the bag mouth of the packaging bag.
- the opening packaging process is performed. After opening the bag mouth of the packaging bag at the packaging station, it is preferable to perform the opening packaging process and close the bag mouth of the packaging bag before moving to the next packaging station.
- the opening required packaging step may be a steam deaeration step in which steam is introduced from the bag mouth of the packaging bag to deaerate the inside of the packaging bag.
- a steam deaeration process is performed in which steam is introduced from the bag mouth of the packaging bag and the packaging bag to deaerate the packaging bag.
- the package filling process and the steam deaeration process are performed simultaneously. In the said packing material filling station, after performing the said packing material filling process, you may perform the said steam deaeration process.
- a bag-feeding packaging machine by which each packaging process is performed and a packaged article is packaged by intermittently moving each packaging station together with a moving body
- the machine has a bag mouth opening and closing mechanism for opening and closing the mouth of the packaging bag, and among the packaging stations, in the packaging material filling station where the packaging material filling process is performed, After performing the package filling process for filling the package, the bag mouth of the packaging bag is closed before moving to the next packaging station by the bag mouth opening / closing mechanism. It is a bag feeding and packaging machine.
- the bag supply packaging machine performs the opening required packaging step when performing the opening required packaging step that requires the opening of the bag opening of the packaging bag at the packaging station downstream of the package filling station. After opening the bag mouth of the packaging bag by the bag mouth opening / closing mechanism, the packaging bag is opened by the bag mouth opening / closing mechanism before performing the opening packaging process and moving to the next packaging station. It is preferable that it is comprised so that the said bag mouth may be closed.
- the opening required packaging step may be a steam deaeration step in which steam is introduced from the bag mouth of the packaging bag to deaerate the inside of the packaging bag.
- the package filling station is configured to perform the package filling process and a steam deaeration process in which steam is introduced from the bag mouth of the packaging bag to deaerate the packaging bag.
- the packaging material filling station is configured to perform the packaging material filling step and the steam deaeration step at the same time.
- the bag supply and packaging machine has a grip pair that grips the vicinity of both sides of the bag mouth of the packaging bag and intermittently moves the packaging stations together with the moving body.
- the bag opening / closing mechanism includes a grip width adjusting mechanism that can adjust a width between the grip pair and a suction cup that sucks the packaging bag gripped by the grip pair from the front and back sides. preferable.
- the packaging method in the bag supply and packaging machine since the bag mouth of the packaging bag is closed during movement, the object to be packaged does not spill or scatter during movement.
- the speed of the bag-feeding packaging machine can be increased without the movement acceleration being limited by the spilling and scattering of the objects to be packaged, and a larger amount of packaging is possible in a short time.
- the packaging method in the bag-feeding packaging machine according to claim 2 even when the packaging station downstream of the packaged object filling station has an opening packaging process that requires opening of the bag mouth of the packaging bag, The speed of the bag-feeding packaging machine can be increased without the movement acceleration being limited by the spilling or scattering of the objects to be packaged, and a larger amount of packaging is possible in a short time.
- the packaging method in the bag-feeding packaging machine according to claim 3 for example, even when mass-producing retort food for steam deaeration, the movement acceleration is limited by the spilling and scattering of the moving packaged goods. Therefore, the speed of the bag-feeding packaging machine can be increased, and a larger amount of packaging can be performed in a short time. According to the packaging method in the bag-feeding packaging machine according to claim 4, the packaging station for performing steam deaeration can be reduced, the bag-feeding packaging machine can be speeded up, and a larger amount of packaging can be performed in a shorter time. .
- the bag-feeding packaging machine can be further speeded up and shortened in a shorter time by simultaneously filling the packaging bag with the article to be packaged and steam deaeration. A larger amount of packaging is possible.
- the packaging station for performing steam deaeration can be reduced, the speed of the bag supply packaging machine can be increased, and a larger amount of packaging can be performed in a shorter time. .
- the bag feeding and packaging machine of the seventh aspect since the bag mouth of the packaging bag is closed during the movement, the object to be packaged is not spilled or scattered during the movement, so The speed of the bag-feeding packaging machine can be increased without the movement acceleration being limited by the spilling or scattering of the package, and a larger amount of packaging is possible in a short time.
- the bag supply and packaging machine according to claim 8 even when the packaging station downstream of the packaging material filling station has an opening packaging process that requires opening of the bag mouth of the packaging bag, the packaging material in motion The speed of the bag-feeding packaging machine can be increased without the movement acceleration being restricted by the spilling or scattering of the bag, and a larger amount of packaging is possible in a short time.
- the bag acceleration is not limited by the movement acceleration due to spilling or scattering of the moving package.
- the speed of the packaging machine can be increased, and a larger amount of packaging is possible in a short time.
- the bag-feeding and packaging machine can be further speeded up by performing filling of the packaging bag into the packaging bag and steam deaeration at the same time, and a larger amount in a shorter time.
- Packaging is possible.
- the bag-feeding and packaging machine of the twelfth aspect it is possible to reduce the number of packaging stations for performing steam deaeration, the speed of the bag-feeding and packaging machine can be increased, and a larger amount of packaging can be performed in a shorter time.
- the structure in which the packaging bag intermittently moves between the packaging stations together with the moving body can be realized with a simpler configuration.
- the bag opening and closing mechanism can be realized with a simpler configuration.
- FIG. 1 It is a top view for demonstrating the effect
- the packaging process is performed by intermittently moving the packaging bag F together with the moving body 32 through the packaging stations 1 to 9, and the articles to be packaged are packaged.
- the next packaging station Steam Deaeration / Seal Site Preheating Station
- the bag mouth of the packaging bag F is closed during the movement, so that There is no spilling or scattering, the movement acceleration is not limited by the spilling or scattering of the package being moved, and it is possible to increase the speed of the bag-feeding packaging machine.
- Bag supply packaging that can be packaged The packaging method and packaging method in P to achieve a bag feeding and packaging machine P was conducted.
- a packaging method in the bag-feeding packaging machine of the present invention will be described with reference to one embodiment shown in FIGS.
- the packaging method in the bag-feeding packaging machine P of this embodiment is such that the packaging bag F is intermittently moved through the packaging stations 1 to 9 together with the moving body (disk-shaped rotating body) 32, so that each packaging process is carried out.
- a packaging method in a bag-feeding packaging machine P to be packaged, and among the packaging stations 1 to 9, a packaging material (fluid) filling station 5 in which a packaging material filling process is performed is placed in a packaging bag F.
- the bag mouth of the packaging bag F is closed before moving to the next packaging station (steam degassing / sealing part preheating station) 6
- each structure of the bag supply packaging machine P and the packaging method in the bag supply packaging machine P will be described in detail.
- each grip pair 31 grips the vicinity of both sides of the bag mouth of the packaging bag F and each package together with the moving body (disk-shaped rotating body) 32.
- a rotary bag-feeding and packaging machine that wraps an article by intermittently moving between stations 1 to 9, and this bag-feeding and packaging machine P has four grips that intermittently move simultaneously to each of the packaging stations 1 to 9 It has a pair 31.
- the bag feeding and packaging machine P is for mass production of retort food, and the four bags F each gripped by the four grip pairs 31 simultaneously move intermittently through the nine stations shown in FIG. Retort food is mass-produced.
- the bag-feeding packaging machine P is provided with a stand 34 on a machine base 35 that freely supports an intermittent rotary shaft 33 extending in the vertical direction.
- a stand 34 on a machine base 35 that freely supports an intermittent rotary shaft 33 extending in the vertical direction.
- four pairs of grips 31 for gripping or releasing the packaging bag F project radially from the intermittent rotating shaft 33 at equal angular intervals. It is provided to do.
- the grip pairs 31 grip the vicinity of both sides of the bag mouth of the packaging bag F, and rotate and move intermittently together with the moving body (disk-shaped rotating body) 32 for each packaging process.
- this Example is a rotary type bag-feeding packaging machine which drives the mobile body (disk-shaped rotary body) 32 intermittently
- this invention is well-known straight line. It is also possible to apply to a moving type (truck type) bag supply and packaging machine.
