WO2019013025A1 - 成形品およびその製造方法 - Google Patents
成形品およびその製造方法 Download PDFInfo
- Publication number
- WO2019013025A1 WO2019013025A1 PCT/JP2018/025037 JP2018025037W WO2019013025A1 WO 2019013025 A1 WO2019013025 A1 WO 2019013025A1 JP 2018025037 W JP2018025037 W JP 2018025037W WO 2019013025 A1 WO2019013025 A1 WO 2019013025A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- molded article
- fiber
- resin composition
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/24—Di-epoxy compounds carbocyclic
- C08G59/245—Di-epoxy compounds carbocyclic aromatic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/22—Di-epoxy compounds
- C08G59/24—Di-epoxy compounds carbocyclic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/66—Mercaptans
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/688—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing phosphorus
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/249—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs characterised by the additives used in the prepolymer mixture
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/36—Sulfur-, selenium-, or tellurium-containing compounds
- C08K5/37—Thiols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2463/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2463/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2463/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/32—Phosphorus-containing compounds
- C08K2003/321—Phosphates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
Definitions
- the present invention relates to a molded article of fiber reinforced composite material and a method of manufacturing the same.
- the molded article having a cured coating having excellent surface quality by significantly reducing the surface irregularities of the molded article resulting from the shrinkage of the form of the reinforcing fiber and the resin material It relates to the manufacturing method.
- CFRP fiber reinforced resin
- a sheet molding compound (SMC) molding method, a bulk molding compound (BMC) molding method and the like are often used as a method of producing a fiber reinforced resin molded product.
- the resin transfer molding (RTM) method has attracted attention and its application is in progress.
- the resin transfer molding (RTM) method is excellent in productivity because it can use reinforcing fibers in the form of continuous fibers, has very high mechanical properties, and can be formed in a short cycle time.
- the fiber-reinforced resin molded product obtained by these molding methods has a defect due to a filling defect of the resin on the surface, or a surface irregularity due to the form of the reinforcing fiber and the shrinkage of the resin,
- the surface smoothness is often inferior to that of metal members often used.
- the surface smoothness is not sufficient.
- a fiber-reinforced resin molded product having a large surface area or a complex shape such as a curved surface or a surface bent in a vertical direction often takes much time for repair and polishing.
- Patent Document 1 a composition for covering a fiber-reinforced resin molding between the surface of the fiber-reinforced resin-impregnated body and the surface of the mold after obtaining the fiber-reinforced resin impregnated body by the RTM method ( Inject resin (a resin different from matrix resin). Then, after completion of the injection, the mold is re-clamped, and the composition for covering the fiber-reinforced resin molded product is cured to obtain a fiber-reinforced resin molded product in which the fibers and pinholes on the surface of the molded product are concealed.
- inject resin a resin different from matrix resin
- the composition for covering a fiber-reinforced resin molded article is required to be excellent in transparency as a film, to be cured in a short time to improve productivity, and to have storage stability.
- an epoxy composition for electronic parts in which an epoxy resin, a thiol compound and a phosphine are combined to improve the curing rate (Patent Document 2), an alicyclic epoxy resin having a specific structure and a curing agent, a curing accelerator, and a thiol
- Patent Document 3 excellent in light transmittance and low stress property, and it combines an epoxy resin, a thiol system hardening agent, and a hardening adjuvant, and has favorable storage stability.
- Epoxy resin coating composition (Patent Document 4), a compound having two or more epoxy groups and / or thiirane groups in the molecule, an ionic liquid and two or more thiol groups in the molecule Combining polythiol compound, a resin composition having both a balance of storage stability and curing property (Patent Document 5) are disclosed having.
- both the matrix resin and the cured film thermally shrink thermally shrink.
- the change in the surface is small because the absolute amount of thermal contraction is small in the portion where the entire surface layer resin is thin, the change is large when the entire surface layer resin is thick. For this reason, as a result, the surface of the fiber reinforced resin cooled to room temperature is to be uneven.
- the cured film has been formed at the same temperature as the temperature at which the fiber reinforced composite material is molded. For this reason, even if the coating composition is formed at that temperature, unevenness occurs due to the thermal contraction of the resin when it is cooled to the temperature usually used. Therefore, in order to reduce heat shrinkage, it is required to form a cured film at a temperature lower than the temperature at which the fiber reinforced composite material is molded, but the material described in Patent Document 1 was considered in terms of productivity of molded products. In this case, the coating can not be cured at a sufficiently high speed at a low temperature, and when the curing temperature is increased to cure the coating at a high speed, the resin is discolored and the quality is inferior.
- the epoxy resin composition described in Patent Document 2 is intended to be used on the surface of an electronic component, and in particular, although the sealing agent for semiconductors is mainly used, the epoxy resin composition used for them is High hardness is required, and considering conversion to fiber-reinforced composite materials, the surface hardness is too high in applications where fiber-reinforced composite materials are generally used, and there is a concern that the quality may be degraded. It was
- Patent Document 3 since it is an epoxy resin composition for encapsulating an optical semiconductor element, similarly to the invention described in Patent Document 2, the deterioration of grade when considering diverting to a fiber reinforced composite material, etc. was a concern.
- the object of the present invention is to provide a molded article capable of reducing surface unevenness caused by a temperature difference between molding temperature (curing temperature) and normal temperature when molding fiber reinforced resin, and having high surface quality and excellent weather resistance. And providing a method of manufacturing the same.
- the present invention solves the above-mentioned problems, and the molded article of the present invention is obtained by curing a resin composition containing the following components [A] to [C] on the surface of a fiber-reinforced composite material A film was formed.
- the above-mentioned film is not the one in which a part of the surface of the fiber reinforced composite material is a film And separately formed on the surface.
- the resin composition contains the component [C] in an amount of 0.1 parts by mass or more and less than 15 parts by mass with respect to 100 parts by mass of the component [A].
- the component [A] has an alicyclic structure.
- the component [A] has a cyclohexane ring.
- the component [A] is a hydrogenated bisphenol epoxy resin.
- the component [B] has a secondary thiol structure or a tertiary thiol structure.
- the component [B] has two or more thiol structures represented by Chemical Formula 2.
- R 7 represents a hydrogen atom, an alkyl group having 1 to 20 carbon atoms, a cycloalkyl group or an aralkyl group, or an aryl group.
- R 8 represents an alkyl group having 1 to 20 carbon atoms, a cycloalkyl group or an aralkyl group, or an aryl group.
- N represents a natural number of 1 or more.
- the component [C] is a compound represented by Chemical Formula 1.
- Each of R 1 to R 4 independently represents an alkyl group having 1 to 20 carbon atoms, a cycloalkyl group or an aralkyl group, or an aryl group.
- R5 and R6 each independently represent an alkyl group having 1 to 20 carbon atoms.
- M1 and M2 each independently represent an element selected from Group 16 in the periodic table.
- the fiber reinforced composite material has a plurality of reinforcing fiber layers, and among the reinforcing fiber layers, the form of the reinforcing fiber layer in contact with the coating is a plain weave reinforced fiber fabric It is selected from twill reinforced fiber fabrics, satin woven reinforced fiber fabrics or unidirectional reinforced fiber fabrics.
- the fiber reinforced composite material contains carbon fiber as a reinforcing fiber.
- the method for producing a molded article of the present invention comprises the steps of molding a fiber reinforced composite material at a molding temperature of 80 ° C. or more and 300 ° C. or less, and a resin composition containing components [A] to [C] at 30 ° C. or more and less than 80 ° C. And curing to form a film.
- the present invention when molding fiber reinforced resin, it becomes possible to provide a molded article which can greatly reduce surface unevenness generated on the surface along with the form of reinforcing fiber, and a method for manufacturing the same. .
- the surface quality of the fiber reinforced composite material can be improved, and in particular, the application of the fiber reinforced composite material to automotive applications progresses, and further weight reduction of the automobile contributes to improvement of fuel efficiency and reduction of global warming gas emissions. Can be expected.
- a coating obtained by curing a resin composition containing the following components [A] to [C] is formed on at least one surface of a fiber-reinforced composite material. That is, in the case of a flat fiber reinforced composite material, for example, one surface may have such a coating, or both surfaces may have such a coating.
- a film may be formed on a certain surface, or a film may be formed on a plurality of surfaces and further on all surfaces.
