WO2018203488A1 - 台車運用システム及び台車運用方法 - Google Patents
台車運用システム及び台車運用方法 Download PDFInfo
- Publication number
- WO2018203488A1 WO2018203488A1 PCT/JP2018/016335 JP2018016335W WO2018203488A1 WO 2018203488 A1 WO2018203488 A1 WO 2018203488A1 JP 2018016335 W JP2018016335 W JP 2018016335W WO 2018203488 A1 WO2018203488 A1 WO 2018203488A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cart
- operation display
- display means
- processing
- cart operation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images













Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
- G06Q10/063—Operations research, analysis or management
- G06Q10/0631—Resource planning, allocation, distributing or scheduling for enterprises or organisations
- G06Q10/06315—Needs-based resource requirements planning or analysis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
- B62D65/02—Joining sub-units or components to, or positioning sub-units or components with respect to, body shell or other sub-units or components
- B62D65/18—Transportation, conveyor or haulage systems specially adapted for motor vehicle or trailer assembly lines
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41815—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by the cooperation between machine tools, manipulators and conveyor or other workpiece supply system, workcell
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/02—Input arrangements using manually operated switches, e.g. using keyboards or dials
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
- G06Q10/063—Operations research, analysis or management
- G06Q10/0631—Resource planning, allocation, distributing or scheduling for enterprises or organisations
- G06Q10/06311—Scheduling, planning or task assignment for a person or group
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
- G06Q10/063—Operations research, analysis or management
- G06Q10/0631—Resource planning, allocation, distributing or scheduling for enterprises or organisations
- G06Q10/06311—Scheduling, planning or task assignment for a person or group
- G06Q10/063114—Status monitoring or status determination for a person or group
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
- G06Q10/063—Operations research, analysis or management
- G06Q10/0631—Resource planning, allocation, distributing or scheduling for enterprises or organisations
- G06Q10/06312—Adjustment or analysis of established resource schedule, e.g. resource or task levelling, or dynamic rescheduling
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
- G06Q10/063—Operations research, analysis or management
- G06Q10/0631—Resource planning, allocation, distributing or scheduling for enterprises or organisations
- G06Q10/06316—Sequencing of tasks or work
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/08—Logistics, e.g. warehousing, loading or distribution; Inventory or stock management
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Information and communication technology [ICT] specially adapted for implementation of business processes of specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- G—PHYSICS
- G08—SIGNALLING
- G08B—SIGNALLING SYSTEMS, e.g. PERSONAL CALLING SYSTEMS; ORDER TELEGRAPHS; ALARM SYSTEMS
- G08B5/00—Visible signalling systems, e.g. visible personal calling systems or remote indication of seats occupied
- G08B5/22—Visible signalling systems, e.g. visible personal calling systems or remote indication of seats occupied using electric transmission; using electromagnetic transmission
- G08B5/36—Visible signalling systems, e.g. visible personal calling systems or remote indication of seats occupied using electric transmission; using electromagnetic transmission using visible light sources
- G08B5/38—Visible signalling systems, e.g. visible personal calling systems or remote indication of seats occupied using electric transmission; using electromagnetic transmission using visible light sources using flashing light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62B—HAND-PROPELLED VEHICLES, e.g. HAND CARTS OR PERAMBULATORS; SLEDGES
- B62B5/00—Accessories or details specially adapted for hand carts
- B62B5/0026—Propulsion aids
- B62B5/0069—Control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50395—Pallet magazines, transport dollies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Definitions
- the present invention relates to a trolley operation system and a trolley operation method, and more specifically, based on a trolley management signal, a trolley operation display device provided in each trolley performs a lit display so that an operator can turn on the trolley.
- the present invention relates to a cart operation system and a cart operation method that can use an appropriate cart efficiently by looking at the display.
- the present invention has been made by paying attention to the above-described circumstances, and the object of the present invention is that the cart operation display device provided in each cart performs lighting display based on the cart management signal. It is to provide a cart operation system and a cart operation method in which a person can use an appropriate cart efficiently by looking at the lighting display.
- the present invention is for solving the above-mentioned problems, and a feature of the present invention is that a plurality of carriages for transporting materials, parts, and products associated with processing in a processing factory in which a plurality of processing machines are installed.
- a cart operation system that performs the operation of the cart, the cart operation display means provided in each cart for performing display for the cart operation to an operator, and processing of a plurality of processing machines in the processing factory
- Production management means for creating a cart management signal for an operator to use an appropriate cart in accordance with the operation of each processing machine based on the program, and the production management means is the cart operation display means.
- a trolley management signal is sent to the trolley, the trolley operation display means displays based on the trolley management signal, and the operator uses the appropriate trolley while operating the display.
- the cart operation display means has a feedback means for feeding back the operation status of the carriage provided with the cart operation display means to the production management means.
- Another feature of the present invention is that the feedback means of the cart operation display means is provided in the cart operation display means for notifying completion of loading and unloading of the carriage provided with the cart operation display means.
- a confirmation switch is provided, and when the loading is completed or unloading is completed, the operator operates the confirmation switch so that the truck operation display means notifies the production management means of the completion of loading or unloading. is there.
- Another feature of the present invention is that the production management unit wirelessly transmits a cart management signal to the cart operation display unit.
- the cart operation display means displays in which processing step the cart is in the processing factory.
- the cart operation display means performs display corresponding to the worker so that the worker can find a cart to be used.
- the cart operation display means displays in which processing machine of the plurality of processing machines the cart is in the processing factory.
- the cart operation display means performs a display corresponding to the emergency so that an operator can find a cart to be used in an emergency.
- the cart operation display means performs a display corresponding to the construction delay so that the worker can find a cart to be used when there is a construction delay.
- cart operation display means is identified by emitting light in a different color or blinking.
- the cart operation display means has at least two light emitting units.
- Another feature of the present invention is that the two light emitting sections of the cart operation display means emit light with different colors or blinking.
- the two light emitting portions of the cart operation display means are composed of an upper light emitting portion and a lower light emitting portion.
- the upper light emitting unit of the cart operation display means performs blinking display corresponding to the worker so that the worker can find a cart to be used, and the lower light emitting unit It is to display a machining process with a cart with process colors.
- Another feature of the present invention is that, in a processing factory where a plurality of processing machines are installed, the operation of a plurality of carts for transporting materials, parts, and products associated with the processing is performed.
- an operator selects an appropriate bogie.
- Another feature of the present invention is that, when the cart is operated by the worker, the worker feeds back the operation status of the cart provided with the cart operation display means to the production management means.
- the cart operating method further includes a step of determining whether or not there is an urgent machining interrupt, and if it is determined that there is the urgent machining interrupt, Creating a cart operation plan and updating the cart operation plan in place of the conventional cart operation plan.
- FIG. 1 is an overall configuration diagram of a cart operation system that implements the present invention.
- the cart operation system shown in FIG. 1 it is a schematic block diagram of the cart operation display apparatus 15 attached to the cart 1 in order to display to the operator for cart operation. It is explanatory drawing of the trolley
- FIG. It is a table
- FIG. 1 is an overall configuration diagram of a cart operation system embodying the present invention.
- This cart operation system is for efficiently operating a plurality of carts 1 for carrying materials and products on a sheet metal factory equipped with a plurality of processing machines, as shown in FIG.
- the production management device 5 that manages the production of products from the sheet metal material
- the database 7 that stores the setting information used in the production management device 5 and the like
- CAM program creation device
- CAM program creation device
- a cart management signal created by the production management device 5 are transmitted wirelessly.