- This linear movement type bag-feeding packaging machine for example, is provided with a number of grip pairs that can be converted into an upright posture or a horizontal posture on a moving body that horizontally moves in an annular passage composed of a straight portion and semicircular portions at both ends thereof.
- the packaging bag supplied in the bag process is supported by each grip pair, and the packaging bag is intermittently stopped in each process such as an opening process, a filling process, a bag mouth sealing process, etc. It has a known structure.
- the grip pair 31 that rotates simultaneously with the moving body (disk-shaped rotating body) 32 in the bag supply packaging machine P is attached to the moving body (disk-shaped rotating body) 32.
- the grip pair 31 In addition to those in which the grip pair 31 is directly attached, those in which the grip pair 31 is indirectly attached to the moving body (disk-shaped rotating body) 32 are also included.
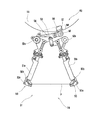
- the grip pair 31 includes a left holder 51a, a grip 50 provided at the tip thereof, a right holder 51b, and a grip 50 provided at the tip thereof, and the left holder 51a and the right holder 51b.
- the base end sides of the left holder 51a and the right holder 51b are connected by a link 53, and both are configured to be interlocked when adjusting the grip width.
- the grip opening / closing lever 54 is fixed to the left holder 51 a, and can reciprocate in the radial direction of the grip width adjusting disk 55 in the recess 56 of the grip width adjusting disk 55.
- An openable / closable plate 57 is arranged.
- the grip opening / closing roller 58 attached to the tip of the grip opening / closing lever 54 is moved to the grip width adjusting disk 55 side.
- the left holder 51a and the right holder 51b are moved inward via the link 53, and the gap 50 (grip width) between the left holder 51a and the right holder 51b is reduced. Yes.
- the bag mouth opening / closing mechanism 59 is a mechanism for opening and closing the bag mouth of the packaging bag F, and the grip width adjusting mechanism 60 (link 53, grip opening / closing lever) that can adjust the width between the grips 50 of the grip pair 31 described above. 54, grip width adjusting disk 55, recess 56, opening / closing plate 57, grip opening / closing roller 58, bag opening / closing mechanism 59), and packaging bag F held by grip pair 31 as shown in FIG. A pair of suction cups 61 are provided.
- the bag mouth opening / closing mechanism may include an air injecting device that injects air from the opened bag mouth to ensure the reliability of the opening.
- the opening / closing plate 57 when opening the bag opening of the packaging bag F, as shown in FIG. 8, the opening / closing plate 57 is moved in the direction of the arrow k in FIG.
- the grip opening / closing roller 58 attached to the tip of the grip opening / closing lever 54 is moved to the grip width adjusting disk 55 side.
- the left holder 51a and the right holder 51b respectively move inward via the link 53, and the gap (grip width) between the grips 50 of the left holder 51a and the right holder 51b is reduced.
- the bag mouth of the packaging bag F is opened by pulling the packaging bag F outward while sucking the front and back surfaces of the packaging bag F with the pair of suction cups 61. It is configured.
- the bag mouth opening / closing mechanism 59 of this embodiment when closing the bag mouth of the packaging bag F, as shown in FIG. 9, the suction of the front and back surfaces of the packaging bag F by the pair of suction cups 61 is canceled, The opening / closing plate 57 is moved in the direction of the arrow (M) in FIG. 9, and the grip opening / closing roller 58 attached to the tip of the grip opening / closing lever 54 is moved outward of the grip width adjusting disk 55. As a result, the left holder 51a and the right holder 51b move outward through the link 53, and the gap (grip width) between the left holder 51a and the right holder 51b is increased. It is comprised so that the bag mouth of F may close.
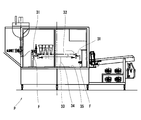
- the bag-feeding packaging machine P in this embodiment includes a bag-feeding station 1, a printing / preliminary warming / bag posture confirmation / printing inspection station 2, a bag bottom inflating / bag opening station 3, Packaged (solid) filling station 4, Packaged (fluid) filling station 5, steam degassing / sealing part preheating station 6, decorative sealing station 7, ultrasonic sealing station 8, in-line check A product discharge station 9 is provided.
- the packaging process (see FIG. 3) performed in each of the packaging stations 1 to 9 will be sequentially described.
- the bag supply process (first process) is performed by sequentially gripping the packaging bags F, which are sequentially conveyed by the bag supply conveyor, by the grip pair 31 that is intermittently moved by the bag supply apparatus. Specifically, in the bag feeding step (first step), the gripping bar 31 of the bag feeding device grips the packaging bag F that rises while holding the vertical posture by the sucker, and the bag height is corrected. It is done by handing over to.
- the expiration date and the like are printed on the back side of the packaging bag F supported by the grip pair 31 in a vertical posture (station 1 and station 2). Done between). Further, in order to open the bottom portion of the packaging bag F, the vicinity of the bottom portion is heated by a heating device from both sides of the packaging bag F (preliminary warming), and the posture of the packaging bag F is confirmed by a sensor (bag posture confirmation). Further, the print portion is photographed by the camera to inspect the print quality (printing inspection: performed between the station 2 and the station 3).
- the front and back surfaces of the packaging bag F supported by the grip pair 31 in a vertical posture are respectively adsorbed by the suction cups 61, the bag mouth is slightly opened, and then inserted to inject air.
- the bag opening process is performed by the bag opening mechanism 59 described above.
- the filling funnel is inserted from the bag mouth, and the packaging object (solid matter) is filled in the packaging bag F.
- the filling funnel 36 is inserted from the bag mouth, and the package (fluid) is filled in the packaging bag F.
- the packaging in the package (fluid) filling station 5 in which a package filling process is performed, the inside of the packaging bag F After the packing material filling process for filling the packaging material (fluid) into the package, before moving to the next packaging station (steam degassing / sealing part preheating station) 6 by the bag opening / closing mechanism 59, the packaging is performed. It is comprised so that the bag mouth of the bag F may be closed. Accordingly, since the bag mouth of the packaging bag F is closed during movement, the packaged object does not spill or scatter during movement, and movement acceleration is caused by spilling or scattering of the packaged object during movement.
- the bag feeding and packaging machine P can be speeded up without being restricted, and a larger amount of packaging is possible in a short time.
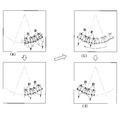
- the filling funnel 36 is inserted into the bag mouth of the packaging bag F gripped near both ends by the grip pair 31. 1B, the bag mouth of the packaging bag F is opened as shown in FIG. 1B. However, as shown in FIG. 1C, the next packaging station (steam removal) is opened. At the time of stopping before moving to the air / sealing part preheating station) 6, the bag mouth opening / closing mechanism 59 is operated to close the bag mouth of the packaging bag F.
- the seal part is preheated to evaporate and remove water droplets adhering to the inner surface of the seal part during the steam deaeration.
- steam is discharged into the packaging bag F from the steam discharge nozzle of the steam deaerator.
- the pair of preheating bars from the front and back surfaces of the packaging bag F clamps the sealing portion of the packaging bag F, thereby evaporating and removing water droplets attached to the inner surface of the sealing portion B.
- the bag supply packaging machine P which implements the packaging method in the bag supply packaging machine of this Example and its packaging method, after steam deaeration was performed in the steam deaeration and seal part preheating station 6, the bag Before moving to the next packaging station (decorative seal station) 7 by the mouth opening / closing mechanism 59, the bag mouth of the packaging bag F is closed.
- the packaging station downstream of the packaged object filling station has an opening packaging process that requires opening of the bag mouth of the packaging bag, the movement acceleration is limited by the spilling or scattering of the packaged object being moved. Accordingly, the speed of the bag-feeding packaging machine can be increased, and a larger amount of packaging can be performed in a short time.
- the bag mouth of the packaging bag F is opened by the bag mouth opening / closing mechanism 59 and then shown in FIG. 2 (B).
- the bag mouth opening / closing mechanism 59 is operated to stop the packaging bag F before it moves to the next packaging station (decorative seal station) 7 as shown in FIG.
- the bag mouth is configured to be closed.
- the steam deaeration process corresponds to the required opening packaging process that requires the opening of the bag mouth of the packaging bag F at the packaging station downstream from the package filling station 5.