- Component [A] Aliphatic epoxy resin component [B]: Thiol compound component [C]: Quaternary phosphonium salt [Component [A]: Aliphatic epoxy resin]
- Component [A] used in the present invention is an aliphatic epoxy resin.
- the aliphatic epoxy resin means an aliphatic glycidyl ether obtained from an alcohol having a plurality of hydroxyl groups.
- aliphatic glycidyl ethers that can be preferably used as component [A] (aliphatic epoxy resin) in the present invention include, for example, diglycidyl ether of ethylene glycol, diglycidyl ether of propylene glycol, 1,4-butanediol Of diglycidyl ether of 1,6-hexanediol diglycidyl ether of neopentyl glycol diglycidyl ether of cyclohexane dimethanol diglycidyl ether of glycerin triglycidyl ether of glycerin diglycidyl of trimethylolethane Ether, Triglycidyl ether of trimethylolethane, Diglycidyl ether of trimethylolpropane, Triglycidyl ether of trimethylolpropane, Pentaeriol Tetraglycidyl ether of Lithol, diglycidyl ether of dodeca hydro bis
- the component [A] By using an aliphatic epoxy resin as the component [A], it is possible to suppress the coloration of a cured product due to ultraviolet absorption that occurs in the case of an aromatic epoxy resin, and to suppress the viscosity of the composition itself low. It is expected that it will be easier to pour into the cavity. From the viewpoint of structure, by having an alicyclic structure as the component [A], the strength of the film according to the present invention is increased, and a molded body of higher quality can be obtained. From this viewpoint, more preferably, the component [A] has a cyclohexane ring.
- the component [A] is a hydrogenated bisphenol epoxy resin, and examples thereof include a diglycidyl ether of dodecahydrobisphenol A, a diglycidyl ether of dodecahydrobisphenol F, and the like.
- the resin composition used in the present invention may contain, in addition to the above component [A], another epoxy resin, as needed, as long as the properties of the present application are not impaired.
- the epoxy resin other than the component [A] include, for example, an aromatic glycidyl ether obtained from phenol having a plurality of hydroxyl groups, an epoxy resin having glycidylamine obtained from an amine, and a carboxylic acid having a plurality of carboxyl groups. Glycidyl ester etc. are mentioned preferably.
- aromatic glycidyl ethers examples include diglycidyl ethers of bisphenol A, diglycidyl ethers of bisphenol F, diglycidyl ethers of bisphenol AD, diglycidyl ethers obtained from bisphenols such as diglycidyl ethers of bisphenol S, phenols, alkyl phenols, etc.
- Polyglycidyl ether of novolak obtained from the following: diglycidyl ether of resorcinol diglycidyl ether of hydroquinone diglycidyl ether of 4,4'-dihydroxybiphenyl 4,4'-dihydroxy-3,3'5,5'- Diglycidyl ether of tetramethylbiphenyl, diglycidyl ether of 1,6-dihydroxynaphthalene, diglycidyl 9,9'-bis (4-hydroxyphenyl) fluorene Diether having a triglycidyl ether of tris (p-hydroxyphenyl) methane, a tetraglycidyl ether of tetrakis (p-hydroxyphenyl) ethane, and a diglycidyl ether of bisphenol A and a difunctional isocyanate obtained by reacting a difunctional isocyanate Glycidyl ether etc. are mentioned.
- glycidyl amines include diglycidyl aniline, diglycidyl toluidine, triglycidyl aminophenol, tetraglycidyl diaminodiphenylmethane, tetraglycidyl xylylene diamine, and halogens, alkyl-substituted products and hydrogenated products thereof.
- glycidyl esters examples include phthalic acid diglycidyl ester, terephthalic acid diglycidyl ester, hexahydrophthalic acid diglycidyl ester, and dimer acid diglycidyl ester.
- Component [B] used in the present invention is a thiol compound, and more specifically, a compound having two or more thiol groups capable of reacting with the epoxy group of component [A] (aliphatic epoxy resin) in one molecule And preferably act as curing agents for epoxy resins.
- thiol compounds include pentaerythritol tetrakis (3-mercaptopropionate), trimethylolpropane tris (3-mercaptopropionate), dipentaerythritol hexakis (3-mercaptopropionate), tris-[( 3-Mercaptopropionyloxy) -ethyl] -isocyanurate, tetraethylene glycol bis (3-mercaptopropionate), 1,2-bis (2-mercaptoethylthio) -3-mercaptopropane, 1,4-bis ( 3-Mercaptobutyryloxy) butane, pentaerythritol tetrakis (3-mercaptobutyrate), 1,3,5-tris (3-mercaptobutyloxyethyl) -1,3,5-triazine-2,4,6 ( 1H, 3H, 5H)-Trione, Bisphenol A-type thiol and the like are preferably mentioned, and in particular
- the component [B] has a secondary thiol structure or tertiary thiol structure. It is preferable to have, and it is more preferable to have 2 or more of thiol structures shown by the following chemical formula 2.
- R 7 represents a hydrogen atom, an alkyl group having 1 to 20 carbon atoms, a cycloalkyl group or an aralkyl group, or an aryl group.
- R 8 represents an alkyl group having 1 to 20 carbon atoms, a cycloalkyl group or an aralkyl group, or an aryl group.
- N represents a natural number of 1 or more.
- R7 and R8 are both hydrogen atoms, the stability is low when preparing the resin composition for coating, and thickening occurs in a short time, which may make molding difficult.
- n represents a natural number of 1 or more and 10 or less, and more preferably, n represents a natural number of 1 or more and 5 or less.
- thiol compounds having such a structure include 1,4-bis (3-mercaptobutyryloxy) butane, pentaerythritol tetrakis (3-mercaptobutyrate), 1,3,5-tris (3-mercapto) Butyloxyethyl) -1,3,5-triazine-2,4,6 (1H, 3H, 5H) -trione etc. are preferably mentioned.
- the compounding amounts of component [A] and component [B] in the present invention are the ratio of the number of thiol groups (H) in component [B] to the total number of epoxy groups (E) in component [A], and H / E ratio It is a preferred embodiment that the blending amount satisfies the range of 0.8 to 1.3.
- H / E ratio is less than 0.8, the polymerization of the epoxy resins present in excess progresses, which may result in a decrease in the physical properties of the cured product.
- the H / E ratio exceeds 1.3, the concentration of the reaction point of the system decreases due to the curing agent component present in excess, and the reaction rate decreases, and sufficient fast curing can not be exhibited. There is.
- Component [C] used in the present invention is a quaternary phosphonium salt. These are preferable because they act as a curing accelerator for rapid curing expression.
- the viscosity increase after mixing the main agent liquid and the curing agent liquid is small and stable, and the resin composition is put in the cavity in the mold. While excellent in low viscosity stability at the time of pouring, the curing reaction thereafter can be sufficiently fast to shorten the curing time.
- quaternary phosphonium salts preferably used as Component [C] in the present invention include tetraethyl phosphonium bromide, tributyl methyl phosphonium iodide, tetraethyl phosphonium hexafluorophosphate, tetraethyl phosphonium tetrafluoroborate, tributyl (cyanomethyl) phosphonium chloride Tetrakis (hydroxymethyl) phosphonium chloride, tetrabutylphosphonium hydroxide, tetrabutylphosphonium bromide, tetrabutylphosphonium chloride, tetrakis (hydroxymethyl) phosphonium sulfate, tributyl-n-octylphosphonium bromide, tetra-n-octylphosphonium bromide, Tetrabutylphosphonium tetrafluoroborate, tetraeth
- the quaternary phosphonium salt used as the component [C] in the present invention is a compound represented by the chemical formula 1 from the viewpoints of solubility in the component [A] and the component [B], cost, and both low viscosity stability and high speed curability.
- the compound represented by is a preferred embodiment, and specific examples thereof preferably include methyl tributyl phosphonium dimethyl phosphate, tetrabutyl phosphonium o, o-diethyl phosphorodithioate and the like.
- Each of R 1 to R 4 independently represents an alkyl group having 1 to 20 carbon atoms, a cycloalkyl group or an aralkyl group, or an aryl group.
- R5 and R6 each independently represent an alkyl group having 1 to 20 carbon atoms.
- M1 and M2 each independently represent an element selected from Group 16 in the periodic table, and particularly preferably oxygen or sulfur.