- a transmission / reception device 13 that receives a signal from the carriage 1 is connected.
- Each of the plurality of carts 1 has a cart operation display device 15 that wirelessly receives a cart management signal from the transmission / reception device 13 and displays the cart operation for the worker based on the cart management signal. It is attached.
- the LAN 3 is also connected to a field terminal 17 installed in the processing factory.
- the production management device 5, the program creation device 11, the on-site terminal 17 and the like are each composed of a computer including a RAM, a ROM, a CPU, an input device, a display device, and the like, and obtain functions to be described later by software stored in the ROM. It is like that.
- the processing machine 8 includes a punch press, a bender, a welding machine, and the like.
- FIG. 2 is a schematic configuration diagram of the cart operation display device 15 attached to the cart 1 for displaying the cart operation to the worker in the cart operation system shown in FIG.
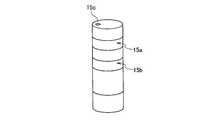
- the cart operation display device 15 is composed of a cylindrical mesh type beacon extending vertically, and includes an upper light emitting unit 15a and a lower light emitting unit 15b, and a confirmation switch 15c on the upper part. ing.
- the confirmation switch 15c is used to notify the production management device 5 of the completion of loading and unloading of the cart 1, and the operator presses the confirmation switch 15c when loading or unloading is completed. As a result, a signal indicating completion of loading, completion of unloading or completion of unloading is transmitted from the cart operation display device 15 to the production management device 5.
- the upper light-emitting unit 15a forms a search area that emits light when an operator searches for a cart or warns of a delay in delivery, and the lower light-emitting unit 15b performs the next process upon completion of loading or unloading on the cart 1.
- region which shows etc. is formed.
- the upper light emitting unit 15a represents the degree of urgency by the number of blinks, and represents the operator and each condition by the color
- the lower light emitting unit 15b represents the sorting base truck and the sorting destination truck by the number of blinks. Represents a process.
- the process color emitted by the lower light emitting unit 15b indicates which processing step the cart 1 is in the factory.
- the upper light emitting unit 15a is blinked to make the worker find a cart to be used, and the processing process of the cart 1 is made to the worker by the process color of the lower light emitting unit 15b. Use as shown.
- the cart operation display device 15 is operated by a battery mounted therein, and is managed by a beacon battery management 5e (see FIG. 10) described later.
- the carriage operation display device 15 is attached to the upper part of the existing carriages 1a and 1b as shown in FIGS. 3 (a) and 3 (b).
- a fixture for sandwiching the uppermost shelf 1a1 is provided at the lower end of the cart operation display device 15, and as shown in FIG.
- the lower end portion of the operation display device 15 may be attached to the uppermost shelf 1a1 of the carriage 1a, or a magnet may be provided at the lower end of the carriage operation display device 15 so that the operation display device 15 is attached to the uppermost shelf 1a1 of the carriage 1a by magnetic force. good.
- FIG. 3 is an explanatory diagram of the cart 1 to which the cart operation display device 15 is attached
- FIG. 4 is an explanatory diagram of light emission colors of the upper light emitting portion 15a and the lower light emitting portion 15b of the cart operation display device 15.
- FIG. 5 is a table showing examples of lighting states of the carriage operation display device 15 for various statuses.
- the upper light-emitting portion 15 a that is a search area of the trolley operation display device 15 is lit in a rainbow color at a fast blinking speed for 30 seconds. Is set.
- the process color of the lower stage light emitting portion 15b of the cart operation display device 15 is light blue, the bend is removed from the bending machine, and when the loading completion by the operator confirmation switch 15c is confirmed, the cart operation display is performed.
- the process color of the lower light-emitting part 15b of the apparatus 15 changes to, for example, dark green, indicating a process of waiting for welding removal in the welding machine.
- FIG. 6 is a table showing an example of the lighting state of the cart operation display device 15 for the worker.
- the upper light-emitting unit 15 a that is the search area of the cart operation display device 15 is set to light up with light blue and no point reduction.
- FIG. 7 is a table showing an example in which each item of the customer's carriage is registered as a parameter.
- the back number of the carriage is No.
- the type is A, used in the blank or bend process, the dimensions are 400 mm wide, 600 mm deep, 200 mm high, the number of stages is 3, the weight limit is 1000 g / stage, and the loading method is flat.
- the usage mode is free, the designated business partner is N, and the product for each industry is set to electricity.
- FIG. 8 is a table showing an example of sorting out the business partners by color.
- the upper light emitting unit 15a of the cart operation display device 15 is used as a customer
- the lower light emitting unit 15b is used as a process color
- the upper light emitting unit 15a is used as an express product
- the lower light emitting unit 15b is used as a process color.
- Both the light emitting unit 15a and the lower light emitting unit 15b may be process colors.
- the table set in this way is read by the production management device 5 to create a cart management signal, and is transmitted from the transmission / reception device 13 to the cart operation display device 15, and the cart operation display device 15 is based on the cart management signal.
- the lighting display is made to the worker.
- FIG. 9 is a flowchart of the cart operation method by the production management apparatus 5, (a) is an overall flowchart of the cart operation method, and (b) is a detailed flowchart of step 103 in (a).
- a cart operation display device 15 is attached to each of a plurality of carts 1 in the factory. In addition, you may make it prepare the trolley
- each truck operation display device 15 is assigned a number, and corresponds to the truck number of each truck 1 on a one-to-one basis.
- the cart operation display device 15 with the number 1 is attached to the cart 1 with the number 1.
- each cart 1 (what kind of cart can be loaded with what kind of material, etc.) are stored in relation to the number of the cart 1, and the production management device 5 determines the characteristics of the cart 1. Referring to, create a cart operation plan as described below.
- step 101 of FIG. 9A the production management apparatus 5 creates a cart operation plan based on the processing content (processing program of each processing machine 8) by the processing machine 8 in the factory.
- the production management device 5 is based on the processing program of each processing machine 8 from the program creation device (CAM) 11 and is used for the carriage allocation, delivery management, product search, sorting, etc. in blank processing, bending processing, welding processing, etc. Create a truck operation plan for each process.
- CAM program creation device
- the production management device 5 acquires the position of each cart 1, calculates the loadable amount of each cart 1, and uses it to match the machining operation of each processing machine 8 by the machining program.
- An operation plan for each cart 1 is defined. In other words, an operation plan for each cart 1 is created so that the necessary types of carts 1 are determined in accordance with the machining operation of each processing machine 8 and the optimum cart 1 near the processing machine 8 is provided to the operator. .
- the operation plan created by the production management device 5 is temporarily stored in the database 7.
- step 103 in the actual machining operation, the display operation of the cart operation display device 15 for the worker based on the control of the production management device 5 is performed based on the operation plan of each cart 1.
- the production management device 5 reads the operation plan determined in step 101 from the database 7 and creates a vehicle management signal for each vehicle 1 based on the operation plan.
- a signal is transmitted from the transmission / reception device 13 to the cart operation display device 15, and the cart operation display device 15 performs lighting display for the worker based on the cart management signal.
- step 103 Details of the operation in step 103 will be described with reference to FIG.
- step 103a of FIG. 9B the cart operation display device 15 performs lighting display to the worker based on the cart management signal from the production management device 5 side.
- step 103b whether or not a signal indicating completion of loading or unloading is sent from the bogie operation display device 15 to the production management device 5 in the bogie operation by the worker by lighting display of the bogie operation display device 15 ( Whether or not there is feedback) is determined.