- the present invention is not limited to this process, and the opening required packaging process widely includes a packaging process that requires opening of the bag mouth of the packaging bag F. The process of blowing off the powder adhering to the inner surface of the mouth is also included.
- an opening required packaging process is not limited to the next process of a to-be-packaged filling process, The packaging process performed after a to-be-packaged filling process is widely included.
- the bag opening / closing mechanism is used at the packaging station that performs the opening packaging process. After opening the bag mouth of the packaging bag, it is preferable that an opening packaging process is performed and the bag mouth of the packaging bag is closed by the bag mouth opening / closing mechanism before moving to the next packaging station.
- the bag mouth of the packaging bag F is closed after filling the package (fluid) at the package (fluid) filling station 5 where the package filling process is performed.
- the bag mouth of the packaging bag F is left open, and the next packaging station (the article to be packaged (fluid) filling station) 5.
- the packaging bag F is filled in the package (solid) filling station 4 after filling the package (solid).
- the bag feeding and packaging machine P of this embodiment is for mass production of retort food
- the packaged material is liquid and solid, but is not limited to this, and powder or granular material, etc.
- the present invention is also included in the scope of the present invention.
- the upper part of the seal part of the packaging bag F is sandwiched by a pair of seal bars from the front and back surfaces of the packaging bag F, and a decoration seal (cosmetic seal) is applied.
- a decoration seal cosmetic seal
- ultrasonic sealing (step 8-1) is performed by pressing the horn of the ultrasonic sealing device to the lower part of the sealing portion of the packaging bag F, and the packaging bag F is completely sealed. . Thereafter, a pair of cooling bars from the front and back surfaces of the packaging bag F pinch the seal portion B of the packaging bag F, so that the minute bubbles generated by the decorative seal are crushed by the cooling bar and are weighted. (Cooling sealing step: 8-2).
- the weight of the packaging bag F in which the packaged item is packaged is measured, and the packaging bag F in which an appropriate amount of the packaged item is packaged is transported outside the machine via the sorting chute. To discharge.
- these series of packaging steps are sequentially performed on the packaging bag F supported by the grip pair 31 that is intermittently moved by the intermittent rotation of the moving body (disk-shaped rotating body) 32.
- the packaged product (retort food) of the package is configured to be mass-produced.
- the package filling station in this embodiment is configured such that a package filling process and a steam deaeration process in which steam is introduced from the bag mouth of the packaging bag to deaerate the packaging bag are performed.
- the packaging station which performs steam deaeration can be reduced, and it becomes a space-saving and compact packaging machine.
- the package filling station of this embodiment is configured so that the package filling process and the steam deaeration process are performed simultaneously.
- the filling funnel 36 is inserted into the bag mouth of the packaging bag F gripped near the both ends by the grip pair 31, and at the same time the material to be packaged is filled.
- Steam deaeration is also performed as shown in (B).
- the bag mouth of the packaging bag F is opened as shown in FIG. 10 (C).
- the bag mouth opening / closing mechanism is operated to close the bag mouth of the packaging bag F, and then moved to the next packaging station (FIG. 10E).
- Performing the air step is the same as in the embodiment shown in FIG. 10, but is shown in FIG. 10 in that the steam deaeration step is performed after performing the object filling step in the object filling station. Different from the embodiment.
- the filling funnel 36 is inserted into the bag mouth of the packaging bag F gripped near the both ends by the grip pair 31, and the packaged material is filled. Steam deaeration is performed as shown in FIG.
- the bag mouth of the packaging bag F is opened as shown in FIG. 11 (C).
- the bag mouth opening / closing mechanism is operated to close the bag mouth of the packaging bag F and then moved to the next packaging station (FIG. 11E).
- Such a thing is also included by the category of the packaging method in the bag supply packaging machine of this invention, and the bag supply packaging machine which implements the packaging method.