- the content of the component [C] used in the present invention is preferably 0.1 parts by mass or more and less than 15 parts by mass, more preferably 0.1 parts by mass or more and 12 parts by mass or less with respect to 100 parts by mass of the component [A]. And more preferably 0.1 parts by mass or more and 10 parts by mass or less.
- the amount of the component [C] is less than 0.1 parts by mass, the time required for curing may be long and sufficient high-speed curing may not be exhibited.
- component [C] is 15 parts by mass or more, the time for maintaining the low viscosity is shortened, and it may be difficult to pour the resin composition into the cavity in the mold.
- the resin composition according to the present invention has a specific temperature T at which t90 satisfies the following equation (Equation 1), where t90 is the time for which the cure index determined by dielectric measurement under constant temperature holding becomes 90%: t90 Is preferred. T90 ⁇ 30 (Equation 1) (T90 represents the time (minutes) at which the cure index reaches 90% from the start of measurement at temperature T).
- the dielectric measurement can not make an unambiguous correspondence with viscosity and elastic modulus, it is useful for obtaining a curing profile of a thermosetting resin which changes from a low viscosity liquid to a high elastic modulus amorphous solid.
- a curing profile is obtained from the time change of the ionic viscosity (equivalent resistivity) calculated from the complex dielectric constant measured by applying a high frequency electric field to the thermosetting resin.
- an MDE-10 cure monitor manufactured by Holometrix-Micromet can be used as a dielectric measurement apparatus.
- a Viton O-ring with an inner diameter of 32 mm and a thickness of 3 mm is installed on the lower surface of a programmable mini press MP2000 with a TMS-1 inch type sensor embedded in the lower surface. Set to temperature T.
- the epoxy resin composition is poured into the inside of the O-ring, and the press is closed to follow the time change of the ionic viscosity of the epoxy resin composition.
- Dielectric measurement is performed at each frequency of 1, 10, 100, 1000 and 10000 Hz, and software (Eumetric) attached to the device is used to obtain a logarithm ( ⁇ ) of frequency-independent ionic viscosity.
- the cure index at the required curing time t is obtained by the following (Equation 2), and the time at which the cure index reaches 90% is t90.
- Cure index ⁇ log ( ⁇ t) ⁇ log ( ⁇ min) ⁇ / ⁇ log ( ⁇ max) ⁇ log ( ⁇ min) ⁇ ⁇ 100 (Equation 2)
- the ionic viscosity can be measured after gelation, increases with the progress of curing, and has the property of saturating as the curing is completed. Therefore, it can be used to track the progress of the curing reaction.
- the logarithmic value of ion viscosity is standardized so that the minimum value is 0% and the saturation value (maximum value) is 100%, which is called cure index, and describes the curing profile of thermosetting resin.
- the curing temperature of the resin composition for coating that is, the specific temperature T is preferably 30 ° C. or more and less than 80 ° C. By setting this temperature range, it is possible to reduce the thermal contraction after demolding, and to obtain a fiber-reinforced composite material with a good surface quality.
- the resin composition for film coating of the present invention comprises a main agent liquid containing the component [A] and a main component [B] (note that the main component as referred to herein is the maximum amount of components in mass of the curing agent liquid). Obtained by mixing the main agent liquid and the curing agent liquid so as to obtain the above-mentioned blending amount immediately before use.
- component [C] mentioned above can be mix
- ingredients may be blended in either the main agent solution and the curing agent solution, it can be used as a mixture in either or both advance. It is preferable to separately heat the main agent liquid and the hardening agent liquid before mixing, and mixing using a mixer immediately before use, such as pouring into a mold, to obtain a two-part epoxy resin composition Is preferable from the viewpoint of pot life of the resin.
- any of thermoplastic resin and thermosetting resin can be appropriately applied as the type of matrix resin that forms the composite material with reinforcing fibers. It is preferable to use a thermosetting resin such as an unsaturated polyester resin, an epoxy resin, a phenol resin, or a polyurethane resin as the matrix resin because a fiber-reinforced resin molded product having excellent mechanical properties can be obtained. Moreover, it is preferable that the glass transition temperature of matrix resin is 100 degreeC or more from a heat resistant viewpoint.
- the fiber-reinforced composite material used in the present invention is not particularly limited in its forming method, but as a forming method, (i) a reinforcing fiber bundle cut to an appropriate length is impregnated with a thermosetting resin in advance to form a sheet SMC forming method in which the formed intermediate base material is pressurized and heated with a forming die to form into a predetermined shape, (ii) a reinforcing fiber bundle cut to an appropriate length, a thermosetting resin, and a filler are mixed BMC resin forming method to press-heat the bulked intermediate material with a mold and form it into a given shape, (iii) Matrix resin is used as a sheet of reinforcing fiber bundle made parallel and aligned or made into fabric Prepreg molding in which an intermediate base material impregnated is laminated and arranged in a molding die and heated and pressed by a press, laminated and arranged in a molding die, vacuum bag heated, and pressure heating heated by an autoclave Law, (
- molds a fiber reinforced composite material it is preferable that it is 80 to 300 degreeC, and, as for the temperature which shape
- the temperature at which the fiber-reinforced composite material is molded is less than 80 ° C., it may overlap with the curing temperature of the coating resin composition, and the effect of reducing the thermal shrinkage after curing of the coating and improving the surface quality may not be exhibited.
- the temperature for molding the fiber reinforced composite material exceeds 300 ° C., the matrix resin of the fiber reinforced composite material may be decomposed to roughen the surface, and the surface quality improvement effect by the coating resin composition may be reduced.
- Glass fibers, aramid fibers, carbon fibers, boron fibers and the like are suitable as reinforcing fibers used in the fiber-reinforced composite material used in the present invention.
- carbon fibers are suitably used because they are lightweight, and fiber-reinforced composite materials excellent in mechanical properties such as strength and elastic modulus can be obtained.
- the reinforcing fibers may be either staple fibers or continuous fibers, and both may be used in combination.
- continuous fibers are preferably used as the reinforcing fibers.
- the commercial value of the molded article is particularly high.
- woven fabrics such as plain weave, twill weave and satin weave may be preferably used.
- Epoxy resin ⁇ “Rica resin” (registered trademark) HBE-100 (manufactured by Shin Nippon Rika Co., Ltd.): Hydrogenated bisphenol A type epoxy resin, epoxy equivalent weight 215 ⁇ “Rica resin” (registered trademark) DME-100 (manufactured by Shin Nippon Rika Co., Ltd.): diglycidyl ether of 1,4-cyclohexanedimethanol, epoxy equivalent weight 158 ⁇ “Epototh” (registered trademark) YD-128 (manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.): bisphenol A type epoxy resin, epoxy equivalent weight 189 2.
- Quaternary phosphonium salt ethyltriphenyl phosphonium bromide (made by Tokyo Chemical Industry Co., Ltd.) "Hishikorin” (registered trademark) PX-4ET (manufactured by Nippon Chemical Industrial Co., Ltd.): tetrabutylphosphonium o, o-diethylphosphorodithioate.
- Dielectric measurements were made to track the cure of the epoxy resin.
- an MDE-10 cure monitor manufactured by Holometrix-Micromet was used as a dielectric measurement apparatus.
- a Viton O-ring with an inner diameter of 32 mm and a thickness of 3 mm was installed on the bottom of the programmable mini-press MP2000 with the TMS-1 inch sensor embedded on the bottom, and the temperature of the press was set to 50 ° C.
- the epoxy resin composition was poured inside, the press was closed, and the time change of the ionic viscosity of the epoxy resin composition was followed.
- Dielectric measurements were performed at frequencies of 1, 10, 100, 1000 and 10000 Hz, and the accompanying software was used to obtain a log ( ⁇ ) of frequency-independent ionic viscosity log.
- Cure index ⁇ log ( ⁇ t) ⁇ log ( ⁇ min) ⁇ / ⁇ log ( ⁇ max) ⁇ log ( ⁇ min) ⁇ ⁇ 100 (Equation 2)
- Cured product coloring The presence or absence of coloring was judged about the above-mentioned resin hardening board. Specifically, using a 30 mm square and 2 mm thick test piece cut out from a cured resin plate, using a spectral colorimeter (CM-700d, manufactured by Konica Minolta Co., Ltd.), the color tone of the cured product is L It was expressed in the * a * b * color system.
- the L * a * b * color system is used to represent the color of a substance, and L * represents lightness and a * and b * represent chromaticity.
- a * indicates a red direction
- -a * indicates a green direction
- b * indicates a yellow direction
- -b * indicates a blue direction.
