WO2019146555A1 - ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 - Google Patents
ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 Download PDFInfo
- Publication number
- WO2019146555A1 WO2019146555A1 PCT/JP2019/001713 JP2019001713W WO2019146555A1 WO 2019146555 A1 WO2019146555 A1 WO 2019146555A1 JP 2019001713 W JP2019001713 W JP 2019001713W WO 2019146555 A1 WO2019146555 A1 WO 2019146555A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- p3ha
- particles
- poly
- foam
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/122—Hydrogen, oxygen, CO2, nitrogen or noble gases
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
- C08J9/20—Making expandable particles by suspension polymerisation in the presence of the blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/06—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/16—Making expandable particles
- C08J9/18—Making expandable particles by impregnating polymer particles with the blowing agent
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/22—After-treatment of expandable particles; Forming foamed products
- C08J9/228—Forming foamed products
- C08J9/232—Forming foamed products by sintering expandable particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/026—Crosslinking before of after foaming
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/03—Extrusion of the foamable blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/06—CO2, N2 or noble gases
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/16—Biodegradable polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Definitions
- the present invention provides a poly (3-hydroxyalkanoate) -based expanded particle formed by foaming resin particles comprising a poly (3-hydroxyalkanoate) -based composition, and a poly (3-hydroxy formed by molding the expanded particle.
- the present invention relates to alkanoate-based foam moldings.
- Biodegradable plastics have been developed for a wide range of applications such as materials for agriculture, forestry and fisheries used in the environment, food containers that are difficult to recover and reuse after use, packaging materials, sanitary products, garbage bags, etc. It is in progress. Furthermore, foams made of biodegradable plastics are expected to be used in cushioning materials for packaging, agricultural products boxes, fish boxes, automobile parts, construction materials, civil engineering materials and the like.
- poly (3-hydroxyalkanoate) (hereinafter sometimes referred to as P3HA) is noted as a plant-derived plastic from the viewpoint of excellent biodegradability and carbon neutrality.
- P3HA poly (3-hydroxybutyrate)
- P3HB3HV poly (3-hydroxybutyrate-co-3-hydroxyvalerate)
- P3HB3HH poly (3-hydroxybutyrate-co-4-hydroxybutyrate)
- P3HB4HB poly (3-hydroxybutyrate-co-4-hydroxybutyrate
- Patent Document 1 discloses pre-expanded particles using a biodegradable aliphatic polyester resin, poly (3-hydroxybutyrate-co-3-hydroxyhexanoate), and in-mold expansion of the particles. A method of obtaining a shaped body is disclosed.
- Patent Document 2 discloses a method for obtaining a foamed aliphatic polyester resin particle and an aliphatic polyester resin foamed particle molded article having biodegradability and a crosslinked structure having a gel fraction of at least 5%. It is disclosed.
- Patent Document 3 discloses a polyhydroxyalkanoate resin expanded particle comprising a polyhydroxyalkanoate resin composition containing a polyhydroxyalkanoate and an isocyanate compound and having a melt viscosity of a specific value or more.
- JP 2000-319438 A Japanese Patent Application Laid-Open No. 10-324766 WO2007 / 049695
- Patent Document 1 reports a method for obtaining an in-mold foam molded article comprising an aliphatic polyester-based pre-foamed particle having a crystal structure exhibiting two melting points in a DSC curve by differential scanning calorimetry and the pre-foamed particle. There is. However, there is no description on the heat of fusion of aliphatic polyester based pre-expanded particles. In the method disclosed in Patent Document 1, aliphatic polyester-based pre-expanded particles having good moldability and physical properties, and a molded article thereof are obtained (in particular, poly (3- having good surface properties and small mold shrinkage). It has been confirmed by the present inventors that it is difficult to obtain hydroxyalkanoate) based foam moldings.
- Patent Document 3 the polyhydroxyalkanoate and the isocyanate compound are melt-kneaded with an extruder or the like to form a polyhydroxyalkanoate resin composition having a melt viscosity of a specific value or more, whereby the processing width at the time of molding of the foam molded article is It has been reported that polyhydroxyalkanoate resin foam particles can be obtained widely and without post-mold shrinkage. However, since the melt viscosity is improved by melt-kneading with an extruder or the like, the load on the extruder or the like is very large, and since the discharge amount needs to be reduced, the productivity is low.
- an object of the present invention is to provide a poly (3-hydroxyalkanoate) -based expanded particle and the above-described expanded molded article, which can obtain an expanded molded article having good surface properties and a low molding shrinkage.
- the present inventor has at least two melting peaks in a DSC curve obtained by differential scanning calorimetry and has a heat of fusion on the high temperature side, a gel fraction, and the like.
- the poly (3-hydroxyalkanoate) -based expanded particles each having a total amount in a specific range, it has been found that it is possible to obtain a foamed molded article having a good surface property and a small molding shrinkage rate, thus completing the present invention .
- the DSC curve obtained by differential scanning calorimetry has at least two melting peaks, the heat of fusion (X) on the high temperature side is 0.1 to 20 J / g, and the gel fraction (Y) is 20 to 20 A poly (3-hydroxyalkanoate) -based expanded particle, which is 75% by weight, and the heat of fusion (X) and the gel fraction (Y) satisfy the following expression (1).
- Poly (3-hydroxyalkanoate) is poly (3-hydroxybutyrate), poly (3-hydroxybutyrate-co-3-hydroxyvalerate), poly (3-hydroxybutyrate-co-3) -Hydroxyvalerate-co-3-hydroxyhexanoate), poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) and poly (3-hydroxybutyrate-co-4-hydroxybutyrate)
- P3HA foam particles poly (3-hydroxyalkanoate) foam particles
- P3HA foam molding poly (3-hydroxyalkanoate) foam molding
- the P3HA-based expanded particles of the present invention can be obtained, for example, by expanding resin particles composed of a P3HA-based composition. Further, the P3HA-based foamed molded article can be obtained specifically by, for example, in-mold foam molding by molding P3HA-based foamed particles.
- P3HA in the present invention is a polymer having a 3-hydroxyalkanoate repeating unit as an essential constituent unit (monomer unit), and specifically, a polymer containing a repeating unit represented by the following general formula (1) is preferable.
- R represents an alkyl group represented by C p H 2p + 1
- p represents an integer of 1 to 15.
- examples of R include linear or branched alkyl groups such as methyl, ethyl, propyl, methylpropyl, butyl, isobutyl, t-butyl, pentyl and hexyl.
- p 1 to 10 is preferable, and 1 to 8 is more preferable.
- P3HA is P3HA produced from a microorganism.
- P3HA produced from a microorganism is poly [(R) -3-hydroxyalkanoate] whose 3-hydroxyalkanoate repeating units are all (R) -3-hydroxyalkanoate.
- P3 HA preferably contains 50 mol% or more, more preferably 70 mol% or more, and more preferably 80 mol% or more of 3-hydroxyalkanoate repeating units (in particular, repeating units of general formula (1)). It is more preferable that the repeating unit (monomer unit) may be only a 3-hydroxyalkanoate repeating unit, or in addition to the 3-hydroxyalkanoate repeating unit, other repeating units (eg, 4-hydroxyalkanoate). And the like may be included.
- P3HA preferably contains 80 mol% or more, more preferably 85 mol% or more of 3-hydroxybutyrate (hereinafter sometimes referred to as 3HB) as a repeating unit (monomer unit).
- 3HB 3-hydroxybutyrate
- those in which 3-hydroxybutyrate is all (R) -3-hydroxybutyrate (produced by a microorganism) are preferred.
- P3HA include, for example, poly (3-hydroxybutyrate), poly (3-hydroxybutyrate-co-3-hydroxypropionate), poly (3-hydroxybutyrate-co-3-hydroxyvalerate) (P3HB3HV), poly (3-hydroxybutyrate-co-3-hydroxyvalerate-3-hydroxyhexanoate), poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) (P3HB3HH) Poly (3-hydroxybutyrate-co-3-hydroxyheptanoate), poly (3-hydroxybutyrate-co-3-hydroxyoctanoate), poly (3-hydroxybutyrate-co-3-hydroxy) Nonanoate), poly (3-hydroxybutyrate-co-3-hydroxydecanoate), Li (3-hydroxybutyrate - co-3-hydroxy-undecanoate), poly (3-hydroxybutyrate - co-4-hydroxybutyrate) (P3HB4HB), and the like.
- P3HA is a polymer having 3-hydroxybutyrate as an essential constitutional unit
- the melt processing temperature range and the thermal decomposition temperature range of P3HA are close to each other, and the processability tends to be inferior.
- the comonomer ratio exceeds 20 mol%, crystallization at the time of melt processing tends to be slow and productivity tends to be low.
- Each monomer ratio of P3HA can be determined by a method known to those skilled in the art, for example, a method described in WO 2013/147139.
- the melting point of P3HA is not particularly limited, but is preferably 110 to 165 ° C, more preferably 120 to 155 ° C. When the melting point is less than 110 ° C., the heating dimensional change of the obtained P3HA-based foam molded article tends to be large. On the other hand, when the melting point exceeds 165 ° C., hydrolysis tends to easily occur during the foaming process.
- about 5 mg of P3HA was measured using a differential scanning calorimeter (DSC6200 manufactured by Seiko Instruments Inc.), and the melting point of P3HA was raised from 10 ° C to 190 ° C at a heating rate of 10 ° C / min. In the resulting DSC curve, it is measured as the temperature of the hottest melting peak.
- the weight average molecular weight of P3HA is not particularly limited, but is preferably 200,000 to 2,000,000, more preferably 250,000 to 1.5 million, and still more preferably 300,000 to 1,000,000. If the weight average molecular weight is less than 200,000, the closed cell rate of the obtained P3HA based foam particles tends to be low. On the other hand, when the weight average molecular weight exceeds 2,000,000, the load on the machine during melt processing is high, and the productivity tends to be low.
- the weight average molecular weight of P3HA can be measured from the molecular weight distribution in terms of polystyrene using gel permeation chromatography (HPLC GPC system manufactured by Shimadzu Corporation) using a chloroform solution. As a column in the gel permeation chromatography, a column suitable for measuring weight average molecular weight may be used.
- the method for producing P3HA in the present invention is not particularly limited, and may be a production method by chemical synthesis, or may be a production method by microorganisms. Among them, the method of producing by microorganisms is preferable as described above. Known or conventional methods can be applied to the method of production by microorganisms.
- P3HB3HV and P3HB3HH producing bacteria Aeromonas caviae, P3HB4HB producing bacteria, Alcaligenes eutrophus, etc. It has been known.
- P3HB3HH Alkalinegenes eutrophus AC 32 strain (Alcaligenes eutrophus AC32, FERM BP-6038) into which a gene of P3HA synthetase group was introduced to increase the productivity of P3HB3HH (T. Fukui, Y. Doi, J.
- the P3HA can be used singly or in combination of two or more.
- the resin particles composed of the P3HA-based composition in the present invention are particles composed of a composition containing P3HA as an essential component (P3HA-based composition).
- the composition usually contains P3HA and an optional additive.
- resin particles refer to particles which have not been expanded yet before being subjected to the expansion step.
- the content of P3HA in resin particles comprising the P3HA-based composition is not particularly limited, but is preferably 70% by weight or more, more preferably 80% by weight from the viewpoint of the biodegradability of the resulting foam particles and foam molded articles. It is above.
- the melting point (hereinafter sometimes referred to as Tmp) of the resin particles comprising the P3HA-based composition is not particularly limited, but it is preferably 110 to 165 ° C., more preferably 120 to 155 ° C.
- Tmp melting point
- the melting point is less than 110 ° C., the heating dimensional change of the obtained P3HA-based foam molded article tends to be large.
- the melting point exceeds 165 ° C., hydrolysis tends to easily occur during the foaming process.
- the melting point of the resin particles comprising the P3HA-based composition is about 5 mg of the resin particles comprising the P3HA-based composition measured using a differential scanning calorimeter (DSC 6200 type manufactured by Seiko Instruments Inc.), and the temperature rises by 10 ° C./min. It is measured as the temperature of the highest melting peak in the DSC curve obtained when the temperature is raised from 10 ° C. to 190 ° C. at a heating rate.
- DSC 6200 type manufactured by Seiko Instruments Inc.
- the melt flow rate (hereinafter sometimes referred to as MFR) of resin particles comprising the P3HA-based composition is not particularly limited, but is preferably 1 to 20 g / 10 min (minutes), more preferably 1 to 17 g / 10 min, further Preferably, it is 1 to 15 g / 10 min. If the MFR is less than 1 g / 10 min, it will tend to be difficult to obtain foam particles with low apparent density only by foaming once. On the other hand, when the MFR exceeds 20 g / 10 min, the closed cell rate of the obtained foamed particles tends to be low.
- MFR of the resin particle which consists of a P3HA type composition uses a melt flow index tester (made by Yasuda Seiki Seisakusho), load 5kg, measurement temperature is a resin particle which consists of P3HA type composition It is determined by measuring under the conditions of the melting end temperature +5 to 10 ° C. read from the DSC curve obtained in “Measurement of melting point”.
- the weight per resin particle made of the P3HA-based composition is not particularly limited, but is preferably 0.3 to 10 mg, more preferably 0.5 to 5 mg. If the weight per unit is less than 0.3 mg, it tends to be difficult to stably produce resin particles composed of the P3HA-based composition with high productivity. On the other hand, when the weight per unit exceeds 10 mg, it tends to be difficult to thin the P3HA foam molded article.
- the shape of the resin particles comprising the P3HA-based composition is not particularly limited, but the length / diameter is preferably 0.5 to 3, and more preferably 0.7 to 2.5.
- the length / diameter is less than 0.5, the shape of the resulting expanded beads tends to be flat, and the surface properties of the resulting expanded molded article tend to be deteriorated.
- the length / diameter exceeds 3, the filling property of the molding machine to the mold is deteriorated, and the surface property of the obtained P3HA-based foam molded article tends to be deteriorated.
- the resin particles comprising the P3HA-based composition of the present invention may contain additives, as long as the effects of the present invention are not impaired.
- additives for example, a cell regulator, a crystallization nucleating agent, a lubricant, a plasticizer, an antistatic agent, a flame retardant, a conductive agent, a heat insulating agent, a crosslinking agent, an antioxidant, an ultraviolet absorber, a colorant, an inorganic filler Agents, organic fillers, hydrolysis inhibitors, etc. can be used according to the purpose.
- additives having biodegradability are preferred.
- the foam control agent examples include talc, silica, calcium silicate, calcium carbonate, aluminum oxide, titanium oxide, diatomaceous earth, clay, baking soda, alumina, barium sulfate, aluminum oxide, bentonite and the like.