- Bag feeding and packaging machine 1 Bag feeding station 2 Printing, preliminary heating, bag posture confirmation, stamp inspection station 3 Bag bottom inflating and bag opening station 4 Packing (solid) filling station 5 Packing (fluid) filling Station 6 Steam deaeration / sealing part preheating station 7 Decoration sealing station 8 Ultrasonic sealing / empty bag discharge station 9 In-line check / product discharge station 31 Grip pair 32 Moving body (disk-shaped rotating body) 33 Intermittent rotating shaft 34 Stand 35 Machine base 36 Filling device 50 Grip 50a Holding grip 50b Fixed grip 51a Left holder 51b Right holder 52a Support point 52b Support point 53 Link 54 Grip opening / closing lever 55 Grip width adjusting disk 56 Recess 57 Opening / closing plate 58 Grip opening / closing roller 59 Bag opening / closing mechanism 60 Grip width adjusting mechanism 61 Suction cup F Packaging bag
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Vacuum Packaging (AREA)
- Basic Packing Technique (AREA)
Abstract
移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能な給袋包装機における包装方法およびその包装方法を実施する給袋包装機を提供することを課題とする。本発明の給袋包装機(P)における包装方法は、包装袋(F)が移動体(32)と共に各包装ステーション(1~9)を間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機(P)における包装方法であって、各包装ステーション(1~9)のうち、被包装物充填工程が行われる被包装物(流動物)充填ステーション(5)において、包装袋(F)内に被包装物を充填する被包装物充填工程を行った後、次位の包装ステーション(スチーム脱気・シール部位予熱ステーション)(6)に移動する前に包装袋(F)の袋口を閉じるものである。
Description
本発明は、包装袋内に食品等の被包装物を充填した後、袋口をシールして製品を量産するための給袋包装機における包装方法およびその包装方法を実施するための給袋包装機に関するものである。
従来より、包装袋を移動体と共に各包装ステーションに間欠移動させ各包装工程を行うことにより被包装物を包装する給袋包装機が多用されている。
このような給袋包装機において、被包装物が例えば液体の場合、次位の包装ステーションへの移動加速度が約10m/S^2を超えると、移動中に包装袋内の被包装物が零れたり飛散する。このため、移動加速度を約10m/S^2以上に高速化することができなかった。
このような給袋包装機において、被包装物が例えば液体の場合、次位の包装ステーションへの移動加速度が約10m/S^2を超えると、移動中に包装袋内の被包装物が零れたり飛散する。このため、移動加速度を約10m/S^2以上に高速化することができなかった。
より具体的には、従来の給袋包装機では、例えば図12(A)に示すようにグリップ対81にて両端付近を把持した包装袋Fの袋口に充填用漏斗86を挿入して被包装物を充填し、図12(B)に示すように包装袋Fの袋口を開口させたままの状態で、図12(C)に示すように次位の包装ステーションへの移動中に包装袋Fの袋口を閉じていた。
また、次位の包装ステーション以降で包装袋Fの袋口の再開口が必要な場合(例えば、スチームによる包装袋内の脱気、あるいは被包装物が粉体の場合の袋口内面に付着した粉体の吹き飛ばしなど)は、図13(A)に示すように、グリップ対81にて両端付近を把持した包装袋Fの袋口に充填用漏斗86を挿入して被包装物を充填し、図13(B)に示すように包装袋Fの袋口を開口させたまま、図13(C)に示すように次位の包装ステーション(スチーム脱気ステーション)への移動中も包装袋Fの袋口を開口したまま移動させ、図13(D)に示すように、次位の包装ステーション(スチーム脱気ステーション)にてスチーム脱気を行っていた。このため、次位の包装ステーションへの移動中に包装袋内の被包装物が零れたり飛散することから、移動加速度が制限され高速化の妨げとなっていた。
そこで、本発明の課題は、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能な給袋包装機における包装方法およびその包装方法を実施する給袋包装機を提供することにある。
上記課題を解決するものは、包装袋が移動体と共に各包装ステーションを間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機における包装方法であって、前記各包装ステーションのうち、被包装物充填工程が行われる被包装物充填ステーションにおいて、前記包装袋内に前記被包装物を充填する被包装物充填工程を行った後、次位の包装ステーションに移動する前に前記包装袋の袋口を閉じることを特徴とする給袋包装機における包装方法である。
前記給袋包装機における包装方法は、前記被包装物充填ステーションより下流側の前記包装ステーションにおいて前記包装袋の前記袋口の開口を要する要開口包装工程を有する場合、当該要開口包装工程を行う前記包装ステーションにて前記包装袋の前記袋口を開口した後、当該要開口包装工程を行い、次位の前記包装ステーションに移動する前に前記包装袋の前記袋口を閉じることが好ましい。前記要開口包装工程は、前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程であってもよい。前記被包装物充填ステーションでは、前記被包装物充填工程と前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程が行われることが好ましい。前記被包装物充填ステーションでは、前記被包装物充填工程と前記スチーム脱気工程とを同時に行うものであることが好ましい。前記被包装物充填ステーションでは、前記被包装物充填工程を行った後、前記スチーム脱気工程を行うものであってもよい。
また、上記課題を解決するものは、包装袋が移動体と共に各包装ステーションを間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機であって、該給袋包装機は、前記包装袋の袋口を開閉するための袋口開閉機構を有し、前記各包装ステーションのうち、被包装物充填工程が行われる被包装物充填ステーションにおいて、前記包装袋内に前記被包装物を充填する被包装物充填工程を行った後、前記袋口開閉機構により次位の包装ステーションに移動する前に前記包装袋の前記袋口を閉じるように構成されていることを特徴とする給袋包装機である。
前記給袋包装機は、前記被包装物充填ステーションより下流側の前記包装ステーションにおいて前記包装袋の前記袋口の開口を要する要開口包装工程を行う場合、当該要開口包装工程を行う前記包装ステーションにて、前記袋口開閉機構により前記包装袋の前記袋口を開口した後、当該要開口包装工程を行い、次位の前記包装ステーションに移動する前に、前記袋口開閉機構により前記包装袋の前記袋口を閉じるように構成されていることが好ましい。前記要開口包装工程は、前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程であってもよい。前記被包装物充填ステーションでは、前記被包装物充填工程と前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程が行われるように構成されていることが好ましい。前記被包装物充填ステーションでは、前記被包装物充填工程と前記スチーム脱気工程とを同時に行うように構成されていることが好ましい。前記被包装物充填ステーションでは、前記被包装物充填工程を行った後、前記スチーム脱気工程を行うように構成されていてもよい。前記給袋包装機は、前記包装袋の前記袋口の両側付近を把持して前記移動体と共に前記各包装ステーションを間欠移動するグリップ対を有していることが好ましい。前記袋口開閉機構は、前記グリップ対の間の幅を調整可能とするグリップ幅調整機構と、前記グリップ対に把持された前記包装袋を表裏からそれぞれ吸引する吸盤とを有していることが好ましい。
請求項1に記載の給袋包装機における包装方法によれば、移動中には包装袋の袋口は閉じられていることから、移動中に被包装物が零れたり飛散することがなく、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にでき、短時間でより大量な包装が可能となる。
請求項2に記載の給袋包装機における包装方法によれば、被包装物充填ステーションより下流側の包装ステーションにおいて包装袋の袋口の開口を要する要開口包装工程を有する場合でも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項3に記載の給袋包装機における包装方法によれば、例えばスチーム脱気を行うレトルト食品を量産する場合にも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項4に記載の給袋包装機における包装方法によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項5に記載の給袋包装機における包装方法によれば、包装袋内への被包装物の充填とスチーム脱気を同時に行うことで、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項6に記載の給袋包装機における包装方法によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項7に記載の給袋包装機によれば、移動中には包装袋の袋口は閉じられていることから、移動中に被包装物が零れたり飛散することがなく、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にでき、短時間でより大量な包装が可能となる。
