WO2018211916A1 - 孔あき金属箔、孔あき金属箔の製造方法、二次電池用負極および二次電池用正極 - Google Patents
孔あき金属箔、孔あき金属箔の製造方法、二次電池用負極および二次電池用正極 Download PDFInfo
- Publication number
- WO2018211916A1 WO2018211916A1 PCT/JP2018/016425 JP2018016425W WO2018211916A1 WO 2018211916 A1 WO2018211916 A1 WO 2018211916A1 JP 2018016425 W JP2018016425 W JP 2018016425W WO 2018211916 A1 WO2018211916 A1 WO 2018211916A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- foil
- metal foil
- perforated metal
- holes
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
- H01G11/68—Current collectors characterised by their material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/02—Local etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
- C23F1/14—Aqueous compositions
- C23F1/16—Acidic compositions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/04—Hybrid capacitors
- H01G11/06—Hybrid capacitors with one of the electrodes allowing ions to be reversibly doped thereinto, e.g. lithium ion capacitors [LIC]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
- H01G11/70—Current collectors characterised by their structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/131—Electrodes based on mixed oxides or hydroxides, or on mixtures of oxides or hydroxides, e.g. LiCoOx
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/134—Electrodes based on metals, Si or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
- H01M4/386—Silicon or alloys based on silicon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/38—Selection of substances as active materials, active masses, active liquids of elements or alloys
- H01M4/387—Tin or alloys based on tin
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/48—Selection of substances as active materials, active masses, active liquids of inorganic oxides or hydroxides
- H01M4/483—Selection of substances as active materials, active masses, active liquids of inorganic oxides or hydroxides for non-aqueous cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/665—Composites
- H01M4/667—Composites in the form of layers, e.g. coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/72—Grids
- H01M4/74—Meshes or woven material; Expanded metal
- H01M4/742—Meshes or woven material; Expanded metal perforated material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/70—Energy storage systems for electromobility, e.g. batteries
Definitions
- a metal foil such as an aluminum foil or a copper foil is used as an electrode current collector (hereinafter simply referred to as “current collector”) used for the positive electrode or the negative electrode of such an electricity storage device.
- a Li pre-doping method is known as a technique for increasing the energy density by excessively adding lithium to an electricity storage device in advance. This is a technology required for lithium ion capacitors and next-generation lithium ion secondary batteries.
- a metal foil of an electrode current collector in which a large number of fine through holes are formed.
- an active material such as activated carbon is applied to the surface of a current collector made of a metal foil in which such through holes are formed, and used as a positive electrode or a negative electrode.
- the perforated metal foil of the present invention is A perforated metal foil having a plurality of through holes in the thickness direction of the metal foil, The average aperture ratio of the through holes is 0.5 to 10%, and the number density of the through holes is 50 to 200 / mm 2 ;
- Metal foil is copper foil, silver foil, gold foil, platinum foil, stainless steel foil, titanium foil, tantalum foil, molybdenum foil, niobium foil, zirconium foil, tungsten foil, beryllium copper foil, phosphor bronze foil, brass foil, white foil, It is a foil selected from the group consisting of tin foil, zinc foil, iron foil, nickel foil, permalloy foil, nichrome foil, 42 alloy foil, Kovar foil, monel foil, inconel foil, and hastelloy foil, or from this group It is a perforated metal foil which is a foil formed by laminating a selected foil and a metal of a different type from the selected foil.
- FIG. 1 is a plan view schematically showing a perforated metal foil of the present invention
- FIG. 2 is a cross-sectional view taken along the line BB of FIG.
- a perforated metal foil 10 shown in FIGS. 1 and 2 has a plurality of through holes 6 in the thickness direction of the metal foil 1.
- the metal foil a foil selected from the above group or a foil formed by laminating a foil selected from the above group and a metal of a different type from the selected foil is used as the metal foil.
