WO2019050010A1 - 鋼板およびその製造方法 - Google Patents
鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2019050010A1 WO2019050010A1 PCT/JP2018/033286 JP2018033286W WO2019050010A1 WO 2019050010 A1 WO2019050010 A1 WO 2019050010A1 JP 2018033286 W JP2018033286 W JP 2018033286W WO 2019050010 A1 WO2019050010 A1 WO 2019050010A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- steel plate
- mass
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a steel plate used for steel structures such as buildings, bridges, shipbuilding, offshore structures, construction machines, tanks, penstocks, etc., and more particularly to a thick steel plate having a thickness of 100 mm or more and a method for producing the same.
- Non-Patent Document 1 reports a very thick steel plate of 210 mm in thickness developed for a jack-up rig rack.
- Non-Patent Document 1 describes component compositions and manufacturing conditions for securing the toughness of the central portion of the thick steel plate.
- high strength steel plates having a thickness of 100 mm or more are manufactured by giving high toughness and high toughness in addition to high strength by applying quenching and tempering after hot rolling.
- the cooling rate in the quenching step after hot rolling is lower inside the steel plate on the inner side of the surface layer than in the surface layer of the steel plate. Is likely to be formed.
- the surface layer of the steel plate refers to each region on the front surface side and the back surface side bordering on the position of 1 ⁇ 4 t (t represents the plate thickness) in the thickness direction from the front and back surfaces of the steel plate respectively.
- the inner side (including 1 ⁇ 4 t) is the inside of the steel plate.
- bainite or a mixed structure of bainite and martensite inside the steel sheet at the time of quenching in order to satisfy the strength and toughness inside the thick steel sheet, and alloying elements such as Mn, Ni, Cr, Mo, etc. Needs to be added in large amounts.
- Non-Patent Document 1 does not touch.
- the present invention has been made in view of the above circumstances, and aims to stably manufacture a high strength steel plate excellent in toughness, not only for the inside of the steel plate but also for the surface of the steel plate.
- the present inventors target a thick steel plate having a yield strength of 620 MPa or more and a plate thickness of 100 mm or more and a microstructural control factor for suppressing the reduction in toughness in the steel plate surface and the strength in the steel plate.
- the following findings I to III were obtained.
- the microstructure In order to obtain high strength while maintaining good toughness in the steel plate inside where the cooling rate is significantly reduced compared to the surface of the steel sheet during quenching, even if the quenching is a low cooling rate, the microstructure has a martensite and / or bainite microstructure. In order to do so, it is necessary to appropriately select the component composition and to make the carbon equivalent 0.57% or more.
- the surface layer of the steel sheet and the inside of the steel sheet are in a temperature range of (Ar3 transformation point + 50) ° C or more (Ar3 transformation point -20) ° C or less
- the average cooling rate is important to form bainite at a predetermined ratio or more on the surface of the steel sheet.
- the component composition is further In mass%, Cu: 0.50% or less, Mo: 1.50% or less, Nb: not more than 0.100%, V: 0.200% or less and Ti: 0.005% or more and 0.020% or less selected from one or more selected from the above formula (1) in a range satisfying the following formula (2),
- the component composition is further In mass%, Mg: 0.0005% or more and 0.0100% or less, Ta: 0.010% or more and 0.200% or less, Zr: 0.0050% to 0.1000%, Y: 0.001% or more and 0.010% or less,
- the component composition is further In mass%, Cu: 0.50% or less, Mo: 1.50% or less, Nb: not more than 0.100%, V: 0.200% or less and Ti: 0.005% or more and 0.020% or less
- the component composition is further In mass%, Mg: 0.0005% or more and 0.0100% or less, Ta: 0.010% or more and 0.200% or less, Zr: 0.0050% to 0.1000%, Y: 0.001% or more and 0.010% or less,
- the manufacturing method of the steel plate of said 4 or 5 containing 1 type, or 2 or more types chosen from Ca: 0.0005% or more and 0.0050% or less, and REM: 0.0005% or more and 0.0200% or less.
- C 0.080% or more and 0.200% or less C is a useful element to obtain the strength required for the structural steel at low cost, and addition of 0.080% or more is necessary to obtain the effect.
- the content exceeds 0.200%, the toughness of the base material and the weld zone is significantly deteriorated, so the upper limit is made 0.200%.
- it is set to 0.080% or more and 0.140% or less.
- Si 0.40% or less Si is added preferably at 0.05% or more for deoxidation, but if it is added in excess of 0.40%, the toughness of the base material and the weld heat affected zone is significantly reduced, so the amount of Si is 0.40 % Or less. Preferably, it is 0.05% or more and 0.30% or less. More preferably, it is 0.05% or more and 0.25% or less.
- Mn 0.50% or more and 5.00% or less Mn is added from the viewpoint of securing the base material strength, but the addition of less than 0.50% does not have sufficient effect.
- it is added in excess of 5.00%, not only the toughness of the base material is deteriorated but also the upper limit is made 5.00% in order to promote center segregation.
- it is 0.60% or more and 2.00% or less. More preferably, it is 0.60% or more and 1.60% or less.
- P 0.015% or less
- the toughness of the base material and the weld heat affected zone is significantly reduced. Therefore, it limits to 0.015% or less. Preferably, it is 0.010% or less.
- it since it is difficult in manufacture on industrial scale to make it less than 0.001%, containing 0.001% or more is accept
- S 0.0050% or less
- S is contained in excess of 0.0050%, the toughness of the base material and the weld heat affected zone is significantly reduced. Therefore, S is made 0.0050% or less. Preferably, it is 0.0010% or less.
- it is difficult in manufacture of industrial scale to make less than 0.0001%, containing 0.0001% or more is accept
- Cr 3.00% or less
- Cr is an element effective for increasing the strength of the base material, and is preferably added at 0.10% or more, but if added in large amounts, it reduces weldability. Therefore, Cr is made 3.00% or less. Preferably, it is 0.10% or more and 2.00% or less.
- Ni 5.00% or less
- Ni is a beneficial element to improve the strength of the steel and the toughness of the weld heat affected zone, and is preferably added at 0.50% or more, but if it is added above 5.00%, the economic efficiency is significantly reduced Do. Therefore, the Ni content is 5.00% or less. Preferably, it is 0.50% or more and 4.00% or less.
- Al 0.080% or less Al is added to sufficiently deoxidize molten steel, but when it is added in excess of 0.080%, the amount of Al solid-solved in the base material increases, and the base material toughness is lowered. Therefore, Al is made 0.080% or less. Preferably, it is 0.030% or more and 0.080% or less. More preferably, it is 0.030% or more and 0.060% or less.
- N has the effect of refining the structure by forming a nitride with Al or the like and improving the toughness of the base material and the weld heat affected zone, so 0.0020% or more of N is preferably added. May be However, when it is added in excess of 0.0070%, the amount of nitrides precipitated in the base material increases, the base material toughness is significantly reduced, and a coarse carbonitride is formed in the heat affected zone to lower the toughness. Therefore, N is 0.0070% or less. Preferably, it is 0.0050% or less, more preferably 0.0040% or less. Note that N may be 0%.