請求項8に記載の給袋包装機によれば、被包装物充填ステーションより下流側の包装ステーションにおいて包装袋の袋口の開口を要する要開口包装工程を有する場合でも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項9に記載の給袋包装機によれば、例えばスチーム脱気を行うレトルト食品を量産する場合にも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項10に記載の給袋包装機によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項11に記載の給袋包装機によれば、包装袋内への被包装物の充填とスチーム脱気を同時に行うことで、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項12に記載の給袋包装機によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項13に記載の給袋包装機によれば、包装袋が移動体と共に各包装ステーションを間欠移動する構造をより簡素な構成で実現できる。
請求項14に記載の給袋包装機によれば、袋口開閉機構をより簡素な構成で実現できる。
請求項2に記載の給袋包装機における包装方法によれば、被包装物充填ステーションより下流側の包装ステーションにおいて包装袋の袋口の開口を要する要開口包装工程を有する場合でも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項3に記載の給袋包装機における包装方法によれば、例えばスチーム脱気を行うレトルト食品を量産する場合にも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項4に記載の給袋包装機における包装方法によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項5に記載の給袋包装機における包装方法によれば、包装袋内への被包装物の充填とスチーム脱気を同時に行うことで、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項6に記載の給袋包装機における包装方法によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項7に記載の給袋包装機によれば、移動中には包装袋の袋口は閉じられていることから、移動中に被包装物が零れたり飛散することがなく、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にでき、短時間でより大量な包装が可能となる。
請求項8に記載の給袋包装機によれば、被包装物充填ステーションより下流側の包装ステーションにおいて包装袋の袋口の開口を要する要開口包装工程を有する場合でも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項9に記載の給袋包装機によれば、例えばスチーム脱気を行うレトルト食品を量産する場合にも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
請求項10に記載の給袋包装機によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項11に記載の給袋包装機によれば、包装袋内への被包装物の充填とスチーム脱気を同時に行うことで、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項12に記載の給袋包装機によれば、スチーム脱気を行う包装ステーションを削減でき、給袋包装機をより高速化でき、より短時間でより大量な包装が可能となる。
請求項13に記載の給袋包装機によれば、包装袋が移動体と共に各包装ステーションを間欠移動する構造をより簡素な構成で実現できる。
請求項14に記載の給袋包装機によれば、袋口開閉機構をより簡素な構成で実現できる。
本発明では、包装袋Fが移動体32と共に各包装ステーション1~9を間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機Pにおいて、各包装ステーション1~9のうち、被包装物充填工程が行われる被包装物(流動物)充填ステーション5にて、包装袋F内に被包装物を充填する被包装物充填工程を行った後、次位の包装ステーション(スチーム脱気・シール部位予熱ステーション)6に移動する前に包装袋Fの袋口が閉じられることで、移動中には包装袋Fの袋口は閉じられており、これによって被包装物が零れたり飛散することがなく、移動中の被包装物の零れや飛散によって移動加速度も制限を受けることがなく、給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能な給袋包装機Pにおける包装方法およびその包装方法を実施した給袋包装機Pを実現した。
本発明の給袋包装機における包装方法を図1ないし図4に示した一実施例を用いて説明する。
この実施例の給袋包装機Pにおける包装方法は、包装袋Fが移動体(円盤状回転体)32と共に各包装ステーション1~9を間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機Pにおける包装方法であって、各包装ステーション1~9のうち、被包装物充填工程が行われる被包装物(流動物)充填ステーション5において、包装袋F内に被包装物を充填する被包装物充填工程を行った後、次位の包装ステーション(スチーム脱気・シール部位予熱ステーション)6に移動する前に包装袋Fの袋口を閉じることを特徴とする給袋包装機Pにおける包装方法である。以下、給袋包装機Pの各構成および給袋包装機Pにおける包装方法について詳述する。
この実施例の給袋包装機Pにおける包装方法は、包装袋Fが移動体(円盤状回転体)32と共に各包装ステーション1~9を間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機Pにおける包装方法であって、各包装ステーション1~9のうち、被包装物充填工程が行われる被包装物(流動物)充填ステーション5において、包装袋F内に被包装物を充填する被包装物充填工程を行った後、次位の包装ステーション(スチーム脱気・シール部位予熱ステーション)6に移動する前に包装袋Fの袋口を閉じることを特徴とする給袋包装機Pにおける包装方法である。以下、給袋包装機Pの各構成および給袋包装機Pにおける包装方法について詳述する。
この実施例の給袋包装機Pは、図4ないし図6に示すように、グリップ対31が包装袋Fの袋口の両側付近を把持して移動体(円盤状回転体)32と共に各包装ステーション1~9を間欠移動することにより被包装物が包装されるロータリー式給袋包装機であって、この給袋包装機Pは、各包装ステーション1~9に同時に間欠移動する4連のグリップ対31を有している。
給袋包装機Pはレトルト食品を量産するためのものであり、4連のグリップ対31にそれぞれ把持された4袋の包装袋Fが同時に、図4に示した9つステーションを間欠移動する間にレトルト食品が量産される。
給袋包装機Pは、図5または図6に示すように、垂直方向に延在する間欠回転軸33を回転自由に支持するスタンド34が機台35上に設けられ、その間欠回転軸33の上部に取り付けられた移動体(円盤状回転体)32には、包装袋Fを掴着又は釈放するための4連のグリップ対31が間欠回転軸33を中心として等角度間隔で放射方向に突出するように設けられている。これらグリップ対31は、包装袋Fの袋口の両側付近を把持して、移動体(円盤状回転体)32と共に包装工程毎に間欠的に回転移動する。
なお、この実施例は、移動体(円盤状回転体)32を間欠回転駆動させるロータリー方式の給袋包装機であるが、本発明はこれに限定されるものではなく、本発明を公知の直線移動方式(トラック方式)の給袋包装機に適用することも可能である。この直線移動方式の給袋包装機とは、例えば直線部とその両端の半円形部からなる環状通路を水平移動する移動体に多数のグリップ対を直立姿勢または水平姿勢に変換自在に設け、給袋工程で供給される包装袋を各グリップ対に支持して当該包装袋を開口工程、充填工程、袋口のシール工程等の各工程に間欠停止させて被包装物の袋詰めを行うようにした公知構造のものをいう。
この給袋包装機Pは、各包装ステーション1~9を同時に間欠移動する同一水平レベルに配された4連のグリップ対31を有し、すべてのグリップ対31(4連×9ステーション=36対)のグリップ50(36対)は、移動体(円盤状回転体)32の同心円である一つの円の円周上に位置するように構成されている。これにより、4連からなるグリップ対31で多数同時に包装するため生産効率および量産性をより向上させることができる。また、グリップ50が位置する内外円弧差がほぼなくなるため、ロータリー式給袋包装機をより小型化して占有面積をより小さくすることができる。さらに、各包装ステーション1~9に配置される各種装置を安定して機能させることができる。
給袋包装機Pにおける移動体(円盤状回転体)32と同時に回転するグリップ対31の移動体(円盤状回転体)32への取り付けは、移動体(円盤状回転体)32にグリップ対31が直接取り付けられたものの他、移動体(円盤状回転体)32にグリップ対31が間接的に取り付けられたものも含まれる。
グリップ対31は、図7に示すように、左ホルダー51aとその先端に設けられたグリップ50と、右ホルダー51bとその先端に設けられたグリップ50とを有し、左ホルダー51aと右ホルダー51bは、基端側にそれぞれ設けられた支点52a,52bを介して内外に回動可能に構成されている。
左ホルダー51aと右ホルダー51bの基端側はリンク53により連結されており、両者はグリップ幅調整時に連動するように構成されている。具体的には、図8に示すように、グリップ開閉レバー54が左ホルダー51aに固定されており、グリップ幅調整円盤55の凹部56内には、グリップ幅調整円盤55の半径方向に往復動可能な開閉板57が配されている。
そして、開閉板57を図8中矢印k方向(グリップ幅調整円盤55の中心に向かう方向)に移動させると、グリップ開閉レバー54の先端に取り付けられたグリップ開閉ローラー58がグリップ幅調整円盤55側に移動し、これによって、リンク53を介して左ホルダー51aと右ホルダー51bがそれぞれ内側に移動して、左ホルダー51aと右ホルダー51bのグリップ50間(グリップ幅)が小さくなるように構成されている。
他方、開閉板57を図9中矢印(M)方向に移動させると、グリップ開閉レバー54の先端に取り付けられたグリップ開閉ローラー58がグリップ幅調整円盤55の外方に向かって移動し、これによって、リンク53を介して左ホルダー51aと右ホルダー51bがそれぞれ外側に移動して、左ホルダー51aと右ホルダー51bのグリップ50間(グリップ幅)が大きくなるように構成されている。
袋口開閉機構59は、包装袋Fの袋口を開閉するための機構であり、上述したグリップ対31のグリップ50間の幅を調整可能とするグリップ幅調整機構60(リンク53,グリップ開閉レバー54,グリップ幅調整円盤55,凹部56,開閉板57,グリップ開閉ローラー58,袋口開閉機構59)と、図8に示すように、グリップ対31に把持された包装袋Fを表裏からそれぞれ吸引する一対の吸盤61を有している。また、袋口開閉機構は、開口した袋口からエアを注入して開口の確実性を担保するエア注入装置を備えるものであってもよい。
具体的には、この実施例の袋口開閉機構59において、包装袋Fの袋口を開口する場合は、図8に示すように、開閉板57を図8中矢印k方向(グリップ幅調整円盤55の中心に向かう方向)に移動させ、グリップ開閉レバー54の先端に取り付けられたグリップ開閉ローラー58をグリップ幅調整円盤55側に移動させる。これによって、リンク53を介して左ホルダー51aと右ホルダー51bがそれぞれ内側に向かってそれぞれ移動し、左ホルダー51aと右ホルダー51bのグリップ50間(グリップ幅)が小さくなる。この動作に伴って、一対の吸盤61にて包装袋Fの表裏面をそれぞれ吸引しながら、包装袋Fの外方に向かってそれぞれ引張することにより包装袋Fの袋口が開口されるように構成されている。