- the average aperture ratio of the through holes formed in the substrate is 0.5 to 10%, and the number density of the through holes is 50 to 200 / mm 2 .
- Method 1 for producing perforated metal foil a method for producing the perforated metal foil of the present invention
- a resin layer in which a part of each metal particle is embedded is formed on one main surface of the metal foil using a composition containing a plurality of metal particles and a polymer component.
- the metal foil having the resin layer is brought into contact with the etchant to dissolve the metal particles and a part of the metal foil, thereby forming a through hole in the metal foil.
- a through hole forming step a method for producing perforated metal foil.
- Examples of the alkaline water-soluble polymer having a sulfonamide group include a polymer composed of a minimum constituent unit derived from a compound having a sulfonamide group as a main constituent component.
- Examples of the compound as described above include compounds having at least one sulfonamide group in which at least one hydrogen atom is bonded to a nitrogen atom and one or more polymerizable unsaturated groups in the molecule.
- a low molecular compound having an acryloyl group, an allyl group, or a vinyloxy group and a substituted or monosubstituted aminosulfonyl group or a substituted sulfonylimino group in the molecule is preferable.
- Secondary amines such as diethylamine and di-n-butylamine; tertiary amines such as triethylamine and methyldiethylamine; alcohol amines such as dimethylethanolamine and triethanolamine; tetramethylammonium hydroxide and tetraethylammonium hydroxide Quaternary ammonium salts such as: cyclic amines such as pyrrole and pihelidine; and the like. These may be used alone or in combination of two or more. It should be noted that appropriate amounts of alcohols and surfactants may be added to the alkaline aqueous solution.
- a cut sheet-like metal foil may be used to process each step in a so-called single wafer type, or a long metal foil may be conveyed in a predetermined manner.
- RtoR in the present invention refers to the resin layer forming step described above by each processing device arranged on the transport path while feeding the metal foil from a roll formed by winding a long metal foil and transporting it in the longitudinal direction.
- the processing such as the through-hole forming step is continuously performed sequentially, and the processed metal foil (that is, the perforated metal foil) is again wound into a roll shape.
- Another method for producing perforated metal foil is to bring metal foil into contact with an etchant and to cause local dissolution starting from intermetallic compounds (precipitates or crystallized substances) in the metal foil.
- this method since the presence state of the intermetallic compound varies depending on the material of the metal foil, conditions may be determined in advance for each material, and conditions such as the etchant condition and the etching time may be adjusted. In this case, a resin layer can be dispensed with.
- the positive electrode using the aluminum foil of the same average opening ratio, a positive electrode active material was applied containing LiCoO 2 as a cathode material was the positive electrode.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
また、特許文献1には、貫通孔の面積比率(平均開口率)が1%以上50%以下であること、および、貫通孔の最小孔径が0.01mm以上0.19mm以下であることが記載されている([請求項2][請求項3])。
これらの材料は、二次電池の充放電時の体積の膨張収縮が大きい。そのため、従来の負極用集電体では強度不足で、充放電時の体積の膨張収縮により破損するという問題があった。これに対して、高強度な集電体が検討され始めている。
同様に、正極材として、硫黄または、硫黄を含む化合物を用いることが検討されている。これらの材料も、二次電池の充放電時に硫黄が電解液中のリチウムと化合物を形成するために、体積の膨張収縮が発生する。そのため、従来の正極用集電体では強度不足で、充放電時の体積の膨張収縮により破損するという問題があった。これに対して、高強度な集電体が検討され始めている。
すなわち、以下の構成により上記課題を解決することができることを見出した。
貫通孔による平均開口率が0.5~10%であり、かつ、貫通孔の数密度が50~200個/mm2であり、
金属箔が、銅箔、銀箔、金箔、白金箔、ステンレス箔、チタン箔、タンタル箔、モリブデン箔、ニオブ箔、ジルコニウム箔、タングステン箔、ベリリウム銅箔、燐青銅箔、黄銅箔、洋白箔、錫箔、亜鉛箔、鉄箔、ニッケル箔、パーマロイ箔、ニクロム箔、42アロイ箔、コバール箔、モネル箔、インコネル箔、および、ハステロイ箔からなる群から選択される箔であり、または、この群から選択される箔と、選択された箔とは異なる種類の金属とが積層されてなる箔である孔あき金属箔。
[2] 金属箔が、ステンレス箔、または、ニッケルメッキ鋼箔である[1]に記載の孔あき金属箔。
[3] 貫通孔を形成されていない状態の金属箔の破断強度が340N/mm2以上である[1]または[2]に記載の孔あき金属箔。
[4] 貫通孔の平均開口率が0.5~10%である[1]~[3]のいずれかに記載の孔あき金属箔。
[5] 貫通孔の数密度が100~200個/mm2である[1]~[4]のいずれかに記載の孔あき金属箔。
[6] 金属箔が銅箔である[1]または[2]に記載の孔あき金属箔。
[7] 銅箔が、XRF解析によるハロゲンの検出量が0.4質量%以下である[6]に記載の孔あき金属箔。
[8] [1]~[7]のいずれかに記載の孔あき金属箔からなる負極集電体と、
負極集電体の表面に形成される、負極活物質を含む活物質層とを有し、
負極活物質が、シリコン、錫、および、これらの酸化物の少なくとも1つである二次電池用負極。