- talc is preferable in that it is particularly excellent in dispersibility in P3HA.
- the amount of the cell regulator to be used is not particularly limited, but is preferably 0.01 to 1 part by weight, more preferably 0.03 to 0.5 parts by weight, still more preferably 0.05 to 1 part by weight with respect to 100 parts by weight of P3HA. It is 0.3 parts by weight. Not only one but also two or more types of the cell regulator may be mixed, and the mixing ratio can be appropriately adjusted according to the purpose.
- crystallization nucleating agent examples include pentaerythritol, orotic acid, aspartame, cyanuric acid, glycine, zinc phenylphosphonate, boron nitride and the like. Among them, pentaerythritol is preferable in that the crystallization promoting effect of P3HA is particularly excellent.
- the amount of the crystallization nucleating agent used is not particularly limited, but is preferably 0.1 to 5 parts by weight, more preferably 0.5 to 3 parts by weight, still more preferably 0.7 to 1 with respect to 100 parts by weight of P3HA. .5 parts by weight. Not only one but also two or more crystallization nucleating agents may be mixed, and the mixing ratio can be appropriately adjusted according to the purpose.
- lubricant for example, behen acid amide, oleic acid amide, erucic acid amide, stearic acid amide, palmitic acid amide, N-stearyl behenic acid amide, N-stearyl erucic acid amide, ethylene bis stearic acid amide, ethylene bis oleic acid And amides, ethylenebiserucic acid amide, ethylenebislauric acid amide, ethylenebiscapric acid amide, p-phenylenebisstearic acid amide, polycondensates of ethylenediamine, stearic acid and sebacic acid, and the like.
- behen acid amide and erucic acid amide are preferable in that the lubricant effect on P3HA is particularly excellent.
- the amount of the lubricant used is not particularly limited, but is preferably 0.01 to 5 parts by weight, more preferably 0.05 to 3 parts by weight, and still more preferably 0.1 to 1.5 parts by weight with respect to 100 parts by weight of P3HA. It is a department. Not only one but also two or more lubricants may be mixed, and the mixing ratio can be appropriately adjusted according to the purpose.
- glycerin ester compounds for example, glycerin ester compounds, citric acid ester compounds, sebacic acid ester compounds, adipic acid ester compounds, polyether ester compounds, benzoic acid ester compounds, phthalic acid ester compounds, isosol
- baide ester compounds for example, glycerin ester compounds, citric acid ester compounds, sebacic acid ester compounds, and dibasic acid ester compounds are preferable in that the plasticizing effect on P3HA is particularly excellent.
- glycerol ester type compound glycerol diaceto monolaurate etc. are mentioned, for example.
- tributyl acetyl citrate etc. are mentioned, for example.
- sebacate ester compounds include dibutyl sebacate and the like.
- dibasic acid ester type compound benzyl methyl diethylene glycol adipate etc. are mentioned, for example.
- the amount of the plasticizer used is not particularly limited, but it is preferably 1 to 20 parts by weight, more preferably 2 to 15 parts by weight, and still more preferably 3 to 10 parts by weight with respect to 100 parts by weight of P3HA.
- the plasticizer may be used alone or in combination of two or more, and the mixing ratio can be appropriately adjusted according to the purpose.
- the amount of the isocyanate compound used is preferably less than 3 parts by weight, more preferably less than 1 part by weight, and still more preferably less than 0.1 parts by weight with respect to 100 parts by weight of P3HA. Most preferably, the resin particles do not contain an isocyanate compound.
- isocyanate compound for example, a polyisocyanate compound having two or more isocyanate groups in one molecule can be used.
- specific types include aromatic, alicyclic and aliphatic isocyanates.
- aromatic isocyanates isocyanate compounds having tolylene, diphenylmethane, naphthylene, tolidine, xylene, and triphenylmethane as a skeleton
- alicyclic isocyanates as isophorone, hydrogenated diphenylmethane as a skeleton
- aliphatic isocyanates There is an isocyanate compound having a skeleton of hexamethylene, lysine and the like.
- polyisocyanates of tolylene, diphenylmethane, particularly diphenylmethane from the viewpoint of versatility, handleability, weather resistance and the like.
- the resin particles (also P3HA-based expanded particles) composed of the P3HA-based composition of the present invention may further contain a resin component other than P3HA (sometimes referred to as "other resin component").
- resin component other than P3HA sometimes referred to as "other resin component”
- other resin components include aliphatic polyesters and aliphatic aromatic polyesters such as polylactic acid, polybutylene succinate, polybutylene succinate adipate, polybutylene adipate terephthalate, polybutylene succinate terephthalate, and polycaprolactone.
- another resin component can also be used individually by 1 type, and can also be used in combination of 2 or more types.
- the content of the other resin component in the resin particles (also P3HA-based expanded particles) composed of the P3HA-based composition of the present invention is not particularly limited, but preferably 10 to 400 parts by weight with respect to 100 parts by weight of P3HA, More preferably, it is 50 to 150 parts by weight.
- the method for producing resin particles comprising the P3HA-based composition of the present invention is not particularly limited, and can be produced by applying a known or conventional method.
- P3HA and, if necessary, the additive are melt-kneaded using an extruder, a kneader, a Banbury mixer, a roll, etc., and the molten P3HA composition is discharged from a die nozzle and cut.
- Resin particles composed of a P3HA-based composition having a shape that is easy to use for foaming of the present invention, such as cylindrical, elliptic cylindrical, spherical, cubic, rectangular or the like can be obtained.
- a twin-screw extruder is preferable from the viewpoint of productivity and convenience.
- the temperature at which the additive is melt-kneaded as needed with P3HA depends on the melting point of P3HA, the weight average molecular weight, etc., and the additive used.
- the temperature of the molten P3HA composition discharged from the nozzle of the die is preferably 150 to 200 ° C., more preferably 160 to 195 ° C., and still more preferably 170 to 190 ° C. is there.
- the temperature of the melted P3HA-based composition is less than 150 ° C., the P3HA-based composition tends to be insufficient in melt kneading.
- the temperature of the melted P3HA-based composition exceeds 200 ° C., P3HA tends to be easily thermally decomposed.
- the temperature for cooling the molten P3HA-based composition discharged from the die nozzle is not particularly limited, but is preferably 20 to 80 ° C., more preferably 30 to 30 ° C.
- the temperature is 70 ° C., more preferably 40 to 60 ° C.
- the temperature for cooling is less than 20 ° C., crystallization of the melted P3HA-based composition tends to be slow, and the productivity of resin particles composed of the P3HA-based composition tends to be low.
- the temperature to be cooled exceeds 80 ° C., crystallization of the melted P3HA composition tends to be delayed, and the productivity of resin particles composed of the P3HA composition tends to be low.
- the P3HA-based expanded particles of the present invention can be obtained, for example, by expanding resin particles composed of the above-described P3HA-based composition. It is important that the P3HA-based expanded particles of the present invention satisfy all the properties of the following [1], [2] and [3].
- the DSC curve obtained by differential scanning calorimetry has at least two melting peaks and the heat of fusion (X) on the high temperature side is 0.1 to 20 J / g
- gel fraction (Y) is 20 to 75% by weight
- the P3HA-based expanded particles of the present invention have a DSC obtained by differential scanning calorimetry described later Have at least two melting peaks in the curve (see, eg, FIG. 2).
- the number of the melting peaks is two, the heat of fusion determined from the melting peak on the high temperature side is taken as the above-mentioned "heat of fusion on high temperature side (X)".
- the number of melting peaks is three or more, the heat of fusion determined from the highest temperature melting peak is taken as the above-mentioned "high-temperature side heat of fusion (X)”.
- the heat of fusion (X) on the high temperature side of the DSC curve obtained by differential scanning calorimetry of the P3HA foamed particles of the present invention is 0.1 to 20 J / g as described above, preferably 0.3 to 18 J / g. g, more preferably 0.5 to 15 J / g. If the heat of fusion (X) on the high temperature side is less than 0.1 J / g, the resulting expanded particles adhere to each other to cause molding defects, and a good expanded molded product can not be obtained. On the other hand, when the amount of heat of fusion (X) on the high temperature side exceeds 20 J / g, the expansion of the foamed particles at the time of molding becomes worse, and the surface property of the foamed molded product becomes poor.
- the method for measuring the heat of fusion (X) on the high temperature side of the P3HA-based expanded particles is as follows. About 5 mg of P3HA foam particles are weighed using a differential scanning calorimeter (DSC 6200 manufactured by Seiko Instruments Inc.), and a DSC curve obtained when the temperature is raised from 10 ° C. to 190 ° C. at a heating rate of 10 ° C./min. In Fig. 2, the baselines before and after melting are connected by a straight line (in Fig. 2, a broken line along approximately the X-axis direction). Next, a straight line (a broken line in the Y-axis direction in FIG.
- the heat quantity calculated from the region on the high temperature side surrounded by the baseline, the straight line in the vertical direction, and the DSC curve is the heat of fusion (X) on the high temperature side (see, for example, FIG. 2).
- the temperature (melting point) (referred to as "Tmh”) of the melting peak at the high temperature side or the melting peak at the highest temperature in the above-described DSC measurement of the P3HA foamed particles of the present invention is from the melting point (Tmp) of the resin particles before foaming. Is also preferably high.
- Tmh is preferably (Tmp + 3) ° C. or higher, more preferably (Tmp + 5) ° C. or higher, and still more preferably (Tmp + 7) ° C. or higher.
- Tmh is preferably (Tmp + 15) ° C. or less, more preferably (Tmp + 13) ° C. or less.
- Tmh is preferably 150 to 160 ° C., more preferably 152 to 158 ° C. It is.
- a means to control Tmh in the range as described in this paragraph is not particularly limited, mainly adjustment of foaming temperature, foaming pressure, holding time before foaming and the like can be mentioned. Details will be described later.
- the heat of fusion (X) on the high temperature side of the DSC curve obtained by differential scanning calorimetry of the P3HA foamed particles of the present invention is a value serving as a measure of the amount of crystals having a high melting point, and this is a resin comprising a P3HA based composition It plays a major role in the viscoelasticity when foaming particles and expanding P3HA-based foamed particles. That is, that the heat of fusion (X) is 0.1 to 20 J / g indicates that the P3HA foam particles contain a specific amount of crystals having a high melting point, whereby resin particles comprising the P3HA composition are obtained.
- the heat of fusion (X) tends to decrease, and when the bubbling pressure is decreased, the heat of fusion (X) tends to increase. This is because the foaming pressure changes the degree of plasticization and the amount of unmelted crystals.
- the foaming pressure can be controlled by the amount of the foaming agent.
- the heat of fusion (X) tends to increase as the time for holding the resin particles in the pressure-resistant container before foaming increases. This is because the amount of growth of unmelted crystals changes depending on the holding time.
- the temperature at the time of holding the resin particles in the pressure-resistant container before foaming is usually about the same as the foaming temperature.
- the heat of fusion (X) can be controlled to 0.1 to 20 J / g mainly by adjusting these parameters.
- the MFR of the resin particles when the MFR of the resin particles is increased, the heat of fusion (X) tends to increase, and conversely, when the MFR is reduced, the heat of fusion (X) tends to decrease. This is because MFR changes the growth amount of unmelted crystals.
- the MFR of the resin particles can be controlled by the molecular weight of P3HA.
- the heat of fusion (X) tends to decrease as the gel fraction of the P3HA foam particles increases, and the heat of fusion (X) tends to increase as the gel fraction decreases. This is because the gel fraction changes the growth amount of unmelted crystals.
- the gel fraction (Y) of the P3HA-based expanded particles of the present invention is an index indicating the degree of crosslinking of P3HA in the expanded particles.
- the gel fraction (Y) is 20 to 75% by weight as described above, preferably 25 to 70% by weight, more preferably 30 to 68% by weight.
- the gel fraction (Y) is less than 20% by weight, the independent cell ratio of the obtained foam particles tends to be low, and the surface property of the foam molded article becomes poor.
- the gel fraction (Y) exceeds 75% by weight, it is difficult to obtain foamed particles with low apparent density only by foaming once.
- the gel fraction of the P3HA-based expanded particles can be controlled particularly by the type of the crosslinking agent, the amount thereof used, and the like.
- the measuring method of the gel fraction of P3HA type foaming particle is as follows. In a 150 ml flask, 1 g of foamed particles and 100 ml of chloroform are placed and heated under reflux at 62 ° C. for 8 hours under atmospheric pressure, and then the obtained heat-treated product is filtered using a suction filter with a 100 mesh wire mesh. To process. The resulting filtered product on a wire mesh is dried in an oven at 80 ° C. under vacuum for 8 hours. At this time, the obtained dry matter weight Wg (g) is measured. The gel fraction is calculated as Wg / 1 ⁇ 100 (% by weight).
- the heat of fusion (X; J / g) on the high temperature side and the gel fraction (Y; weight%) satisfy the following formula (1).
- the heat of fusion (X) and the gel fraction (Y) on the high temperature side of the P3HA foamed particles of the present invention preferably satisfy 75 ⁇ X + Y ⁇ 30, and more preferably 70 ⁇ X + Y ⁇ 35. If X + Y is less than 30, the closed cell rate of the resulting expanded beads is low, and surface property defects and / or increase in mold shrinkage rate of the foamed molded article may occur.
- the apparent density of the P3HA-based expanded particles of the present invention is not particularly limited, but preferably 0.02 to 0.6 g / cm 3 , more preferably 0.03 to 0.3 g / cm 3 .
- the expanded particles may be subjected to the second and subsequent expansion steps.
- the apparent density of P3HA foam particles is prepared by preparing a measuring cylinder containing ethanol, sinking the foam particle group of weight Wd (g) to the measuring cylinder using a wire mesh etc. Let the volume of the foamed particle group taken be Vd (cm 3 ).
- the apparent density of the expanded particles is Wd / Vd (g / cm 3 ).
- the closed cell rate of the P3HA-based expanded particles of the present invention is not particularly limited, but is preferably 88% or more, more preferably 93% or more. If the closed cell rate is less than 88%, the molding shrinkage of the resulting foam molded article tends to be large.
- the measuring method of the closed cell rate of P3HA type foaming particle is as follows. For the P3 HA foam particles, using an air comparison type hydrometer (Model 1000 manufactured by Tokyo Science Co., Ltd.), in accordance with the method described in procedure C (PROSEDURE C) of ASTM D2856-87, the volume Vc (cm 3) Measure).
- the entire volume of the foamed particles after measurement of Vc is submerged in a measuring cylinder containing ethanol, and the apparent volume Va (cm 3 ) of the foamed particles is determined from the water level rise of the measuring cylinder (submersion method) .