- the cart operation display device 15 is turned on to locate the cart 1 used by the worker, put materials, products, etc. on the cart 1, and press the confirmation switch 15c of the cart operation display device 15 to operate the cart. It is determined whether or not there is feedback from the display device 15 that a signal indicating completion of loading is sent to the production management device 5.
- a material or a product is dropped from the cart 1 used by the operator, the confirmation switch 15c of the cart operation display device 15 is pressed, and a signal indicating completion of unloading is output from the cart operation display device 15 to the production management device 5. It is determined whether there is any feedback sent to.
- step 103b If it is determined in step 103b that there is feedback, the production management device 5 confirms the operation status of the carriage 1 based on the feedback, and proceeds to the next step 103c if necessary.
- the production management device 5 confirms the empty condition of the cart 1 based on the feedback, and changes the cart 1 from the current process (previous process) to the next process (post process). Move on.
- confirmation switch 15c of the cart operation display device 15 only one confirmation switch 15c of the cart operation display device 15 is provided, and one confirmation switch 15c notifies the completion of loading or unloading.
- a confirmation switch for completion may be provided separately.
- notification of completion of loading and unloading on the carriage 1 is made.
- notification of completion of loading on the carriage 1 may be performed.
- FIG. 10 is an explanatory diagram of the display operation of the cart operation display device 15 for an operator based on the control of the production management device 5 in the cart allocation operation in blanking, bending, welding, and the like.
- the process color and blink setting table input 5a the cart assignment 5b, the cart mounting component management 5c, the cart reservation 5d, the beacon battery management 5e, the cart position management 5f, the cart operation mode 5g, and the beacon light control 5h.
- the functions of the location MAP display 5j, the inter-process product delay management 5k, and the express product management 5l are functional blocks achieved by the production management device 5 based on software.
- a truck allocation instruction is sent from the truck mounted parts management 5c to the truck allocation 5b based on the truck operation mode 5g, and the truck reservation instruction is sent from the truck allocation 5b to the truck reservation 5d.
- a light instruction is sent from the cart reservation 5d to the beacon light control 5h, and finally, a lighting instruction is sent from the beacon light control 5h to the car beacon (cart operation display device) 15, and the lighting instruction is received. Based on this, the cart beacon (cart operation display device) 15 is turned on.
- the trolley operation display device 15 of the trolley 1 to be used by the worker is used.
- the upper light-emitting portion 15a which is the search area, is lit for 30 seconds at a rainbow color with a fast blinking speed.
- the upper light emitting unit 15 a that is the search area of the cart operation display device 15 is light blue. Lights up without any deductions.
- Taro Amada the worker, can find his cart 1 quickly.
- the type is A, used in the blank or bend process, the dimensions are 400 mm wide, 600 mm deep, 200 mm high, the number of stages is 3, the weight limit is 1000 g / stage, and the loading method is flat.
- the designated business partner is N, and the product for each industry type is set to electricity, the trolley is allocated and the trolley mounted parts management 5c based on the trolley operation mode 5g.
- the parameters of the cart are referred to and an appropriate cart is allocated.
- an appropriate cart can be assigned according to the parameters of the cart.
- the cart operation display device 15 is lit in orange for 60 seconds in the cart search. .
- a light instruction is sent from the inter-process product delay management 5k to the beacon light control 5h, and the beacon light control 5h is a cart beacon (cart operation display device) 15 A lighting instruction is sent to the vehicle, and the cart beacon (cart operation display device) 15 is lit based on the lighting command.
- FIG. 11 is an explanatory diagram of the display operation of the cart operation display device 15 for the worker based on the control of the production management device 5 in the work-in-process delivery date management operation.
- the search of the carriage operation display device 15 of the carriage 1 used by the worker is performed.
- the upper light-emitting portion 15a which is the area, is lit in red at a fast blinking speed.
- the operator can quickly recognize that there is an emergency truck 1 in the allocation of the truck, and can deal with the emergency goods.
- the search area of the cart operation display device 15 of the cart 1 used by the worker is used.
- the upper light emitting unit 15a lights up in yellow.
- the operator can quickly recognize that there is a process delay of 1 hour in the allocation of the carriage, and can respond to the process delay.
- a light instruction is sent from the cart mounted component management 5c to the beacon light control 5h in response to a product search instruction from the worker A, and the beacon light control 5h sends a cart beacon.
- a lighting instruction is sent to the (trolley operation display device) 15, and the cart beacon (cart operation display device) 15 is turned on based on the lighting instruction, and a search completion signal is sent to the beacon light control 5h.
- FIG. 12 is an explanatory diagram of the display operation of the cart operation display device 15 for the worker based on the control of the production management device 5 in the product search operation.
- a light instruction is sent from the truck-mounted component management 5c to the beacon light control 5h according to the sorting navigation instruction from the worker A, and the cart beacon light control 5h A lighting instruction is sent to the (cart operation display device) 15, and the cart beacon (cart operation display device) 15 is lit based on the lighting instruction.
- FIG. 13 is an explanatory diagram of the display operation of the cart operation display device 15 for the worker based on the control of the production management device 5 in the sorting navigation operation.
- the location map display 5j indicates to the NC 9 or the field terminal 17 based on the instruction of the cart position management 5f as shown in FIG. A map showing the position of the cart 1 is displayed.
- the cart 1 displayed on the map can be displayed by color coding or blinking so that the characteristics of the cart 1 can be easily understood.
- the operator can operate the cart 1 while referring to the map indicating the position of the cart 1.
- step 105 the production management device 5 determines whether or not there is an urgent processing interruption.
- the production management device 5 recognizes the urgent machining interruption.
- step 105 When it is determined in step 105 that there is an urgent machining interrupt, the machining control of the processing machine 8 is updated by the program creation device (CAM) 11 and, in step 107, the production management device 5 takes the urgent machining interrupt into account.
- the cart operation plan is created and replaced with the conventional cart operation plan, and the cart operation plan is updated.
- FIG. 14 is an explanatory diagram of a map for indicating the positions of a plurality of carriages 1 in the factory.
- each cart in operation of a plurality of carts for transporting materials, parts, and products accompanying processing in a processing plant where a plurality of processing machines are installed, each cart is provided with a cart for an operator.
- a cart operation display device that performs display for operation is provided, and according to the operation of each processing machine based on the processing program of a plurality of processing machines in the processing factory, so that the worker uses an appropriate cart,
- a cart management signal is sent to the cart operation display device, and the cart operation display device performs lighting display based on the cart management signal, so that an operator can use the appropriate cart efficiently by watching the lighting display. can do.
- the cart operation display device provided in each cart performs lighting display based on the cart management signal, an operator uses the appropriate cart efficiently by looking at the lighting display. Can be operated.