[9] [1]~[7]のいずれかに記載の孔あき金属箔からなる正極集電体と、
正極集電体の表面に形成される、正極活物質を含む活物質層とを有し、
正極活物質が、硫黄または硫黄の化合物の少なくとも1つである二次電池用正極。
[10] [1]~[7]のいずれかに記載の孔あき金属箔を製造する方法であって、
金属箔に貫通孔を形成する貫通孔形成工程を有し、
貫通孔形成工程によって、平均開口率が0.5~10%であり、かつ、数密度が50~200個/mm2である貫通孔を形成する孔あき金属箔の製造方法。
[11] 金属箔が銅箔であり、
貫通孔を形成した後に、塩酸、アンモニア水、チオ硫酸ナトリウム、および、エタノールからなる群から選択される少なくとも1種で洗浄する残渣除去工程と、を有する[10]に記載の孔あき金属箔の製造方法。
以下に記載する構成要件の説明は、本発明の代表的な実施態様に基づいてなされることがあるが、本発明はそのような実施態様に限定されるものではない。
なお、本明細書において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
金属箔の厚み方向に複数の貫通孔を有する孔あき金属箔であって、
貫通孔による平均開口率が0.5~10%であり、かつ、貫通孔の数密度が50~200個/mm2であり、
金属箔が、銅箔、銀箔、金箔、白金箔、ステンレス箔、チタン箔、タンタル箔、モリブデン箔、ニオブ箔、ジルコニウム箔、タングステン箔、ベリリウム銅箔、燐青銅箔、黄銅箔、洋白箔、錫箔、亜鉛箔、鉄箔、ニッケル箔、パーマロイ箔、ニクロム箔、42アロイ箔、コバール箔、モネル箔、インコネル箔、および、ハステロイ箔からなる群から選択される箔であり、または、この群から選択される箔と、選択された箔とは異なる種類の金属とが積層されてなる箔である孔あき金属箔である。
図1および図2に示す孔あき金属箔10は、金属箔1の厚み方向に複数の貫通孔6を有する。
本発明においては、金属箔として、上記の群から選択される箔、または、上記群から選択される箔と選択された箔とは異なる種類の金属とが積層されてなる箔を用い、金属箔に形成される貫通孔の平均開口率を0.5~10%とし、かつ、貫通孔の数密度を50~200個/mm2とする。これにより、この孔あき金属箔を集電体として用いた際に、プレドープを効率よく行うことができ、また、高い強度を有するため、二次電池の負極材や正極材として充放電時の体積の膨張収縮が大きい材料を用いた場合でも、充放電時の体積の膨張収縮により破損することを防止できる。
以上、プレドープ特性および強度の観点から、本発明の孔あき金属箔は、貫通孔の平均開口率を0.5~10%とし、かつ、貫通孔の数密度を50~200個/mm2とする。
また、プレドープ特性および強度をより向上できる観点から、貫通孔の数密度は、80~200個/mm2が好ましく、100~150個/mm2がより好ましい。
まず、孔あき金属箔の一方の面側に平行光光学ユニットを設置し、平行光を透過させて、孔あき金属箔の他方の面から、光学顕微鏡を用いて孔あき金属箔の表面を倍率100倍で撮影し、写真を取得する。得られた写真の10cm×10cmの範囲における1mm×1mmの視野(5箇所)について、透過した平行光によって投影される貫通孔の数と視野の面積(幾何学的面積)とから、数密度(貫通孔の数/幾何学的面積)を算出し、各視野(5箇所)における平均値を数密度として算出する。
なお、倍率は、貫通孔を20個以上抽出できるSEM写真が得られるように上述した範囲の倍率を適宜選択することができる。また、開口径は、貫通孔部分の端部間の距離の最大値を測定した。すなわち、貫通孔の開口部の形状は略円形状に限定はされないので、開口部の形状が非円形状の場合には、貫通孔部分の端部間の距離の最大値を開口径とする。従って、例えば、2以上の貫通孔が一体化したような形状の貫通孔の場合にも、これを1つの貫通孔とみなし、貫通孔部分の端部間の距離の最大値を開口径とする。
具体的には、金属箔として、銅箔、銀箔、金箔、白金箔、ステンレス箔、チタン箔、タンタル箔、モリブデン箔、ニオブ箔、ジルコニウム箔、タングステン箔、ベリリウム銅箔、燐青銅箔、黄銅箔、洋白箔、錫箔、亜鉛箔、鉄箔、ニッケル箔、パーマロイ箔、ニクロム箔、42アロイ箔、コバール箔、モネル箔、インコネル箔、および、ハステロイ箔からなる群から選択される箔が挙げられる。
また、金属箔は上記種類の金属を含む異なる2種以上の金属が積層されたものであってもよい。
金属箔の積層手法は特に限定されないが、メッキまたはクラッド材であることが好ましい。メッキに用いる金属は特に限定はないが、後述する製造方法で貫通孔を形成する場合には、貫通孔の形成に用いるエッチャントに対して溶解する金属原子を含む金属であればよい。メッキ種としては、例えば、ニッケル、クロム、コバルト、鉄、亜鉛、錫、銅、銀、金、白金、パラジウム、アルミニウム、などが挙げられる。
メッキの手法は特に問わず、無電解メッキ、電解メッキ、溶融メッキ、化成処理、などがいずれも用いられる。
また、上記金属箔に対してクラッド材を形成するのに用いる金属も特に限定はされず、エッチャントに対して溶解する金属原子を含む金属であることが好ましい。金属種としては、例えば、上記金属箔に用いられる金属が挙げられる。
後述する金属箔の貫通孔形成処理において、エッチャントと金属箔との組み合わせによっては反応残渣が発生することがある。反応残渣が存在すると経時にて腐食が発生する可能性がある。反応残渣の量はXRF解析によるハロゲンの検出量によって判断することができ、ハロゲンの検出量が0.4質量%以下であると経時による腐食の可能性が低減でき好ましい。
貫通孔を形成されていない状態の金属箔の破断強度を340N/mm2以上とすることで、貫通孔を形成した状態の孔あき金属箔の破断強度も高くすることができる。
ここで、金属箔の平均厚みは、接触式膜厚測定計(デジタル電子マイクロメータ)を用いて、任意の5点を測定した厚みの平均値をいう。
孔あき金属箔の製造方法1は、金属箔の一方の主面に、複数の金属粒子および重合体成分を含有する組成物を用いて、金属粒子の各々の一部が埋設された樹脂層を形成する樹脂層形成工程を有する。
また、孔あき金属箔の製造方法1は、樹脂層形成工程の後に、樹脂層を有する金属箔をエッチャントに接触させて金属粒子および金属箔の一部を溶解し、金属箔に貫通孔を形成する貫通孔形成工程を有する。
また、孔あき金属箔の製造方法1は、貫通孔形成工程の後に、樹脂層を除去し、貫通孔を有する孔あき金属箔を作製する樹脂層除去工程を有する。
更に、孔あき金属箔の製造方法1は、貫通孔形成工程の前に、金属箔の、樹脂層が形成される面とは反対側の主面に、重合体成分を含有する組成物を用いて保護層を形成する保護層形成工程を有していることが好ましい。
貫通孔形成工程によって、金属箔に、平均開口率が0.5~10%であり、かつ、数密度が50~200個/mm2である貫通孔を形成する。
すなわち、樹脂層形成工程および貫通孔形成工程を有することにより、後述する図3~図5にも示す通り、金属粒子とともに、金属粒子が埋設していた部分に対応する位置で金属箔が厚み方向に溶解し、貫通孔が形成されるため、簡便に作製できると考えられる。
孔あき金属箔の製造方法1は、複数の金属粒子および重合体成分を含有する組成物を用いた樹脂層形成工程により、図3に示すように、金属箔1の一方の主面に、複数の金属粒子2の各々の一部が埋設された樹脂層3が形成される。
また、孔あき金属箔の製造方法1は、重合体成分を含有する組成物を用いた任意の保護層形成工程により、図4に示すように、金属箔1の、樹脂層3が形成される面とは反対側の主面に、保護層4を形成することが好ましい。
また、孔あき金属箔の製造方法1は、樹脂層を有する金属箔をエッチャントに接触させて金属粒子および金属箔の一部を溶解する貫通孔形成工程により、図5に示すように、樹脂層3および金属箔1に貫通孔5が形成される。
また、孔あき金属箔の製造方法1は、樹脂層を除去する樹脂層除去工程により、図6に示すように、複数の貫通孔6を有する孔あき金属箔10が形成される。なお、保護層形成工程を有している場合、図6に示すように、樹脂層除去工程により、樹脂層および保護層が除去されることにより、複数の貫通孔6を有する孔あき金属箔10が形成される。
孔あき金属箔の製造方法1が有する樹脂層形成工程は、金属箔の一方の主面に、複数の金属粒子および重合体成分を含有する組成物を用いて、金属粒子の各々の少なくとも一部が埋設された樹脂層を形成する工程である。
樹脂層形成工程で用いる組成物は、少なくとも複数の金属粒子および重合体成分を含有する組成物である。
上記組成物に含まれる金属粒子は、後述する貫通孔形成工程で用いるエッチャントに対して溶解する金属原子を含む粒子であれば特に限定されないが、金属および/または金属化合物から構成される粒子であることが好ましく、金属から構成される粒子がより好ましい。
これらのうち、アルミニウム、ニッケル、および、銅であることが好ましく、アルミニウム、および、銅であることがより好ましい。
また、金属粒子の平均粒子径は、組成物における分散性などの観点から、1~10μmであることが好ましく、2μm超6μm以下であることがより好ましい。
ここで、金属粒子の平均粒子径は、レーザー回折・散乱式粒子径測定装置(日機装(株)製マイクロトラックMT3000)で測定される粒度分布の累積50%径をいう。
上記組成物に含まれる重合体成分は特に限定されず、従来公知の重合体成分を用いることができる。
重合体成分としては、具体的には、例えば、エポキシ系樹脂、シリコーン系樹脂、アクリル系樹脂、ウレタン系樹脂、エステル系樹脂、ウレタンアクリレート系樹脂、シリコーンアクリレート系樹脂、エポキシアクリレート系樹脂、エステルアクリレート系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリカーボネート系樹脂、および、フェノール系樹脂などが挙げられ、これらを1種単独で用いてもよく、2種以上を併用してもよい。
これらのうち、耐酸性に優れ、後述する貫通孔形成工程で用いるエッチャントとして酸性溶液を用いた場合にも、所望の貫通孔が得られやすくなる理由から、重合体成分が、フェノール系樹脂、アクリル系樹脂およびポリイミド系樹脂からなる群から選択される樹脂材料であることが好ましい。