- the closed cell rate of the foamed particles is 100- (Va-Vc) ⁇ 100 / Va (%).
- the average cell diameter of the P3HA-based expanded particles of the present invention is not particularly limited, but is preferably 50 to 500 ⁇ m, more preferably 100 to 400 ⁇ m.
- the measuring method of the average bubble diameter of P3HA type foaming particle is as follows. The expanded particles are cut at the center of the expanded particles using a razor (feathered high stainless steel double-edged blade).
- the method for producing the P3HA-based expanded particles of the present invention is not particularly limited, for example, the method described below can be applied.
- resin particles comprising a P3HA-based composition, water, a dispersing agent, a dispersing aid and a crosslinking agent and, if necessary, a crosslinking aid and a plasticizer are charged into a pressure container under stirring, and these are sufficiently dispersed.
- the foaming agent is introduced into the pressure container.
- the resin particles are maintained at a constant temperature for a certain period of time, if necessary.
- the contents of the pressure container are heated above the softening temperature of the resin particles and then, if necessary, maintained at a temperature near the foaming temperature After that, one end of the pressure-resistant container is released, and the contents such as the resin particles and water are discharged under an atmosphere lower in pressure than the pressure in the pressure-resistant container to foam the resin particles, whereby the P3HA foamed particles are obtained.
- This series of operations may hereinafter be referred to as depressurized foaming).
- emitting under a low pressure atmosphere be foaming temperature
- the water is not particularly limited as long as it can uniformly disperse resin particles comprising a P3HA composition, a dispersing agent, a dispersing aid, a crosslinking agent, a foaming agent and the like.
- pure water such as RO water (water purified by reverse osmosis membrane method), distilled water, deionized water (water purified by ion exchange resin), ultrapure water, etc. can be used.
- the amount of water used is not particularly limited, but is preferably 100 to 1000 parts by weight with respect to 100 parts by weight of resin particles composed of the P3HA resin composition.
- the dispersant examples include inorganic substances such as tribasic calcium phosphate, tribasic magnesium phosphate, basic magnesium carbonate, calcium carbonate, barium sulfate, kaolin, talc, clay, aluminum oxide, titanium oxide, aluminum hydroxide and the like. .
- the amount of the dispersant used is not particularly limited, but is preferably 0.1 to 3.0 parts by weight with respect to 100 parts by weight of the resin particles composed of the P3HA resin group.
- the dispersion aid examples include anionic surfactants such as sodium dodecylbenzene sulfonate, sodium ⁇ -olefin sulfonate, sodium normal paraffin sulfonate and the like.
- the use amount of the dispersion aid is not particularly limited, but preferably 0.001 to 0.5 parts by weight, and more preferably 0.01 to 0.2 parts by weight with respect to 100 parts by weight of the resin particles consisting of the P3 HA resin set. It is a weight part.
- the dispersant and the dispersion aid are preferably used in combination.
- the crosslinking agent examples include organic peroxides.
- the organic peroxide does not need to be mixed and reacted with P3HA by melt-kneading, and can be impregnated and reacted with the resin particles after producing the resin particles as described above, and thus is a preferable crosslinking agent in view of the process.
- An organic peroxide having a half-life temperature of 120 to 160 ° C. is preferable, although it depends on the kind of P3 HA used and the like.
- diacyl peroxides are preferred. Specific examples thereof include Di-benzoyl peroxide (one-minute half-life temperature: 130 ° C.) and the like.
- the amount of the crosslinking agent to be used is not particularly limited, but is preferably 0.1 to 5 parts by weight, more preferably 0.3 to 3 parts by weight, still more preferably 100 parts by weight of resin particles consisting of P3HA resin set Is 0.5 to 2 parts by weight.
- the amount of the crosslinking agent used is less than 0.1 parts by weight, it becomes difficult to satisfy the gel fraction (Y) requirements, and the closed cell rate of the obtained expanded particles tends to be low, and the surface property is It becomes difficult to obtain a foamed molded article having a good mold shrinkage rate.
- the amount of the crosslinking agent used exceeds 5 parts by weight, the effect of adding only can not be obtained, and it tends to be economically wasteful.
- P3HA in P3HA foam particles becomes P3HA having a crosslinked structure, and the requirement of gel fraction (Y) can be satisfied.
- the amount of the crosslinking agent used is correlated with the gel fraction (Y) and greatly affects the value of the gel fraction (Y). Therefore, the amount of the crosslinking agent used should be determined in consideration of the gel fraction (Y) to be obtained. It is desirable to set strictly.
- crosslinking assistant examples include compounds having at least one unsaturated bond in the molecule. Among them, allyl esters, acrylic esters, methacrylic esters, divinyl compounds and the like are particularly preferable.
- the use amount of the crosslinking coagent is not particularly limited, but is preferably 0.01 to 3 parts by weight, more preferably 0.03 to 1.5 parts by weight, with respect to 100 parts by weight of the resin particles composed of the P3HA resin set. More preferably, it is 0.05 to 1 part by weight. If the amount of the crosslinking aid used is less than 0.01 parts by weight, the effect as the crosslinking aid tends to be small.
- plasticizer examples include glycerin ester compounds, citric acid ester compounds, sebacic acid ester compounds, adipic acid ester compounds, polyether ester compounds, benzoic acid ester compounds, phthalic acid ester compounds, and iso compounds.
- examples thereof include sorbide ester compounds, polycaprolactone compounds, and dibasic acid ester compounds.
- glycerin ester compounds, citric acid ester compounds, sebacic acid ester compounds, and dibasic acid ester compounds are preferable in that the plasticizing effect of P3HA is excellent.
- Glycerin diaceto monolaurate etc. are mentioned as a glycerol ester type compound.
- the amount of the plasticizer to be used is not particularly limited, but it is preferably 1 to 20 parts by weight, more preferably 2 to 15 parts by weight, and still more preferably 3 to 10 parts by weight with respect to 100 parts by weight of resin particles consisting of P3HA resin set It is a department.
- the plasticizer may be used alone or in combination of two or more, and the mixing ratio can be appropriately adjusted according to the purpose.
- blowing agent examples include inorganic gases such as carbon dioxide, nitrogen and air; saturated hydrocarbons having 3 to 5 carbon atoms such as propane, normal butane, isobutane, normal pentane, isopentane and neopentane; dimethyl ether, diethyl ether, and methyl ethyl Ethers such as ethers; halogenated hydrocarbons such as monochloromethane, dichloromethane, dichlorodifluoroethane and the like; water and the like can be mentioned, and at least one selected from these groups can be used.
- carbon dioxide is preferably used from the viewpoint of environmental load and foaming power.
- the amount of the foaming agent to be added is not particularly limited, but is preferably 2 to 10000 parts by weight, more preferably 5 to 5000 parts by weight, and 10 to 1000 parts by weight with respect to 100 parts by weight of resin particles comprising the P3HA composition. More preferable.
- the amount of the foaming agent added is less than 2 parts by weight, it tends to be difficult to obtain foam particles having a small apparent density.
- the amount of the foaming agent added exceeds 10000 parts by weight, the effect of the addition only can not be obtained, and it tends to be economically wasteful.
- the oxygen concentration in the pressure container and the dissolved oxygen content of water are increased in order to increase the crosslinking efficiency when impregnating and reacting the resin particles consisting of the P3HA-based composition with the crosslinking agent and, if necessary, the crosslinking assistant in the depressurization foaming. It is preferable to lower the As the method, substitution with an inorganic gas such as carbon dioxide or nitrogen or vacuum drawing can be mentioned.
- a rate at which the temperature is raised to a desired foaming temperature is preferably 1 to 3 ° C./minute, more preferably 1.5 to 3 ° C./minute preferable. If the temperature rise rate is less than 1 ° C./min, productivity tends to be low. On the other hand, when the temperature rise rate exceeds 3 ° C./min, there is a tendency that the impregnation of the foaming agent into the resin particles consisting of the P3HA composition and the impregnation of the crosslinking agent and the reaction become insufficient at the temperature rise.
- the foaming temperature is different depending on the type of P3HA, the type of the foaming agent, the apparent density of the desired foamed particles, etc., so it can not be specified in principle, but the high temperature side melting in the above DSC measurement of the foamed particles
- the temperature is preferably lower than the peak or the highest melting peak temperature (Tmh), and is preferably lower than the melting point (Tmp) of the resin particles before foaming.
- the foaming temperature is preferably, for example, 100 to 140.degree. If the foaming temperature is too low (for example, a temperature less than 100 ° C.), it may be difficult to obtain foamed particles having a low apparent density.
- the foaming temperature when the foaming temperature is too high (for example, a temperature exceeding 140 ° C.), hydrolysis of the resin particles composed of the P3HA-based composition tends to easily occur in the pressure container.
- the foaming temperature has a correlation with the amount of heat of fusion (X) on the high temperature side, and greatly affects the value of the amount of heat of fusion (X) on the high temperature side. It is desirable to set strictly.
- the foaming pressure is preferably 1 to 10 MPa (gauge pressure), more preferably 2 to 5 MPa (gauge pressure). If the foaming pressure is less than 1 MPa (gauge pressure), it tends to be difficult to obtain foamed particles having a low apparent density.
- the resin particles comprising the P3HA-based composition are impregnated with the foaming agent, and the temperature at which the crosslinking agent is impregnated is different depending on the type of P3HA, the type of the crosslinking agent, etc. 70 to 110 ° C. is preferred.
- the holding time at the temperature is preferably 1 to 60 minutes, more preferably 3 to 45 minutes.
- the pressure-retaining and foaming time is not particularly limited, but is preferably 1 to 60 minutes, and more preferably 5 to 45 minutes. If the holding time is less than 1 minute, unreacted crosslinker tends to remain. On the other hand, if it exceeds 60 minutes, hydrolysis of resin particles comprising the P3HA-based composition tends to occur easily.
- the heat of fusion (X) on the high temperature side tends to be larger as the holding time is longer.
- the low pressure atmosphere may be filled with saturated water vapor in order to improve the foamability.
- P3HA-based expanded particles having a desired apparent density may not be obtained only by the depressurized foaming.
- the pressure in the P3HA-based expanded particles (hereinafter referred to as expanded particles) is obtained by pressurizing the P3HA-based expanded particles obtained by the above-described pressure-relief foaming into a pressure-resistant container and impregnating the inorganic gas such as air or carbon dioxide.
- the P3HA foamed particles may be further expanded by heating with superheated steam or the like to obtain a desired apparent density P3HA based two-stage foamed particles (hereinafter referred to as This series of operations may be referred to as two-stage foaming).
- the internal pressure of the foamed particles when performing the two-stage foaming is preferably 0.15 to 0.60 MPa (absolute pressure), and more preferably 0.30 to 0.60 MPa (absolute pressure).
- the temperature in the pressure container at the time of impregnating the P3HA based foamed particles with the inorganic gas in the two-stage foaming is preferably 20 to 90 ° C., more preferably 40 to 90 ° C.
- the pressure of the superheated steam or the like for heating the P3HA-based foamed particles (hereinafter sometimes referred to as a two-stage foaming pressure) varies depending on the characteristics of the foamed particles used and the desired apparent density. Although not possible, it is preferably 0.01 to 0.17 MPa (gauge pressure), more preferably 0.03 to 0.11 MPa (gauge pressure).
- the P3HA-based two-stage expanded particles preferably satisfy the apparent density, the closed cell ratio, and the average cell diameter of the above-described P3HA-based expanded particles.
- P3 HA based foam molding The method for producing the P3HA-based foam molded article of the present invention is not particularly limited, and can be produced by applying a known or conventional method. For example, the following methods (A) to (D) for in-mold foam molding may be mentioned, but not limited thereto.
- P3HA-based expanded particles including the above-described P3HA-based two-step expanded particles, the same applies hereinafter
- A P3HA-based expanded particles are pressure-treated with an inorganic gas to impregnate the expanded particles with the inorganic gas to impart a predetermined expanded internal pressure to the expanded particles.
- the expanded particles are filled in a mold and heated with superheated steam
- B P3HA based expanded particles are filled in a mold and then compressed so as to reduce the volume in the mold by 10 to 75%.
- the pressure of the superheated steam for heating the P3HA foam particles (hereinafter referred to as molding pressure and Is sometimes used) Although it differs depending on the properties of the expanded beads and the like and can not be specified generally, it is preferably 0.05 to 0.30 MPa (gauge pressure), more preferably 0.08 to 0.25 MPa (gauge pressure).
- the inorganic gas in the method (A) of the method for producing the P3HA foam molded article of the present invention air, nitrogen, oxygen, carbon dioxide, helium, neon, argon and the like can be used, and they are selected from these groups At least one can be used. Among these, air or carbon dioxide is preferred.
- the internal pressure of the foamed particles in the method (A) is preferably 0.10 to 0.30 MPa (absolute pressure), and more preferably 0.15 to 0.30 MPa (absolutely). Pressure).
- the temperature in the pressure container at the time of impregnating the foamed particles with the inorganic gas in the method (A) of the method for producing the P3HA foam molded article of the present invention is preferably 20 to 90 ° C., more preferably 40 to 80 ° C.
- the P3HA foam molded article of the present invention can be used for various applications, and can be used for applications such as cushioning materials for packaging, agricultural products boxes, fish boxes, automobile parts, construction materials, civil engineering materials and the like.
- P3HA-3: P3HB3HH (Kaneka Kaneka biodegradable polymer PHBH 151N, monomer ratio is 3HB / 3HH 89/11 (mol% / mol%))
- P3HA-4: P3HB4HB (Ecomann EM5400, the monomer ratio is 3HB / 4HB 86/14 (mol% / mol%)) [Air bubble regulator] Bubble regulator: Talc (Tarcan Powder PKS manufactured by Hayashi Kasei Co., Ltd.) [Plastic
- Plasticizer 2 benzyl methyl diethylene glycol adipate (DAIFATSUTY-101 manufactured by Daihachi Chemical Industry Co., Ltd.)
- Dispersant Tertiary calcium phosphate (made by Taihei Kagaku Sangyo Co., Ltd.)
- Dispersion aid Dispersion aid: Sodium alkyl sulfonate (Lateomul PS, manufactured by Kao Corporation)
- Cross-linking agent Benzoyl peroxide (content about 75%) (Perkadox L-W75 LS manufactured by Kayaku Akzo Co., Ltd.) The evaluation methods implemented in the examples and comparative examples will be described.
- a melt flow index tester (made by Yasuda Seiki Seisakusho Co., Ltd.), a load of 5 kg according to JIS K 7210, and a measurement temperature is a melting point read from a DSC curve obtained by "measurement of melting point of resin particles consisting of P3HA composition". It measured on conditions of end temperature + 5-10 ° C.