- the spectral transmittance was measured in a wavelength range of 380 to 780 nm, with a D65 light source, a 10 ° field of view, and a condition not containing specularly reflected light. At this time, those with
- Carbon fiber woven fabric CO6343B (carbon fiber: T300-3K, structure: plain weave, fabric weight: 198 g / m 2 , manufactured by Toray Industries, Inc.) as a reinforcing fiber in a cavity of a mold having a plate-like cavity of 350 mm ⁇ 700 mm ⁇ 1.6 mm 6) were stacked and clamped with a press. Next, the inside of the mold maintained at a temperature of 120 ° C. (molding temperature) was depressurized to atmospheric pressure ⁇ 0.1 MPa with a vacuum pump, and an epoxy resin composition (TR-C38 manufactured by Toray Industries, Inc.) was It injected using the resin injection machine. Ten minutes after the start of injection of the epoxy resin composition, the mold was opened and demolded to obtain a fiber reinforced composite material.
- an epoxy resin composition TR-C38 manufactured by Toray Industries, Inc.
- the temperature of the coating mold was adjusted to 50 ° C., the fiber-reinforced composite material cut into 120 mm ⁇ 60 mm was placed in the lower mold, the upper mold was closed, and then the inside of the mold was evacuated. Thereafter, according to the compounding ratio in Table 1, the resin composition for coating is mixed and prepared as described above, the resin is poured into the mold, and after 30 minutes, the upper mold is opened to form a fiber reinforced resin having a film formed on the surface. The molded article was taken out.
- ⁇ Surface smoothness> The evaluation of the surface smoothness was performed by confirmation of the wave scan (WS) value of the surface of the molded article. In automotive applications the best surface condition is called "Class A". Although a uniform standard for "class A” is not defined, in general, the short wave (SW) indicating the amount of unevenness coming out at a small pitch on the surface is 20 or less, and the amount of unevenness coming out at a large pitch on the surface The long wave (LW) shown is often 8 or less. The surface of the coated fiber-reinforced resin molded product was measured for the LW value five times using a wave scan device (wave scan dual), and the average value is shown in Table 1.
- ⁇ Weatherability> The weatherability was evaluated by placing a molded article having a film formed thereon in a xenon weather meter (SX 75, manufactured by Suga Test Instruments Co., Ltd.), and measuring the change before and after 50 days. The test was performed based on SAE J2527. Before and after standing, "A” that there was no coloring or surface crack or roughness "A”, “B” that had slight discoloration or crack or roughness, "C” that there is significant discoloration or crack or roughness And
- the resin composition for coating was mixed and prepared as described above according to the compounding ratio of Table 1, and the viscosity measurement and the dielectric measurement were performed as described above. Moreover, the resin cured board was produced by the method mentioned above using this resin composition for film coating, and coloring evaluation was performed. Furthermore, a film was formed with a resin composition for film formation on a fiber-reinforced composite material, and surface smoothness and weatherability were evaluated.
- Example 1 As shown in Table 1, it consists of 50 parts by mass of aliphatic epoxy resin "" Lica resin “(registered trademark) HBE-100” and 50 parts by mass of aliphatic epoxy resin "" Lica resin “(registered trademark) DME-100” A main agent liquid and a hardening agent liquid in which 3 parts by mass of quaternary phosphonium salt “hysicoline” (registered trademark) PX-4ET are compatible with 104 parts by mass of a thiol compound “Karenz MT” (registered trademark) NR 1
- the epoxy resin composition was prepared by mixing.
- the epoxy resin composition for a film had a low viscosity even when held at a temperature of 50 ° C., and the low viscosity state was maintained.
- the moldable time represented by t90 at a temperature of 50 ° C. is short, which is effective in shortening the molding time in molding of a fiber-reinforced composite material having a cured film.
- the cured product of the epoxy resin composition for coating was not colored.
- the fiber-reinforced composite material having a cured coating produced using this epoxy resin composition for coating showed good surface smoothness, and also showed good weatherability without discoloration or the like in the weatherability evaluation. The results are shown in Table 1.
- Example 2 The procedure was carried out in the same manner as in Example 1 except that the amount of the thiol compound “Karenz MT” (registered trademark) NR1 was changed to 83 parts.
- the viscosity stability at 50 ° C. was excellent, and the demoldability time was short.
- cured material of this epoxy resin composition had no color.
- the fiber-reinforced composite material having a cured coating produced using this epoxy resin composition for coating showed good surface smoothness, and also showed good weatherability without discoloration or the like in the weatherability evaluation. The results are shown in Table 1.
- Example 3 The main agent liquid consisting of 100 parts by mass of an aliphatic epoxy resin "Rica resin” (registered trademark) HBE-100, and the thiol compound "Kalens MT" (registered trademark) PE1 in a hardening agent liquid in Example 3 is 63 mass It implemented similarly to Example 1 except having made part and Example 4 81 mass parts. In each case, the viscosity stability at 50 ° C. was excellent and the demoldability time was short. Moreover, the hardened
- the fiber-reinforced composite material having a cured coating produced using this epoxy resin composition for coating showed good surface smoothness, and also showed good weatherability without discoloration or the like in the weatherability evaluation. The results are shown in Table 1.
- Example 5 A main agent liquid consisting of 100 parts by mass of aliphatic epoxy resin "Rica resin” (registered trademark) DME-100, a hardening agent liquid, 77 parts by mass of thiol compound “PEMP”, and 2.5 parts by mass of ethyltriphenylphosphonium bromide It carried out like Example 1 except having carried out.
- the viscosity stability at 50 ° C. was excellent, and the demoldability time was short.
- cured material of this epoxy resin composition had no color.
- the fiber-reinforced composite material having a cured coating produced using this epoxy resin composition for coating showed good surface smoothness, and also showed good weatherability without discoloration or the like in the weatherability evaluation. The results are shown in Table 1.
- Example 6 The main agent liquid consisting of 90 parts by mass of aliphatic epoxy resin "Rica resin” (registered trademark) HBE-100 and 10 parts by mass of aliphatic epoxy resin “Rica resin (registered trademark) DME-100” 71 parts by mass of the thiol compound "Kalenz MT" (registered trademark) PE1; quaternary phosphonium salt "" Hishikorin "(registered trademark) PX-4ET”; 0.1 part in Example 6; 10 parts in Example 7 It carried out like Example 1 except having carried out. All of them had excellent viscosity stability at 50 ° C., and the demoldability time was short.
- the main agent liquid is 100 parts by mass of bisphenol A epoxy resin "Epototh” (registered trademark) YD-128, and 100 parts by mass of thiol compound "Kalens MT" (registered trademark) NR1 in the hardening agent liquid. It carried out similarly to Example 1. Since this epoxy resin composition for film coating does not contain the component [A], the fiber-reinforced composite material having a cured film produced using this epoxy resin composition for film coating has inferior weatherability as compared with the examples. The results are shown in Table 1.
- Example 2 The same as Example 1, except that the main agent liquid consisting of 100 parts by mass of aliphatic epoxy resin "" Jamaica resin "(registered trademark) HBE-100" and the hardening agent liquid consisting of 32 parts by mass of metaxylylenediamine are used. Carried out.
- the epoxy resin composition for coating does not contain the components [B] and [C], so it does not cure sufficiently fast at 50 ° C., and cures at high temperature to cure the cured product.
- the cured film has to be formed at a high temperature, and the surface smoothness is inferior.
- Table 1 The results are shown in Table 1.
- the amine curing agent generally tends to "settle early, but cure late.” Therefore, in this example, it is necessary to raise the temperature to solidify quickly, and it is estimated that the surface smoothness is deteriorated due to high temperature curing. In addition, because metaxylylene diamine has an aromatic ring, the cured product tends to be easily colored.
- (Comparative example 3) Main agent liquid consisting of 100 parts by mass of aliphatic epoxy resin “Rica resin” (registered trademark) DME-100, curing agent consisting of 106 parts by mass of acid anhydride “HN-5500” and 5 parts by mass of tri-p-tolyl phosphine It carried out like Example 1 except having set it as a solution.
- the epoxy resin composition for film coating does not contain the components [B] and [C], so it does not cure sufficiently fast at 50 ° C., and is cured by raising the temperature.
- the cured film has to be formed at high temperature, and the surface smoothness is inferior.
- Table 1 The results are shown in Table 1.