酸性基の具体例としては、フェノール基(-Ar-OH)、スルホンアミド基(-SO2NH-R)、置換スルホンアミド系酸基(以下、「活性イミド基」という。)〔-SO2NHCOR、-SO2NHSO2R、-CONHSO2R〕、カルボキシル基(-CO2H)、スルホ基(-SO3H)、ホスホン基(-OPO3H2)が挙げられる。
なお、Arは置換基を有していてもよい2価のアリール連結基を表し、Rは、置換基を有していてもよい炭化水素基を表す。
特に、m-アミノスルホニルフェニルメタクリレート、N-(p-アミノスルホニルフェニル)メタクリルアミド、N-(p-アミノスルホニルフェニル)アクリルアミド等を好適に使用することができる。

スルホ基を有するアルカリ可溶性高分子としては、例えば、スルホ基と、重合可能な不飽和基と、を分子内にそれぞれ1以上有する化合物に由来する最小構成単位を主要構成単位とする重合体を挙げることができる。
ホスホン基を有するアルカリ水可溶性高分子としては、例えば、ホスホン基と、重合可能な不飽和基と、を分子内にそれぞれ1以上有する化合物に由来する最小構成単位を主要構成成分とする重合体を挙げることができる。
(m2)アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、アクリル酸アミル、アクリル酸ヘキシル、アクリル酸オクチル、アクリル酸ベンジル、アクリル酸-2-クロロエチル、グリシジルアクリレート、N-ジメチルアミノエチルアクリレート等のアルキルアクリレート。
(m3)メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、メタクリル酸アミル、メタクリル酸ヘキシル、メタクリル酸シクロヘキシル、メタクリル酸ベンジル、メタクリル酸-2-クロロエチル、グリシジルメタクリレート、N-ジメチルアミノエチルメタクリレート等のアルキルメタクリレート。
(m4)アクリルアミド、メタクリルアミド、N-メチロールアクリルアミド、N-エチルアクリルアミド、N-ヘキシルメタクリルアミド、N-シクロヘキシルアクリルアミド、N-ヒドロキシエチルアクリルアミド、N-フェニルアクリルアミド、N-ニトロフェニルアクリルアミド、N-エチル-N-フェニルアクリルアミド等のアクリルアミドもしくはメタクリルアミド。
(m5)エチルビニルエーテル、2-クロロエチルビニルエーテル、ヒドロキシエチルビニルエーテル、プロピルビニルエーテル、ブチルビニルエーテル、オクチルビニルエーテル、フェニルビニルエーテル等のビニルエーテル類。
(m6)ビニルアセテート、ビニルクロロアセテート、ビニルブチレート、安息香酸ビニル等のビニルエステル類。
(m7)スチレン、α-メチルスチレン、メチルスチレン、クロロメチルスチレン等のスチレン類。
(m8)メチルビニルケトン、エチルビニルケトン、プロピルビニルケトン、フェニルビニルケトン等のビニルケトン類。
(m9)エチレン、プロピレン、イソブチレン、ブタジエン、イソプレン等のオレフィン類。
(m10)N-ビニルピロリドン、N-ビニルカルバゾール、4-ビニルピリジン、アクリロニトリル、メタクリロニトリル等。
(m11)マレイミド、N-アクリロイルアクリルアミド、N-アセチルメタクリルアミド、N-プロピオニルメタクリルアミド、N-(p-クロロベンゾイル)メタクリルアミド等の不飽和イミド。
上記組成物は、塗布性の観点から、特開昭62-251740号や特開平3-208514号に記載されているような非イオン界面活性剤、特開昭59-121044号、特開平4-13149号に記載されているような両性界面活性剤を添加することができる。
上記組成物は、樹脂層を形成する際の作業性の観点から、溶媒を添加することができる。
溶媒としては、具体的には、例えば、エチレンジクロライド、シクロヘキサノン、メチルエチルケトン、メタノール、エタノール、プロパノール、エチレングリコールモノメチルエーテル、1-メトキシ-2-プロパノール、2-メトキシエチルアセテート、1-メトキシ-2-プロピルアセテート、ジメトキシエタン、乳酸メチル、乳酸エチル、N,N-ジメチルアセトアミド、N,N-ジメチルホルムアミド、テトラメチルウレア、N-メチルピロリドン、ジメチルスルホキシド、スルホラン、γ-ブチロラクトン、トルエン、水等が挙げられ、これらを1種単独で用いてもよく、2種以上を併用してもよい。
上述した組成物を用いた樹脂層の形成方法は特に限定されないが、金属箔上に組成物を塗布して樹脂層を形成する方法が好ましい。
金属箔上への塗布方法は特に限定されず、例えば、バーコート法、スリットコート法、インクジェット法、スプレー法、ロールコート法、回転塗布法、流延塗布法、スリットアンドスピン法、転写法等の方法を用いることができる。
n<r ・・・(1)
ここで、式(1)中、nは、形成される樹脂層の厚みを表し、rは、組成物に含まれる粒子の平均粒子径を表し、nおよびrの単位はいずれもμmを表す。
ここで、樹脂層の平均厚みは、ミクロトームを用いて切削し、断面を電子顕微鏡で観察した際に測定された任意の5点の厚みの平均値をいう。
更に、孔あき金属箔の製造方法1は、後述する貫通孔形成工程における作業性の観点から、貫通孔形成工程の前に、金属箔の、樹脂層が形成される面とは反対側の主面に、重合体成分を含有する組成物を用いて保護層を形成する保護層形成工程を有していることが好ましい。
ここで、重合体成分としては、上述した樹脂層形成工程で用いる組成物に含まれる重合体成分と同一のものが挙げられる。すなわち、任意の保護層形成工程で形成される保護層は、上述した金属粒子が埋設されていない以外は、上述した樹脂層と同様の層であり、保護層の形成方法についても、上述した金属粒子を用いない以外は、上述した樹脂層と同様の方法で形成することができる。
なお、保護層形成工程を有する場合、貫通孔形成工程の前の工程であれば、特に順序は限定されず、上述した樹脂層形成工程の前後または同時に行う工程であってもよい。
孔あき金属箔の製造方法1が有する貫通孔形成工程は、上述した樹脂層形成工程の後に、樹脂層を有する金属箔をエッチャントに接触させて、金属粒子および金属箔の一部を溶解し、金属箔に貫通孔を形成する工程であり、いわゆる化学エッチング処理により金属箔に貫通孔を形成する工程である。
エッチャントとしては、金属粒子および金属箔の金属種に適したエッチャントであれば、酸またはアルカリの化学溶液などを適宜用いることが可能である。
酸の例としては、塩酸、硫酸、硝酸、フッ酸、過酸化水素、酢酸などが挙げられる。
また、アルカリの例としては、カセイソーダ、カセイカリなどが挙げられる。
また、アルカリ金属塩としては、例えば、タケイ酸ソーダ、ケイ酸ソーダ、メタケイ酸カリ、ケイ酸カリ等のアルカリ金属ケイ酸塩;炭酸ソーダ、炭酸カリ等のアルカリ金属炭酸塩;アルミン酸ソーダ、アルミン酸カリ等のアルカリ金属アルミン酸塩;グルコン酸ソーダ、グルコン酸カリ等のアルカリ金属アルドン酸塩;第二リン酸ソーダ、第二リン酸カリ、第三リン酸ソーダ、第三リン酸カリ等のアルカリ金属リン酸水素塩が挙げられる。
また、塩化鉄(III)、塩化銅(II)などの無機塩も用いることができる。
また、これらは1種類でも、2種類以上混合して使用してもよい。
貫通孔を形成する処理は、樹脂層を有する金属箔を上述したエッチャントに接触させることにより行う。
接触させる方法は特に限定されず、例えば、浸せき法、スプレー法が挙げられる。
浸せき処理の時間は、15秒~10分であることが好ましく、30秒~6分であることがより好ましい。
また、浸漬させる際のエッチャントの液温は、25~70℃であることが好ましく、30~60℃であることがより好ましい。
孔あき金属箔の製造方法1が有する樹脂層除去工程は、上述した貫通孔形成工程の後に、樹脂層を除去し、貫通孔を有する孔あき金属箔を作製する工程である。
樹脂層を除去する方法は特に限定されないが、重合体成分として上述したアルカリ水可溶性高分子を用いる場合には、アルカリ性水溶液を用いて樹脂層を溶解して除去する方法が好ましい。
アルカリ性水溶液としては、具体的には、例えば、水酸化ナトリウム、水酸化カリウム、炭酸ナトリウム、ケイ酸ナトリウム、メタケイ酸ナトリウム、アンモニア水等の無機アルカリ類;エチルアミン、n-プロピルアミン等の第一アミン類;ジエチルアミン、ジ-n-ブチルアミン等の第二アミン類;トリエチルアミン、メチルジエチルアミン等の第三アミン類;ジメチルエタノールアミン、トリエタノールアミン等のアルコールアミン類;テトラメチルアンモニウムヒドロキシド、テトラエチルアンモニウムヒドロキシド等の第四級アンモニウム塩;ピロール、ピヘリジン等の環状アミン類;などが挙げられ、これらを1種単独で用いてもよく、2種以上を併用してもよい。
なお、上記アルカリ性水溶液に、アルコール類、界面活性剤を適当量添加して使用することもできる。
樹脂層を除去する処理は、例えば、貫通孔形成工程後の樹脂層を有する金属箔を上述したアルカリ性水溶液に接触させることにより行う。
接触させる方法は特に限定されず、例えば、浸せき法、スプレー法が挙げられる。
浸せき処理の時間は、5秒~5分であることが好ましく、10秒~2分であることがより好ましい。
また、浸漬させる際のアルカリ性水溶液は、25~60℃であることが好ましく、30~50℃であることがより好ましい。
孔あき金属箔の製造方法1は、防食処理を施す工程を有していることが好ましい。
また、防食処理を施すタイミングは特に限定されず、例えば、樹脂層形成工程で用いる金属箔に対して施す処理であってもよく、樹脂層除去工程においてアルカリ性水溶液に対して後述するトリアゾール類などを添加する処理であってもよく、樹脂層除去工程後に施す処理であってもよい。
また、トリアゾール類とともに、各種の有機防錆材、チアゾール類、イミダゾール類、メルカプタン類、トルエタノールアミンなども使用することができる。
また、溶液の温度は室温であればよいが、必要に応じては加温して使用してもよい。
また、金属箔の浸漬時間は、形成する無機誘電体皮膜の厚みなどにより適宜に選定される。
孔あき金属箔の製造方法1においては、カットシート状の金属箔を用いて、いわゆる枚葉式で各工程の処理を施すものであってもよいし、長尺な金属箔を、所定の搬送経路で長手方向に搬送しつつ各工程の処理を施す、いわゆるロール・ツー・ロール(Roll to Roll)(以下、「RtoR」ともいう。)による処理を行うものであってもよい。