他方、この実施例の袋口開閉機構59において、包装袋Fの袋口を閉じる場合合は、図9に示すように、一対の吸盤61による包装袋Fの表裏面の吸引を解除する一方、開閉板57を図9中矢印(M)方向に移動させ、グリップ開閉レバー54の先端に取り付けられたグリップ開閉ローラー58をグリップ幅調整円盤55の外方に向かって移動させる。これにより、リンク53を介して左ホルダー51aと右ホルダー51bがそれぞれ外側に移動して、左ホルダー51aと右ホルダー51bのグリップ50間(グリップ幅)が大きくなり、この動作に伴って、包装袋Fの袋口が閉じるように構成されている。
この実施例における給袋包装機Pは、図4に示すように、給袋ステーション1と、印字・予備加温・袋姿勢確認・捺印検査ステーション2と、袋底膨らまし・袋開口ステーション3と、被包装物(固形物)充填ステーション4と、被包装物(流動物)充填ステーション5と、スチーム脱気・シール部位予熱ステーション6と、飾りシールステーション7と、超音波シールステーション8と、インラインチェック・製品排出ステーション9とを有している。以下、各包装ステーション1~9で行われる包装工程(図3参照)について順次説明する。
給袋ステーション1では、給袋コンベアによって順次搬送される包装袋Fを、給袋装置によって間欠移動してくるグリップ対31に順次把持させることにより給袋工程(第1工程)が行われる。具体的には、給袋工程(第1工程)は、吸盤によって垂直姿勢を保持して上昇する包装袋Fを給袋装置の把持バーが把持して袋高さを補正した後、グリップ対31に受け渡すことにより行われる。
印字・予備加温・袋姿勢確認・捺印検査ステーション2では、グリップ対31に垂直姿勢で支持された包装袋Fの裏面側に、捺印装置にて賞味期限等を印字する(ステーション1とステーション2の間で行われる)。また、包装袋Fの底部を開口するために底部付近を包装袋Fの両側から加温装置にて温める(予備加温)と共に、センサにより包装袋Fの姿勢を確認する(袋姿勢確認)。さらに、カメラによって印字部分を撮影して印字の良否を検査する(捺印検査:ステーション2とステーション3の間で行われる)。
袋底膨らまし・袋開口ステーション3では、グリップ対31に垂直姿勢で支持された包装袋Fの表裏面をそれぞれ吸盤61にて吸着して袋口を若干開口した後、挿入してエアを注入して袋底部を膨らます。具体的には、袋開口工程は前述した袋口開口機構59によって行われる。
被包装物(固形物)充填ステーション4では、充填用漏斗が袋口から挿入されて包装袋F内に被包装物(固形物)が充填される。
被包装物(流動物)充填ステーション5では、充填用漏斗36が袋口から挿入されて包装袋F内に被包装物(流動物)が充填される。
そして、本発明の給袋包装機における包装方法およびその包装方法を実施する給袋包装機Pでは、被包装物充填工程が行われる被包装物(流動物)充填ステーション5において、包装袋F内に被包装物(流動物)を充填する被包装物充填工程を行った後、袋口開閉機構59により次位の包装ステーション(スチーム脱気・シール部位予熱ステーション)6に移動する前に、包装袋Fの袋口を閉じるように構成されている。これにより、移動中には包装袋Fの袋口は閉じられていることから、移動中に被包装物が零れたり飛散することがなく、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機Pの高速化を可能にでき、短時間でより大量な包装が可能となる。
具体的には、この実施例の給袋包装機Pでは、図1(A)に示すように、グリップ対31にて両端付近を把持した包装袋Fの袋口に充填用漏斗36を挿入して被包装物を充填した後、図1(B)に示すように包装袋Fの袋口が開口した状態となるが、図1(C)に示すように、次位の包装ステーション(スチーム脱気・シール部位予熱ステーション)6への移動する前の停止時に、袋口開閉機構59を作用させて包装袋Fの袋口が閉じられるように構成されている。
スチーム脱気・シール部位予熱ステーション6では、スチーム脱気が行われた後、スチーム脱気に際してシール部位の内面に付着した水滴を蒸発させ除去するためにシール部位が予熱される。具体的には、スチーム脱気装置のスチーム吐出ノズルから包装袋F内にスチームが吐出される。これにより、包装袋F内の空気を追い出してレトルト食品の保存期間を長くすると共に、スチームが液化して内部空間の体積を減少させる。その後、包装袋Fの表裏面から対となる予熱バーが包装袋Fのシール部位を挟圧することにより、シール部位Bの内面に付着した水滴を蒸発させ除去する。
そして、この実施例の給袋包装機における包装方法およびその包装方法を実施する給袋包装機Pでは、スチーム脱気・シール部位予熱ステーション6において、前述したスチーム脱気が行われた後、袋口開閉機構59により次位の包装ステーション(飾りシールステーション)7に移動する前に、包装袋Fの袋口を閉じるように構成されている。これにより、被包装物充填ステーションより下流側の包装ステーションにおいて包装袋の袋口の開口を要する要開口包装工程を有する場合でも、移動中の被包装物の零れや飛散によって移動加速度が制限を受けることなく給袋包装機の高速化を可能にすることができ、短時間でより大量な包装が可能となる。
具体的には、この実施例の給袋包装機Pでは、図2(A)に示すように、包装袋Fの袋口を袋口開閉機構59により開口した後、図2(B)に示すようにスチーム脱気を行い、図2(C)に示すように、次位の包装ステーション(飾りシールステーション)7への移動する前の停止時に、袋口開閉機構59を作用させて包装袋Fの袋口が閉じられるように構成されている。
なお、この実施例の給袋包装機Pでは、被包装物充填ステーション5より下流側の包装ステーションにおいて包装袋Fの袋口の開口を要する要開口包装工程としてはスチーム脱気工程が該当するが、この工程に限定されるものではなく、要開口包装工程には、包装袋Fの袋口の開口を要する包装工程は広く包含されるものであり、例えば被包装物が粉体の場合の袋口内面に付着した粉体の吹き飛ばし工程なども含まれる。また、要開口包装工程は、被包装物充填工程の次工程に限定されるものではなく、被包装物充填工程後に行われる包装工程は広く包含される。
このように、被包装物充填ステーションより下流側の包装ステーションにおいて包装袋の袋口の開口を要する要開口包装工程を行う場合は、要開口包装工程を行う包装ステーションにて、袋口開閉機構により包装袋の袋口を開口した後、要開口包装工程を行い、次位の包装ステーションに移動する前に、袋口開閉機構により包装袋の袋口を閉じるように構成されていることが好ましい。
また、この実施例の給袋包装機Pでは、被包装物充填工程が行われる被包装物(流動物)充填ステーション5で、被包装物(流動物)充填後に包装袋Fの袋口を閉じ、被包装物(固形物)充填ステーション4では、被包装物(固形物)充填後に包装袋Fの袋口は開口したまま、次位の包装ステーション(被包装物(流動物)充填ステーション)5に移動させているが、高速移動化の程度によって被包装物(固形物)が飛散する場合は、被包装物(固形物)充填ステーション4において、被包装物(固形物)充填後に包装袋Fの袋口を閉じるものも本発明の範疇に包含される。さらに、この実施例の給袋包装機Pは、レトルト食品を包装量産するものであるため、被包装物は液体および固形物であるがこれに限定されるものではなく、粉体または粒状体などを包装する給袋包装機に適用したものも本発明の範疇に包含される。
飾りシールステーション7では、包装袋Fのシール部位のうちの上方部分が、包装袋Fの表裏面から対となるシールバーにより挟着されることで飾りシール(コスメティックシール)が施される。この飾りシールが超音波シールに先立って施されることで、シール部位の予熱によって除去しきれなかった水滴を上下(包装袋Fの内外)に逃がすことができ、シール内面に大きな気泡が残存したりシール部位に皺が発生することを防止することができる。
超音波シールステーション8では、包装袋Fのシール部位のうちの下方部分に超音波シール装置のホーンを押し付けることにより超音波シール(8-1工程)が施され、包装袋Fが完全封緘される。その後、包装袋Fの表裏面から対となる冷却バーが包装袋Fのシール部位Bを挟圧することにより、飾りシールで発生してしまった微小な気泡が冷却バーにて押し潰され目付けが行われる(冷却シール工程:8-2)。
インラインチェック・製品排出ステーション9では、被包装物が包装された包装袋Fの重量を計量すると共に、適量の被包装物が包装された包装袋Fを振分シュートを介して機外の搬送コンベアに排出させる。そして、給袋包装機Pでは、これら一連の包装工程が、移動体(円盤状回転体)32の間欠回転によって間欠移動してくるグリップ対31に支持された包装袋Fに順次行われることにより被包装物の包装製品(レトルト食品)が量産されるように構成されている。
さらに、図10に示した本発明の他の実施例の給袋包装機における包装方法およびその包装方法を実施する給袋包装機について説明する。
この実施例における被包装物充填ステーションでは、被包装物充填工程と包装袋の袋口からスチームを流入させ包装袋内の脱気を行うスチーム脱気工程が行われるように構成されている。これにより、スチーム脱気を行う包装ステーションを削減でき、省スペースでコンパクトな包装機となる。
この実施例における被包装物充填ステーションでは、被包装物充填工程と包装袋の袋口からスチームを流入させ包装袋内の脱気を行うスチーム脱気工程が行われるように構成されている。これにより、スチーム脱気を行う包装ステーションを削減でき、省スペースでコンパクトな包装機となる。
この実施例の被包装物充填ステーションでは、被包装物充填工程とスチーム脱気工程とが同時に行われるように構成されている。具体的には、図10(A)に示すように、グリップ対31にて両端付近を把持した包装袋Fの袋口に充填用漏斗36を挿入して被包装物を充填すると同時に、図10(B)に示すようにスチーム脱気も行う。被包装物充填とスチーム脱気が完了すると、図10(C)に示すように包装袋Fの袋口が開口した状態となるが、図10(D)に示すように、次位の包装ステーションへの移動する前の停止時に、袋口開閉機構を作用させて包装袋Fの袋口を閉じ、その後、次位の包装ステーションへ移動させる(図10(E))。
さらに、図11に示した本発明の他の実施例の給袋包装機における包装方法およびその包装方法を実施する給袋包装機では、被包装物充填ステーションで、被包装物充填工程とスチーム脱気工程を行うことは、図10に示した実施例と同様であるが、被包装物充填ステーションにおいて、被包装物充填工程を行った後、スチーム脱気工程を行う点で図10に示した実施例と異なる。
具体的には、図11(A)に示すように、グリップ対31にて両端付近を把持した包装袋Fの袋口に充填用漏斗36を挿入して被包装物を充填し、その後、図11(B)に示すようにスチーム脱気を行う。そして、被包装物充填とスチーム脱気が完了すると、図11(C)に示すように包装袋Fの袋口が開口した状態となるが、図11(D)に示すように、次位の包装ステーションへの移動する前の停止時に、袋口開閉機構を作用させて包装袋Fの袋口を閉じ、その後、次位の包装ステーションへ移動させる(図11(E))。このようなものも本発明の給袋包装機における包装方法およびその包装方法を実施する給袋包装機の範疇に包含される。