- HN-5500 tyl hexahydrophthalic anhydride
- tri-p-tolyl phosphine is used as the accelerator.
- the acid anhydride curing process is sensitive to temperature There is a tendency. Therefore, in this example, it is necessary to raise the temperature to solidify quickly, and it is estimated that the surface smoothness is deteriorated due to high temperature curing. On the other hand, since this acid anhydride does not have an aromatic ring, the coloration of the cured product becomes difficult.
- Example 4 The same procedure as in Example 1 was carried out except that the main agent liquid consisting of 100 parts by mass of the aliphatic epoxy resin "Rica resin” (registered trademark) HBE-100, and the hardening agent liquid was 57 parts by mass of the thiol compound "PEMP”. did. Since this epoxy resin composition for coating does not contain the component [C], it did not cure at 50 ° C. or high temperature. The results are shown in Table 1.
- Example 5 The same as Example 1 except that the main agent liquid consisting of 100 parts by mass of an aliphatic epoxy resin "" Jamaica resin "(registered trademark) HBE-100" and 2.5 parts by mass of a hardening agent liquid were used. Implemented. The epoxy resin composition for coating did not contain the component [B], and thus did not cure at 50 ° C. or high temperature. The results are shown in Table 1.
- the resin composition for film formation of the present invention is suitable for film formation of a fiber-reinforced composite material, and a molded article having a film excellent in appearance and surface quality can be obtained with good productivity.
- the resin composition for coating of the present invention is excellent in viscosity stability at low temperature (for example, 50 ° C.) of the epoxy resin composition after mixed preparation, and is cured in a short time during molding to give a high quality fiber reinforced composite material .
- low temperature for example, 50 ° C.
- the application of fiber reinforced composite materials to automotive applications in particular advances, and further weight reduction of automobiles can be expected to contribute to the improvement of fuel efficiency and the reduction of global warming gas emissions.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Epoxy Resins (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
成分[A]:脂肪族エポキシ樹脂
成分[B]:チオール化合物
成分[C]:第四級ホスホニウム塩
ここで、上記被膜は、繊維強化複合材料の表面の一部が被膜となったものではなく、別途、表面に形成されたものである。


成分[A]:脂肪族エポキシ樹脂
成分[B]:チオール化合物
成分[C]:第四級ホスホニウム塩
[成分[A]:脂肪族エポキシ樹脂]
本発明で用いられる成分[A]は、脂肪族エポキシ樹脂である。脂肪族エポキシ樹脂とは、水酸基を複数有するアルコールから得られる脂肪族グリシジルエーテルを意味する。
[その他のエポキシ樹脂]
本発明で用いられる樹脂組成物は上記成分[A]の他に、本出願の特性を損なわない範囲で必要に応じて、他のエポキシ樹脂を含んでも良い。成分[A]以外のエポキシ樹脂の例としては、例えば、水酸基を複数有するフェノールから得られる芳香族グリシジルエーテル、アミンから得られるグリシジルアミンを有するエポキシ樹脂、およびカルボキシル基を複数有するカルボン酸から得られるグリシジルエステルなどが好ましく挙げられる。
本発明で用いられる成分[B]はチオール化合物であり、より具体的には、成分[A](脂肪族エポキシ樹脂)のエポキシ基と反応可能なチオール基を一分子中に2個以上有する化合物を指し、エポキシ樹脂の硬化剤として作用するものが好ましい。

本発明で用いられる成分[C]は、第四級ホスホニウム塩である。これらは速硬化性発現のための硬化促進剤として作用するため好ましい。

[被膜用樹脂組成物のキュアインデックス]
本発明に係る樹脂組成物は、定温保持下での誘電測定で求められるキュアインデックスが90%となる時間をt90としたとき、t90が次の式(式1)を満たす特定温度Tを有することが好ましい。
・t90≦30・・・・・(式1)
(t90は、温度Tにおける測定開始からキュアインデックスが90%に到達する時間(分)を表す)。
・キュアインデックス={log(αt)-log(αmin)}/{log(αmax)-log(αmin)}×100・・・(式2)
・キュアインデックス:(単位:%)
・αt:時間tにおけるイオン粘度(単位:Ω・cm)
・αmin:イオン粘度の最小値(単位:Ω・cm)
・αmax:イオン粘度の最大値(単位:Ω・cm)。
本発明の被膜用樹脂組成物は、成分[A]を含む主剤液と、成分[B]を主成分(なお、ここでいう主成分とは、硬化剤液中において質量基準で最大量の成分であることを意味する。)として含む硬化剤液とを、それぞれ前記した配合量で配合しておき、使用直前に前記した配合量となるように、主剤液と硬化剤液を混合して得られる。前記した成分[C]は、主剤液、硬化剤液のどちらに配合することができるが、硬化剤液に含まれることがより好ましい態様である。
本発明に用いる繊維強化複合材料において、強化繊維とともに複合材料を形成するマトリクス樹脂の種類としては、熱可塑性樹脂、熱硬化性樹脂のいずれをも適宜適用することができる。マトリクス樹脂として、不飽和ポリエステル樹脂、エポキシ樹脂、フェノール樹脂、ポリウレタン樹脂などの熱硬化性樹脂を用いると、機械的特性に優れる繊維強化樹脂成形品を得られるため、好ましい。また、耐熱性の観点から、マトリクス樹脂のガラス転移温度は100℃以上であることが好ましい。
各実施例の被膜用樹脂組成物を得るために、次の樹脂原料を用いた。表1中のエポキシ樹脂組成物の含有割合の単位は、特に断らない限り「質量部」を意味する。
1.エポキシ樹脂
・“リカレジン”(登録商標)HBE-100(新日本理化(株)製):水添ビスフェノールA型エポキシ樹脂、エポキシ当量215
・“リカレジン”(登録商標)DME-100(新日本理化(株)製):1,4-シクロヘキサンジメタノールのジグリシジルエーテル、エポキシ当量158
・“エポトート”(登録商標)YD-128(新日鉄住金化学(株)製):ビスフェノールA型エポキシ樹脂、エポキシ当量189
2.チオール化合物
・PEMP(SC有機化学(株)製):ペンタエリスリトールテトラキス(3-メルカプトプロピオネート)
・“カレンズMT”(登録商標)NR1(昭和電工(株)製):1,3,5-トリス(3-メルカプトブチリルオキシエチル)-1,3,5-トリアジン―2,4,6(1H,3H,5H)-トリオン
・“カレンズMT”(登録商標)PE1(昭和電工(株)製):ペンタエリスリトールテトラキス(3-メルカプトブチレート)
3.第四級ホスホニウム塩
・エチルトリフェニルホスホニウムブロミド(東京化成工業(株)製)
・“ヒシコーリン”(登録商標)PX-4ET(日本化学工業(株)製):テトラブチルホスホニウムo,o-ジエチルホスホロジチオエート
4.その他物質