Landscapes
- Business, Economics & Management (AREA)
- Human Resources & Organizations (AREA)
- Engineering & Computer Science (AREA)
- Economics (AREA)
- Strategic Management (AREA)
- Entrepreneurship & Innovation (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Marketing (AREA)
- Tourism & Hospitality (AREA)
- General Business, Economics & Management (AREA)
- Quality & Reliability (AREA)
- Operations Research (AREA)
- Development Economics (AREA)
- Educational Administration (AREA)
- Game Theory and Decision Science (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Primary Health Care (AREA)
- General Health & Medical Sciences (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Automation & Control Theory (AREA)
- Human Computer Interaction (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Combustion & Propulsion (AREA)
- Chemical & Material Sciences (AREA)
- General Factory Administration (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- Multi-Process Working Machines And Systems (AREA)
Abstract
複数の加工機が設置された加工工場内において、加工に伴う材料、部品、製品を運搬するための複数の台車の運用を行う台車運用システムにおいて、作業者に対して台車運用のための表示を行うために前記各台車に設けられた台車運用表示装置と、加工工場内の複数の加工機の加工プログラムに基づく、各加工機の動作に伴って、作業者が適切な台車を使用するための台車管理信号を作成する生産管理装置と、を有し、生産管理装置が、台車運用表示装置に台車管理信号を送り、その台車管理信号に基づいて台車運用表示装置が点灯表示を行い、それにより、作業者が、その表示を見て適切な台車を使用し運用することができる。
Description
本発明は、台車運用システム及び台車運用方法に係り、さらに詳細には、台車管理信号に基づいて、各台車に設けられた台車運用表示装置が点灯表示を行うことで、作業者が、その点灯表示を見て、効率良く、適切な台車を使用できる台車運用システム及び台車運用方法に関するものである。
一般に、板金工場において、製品を加工するためのプロセスの主な一例をあげると以下のようなプロセスがあげられる。
(1)受注(納期と個数と図面)、(2)生産計画(各工程割り振り)(3)加工段取(材料段取、金型段取、プログラム作成、台車運用計画等)、(4)ブランク加工(バリ取りなどの2次加工あり)、(5)曲げ加工、(6)溶接(仮止め溶接やジグ作成と複数部品固定有)、(7)検査(8)塗装、(9)組立、(10)出荷
上記(4)以降のプロセスにおいて、板金の材料や部品や製品を載せて運搬するために、種々の台車が用いられている。
上記(4)以降のプロセスにおいて、板金の材料や部品や製品を載せて運搬するために、種々の台車が用いられている。
加工工場の規模によっては、台車を50台、100台を所有し、図面や作業指示書に基づいて、その複数の台車を運用する。
しかしながら、上述のような加工工場における台車の運用では、作業者は、作業指示書(仕分け先)と図面等に基づいて、様々な台車を使わなければならず、以下のように作業に時間がかかったり、作業効率が悪くなるという問題点があった。
例えば、上述のようなブランク加工では棚に積まれた上のシートから部品を個別に取り出し仕分けするために、作業指示書(仕分け先)と図面で形状を確認しながら台車に載せなければならず、時間がかかり、仕分けミスも発生する可能性があった。
また、曲げ加工では、作業者が前工程で加工した部品を探さなくてはならないが、どのブランク加工機で加工しているかは作業指示書を見て判っているが、台車の中のどれかを図面から判断しなければならず、時間がかかっていた。
また、溶接(組立)では、部品を集めて接合する加工においては、部品の種類が多くなるため、台車数が増え場所の確保や取り出し作業が大変であった。
また、工場全体の運用では、加工機だけの生産振分けを行って山崩しを行う計画だけでは、台車数が増え、通路や仕掛品置き場に広い場所が必要となる。更に、作業者の振る舞いで動線が各々重なり作業効率が悪くなる場合があった。また、緊急対応では、特急品の発生に伴って、その特急品を現状計画された作業に抱き合わせすると、台車運用において作業者の混乱を招くことがあった。そのため、新たに材料取りから新規工程を作成しなければならず、歩留まりや全体的に生産効率を悪くする原因となっていた。
本発明は、上記した事情に着目してなされたものであり、その目的とするところは、台車管理信号に基づいて、各台車に設けられた台車運用表示装置が点灯表示を行うことで、作業者が、その点灯表示を見て、効率良く、適切な台車を使用できる台車運用システム及び台車運用方法を提供することである。
本発明は上述の問題を解決するためのものであり、本発明の特徴は、複数の加工機が設置された加工工場内において、加工に伴う材料、部品、製品を運搬するための複数の台車の運用を行う台車運用システムであって、作業者に対して台車運用のための表示を行うために前記各台車に設けられた台車運用表示手段と、前記加工工場内の複数の加工機の加工プログラムに基づく、各加工機の動作に伴って、作業者が適切な台車を使用するための台車管理信号を作成する生産管理手段と、を有し、前記生産管理手段が、前記台車運用表示手段に台車管理信号を送り、その台車管理信号に基づいて台車運用表示手段が表示を行い、前記作業者が、その表示を見て適切な台車を使用して運用することである。
本発明の他の特徴は、前記台車運用表示手段が、その台車運用表示手段の設けられた台車の運用状況を、前記生産管理手段へフィードバックするフィードバック手段を有することである。
本発明の他の特徴は、前記台車運用表示手段のフィードバック手段が、その台車運用表示手段の設けられた台車の積載完了や荷卸し完了を通知するために、その台車運用表示手段に設けられた確認スイッチを有し、積載完了時や荷卸し完了時に、作業者が前記確認スイッチを操作することにより、その台車運用表示手段から前記生産管理手段へ積載完了や荷卸し完了が通知されることである。
本発明の他の特徴は、前記生産管理手段が、前記台車運用表示手段に、無線で台車管理信号を送信することである。
本発明の他の特徴は、前記台車運用表示手段は、前記加工工場内において、前記台車が、どの加工工程にあるかを表示することである。
本発明の他の特徴は、前記台車運用表示手段が、前記作業者に使うべき台車を見つけさせるために、前記作業者に対応した表示を行うことである。
本発明の他の特徴は、前記台車運用表示手段は、前記加工工場内において、前記台車が、前記複数の加工機の内のどの加工機にあるかを表示することである。
本発明の他の特徴は、前記台車運用表示手段が、緊急時に作業者が使うべき台車を見つけさせるために、前記緊急時に対応した表示を行うことである。
本発明の他の特徴は、前記台車運用表示手段が、工期遅れがある時に作業者が使うべき台車を見つけさせるために、前記工期遅れ時に対応した表示を行うことである。
本発明の他の特徴は、前記台車運用表示手段が、異なる色または点滅して発光して識別されることである。
本発明の他の特徴は、前記台車運用表示手段が、少なくとも2つの発光部を有することである。
本発明の他の特徴は、前記台車運用表示手段の2つの発光部が、それぞれ異なる色または点滅で発光することである。
本発明の他の特徴は、前記台車運用表示手段の2つの発光部が、上段発光部と下段発光部からなることである。
本発明の他の特徴は、前記台車運用表示手段の上段発光部が、前記作業者に使うべき台車を見つけさせるために、前記作業者に対応した点滅表示を行い、前記下段発光部が、前記台車のある加工工程を工程色で表示することである。