- B 0.0030% or less
- B has the effect of enhancing the hardenability by segregating at austenite grain boundaries, thereby suppressing ferrite transformation from the grain boundaries, and therefore, B is preferably added at 0.0003% or more.
- B is made 0.0030% or less.
- it is 0.0003% or more and 0.0030% or less. More preferably, it is 0.0005% to 0.0020%.
- Carbon equivalent CeqIIW in order to secure a strength of 620 MPa or more and good toughness in yield strength particularly in a steel plate having a plate thickness of 100 mm or more, it is necessary to design an appropriate component composition. It is necessary to adjust the component composition to a range satisfying the above. This is because, if the carbon equivalent does not satisfy the following formula (1), ferrite or the like having low strength is easily formed, and it becomes difficult to stably secure a desired strength. [C] + [Mn] / 6 + [Ni] / 15 + [Cr] /15 ⁇ 0.57 (1) here, [] Is the content (% by mass) of the element in the [].
- the basic components of the present invention have been described above.
- the balance other than the above components is Fe and unavoidable impurities, but in the present invention, other elements can be appropriately contained as needed.
- Cu 0.50% or less Cu can improve the strength of the steel without losing the toughness, but if it is added more than 0.50%, cracking occurs in the surface layer of the steel sheet during hot working. Therefore, when it contains Cu, it makes it 0.50% or less. Preferably, it is 0.03% or more and 0.40% or less.
- Mo 1.50% or less Mo is an element effective for strengthening the base material, but when it is added in excess of 1.50%, precipitation of alloy carbides increases hardness and lowers toughness. Therefore, when it contains Mo, it is 1.50% or less. Preferably, it is 0.02% or more and 0.80% or less.
- Nb not more than 0.100% Nb is effective because it is effective in improving the strength of the base material, but addition exceeding 0.100% significantly reduces the toughness of the base material. Therefore, when Nb is contained, the upper limit is made 0.100%. Preferably, it is 0.025% or less. In addition, since the improvement effect of a characteristic will not be acquired if it shall be less than 0.003%, when adding, it shall be 0.003% or more.
- V 0.200% or less
- V is effective in improving the strength and toughness of the base material, and is effective in reducing solid solution N by precipitating as VN, but when added in excess of 0.200%, it is hard VC Toughness decreases due to precipitation of Therefore, when V is contained, it is 0.200% or less. Preferably, it is 0.010% or more and 0.100% or less.
- Ti 0.005% or more and 0.020% or less Ti forms TiN at the time of heating, effectively suppresses austenite coarsening, and improves the toughness of the base material and the weld heat affected zone. However, if it is added in excess of 0.020%, the Ti nitride is coarsened to lower the toughness of the base material. Therefore, when it contains Ti, it is referred to as 0.005% or more and 0.020% or less. Preferably, it is 0.008% or more and 0.015% or less.
- Mg 0.0005% to 0.0100%
- Ta 0.010% to 0.200%
- Zr 0.0050% to 0.1000%
- Y 0.001% to 0.010%
- Ca 0.0005% It can be made to contain 1 type or 2 types or more chosen from more than 0.0050% and REM: 0.0005% or more and 0.0200% or less.
- Mg 0.0005% or more and 0.0100% or less Mg forms a stable oxide at a high temperature, effectively suppresses the coarsening of the old ⁇ grain in the weld heat affected zone, and is effective for improving the toughness of the weld zone It is an element.
- the addition amount is less than 0.0005%, a clear effect is not obtained, and when the addition amount exceeds 0.0100%, the amount of inclusions increases and the toughness decreases. Therefore, when it contains Mg, it is referred to as 0.0005% or more and 0.0100% or less. Preferably, it is 0.0005% or more and 0.0050% or less.
- Ta 0.010% or more and 0.200% or less Ta is effective in improving the strength. However, when the addition amount is less than 0.010%, a clear effect can not be obtained, and when it exceeds 0.200%, toughness is reduced due to the formation of precipitates. Therefore, in the case of containing Ta, the content is made 0.010% or more and 0.200% or less.
- Zr 0.0050% or more and 0.1000% or less
- Zr is an element effective for increasing the strength, but a remarkable effect is not obtained when the addition amount is less than 0.0050%, and coarse precipitation occurs when it exceeds 0.1000%.
- Y 0.001% or more and 0.010% or less Y forms a stable oxide at a high temperature, effectively suppresses the coarsening of old ⁇ grains in the heat affected zone of the welding, and is effective for improving the toughness of the welded portion It is an element.
- the addition of less than 0.001% is not effective, and the addition of more than 0.010% increases the amount of inclusions and lowers the toughness. Therefore, when Y is contained, the content is set to 0.001% or more and 0.010% or less.
- Ca 0.0005% or more and 0.0050% or less
- Ca is an element useful for controlling the form of sulfide inclusions, and in order to exert its effect, addition of 0.0005% or more is necessary. However, if it is added in excess of 0.0050%, the cleanliness will be reduced and the toughness will be degraded. Therefore, when it contains Ca, it is referred to as 0.0005% or more and 0.0050% or less. Preferably, they are 0.0005% to 0.0025%.
- REM 0.0005% or more and 0.0200% or less REM (rare earth metal) also has the effect of forming oxides and sulfides in the steel to improve the quality of the material as Ca, and in order to obtain the effect, the addition of 0.0005% or more is necessary. However, even if it is added over 0.0200%, the effect is saturated. Therefore, when REM is contained, the content is made 0.0005% or more and 0.0200% or less. Preferably, it is 0.0005% or more and 0.0050% or less.
- the bainite area fraction in the surface layer of the steel sheet it is important to set to 10% or more.
- the bainite area fraction of the surface layer of the steel sheet is preferably 20% or more.
- the balance is tempered martensite, ferrite or the like.
- the bainite area fraction in not only a steel plate surface layer but the inside of a steel plate 10% or more. Since the inside of the steel plate also has such a structure, it is possible to obtain a steel plate with a small difference in characteristics between the surface of the steel plate and the inside of the steel plate.
- the bainite area fraction inside the steel plate is more preferably 20% or more.
- evaluation of the area fraction of the structure of the steel plate surface layer and the inside of the steel plate is performed by taking a sample of the cross section of the as-quenched steel in the rolling direction, revealing the structure with nital corrosive liquid, and 5 fields of view with a 200 ⁇ optical microscope It can carry out by observing above and calculating
- the surface layer of the steel plate a sample of a cross section in the rolling direction with a thickness of 15 mm is taken centering on the position of 1/8 t of the plate thickness.