本発明におけるRtoRとは、長尺な金属箔を巻回してなるロールから金属箔を送り出して、長手方向に搬送しつつ、搬送経路上に配置された各処理装置によって、上述した樹脂層形成工程、貫通孔形成工程などの処理を連続的に順次、行い、処理済の金属箔(すなわち、孔あき金属箔)を、再度、ロール状に巻回する製造方法である。
孔あき金属箔の製造方法1をRtoRで行うことで生産性をより向上できる。
例えば、孔あき金属箔の製造方法1では、樹脂層形成工程の後、貫通孔形成工程を行なうことで、金属粒子および金属箔の一部をエッチャントに接触させて溶解し、金属箔に貫通孔を形成する構成としたが、これに代えて、樹脂層形成工程の後、貫通孔形成工程の前に粒子を除去する粒子除去工程を経て、その後、貫通孔形成工程を行なう構成としてもよい。この場合には、樹脂層に含有される粒子としては、金属粒子に限定はされず、無機フィラー、無機-有機複合フィラー等を用いることができる。
このように、樹脂層形成工程および粒子除去工程を経ることにより、粒子が埋設していた部分に凹部が形成された樹脂層が得られ、その後の貫通孔形成工程において、樹脂層の凹部を起点に貫通孔が形成される。樹脂層の凹部を起点に貫通孔が形成される理由に関して、凹部の最深部においては、極めて薄い樹脂層が残存しているか、または、金属箔が露出している部分があるため、他の部位よりも優先的に凹部からエッチャントが浸入し、金属箔に貫通孔が形成されると考えられる。
具体的には、ガラス、酸化亜鉛、シリカ、アルミナ、酸化ジルコン、酸化錫、チタン酸カリウム、チタン酸ストロンチウム、硼酸アルミニウム、酸化マグネシウム、硼酸マグネシウム、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム、水酸化チタン、塩基性硫酸マグネシウム、炭酸カルシウム、炭酸マグネシウム、硫酸カルシウム、硫酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、リン酸カルシウム、窒化珪素、窒化チタン、窒化アルミ、炭化珪素、炭化チタン、硫化亜鉛、および、これらの少なくとも2種以上の複合化物等が挙げられる。
これらのうち、ガラス、シリカ、アルミナ、チタン酸カリウム、チタン酸ストロンチウム、硼酸アルミニウム、酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、リン酸カルシウム、および、硫酸カルシウムであることが好ましい。
合成樹脂粒子としては、具体的には、例えば、アクリル樹脂、ポリエチレン、ポリプロピレン、ポリエチレンオキシド、ポリプロピレンオキシド、ポリエチレンイミン、ポリスチレン、ポリウレタン、ポリウレア、ポリエステル、ポリアミド、ポリイミド、カルボキシメチルセルロールス、ゼラチン、デンプン、キチン、および、キトサンなどの樹脂粒子が挙げられる。
これらのうち、アクリル樹脂、ポリエチレン、ポリプロピレン、ポリスチレンの樹脂粒子であることが好ましい。
ここで、「粒子の各々の少なくとも一部が埋設された樹脂層の表面」とは、図3に示ように各粒子の一部が樹脂層に埋設されている場合には、各粒子および樹脂層の表面をいい、各粒子の全部が樹脂層に埋設されている場合には、樹脂層の表面をいう。
上記溶媒としては、樹脂層を溶解させる溶媒であれば特に限定されず、例えば、上述した樹脂層形成工程で用いる組成物の任意成分として記載した溶媒と同様の溶媒を用いることができる。
また、樹脂層の表面を擦る方法は特に限定されず、例えば、スポンジやブラシ(例えば、ワイヤーブラシ、ナイロンブラシロール)などを用いて擦る方法が挙げられる。
本発明においては、貫通孔を形成した後に、反応残渣を除去する残渣除去工程を有していてもよい。
前述のとおり、貫通孔形成処理において、金属箔を溶解する工程におけるエッチャントと金属箔との組み合わせによっては反応残渣が発生することがある。反応残渣が存在すると経時にて腐食が発生する可能性がある。そのため、貫通孔形成工程の後に、反応残渣を除去するために処理液で洗浄する工程を有していてもよい。
例えば、金属箔として銅箔を用い、エッチャントとして塩化鉄(III)水溶液を用いた場合には、処理液として、塩酸、アンモニア水、チオ硫酸ナトリウム、および、エタノールからなる群から選択される少なくとも1種で洗浄する残渣除去工程を施すことによって、反応残渣を除去することができる。洗浄は、液中に浸漬する方法や、スプレーなどで液をかける方法が使用できる。
残渣除去工程は、金属箔を溶解して貫通孔を形成した後であれば、樹脂層除去工程の前に行なっても後に行なってもよい。
本発明の孔あき金属箔は、蓄電デバイス用集電体(以下、「集電体」ともいう)として利用可能である。
集電体は、孔あき金属箔が厚み方向に複数の貫通孔を有していることにより、例えば、リチウムイオンキャパシタに用いた場合においては短時間でのリチウムのプレドープが可能となり、リチウムをより均一に分散させることが可能となる。また、活物質層や活性炭との密着性が良好となり、サイクル特性や出力特性、塗布適性等の生産性に優れる蓄電デバイスを作製することができる。
特に、本発明の孔あき金属箔を用いる集電体は、複数の貫通孔を有するにも関わらず、高い強度を有するので、二次電池の負極材および正極材として充放電時の体積の膨張収縮が大きい材料を用いた場合でも、充放電時の体積の膨張収縮により破損することを防止できる。
活物質層としては特に限定はなく、従来の蓄電デバイスにおいて用いられる公知の活物質層が利用可能である。
具体的には、孔あき金属箔を正極(二次電池用正極)の集電体として用いる場合の、活物質および活物質層に含有していてもよい導電材、結着剤、溶媒等については、特開2012-216513号公報の[0077]~[0088]段落に記載された材料を適宜採用することができ、その内容は本明細書に参照として取り込まれる。
中でも、正極の活物質として、硫黄または硫黄を含む化合物を用いる場合に、充放電時の体積の膨張収縮が大きくなる。そのため、このような活物質を用いる場合に、正極の集電体として、充放電時の体積の膨張収縮による破損を抑制できる本発明の孔あき金属箔が好適に用いられる。
また、孔あき金属箔を負極(二次電池用負極)の集電体として用いる場合の、活物質については、特開2012-216513号公報の[0089]段落に記載された材料を適宜採用することができ、その内容は本明細書に参照として取り込まれる。
中でも、負極の活物質として、SnおよびSiなどのリチウムと合金形成可能な金属を含む材料、例えば、酸化錫、酸化ケイ素、アモルファススズ酸化物、スズ珪素酸化物等を用いる場合に、充放電時の体積の膨張収縮が大きくなる。そのため、このような活物質を用いる場合に、負極の集電体として、充放電時の体積の膨張収縮による破損を抑制できる本発明の孔あき金属箔が好適に用いられる。
本発明の孔あき金属箔を集電体として利用する電極は、蓄電デバイスの正極あるいは負極として用いることができる。
ここで、蓄電デバイス(特に、二次電池)の具体的な構成や適用される用途については、特開2012-216513号公報の[0090]~[0123]段落に記載された材料や用途を適宜採用することができ、その内容は本明細書に参照として取り込まれる。
本発明の孔あき金属箔を集電体として用いた正極は、孔あき金属箔を正極に用いた正極集電体と、正極集電体の表面に形成される正極活物質を含む層(正極活物質層)とを有する正極(二次電池用正極)である。
ここで、上記正極活物質や、上記正極活物質層に含有していてもよい導電材、結着剤、溶媒等については、特開2012-216513号公報の[0077]~[0088]段落に記載された材料を適宜採用することができ、その内容は本明細書に参照として取り込まれる。
本発明の孔あき金属箔を集電体として用いた負極は、孔あき金属箔を負極に用いた負極集電体と、負極集電体の表面に形成される負極活物質を含む層とを有する負極(二次電池用負極)である。
ここで、上記負極活物質については、特開2012-216513号公報の[0089]段落に記載された材料を適宜採用することができ、その内容は本明細書に参照として取り込まれる。
本発明の孔あき金属箔は、蓄電デバイス用の集電体の他、耐熱フィルター、耐熱微粒子フィルター、防音材、オイル回収フィルター、静電フィルター、抗菌フィルター、液体改質フィルター、水電解フィルター、排ガス浄化フィルター、食品濾過フィルター、海洋生物濾過フィルター、ダストフィルター、DNA(deoxyribonucleic acid)フィルター、微粉分級フィルター、固液分離フィルター、脱臭フィルター、光触媒担持体、水素発生触媒担体、酵素電極、貴金属吸収材の担体、抗菌用担体、吸着剤、吸収剤、光学フィルター、遠赤外線カットフィルター、防音・吸音材、電磁波シールド、直接型燃料電池のガス拡散層・セパレータ、微生物保管容器酸素供給口用ネット、建築用材料、照明用途、金属調装飾用途等にも用いることができる。
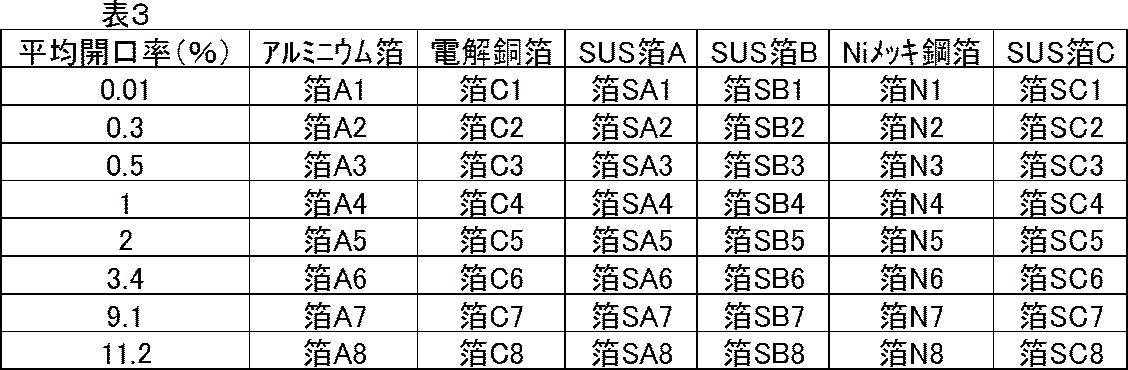
・アルミニウム箔:(株)UACJ製 1085材 厚さ20μm
・電解銅箔:福田金属箔粉工業(株)製 電解銅箔 SV 厚さ10μm
・SUS箔A:新日鉄住金マテリアルズ(株)製 NSSCFW2BA 厚さ10μm
・SUS箔B:新日鉄住金マテリアルズ(株)製 NSSC190BA 厚さ10μm
・SUS箔C:新日鉄住金マテリアルズ(株)製 NSSC190H 厚さ10μm
・Niメッキ鋼箔:新日鉄住金マテリアルズ(株)製 SUPER NICKEL 厚さ10μm
破断強度の測定結果を表1に示す。

金属箔上の片面に、下記組成に調製した樹脂層形成用組成物1を塗布し、乾燥させ、厚みが約1μmの樹脂層A1を形成した。
また、金属箔の逆側の面には、銅粒子を除いた以外は下記樹脂層形成用組成物1と同様の比率で調製した組成物を塗布し、乾燥させ、厚みが約1μmの保護層B1を形成した。
―――――――――――――――――――――――――――――――――
樹脂層形成用組成物1
―――――――――――――――――――――――――――――――――
・m,p-クレゾールノボラック
(m/p比=6/4、重量平均分子量4100) 1.2g
・HXR-Cu(銅粒子、平均粒子径:5.0μm、
日本アトマイズ加工(株)製) 0.3g
・メガファックF-780-F(界面活性剤、DIC(株)製)0.1g
・メチルエチルケトン 1.0g
・1-メトキシ-2-プロパノール 5.0g
―――――――――――――――――――――――――――――――――