・メタキシリレンジアミン(東京化成工業(株)製)
・HN-5500(日立化成(株)製):メチルヘキサヒドロフタル酸無水物
・トリ-p-トリルホスフィン(東京化成工業(株)製)
<被膜用樹脂組成物の調製>
表1に記載した配合比により、エポキシ樹脂を配合し主剤液とした。表1に記載した配合比で、成分[B](チオール化合物)と成分[C](第四級ホスホニウム塩)、その他の物質を配合して硬化剤液とした。これらの主剤液と硬化剤液とを用い、これらを表1に記載した配合比で混合して、エポキシ樹脂組成物を調製した。
ISO 2884-1(1999)における円錐平板型回転粘度計を使用した測定方法に準拠し、被膜用樹脂組成物の混合調製1分後の粘度を測定し、粘度安定性の指標とした。装置には、東機産業(株)製のTVE-33H型を用いた。ここでローターは1゜34’×R24を用い、測定温度は50℃、サンプル量は1cm3とした。
エポキシ樹脂の硬化を追跡するために、誘電測定を行った。誘電測定装置として、Holometrix-Micromet社製のMDE-10キュアモニターを使用した。TMS-1インチ型センサーを下面に埋め込んだプログラマブルミニプレスMP2000の下面に、内径が32mmで、厚さが3mmのバイトン製Oリングを設置し、プレスの温度を50℃に設定し、Oリングの内側にエポキシ樹脂組成物を注ぎプレスを閉じ、エポキシ樹脂組成物のイオン粘度の時間変化を追跡した。誘電測定は、1、10、100、1000および10000Hzの各周波数で行い、付属のソフトウェアを用いて、周波数非依存のイオン粘度の対数Log(α)を得た。
・キュアインデックス={log(αt)-log(αmin)}/{log(αmax)-log(αmin)}×100 ・・・(式2)
・キュアインデックス:(単位:%)
・αt:時間tにおけるイオン粘度(単位:Ω・cm)
・αmin:イオン粘度の最小値(単位:Ω・cm)
・αmax:イオン粘度の最大値(単位:Ω・cm)。
プレス装置下面に、一辺50mmの正方形をくり抜いた、厚さ2mmの銅製スペーサーを設置し、プレスの温度を50℃に設定し、エポキシ樹脂組成物をスペーサーの内側に注ぎ、プレスを閉じた。30分後にプレスを開け、樹脂硬化板を得た。その後、105℃3時間の熱処理を加えた。
上記の樹脂硬化板について着色の有無を判断した。具体的には、樹脂硬化板から切り出した30mm角、厚さ2mmの試験片を使用し、分光測色計(CM-700d、コニカミノルタ(株)製)を用いて、硬化物の色調をL*a*b*表色系で表した。L*a*b*表色系は物質の色を表すのに用いられているもので、L*により明度を表し、a*とb*により色度を表す。ここで、a*は赤方向、-a*は緑方向、b*は黄方向、-b*は青方向を示す。測定条件は波長380~780nmの範囲において、D65光源、10°視野として、正反射光を含まない条件での分光透過率を測定した。このとき、|a*|≦2であって、かつ|b*|≦5であるものは「着色無し」、それ以外を「着色有り」とした。
繊維強化複合材料には、下記のRTM成形法によって作製したものを用いた。
被膜用金型の温度を50℃に調整し、下型に120mm×60mmにカットした繊維強化複合材料を置き、上型を閉じた後、金型内を真空引きした。その後、表1の配合比に従い、前記したようにして被膜用樹脂組成物を混合調製し、金型内に樹脂を流し込み、30分後に上型を開け、表面に被膜が形成された繊維強化樹脂成形品を取り出した。
表面平滑性の評価は成形品表面のウェーブスキャン(WS)値の確認で行った。自動車用途において、最も表面が良い状態は「クラスA」と呼ばれている。「クラスA」の統一的な基準は定められていないものの、一般に、表面の小さなピッチで出てくる凹凸量を示すショートウェーブ(SW)が20以下、表面の大きなピッチで出てくる凹凸量を示すロングウェーブ(LW)が8以下であることが多い。被膜の形成された繊維強化樹脂成形品の表面を、ウェーブスキャン機器(ウェーブスキャンデュアル)を用いてLW値を5回測定し、その平均値を、表1に記載した。
耐候性は、被膜の形成された成形品をキセノンウェザーメーター(スガ試験機(株)製SX75)中に置き、50日間経過前後の変化で評価した。試験はSAE J2527に基づき実施した。静置前後で、着色や表面のひび割れ・荒れの無かったものを「A」、僅かな変色やひび割れ・荒れのあったものを「B」、著しい変色やひび割れ・荒れのあるものを「C」とした。
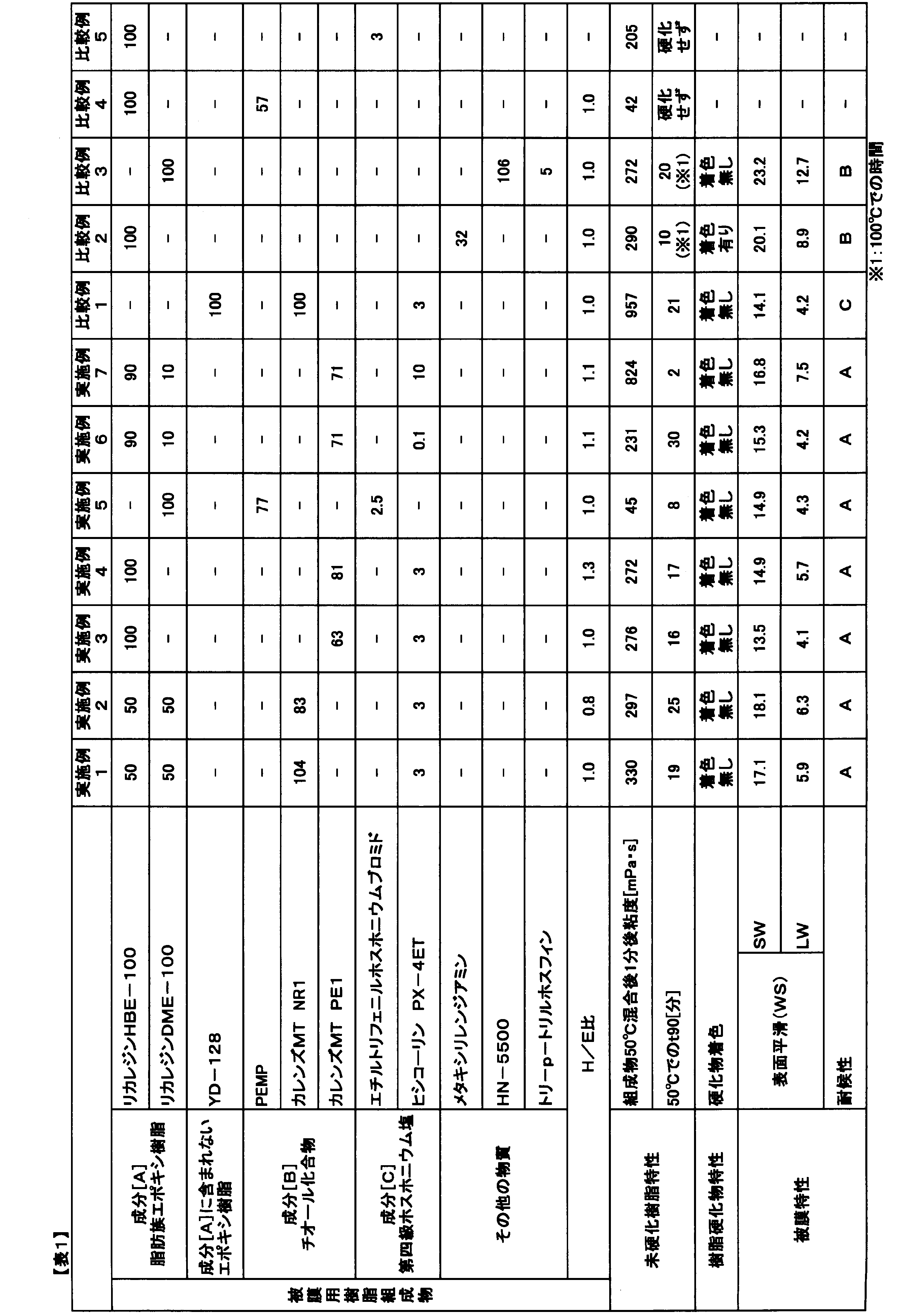
表1に示したように、脂肪族エポキシ樹脂「“リカレジン”(登録商標)HBE-100」50質量部と、脂肪族エポキシ樹脂「“リカレジン”(登録商標)DME-100」50質量部からなる主剤液と、チオール化合物「“カレンズMT”(登録商標)NR1」104質量部に第四級ホスホニウム塩「“ヒシコーリン”(登録商標)PX-4ET」3質量部を相溶させた硬化剤液と、からエポキシ樹脂組成物を混合調製した。この被膜用エポキシ樹脂組成物は、50℃の温度で保持しても増粘が低く抑えられ、低粘度状態が維持されていた。また、50℃の温度でのt90で表される脱型可能時間が短いため、硬化被膜を有する繊維強化複合材料の成形において、成形時間の短縮にも効果的であることが分かった。また、この被膜用エポキシ樹脂組成物の硬化物は、着色が無かった。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、良好な表面平滑性を示し、また耐候性評価においても変色など無く良好な耐候性を示した。結果を表1に示す。
チオール化合物「“カレンズMT”(登録商標)NR1」を83部にしたこと以外は、実施例1と同様に実施した。50℃での粘度安定性に優れ、また脱型可能時間が短かった。また、このエポキシ樹脂組成物の硬化物は着色が無かった。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、良好な表面平滑性を示し、また耐候性評価においても変色など無く良好な耐候性を示した。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)HBE-100」100質量部からなる主剤液と、硬化剤液中のチオール化合物「“カレンズMT”(登録商標)PE1」を実施例3は63質量部、実施例4は81質量部としたこと以外は、実施例1と同様に実施した。いずれも、50℃での粘度安定性に優れ、また脱型可能時間が短かった。また、このエポキシ樹脂組成物の硬化物は着色が無かった。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、良好な表面平滑性を示し、また耐候性評価においても変色など無く良好な耐候性を示した。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)DME-100」100質量部からなる主剤液と、硬化剤液をチオール化合物「PEMP」77質量部と、エチルトリフェニルホスホニウムブロミド2.5質量部としたこと以外は、実施例1と同様に実施した。50℃での粘度安定性に優れ、また脱型可能時間が短かった。また、このエポキシ樹脂組成物の硬化物は着色が無かった。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、良好な表面平滑性を示し、また耐候性評価においても変色など無く良好な耐候性を示した。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)HBE-100」90質量部と脂肪族エポキシ樹脂「“リカレジン”(登録商標)DME-100」10質量部からなる主剤液と、硬化剤液にはチオール化合物「“カレンズMT”(登録商標)PE1」71質量部、第四級ホスホニウム塩「“ヒシコーリン”(登録商標)PX-4ET」を実施例6は0.1部、実施例7は10部としたこと以外は、実施例1と同様に実施した。いずれも50℃での粘度安定性に優れ、また脱型可能時間が短かった。また、このエポキシ樹脂組成物の硬化物は着色が無かった。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、良好な表面平滑性を示し、また耐候性評価においても変色など無く良好な耐候性を示した。結果を表1に示す。
主剤液をビスフェノールA型エポキシ樹脂「“エポトート”(登録商標)YD-128」100質量部、硬化剤液のチオール化合物「“カレンズMT”(登録商標)NR1」を100質量部にしたこと以外は、実施例1と同様に実施した。この被膜用エポキシ樹脂組成物は成分[A]を含まないため、この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は実施例に比べて耐候性が劣った。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)HBE-100」100質量部からなる主剤液と、メタキシリレンジアミンを32質量部からなる硬化剤液としたこと以外は、実施例1と同様に実施した。この被膜用エポキシ樹脂組成物は成分[B]、[C]を含まないため、50℃で十分に早く硬化せず、高温にすることで硬化し、硬化物は着色した。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、硬化被膜を高温で成形せざるを得ず、表面平滑性が劣るものであった。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)DME-100」100質量部からなる主剤液と、酸無水物「HN-5500」106質量部とトリ-p-トリルホスフィン5質量部からなる硬化剤液としたこと以外は、実施例1と同様に実施した。この被膜用エポキシ樹脂組成物は成分[B]、[C]を含まないため、50℃で十分に早く硬化せず、高温にすることで硬化した。この被膜用エポキシ樹脂組成物を用いて作製した硬化被膜を有する繊維強化複合材料は、硬化被膜を高温で成形せざるを得ず、表面平滑が劣るものであった。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)HBE-100」100質量部からなる主剤液と、硬化剤液をチオール化合物「PEMP」57質量部としたこと以外は、実施例1と同様に実施した。この被膜用エポキシ樹脂組成物は成分[C]を含まないため、50℃でも高温でも硬化しなかった。結果を表1に示す。