- the sample of a 15-mm-thick rolling direction cross section is extract
- the average cooling rate is 0.2 to 10 ° C./s in the temperature range of (Ar 3 transformation point + 50) ° C. or more (Ar 3 transformation point -20) ° C. It is necessary to apply some cooling treatment to cool to 350 ° C. or less. As for the temperature conditions specified here, it is important that both the surface layer of the hot rolled steel sheet and the inside of the steel sheet be satisfied. Details will be described later.
- the toughness of the steel sheet surface has not been paid attention so far, it has been required to have the same level as the inside of the steel sheet in response to the increasing demand for improving the safety of the structure.
- the difference in toughness between the surface layer surface of the steel plate and the inside of the steel plate is evaluated by the ductile-brittle fracture transition temperature (vTrs)
- the difference in vTrs is preferably 20 ° C. or less.
- vTrs was evaluated by the method described in JIS Z2242.
- vTrs The difference between vTrs is 20 ° C or less, because even if the evaluation of toughness by vTrs is the same toughness level, the value may be up to about 20 ° C due to the measurement error of the brittle surface fracture rate. It was within 20 ° C. which is considered to be substantially equivalent.
- the yield strength inside the steel plate is 620 MPa or more. The reason is that a yield strength of 620 MPa or more is required to contribute to the enlargement of the structure.
- the temperature in the following description shall mean the temperature in a plate thickness center part (1 / 2t).
- the molten steel having the above composition is melted by a usual method such as a converter, an electric furnace, a vacuum melting furnace or the like, and made into a steel material such as a slab or a billet by a usual casting method such as a continuous casting method or a block forming method.
- the steel material may be further forged or rolled to reduce the thickness of the steel material.
- the steel plate after the hot rolling is air cooled or accelerated cooled.
- accelerated cooling is effective to improve toughness. Accelerated cooling shortens the residence time in a high temperature range as compared with air cooling, and can suppress refinement of the crystal grain size and coarsening of precipitates. Therefore, in the case of accelerated cooling, the Ar content is less than 3 points.
- the cooling at the time of accelerated cooling is performed by water cooling or air blast, and in either case, it is preferable to set a cooling rate of 0.1 ° C./s or more on the steel sheet surface.
- Heating temperature after hot rolling Ac 3 transformation point or more and 1050 ° C. or less
- the hot-rolled steel sheet after cooling is heated to the Ac 3 transformation point or more and 1050 ° C. or less.
- the reason for heating above the Ac 3 transformation point is to homogenize the steel into an austenite single phase.
- the reason for setting the reheating temperature to 1050 ° C. or lower is that the reduction in base material toughness due to the coarsening of austenite grains is significantly reduced in high temperature reheating exceeding 1050 ° C.
- the temperature is higher than the Ac 3 transformation point and lower than or equal to 1000 ° C.
- the Ac 3 transformation point or more and 950 ° C. or less are more preferable.
- bainite By performing such cooling, a structure having a bainite area fraction of 10% or more can be formed on the surface of the steel sheet, and the toughness of the surface of the steel sheet can be remarkably improved. Similarly, in the inside of the steel sheet, bainite can form a structure of 10% or more.
- the control of the cooling rate can be performed by a method of adjusting the flow rate of water, performing intermittent cooling, or performing cooling by a blast. Specifically, control of the average cooling rate in the steel sheet surface layer and the inside of the steel sheet is performed by deriving a cooling method, water amount adjustment, intermittent conditions by simulation or the like so as to achieve a desired cooling rate.
- the temperature of the steel plate surface layer and the inside of the steel plate can be determined by simulation calculation or the like from the plate thickness, the surface temperature, the cooling condition and the like.
- the temperature from the surface of the steel plate to the inside of the steel plate can be determined by calculating the temperature distribution in the thickness direction using the difference method.
- Ar 3 transformation point a value that is calculated by the following equation (4).
- Ar 3 910-310 [C] -80 [Mn] -20 [Cu] -15 [Cr] -55 [Ni] -80 [Mo] (4)
- each elemental symbol in Formula (4) shows content (mass%) in the steel raw material of each component composition, and what is not contained is calculated as zero.
- the cooling stop temperature is set to 350 ° C. or less. If cooling to 350 ° C. or less, transformation is completed in the entire steel plate and a uniform structure is obtained.
- a method of cooling it is general to use water cooling industrially, but the method of cooling may be other than water cooling, for example, there is also a method such as gas cooling.
- tempering is performed in a temperature range of 450 ° C. to 700 ° C. as necessary. If it is less than 450 ° C., the removal effect of residual stress is small, while if it exceeds 700 ° C., various carbides precipitate and the structure of the base material becomes coarse, and the strength and the toughness decrease significantly.
- the steel is repeatedly quenched for the purpose of toughening the steel, but in the present invention, it may be quenched repeatedly.
- the average cooling rate in the temperature range of (Ar 3 transformation point + 50) ° C or more (Ar 3 transformation point-20) ° C or less is 0.2 ° C / s or more and 10 ° C / It is preferable to perform cooling which is s or less, then to 350 ° C. or less, and temper at 450 ° C. or more and 700 ° C. or less.