- the heat quantity calculated from the region on the high temperature side surrounded by the baseline and the straight line in the vertical direction and the DSC curve is the heat of fusion on the high temperature side (X), and the heat quantity calculated from the region on the low temperature side is the melting on the low temperature side It was determined as the amount of heat. Further, in the DSC curve, the temperature of the highest melting peak is taken as the melting point on the high temperature side, and the temperature below the highest temperature is taken as the melting point on the low temperature side (exemplified in FIG. 2).
- P3HA based foam particles or P3HA based double-stage foam particles were cut at the center of the foam particles using a razor (Feather high stainless steel double-edged blade).
- a razor Foodher high stainless steel double-edged blade.
- a straight line passing substantially the center of the expanded particle is drawn, and the straight line penetrates
- the number of bubbles n and the diameter L ( ⁇ m) of the foamed particle determined from the intersection of the straight line and the surface of the foamed particle were read.
- the average cell diameter of the foamed particles was determined from L / n ( ⁇ m).
- the P3HA-based foamed molded product was visually observed, the surface and end portions of the foamed molded product were observed, and the following criteria were evaluated.
- the edge part of a foam molding is a ridgeline part which a surface and a surface cross
- Expanded particles are expanded during in-mold expansion molding, adjacent expanded particles are fused cleanly in any part, and there is almost no gap between the expanded particles.
- Foamed particles do not extend during in-mold foam molding, and there are many places where there is a gap between adjacent foamed particles.
- the mold dimensional shrinkage is 5% or less, and the molding shrinkage is small.
- the mold dimensional shrinkage is greater than 5%, and the molding shrinkage is large.
- the thermal conductivity at 23 ° C. was determined according to JIS A 1412 using a thermal conductivity measurement device (HC-074 manufactured by Eiko Seiki Co., Ltd.).
- Example 1 [Production of Resin Particles Consisting of P3 HA-Based Composition]
- P3HA-1 was used as P3HA, and 100 parts by weight of P3HA-1 and 0.1 parts by weight of a cell regulator were weighed and dry-blended.
- the dry-blended mixture is melt-kneaded using a twin-screw extruder (TEM-26SX manufactured by Toshiba Machine Co., Ltd.) at a cylinder setting temperature of 130 to 160 ° C. and discharged from the nozzle of a die attached to the tip of the extruder.
- the molten P3 HA-based composition at 0 ° C. was water-cooled at 50 ° C. and then cut to obtain resin particles with a weight of 4.5 mg per particle.
- the obtained resin particles had a melting point of 145 ° C. and an MFR measured at 160 ° C. of 2.4 g / 10 min.
- the compressive stress of the obtained foam molded article was 0.26 MPa at 10% strain, 0.32 MPa at 25% strain, and 0.38 MPa at 50% strain.
- the buffer coefficient was 2.40 and the maximum stress was 0.88 MPa.
- the dimensional change in heating was -0.1%.
- the thermal conductivity was 0.035 W / (m ⁇ K). Furthermore, the weight reduction rate was 37% by weight. As described above, it was confirmed that biodegradation occurred while having characteristics close to those of conventional polyolefin foam molded articles.
- the foamed particles in which the gel fraction (Y) is 0% by weight, the foamed particles are not stretched at the time of in-mold foam molding, and the surface of the obtained foam molded article The sex was bad. Moreover, in the case of the foam particle (comparative example 3) whose X + Y is less than 30, the molding shrinkage rate of the obtained foam-molded body was large. Further, in the case of the expanded particles (Comparative Example 4) in which there is only one melting peak in the DSC curve and the heat of fusion (X) on the high temperature side is 0 J / g, the expanded particles adhere to each other. Since the mold could not be sufficiently filled, it was not possible to obtain foam moldings that can be evaluated in various ways.
- Example 7 Manufacture of P3 HA-based foam molding
- a molding machine KD-345 manufactured by DAISEN
- a superheated steam pressure 0.20 MPa (gauge pressure)
- Example 8 As shown in Table 2, foam particles and foam molding were carried out in the same manner as in Example 1 except that the composition was changed and the weight per resin particle was changed to 0.9 mg. The body was made. The same evaluation as in Example 1 was performed, and the results are summarized in Table 2.
- the foamed molded product obtained by molding the foamed particles had good surface properties and a small molding shrinkage.
- Examples 9 to 12 Resin particles, foamed particles, and a foamed molded article were produced in the same manner as in Example 1 except that the blending and foaming conditions were changed as shown in Table 2. The same evaluation as in Example 1 was performed, and the results are summarized in Table 2. The obtained foam molded article had good surface properties and a small mold shrinkage.
- Examples 13 and 14 [Production of Resin Particles Consisting of P3 HA-Based Composition]
- P3HA-1 was used as P3HA, and 100 parts by weight of P3HA-1 and 0.1 parts by weight of a cell regulator were weighed and dry-blended.
- the dry-blended mixture is melt-kneaded using a twin-screw extruder (TEM-26SX manufactured by Toshiba Machine Co., Ltd.) at a cylinder setting temperature of 130 to 160 ° C. and discharged from the nozzle of a die attached to the tip of the extruder
- the molten P3HA-based composition at ⁇ 0> C was water-cooled at 45 ⁇ 0> C and cut to obtain resin particles with a weight of 4.5 mg per particle.
- a liquid addition pump manufactured by Nikkiso Co., Ltd.
- 5 parts by weight of a plasticizer was added.
- Table 2 The composition and properties of the obtained resin particles are summarized in Table 2.
- Foamed particles and a foam molded article were produced in the same manner as in Example 1 except that the composition was changed as shown in Table 2. The same evaluation as in Example 1 was performed, and the results are summarized in Table 2. The obtained foam molded article had good surface properties and a small mold shrinkage.
- Example 15 [Production of P3HA-based two-stage expanded particles and expanded molded articles]
- the expanded beads obtained in Example 4 were charged in a pressure container heated to 75 ° C. and pressurized with air, whereby the internal diameter of the expanded beads was adjusted to 0.45 MPa (absolute pressure). Thereafter, the resultant was heated with superheated steam at 0.08 MPa (gauge pressure) to obtain two-stage expanded particles, and then dried at 60 ° C.
- the apparent density of the obtained two-stage expanded particles was 0.031 g / cm 3 .
- a foamed molded article was produced in the same manner as in Example 1 using the two-stage foamed particles. The same evaluation as in Example 1 was performed, and the results are summarized in Table 3. The obtained foam molded article had good surface properties and a small mold shrinkage.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