脂肪族エポキシ樹脂「“リカレジン”(登録商標)HBE-100」100質量部からなる主剤液と、硬化剤液をエチルトリフェニルホスホニウムブロミド2.5質量部としたこと以外は、実施例1と同様に実施した。この被膜用エポキシ樹脂組成物は成分[B]を含まないため、50℃でも高温でも硬化しなかった。結果を表1に示す。
Claims (11)
- 繊維強化複合材料の表面に、樹脂組成物が硬化されてなる被膜が形成された成形品であって、
前記樹脂組成物は以下の成分[A]~[C]を含む、成形品。
成分[A]:脂肪族エポキシ樹脂
成分[B]:チオール化合物
成分[C]:第四級ホスホニウム塩 - 前記樹脂組成物は、成分[C]を、前記成分[A]100質量部に対し、0.1質量部以上15質量部未満含む、請求項1に記載の成形品。
- 前記成分[C]が、化学式1で示される化合物である、請求項1または2に記載の成形品。

R5及びR6はそれぞれ独立して、炭素数1~20のアルキル基を示す。
M1及びM2はそれぞれ独立して、周期表における第16族から選ばれる元素を示す。 - 前記成分[B]が、2級チオール構造または3級チオール構造を有する、請求項1~3のいずれかに記載の成形品。
- 前記成分[B]が、化学式2で示されるチオール構造を2個以上有する、請求項1~4のいずれかに記載の成形品。

R8は、炭素数1~20のアルキル基、シクロアルキル基或いはアラルキル基、又はアリール基を示す。
nは、1以上の自然数を示す。 - 前記成分[A]が脂環構造を有する、請求項1~5のいずれかに記載の成形品。
- 前記成分[A]がシクロヘキサン環を有する、請求項6に記載の成形品。
- 前記成分[A]が水添ビスフェノール型エポキシ樹脂である、請求項1~7のいずれかに記載の成形品。
- 前記繊維強化複合材料は複数の強化繊維層を有し、
前記強化繊維層の中で被膜と接する強化繊維層の形態が、平織りの強化繊維織物、綾織りの強化繊維織物、繻子織りの強化繊維織物又は一方向性の強化繊維織物から選択される、請求項1~8のいずれかに記載の成形品。 - 前記繊維強化複合材料が、強化繊維として炭素繊維を含む、請求項1~9のいずれかに記載の成形品。
- 繊維強化複合材料を成形温度80℃以上300℃以下で成形する工程、及び、
前記繊維強化複合材料の表面にて成分[A]~[C]を含む樹脂組成物を30℃以上80℃未満で硬化させて被膜とする工程を有する、請求項1~10のいずれかに記載の成形品の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020197024947A KR20200031064A (ko) | 2017-07-13 | 2018-07-02 | 성형품 및 그 제조 방법 |
| US16/604,232 US20200148847A1 (en) | 2017-07-13 | 2018-07-02 | Molded article and production method therefor |
| CN201880033859.9A CN110650997A (zh) | 2017-07-13 | 2018-07-02 | 成型品及其制造方法 |
| AU2018300880A AU2018300880A1 (en) | 2017-07-13 | 2018-07-02 | Molded article and production method therefor |
| EP18831141.9A EP3653663B1 (en) | 2017-07-13 | 2018-07-02 | Molded article and its production method |
| JP2018539446A JP7215170B2 (ja) | 2017-07-13 | 2018-07-02 | 自動車の外装部材用成形品およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017136807 | 2017-07-13 | ||
| JP2017-136807 | 2017-07-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019013025A1 true WO2019013025A1 (ja) | 2019-01-17 |
Family
ID=65001721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/025037 Ceased WO2019013025A1 (ja) | 2017-07-13 | 2018-07-02 | 成形品およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20200148847A1 (ja) |
| EP (1) | EP3653663B1 (ja) |
| JP (1) | JP7215170B2 (ja) |
| KR (1) | KR20200031064A (ja) |
| CN (1) | CN110650997A (ja) |
| AU (1) | AU2018300880A1 (ja) |
| WO (1) | WO2019013025A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022249966A1 (ja) * | 2021-05-24 | 2022-12-01 | 東レ・ファインケミカル株式会社 | ポリマー組成物、エポキシ樹脂組成物、エポキシ樹脂用硬化剤および速硬化型接着剤 |
| WO2023157750A1 (ja) * | 2022-02-16 | 2023-08-24 | 株式会社Adeka | 繊維強化プラスチック用樹脂組成物、及び繊維強化プラスチック |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018003774A1 (ja) * | 2016-06-29 | 2018-01-04 | Dic株式会社 | 中空糸膜モジュールおよびその製造方法、それらに用いるエポキシ樹脂 |
| CN116218438A (zh) * | 2021-12-02 | 2023-06-06 | 3M创新有限公司 | 单组分环氧粘合剂组合物及其制备方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001291757A (ja) * | 2000-02-03 | 2001-10-19 | Nippon Mitsubishi Oil Corp | 加工面を被覆処理したcfrp製搬送用部材およびその処理方法 |
| JP2002322588A (ja) * | 2001-04-25 | 2002-11-08 | Nitto Shinko Kk | マスキング材の製造方法及びマスキング材 |
| JP2002327041A (ja) * | 2001-02-14 | 2002-11-15 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグ及び繊維強化複合材料 |
| JP2008088212A (ja) | 2006-09-29 | 2008-04-17 | Sekisui Chem Co Ltd | 電子部品用エポキシ組成物、及び、半導体用封止剤 |
| JP2009013263A (ja) | 2007-07-03 | 2009-01-22 | Nitto Denko Corp | 光半導体素子封止用エポキシ樹脂組成物およびそれを用いた光半導体装置 |
| JP2009197180A (ja) * | 2008-02-25 | 2009-09-03 | Toray Ind Inc | 耐光性エポキシ樹脂組成物およびそれを用いた繊維強化複合材料 |
| WO2010137636A1 (ja) | 2009-05-28 | 2010-12-02 | 昭和電工株式会社 | エポキシ樹脂コーティング組成物 |
| JP2012077159A (ja) * | 2010-09-30 | 2012-04-19 | Fujifilm Corp | インク組成物、印画物及びその製造方法 |
| JP2013133339A (ja) * | 2011-12-22 | 2013-07-08 | Nippon Zeon Co Ltd | エポキシ樹脂組成物、硬化物、透明封止材料及び光半導体装置 |
| JP2013209510A (ja) | 2012-03-30 | 2013-10-10 | Dainippon Toryo Co Ltd | 繊維強化樹脂成形体被覆組成物、該被覆組成物を塗装して得られる繊維強化樹脂成形体及び該繊維強化樹脂成形体の製造方法 |
| WO2015107903A1 (ja) * | 2014-01-17 | 2015-07-23 | 東レ株式会社 | 被覆繊維強化樹脂成形品およびその製造方法 |
| JP2015221900A (ja) | 2007-07-26 | 2015-12-10 | 味の素株式会社 | 樹脂組成物 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100371376C (zh) * | 2000-10-19 | 2008-02-27 | 长春人造树脂厂股份有限公司 | 阻燃性环氧树脂组合物及其应用 |
| JP2013221091A (ja) * | 2012-04-17 | 2013-10-28 | Showa Denko Kk | エポキシ樹脂組成物 |