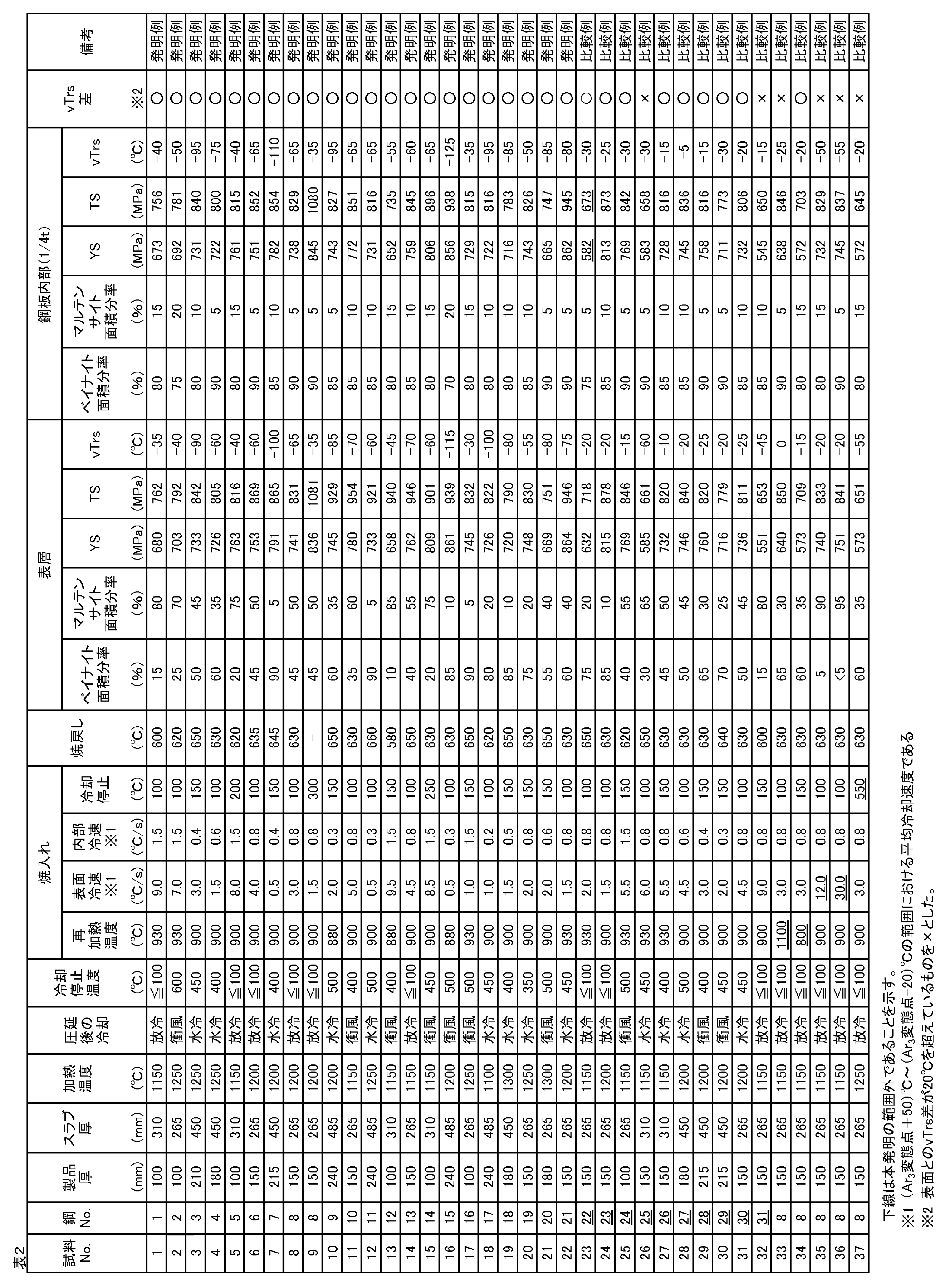
- the steels No. 1 to 31 shown in Table 1 are melted and made into slabs, then made into steel plates with a thickness of 100 mm or more and 240 mm or less according to the manufacturing conditions shown in Table 2. Thereafter, cooling treatment and tempering treatment The sample No. 1 to 37 thick steel plates were manufactured and subjected to the following test.
- YS inside the steel plate is less than 620 MPa, TS is less than 720 MPa, or surface of steel plate and 1 / 4t part Has a toughness (vTrs) of -30 ° C. or higher, or a difference of vTrs exceeds 20 ° C., and any of the above-mentioned properties is inferior.
- the present invention it is possible to obtain a thick steel plate of 100 mm or more excellent in toughness of the surface layer of the steel plate, strength and toughness inside the steel plate, and manufacturing stability while the yield strength of the base material is 620 MPa or more. It greatly contributes to the enlargement of the steel structure and the improvement of the safety of the steel structure.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
ここで、鋼板の表層とは、鋼板の表裏面からそれぞれ板厚方向へ1/4t(tは板厚を表す)の位置を境とする、表面側および裏面側の各領域を指し、この表層より内側(1/4tを含む)を鋼板の内部とする。
ときの平均冷却速度を0.2~10℃/sの範囲に制御することにより、鋼板表層に所定割合以上のベイナイトを形成させることが重要である。
C:0.080%以上0.200%以下、
Si:0.40%以下、
Mn:0.50%以上5.00%以下、
P:0.015%以下、
S:0.0050%以下、
Cr:3.00%以下、
Ni:5.00%以下、
Al:0.080%以下、
N:0.0070%以下および
B:0.0030%以下
を、下記式(1)を満足する範囲にて含有し、残部はFeおよび不可避的不純物の成分組成を有する鋼板であって、
該鋼板の表層にベイナイト面積分率が10%以上の組織を有し、該表層より内側の鋼板内部の降伏強度が620MPa以上である鋼板。
記
[C]+[Mn]/6+[Ni]/15+[Cr]/15≧0.57 … (1)
ここで、
[]は、該[]内元素の含有量(質量%)である。
質量%で、
Cu:0.50%以下、
Mo:1.50%以下、
Nb:0.100%以下、
V:0.200%以下および
Ti:0.005%以上0.020%以下
のうちから選ばれる1種または2種以上を前記式(1)に代えて下記式(2)を満足する範囲にて含有する、上記1に記載の鋼板。
記
[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/15≧0.57 … (2)
ここで、
[]は、該[]内元素の含有量(質量%)である。
質量%で、
Mg:0.0005%以上0.0100%以下、
Ta:0.010%以上0.200%以下、
Zr:0.0050%以上0.1000%以下、
Y:0.001%以上0.010%以下、
Ca:0.0005%以上0.0050%以下および
REM:0.0005%以上0.0200%以下
のうちから選ばれる1種または2種以上を含有する、上記1または2に記載の鋼板。
C:0.080%以上0.200%以下、
Si:0.40%以下、
Mn:0.50%以上5.00%以下、
P:0.015%以下、
S:0.0050%以下、
Cr:3.00%以下、
Ni:5.00%以下、
Al:0.080%以下、
N:0.0070%以下および
B:0.0030%以下
を、下記式(1)を満足する範囲にて含有し、残部はFeおよび不可避的不純物の成分組成を有する鋼素材に、熱間圧延を施して熱延鋼板とし、
該熱延鋼板を冷却した後に、Ac3変態点以上1050℃以下の温度域に加熱した後、
(Ar3変態点+50)℃以上(Ar3変態点-20)℃以下の温度域における平均冷却速度が0.2~10℃/sである冷却処理を施して350℃以下まで冷却する鋼板の製造方法。
記
[C]+[Mn]/6+[Ni]/15+[Cr]/15≧0.57 … (1)
ここで、
[]は、該[]内元素の含有量(質量%)である。
質量%で、
Cu:0.50%以下、
Mo:1.50%以下、
Nb:0.100%以下、
V:0.200%以下および
Ti:0.005%以上0.020%以下
のうちから選ばれる1種または2種以上を前記式(1)に代えて下記式(2)を満足する範囲にて含有する、上記4に記載の鋼板の製造方法。
記
[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/15≧0.57 … (2)
ここで、
[]は、該[]内元素の含有量(質量%)である。
質量%で、
Mg:0.0005%以上0.0100%以下、
Ta:0.010%以上0.200%以下、
Zr:0.0050%以上0.1000%以下、
Y:0.001%以上0.010%以下、
Ca:0.0005%以上0.0050%以下および
REM:0.0005%以上0.0200%以下
のうちから選ばれる1種または2種以上を含有する、上記4または5に記載の鋼板の製造方法。
以下、本発明の一実施形態に係る鋼板の製造条件について説明する。まず、鋼の成分組成の限定理由について述べる。なお、本明細書において、各成分元素の含有量を表す「%」は、特に断らない限り「質量%」を意味する。
Cは、構造用鋼に求められる強度を安価に得るために有用な元素であり、その効果を得るために0.080%以上の添加が必要である。一方、0.200%を超えて含有すると、母材および溶接部の靭性を顕著に劣化させるため、上限を0.200%とする。好ましくは0.080%以上0.140%以下とする。
Siは脱酸のために、好ましくは0.05%以上で添加するが、0.40%を超えて添加すると母材および溶接熱影響部の靭性が顕著に低下するため、Si量は0.40%以下とする。好ましくは0.05%以上0.30%以下とする。より好ましくは0.05%以上0.25%以下とする。
Mnは母材強度を確保する観点から添加するが、0.50%未満の添加ではその効果が十分ではない。一方、5.00%を超えて添加すると、母材の靭性が劣化するだけではなく、中心偏析を助長するため上限を5.00%とする。好ましくは0.60%以上2.00%以下とする。より好ましくは0.60%以上1.60%以下とする。
Pは、0.015%を超えて含有すると、母材および溶接熱影響部の靭性を著しく低下させる。そのため、0.015%以下に制限する。好ましくは、0.010%以下とする。なお、0.001%未満とするのは工業的規模の製造では難しいため、0.001%以上の含有は許容される。
Sは、0.0050%を超えて含有すると、母材および溶接熱影響部の靭性を顕著に低下させる。そのため、Sは0.0050%以下とする。好ましくは、0.0010%以下とする。なお、0.0001%未満とするのは工業的規模の製造では難しいため、0.0001%以上の含有は許容される。