P 給袋包装機
1 給袋ステーション
2 印字・予備加温・袋姿勢確認・捺印検査ステーション
3 袋底膨らまし・袋開口ステーション
4 被包装物(固形物)充填ステーション
5 被包装物(流動物)充填ステーション
6 スチーム脱気・シール部位予熱ステーション
7 飾りシールステーション
8 超音波シール・空袋排出ステーション
9 インラインチェック・製品排出ステーション
31 グリップ対
32 移動体(円盤状回転体)
33 間欠回転軸
34 スタンド
35 機台
36 充填装置
50 グリップ
50a 挟持グリップ
50b 固定グリップ
51a 左ホルダー
51b 右ホルダー
52a 支点
52b 支点
53 リンク
54 グリップ開閉レバー
55 グリップ幅調整円盤
56 凹部
57 開閉板
58 グリップ開閉ローラー
59 袋口開閉機構
60 グリップ幅調整機構
61 吸盤
F 包装袋
1 給袋ステーション
2 印字・予備加温・袋姿勢確認・捺印検査ステーション
3 袋底膨らまし・袋開口ステーション
4 被包装物(固形物)充填ステーション
5 被包装物(流動物)充填ステーション
6 スチーム脱気・シール部位予熱ステーション
7 飾りシールステーション
8 超音波シール・空袋排出ステーション
9 インラインチェック・製品排出ステーション
31 グリップ対
32 移動体(円盤状回転体)
33 間欠回転軸
34 スタンド
35 機台
36 充填装置
50 グリップ
50a 挟持グリップ
50b 固定グリップ
51a 左ホルダー
51b 右ホルダー
52a 支点
52b 支点
53 リンク
54 グリップ開閉レバー
55 グリップ幅調整円盤
56 凹部
57 開閉板
58 グリップ開閉ローラー
59 袋口開閉機構
60 グリップ幅調整機構
61 吸盤
F 包装袋
Claims (14)
- 包装袋が移動体と共に各包装ステーションを間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機における包装方法であって、前記各包装ステーションのうち、被包装物充填工程が行われる被包装物充填ステーションにおいて、前記包装袋内に前記被包装物を充填する被包装物充填工程を行った後、次位の包装ステーションに移動する前に前記包装袋の袋口を閉じることを特徴とする給袋包装機における包装方法。
- 前記給袋包装機における包装方法は、前記被包装物充填ステーションより下流側の前記包装ステーションにおいて前記包装袋の前記袋口の開口を要する要開口包装工程を有する場合、当該要開口包装工程を行う前記包装ステーションにて前記包装袋の前記袋口を開口した後、当該要開口包装工程を行い、次位の前記包装ステーションに移動する前に前記包装袋の前記袋口を閉じるものである請求項1に記載の給袋包装機における包装方法。
- 前記要開口包装工程は、前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程である請求項2に記載の給袋包装機における包装方法。
- 前記被包装物充填ステーションでは、前記被包装物充填工程と前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程が行われる請求項1に記載の給袋包装機における包装方法。
- 前記被包装物充填ステーションでは、前記被包装物充填工程と前記スチーム脱気工程とを同時に行うものである請求項4に記載の給袋包装機における包装方法。
- 前記被包装物充填ステーションでは、前記被包装物充填工程を行った後、前記スチーム脱気工程を行うものである請求項4に記載の給袋包装機における包装方法。
- 包装袋が移動体と共に各包装ステーションを間欠移動することにより各包装工程が行われ被包装物が包装される給袋包装機であって、該給袋包装機は、前記包装袋の袋口を開閉するための袋口開閉機構を有し、前記各包装ステーションのうち、被包装物充填工程が行われる被包装物充填ステーションにおいて、前記包装袋内に前記被包装物を充填する被包装物充填工程を行った後、前記袋口開閉機構により次位の包装ステーションに移動する前に前記包装袋の前記袋口を閉じるように構成されていることを特徴とする給袋包装機。
- 前記給袋包装機は、前記被包装物充填ステーションより下流側の前記包装ステーションにおいて前記包装袋の前記袋口の開口を要する要開口包装工程を行う場合、当該要開口包装工程を行う前記包装ステーションにて、前記袋口開閉機構により前記包装袋の前記袋口を開口した後、当該要開口包装工程を行い、次位の前記包装ステーションに移動する前に、前記袋口開閉機構により前記包装袋の前記袋口を閉じるように構成されている請求項7に記載の給袋包装機。
- 前記要開口包装工程は、前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程である請求項8に記載の給袋包装機。
- 前記被包装物充填ステーションでは、前記被包装物充填工程と前記包装袋の前記袋口からスチームを流入させ前記包装袋内の脱気を行うスチーム脱気工程が行われるように構成されている請求項7に記載の給袋包装機。
- 前記被包装物充填ステーションでは、前記被包装物充填工程と前記スチーム脱気工程とを同時に行うように構成されている請求項10に記載の給袋包装機。
- 前記被包装物充填ステーションでは、前記被包装物充填工程を行った後、前記スチーム脱気工程を行うように構成されている請求項10に記載の給袋包装機。
- 前記給袋包装機は、前記包装袋の前記袋口の両側付近を把持して前記移動体と共に前記各包装ステーションを間欠移動するグリップ対を有している請求項7ないし12のいずれかに記載の給袋包装機。
- 前記袋口開閉機構は、前記グリップ対の間の幅を調整可能とするグリップ幅調整機構と、前記グリップ対に把持された前記包装袋を表裏からそれぞれ吸引する吸盤とを有している請求項7ないし13のいずれかに記載の給袋包装機。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17904812.9A EP3608237A4 (en) | 2017-04-05 | 2017-04-05 | PACKAGING PROCESS USED IN A BAG AND PACKAGING FEEDING APPARATUS, AND A BAGS AND PACKING FEEDING APPARATUS |
| JP2019510556A JPWO2018185873A1 (ja) | 2017-04-05 | 2017-04-05 | 給袋包装機における包装方法および給袋包装機 |
| PCT/JP2017/014217 WO2018185873A1 (ja) | 2017-04-05 | 2017-04-05 | 給袋包装機における包装方法および給袋包装機 |
| US16/496,731 US11420779B2 (en) | 2017-04-05 | 2017-04-05 | Packaging method used in bag-feeding and packaging apparatus, and the bag-feeding and packaging apparatus |
| RU2019131854A RU2736338C1 (ru) | 2017-04-05 | 2017-04-05 | Способ упаковки, используемый в устройстве для подачи и упаковки оболочек, и устройство для подачи и упаковки оболочек |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/014217 WO2018185873A1 (ja) | 2017-04-05 | 2017-04-05 | 給袋包装機における包装方法および給袋包装機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018185873A1 true WO2018185873A1 (ja) | 2018-10-11 |
Family
ID=63712079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/014217 Ceased WO2018185873A1 (ja) | 2017-04-05 | 2017-04-05 | 給袋包装機における包装方法および給袋包装機 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11420779B2 (ja) |
| EP (1) | EP3608237A4 (ja) |
| JP (1) | JPWO2018185873A1 (ja) |
| RU (1) | RU2736338C1 (ja) |
| WO (1) | WO2018185873A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201900006338A1 (it) * | 2019-04-24 | 2020-10-24 | Universal Pack S R L | Metodo per confezionare prodotti e relativo apparato di confezionamento |
| JP2021054459A (ja) * | 2019-09-30 | 2021-04-08 | ゼネラルパッカー株式会社 | 給袋包装機における包装方法および給袋包装機 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7163081B2 (ja) * | 2018-06-27 | 2022-10-31 | 株式会社細川洋行 | 充填装置 |
| CN112716256B (zh) * | 2020-12-11 | 2022-03-08 | 杭州话饼智能科技有限公司 | 一种蒸熟式食品机 |
| CN121019946B (zh) * | 2025-10-29 | 2026-02-17 | 浙江翼菲智能科技股份有限公司 | 一种液体类包装袋的装袋、热封抽真空一体化设备及方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56106702A (en) * | 1980-01-14 | 1981-08-25 | Yokohama Jidoki Kk | Automatic packer |
| JP2010247851A (ja) * | 2009-04-14 | 2010-11-04 | Toyo Jidoki Co Ltd | 袋詰め包装方法 |
| JP5266446B2 (ja) | 2008-12-01 | 2013-08-21 | ゼネラルパッカー株式会社 | 包装方法 |
| JP2014118157A (ja) * | 2012-12-13 | 2014-06-30 | Toyo Jidoki Co Ltd | 袋詰め包装における液体充填方法及び装置 |