次いで、50℃に保温したエッチャント〔塩化鉄(III)濃度:30質量%、塩酸濃度:3.65質量%〕に、樹脂層A1および保護層B1を有する金属箔を浸漬し、その後、スプレーによる水洗を行い、乾燥させることにより、貫通孔を形成した。
次いで、貫通孔形成後の銅箔を、液温50℃のアルカリ性水溶液(水酸化ナトリウム濃度:0.4質量%)中に120秒間浸漬させることにより、樹脂層A1および保護層B1を溶解し、除去した。
その後、スプレーによる水洗を行い、乾燥させることにより、貫通孔を有する孔あき金属箔を作製した。
孔あき金属箔の一方の面側に平行光光学ユニットを設置し、平行光を透過させて、孔あき金属箔の他方の面から、光学顕微鏡を用いて孔あき金属箔の表面を倍率100倍で撮影し、写真を取得した。得られた写真の10cm×10cmの範囲における1mm×1mmの視野(5箇所)について、透過した平行光によって投影される貫通孔の数と視野の面積(幾何学的面積)とから、数密度(貫通孔の数/幾何学的面積)を算出し、各視野(5箇所)における平均値を数密度として算出した。
平均開口率と数密度(平均値)との関係を表2に示す。
なお、平均開口径は、いずれの場合も10μm程度であった。
次に、調整したスラリーを、孔あき金属箔の両面に、ダイコーターによって合計200μmの厚みになるように塗工し、120℃で30分間乾燥し、孔あき金属箔の表面に活物質層を形成し負極電極を作製した。
次に、調整したスラリーを、孔あき金属箔の両面に、ダイコーターによって合計200μmの厚みになるように塗工し、120℃で30分間乾燥し、孔あき金属箔の表面に活物質層を形成し正極電極を作製した。
具体的には、コイン型電池は、CR2032型(直径20mm 厚さ3.2mm)とし、上記で作製した正極電極及び負極電極を用いて作製した。
放充電サイクル試験は、25℃下で充放電条件0.5Cで20サイクル行い、初期状態の容量に対する、試験後の容量の比率を求め、以下の基準で評価した。
容量は、東洋システム(株)製 TOSCAT-3000を用いて測定した。A、B評価が合格である。
A:容量80%以上
B:容量70%以上80%未満
C:容量70%未満
A:異常なし
B:表層にのみクラック発生
C:集電体に達するクラック発生
D:電極材の剥離発生
実施例および比較例の構成、ならびに、評価結果を表4に示す。

1%塩酸に10秒浸漬し、その後、スプレーによる水洗を行い、乾燥させることによって、貫通孔を有する孔あき金属箔を作製した。残渣除去工程の前後でXRF解析によるハロゲンの検出を行なって反応残渣を測定したところ、残渣除去工程の前の塩素原子の検出量は0.44質量%であったのに対して、残渣除去工程の後は0.0095質量%であった。
箔C6および箔C9について、温度60℃、相対湿度70%の雰囲気に1週間放置した後、腐食の有無を目視で確認した。
その結果、箔C6は表面に腐食が確認された。一方、箔C9は表面に腐食が発生していなかった。
以下の方法でSUS箔Cに貫通孔を形成して、表5に示す平均開口率および数密度の貫通孔を有する孔あき金属箔を作製した。
続いて、エッチングを行い、レジストの無い部分の金属箔を溶解し、貫通孔を形成した。
表5に、作製した孔あき金属箔の貫通孔の平均開口径および数密度を示す。また、各孔あき金属箔に表5のように記号を付した。表5に示す孔あき金属箔はいずれも本発明の比較例に該当する。
なお、いずれの場合も平均開口径は100μm程度である。

機械的な穿孔方法では、多数のピン状のダイセットを使用した。この方法で出来る孔は、ピンの径で決まるため、穿孔中にピンの破損がおこらず安定的に穿孔が可能な範囲で、直径300μmの貫通孔を形成した。
貫通孔の数密度を変えることで平均開口率を調整した。
表6に、作製した孔あき金属箔の貫通孔の平均開口径および数密度を示す。また、各孔あき金属箔に表6のように記号を付した。表6に示す孔あき金属箔はいずれも本発明の比較例に該当する。

負極用活物質として、グラファイトの粉末90質量部と、バインダー(日本ゼオン(株)製 BM-400B)10質量部と、を、水に添加して分散することにより、スラリーを調整した。
次に、調整したスラリーを、孔あき金属箔の両面に、ダイコーターによって合計200μmの厚みになるように塗工し、120℃で30分間乾燥し、孔あき金属箔の表面に活物質層を形成し、負極電極を作製した。
具体的には、正極電極、セパレータ、負極電極、セパレータ、正極電極、セパレータ、負極電極、および、リチウム箔の順に積層し、電解液中に浸漬することでセルを作製した。
セパレータは、旭化成(株)製 ハイポアを用いた。
電解液は、1mol LiPF6/ECを用いた。
なお、セルはコインセルで、電極の有効部分はいずれも直径10mmの円形とした。
リチウム箔と負極電極とを短絡させて、プレドープを開始する。72時間後にセルを解体し、リチウム箔と隣接しない方の負極電極について目視で観察しプレドープの状態を以下の基準で評価した。
A:負極全面にリチウムが吸着している
B:リチウムの吸着が不均一
実施例および比較例の構成、ならびに、評価結果を表7に示す。
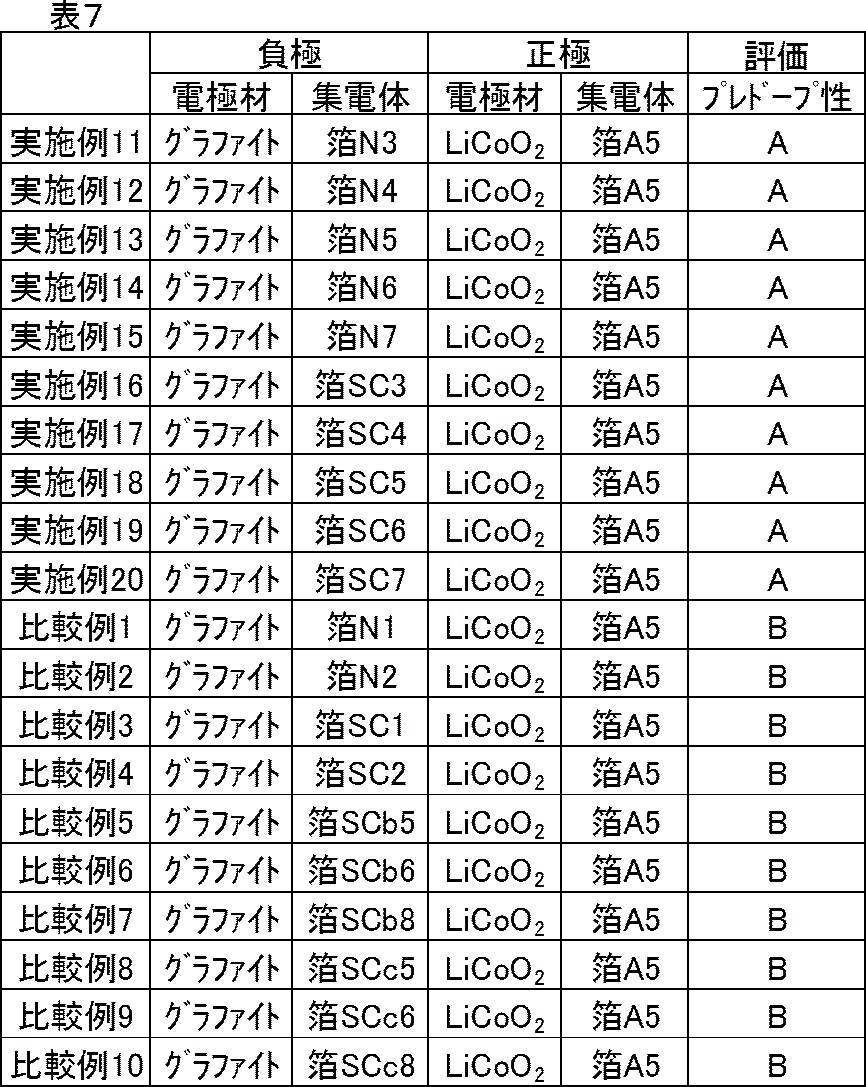
一方、貫通孔の平均開口径が大きく数密度が小さい孔あき金属箔の場合には、プレドープが均一に行えないことがわかる。また、平均開口率が小さすぎると、プレドープが均一に行なえないことがわかる。
正極活物質として、硫黄とカーボンの複合材を用いた正極電極を作製した。集電体としては、表3に記載の、箔SA7、箔SC7、及び箔A7の孔あき金属箔を使用した。SUS製の箔SA7、箔SC7を用いた電極が本願の実施例であり、アルミニウム製の箔A7を用いた電極が本願の比較例である。
対極になる負極には、グラファイトを用いた負極電極を使用した。負極用の集電体には、同じ開口率の銅箔C7を使用した。
次に、調整したスラリーを、孔あき金属箔の両面に、ダイコーターによって合計200μmの厚みになるように塗工し、120℃で30分間乾燥し、孔あき金属箔の表面に活物質層を形成し正極電極を作製した。
具体的には、コイン型電池は、CR2032型とし、上記で作製した正極電極及び負極電極を用いて作製した。
放充電サイクル試験は、25℃下で充放電条件0.5Cで20サイクル行い、初期状態の容量に対する、試験後の容量の比率を求め、以下の基準で評価した。
容量は、東洋システム(株)製 TOSCAT-3000を用いて測定した。A、B評価が合格である。
A:容量80%以上
B:容量70%以上80%未満
C:容量70%未満
A:異常なし
B:表層にのみクラック発生
C:集電体に達するクラック発生
D:電極材の剥離発生
実施例および比較例の構成、ならびに、評価結果を表8に示す。なお、表8の正極の電極材の項目において、硫黄-カーボン複合材を含む電極材を「S/C複合材」と表記する。
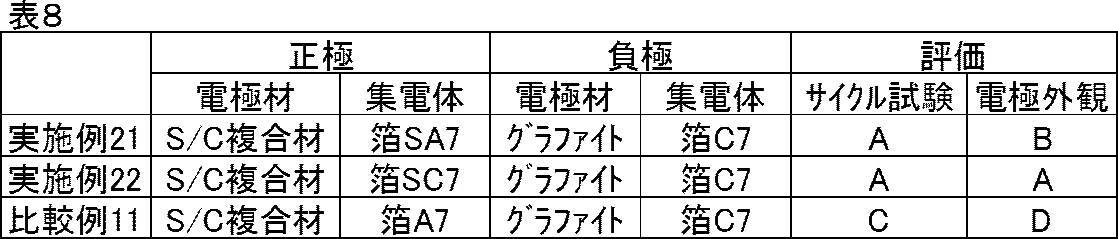
以上の結果から本発明の効果は明らかである。
2 金属粒子
3 樹脂層
4 保護層
5、6 貫通孔
10 孔あき金属箔
Claims (11)
- 金属箔の厚み方向に複数の貫通孔を有する孔あき金属箔であって、
前記貫通孔による平均開口率が0.5~10%であり、かつ、前記貫通孔の数密度が50~200個/mm2であり、
前記金属箔が、銅箔、銀箔、金箔、白金箔、ステンレス箔、チタン箔、タンタル箔、モリブデン箔、ニオブ箔、ジルコニウム箔、タングステン箔、ベリリウム銅箔、燐青銅箔、黄銅箔、洋白箔、錫箔、亜鉛箔、鉄箔、ニッケル箔、パーマロイ箔、ニクロム箔、42アロイ箔、コバール箔、モネル箔、インコネル箔、および、ハステロイ箔からなる群から選択される箔であり、または、前記群から選択される箔と、選択された箔とは異なる種類の金属とが積層されてなる箔である孔あき金属箔。 - 前記金属箔が、ステンレス箔、または、ニッケルメッキ鋼箔である請求項1に記載の孔あき金属箔。
- 前記貫通孔を形成されていない状態の前記金属箔の破断強度が340N/mm2以上である請求項1または2に記載の孔あき金属箔。
- 前記貫通孔の平均開口率が1~10%である請求項1~3のいずれか一項に記載の孔あき金属箔。
- 前記貫通孔の数密度が80~200個/mm2である請求項1~4のいずれか一項に記載の孔あき金属箔。
- 前記金属箔が銅箔である請求項1または2に記載の孔あき金属箔。
- 前記銅箔が、XRF解析によるハロゲンの検出量が0.4質量%以下である請求項6に記載の孔あき金属箔。
- 請求項1~7のいずれか一項に記載の孔あき金属箔からなる負極集電体と、
前記負極集電体の表面に形成される、負極活物質を含む活物質層とを有し、
前記負極活物質が、シリコン、錫、および、これらの酸化物の少なくとも1つである二次電池用負極。 - 請求項1~7のいずれか一項に記載の孔あき金属箔からなる正極集電体と、
前記正極集電体の表面に形成される、正極活物質を含む活物質層とを有し、
前記正極活物質が、硫黄または、硫黄を含む化合物の少なくとも1つである二次電池用正極。 - 請求項1~7のいずれか一項に記載の孔あき金属箔を製造する方法であって、
前記金属箔に貫通孔を形成する貫通孔形成工程を有し、
前記貫通孔形成工程によって、平均開口率が0.5~10%であり、かつ、数密度が50~200個/mm2である貫通孔を形成する孔あき金属箔の製造方法。 - 前記金属箔が銅箔であり、
前記貫通孔を形成した後に、塩酸、アンモニア水、チオ硫酸ナトリウム、および、エタノールからなる群から選択される少なくとも1種で洗浄する残渣除去工程と、を有する請求項10に記載の孔あき金属箔の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201880032582.8A CN110637385A (zh) | 2017-05-18 | 2018-04-23 | 穿孔金属箔、穿孔金属箔的制造方法、二次电池用负极及二次电池用正极 |
| EP18802907.8A EP3627599A4 (en) | 2017-05-18 | 2018-04-23 | PERFORATED METAL FILM, METHOD FOR PRODUCING THE PERFORATED METAL FILM, NEGATIVE SECONDARY BATTERY ELECTRODE AND POSITIVE SECONDARY BATTERY ELECTRODE |