表面性が良好かつ成形収縮率が小さい発泡成形体を得ることができるポリ(3-ヒドロキシアルカノエート)系発泡粒子および前記発泡成形体を提供する。示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有し、高温側の融解熱量(X)が0.1~20J/g、かつ、ゲル分率(Y)が20~75重量%であり、前記融解熱量(X)と前記ゲル分率(Y)が式:X+Y≧30を満たすことを特徴とする、ポリ(3-ヒドロキシアルカノエート)系発泡粒子。
Description
本発明は、ポリ(3-ヒドロキシアルカノエート)系組成物から成る樹脂粒子を発泡してなるポリ(3-ヒドロキシアルカノエート)系発泡粒子と、該発泡粒子を成形して成るポリ(3-ヒドロキシアルカノエート)系発泡成形体に関する。
石油由来プラスチックは毎年大量に廃棄されており、これらの大量廃棄物による埋立て処分場の不足や環境汚染が深刻な問題として取り上げられている。また近年、マイクロプラスチックが、海洋環境において大きな問題になっている。このため海や土等の環境中や埋立て処分場、コンポスト中で微生物の作用によって分解される生分解性プラスチックが注目されている。生分解性プラスチックは、環境中で利用される農林水産業用資材、使用後の回収・再利用が困難な食品容器、包装材料、衛生用品、ゴミ袋等への幅広い応用を目指して、開発が進められている。更に生分解性プラスチックから成る発泡体は、包装用緩衝材、農産箱、魚箱、自動車部材、建築材料、土木材料等での使用が期待されている。
前記生分解性プラスチックの中でも、優れた生分解性およびカーボンニュートラルの観点から、植物由来のプラスチックとしてポリ(3-ヒドロキシアルカノエート)(以下、P3HAと称する場合がある)が注目されている。その中でも、ポリ(3-ヒドロキシブチレート)(以下、P3HBと称する場合がある)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート)(以下、P3HB3HVと称する場合がある)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)(以下、P3HB3HHと称する場合がある)、ポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)(以下、P3HB4HBと称する場合がある)等が注目されている。
上述の生分解性プラスチックを発泡体用途に展開することが検討されている。例えば、特許文献1には、生分解性を有する脂肪族ポリエステル系樹脂であるポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)を用いた予備発泡粒子、および、その型内発泡成形体を得る方法が開示されている。また、特許文献2には、生分解性を有し、かつゲル分率が少なくとも5%である架橋構造を有する脂肪族ポリエステル系樹脂発泡粒子および脂肪族ポリエステル系樹脂発泡粒子成形体を得る方法が開示されている。更に、特許文献3では、ポリヒドロキシアルカノエートとイソシアネート化合物を含み、特定以上の溶融粘度を持つポリヒドロキシアルカノエート樹脂組成物からなるポリヒドロキシアルカノエート樹脂発泡粒子が開示されている。
特許文献1では、示差走査熱量測定法によるDSC曲線において、2つの融点を示す結晶構造を有する脂肪族ポリエステル系予備発泡粒子および該予備発泡粒子より成る型内発泡成形体を得る方法が報告されている。しかしながら、脂肪族ポリエステル系予備発泡粒子の融解熱量に関する記載は無い。特許文献1に開示された方法では、成形性、物性が良好な脂肪族ポリエステル系予備発泡粒子、および、その成形体を得ること(特に、表面性が良好かつ成形収縮性が小さいポリ(3-ヒドロキシアルカノエート)系発泡成形体を得ること)が困難であることが、本発明者により確認された。
特許文献2では、脂肪族ポリエステル系樹脂発泡粒子のゲル分率を少なくとも5%とすることで、得られる脂肪族ポリエステル系樹脂発泡粒子成形体の成形収縮率が小さくなることが報告されている。しかしながら、脂肪族ポリエステル系樹脂としてポリブチレンサクシネートを用いた場合にゲル分率を少なくとも5%とすることで成形収縮率が低いことが具体的に示されているが、ポリブチレンサクシネート以外の脂肪族ポリエステル系樹脂に関する記載が無く、特に発泡成形が難しいポリ(3-ヒドロキシアルカノエート)を用いた具体的態様の開示はない。また、脂肪族ポリエステル系樹脂発泡粒子の融解熱量に関する記載も無い。従って、特許文献2に開示された方法では、表面性が良好かつ成形収縮性が小さいポリ(3-ヒドロキシアルカノエート)系発泡成形体を得ることが困難であることが、本発明者により確認された。
特許文献3では、ポリヒドロキシアルカノエートとイソシアネート化合物を押出機等で溶融混練し、特定以上の溶融粘度を持つポリヒドロキシアルカノエート樹脂組成物とすることで、発泡成形体の成形時の加工幅が広く、また成形後の後収縮がないポリヒドロキシアルカノエート樹脂発泡粒子が得られることが報告されている。しかしながら、押出機等で溶融混練し、溶融粘度を向上させているので押出機等の負荷が非常に大きく、吐出量を少なくする必要があるため生産性が低い。また、溶融粘度が高いとメルトフラクチャーが起こり易いため、1粒当たりの重量が小さく、均一なポリヒドロキシアルカノエート樹脂粒子を作製することが困難である。そのため、得られる発泡成形体中の発泡粒子間に隙間が散見され、表面性が不十分であることが、本発明者により確認された。
したがって、本発明の目的は、表面性が良好かつ成形収縮率が小さい発泡成形体を得ることができるポリ(3-ヒドロキシアルカノエート)系発泡粒子および前記発泡成形体を提供することにある。
本発明者は前記課題を解決するために鋭意研究を重ねた結果、示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有し、かつ高温側の融解熱量、ゲル分率、及びその合計量がそれぞれ特定の範囲であるポリ(3-ヒドロキシアルカノエート)系発泡粒子によると、表面性が良好かつ成形収縮率が小さい発泡成形体を得ることができることを見出し、本発明を完成させた。
[1]示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有し、高温側の融解熱量(X)が0.1~20J/g、かつ、ゲル分率(Y)が20~75重量%であり、前記融解熱量(X)と前記ゲル分率(Y)が下記(1)式を満たすことを特徴とする、ポリ(3-ヒドロキシアルカノエート)系発泡粒子。
[1]示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有し、高温側の融解熱量(X)が0.1~20J/g、かつ、ゲル分率(Y)が20~75重量%であり、前記融解熱量(X)と前記ゲル分率(Y)が下記(1)式を満たすことを特徴とする、ポリ(3-ヒドロキシアルカノエート)系発泡粒子。
X+Y≧30 (1)
[2]ポリ(3-ヒドロキシアルカノエート)が、ポリ(3-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート-コ-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)およびポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)からなる群より選択される1種以上である、[1]に記載のポリ(3-ヒドロキシアルカノエート)系発泡粒子。
[3]ポリ(3-ヒドロキシアルカノエート)が、3-ヒドロキシブチレートとコモノマーの共重合体であり、該共重合体中のモノマー比率が、3-ヒドロキシブチレート/コモノマー=99/1~80/20(モル%/モル%)である、[2]に記載のポリ(3-ヒドロキシアルカノエート)系発泡粒子。
[4][1]~[3]のいずれか1項に記載の発泡粒子を成形してなるポリ(3-ヒドロキシアルカノエート)系発泡成形体。
[2]ポリ(3-ヒドロキシアルカノエート)が、ポリ(3-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート-コ-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)およびポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)からなる群より選択される1種以上である、[1]に記載のポリ(3-ヒドロキシアルカノエート)系発泡粒子。
[3]ポリ(3-ヒドロキシアルカノエート)が、3-ヒドロキシブチレートとコモノマーの共重合体であり、該共重合体中のモノマー比率が、3-ヒドロキシブチレート/コモノマー=99/1~80/20(モル%/モル%)である、[2]に記載のポリ(3-ヒドロキシアルカノエート)系発泡粒子。
[4][1]~[3]のいずれか1項に記載の発泡粒子を成形してなるポリ(3-ヒドロキシアルカノエート)系発泡成形体。
本発明によると、表面性が良好かつ成形収縮率が小さい発泡成形体を得ることができるポリ(3-ヒドロキシアルカノエート)系発泡粒子および前記発泡成形体を得ることができる。
以下、本発明のP3HA系発泡粒子(ポリ(3-ヒドロキシアルカノエート)系発泡粒子)およびP3HA系発泡成形体(ポリ(3-ヒドロキシアルカノエート)系発泡成形体)の実施の一形態について詳細に説明するが、本発明はこれらに限定されない。
本発明のP3HA系発泡粒子は、例えば、P3HA系組成物から成る樹脂粒子を発泡させることで得られる。また、P3HA系発泡成形体は、P3HA系発泡粒子を成形することにより、具体的には例えば、型内発泡成形することにより得られる。
[P3HA]
本発明におけるP3HAは、3-ヒドロキシアルカノエート繰り返し単位を必須の構成単位(モノマー単位)として有する重合体であり、具体的には、下記一般式(1)で示される繰り返し単位を含む重合体が好ましい。
本発明におけるP3HAは、3-ヒドロキシアルカノエート繰り返し単位を必須の構成単位(モノマー単位)として有する重合体であり、具体的には、下記一般式(1)で示される繰り返し単位を含む重合体が好ましい。
[-CHR-CH2-CO-O-] (1)
一般式(1)中、RはCpH2p+1で表されるアルキル基を示し、pは1~15の整数を示す。Rとしては、例えば、メチル基、エチル基、プロピル基、メチルプロピル基、ブチル基、イソブチル基、t-ブチル基、ペンチル基、ヘキシル基等の直鎖または分岐鎖状のアルキル基が挙げられる。pとしては、1~10が好ましく、1~8がより好ましい。
一般式(1)中、RはCpH2p+1で表されるアルキル基を示し、pは1~15の整数を示す。Rとしては、例えば、メチル基、エチル基、プロピル基、メチルプロピル基、ブチル基、イソブチル基、t-ブチル基、ペンチル基、ヘキシル基等の直鎖または分岐鎖状のアルキル基が挙げられる。pとしては、1~10が好ましく、1~8がより好ましい。
P3HAとしては、特に微生物から産生されるP3HAが好ましい。微生物から産生されるP3HAは、3-ヒドロキシアルカノエート繰り返し単位が、全て(R)-3-ヒドロキシアルカノエートであるポリ[(R)-3-ヒドロキシアルカノエート]である。
P3HAは、3-ヒドロキシアルカノエート繰り返し単位(特に一般式(1)の繰り返し単位)を、全繰り返し単位の50モル%以上含むことが好ましく、70モル%以上含むことがより好ましく、80モル%以上含むことが更に好ましく、繰り返し単位(モノマー単位)として3-ヒドロキシアルカノエート繰り返し単位のみであってもよいし、3-ヒドロキシアルカノエート繰り返し単位に加えて、その他の繰り返し単位(例えば、4-ヒドロキシアルカノエート繰り返し単位等)を含んでいてもよい。
P3HAとしては、3-ヒドロキシブチレート(以下、3HBと称する場合がある)を繰り返し単位(モノマー単位)として80モル%以上含むことが好ましく、85モル%以上含むことがより好ましい。特に、3-ヒドロキシブチレートが全て(R)-3-ヒドロキシブチレートであるもの(微生物によって産生されたもの)が好ましい。P3HAの具体例としては、例えば、ポリ(3-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシプロピオネート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート)(P3HB3HV)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)(P3HB3HH)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘプタノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシオクタノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシノナノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシデカノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシウンデカノエート)、ポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)(P3HB4HB)等が挙げられる。特に、加工性および発泡成形体の物性等の観点から、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)とポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)が好ましい。
P3HAが3-ヒドロキシブチレートを必須の構成単位として有するポリマーの場合、3-ヒドロキシブチレートと共重合しているコモノマー、例えば、3-ヒドロキシヘキサノエート(以下、3HHと称する場合がある)や4-ヒドロキシブチレート(以下、4HBと称する場合がある)との構成比、即ち共重合体中のモノマー比率としては、3-ヒドロキシブチレート/コモノマー=99/1~80/20(モル%/モル%)が好ましく、より好ましくは97/3~80/20(モル%/モル%)、さらに好ましくは95/5~85/15(モル%/モル%)である。コモノマー比率が1モル%未満では、P3HAの溶融加工温度域と熱分解温度域が近くなり、加工性に劣る傾向がある。一方、コモノマー比率が20モル%を超えると、溶融加工時の結晶化が遅く、生産性が低い傾向がある。
なお、P3HAの各モノマー比率は、当業者に公知の方法、例えば国際公開2013/147139号に記載の方法により求めることができる。
P3HAの融点は、特に限定されないが、110~165℃が好ましく、より好ましくは120~155℃である。融点が110℃未満では、得られるP3HA系発泡成形体の加熱寸法変化が大きくなる傾向がある。一方、融点が165℃を超えると、発泡工程中に加水分解が起こり易くなる傾向がある。なお、P3HAの融点は、示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HAを約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、最も高温の融解ピークの温度として測定される。
P3HAの重量平均分子量は、特に限定されないが、20万~200万が好ましく、より好ましくは25万~150万、更に好ましくは30万~100万である。重量平均分子量が20万未満では、得られるP3HA系発泡粒子の独立気泡率が低くなる傾向がある。一方、重量平均分子量が200万を超えると、溶融加工時の機械への負荷が高く、生産性が低くなる傾向がある。なお、P3HAの重量平均分子量は、クロロホルム溶液を用いたゲルパーミエーションクロマトグラフィー(島津製作所社製HPLC GPC system)を用い、ポリスチレン換算分子量分布より測定することができる。該ゲルパーミエーションクロマトグラフィーにおけるカラムとしては、重量平均分子量を測定するのに適切なカラムを使用すればよい。
本発明におけるP3HAの製造方法は特に限定されず、化学合成による製造方法であってもよいし、微生物による製造方法であってもよい。中でも、上述のように微生物による製造方法が好ましい。微生物による製造方法については、公知乃至慣用の方法を適用できる。