Crは、母材の高強度化に有効な元素であり、好ましくは0.10%以上で添加するが、多量に添加すると溶接性を低下させる。そのため、Crは3.00%以下とする。好ましくは、0.10%以上2.00%以下とする。
Niは、鋼の強度および溶接熱影響部の靭性を向上させる有益な元素であり、好ましくは0.50%以上で添加するが、5.00%を超えて添加すると、経済性が著しく低下する。そのため、Niは5.00%以下とする。好ましくは、0.50%以上4.00%以下とする。
Alは、溶鋼を十分に脱酸するために添加されるが、0.080%を超えて添加すると母材中に固溶するAl量が多くなり、母材靭性を低下させる。そのため、Alは0.080%以下とする。好ましくは、0.030%以上0.080%以下とする。より好ましくは、0.030%以上0.060%以下とする。
Nは、Alなどと窒化物を形成することによって組織を微細化し、母材および溶接熱影響部の靭性を向上させる効果を有するため、好ましくは0.0020%以上のNを添加してもよい。しかしながら、0.0070%を超えて添加すると、母材中に析出する窒化物量が増加し、母材靭性が著しく低下し、さらに溶接熱影響部においても粗大な炭窒化物を形成し靭性を低下させる。そのため、Nは0.0070%以下とする。好ましくは、0.0050%以下とし、より好ましくは0.0040%以下とする。なお、Nは0%であってもよい。
Bは、オーステナイト粒界に偏析することで粒界からのフェライト変態を抑制し、焼入性を高める効果を有するため、好ましくは0.0003%以上で添加する。一方、0.0030%を超えて添加すると、炭窒化物として析出し焼入性を低下させ靭性低下を引き起こす。そのため、Bは0.0030%以下とする。好ましくは、0.0003%以上0.0030%以下とする。より好ましくは0.0005%以上0.0020%以下とする。
本発明では、特に板厚100mm以上の鋼板の内部において降伏強度で620MPa以上の強度と良好な靭性を確保するために、適切な成分組成の設計が必要であり、炭素当量CeqIIWに関する下記式(1)を満足する範囲に成分組成を調整する必要がある。なぜなら、炭素等量が下記式(1)を満足しない場合、強度に劣るフェライトなどが形成されやすく、安定的に所望の強度を確保することが難しくなるためである。
記
[C]+[Mn]/6+[Ni]/15+[Cr]/15≧0.57 … (1)
ここで、
[]は、該[]内元素の含有量(質量%)での含有量である。
この場合には、炭素当量CeqIIWについて、上記式(1)に代えて下記式(2)を満足する範囲に成分組成を調整する。
[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/15≧0.57 … (2)
ここで、
[]は、該[]内元素の含有量(質量%)での含有量である。
Cuは、靭性を損なうことなく鋼の強度の向上が図れるが、0.50%より多く添加すると熱間加工時に鋼板表層に割れを生じる。そのため、Cuを含有させる場合は0.50%以下とする。好ましくは、0.03%以上0.40%以下とする。
Moは、母材の高強度化に有効な元素であるが、1.50%を超えて添加すると合金炭化物の析出により硬度を上昇させ靭性を低下させる。そのため、Moを含有させる場合は、1.50%以下とする。好ましくは、0.02%以上0.80%以下とする。
Nbは、母材の強度の向上に効果があるため有効であるが、0.100%を超える添加は母材の靭性を顕著に低下させる。そのため、Nbを含有させる場合は、上限を0.100%とする。好ましくは、0.025%以下とする。なお、0.003%未満とすると特性の向上効果が得られないため、添加する場合は0.003%以上とする。
Vは、母材の強度・靭性の向上に効果があり、また、VNとして析出することで固溶Nの低下に有効であるが、0.200%を超えて添加すると硬質なVCの析出により靭性が低下する。そのため、Vを含有させる場合は、0.200%以下とする。好ましくは、0.010%以上0.100%以下とする。
Tiは、加熱時にTiNを生成し、オーステナイトの粗大化を効果的に抑制し、母材および溶接熱影響部の靭性を向上させる。しかし、0.020%を超えて添加すると、Ti窒化物が粗大化し母材の靭性を低下させる。そのため、Tiを含有させる場合は、0.005%以上0.020%以下とする。好ましくは、0.008%以上0.015%以下とする。
Mgは、高温で安定な酸化物を形成し、溶接熱影響部の旧γ粒の粗大化を効果的に抑制し、溶接部の靭性を向上させるのに有効な元素である。しかし、添加量が0.0005%未満の場合では明瞭な効果が得られず、0.0100%を超えて添加すると、介在物量が増加し靭性が低下する。そのため、Mgを含有させる場合は、0.0005%以上0.0100%以下とする。好ましくは、0.0005%以上0.0050%以下とする。
Taは、強度向上に有効である。しかし、添加量が0.010%未満の場合では明瞭な効果が得られず、0.200%を超える場合は析出物生成により靭性が低下する。そのため、Taを含有させる場合は、0.010%以上0.200%以下とする。
Zrは、強度上昇に有効な元素であるが、添加量が0.0050%未満の場合は顕著な効果が得られず、また、0.1000%を超える場合には粗大な析出物を生成し靭性が低下する。そのため、Zrを含有させる場合は、0.0050%以上0.1000%以下とする。
Yは、高温で安定な酸化物を形成し、溶接熱影響部の旧γ粒の粗大化を効果的に抑制し、溶接部の靭性を向上させるのに有効な元素である。しかし、0.001%未満の添加では効果が得られず、0.010%を超えて添加すると、介在物量が増加し靭性が低下する。そのため、Yを含有させる場合は、0.001%以上0.010%以下とする。
Caは、硫化物系介在物の形態制御に有用な元素であり、その効果を発揮させるためには、0.0005%以上の添加が必要である。しかし、0.0050%を超えて添加すると、清浄度の低下を招き靭性を劣化させる。そのため、Caを含有させる場合は、0.0005%以上0.0050%以下とする。好ましくは0.0005%以上0.0025%以下とする。
REM(希土類金属)もCaと同様に鋼中で酸化物および硫化物を形成して材質を改善する効果があり、その効果を得るためには0.0005%以上の添加が必要である。しかし、0.0200%を超えて添加しても、その効果が飽和する。そのため、REMを含有させる場合は、0.0005%以上0.0200%以下とする。好ましくは0.0005%以上0.0050%以下とする。
本発明では、鋼板表層におけるベイナイト面積分率を10%以上とすることが肝要である。鋼板表層がこのような組織を有することにより、鋼板表層についても優れた靭性を得ることができる。鋼板表層のベイナイト面積分率は、好ましくは20%以上である。残部は焼もどしマルテンサイト、フェライト等である。
鋼板表層の靭性はこれまで着目されてこなかったが、構造物の安全性向上要求の高まりを受け、鋼板内部と同等のレベルを要求されつつある。本発明の鋼板では、鋼板表層面と鋼板内部との靭性差を、延性-脆性破面遷移温度(vTrs)により評価すると、vTrsでの差が20℃以内であることが好ましい。これにより、鋼板表面と鋼板内部とで実質的に同一の靭性が得られていると評価できるためである。ここで、vTrsは、JIS Z2242に記載の方法で評価した。vTrsの差で20℃以内とするのは、靭性のvTrsによる評価は、同じ靭性レベルであったとしても、脆性破面率の測定誤差によりその値が最大で20℃程度生じる場合があるため、実質同等と考えられる20℃以内とした。
本発明では、鋼板の内部における降伏強度が620MPa以上であることとする。その理由は、構造物の大型化に寄与させるには620MPa以上の降伏強度を必要とするからである。
[鋼素材]
上記成分組成の溶鋼を、転炉、電気炉、真空溶解炉等の通常の方法で溶製し、連続鋳造法または造塊法等の通常の鋳造方法でスラブ、ビレットなどの鋼素材とする。また、圧延機の荷重等の制約がある場合には、鋼素材にさらに鍛造または分塊圧延を行い、鋼素材の板厚みを小さくしても良い。
上記鋼素材に対して熱間圧延を施す。鋼板表層における靭性と鋼板内部における強度および靭性とを両立するためには、熱間圧延時に、γ域での再結晶を促進し、旧γ粒径の微細化を図ることが有効である。このため、熱間圧延では、圧延終了温度をAr3点以上とすることが好ましい。