| KR1020197033816A KR20190135053A (ko) | 2017-05-18 | 2018-04-23 | 구멍이 뚫린 금속박, 구멍이 뚫린 금속박의 제조 방법, 이차 전지용 부극 및 이차 전지용 정극 |
| JP2019519146A JP6963606B2 (ja) | 2017-05-18 | 2018-04-23 | 孔あき金属箔の製造方法 |
| US16/683,817 US20200082998A1 (en) | 2017-05-18 | 2019-11-14 | Perforated metal foil, method for manufacturing perforated metal foil, negative electrode for secondary battery, and positive electrode for secondary battery |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-099007 | 2017-05-18 | ||
| JP2017099007 | 2017-05-18 | ||
| JP2017247553 | 2017-12-25 | ||
| JP2017-247553 | 2017-12-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/683,817 Continuation US20200082998A1 (en) | 2017-05-18 | 2019-11-14 | Perforated metal foil, method for manufacturing perforated metal foil, negative electrode for secondary battery, and positive electrode for secondary battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018211916A1 true WO2018211916A1 (ja) | 2018-11-22 |
Family
ID=64273534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/016425 Ceased WO2018211916A1 (ja) | 2017-05-18 | 2018-04-23 | 孔あき金属箔、孔あき金属箔の製造方法、二次電池用負極および二次電池用正極 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200082998A1 (ja) |
| EP (1) | EP3627599A4 (ja) |
| JP (1) | JP6963606B2 (ja) |
| KR (1) | KR20190135053A (ja) |
| CN (1) | CN110637385A (ja) |
| WO (1) | WO2018211916A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114744207A (zh) * | 2022-03-29 | 2022-07-12 | 佛山市中技烯米新材料有限公司 | 一种补锂集流体、补锂电极 |
| WO2026014394A1 (ja) * | 2024-07-11 | 2026-01-15 | 三菱瓦斯化学株式会社 | 水性組成物、ステンレス鋼開孔箔およびその製造方法 |
| WO2026014395A1 (ja) * | 2024-07-11 | 2026-01-15 | 三菱瓦斯化学株式会社 | 水性組成物、ステンレス鋼開孔箔およびその製造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7470039B2 (ja) * | 2018-03-30 | 2024-04-17 | 大阪瓦斯株式会社 | 金属板の製造方法 |
| WO2019189912A1 (ja) * | 2018-03-30 | 2019-10-03 | 大阪瓦斯株式会社 | 電気化学素子の金属支持体、電気化学素子、電気化学モジュール、電気化学装置、エネルギーシステム、固体酸化物形燃料電池、固体酸化物形電解セルおよび金属支持体の製造方法 |
| JP7470038B2 (ja) | 2018-03-30 | 2024-04-17 | 大阪瓦斯株式会社 | 電気化学素子の金属支持体、電気化学素子、電気化学モジュール、電気化学装置、エネルギーシステム、固体酸化物形燃料電池、固体酸化物形電解セルおよび金属支持体の製造方法 |
| JP7343540B2 (ja) * | 2021-04-21 | 2023-09-12 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池の集電体および二次電池 |
| KR102815215B1 (ko) * | 2022-02-16 | 2025-06-02 | 한국화학연구원 | 수지상 리튬의 성장 억제용 애노드 집전체 및 그 제조 방법 |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59121044A (ja) | 1982-12-27 | 1984-07-12 | Fuji Photo Film Co Ltd | 光可溶化組成物 |
| JPS62251740A (ja) | 1986-04-24 | 1987-11-02 | Fuji Photo Film Co Ltd | ポジ型感光性組成物 |
| JPH03208514A (ja) | 1990-01-04 | 1991-09-11 | Nippon Steel Corp | 塗装鋼板の切断方法 |
| JPH0413149A (ja) | 1990-05-02 | 1992-01-17 | Fuji Photo Film Co Ltd | 感光性組成物 |
| JPH0922699A (ja) * | 1995-07-06 | 1997-01-21 | Toshiba Battery Co Ltd | ポリマー電解質二次電池 |
| JP2003263979A (ja) * | 2002-03-12 | 2003-09-19 | Matsushita Electric Ind Co Ltd | 非水電解質二次電池およびその製造法 |
| JP2006228512A (ja) * | 2005-02-16 | 2006-08-31 | Mitsui Mining & Smelting Co Ltd | 非水電解液二次電池用負極 |
| JP2012004491A (ja) * | 2010-06-21 | 2012-01-05 | Nec Tokin Corp | 蓄電デバイス |
| WO2012049967A1 (ja) * | 2010-10-14 | 2012-04-19 | 株式会社クレハ | 非水電解質二次電池用負極合剤、非水電解質二次電池用負極および非水電解質二次電池 |
| JP2012138408A (ja) * | 2010-12-24 | 2012-07-19 | Nec Tokin Corp | 電気化学デバイスおよびその製造方法 |
| JP2012216513A (ja) | 2011-03-29 | 2012-11-08 | Fujifilm Corp | 集電体用アルミニウム基材、集電体、正極、負極および二次電池 |
| JP2013077734A (ja) | 2011-09-30 | 2013-04-25 | Asahi Kasei Corp | 電極およびその製造方法 |
| WO2014119582A1 (ja) * | 2013-01-29 | 2014-08-07 | 古河電気工業株式会社 | 電解銅箔、該電解銅箔を用いたリチウムイオン二次電池用電極、該電極を用いたリチウムイオン二次電池 |
| WO2014178327A1 (ja) * | 2013-04-30 | 2014-11-06 | 古河電気工業株式会社 | リチウムイオン二次電池負極集電体用銅箔 |
| WO2016159058A1 (ja) * | 2015-03-30 | 2016-10-06 | 日立化成株式会社 | リチウムイオン二次電池及びその製造方法 |
| JP2018053276A (ja) * | 2016-09-26 | 2018-04-05 | 富士フイルム株式会社 | 孔あき金属基板の製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4520084A (en) * | 1984-06-07 | 1985-05-28 | Standard Oil Company (Indiana) | Etched metal electrodes and their use in nonaqueous electrochemical cells |
| CN1215202C (zh) * | 2000-11-13 | 2005-08-17 | 松下电器产业株式会社 | 碱性蓄电池负极用多孔镍箔、制造此镍箔的方法及其制造装置 |
| TW200520291A (en) * | 2003-12-12 | 2005-06-16 | Mitsui Mining & Smelting Co | Negative electrode collector for nonaqueous electrolyte secondary battery |
| JP4298578B2 (ja) * | 2004-05-06 | 2009-07-22 | 三井金属鉱業株式会社 | キャリア箔付き多孔質金属箔及びその製造方法 |
| JP2006193825A (ja) * | 2004-12-13 | 2006-07-27 | Mitsui Mining & Smelting Co Ltd | 孔開き電解金属箔並びにキャリア基材付孔開き電解金属箔及びこれらの製造方法 |
| JP5681351B2 (ja) * | 2009-06-19 | 2015-03-04 | 旭化成株式会社 | 電極集電体及びその製造方法、電極並びに蓄電素子 |
| JP2011216364A (ja) * | 2010-03-31 | 2011-10-27 | Toyo Aluminium Kk | 負極集電体用金属箔 |