本発明の他の特徴は、複数の加工機が設置された加工工場内において、加工に伴う材料、部品、製品を運搬するための複数の台車の運用を行うため、作業者に対して台車運用の表示を行うために前記各台車に設けられた台車運用表示手段と、前記加工工場内の複数の加工機の加工プログラムに基づく、各加工機の動作に伴って、作業者が適切な台車を使用するための台車管理信号を作成する生産管理手段と、を有する台車運用システムにおける台車運用方法であって、前記生産管理手段が、前記加工機の加工プログラムに基づいて、台車運用計画を作成する工程と、前記生産管理手段より前記台車運用表示手段に台車管理信号を送り、その台車管理信号に基づいて台車運用表示手段が点灯表示を行う工程と、を有し、前記作業者が、その点灯表示を見て適切な台車を使用して運用することである。
本発明の他の特徴は、前記作業者による台車の運用にあたり、前記作業者により、その台車運用表示手段の設けられた台車の運用状況を、前記生産管理手段へフィードバックすることである。
本発明の他の特徴は、前記台車運用方法が、さらに、緊急の加工割り込みがあるか否かを判断する工程と、前記緊急の加工割り込みがあると判断された場合、緊急の加工割り込み用の台車運用計画を作成し、従来の台車運用計画と差し換えて台車運用計画を更新する工程と、を有することである。
以下、図面を用いて本発明を実施した実施形態を説明する。
図1は、本願発明を実施した台車運用システムの全体構成図である。
この台車運用システムは、複数の加工機を備えた板金工場等の内において、材料や製品等を載せて運搬するための複数の台車1を効率良く運用するためのもので、図1に示すように、板金工場内に配設されたLAN3に、板金材料から製品を生産する管理を行う生産管理装置5と、生産管理装置5等で使用する設定情報の記憶されたデータベース7と、板金材料から製品への加工を行う複数の加工機8のNC装置9と、加工機8の加工プログラムを作成するプログラム作成装置(CAM)11と、生産管理装置5で作成された台車管理信号を無線で発信すると共に、台車1からの信号を受信する送受信装置13とが接続される。複数の台車1のそれぞれには、送受信装置13からの台車管理信号を無線で受信し、その台車管理信号に基づいて、作業者に対して台車運用のための表示を行う台車運用表示装置15が取り付けられる。
また、LAN3には、加工工場内に設置された現場端末17も接続されている。
なお、生産管理装置5、プログラム作成装置11、現場端末17等は、それぞれRAM、ROM、CPU、入力装置、表示装置等からなるコンピュータからなり、ROMに記憶されたソフトウェアにより、後述する機能を得るようになっている。
なお、この実施形態では、加工機8は、パンチプレス、ベンダー、溶接機等からなる。
図2は、図1に示す台車運用システムにおいて、作業者に対して台車運用のための表示を行ために台車1に取り付けられた台車運用表示装置15の概略構成図である。
図2に示すように、この台車運用表示装置15は、上下に伸びる筒状のメッシュ型のビーコンからなり、上段発光部15aと下段発光部15bとを有すると共に、上部に確認スイッチ15cを有している。
この確認スイッチ15cは、その台車1の積載完了や荷卸し完了を生産管理装置5側に報知するためのもので、作業者が、積載完了や荷卸し完了の際に、その確認スイッチ15cを押すことによって、台車運用表示装置15より積載完了や荷卸し完了や荷卸し完了を示す信号が生産管理装置5に送信される。
上段発光部15aは、作業者が台車を探す場合や納期遅れの警告をする場合等に発光するサーチ領域を形成し、下段発光部15bは、台車1への積載完了や荷卸し完了時に次工程等を示す工程種別領域を形成している。
そして、上段発光部15aは、その点滅回数で緊急度を表し、その色で作業者や各条件を表し、下段発光部15bは、その点滅回数で仕分け元台車や仕分け先台車を表し、その色で工程を表す。
ここで、下段発光部15bが発光する工程色とは、その台車1が、工場内で、どの加工工程にあるかを示すものである。
特に、代表的な使用例としては、上段発光部15aを点滅させて、作業者に使うべき台車を見つけさせ、下段発光部15bの工程色により、その作業者に、その台車1の加工工程を示すように使用する。
なお、台車運用表示装置15は、その内部に装着されたバッテリーにより動作するようになっており、後述するビーコン電池管理5e(図10参照)により管理される。
なお、この台車運用表示装置15は、図3(a)、(b)に示すような既存の台車1a、1bの上部に取り付けるようになっており、その取り付け構造は、その既存の台車1の構造により様々な構成が考えられる。例えば、図3(a)に示すような台車1aでは、最上段の棚1a1を挟み込む取付具を台車運用表示装置15の下端に設け、図3(c)に示すように、その取付具により台車運用表示装置15の下端部を台車1aの最上段の棚1a1に取り付けるようにしたり、台車運用表示装置15の下端にマグネットを設け、台車1aの最上段の棚1a1に磁力で取り付けるようにしても良い。
また、台車運用表示装置15の上段発光部15aおよび下段発光部15bの発光色としては、図4に示すような複数種類の色が与えられる。
図3は、台車運用表示装置15が取り付けられる台車1の説明図であり、図4は、台車運用表示装置15の上段発光部15aおよび下段発光部15bの発光色の説明図である。
次に、データベース7に記憶された生産管理装置5で使用する台車運用表示装置15用の設定情報について説明する。
図5は、種々のステータス(状況)に対する台車運用表示装置15の点灯状態の一例を示すテーブル表である。
図5に示すように、例えば、作業者が使う台車を探すサーチの場合、台車運用表示装置15のサーチ領域である上段発光部15aが、レインボーカラーで早い点滅速度で30秒間だけ点灯するように設定される。
図5に示す台車運用表示装置15の下段発光部15bの工程色の点灯例では、例えば、下段発光部15bが水色の場合、曲げ加工機(ベンダー)における曲げ取出待ちあるいは曲げ取出指示工程を示し、下段発光部15bが深緑の場合、曲げ溶接機における溶接取出待ちあるいは溶接取出指示工程を示す。
従って、台車運用表示装置15の下段発光部15bの工程色が水色の状態で、曲げ加工機からの曲げの取り出しが済み、作業者の確認スイッチ15cによる積載完了が確認されると、台車運用表示装置15の下段発光部15bの工程色が、例えば、深緑に変り、溶接機における溶接取り出し待ちの工程を示す。
図6は、作業者に対する台車運用表示装置15の点灯状態の一例を示すテーブル表である。
図6に示すように、例えば、作業者が天田太郎の場合、台車運用表示装置15のサーチ領域である上段発光部15aが、水色で点減回数が無しで点灯するように設定される。
図7は、お客様の台車の各諸元をパラメータとして登録した一例を示すテーブル表である。
図7に示すように、例えば、台車の背番号がNo.1の場合、タイプがAであり、ブランクあるいはベンドの工程で利用され、寸法が幅400mm、奥行600mm、高さ200mmで、段数が3段で、重量制限が1000g/段で、積載方法が平積で、利用モードがフリーで、指定用の取引先が(株)Nで、業種別の製品が電気と設定される。
なお、取引先にて台車を選別する時には、図8に示すように、色で設定することができる。図8は、取引先を色にて台車選別する場合の一例を示すテーブル表である。
なお、この場合、台車運用表示装置15の上段発光部15aを取引先とし、下段発光部15bを工程色としたり、上段発光部15aを特急品とし、下段発光部15bを工程色としたり、上段発光部15aと下段発光部15bの両方を工程色としても良い。
このように設定されたテーブルを、生産管理装置5が読み出して台車管理信号を作成し、送受信装置13から台車運用表示装置15へ発信し、台車運用表示装置15が、その台車管理信号に基づいて、作業者に対して点灯表示を行う。
次に、図9を参照して、生産管理装置5による台車運用方法について説明する。
図9は、生産管理装置5による台車運用方法のフローチャートであり、(a)は、台車運用方法の全体のフローチャートであり、(b)は、(a)のステップ103の詳細フローチャートである。
まず、準備段階として、台車運用に移る前に、工場内の複数の台車1のそれぞれに対して台車運用表示装置15を取り付ける。なお、もともと台車運用表示装置15の取り付けられた台車1を準備するようにしても良い。
ここで、台車運用表示装置15は、それぞれ番号がふられており、それぞれの台車1の台車番号に1対1に対応している。例えば、番号1の台車1には、番号1の台車運用表示装置15が取り付けられる。
そして、それぞれの台車1の特性(どのような材料をどれだけ積載できる種類の台車か等)は、台車1の番号に関連して記憶されており、生産管理装置5は、その台車1の特性を参照して、以下で説明する台車運用計画を作成する。
図9(a)のステップ101において、生産管理装置5により、工場内の加工機8による加工内容(各加工機8の加工プログラム)に基づいて、台車運用計画が作成される。