| US20160122063A1 (en) * | 2013-05-15 | 2016-05-05 | Pfm Iberica Packaging Machinery, S.A. | Device for transporting in a packaging line flexible packaging held suspended |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5535281B2 (ja) * | 1974-09-04 | 1980-09-12 | ||
| NL7614290A (nl) * | 1976-12-22 | 1978-06-26 | Lockwood International Bv | Inrichting voor het openspreiden van een dubbele band verpakkingsmateriaal. |
| DE19953694B4 (de) | 1999-11-09 | 2004-03-11 | Poly-Clip System Gmbh & Co. Kg | Verschliessvorrichtung für schlauchförmige Verpackungen |
| JP2007269401A (ja) | 2006-03-06 | 2007-10-18 | Toyo Jidoki Co Ltd | 袋詰め包装方法及び袋詰め包装機 |
| DE102006028796A1 (de) * | 2006-06-23 | 2007-12-27 | Khs Ag | Vorrichtung zur Behandlung von flexiblen schlauchartigen Gebilden mit wenigstens einer Öffnung |
| ITBO20070203A1 (it) * | 2007-03-21 | 2008-09-22 | Aroma Systems Srl | Macchina per il riempimento di buste o sacchetti anche in atmosfera controllata |
| DE502008002473D1 (de) * | 2008-05-02 | 2011-03-10 | Indag Gmbh | Vorrichtung zum Handhaben von flexiblen Beuteln |
| JP5450996B2 (ja) * | 2008-07-22 | 2014-03-26 | 東洋自動機株式会社 | 縦型袋詰め包装方法及び装置 |
| JP5324238B2 (ja) * | 2009-01-20 | 2013-10-23 | 東洋自動機株式会社 | 袋詰め包装における開袋方法及び装置 |
| US8151543B2 (en) * | 2009-04-22 | 2012-04-10 | Khs Gmbh | Bag clamp puckering system |
| JP2012180106A (ja) * | 2011-03-01 | 2012-09-20 | Toyo Jidoki Co Ltd | 間欠移送式充填包装装置及び方法 |
| JP5599746B2 (ja) * | 2011-03-24 | 2014-10-01 | 東洋自動機株式会社 | 間欠移送式ロータリー型袋詰め包装機 |
| EP2578505B1 (en) | 2011-10-03 | 2014-07-23 | Tetra Laval Holdings & Finance S.A. | Packaging machine and method for producing sealed packages of a food product from a web of a packaging material |
| PL2832650T3 (pl) * | 2012-03-27 | 2017-09-29 | General Packer Co., Ltd. | Maszyna pakująca oraz sposób pakowania |
| JP6171123B2 (ja) * | 2013-05-10 | 2017-08-02 | ゼネラルパッカー株式会社 | グリップ幅調整機構 |
| JP6040406B2 (ja) * | 2013-05-10 | 2016-12-07 | ゼネラルパッカー株式会社 | ガス充填包装方法とその包装機 |
| WO2015074026A1 (en) * | 2013-11-18 | 2015-05-21 | Pouch Pac Innovations, Llc | Pouch packaging machine with three grippers |
-
2017
- 2017-04-05 RU RU2019131854A patent/RU2736338C1/ru active
- 2017-04-05 US US16/496,731 patent/US11420779B2/en active Active
- 2017-04-05 EP EP17904812.9A patent/EP3608237A4/en not_active Withdrawn
- 2017-04-05 JP JP2019510556A patent/JPWO2018185873A1/ja active Pending
- 2017-04-05 WO PCT/JP2017/014217 patent/WO2018185873A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56106702A (en) * | 1980-01-14 | 1981-08-25 | Yokohama Jidoki Kk | Automatic packer |
| JP5266446B2 (ja) | 2008-12-01 | 2013-08-21 | ゼネラルパッカー株式会社 | 包装方法 |
| JP2010247851A (ja) * | 2009-04-14 | 2010-11-04 | Toyo Jidoki Co Ltd | 袋詰め包装方法 |
| JP2014118157A (ja) * | 2012-12-13 | 2014-06-30 | Toyo Jidoki Co Ltd | 袋詰め包装における液体充填方法及び装置 |
| US20160122063A1 (en) * | 2013-05-15 | 2016-05-05 | Pfm Iberica Packaging Machinery, S.A. | Device for transporting in a packaging line flexible packaging held suspended |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3608237A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201900006338A1 (it) * | 2019-04-24 | 2020-10-24 | Universal Pack S R L | Metodo per confezionare prodotti e relativo apparato di confezionamento |
| JP2021054459A (ja) * | 2019-09-30 | 2021-04-08 | ゼネラルパッカー株式会社 | 給袋包装機における包装方法および給袋包装機 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11420779B2 (en) | 2022-08-23 |
| JPWO2018185873A1 (ja) | 2019-11-14 |
| EP3608237A1 (en) | 2020-02-12 |
| US20200031505A1 (en) | 2020-01-30 |
| EP3608237A4 (en) | 2020-12-02 |
| RU2736338C1 (ru) | 2020-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018185873A1 (ja) | 給袋包装機における包装方法および給袋包装機 | |
| CN107521760B (zh) | 用一定量松散产品填充可热封材料制成的袋的自动包装机 | |
| JP6739723B2 (ja) | 包装機および包装機におけるシール方法 | |
| CN103193001A (zh) | 一种无菌灌装机 | |
| JP2016084170A (ja) | 包装機 | |
| KR101256350B1 (ko) | 로터리형 자동포장기 | |
| JP5266446B2 (ja) | 包装方法 | |
| JP6830573B2 (ja) | ロータリー式包装機 | |
| JP3235414U (ja) | 給袋包装機 | |
| JP7448141B2 (ja) | 底受け装置を備えた包装機 | |
| JP2011073777A (ja) | 袋詰め包装機における袋放出補助装置 | |
| JP2021054459A (ja) | 給袋包装機における包装方法および給袋包装機 | |
| JP2015074457A (ja) | 袋状容器の充填装置、袋状容器の充填方法および袋状包装体の製造方法 | |
| JP6243665B2 (ja) | 粉体充填済みの内弁式包装袋の口封装置 | |
| JP2004155485A (ja) | トレーを用いる包装方法 | |
| JP4639369B2 (ja) | 被包装物の圧縮充填方法 | |
| JP7537730B2 (ja) | 包装機 | |
| JP6364602B2 (ja) | 包装機における包装方法および包装機 | |
| JP6627034B2 (ja) | 計数包装方法および計数包装機 | |
| JP6592649B2 (ja) | スチーム脱気装置およびそれを備えた包装機 | |
| JP7448140B2 (ja) | 被包装物充填用漏斗を備えた包装機 | |
| JP7125273B2 (ja) | 含気包装品検査装置及び含気包装品製造装置 | |
| JP2025017150A (ja) | 袋排出機構およびそれを備えた包装機 | |
| JP2026066505A (ja) | 包装袋自立排出装置およびそれを備えた包装機 | |
| JP6700520B2 (ja) | スティック状被包装物供給装置およびそれを備えた包装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17904812 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019510556 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017904812 Country of ref document: EP Effective date: 20191105 |