| JP2011222672A (ja) * | 2010-04-07 | 2011-11-04 | Daiso Co Ltd | 孔あき導電箔及びその製造方法 |
| JP5306418B2 (ja) * | 2010-07-09 | 2013-10-02 | 日新製鋼株式会社 | 銅被覆鋼箔、負極用電極及び電池 |
| CN103958742B (zh) * | 2011-10-27 | 2016-07-13 | 日立金属株式会社 | 多孔铝箔的制造方法、多孔铝箔、蓄电装置用正极集电体、蓄电装置用电极,以及蓄电装置 |
| WO2016017380A1 (ja) * | 2014-07-31 | 2016-02-04 | 富士フイルム株式会社 | アルミニウム板 |
| JP2016141833A (ja) * | 2015-01-30 | 2016-08-08 | サンズ株式会社 | 金属箔の製造装置及び金属箔の製造方法、並びに、電池又は電池要素の製造装置及び電池又は電池要素の製造方法 |
| KR20180025909A (ko) * | 2015-07-30 | 2018-03-09 | 후지필름 가부시키가이샤 | 알루미늄판 및 알루미늄판의 제조 방법 |
| JP6778268B2 (ja) * | 2016-09-26 | 2020-10-28 | 富士フイルム株式会社 | 孔あき金属箔の製造方法 |
-
2018
- 2018-04-23 EP EP18802907.8A patent/EP3627599A4/en not_active Withdrawn
- 2018-04-23 JP JP2019519146A patent/JP6963606B2/ja not_active Expired - Fee Related
- 2018-04-23 KR KR1020197033816A patent/KR20190135053A/ko not_active Ceased
- 2018-04-23 WO PCT/JP2018/016425 patent/WO2018211916A1/ja not_active Ceased
- 2018-04-23 CN CN201880032582.8A patent/CN110637385A/zh active Pending
-
2019
- 2019-11-14 US US16/683,817 patent/US20200082998A1/en not_active Abandoned
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59121044A (ja) | 1982-12-27 | 1984-07-12 | Fuji Photo Film Co Ltd | 光可溶化組成物 |
| JPS62251740A (ja) | 1986-04-24 | 1987-11-02 | Fuji Photo Film Co Ltd | ポジ型感光性組成物 |
| JPH03208514A (ja) | 1990-01-04 | 1991-09-11 | Nippon Steel Corp | 塗装鋼板の切断方法 |
| JPH0413149A (ja) | 1990-05-02 | 1992-01-17 | Fuji Photo Film Co Ltd | 感光性組成物 |
| JPH0922699A (ja) * | 1995-07-06 | 1997-01-21 | Toshiba Battery Co Ltd | ポリマー電解質二次電池 |
| JP2003263979A (ja) * | 2002-03-12 | 2003-09-19 | Matsushita Electric Ind Co Ltd | 非水電解質二次電池およびその製造法 |
| JP2006228512A (ja) * | 2005-02-16 | 2006-08-31 | Mitsui Mining & Smelting Co Ltd | 非水電解液二次電池用負極 |
| JP2012004491A (ja) * | 2010-06-21 | 2012-01-05 | Nec Tokin Corp | 蓄電デバイス |
| WO2012049967A1 (ja) * | 2010-10-14 | 2012-04-19 | 株式会社クレハ | 非水電解質二次電池用負極合剤、非水電解質二次電池用負極および非水電解質二次電池 |
| JP2012138408A (ja) * | 2010-12-24 | 2012-07-19 | Nec Tokin Corp | 電気化学デバイスおよびその製造方法 |
| JP2012216513A (ja) | 2011-03-29 | 2012-11-08 | Fujifilm Corp | 集電体用アルミニウム基材、集電体、正極、負極および二次電池 |
| JP2013077734A (ja) | 2011-09-30 | 2013-04-25 | Asahi Kasei Corp | 電極およびその製造方法 |
| WO2014119582A1 (ja) * | 2013-01-29 | 2014-08-07 | 古河電気工業株式会社 | 電解銅箔、該電解銅箔を用いたリチウムイオン二次電池用電極、該電極を用いたリチウムイオン二次電池 |
| WO2014178327A1 (ja) * | 2013-04-30 | 2014-11-06 | 古河電気工業株式会社 | リチウムイオン二次電池負極集電体用銅箔 |
| WO2016159058A1 (ja) * | 2015-03-30 | 2016-10-06 | 日立化成株式会社 | リチウムイオン二次電池及びその製造方法 |
| JP2018053276A (ja) * | 2016-09-26 | 2018-04-05 | 富士フイルム株式会社 | 孔あき金属基板の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3627599A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114744207A (zh) * | 2022-03-29 | 2022-07-12 | 佛山市中技烯米新材料有限公司 | 一种补锂集流体、补锂电极 |
| WO2026014394A1 (ja) * | 2024-07-11 | 2026-01-15 | 三菱瓦斯化学株式会社 | 水性組成物、ステンレス鋼開孔箔およびその製造方法 |
| WO2026014395A1 (ja) * | 2024-07-11 | 2026-01-15 | 三菱瓦斯化学株式会社 | 水性組成物、ステンレス鋼開孔箔およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110637385A (zh) | 2019-12-31 |
| US20200082998A1 (en) | 2020-03-12 |
| EP3627599A1 (en) | 2020-03-25 |
| JP6963606B2 (ja) | 2021-11-10 |
| EP3627599A4 (en) | 2020-05-27 |
| KR20190135053A (ko) | 2019-12-05 |
| JPWO2018211916A1 (ja) | 2020-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6858868B2 (ja) | 金属箔、金属箔の製造方法、二次電池用負極および二次電池用正極 | |
| JP6963606B2 (ja) | 孔あき金属箔の製造方法 | |
| JP6778268B2 (ja) | 孔あき金属箔の製造方法 | |
| CN103314474B (zh) | 锂离子二次电池、该二次电池用电极、以及该二次电池的电极用电解铜箔 | |
| JPWO2018168786A1 (ja) | 電磁波シールド部材 | |
| CN111225997B (zh) | 铝箔及电极用铝部件 | |
| CN106340668A (zh) | 电解铜箔、锂离子二次电池用负电极和锂离子二次电池 | |
| KR20190088460A (ko) | 개선된 2 차 Li 이온 전지 및 Li 커패시터 전극 조성물 | |
| JP2011134651A (ja) | 非水溶媒二次電池負極集電体用銅箔その製造方法及び非水溶媒二次電池負極電極の製造方法 | |
| JP5142254B2 (ja) | リチウムイオン電池の正極板及びその製造方法、ならびに、それを用いたリチウムイオン電池 | |
| JP6866480B2 (ja) | 加飾フィルム | |
| WO2008044763A1 (fr) | Matériau patte-langue et procédé de production correspondant | |
| JP2018053276A (ja) | 孔あき金属基板の製造方法 | |
| JP6943981B2 (ja) | 積層体、複合体および複合体の製造方法 | |
| JP2006202636A (ja) | リチウム2次電池電極用銅箔およびその製造方法、該銅箔を用いたリチウム2次電池用電極およびリチウム2次電池 | |
| JP2006278154A (ja) | 水分除去方法及び非水電解液二次電池用電極の製造方法 | |
| JP2006228652A (ja) | リチウム2次電池電極用銅箔およびその製造方法、該銅箔を用いたリチウム2次電池用電極およびリチウム2次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18802907 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019519146 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20197033816 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018802907 Country of ref document: EP Effective date: 20191218 |