すなわち、生産管理装置5は、プログラム作成装置(CAM)11よりの各加工機8の加工プログラムに基づいて、ブランク加工、曲げ加工、溶接加工等における台車引き当て、納期管理、製品サーチ、仕分け等の各工程における台車運用計画を作成する。
この台車運用計画の作成においては、生産管理装置5は、各台車1の位置を取得し、各台車1の積載可能量を計算し、そこから加工プログラムによる各加工機8の加工動作に合わせて各台車1の運用計画が定められる。すなわち、各加工機8の加工動作に合わせて必要となる種類の台車1を割り出し、その加工機8の近くにある最適の台車1を作業者に提供するように各台車1の運用計画を作る。
生産管理装置5により作成された運用計画は、データベース7にいったん記憶される。
次に、ステップ103において、実際の加工作業において、各台車1の運用計画に基づいて、生産管理装置5の制御に基づく作業者に対しての台車運用表示装置15の表示動作が行われる。
すなわち、実際の加工作業において、生産管理装置5は、上記ステップ101において定められた運用計画をデータベース7から読み出し、その運用計画に基づいて、各台車1の台車管理信号を作成し、その台車管理信号が、送受信装置13から台車運用表示装置15へ発信され、台車運用表示装置15が、その台車管理信号に基づいて、作業者に対して点灯表示を行う。
図9(b)を参照して、上記ステップ103の動作の詳細について説明する。
図9(b)のステップ103aにおいて、生産管理装置5側からの台車管理信号に基づいて、台車運用表示装置15が、作業者に対して点灯表示を行う。
次に、ステップ103bにおいて、台車運用表示装置15の点灯表示による作業者による台車運用において、台車運用表示装置15より積載完了や荷卸し完了を示す信号が生産管理装置5に送られたか否か(フィードバックがあるか否か)が判断される。
すなわち、例えば、台車運用表示装置15の点灯表示によって、作業者が使用する台車1を探し当て、その台車1に材料や製品等を載せて、台車運用表示装置15の確認スイッチ15cを押し、台車運用表示装置15より積載完了を示す信号が生産管理装置5に送られるフィードバックがあるか否かが判断される。
同様に、例えば、作業者が使用する台車1から材料や製品等を下ろして、台車運用表示装置15の確認スイッチ15cを押し、台車運用表示装置15より荷卸し完了を示す信号が生産管理装置5に送られるフィードバックがあるか否かが判断される。
上記ステップ103bにおいてフィードバックがあると判断された場合、生産管理装置5は、そのフィードバックにより、台車1の運用状況を確認し、必要に応じて、次のステップ103cへ移る。
すなわち、例えば、作業者が使用する台車1から材料や製品等を下ろして、台車運用表示装置15の確認スイッチ15cを押し、台車運用表示装置15より荷卸し完了を示す信号が生産管理装置5に送られるフィードバックがあると判断された場合、生産管理装置5は、そのフィードバックにより、その台車1の空状況を確認し、その台車1を現在の工程(前工程)から次の工程(後工程)へと移る。
このように、作業者からのフィードバックがあると、計画と実際のズレを現場において素早く認識することができ、刻々と変化する現場に合わせて、前工程が完了した台車から、順次後工程へ流すことが可能となる。
なお、上記実施形態の場合、台車運用表示装置15の確認スイッチ15cを1つだけ設け、その1つの確認スイッチ15cで積載完了や荷卸し完了を通知するようにしていたが、積載完了と荷卸し完了のための確認スイッチを別々に設けるようにしても良い。
また、上記実施形態では、台車1に対する積載完了および荷卸し完了の通知をするようになっていたが、台車1に対する積載完了の通知を行うだけでも良い。
図10は、ブランク加工、曲げ加工、溶接加工等における台車引き当て動作において、生産管理装置5の制御に基づく作業者に対しての台車運用表示装置15の表示動作の説明図である。
図10~図13においては、工程色および点滅設定テーブル入力5a、台車割り当て5b、台車搭載部品管理5c、台車予約5d、ビーコン電池管理5e、台車位置管理5f、台車運用モード5g、ビーコン光コントロール5h、ロケーションMAP表示5j、工程間製品遅延管理5k、特急品管理5lの各機能は、ソフトウェアに基づいて生産管理装置5により達成される機能ブロックである。
図10に示すように、台車引き当て動作においては、台車運用モード5gに基づいて台車搭載部品管理5cより台車割り当て5bへ台車割り当ての指示が送られ、台車割り当て5bから台車予約5dへ台車予約の指示が送られ、次に、台車予約5dからビーコン光コントロール5hへ光指示が送られ、最後に、ビーコン光コントロール5hから台車ビーコン(台車運用表示装置)15へ点灯指示が送られ、その点灯指示に基づいて台車ビーコン(台車運用表示装置)15が点灯動作する。
ここで、例えば、図5のテーブルに示すように動作設定がなされていると、台車引き当てで、作業者が使う台車を探すサーチの場合、作業者が使うべき台車1の台車運用表示装置15のサーチ領域である上段発光部15aが、レインボーカラーで早い点滅速度で30秒間だけ点灯するようになる。
従って、作業者は、台車引き当てにおいて、使うべき台車1を素早く見つけることができる。
また、例えば、図6のテーブルに示すように動作設定がなされていると、台車引き当てで、作業者が天田太郎の場合、台車運用表示装置15のサーチ領域である上段発光部15aが、水色で点減回数が無しで点灯するようになる。
従って、作業者の天田太郎は、自分の台車1を素早く見つけることができる。
また、例えば、図7のテーブルに示すように、台車の背番号がNo.1の場合、タイプがAであり、ブランクあるいはベンドの工程で利用され、寸法が幅400mm、奥行600mm、高さ200mmで、段数が3段で、重量制限が1000g/段で、積載方法が平積で、利用モードがフリーで、指定用の取引先が(株)Nで、業種別の製品が電気と設定がなされていると、台車引き当てで、台車運用モード5gに基づく台車搭載部品管理5cより台車割り当て5bへ台車割り当てにおいて、上記台車のパラメータが参照されて、適切な台車が割り当てられる。
従って、台車のパラメータによる適切な台車の割り当てを行える。
また、例えば、図8のテーブルに示すように取引先別に設定がなされていると、台車のサーチで、(株)Aの場合、台車運用表示装置15が、橙色で60秒間点灯するようになる。
従って、作業者は、取引先の台車1を簡単に見分けることができる。
次に、図11に示すように、仕掛品納期管理動作においては、工程間製品遅延管理5kよりビーコン光コントロール5hへ光指示が送られ、ビーコン光コントロール5hから台車ビーコン(台車運用表示装置)15へ点灯指示が送られ、その点灯指示に基づいて台車ビーコン(台車運用表示装置)15が点灯動作する。
図11は、仕掛品納期管理動作において、生産管理装置5の制御に基づく作業者に対しての台車運用表示装置15の表示動作の説明図である。
ここで、例えば、図5のテーブルに示すように動作設定がなされていると、台車引き当てで、納期が48時間の緊急品がある場合、作業者が使う台車1の台車運用表示装置15のサーチ領域である上段発光部15aが、赤色で早い点滅速度で点灯するようになる。
従って、作業者は、台車引き当てにおいて、緊急品の台車1があることを素早く認識することができ、緊急品対応をすることができる。
また、例えば、図5のテーブルに示すように動作設定がなされていると、台車引き当てで、1時間の工程遅れがある場合、作業者が使う台車1の台車運用表示装置15のサーチ領域である上段発光部15aが、黄色で点灯するようになる。
従って、作業者は、台車引き当てにおいて、1時間の工程遅れがあることを素早く認識することができ、工程遅れの対応をすることができる。
次に、図12に示すように、製品サーチ動作においては、作業者Aよりの製品サーチの指示により台車搭載部品管理5cからビーコン光コントロール5hへ光指示が送られ、ビーコン光コントロール5hから台車ビーコン(台車運用表示装置)15へ点灯指示が送られ、その点灯指示に基づいて台車ビーコン(台車運用表示装置)15が点灯動作すると共に、ビーコン光コントロール5hへサーチ完了信号が送られる。
図12は、製品サーチ動作において、生産管理装置5の制御に基づく作業者に対しての台車運用表示装置15の表示動作の説明図である。
次に、図13に示すように、仕分けナビ動作においては、作業者Aよりの仕分けナビの指示により台車搭載部品管理5cからビーコン光コントロール5hへ光指示が送られ、ビーコン光コントロール5hから台車ビーコン(台車運用表示装置)15へ点灯指示が送られ、その点灯指示に基づいて台車ビーコン(台車運用表示装置)15が点灯動作する。
図13は、仕分けナビ動作において、生産管理装置5の制御に基づく作業者に対しての台車運用表示装置15の表示動作の説明図である。