なお、Ar3変態点は、後述の式(4)により計算される値を用いることができる。
上記熱間圧延後の鋼板を空冷または加速冷却する。特に、靱性の向上を図る場合には加速冷却が有効である。加速冷却することで、空冷に比べて高温域での滞留時間が短くなり、結晶粒径の微細化や析出物の粗大化を抑制できるためである。そのため、加速冷却する場合はAr3点未満までとする。加速冷却時の冷却は水冷、衝風により行い、いずれの場合も、鋼板表面において0.1℃/s以上の冷却速度とすることが好ましい。
上記冷却後の熱延鋼板を、Ac3変態点以上1050℃以下に加熱する。Ac3変態点以上に加熱するのは、鋼をオーステナイト単相に均一化するためである。再加熱温度を1050℃以下とするのは、1050℃を超える高温の再加熱ではオーステナイト粒の粗大化による母材靭性の低下が著しく低下するためである。好ましくは、Ac3変態点以上1000℃以下とする。さらに、Ac3変態点以上950℃以下がより好ましい。
Ac3=937.2-476.5[C]+56[Si]-19.7[Mn]-16.3[Cu]-26.6[Ni]-4.9[Cr]+38.1[Mo]+124.8[V]+136.3[Ti]+198.4[Al]+3315[B]… (3)
ここで、式(3)における各元素記号は、それぞれの成分組成の鋼素材中の含有量(質量%)を示し、含有しないものは0として計算する。
上記加熱後に冷却処理を施す。この冷却処理は、鋼板表層および鋼板内部を350℃以下まで冷却するにあたり、鋼板表層および鋼板内部のそれぞれにおける、(Ar3変態点+50)℃以上(Ar3変態点-20)℃以下の温度域での平均冷却速度が0.2~10℃/sとなるように冷却処理を施すことが重要である。このような冷却を行うことで、鋼板表層にベイナイト面積分率が10%以上の組織を形成させることができ、鋼板表層の靭性を著しく向上させることができる。同様に、鋼板内部においても、ベイナイトが10%以上の組織を形成させることができる。
具体的には、鋼板表層および鋼板内部における平均冷却速度の制御は、所望の冷却速度となるように冷却方法、水量調整、間欠条件をシミュレーション等により導出して行う。
Ar3=910-310[C]-80[Mn]-20[Cu]-15[Cr]-55[Ni]-80[Mo]… (4)
ここで、式(4)における各元素記号は、それぞれの成分組成の鋼素材中の含有量(質量%)を示し、含有しないものは0として計算する。
上記冷却の停止温度を350℃以下とする。350℃以下まで冷却すれば、鋼板全体において変態が完了し、均一な組織が得られるためである。
冷却の方法は、工業的には水冷とすることが一般的であるが、冷却方法は水冷以外でも良く、例えば、ガス冷却などの方法もある。
上記のような急冷を行った後に、必要に応じて、450℃以上700℃以下の温度範囲で焼もどしを行う。450℃未満では残留応力の除去効果が少なく、一方、700℃を超えると、種々の炭化物が析出するとともに、母材の組織が粗大化し、強度、靭性が大幅に低下するためである。

各鋼板の板厚1/8t部および板厚1/4t部からΦ12.5mm丸棒引張試験片を圧延方向と直角方向に長さ50mmにて採取し、降伏強度(YS)、引張強度(TS)を測定した。降伏強度(YS)および引張強度(TS)は、JIS Z2241に準拠して測定した。
各鋼板の鋼板表層下2mmおよび板厚1/4t部から圧延方向を長手方向とする2mmVノッチシャルピー試験片を各15本ずつ採取し、各試験片についてvTrs(延性‐脆性破面遷移温度)をJIS Z 2242に準拠して評価した。
Claims (6)
- 質量%で、
C:0.080%以上0.200%以下、
Si:0.40%以下、
Mn:0.50%以上5.00%以下、
P:0.015%以下、
S:0.0050%以下、
Cr:3.00%以下、
Ni:5.00%以下、
Al:0.080%以下、
N:0.0070%以下および
B:0.0030%以下
を、下記式(1)を満足する範囲にて含有し、残部はFeおよび不可避的不純物の成分組成を有する鋼板であって、
該鋼板の表層にベイナイト面積分率が10%以上の組織を有し、該表層より内側の鋼板内部の降伏強度が620MPa以上である鋼板。
記
[C]+[Mn]/6+[Ni]/15+[Cr]/15≧0.57 … (1)
ここで、
[]は、該[]内元素の含有量(質量%)である。 - 前記成分組成は、さらに、
質量%で、
Cu:0.50%以下、
Mo:1.50%以下、
Nb:0.100%以下、
V:0.200%以下および
Ti:0.005%以上0.020%以下
のうちから選ばれる1種または2種以上を前記式(1)に代えて下記式(2)を満足する範囲にて含有する、請求項1に記載の鋼板。
記
[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/15≧0.57 … (2)
ここで、
[]は、該[]内元素の含有量(質量%)である。 - 前記成分組成は、さらに、
質量%で、
Mg:0.0005%以上0.0100%以下、
Ta:0.010%以上0.200%以下、
Zr:0.0050%以上0.1000%以下、
Y:0.001%以上0.010%以下、
Ca:0.0005%以上0.0050%以下および
REM:0.0005%以上0.0200%以下
のうちから選ばれる1種または2種以上を含有する、請求項1または2に記載の鋼板。 - 質量%で、
C:0.080%以上0.200%以下、
Si:0.40%以下、
Mn:0.50%以上5.00%以下、
P:0.015%以下、
S:0.0050%以下、
Cr:3.00%以下、
Ni:5.00%以下、
Al:0.080%以下、
N:0.0070%以下および
B:0.0030%以下
を、下記式(1)を満足する範囲にて含有し、残部はFeおよび不可避的不純物の成分組成を有する鋼素材に、熱間圧延を施して熱延鋼板とし、
該熱延鋼板を冷却した後に、Ac3変態点以上1050℃以下の温度域に加熱した後、
(Ar3変態点+50)℃以上(Ar3変態点-20)℃以下の温度域における平均冷却速度が0.2~10℃/sである冷却処理を施して350℃以下まで冷却する鋼板の製造方法。
記
[C]+[Mn]/6+[Ni]/15+[Cr]/15≧0.57 … (1)
ここで、
[]は、該[]内元素の含有量(質量%)である。 - 前記成分組成は、さらに、
質量%で、
Cu:0.50%以下、
Mo:1.50%以下、
Nb:0.100%以下、
V:0.200%以下および
Ti:0.005%以上0.020%以下
のうちから選ばれる1種または2種以上を前記式(1)に代えて下記式(2)を満足する範囲にて含有する、請求項4に記載の鋼板の製造方法。
記
[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/15≧0.57 … (2)
ここで、
[]は、該[]内元素の含有量(質量%)である。 - 前記成分組成は、さらに、
質量%で、
Mg:0.0005%以上0.0100%以下、
Ta:0.010%以上0.200%以下、
Zr:0.0050%以上0.1000%以下、
Y:0.001%以上0.010%以下、
Ca:0.0005%以上0.0050%以下および
REM:0.0005%以上0.0200%以下
のうちから選ばれる1種または2種以上を含有する、請求項4または5に記載の鋼板の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SG11202001759QA SG11202001759QA (en) | 2017-09-08 | 2018-09-07 | Steel plate and method of producing same |
| KR1020207005295A KR102339890B1 (ko) | 2017-09-08 | 2018-09-07 | 강판 및 그 제조 방법 |
| EP18853601.5A EP3680358A1 (en) | 2017-09-08 | 2018-09-07 | Steel sheet and method for producing same |
| JP2019502269A JP6795083B2 (ja) | 2017-09-08 | 2018-09-07 | 鋼板およびその製造方法 |