例えば、3-ヒドロキシブチレートと、その他のヒドロキシアルカノエートとのコポリマー生産菌としては、P3HB3HVおよびP3HB3HH生産菌であるアエロモナス・キヤビエ(Aeromonas caviae)、P3HB4HB生産菌であるアルカリゲネス・ユートロファス(Alcaligenes eutrophus)等が知られている。特に、P3HB3HHに関し、P3HB3HHの生産性を上げるために、P3HA合成酵素群の遺伝子を導入したアルカリゲネス・ユートロファス AC32株(Alcaligenes eutrophus AC32, FERM BP-6038)(T.Fukui,Y.Doi,J.Bateriol.,179,p4821-4830(1997))等がより好ましく、これらの微生物を適切な条件で培養して菌体内にP3HB3HHを蓄積させた微生物菌体が用いられる。また前記以外にも、生産したいP3HAに合わせて、各種P3HA合成関連遺伝子を導入した遺伝子組み換え微生物を用いても良いし、基質の種類を含む培養条件の最適化をすればよい。
本発明において前記P3HAは、一種を単独で使用することもできるし、二種以上を組み合わせて使用することもできる。
[P3HA系組成物から成る樹脂粒子]
本発明におけるP3HA系組成物から成る樹脂粒子は、P3HAを必須成分として含む組成物(P3HA系組成物)で構成される粒子である。当該組成物は、通常、P3HAと必要に応じた添加剤とを含む。なお、本願において、樹脂粒子とは、発泡工程に付す前の、いまだ発泡していない粒子のことを指す。
本発明におけるP3HA系組成物から成る樹脂粒子は、P3HAを必須成分として含む組成物(P3HA系組成物)で構成される粒子である。当該組成物は、通常、P3HAと必要に応じた添加剤とを含む。なお、本願において、樹脂粒子とは、発泡工程に付す前の、いまだ発泡していない粒子のことを指す。
P3HA系組成物から成る樹脂粒子におけるP3HAの含有量は、特に限定されないが、得られる発泡粒子や発泡成形体の生分解性等の観点で、70重量%以上が好ましく、より好ましくは80重量%以上である。
P3HA系組成物から成る樹脂粒子の融点(以下、Tmpと称する場合がある)は、特に限定されないが、110~165℃が好ましく、より好ましくは120~155℃である。融点が110℃未満では、得られるP3HA系発泡成形体の加熱寸法変化が大きくなる傾向がある。一方、融点が165℃を超えると、発泡工程中に加水分解が起こり易い傾向がある。なお、P3HA系組成物から成る樹脂粒子の融点は、示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HA系組成物から成る樹脂粒子を約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、最も高温の融解ピークの温度として測定される。
P3HA系組成物から成る樹脂粒子のメルトフローレート(以下、MFRと称する場合がある)は、特に限定されないが、1~20g/10min(分)が好ましく、より好ましくは1~17g/10min、更に好ましくは1~15g/10minである。MFRが1g/10min未満では、1回の発泡だけでは見掛け密度の低い発泡粒子を得ることが難しくなる傾向がある。一方、MFRが20g/10minを超えると、得られる発泡粒子の独立気泡率が低くなる傾向がある。なお、P3HA系組成物から成る樹脂粒子のMFRは、メルトフローインデックステスター(安田精機製作所社製)を用いて、JIS K7210に準じて、荷重5kg、測定温度は「P3HA系組成物から成る樹脂粒子の融点の測定」で得られるDSC曲線から読み取った融解終了温度+5~10℃の条件で測定することにより、求められる。
P3HA系組成物から成る樹脂粒子の1個当たりの重量は、特に限定されないが、0.3~10mgが好ましく、より好ましくは0.5~5mgである。1個当たりの重量が0.3mg未満では、P3HA系組成物から成る樹脂粒子を高い生産性で安定して製造することが難しくなる傾向がある。一方、1個当たりの重量が10mgを超えると、P3HA系発泡成形体の薄肉化が難しくなる傾向がある。
P3HA系組成物から成る樹脂粒子の形状は、特に限定されないが、長さ/直径が0.5~3が好ましく、より好ましくは0.7~2.5である。長さ/直径が0.5未満では、得られる発泡粒子の形状が偏平となり、得られる発泡成形体の表面性が悪くなる傾向がある。一方、長さ/直径が3を超えると、成形機の金型への充填性が悪化し、得られるP3HA系発泡成形体の表面性が悪くなる傾向がある。
本発明のP3HA系組成物から成る樹脂粒子は、本発明の効果を阻害しない範囲において、添加剤を含有していてもよい。添加剤としては、例えば、気泡調整剤、結晶化核剤、滑剤、可塑剤、帯電防止剤、難燃剤、導電剤、断熱剤、架橋剤、酸化防止剤、紫外線吸収剤、着色剤、無機充填剤、有機充填剤、加水分解抑制剤等を目的に応じて使用できる。特に生分解性を有する添加剤が好ましい。
気泡調整剤としては、例えば、タルク、シリカ、ケイ酸カルシウム、炭酸カルシウム、酸化アルミニウム、酸化チタン、珪藻土、クレイ、重曹、アルミナ、硫酸バリウム、酸化アルミニウム、ベントナイト等が挙げられる。中でも、P3HAへの分散性に特に優れている点で、タルクが好ましい。気泡調整剤の使用量は、特に限定されないが、P3HA100重量部に対して、0.01~1重量部が好ましく、より好ましくは0.03~0.5重量部、更に好ましくは0.05~0.3重量部である。また、気泡調整剤は、1種のみならず2種以上混合してもよく、目的に応じて、混合比率を適宜調整することができる。
結晶化核剤としては、例えば、ペンタエリスリトール、オロチン酸、アスパルテーム、シアヌル酸、グリシン、フェニルホスホン酸亜鉛、窒化ホウ素等が挙げられる。中でも、P3HAの結晶化促進効果が特に優れている点で、ペンタエリスリトールが好ましい。結晶化核剤の使用量は、特に限定されないが、P3HA100重量部に対して、0.1~5重量部が好ましく、より好ましくは0.5~3重量部、更に好ましくは0.7~1.5重量部である。また、結晶化核剤は、1種のみならず2種以上混合してもよく、目的に応じて、混合比率を適宜調整することができる。
滑剤としては、例えば、ベヘン酸アミド、オレイン酸アミド、エルカ酸アミド、ステアリン酸アミド、パルミチン酸アミド、N-ステアリルベヘン酸アミド、N-ステアリルエルカ酸アミド、エチレンビスステアリン酸アミド、エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミド、エチレンビスラウリル酸アミド、エチレンビスカプリン酸アミド、p-フェニレンビスステアリン酸アミド、エチレンジアミンとステアリン酸とセバシン酸の重縮合物等が挙げられる。中でも、P3HAへの滑剤効果が特に優れている点で、ベヘン酸アミドとエルカ酸アミドが好ましい。滑剤の使用量は、特に限定されないが、P3HA100重量部に対して、0.01~5重量部が好ましく、より好ましくは0.05~3重量部、更に好ましくは0.1~1.5重量部である。また、滑剤は、1種のみならず2種以上混合してもよく、目的に応じて、混合比率を適宜調整することができる。
可塑剤としては、例えば、グリセリンエステル系化合物、クエン酸エステル系化合物、セバシン酸エステル系化合物、アジピン酸エステル系化合物、ポリエーテルエステル系化合物、安息香酸エステル系化合物、フタル酸エステル系化合物、イソソルバイドエステル系化合物、ポリカプロラクトン系化合物、二塩基酸エステル系化合物等が挙げられる。中でも、P3HAへの可塑化効果が特に優れている点で、グリセリンエステル系化合物、クエン酸エステル系化合物、セバシン酸エステル系化合物、二塩基酸エステル系化合物が好ましい。グリセリンエステル系化合物としては、例えば、グリセリンジアセトモノラウレート等が挙げられる。クエン酸エステル系化合物としては、例えば、アセチルクエン酸トリブチル等が挙げられる。セバシン酸エステル系化合物としては、例えば、セバシン酸ジブチル等が挙げられる。二塩基酸エステル系化合物としては、例えば、ベンジルメチルジエチレングリコールアジペート等が挙げられる。可塑剤の使用量は、特に限定されないが、P3HA100重量部に対して、1~20重量部が好ましく、より好ましくは2~15重量部、更に好ましくは3~10重量部である。また、可塑剤は、1種のみならず2種以上混合してもよく、目的に応じて、混合比率を適宜調整することができる。
本発明のP3HA系組成物から成る樹脂粒子を製造する際に、イソシアネート基を有する化合物(以下、イソシアネート化合物という)を用いることも可能である。但し、イソシアネート化合物は毒性を持つ場合がある。また得られるP3HA系発泡粒子や発泡成形体が黄色くなる場合がある。したがって、イソシアネート化合物の使用量としては、P3HA100重量部に対して、3重量部未満が好ましく、より好ましくは1重量部未満、更に好ましくは0.1重量部未満である。最も好ましいのは、樹脂粒子がイソシアネート化合物を含有しないことである。
前記イソシアネート化合物としては、例えば、1分子中にイソシアネート基を2個以上有するポリイソシアネート化合物を用いることができる。具体的な種類としては芳香族、脂環族、脂肪族系のイソシアネート等がある。例えば、芳香族イソシアネートとしてはトリレン、ジフェニルメタン、ナフチレン、トリジン、キシレン、トリフェニルメタンを骨格とするイソシアネート化合物、脂環族イソシアネートとしてはイソホロン、水素化ジフェニルメタンを骨格とするイソシアネート化合物、脂肪族イソシアネートとしてはヘキサメチレン、リジンを骨格とするイソシアネート化合物等がある。更に、これらイソシアネート化合物を2種類以上組み合わせたものも使用可能であるが、汎用性、取扱い性、耐候性等からトリレン、ジフェニルメタン、特にジフェニルメタンのポリイソシアネートの使用が好ましい。
本発明のP3HA系組成物から成る樹脂粒子(P3HA系発泡粒子も同様)は、更に、P3HA以外の樹脂成分(「その他の樹脂成分」と称する場合がある)を含んでいてもよい。その他の樹脂成分としては、例えば、ポリ乳酸、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、ポリブチレンアジペートテレフタレート、ポリブチレンサクシネートテレフタレート、ポリカプロラクトン等の脂肪族ポリエステルや脂肪族芳香族ポリエステル等が挙げられる。なお、その他の樹脂成分は、一種を単独で使用することもできるし、二種以上を組み合わせて使用することもできる。本発明のP3HA系組成物から成る樹脂粒子(P3HA系発泡粒子も同様)におけるその他の樹脂成分の含有量は特に限定されないが、例えば、P3HA100重量部に対して、10~400重量部が好ましく、より好ましくは50~150重量部である。
本発明のP3HA系組成物から成る樹脂粒子の製造方法は特に限定されず、公知乃至慣用の方法を適用することで製造できる。例えば、まず、P3HAと必要に応じて前記添加剤とを押出機、ニーダー、バンバリーミキサー、ロール等を用いて溶融混練し、溶融したP3HA系組成物をダイスのノズルから吐出してからカットして、円柱状、楕円柱状、球状、立方体状、直方体状等の本発明の発泡に利用しやすい形状のP3HA系組成物から成る樹脂粒子が得られる。製造装置としては、生産性と利便性の観点から二軸押出機が好ましい。
前記P3HA系組成物から成る樹脂粒子の製造方法において、P3HAと必要に応じて、前記添加剤を溶融混練する温度は、P3HAの融点、重量平均分子量等や、使用する添加剤にもよるため一概には規定できないが、例えば、ダイスのノズルから吐出される溶融したP3HA系組成物の温度を150~200℃とすることが好ましく、より好ましくは160~195℃、更に好ましくは170~190℃である。溶融したP3HA系組成物の温度が150℃未満では、P3HA系組成物が溶融混練不足となる傾向がある。一方、溶融したP3HA系組成物の温度が200℃を超えると、P3HAが熱分解し易くなる傾向がある。
前記P3HA系組成物から成る樹脂粒子の製造方法において、ダイスのノズルから吐出される溶融したP3HA系組成物を冷却する温度は、特に限定されないが、20~80℃が好ましく、より好ましくは30~70℃、更に好ましくは40~60℃である。冷却する温度が20℃未満では、溶融したP3HA系組成物の結晶化が遅くなり、P3HA系組成物から成る樹脂粒子の生産性が低くなる傾向がある。一方、冷却する温度が80℃を超えると、溶融したP3HA系組成物の結晶化が遅くなり、P3HA系組成物から成る樹脂粒子の生産性が低くなる傾向がある。
[P3HA系発泡粒子]
本発明のP3HA系発泡粒子は、例えば、上述のP3HA系組成物から成る樹脂粒子を発泡させることにより得られる。本発明のP3HA系発泡粒子は、以下の[1]、[2]および[3]の全ての特性を満たすことが重要である。
本発明のP3HA系発泡粒子は、例えば、上述のP3HA系組成物から成る樹脂粒子を発泡させることにより得られる。本発明のP3HA系発泡粒子は、以下の[1]、[2]および[3]の全ての特性を満たすことが重要である。
[1]示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有し、高温側の融解熱量(X)が0.1~20J/gである
[2]ゲル分率(Y)が20~75重量%である
[3]式(1):X(J/g)+Y(重量%)≧30を充足する
本発明のP3HA系発泡粒子は、後述の示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有する(例えば、図2参照)。当該融解ピークが2つである場合には、高温側の融解ピークから求められる融解熱量を上述の「高温側の融解熱量(X)」とする。また、融解ピークが3つ以上である場合には、最も高温の融解ピークから求められる融解熱量を上述の「高温側の融解熱量(X)」とする。
[2]ゲル分率(Y)が20~75重量%である
[3]式(1):X(J/g)+Y(重量%)≧30を充足する
本発明のP3HA系発泡粒子は、後述の示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有する(例えば、図2参照)。当該融解ピークが2つである場合には、高温側の融解ピークから求められる融解熱量を上述の「高温側の融解熱量(X)」とする。また、融解ピークが3つ以上である場合には、最も高温の融解ピークから求められる融解熱量を上述の「高温側の融解熱量(X)」とする。
本発明のP3HA系発泡粒子の示差走査熱量測定で得られるDSC曲線の高温側の融解熱量(X)は、上述のように0.1~20J/gであり、好ましくは0.3~18J/g、より好ましくは0.5~15J/gである。高温側の融解熱量(X)が0.1J/g未満では、得られる発泡粒子が互着しているため成形不良が生じ、良好な発泡成形体を得ることができない。一方、高温側の融解熱量(X)が20J/gを超えると、成形時の発泡粒子の伸びが悪くなり、発泡成形体の表面性が不良となる。
なお、P3HA系発泡粒子の高温側の融解熱量(X)の測定方法は次の通りである。示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HA系発泡粒子を約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、融解開始前と融解終了後のベースラインを直線(図2中ではおよそX軸方向に沿った破線)で結ぶ。次に、高温側の融解ピーク又は最も高温の融解ピークと隣の融解ピークの間の極大点から垂直方向に直線(図2中ではY軸方向に沿った破線)を引く。前記ベースラインと前記垂直方向の直線と前記DSC曲線に囲まれる高温側の領域から算出される熱量が高温側の融解熱量(X)である(例えば、図2参照)。
本発明のP3HA系発泡粒子の上述のDSC測定における高温側の融解ピーク又は最も高温の融解ピークの温度(融点)(「Tmh」と称する)は、発泡させる前の樹脂粒子の融点(Tmp)よりも高いことが好ましい。Tmhは、(Tmp+3)℃以上であることが好ましく、より好ましくは(Tmp+5)℃以上、さらに好ましくは(Tmp+7)℃以上である。一方、Tmhは、(Tmp+15)℃以下であることが好ましく、より好ましくは(Tmp+13)℃以下である。例えば、P3HA系発泡粒子を構成するP3HAが3-ヒドロキシブチレートを必須の構成単位として有するポリマーである融点145℃のP3HB3HHの場合、Tmhは150~160℃が好ましく、より好ましくは152~158℃である。Tmhを本段落に記載するような範囲に制御する手段としては、特に限定されないが、主に発泡温度、発泡圧力、発泡前の保持時間等の調整が挙げられる。詳細は後述する。
本発明のP3HA系発泡粒子の示差走査熱量測定で得られるDSC曲線の高温側の融解熱量(X)は、融点の高い結晶量の目安となる値であり、これはP3HA系組成物からなる樹脂粒子を発泡及びP3HA系発泡粒子を膨脹させる際の粘弾性に大きく関与する。即ち、前記融解熱量(X)が0.1~20J/gであることは、P3HA系発泡粒子が融点の高い結晶を特定の量含むことを示し、これによりP3HA系組成物からなる樹脂粒子を発泡及びP3HA系発泡粒子を膨脹させる際には、優れた発泡性および膨脹性を発揮しながら、高い独立気泡率を維持し、表面性が良好で成形収縮率が小さい発泡成形体を得ることができる。