また、上述した台車引き当て動作、仕掛品納期管理動作、製品サーチ動作、仕分けナビ動作において、台車位置管理5fの指示に基づいて、ロケーションMAP表示5jによりNC9あるいは現場端末17には、図14に示すような台車1の位置を示すマップが表示される。
ここで、そのマップ上に表示される台車1を、色分けや点滅で表示して台車1の特性を判りやすくすることもできる。
従って、作業者は、その台車1の位置を示すマップも参照しながら台車1の運用を行うことができる。
次に、図9(a)に戻り、そのステップ105において、生産管理装置5により、緊急の加工割り込みがあるか否かが判断される。
すなわち、作業者による緊急の加工割り込みの指示が、加工機8のNC装置9等に入力された場合、生産管理装置5は、その緊急の加工割り込みを認識する。
上記ステップ105において緊急の加工割り込みがあると判断された場合、プログラム作成装置(CAM)11による加工機8の加工プログラムの更新と共に、ステップ107において、生産管理装置5により、緊急の加工割り込みを加味した台車運用計画が作成され、従来の台車運用計画と差し換えられ、台車運用計画が更新される。
図14は、工場内の複数の台車1の位置を示すためのマップの説明図である。
この実施形態によれば、複数の加工機が設置された加工工場内において、加工に伴う材料、部品、製品を運搬するための複数の台車の運用に際し、各台車に、作業者に対して台車運用のための表示を行う台車運用表示装置を設け、加工工場内の複数の加工機の加工プログラムに基づく、各加工機の動作に伴って、作業者が、適切な台車を使用するように、台車運用表示装置に台車管理信号を送り、その台車管理信号に基づいて台車運用表示装置が点灯表示を行うので、作業者が、その点灯表示を見て、効率良く、適切な台車を使用し運用することができる。
この発明は前述の発明の実施の形態に限定されることなく、適宜な変更を行うことにより、その他の態様で実施し得るものである。
本発明によれば、台車管理信号に基づいて、各台車に設けられた台車運用表示装置が点灯表示を行うので、作業者が、その点灯表示を見て、効率良く、適切な台車を使用して運用することができるようになる。
Claims (17)
- 複数の加工機が設置された加工工場内において、加工に伴う材料、部品、製品を運搬するための複数の台車の運用を行う台車運用システムであって、
作業者に対して台車運用のための表示を行うために前記各台車に設けられた台車運用表示手段と、前記加工工場内の複数の加工機の加工プログラムに基づく、各加工機の動作に伴って、作業者が適切な台車を使用するための台車管理信号を作成する生産管理手段と、を有し、
前記生産管理手段が、前記台車運用表示手段に台車管理信号を送り、その台車管理信号に基づいて台車運用表示手段が表示を行い、前記作業者が、その表示を見て適切な台車を使用して運用することを特徴とする台車運用システム。 - 前記台車運用表示手段が、その台車運用表示手段の設けられた台車の運用状況を、前記生産管理手段へフィードバックするフィードバック手段を有することを特徴とする請求項1に記載の台車運用システム。
- 前記台車運用表示手段のフィードバック手段が、その台車運用表示手段の設けられた台車の積載完了や荷卸し完了を通知するために、その台車運用表示手段に設けられた確認スイッチを有し、積載完了時や荷卸し完了時に、作業者が前記確認スイッチを操作することにより、その台車運用表示手段から前記生産管理手段へ積載完了や荷卸し完了が通知されることを特徴とする請求項2に記載の台車運用システム。
- 前記生産管理手段が、前記台車運用表示手段に、無線で台車管理信号を送信することを特徴とする請求項1~3のいずれかに記載の台車運用システム。
- 前記台車運用表示手段は、前記加工工場内において、前記台車が、どの加工工程にあるかを表示することを特徴とする請求項1~4のいずれかに記載の台車運用システム。
- 前記台車運用表示手段が、前記作業者に使うべき台車を見つけさせるために、前記作業者に対応した表示を行うことを特徴とする請求項1~4のいずれかに記載の台車運用システム。
- 前記台車運用表示手段は、前記加工工場内において、前記台車が、前記複数の加工機の内のどの加工機にあるかを表示することを特徴とする請求項1~4のいずれかに記載の台車運用システム。
- 前記台車運用表示手段が、緊急時に作業者が使うべき台車を見つけさせるために、前記緊急時に対応した表示を行うことを特徴とする請求項1~4のいずれかに記載の台車運用システム。
- 前記台車運用表示手段が、工期遅れがある時に作業者が使うべき台車を見つけさせるために、前記工期遅れ時に対応した表示を行うことを特徴とする請求項1~4のいずれかに記載の台車運用システム。
- 前記台車運用表示手段が、異なる色または点滅して発光して識別されることを特徴とする請求項1~4のいずれかに記載の台車運用システム。
- 前記台車運用表示手段が、少なくとも2つの発光部を有することを特徴とする請求項1~10のいずれかに記載の台車運用システム。
- 前記台車運用表示手段の2つの発光部が、それぞれ異なる色または点滅で発光することを特徴とする請求項11に記載の台車運用システム。
- 前記台車運用表示手段の2つの発光部が、上段発光部と下段発光部からなることを特徴とする請求項11、12のいずれかに記載の台車運用システム。
- 前記台車運用表示手段の上段発光部が、前記作業者に使うべき台車を見つけさせるために、前記作業者に対応した点滅表示を行い、前記下段発光部が、前記台車のある加工工程を工程色で表示することを特徴とする請求項13に記載の台車運用システム。
- 複数の加工機が設置された加工工場内において、加工に伴う材料、部品、製品を運搬するための複数の台車の運用を行うため、作業者に対して台車運用の表示を行うために前記各台車に設けられた台車運用表示手段と、前記加工工場内の複数の加工機の加工プログラムに基づく、各加工機の動作に伴って、作業者が適切な台車を使用するための台車管理信号を作成する生産管理手段と、を有する台車運用システムにおける台車運用方法であって、
前記生産管理手段が、前記加工機の加工プログラムに基づいて、台車運用計画を作成する工程と、
前記生産管理手段より前記台車運用表示手段に台車管理信号を送り、その台車管理信号に基づいて台車運用表示手段が点灯表示を行う工程と、を有し、
前記作業者が、その点灯表示を見て適切な台車を使用して運用することを特徴とする台車運用方法。 - 前記作業者による台車の運用にあたり、前記作業者により、その台車運用表示手段の設けられた台車の運用状況を、前記生産管理手段へフィードバックすることを特徴とする請求項15に記載の台車運用方法。
- 前記台車運用方法が、さらに、緊急の加工割り込みがあるか否かを判断する工程と、
前記緊急の加工割り込みがあると判断された場合、緊急の加工割り込み用の台車運用計画を作成し、従来の台車運用計画と差し換えて台車運用計画を更新する工程と、を有することを特徴とする請求項15あるいは16に記載の台車運用方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/607,122 US20200302361A1 (en) | 2017-05-02 | 2018-04-20 | Cart operation system and cart operation method |
| EP18793853.5A EP3620878A4 (en) | 2017-05-02 | 2018-04-20 | TRUCK OPERATING SYSTEM AND TRUCK OPERATING METHOD |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017091673A JP6427622B1 (ja) | 2017-05-02 | 2017-05-02 | 台車運用システム及び台車運用方法 |
| JP2017-091673 | 2017-05-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018203488A1 true WO2018203488A1 (ja) | 2018-11-08 |
Family
ID=64017019
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/016335 Ceased WO2018203488A1 (ja) | 2017-05-02 | 2018-04-20 | 台車運用システム及び台車運用方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20200302361A1 (ja) |
| EP (1) | EP3620878A4 (ja) |
| JP (1) | JP6427622B1 (ja) |