-
2018
- 2018-07-02 CN CN201880033859.9A patent/CN110650997A/zh active Pending
- 2018-07-02 JP JP2018539446A patent/JP7215170B2/ja active Active
- 2018-07-02 WO PCT/JP2018/025037 patent/WO2019013025A1/ja not_active Ceased
- 2018-07-02 EP EP18831141.9A patent/EP3653663B1/en active Active
- 2018-07-02 AU AU2018300880A patent/AU2018300880A1/en not_active Abandoned
- 2018-07-02 US US16/604,232 patent/US20200148847A1/en not_active Abandoned
- 2018-07-02 KR KR1020197024947A patent/KR20200031064A/ko not_active Withdrawn
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001291757A (ja) * | 2000-02-03 | 2001-10-19 | Nippon Mitsubishi Oil Corp | 加工面を被覆処理したcfrp製搬送用部材およびその処理方法 |
| JP2002327041A (ja) * | 2001-02-14 | 2002-11-15 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグ及び繊維強化複合材料 |
| JP2002322588A (ja) * | 2001-04-25 | 2002-11-08 | Nitto Shinko Kk | マスキング材の製造方法及びマスキング材 |
| JP2008088212A (ja) | 2006-09-29 | 2008-04-17 | Sekisui Chem Co Ltd | 電子部品用エポキシ組成物、及び、半導体用封止剤 |
| JP2009013263A (ja) | 2007-07-03 | 2009-01-22 | Nitto Denko Corp | 光半導体素子封止用エポキシ樹脂組成物およびそれを用いた光半導体装置 |
| JP2015221900A (ja) | 2007-07-26 | 2015-12-10 | 味の素株式会社 | 樹脂組成物 |
| JP2009197180A (ja) * | 2008-02-25 | 2009-09-03 | Toray Ind Inc | 耐光性エポキシ樹脂組成物およびそれを用いた繊維強化複合材料 |
| WO2010137636A1 (ja) | 2009-05-28 | 2010-12-02 | 昭和電工株式会社 | エポキシ樹脂コーティング組成物 |
| JP2012077159A (ja) * | 2010-09-30 | 2012-04-19 | Fujifilm Corp | インク組成物、印画物及びその製造方法 |
| JP2013133339A (ja) * | 2011-12-22 | 2013-07-08 | Nippon Zeon Co Ltd | エポキシ樹脂組成物、硬化物、透明封止材料及び光半導体装置 |
| JP2013209510A (ja) | 2012-03-30 | 2013-10-10 | Dainippon Toryo Co Ltd | 繊維強化樹脂成形体被覆組成物、該被覆組成物を塗装して得られる繊維強化樹脂成形体及び該繊維強化樹脂成形体の製造方法 |
| WO2015107903A1 (ja) * | 2014-01-17 | 2015-07-23 | 東レ株式会社 | 被覆繊維強化樹脂成形品およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3653663A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022249966A1 (ja) * | 2021-05-24 | 2022-12-01 | 東レ・ファインケミカル株式会社 | ポリマー組成物、エポキシ樹脂組成物、エポキシ樹脂用硬化剤および速硬化型接着剤 |
| GB2621759A (en) * | 2021-05-24 | 2024-02-21 | Toray Finechemicals Co Ltd | Polymer composition, epoxy resin composition, curing agent for epoxy resin, and fast-curing adhesive |
| GB2621759B (en) * | 2021-05-24 | 2025-07-02 | Toray Finechemicals Co Ltd | Polymer composition, epoxy resin composition, curing agent for epoxy resin, and fast-curing adhesive |
| WO2023157750A1 (ja) * | 2022-02-16 | 2023-08-24 | 株式会社Adeka | 繊維強化プラスチック用樹脂組成物、及び繊維強化プラスチック |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3653663A1 (en) | 2020-05-20 |
| CN110650997A (zh) | 2020-01-03 |
| EP3653663B1 (en) | 2022-12-28 |
| JPWO2019013025A1 (ja) | 2020-05-07 |
| EP3653663A4 (en) | 2021-03-24 |
| KR20200031064A (ko) | 2020-03-23 |
| AU2018300880A1 (en) | 2019-11-07 |
| JP7215170B2 (ja) | 2023-01-31 |
| US20200148847A1 (en) | 2020-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5733301B2 (ja) | 繊維強化複合材料rtm成形用エポキシ樹脂組成物、繊維強化複合材料およびその製造方法 | |
| JP5604771B2 (ja) | エポキシ樹脂組成物、繊維強化複合材料およびその製造方法 | |
| WO2019013025A1 (ja) | 成形品およびその製造方法 | |
| EP3275924B1 (en) | Two-pack type epoxy resin composition for fiber-reinforced composite material, and fiber-reinforced composite material | |
| US9328237B2 (en) | Two-pack type epoxy resin composition for fiber-reinforced composite materials, and fiber-reinforced composite material | |
| US20160237273A1 (en) | Two-pack epoxy resin composition for fiber-reinforced composite materials, and fiber-reinforced composite material | |
| CN107955372A (zh) | 双马来酰亚胺树脂氰酸酯树脂复合材料的制备方法 | |
| KR20190022488A (ko) | 섬유 강화 복합 재료용 2액형 에폭시 수지 조성물 및 섬유 강화 복합 재료 | |
| JP2011068761A (ja) | 透明複合シート | |
| ES2820506T3 (es) | Composición de resina epoxídica, material compuesto preimpregnado y reforzado con fibra | |
| RU2706661C1 (ru) | Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | |
| WO2022210246A1 (ja) | エポキシ樹脂組成物、エポキシ樹脂硬化物及びそれを用いた被覆繊維強化樹脂成形品 | |
| CN118909240A (zh) | 一种热塑性树脂及其制备方法、增强纤维复合材料 | |
| CN103732648B (zh) | 液体亚甲基二苯胺组合物 | |
| WO2018029743A1 (ja) | 繊維強化複合材料用2液型エポキシ樹脂組成物および繊維強化複合材料 | |
| TW201917165A (zh) | 高亮透明環氧樹脂組合物及應用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018539446 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18831141 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018300880 Country of ref document: AU Date of ref document: 20180702 Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018831141 Country of ref document: EP Effective date: 20200213 |