本発明のP3HA系発泡粒子における高温側の融解熱量(X)を0.1~20J/gに制御する手段としては、発泡時の条件(特に、発泡温度、発泡圧力)、発泡前に耐圧容器内で樹脂粒子を保持する時間等が挙げられる。例えば、発泡温度を高くすると融解熱量(X)は小さくなる傾向があり、逆に発泡温度を低くすると融解熱量(X)は大きくなる傾向がある。これは発泡温度によって、融解していない結晶の量が変化するためである。また発泡圧力を高くすると融解熱量(X)は小さくなる傾向があり、逆に発泡圧力を低くすると融解熱量(X)は大きくなる傾向がある。これは発泡圧力によって、可塑化具合が変化し、融解していない結晶の量が変化するためである。なお、発泡圧力は発泡剤の量によって制御できる。
また、発泡する前に耐圧容器内で樹脂粒子を保持する時間を長くするほど融解熱量(X)は大きくなる傾向がある。これは保持する時間によって、融解していない結晶の成長する量が変化するためである。発泡前に耐圧容器内で樹脂粒子を保持する際の温度は、通常、発泡温度と同程度である。主にこれらのパラメーターを調整することにより、融解熱量(X)を0.1~20J/gに制御することができる。
また、樹脂粒子のMFRを高くすると融解熱量(X)は大きくなる傾向があり、逆にMFRを低くすると融解熱量(X)は小さくなる傾向がある。これはMFRによって、融解していない結晶の成長する量が変化するためである。なお、樹脂粒子のMFRは、P3HAの分子量によって制御できる。
更には、P3HA系発泡粒子のゲル分率を高くすると融解熱量(X)は小さくなる傾向があり、逆にゲル分率を低くすると融解熱量(X)は大きくなる傾向がある。これはゲル分率によって、融解していない結晶の成長する量が変化するためである。
本発明のP3HA系発泡粒子のゲル分率(Y)は、該発泡粒子中のP3HAの架橋度を示す指標である。ゲル分率(Y)は、上述のように20~75重量%であり、好ましくは25~70重量%、より好ましくは30~68重量%である。ゲル分率(Y)が20重量%未満では、得られる発泡粒子の独立気泡率が低くなってしまう傾向があり、発泡成形体の表面性が不良となる。一方、ゲル分率(Y)が75重量%を超えると、1回の発泡だけでは見掛け密度の低い発泡粒子を得ることが難しくなる。P3HA系発泡粒子のゲル分率は、特に架橋剤の種類やその使用量等により制御できる。
なお、P3HA系発泡粒子のゲル分率の測定方法は次の通りである。150mlのフラスコに、1gの発泡粒子と100mlのクロロホルムを入れ、大気圧下、62℃で8時間加熱還流した後、得られた加熱処理物を100メッシュの金網を有する吸引濾過装置を用いて濾過処理する。得られた金網上の濾過処理物を、80℃のオーブン中で真空条件下にて8時間乾燥する。この際、得られた乾燥物重量Wg(g)を測定する。ゲル分率は、Wg/1×100(重量%)として算出される。
本発明のP3HA系発泡粒子は、上述のように、前記高温側の融解熱量(X;J/g)と前記ゲル分率(Y;重量%)が下記(1)式を満たす。
X+Y≧30 (1)
本発明のP3HA系発泡粒子の高温側の融解熱量(X)とゲル分率(Y)は、75≧X+Y≧30を満たすことが好ましく、70≧X+Y≧35を満たすことがより好ましい。X+Yが30未満では、得られる発泡粒子の独立気泡率が低くなり、発泡成形体の表面性不良および/又は成形収縮率増大が生じてしまう。本発明者は、P3HA系発泡粒子の高温側の融解熱量(X)とゲル分率(Y)をそれぞれ特定の範囲に設定したとしても、発泡成形体の表面性が不良となったり成形収縮率が大きくなり過ぎる問題が生じる場合があることを明らかにし、さらに、このような問題をXとYとの和(X+Y)を30以上とすることにより解消できることを見出した。
本発明のP3HA系発泡粒子の高温側の融解熱量(X)とゲル分率(Y)は、75≧X+Y≧30を満たすことが好ましく、70≧X+Y≧35を満たすことがより好ましい。X+Yが30未満では、得られる発泡粒子の独立気泡率が低くなり、発泡成形体の表面性不良および/又は成形収縮率増大が生じてしまう。本発明者は、P3HA系発泡粒子の高温側の融解熱量(X)とゲル分率(Y)をそれぞれ特定の範囲に設定したとしても、発泡成形体の表面性が不良となったり成形収縮率が大きくなり過ぎる問題が生じる場合があることを明らかにし、さらに、このような問題をXとYとの和(X+Y)を30以上とすることにより解消できることを見出した。
本発明のP3HA系発泡粒子の見掛け密度は、特に限定されないが、0.02~0.6g/cm3が好ましく、より好ましくは0.03~0.3g/cm3である。1回の発泡だけでは所望の見掛け密度のP3HA系発泡粒子が得られない場合、1回発泡した発泡粒子を、2回目以降の発泡工程に付してもよい。なお、P3HA系発泡粒子の見掛け密度は、エタノールが入ったメスシリンダーを用意し、該メスシリンダーに重量Wd(g)の発泡粒子群を、金網等を使用して沈め、エタノール水位上昇分より読みとられる発泡粒子群の容積をVd(cm3)とする。発泡粒子の見掛け密度は、Wd/Vd(g/cm3)である。
本発明のP3HA系発泡粒子の独立気泡率は、特に限定されないが、88%以上が好ましく、より好ましくは93%以上である。独立気泡率が88%未満では、得られる発泡成形体の成形収縮率が大きくなる傾向がある。なお、P3HA系発泡粒子の独立気泡率の測定方法は次の通りである。P3HA系発泡粒子に対して、ASTM D2856-87の手順C(PROSEDURE C)に記載の方法に準拠して、空気比較式比重計(東京サイエンス社製モデル1000)を用いて、体積Vc(cm3)を測定する。次に、Vcを測定後の発泡粒子の全量を、エタノールの入ったメスシリンダー中に沈め、メスシリンダーの水位上昇分(水没法)から、発泡粒子の見掛け上の体積Va(cm3)を求める。発泡粒子の独立気泡率は、100-(Va-Vc)×100/Va(%)である。
本発明のP3HA系発泡粒子の平均気泡径は、特に限定されないが、50~500μmが好ましく、より好ましくは100~400μmである。なお、P3HA系発泡粒子の平均気泡径の測定方法は次の通りである。発泡粒子を、カミソリ(フェザー社製ハイステンレス両刃)を用いて、該発泡粒子の中央で切断する。該切断面を、光学顕微鏡(キーエンス社製VHX-100)を用いて、倍率50倍にて観察して得られた画像において、該発泡粒子のほぼ中心を通る直線を引き、該直線が貫通している気泡数nおよび、該直線と該発泡粒子表面との交点から定まる発泡粒子径L(μm)を読み取る。発泡粒子の平均気泡径は、L/n(μm)である。
本発明のP3HA系発泡粒子の製造方法は特に限定されないが、例えば以下に説明する方法を適用することができる。例えば、P3HA系組成物から成る樹脂粒子、水、分散剤、分散助剤および架橋剤と必要に応じて架橋助剤や可塑剤とを攪拌下で耐圧容器内に仕込み、これらを十分に分散させた後、発泡剤を耐圧容器内に導入する。その後、該樹脂粒子に発泡剤を含浸および架橋剤を含浸、反応させるために、必要に応じて、一定の温度で一定時間保持する。更に、該樹脂粒子に対する発泡剤の含浸並びに架橋剤の含浸および反応させながら、耐圧容器内容物を該樹脂粒子の軟化温度以上に加熱した後、必要に応じて、発泡させる温度付近で一定時間保持した後、耐圧容器の一端を解放し、該樹脂粒子と水等の内容物を耐圧容器内の圧力よりも低圧の雰囲気下に放出して該樹脂粒子を発泡させることにより、P3HA系発泡粒子が得られる(以下、この一連の操作を除圧発泡と称する場合がある)。なお、低圧の雰囲気下に放出する際の耐圧容器内の温度を発泡温度とし、低圧の雰囲気下に放出する際の耐圧容器内の圧力を発泡圧力とする。
前記水としては、P3HA系組成物から成る樹脂粒子、分散剤、分散助剤、架橋剤、発泡剤等を均一に分散できるものであればよく、特に限定されない。例えば、RO水(逆浸透膜法により精製された水)、蒸留水、脱イオン水(イオン交換樹脂により精製された水)等の純水および超純水等を用いることができる。水の使用量は、特に限定されないが、P3HA系樹脂組成物から成る樹脂粒子100重量部に対して、100~1000重量部が好ましい。
前記分散剤としては、例えば、第三リン酸カルシウム、第三リン酸マグネシウム、塩基性炭酸マグネシウム、炭酸カルシウム、硫酸バリウム、カオリン、タルク、クレイ、酸化アルミニウム、酸化チタン、水酸化アルミニウム等の無機物が挙げられる。分散剤の使用量は、特に限定されないが、P3HA系樹脂組から成る樹脂粒子100重量部に対して、0.1~3.0重量部が好ましい。
前記分散助剤としては、例えば、ドデシルベンゼンスルホン酸ソーダ、α-オレフィンスルホン酸ソーダ、ノルマルパラフィンスルホン酸ソーダ等のアニオン界面活性剤が挙げられる。分散助剤の使用量は、特に限定されないが、P3HA系樹脂組から成る樹脂粒子100重量部に対して、0.001~0.5重量部が好ましく、より好ましくは0.01~0.2重量部である。前記分散剤と該分散助剤とは、併用することが好ましい。
前記架橋剤としては、例えば、有機過酸化物が挙げられる。有機過酸化物は、溶融混練によりP3HAと混合し反応させる必要がなく、上述したように樹脂粒子を作製した後に該樹脂粒子に含浸、反応させることができるため、プロセス上好ましい架橋剤である。使用するP3HAの種類等によるが、1分間半減期温度が120~160℃の有機過酸化物が好ましい。特に、ジアシルパーオキサイド類が好ましい。具体的には例えば、Di-benzoyl peroxide(1分間半減期温度:130℃)等が挙げられる。有機過酸化物の1分間半減期温度が120℃未満では、P3HAの融点等によるがP3HA系組成物から成る樹脂粒子が均一に架橋されない傾向がある。一方、有機過酸化物の1分間半減期温度が160℃を超えると、除圧発泡の条件等によるが未反応の架橋剤が残る傾向がある。架橋剤として有機過酸化物を使用した場合、P3HAの分子鎖同士が直接(架橋剤に由来する構造を介することなく)結合することで架橋構造が形成される。
架橋剤の使用量は、特に限定されないが、P3HA系樹脂組から成る樹脂粒子100重量部に対して、0.1~5重量部が好ましく、より好ましくは0.3~3重量部、更に好ましくは0.5~2重量部である。架橋剤の使用量が0.1重量部未満では、ゲル分率(Y)の要件を満足することが困難となり、また、得られる発泡粒子の独立気泡率が低くなる傾向があり、表面性が良好で成形収縮率が小さい発泡成形体を得ることが難しくなる。一方、架橋剤の使用量が5重量部を超えると、添加しただけの効果を得られるものでもなく、経済的に無駄となる傾向がある。なお、架橋剤を使用することで、P3HA系発泡粒子中のP3HAは、架橋構造を有するP3HAとなり、ゲル分率(Y)の要件を満足することができる。架橋剤の使用量はゲル分率(Y)と相関関係があり、ゲル分率(Y)の値に大きく影響するため、得られるゲル分率(Y)を考慮して架橋剤の使用量を厳密に設定することが望ましい。
前記架橋助剤としては、例えば、分子内に少なくとも1個の不飽和結合を有する化合物が挙げられる。中でも、特にアリルエステル、アクリル酸エステル、メタクリル酸エステル、ジビニル化合物等が好ましい。架橋助剤の使用量は特に限定されないが、P3HA系樹脂組から成る樹脂粒子100重量部に対して、0.01~3重量部が好ましく、より好ましくは0.03~1.5重量部、さらに好ましくは0.05~1重量部である。架橋助剤の使用量が0.01重量部未満では、架橋助剤としての効果が小さい傾向がある。
前記可塑剤としては、例えば、グリセリンエステル系化合物、クエン酸エステル系化合物、セバシン酸エステル系化合物、アジピン酸エステル系化合物、ポリエーテルエステル系化合物、安息香酸エステル系化合物、フタル酸エステル系化合物、イソソルバイドエステル系化合物、ポリカプロラクトン系化合物、二塩基酸エステル系化合物等が挙げられる。この中でもP3HAの可塑化効果が優れている点で、グリセリンエステル系化合物、クエン酸エステル系化合物、セバシン酸エステル系化合物、二塩基酸エステル系化合物が好ましい。グリセリンエステル系化合物としては、グリセリンジアセトモノラウレート等が挙げられる。クエン酸エステル系化合物としては、アセチルクエン酸トリブチル等が挙げられる。セバシン酸エステル系化合物としては、セバシン酸ジブチル等が挙げられる。二塩基酸エステル系化合物としては、ベンジルメチルジエチレングリコールアジペート等が挙げられる。可塑剤の使用量は特に限定されないが、P3HA系樹脂組から成る樹脂粒子100重量部に対して、1~20重量部が好ましく、より好ましくは2~15重量部、さらに好ましくは3~10重量部である。また、可塑剤は、1種のみならず2種以上混合してもよく、目的に応じて、混合比率を適宜調整することができる。
前記発泡剤としては、二酸化炭素、窒素、空気等の無機ガス;プロパン、ノルマルブタン、イソブタン、ノルマルペンタン、イソペンタン、ネオペンタン等の炭素数3~5の飽和炭化水素;ジメチルエーテル、ジエチルエーテル、およびメチルエチルエーテル等のエーテル;モノクロルメタン、ジクロロメタン、ジクロロジフルオロエタン等のハロゲン化炭化水素;水等が挙げられ、これらの群より選ばれる少なくとも1種を用いることができる。中でも、環境負荷や発泡力の観点から二酸化炭素を用いることが好ましい。発泡剤の添加量は、特に限定されないが、P3HA系組成物から成る樹脂粒子100重量部に対して、2~10000重量部が好ましく、5~5000重量部がより好ましく、10~1000重量部が更に好ましい。発泡剤の添加量が2重量部未満であると、見掛け密度の小さい発泡粒子が得られ難い傾向がある。一方、発泡剤の添加量が10000重量部を越えると、添加しただけの効果を得られるものでもなく、経済的に無駄となる傾向がある。
前記除圧発泡において、P3HA系組成物から成る樹脂粒子に架橋剤および必要に応じて架橋助剤を含浸、反応させる際、架橋効率を上げるために耐圧容器内の酸素濃度および水の溶存酸素量を低くすることが好ましい。その方法としては、二酸化炭素や窒素等の無機ガスで置換したり、真空引きすることが挙げられる。
前記除圧発泡において、所望の発泡温度まで昇温する際の速度(以下、昇温速度と称する場合がある)としては1~3℃/分が好ましく、1.5~3℃/分がより好ましい。昇温速度が1℃/分未満では、生産性が低い傾向がある。一方、昇温速度が3℃/分を超えると、昇温時に、P3HA系組成物から成る樹脂粒子への発泡剤の含浸および架橋剤の含浸、反応が不十分となってしまう傾向がある。
前記除圧発泡において、発泡温度は、P3HAの種類、発泡剤の種類、所望の発泡粒子の見掛け密度等によって異なるので、一概には規定できないが、発泡粒子の上述のDSC測定における高温側の融解ピーク又は最も高温の融解ピークの温度(Tmh)よりも低い温度とすることが好ましく、発泡させる前の樹脂粒子の融点(Tmp)よりも低い温度とすることが好ましい。発泡温度は、具体的には例えば、100~140℃が好ましい。発泡温度が低すぎる(例えば100℃未満の温度とする)と、見掛け密度の低い発泡粒子が得られ難い傾向がある。一方、発泡温度が高すぎる(例えば140℃を超える温度とする)と、耐圧容器内でP3HA系組成物から成る樹脂粒子の加水分解が起こり易い傾向がある。発泡温度は高温側の融解熱量(X)と相関関係があり、高温側の融解熱量(X)の値に大きく影響するため、得られる高温側の融解熱量(X)を考慮して発泡温度を厳密に設定することが望ましい。
前記除圧発泡において、発泡圧力は、1~10MPa(ゲージ圧)が好ましく、より好ましくは2~5MPa(ゲージ圧)である。発泡圧力が1MPa(ゲージ圧)未満では、見掛け密度の低い発泡粒子が得られ難い傾向がある。
前記除圧発泡において、P3HA系組成物から成る樹脂粒子に発泡剤を含浸および架橋剤を含浸、反応させる温度は、P3HAの種類、架橋剤の種類等によって異なるので、一概には規定できないが、70~110℃が好ましい。また、該温度で保持する時間は、1~60分間が好ましく、より好ましくは3~45分間である。
前記除圧発泡において、発泡させる温度付近で保持する時間は、特に限定されないが、1~60分間が好ましく、より好ましくは5~45分間である。保持する時間が1分間未満であると、未反応の架橋剤が残る傾向がある。一方、60分間を超えると、P3HA系組成物から成る樹脂粒子の加水分解が起こり易い傾向がある。なお、当該保持する時間を長くするほど、高温側の融解熱量(X)は大きくなる傾向がある。
前記除圧発泡において、発泡させる温度付近で保持する時間は、特に限定されないが、1~60分間が好ましく、より好ましくは5~45分間である。保持する時間が1分間未満であると、未反応の架橋剤が残る傾向がある。一方、60分間を超えると、P3HA系組成物から成る樹脂粒子の加水分解が起こり易い傾向がある。なお、当該保持する時間を長くするほど、高温側の融解熱量(X)は大きくなる傾向がある。