| WO (1) | WO2018203488A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116560298A (zh) * | 2023-04-11 | 2023-08-08 | 西安法士特汽车传动有限公司 | 一种加工设备程序的传输与闭环管控系统和方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023049465A (ja) * | 2021-09-29 | 2023-04-10 | 東芝ライテック株式会社 | 画像解析装置、画像解析システム、画像解析方法および画像解析プログラム |
| JP2023151715A (ja) * | 2022-04-01 | 2023-10-16 | オムロン株式会社 | 作業管理システム、方法、およびプログラム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007072684A (ja) * | 2005-09-06 | 2007-03-22 | Sharp Corp | ワーク搬送台車管理システム、ワーク搬送台車管理方法、ワーク搬送台車管理プログラム、およびこのワーク搬送プログラムを格納した記録媒体 |
| JP2008230777A (ja) * | 2007-03-20 | 2008-10-02 | Canon Inc | 印刷システム、印刷装置及び台車の指定方法 |
| JP2013202667A (ja) | 2012-03-29 | 2013-10-07 | Amada Co Ltd | 棚装置及び棚装置に使用する投影装置 |
| JP2017038439A (ja) * | 2015-08-07 | 2017-02-16 | 三菱電機株式会社 | 制御装置、電気機器、電気機器制御システムおよび電気機器制御プログラム |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5163001A (en) * | 1989-02-17 | 1992-11-10 | Luke Jr Walter | Interactive display for use on an automatic guided vehicle |
| JP2006202214A (ja) * | 2005-01-24 | 2006-08-03 | Sharp Corp | 生産管理システム、生産管理方法、生産管理プログラム、及び生産管理プログラムを格納した記録媒体 |
| JP2006221385A (ja) * | 2005-02-10 | 2006-08-24 | Amada Co Ltd | 物流支援システム及びその方法 |
| US20070260406A1 (en) * | 2006-05-03 | 2007-11-08 | Data I/O Corporation | Automated location system |
-
2017
- 2017-05-02 JP JP2017091673A patent/JP6427622B1/ja active Active
-
2018
- 2018-04-20 EP EP18793853.5A patent/EP3620878A4/en not_active Withdrawn
- 2018-04-20 WO PCT/JP2018/016335 patent/WO2018203488A1/ja not_active Ceased
- 2018-04-20 US US16/607,122 patent/US20200302361A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007072684A (ja) * | 2005-09-06 | 2007-03-22 | Sharp Corp | ワーク搬送台車管理システム、ワーク搬送台車管理方法、ワーク搬送台車管理プログラム、およびこのワーク搬送プログラムを格納した記録媒体 |
| JP2008230777A (ja) * | 2007-03-20 | 2008-10-02 | Canon Inc | 印刷システム、印刷装置及び台車の指定方法 |
| JP2013202667A (ja) | 2012-03-29 | 2013-10-07 | Amada Co Ltd | 棚装置及び棚装置に使用する投影装置 |
| JP2017038439A (ja) * | 2015-08-07 | 2017-02-16 | 三菱電機株式会社 | 制御装置、電気機器、電気機器制御システムおよび電気機器制御プログラム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3620878A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116560298A (zh) * | 2023-04-11 | 2023-08-08 | 西安法士特汽车传动有限公司 | 一种加工设备程序的传输与闭环管控系统和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3620878A4 (en) | 2020-05-20 |
| JP2018190161A (ja) | 2018-11-29 |
| US20200302361A1 (en) | 2020-09-24 |
| EP3620878A1 (en) | 2020-03-11 |
| JP6427622B1 (ja) | 2018-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109878964B (zh) | 一种基于agv的脉动式生产系统 | |
| JP5106544B2 (ja) | ステータス情報を通信するためのシステムおよび方法 | |
| EP3606847B1 (en) | Automated manufacturing facility and methods | |
| WO2018203488A1 (ja) | 台車運用システム及び台車運用方法 | |
| US20140278621A1 (en) | Method for Automatically Configuring a System For Managing Material Handling Assets | |
| JP5034585B2 (ja) | 出庫管理プログラム、出庫管理装置および出庫管理方法 | |
| CN113435808B (zh) | 一种基于rfid技术的agv综合调度方法及系统 | |
| CN108140164A (zh) | 出入库管理系统、出入库管理方法以及程序 | |
| CN107851238A (zh) | 出入库作业辅助系统、出入库作业辅助方法以及程序 | |
| CN107065888A (zh) | 一种基于磁导航机器人及导航调度系统和方法 | |
| JP4853386B2 (ja) | 物品収納支援システム | |
| CN113065816A (zh) | 一种自动生成运输任务的无人调度运输控制方法及系统 | |
| JP4593165B2 (ja) | 商品識別装置、および商品管理システム | |
| KR100987169B1 (ko) | 타이어 생산을 위한 반제품 공급방법 | |
| CN108369408A (zh) | 智能工件 | |
| JP2004326595A (ja) | 位置情報検出システム、属性情報報知システム、およびこれらに用いられる通信タグ | |
| JP7353416B1 (ja) | 所在管理装置、所在管理システム及び所在管理方法 | |
| JP2010170195A (ja) | 部品配膳台車を用いた部品配膳システム及び部品配膳方法 | |
| KR20140036563A (ko) | 강재 적치 관리 시스템 | |
| KR101292799B1 (ko) | 철도 차량 부품 관리 시스템 및 방법 | |
| KR101958272B1 (ko) | 인쇄회로기판 롯트 관리 시스템 및 방법 | |
| JP7538580B1 (ja) | 管理装置、管理方法、及びプログラム | |
| CN120494661B (zh) | 产品运输方法、管理系统及电子设备 | |
| WO2023042692A1 (ja) | 自動搬送装置、搬送システム、および自動搬送装置の異常報知方法 | |
| JP2012118690A (ja) | 部品配膳・組み立てシステム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18793853 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018793853 Country of ref document: EP Effective date: 20191202 |