| CN201880057703.4A CN111051555B (zh) | 2017-09-08 | 2018-09-07 | 钢板及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-173275 | 2017-09-08 | ||
| JP2017173275 | 2017-09-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019050010A1 true WO2019050010A1 (ja) | 2019-03-14 |
Family
ID=65634117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/033286 Ceased WO2019050010A1 (ja) | 2017-09-08 | 2018-09-07 | 鋼板およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3680358A1 (ja) |
| JP (1) | JP6795083B2 (ja) |
| KR (1) | KR102339890B1 (ja) |
| CN (2) | CN113737103A (ja) |
| SG (1) | SG11202001759QA (ja) |
| WO (1) | WO2019050010A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230024381A (ko) | 2020-07-28 | 2023-02-20 | 닛폰세이테츠 가부시키가이샤 | 내마모강 |
| JP7261364B1 (ja) | 2023-01-20 | 2023-04-19 | 株式会社神戸製鋼所 | 鋼板 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116837300A (zh) * | 2023-06-14 | 2023-10-03 | 舞阳钢铁有限责任公司 | 一种超高强度高韧性特厚钢板及其生产方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62174322A (ja) * | 1985-10-15 | 1987-07-31 | Kobe Steel Ltd | 冷間加工性にすぐれる低降伏比高張力鋼板の製造方法 |
| JP2012062561A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062558A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2014177669A (ja) * | 2013-03-14 | 2014-09-25 | Jfe Steel Corp | 非調質低降伏比高張力厚鋼板およびその製造方法 |
| WO2015162939A1 (ja) * | 2014-04-24 | 2015-10-29 | Jfeスチール株式会社 | 厚鋼板及びその製造方法 |
| JP2015190008A (ja) * | 2014-03-28 | 2015-11-02 | Jfeスチール株式会社 | 溶接熱影響部靭性に優れた非調質低降伏比高張力厚鋼板およびその製造方法 |
| WO2017094593A1 (ja) * | 2015-12-04 | 2017-06-08 | 株式会社神戸製鋼所 | 溶接熱影響部の低温靭性劣化および溶接熱影響部の硬さを抑制した高降伏強度を有する非調質鋼板 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5368820B2 (ja) * | 2008-03-27 | 2013-12-18 | 株式会社神戸製鋼所 | 耐震性に優れた建築構造用780MPa級低降伏比円形鋼管およびその製造方法 |
| CN101591756A (zh) * | 2008-05-26 | 2009-12-02 | 宝山钢铁股份有限公司 | 屈服强度620MPa级低裂纹敏感性钢板及其制造方法 |
| EP2612945B1 (en) * | 2010-11-05 | 2014-04-16 | Nippon Steel & Sumitomo Metal Corporation | High-strength steel plate and method for producing same |
| JP5924058B2 (ja) * | 2011-10-03 | 2016-05-25 | Jfeスチール株式会社 | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 |
| EP2942414B1 (en) * | 2013-03-15 | 2019-05-22 | JFE Steel Corporation | Thick, tough, high tensile strength steel plate and production method therefor |
| US10060002B2 (en) * | 2013-12-16 | 2018-08-28 | Nippon Steel & Sumitomo Metal Corporation | H-section steel and method of producing the same |
| JP6024928B2 (ja) * | 2013-12-27 | 2016-11-16 | Jfeスチール株式会社 | 脆性亀裂伝播停止特性に優れる船舶用、海洋構造物用および水圧鉄管用厚鋼板およびその製造方法 |
| EP3120941B1 (en) * | 2014-03-20 | 2018-03-28 | JFE Steel Corporation | High toughness and high tensile strength thick steel plate and production method therefor |
| RU2653031C2 (ru) * | 2014-03-31 | 2018-05-04 | ДжФЕ СТИЛ КОРПОРЕЙШН | Сталь для высокодеформируемых труб магистральных трубопроводов с высокой стойкостью к деформационному старению и водородному охрупчиванию, способ их изготовления и сварная стальная труба |
| JP6361278B2 (ja) * | 2014-05-16 | 2018-07-25 | 新日鐵住金株式会社 | 圧延鋼材の製造方法 |
| CA2969200C (en) * | 2015-01-16 | 2020-06-02 | Jfe Steel Corporation | Thick-walled high-toughness high-strength steel plate and method for manufacturing the same |
-
2018
- 2018-09-07 CN CN202110924659.6A patent/CN113737103A/zh active Pending
- 2018-09-07 EP EP18853601.5A patent/EP3680358A1/en active Pending
- 2018-09-07 SG SG11202001759QA patent/SG11202001759QA/en unknown
- 2018-09-07 JP JP2019502269A patent/JP6795083B2/ja active Active
- 2018-09-07 WO PCT/JP2018/033286 patent/WO2019050010A1/ja not_active Ceased
- 2018-09-07 CN CN201880057703.4A patent/CN111051555B/zh active Active
- 2018-09-07 KR KR1020207005295A patent/KR102339890B1/ko active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62174322A (ja) * | 1985-10-15 | 1987-07-31 | Kobe Steel Ltd | 冷間加工性にすぐれる低降伏比高張力鋼板の製造方法 |
| JP2012062561A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062558A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2014177669A (ja) * | 2013-03-14 | 2014-09-25 | Jfe Steel Corp | 非調質低降伏比高張力厚鋼板およびその製造方法 |
| JP2015190008A (ja) * | 2014-03-28 | 2015-11-02 | Jfeスチール株式会社 | 溶接熱影響部靭性に優れた非調質低降伏比高張力厚鋼板およびその製造方法 |
| WO2015162939A1 (ja) * | 2014-04-24 | 2015-10-29 | Jfeスチール株式会社 | 厚鋼板及びその製造方法 |
| WO2017094593A1 (ja) * | 2015-12-04 | 2017-06-08 | 株式会社神戸製鋼所 | 溶接熱影響部の低温靭性劣化および溶接熱影響部の硬さを抑制した高降伏強度を有する非調質鋼板 |
Non-Patent Citations (2)
| Title |
|---|
| KOUZABUROU OOTANI: "Development of extremely thick (210 mm) 800N/mm2 grade steel plates for racks of jack-up rigs", NIPPON STEEL TECHNICAL REPORT, 1993, pages 10 - 16 |
| See also references of EP3680358A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230024381A (ko) | 2020-07-28 | 2023-02-20 | 닛폰세이테츠 가부시키가이샤 | 내마모강 |
| JP7261364B1 (ja) | 2023-01-20 | 2023-04-19 | 株式会社神戸製鋼所 | 鋼板 |
| JP2024103326A (ja) * | 2023-01-20 | 2024-08-01 | 株式会社神戸製鋼所 | 鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111051555A (zh) | 2020-04-21 |
| KR20200034770A (ko) | 2020-03-31 |
| JPWO2019050010A1 (ja) | 2019-11-07 |
| CN113737103A (zh) | 2021-12-03 |
| CN111051555B (zh) | 2022-01-21 |
| EP3680358A4 (en) | 2020-07-15 |
| SG11202001759QA (en) | 2020-03-30 |
| KR102339890B1 (ko) | 2021-12-15 |
| EP3680358A1 (en) | 2020-07-15 |
| JP6795083B2 (ja) | 2020-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2589676B1 (en) | Abrasion-resistant steel plate or sheet with excellent weld toughness and delayed fracture resistance | |
| JP5750546B2 (ja) | 低降伏比高靭性鋼板及びその製造方法 | |
| US10358688B2 (en) | Steel plate and method of producing same | |
| JP5145803B2 (ja) | 低温靭性および耐低温焼戻し脆化割れ特性に優れた耐磨耗鋼板 | |
| JP6149368B2 (ja) | 耐遅れ破壊特性に優れた高張力鋼板の製造方法 | |
| KR101828199B1 (ko) | 내마모 강판 및 그 제조 방법 | |
| KR20160072099A (ko) | 고경도 열간압연된 강 제품 및 이를 제조하는 방법 | |
| JP7411072B2 (ja) | 低温衝撃靭性に優れた高強度極厚物鋼材及びその製造方法 | |
| WO2016114146A1 (ja) | 厚肉高靭性高強度鋼板およびその製造方法 | |
| CN108368594A (zh) | 具有优异的低温应变时效冲击特性和焊接热影响区冲击特性的高强度钢材及其制造方法 | |
| CN111542621B (zh) | 高强度高韧性的热轧钢板及其制造方法 | |
| EP3269837B1 (en) | Micro alloyed steel and method for producing the same | |
| EP3733905B1 (en) | High-strength structural steel material having excellent fatigue crack propagation inhibitory characteristics and manufacturing method therefor | |
| CN108368593A (zh) | 具有优异的低温应变时效冲击特性的高强度钢材及其制造方法 | |
| JP5194572B2 (ja) | 耐溶接割れ性が優れた高張力鋼材の製造方法 | |
| CN108368589A (zh) | 具有优异的韧性和耐切割开裂性的高硬度耐磨钢及其制造方法 | |
| JP6795083B2 (ja) | 鋼板およびその製造方法 | |
| JP5874664B2 (ja) | 落重特性に優れた高張力鋼板およびその製造方法 | |
| JP6051735B2 (ja) | 溶接性および耐遅れ破壊特性に優れた高張力鋼板の製造方法 | |
| KR102761143B1 (ko) | 라인파이프용 강재 및 그 제조방법 | |
| EP3835448A1 (en) | Steel for pressure vessel having excellent surface quality and impact toughness, and method for manufacturing same | |
| JP5194571B2 (ja) | 引張強さ570N/mm2級以上の溶接割れ感受性に優れた高張力鋼の製造方法 | |
| JP5082500B2 (ja) | 強度−伸びバランスに優れた高靭性高張力鋼板の製造方法 | |
| EP4640903A1 (en) | Steel plate having high strength and excellent low-temperature impact toughness and method for manufacturing same | |
| JP4264296B2 (ja) | 溶接部靭性、条切り特性に優れた低降伏比570MPa級高張力鋼及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019502269 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18853601 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20207005295 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018853601 Country of ref document: EP Effective date: 20200408 |