前記除圧発泡において、耐圧容器内のP3HA系組成物から成る樹脂粒子、水等の内容物を低圧雰囲気に放出する際、流量調整、倍率バラツキ低減等の目的で直径1~5mmの開口オリフィスを通して放出することもできる。また、比較的融点の高いP3HA系組成物から成る樹脂粒子については、発泡性を向上させる目的で、前記低圧雰囲気を飽和水蒸気で満たしても良い。
本発明において、前記除圧発泡だけでは所望の見掛け密度のP3HA系発泡粒子が得られない場合がある。その場合、前記除圧発泡で得られたP3HA系発泡粒子を耐圧容器内に入れて空気、二酸化炭素等の無機ガスを含浸させる加圧処理により該P3HA系発泡粒子内の圧力(以下、発泡粒子内圧と称する場合がある)を常圧よりも高くした後、該P3HA系発泡粒子を過熱水蒸気等で加熱して更に膨張させ、所望の見掛け密度のP3HA系二段発泡粒子としても良い(以下、この一連の操作を二段発泡と称する場合がある)。
前記二段発泡を行う際の発泡粒子内圧は、0.15~0.60MPa(絶対圧)が好ましく、より好ましくは0.30~0.60MPa(絶対圧)である。
前記二段発泡において、P3HA系発泡粒子に無機ガスを含浸させる際の耐圧容器内の温度としては、20~90℃が好ましく、より好ましくは40~90℃である。
前記二段発泡において、P3HA系発泡粒子を加熱する過熱水蒸気等の圧力(以下、二段発泡圧力と称する場合がある)は、用いる発泡粒子の特性、所望の見掛け密度によって異なり、一概には規定できないが、0.01~0.17MPa(ゲージ圧)が好ましく、より好ましくは0.03~0.11MPa(ゲージ圧)である。
P3HA系二段発泡粒子は、上述のP3HA系発泡粒子の見掛け密度、独立気泡率、平均気泡径を充足することが好ましい。
[P3HA系発泡成形体]
本発明のP3HA系発泡成形体の製造方法は特に限定されず、公知乃至慣用の方法を適用することで製造できる。例えば、次の(A)~(D)の型内発泡成形の方法等が挙げられるが、特に限定されない。
本発明のP3HA系発泡成形体の製造方法は特に限定されず、公知乃至慣用の方法を適用することで製造できる。例えば、次の(A)~(D)の型内発泡成形の方法等が挙げられるが、特に限定されない。
(A)P3HA系発泡粒子(上述のP3HA系二段発泡粒子を含む、以下同じ)を無機ガスで加圧処理して、該発泡粒子内に無機ガスを含浸させ、所定の発泡粒子内圧を付与した後、該発泡粒子を金型に充填し、過熱水蒸気で加熱する方法
(B)P3HA系発泡粒子を金型に充填した後、該金型内の体積を10~75%減ずるように圧縮し、過熱水蒸気で加熱する方法
(C)P3HA系発泡粒子をガス圧力で圧縮して金型に充填し、該発泡粒子の回復力を利用して、過熱水蒸気で加熱する方法
(D)特に前処理することなく、P3HA系発泡粒子を金型に充填し、過熱水蒸気で加熱する方法
本発明のP3HA系発泡成形体の製造において、P3HA系発泡粒子を加熱する過熱水蒸気の圧力(以下、成形圧力と称する場合がある)は、用いる発泡粒子の特性等によって異なり、一概には規定できないが、0.05~0.30MPa(ゲージ圧)が好ましく、より好ましくは0.08~0.25MPa(ゲージ圧)である。
(B)P3HA系発泡粒子を金型に充填した後、該金型内の体積を10~75%減ずるように圧縮し、過熱水蒸気で加熱する方法
(C)P3HA系発泡粒子をガス圧力で圧縮して金型に充填し、該発泡粒子の回復力を利用して、過熱水蒸気で加熱する方法
(D)特に前処理することなく、P3HA系発泡粒子を金型に充填し、過熱水蒸気で加熱する方法
本発明のP3HA系発泡成形体の製造において、P3HA系発泡粒子を加熱する過熱水蒸気の圧力(以下、成形圧力と称する場合がある)は、用いる発泡粒子の特性等によって異なり、一概には規定できないが、0.05~0.30MPa(ゲージ圧)が好ましく、より好ましくは0.08~0.25MPa(ゲージ圧)である。
本発明のP3HA系発泡成形体の製造方法のうち前記(A)法での無機ガスとしては、空気、窒素、酸素、二酸化炭素、ヘリウム、ネオン、アルゴン等が使用でき、これらの群より選ばれる少なくとも1種を使用できる。これらの中でも、空気または二酸化炭素が好ましい。
本発明のP3HA系発泡成形体の製造方法のうち前記(A)法での発泡粒子内圧は0.10~0.30MPa(絶対圧)が好ましく、より好ましくは0.15~0.30MPa(絶対圧)である。
本発明のP3HA系発泡成形体の製造方法のうち(A)法での無機ガスを発泡粒子に含浸させる際の耐圧容器内の温度としては、20~90℃が好ましく、より好ましくは40~80℃である。
本発明のP3HA系発泡成形体は、各種用途に使用することができ、例えば、包装用緩衝材、農産箱、魚箱、自動車部材、建築材料、土木材料等の用途に用いることができる。
以下、実施例により本発明を具体的に説明するが、本発明は、これらの実施例によりその技術的範囲を限定されるものではない。
実施例および比較例で使用した物質を以下に示す。
[ポリ(3-ヒドロキシアルカノエート)]
P3HA-1:P3HB3HH(カネカ社製カネカ生分解性ポリマーPHBH X131N、モノマー比率は3HB/3HH=95/5(モル%/モル%))
P3HA-2:P3HB3HH(カネカ社製カネカ生分解性ポリマーPHBH X331N、モノマー比率は3HB/3HH=95/5(モル%/モル%))
P3HA-3:P3HB3HH(カネカ社製カネカ生分解性ポリマーPHBH 151N、モノマー比率は3HB/3HH=89/11(モル%/モル%))
P3HA-4:P3HB4HB(Ecomann社製EM5400、モノマー比率は3HB/4HB=86/14(モル%/モル%))
[気泡調整剤]
気泡調整剤:タルク(林化成社製タルカンパウダーPKS)
[可塑剤]
可塑剤-1:グリセリンジアセトモノラウレート(理研ビタミン社製リケマールPL-012)
可塑剤-2:ベンジルメチルジエチレングリコールアジペート(大八化学工業社製DAIFATTY-101)
[分散剤]
分散剤:第三リン酸カルシウム(太平化学産業社製)
[分散助剤]
分散助剤:アルキルスルホン酸ソーダ(花王社製ラテムルPS)
[架橋剤]
架橋剤:過酸化ベンゾイル(含有量 約75%)(化薬アクゾ社製パーカドックスL-W75 LS)
実施例および比較例において実施した評価方法に関して、説明する。
P3HA-1:P3HB3HH(カネカ社製カネカ生分解性ポリマーPHBH X131N、モノマー比率は3HB/3HH=95/5(モル%/モル%))
P3HA-2:P3HB3HH(カネカ社製カネカ生分解性ポリマーPHBH X331N、モノマー比率は3HB/3HH=95/5(モル%/モル%))
P3HA-3:P3HB3HH(カネカ社製カネカ生分解性ポリマーPHBH 151N、モノマー比率は3HB/3HH=89/11(モル%/モル%))
P3HA-4:P3HB4HB(Ecomann社製EM5400、モノマー比率は3HB/4HB=86/14(モル%/モル%))
[気泡調整剤]
気泡調整剤:タルク(林化成社製タルカンパウダーPKS)
[可塑剤]
可塑剤-1:グリセリンジアセトモノラウレート(理研ビタミン社製リケマールPL-012)
可塑剤-2:ベンジルメチルジエチレングリコールアジペート(大八化学工業社製DAIFATTY-101)
[分散剤]
分散剤:第三リン酸カルシウム(太平化学産業社製)
[分散助剤]
分散助剤:アルキルスルホン酸ソーダ(花王社製ラテムルPS)
[架橋剤]
架橋剤:過酸化ベンゾイル(含有量 約75%)(化薬アクゾ社製パーカドックスL-W75 LS)
実施例および比較例において実施した評価方法に関して、説明する。
[P3HA系組成物から成る樹脂粒子の融点の測定]
示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HA系組成物から成る樹脂粒子を約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、最も高温の融解ピークの温度を融点とした(図1に例示)。
示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HA系組成物から成る樹脂粒子を約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、最も高温の融解ピークの温度を融点とした(図1に例示)。
[P3HA系組成物から成る樹脂粒子のMFRの測定]
メルトフローインデックステスター(安田精機製作所社製)を用いて、JIS K7210に準じて、荷重5kg、測定温度は「P3HA系組成物から成る樹脂粒子の融点の測定」で得られるDSC曲線から読み取った融解終了温度+5~10℃の条件で測定した。
メルトフローインデックステスター(安田精機製作所社製)を用いて、JIS K7210に準じて、荷重5kg、測定温度は「P3HA系組成物から成る樹脂粒子の融点の測定」で得られるDSC曲線から読み取った融解終了温度+5~10℃の条件で測定した。
[P3HA系発泡粒子の融解熱量と融点の測定]
示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HA系発泡粒子を約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、融解開始前と融解終了後のベースラインを直線で結ぶ。次に、最も高温の融解ピークと隣の融解ピークの間の極大点から垂直方向に直線を引く。前記ベースラインと前記垂直方向の直線と前記DSC曲線に囲まれる高温側の領域から算出される熱量を高温側の融解熱量(X)とし、低温側の領域から算出される熱量を低温側の融解熱量として求めた。また、DSC曲線において、最も高温の融解ピークの温度を高温側の融点とし、それより低い温度で融解ピークが最も高い温度を低温側の融点とした(図2に例示)。
示差走査熱量計(セイコーインスツルメンツ社製DSC6200型)を用いて、P3HA系発泡粒子を約5mg計量し、10℃/分の昇温速度にて10℃から190℃まで昇温した時に得られるDSC曲線において、融解開始前と融解終了後のベースラインを直線で結ぶ。次に、最も高温の融解ピークと隣の融解ピークの間の極大点から垂直方向に直線を引く。前記ベースラインと前記垂直方向の直線と前記DSC曲線に囲まれる高温側の領域から算出される熱量を高温側の融解熱量(X)とし、低温側の領域から算出される熱量を低温側の融解熱量として求めた。また、DSC曲線において、最も高温の融解ピークの温度を高温側の融点とし、それより低い温度で融解ピークが最も高い温度を低温側の融点とした(図2に例示)。
[P3HA系発泡粒子のゲル分率の測定]
150mlのフラスコに、1gのP3HA系発泡粒子と100mlのクロロホルムを入れ、大気圧下、62℃で8時間加熱還流した後、得られた加熱処理物を100メッシュの金網を有する吸引濾過装置を用いて濾過処理した。得られた金網上の濾過処理物を、80℃のオーブン中で真空条件下にて8時間乾燥した。この際、得られた乾燥物重量Wg(g)を測定した。ゲル分率は、Wg/1×100(重量%)より求めた。
150mlのフラスコに、1gのP3HA系発泡粒子と100mlのクロロホルムを入れ、大気圧下、62℃で8時間加熱還流した後、得られた加熱処理物を100メッシュの金網を有する吸引濾過装置を用いて濾過処理した。得られた金網上の濾過処理物を、80℃のオーブン中で真空条件下にて8時間乾燥した。この際、得られた乾燥物重量Wg(g)を測定した。ゲル分率は、Wg/1×100(重量%)より求めた。
[P3HA系発泡粒子またはP3HA系二段発泡粒子の見掛け密度の測定]
エタノールが入ったメスシリンダーを用意し、該メスシリンダーにP3HA系発泡粒子またはP3HA系二段発泡粒子(該発泡粒子群の重量Wd(g))を、金網等を使用して沈め、エタノール水位上昇分より読みとられる発泡粒子群の容積をVd(cm3)とした。該発泡粒子の見掛け密度は、Wd/Vd(g/cm3)より求めた。
エタノールが入ったメスシリンダーを用意し、該メスシリンダーにP3HA系発泡粒子またはP3HA系二段発泡粒子(該発泡粒子群の重量Wd(g))を、金網等を使用して沈め、エタノール水位上昇分より読みとられる発泡粒子群の容積をVd(cm3)とした。該発泡粒子の見掛け密度は、Wd/Vd(g/cm3)より求めた。
[P3HA系発泡粒子またはP3HA系二段発泡粒子の独立気泡率の測定]
P3HA系発泡粒子またはP3HA系二段発泡粒子に対して、ASTM D2856-87の手順C(PROSEDURE C)に記載の方法に準拠して、空気比較式比重計[東京サイエンス(株)製、モデル1000]を用いて、体積Vc(cm3)を測定した。次いで、Vcを測定後の該発泡粒子の全量を、エタノールの入ったメスシリンダー中に沈め、メスシリンダーの水位上昇分(水没法)から、該発泡粒子の見掛け上の体積Va(cm3)を求めた。該発泡粒子の独立気泡率は、100-(Va-Vc)×100/Va(%)より求めた。
P3HA系発泡粒子またはP3HA系二段発泡粒子に対して、ASTM D2856-87の手順C(PROSEDURE C)に記載の方法に準拠して、空気比較式比重計[東京サイエンス(株)製、モデル1000]を用いて、体積Vc(cm3)を測定した。次いで、Vcを測定後の該発泡粒子の全量を、エタノールの入ったメスシリンダー中に沈め、メスシリンダーの水位上昇分(水没法)から、該発泡粒子の見掛け上の体積Va(cm3)を求めた。該発泡粒子の独立気泡率は、100-(Va-Vc)×100/Va(%)より求めた。
[P3HA系発泡粒子またはP3HA系二段発泡粒子の平均気泡径の測定]
P3HA系発泡粒子またはP3HA系二段発泡粒子を、カミソリ(フェザー社製ハイステンレス両刃)を用いて、該発泡粒子の中央で切断した。該切断面を、光学顕微鏡(キーエンス社製VHX-100)を用いて、倍率50倍にて観察して得られた画像において、該発泡粒子のほぼ中心を通る直線を引き、該直線が貫通している気泡数nおよび、該直線と該発泡粒子表面との交点から定まる該発泡粒子径L(μm)を読み取った。該発泡粒子の平均気泡径は、L/n(μm)より求めた。
P3HA系発泡粒子またはP3HA系二段発泡粒子を、カミソリ(フェザー社製ハイステンレス両刃)を用いて、該発泡粒子の中央で切断した。該切断面を、光学顕微鏡(キーエンス社製VHX-100)を用いて、倍率50倍にて観察して得られた画像において、該発泡粒子のほぼ中心を通る直線を引き、該直線が貫通している気泡数nおよび、該直線と該発泡粒子表面との交点から定まる該発泡粒子径L(μm)を読み取った。該発泡粒子の平均気泡径は、L/n(μm)より求めた。
[P3HA系発泡成形体の表面性の評価]
P3HA系発泡成形体を目視で観察し、該発泡成形体の表面および端部を観察し、以下の基準にて評価した。なお、発泡成形体の端部とは、発泡成形体の面と面が交差する稜線部である。
P3HA系発泡成形体を目視で観察し、該発泡成形体の表面および端部を観察し、以下の基準にて評価した。なお、発泡成形体の端部とは、発泡成形体の面と面が交差する稜線部である。
○:発泡粒子が型内発泡成形時に伸びており、隣り合う発泡粒子同士がいずれの部分においてもきれいに融着し、発泡粒子間にほぼ隙間がない。
×:発泡粒子が型内発泡成形時に伸びておらず、隣り合う発泡粒子間に隙間がある箇所が多数存在する。
[P3HA系発泡成形体の成形収縮率の評価]
P3HA系発泡成形体の長手寸法(400mm方向)を、デジタルノギスで測定した。対応する金型寸法をL0とし、該発泡成形体の寸法をL1とした。対金型寸法収縮率を、(L0-L1)÷L0×100(%)より求め、以下の基準にて成形収縮率を評価した。
P3HA系発泡成形体の長手寸法(400mm方向)を、デジタルノギスで測定した。対応する金型寸法をL0とし、該発泡成形体の寸法をL1とした。対金型寸法収縮率を、(L0-L1)÷L0×100(%)より求め、以下の基準にて成形収縮率を評価した。
○:対金型寸法収縮率が5%以下であり、成形収縮率が小さい。
×:対金型寸法収縮率が5%より大きく、成形収縮率が大きい。
[P3HA系発泡成形体の密度の測定]
P3HA系発泡成形体の縦、横、厚みをデジタルノギスで測定し、該発泡成形体の体積を求めた。該発泡成形体の重量を該発泡成形体の体積で割った値を発泡成形体の密度とした。
P3HA系発泡成形体の縦、横、厚みをデジタルノギスで測定し、該発泡成形体の体積を求めた。該発泡成形体の重量を該発泡成形体の体積で割った値を発泡成形体の密度とした。
[P3HA系発泡成形体の圧縮応力の測定]
引張圧縮試験機(ミネベア社製TG-50kN)を用いて、JIS K 6767に準拠して、10%、25%、50%ひずみ時の圧縮応力を求めた。
引張圧縮試験機(ミネベア社製TG-50kN)を用いて、JIS K 6767に準拠して、10%、25%、50%ひずみ時の圧縮応力を求めた。
[P3HA系発泡成形体の緩衝特性の測定]
緩衝材料評価試験装置(神栄テストマシナリー社製ACST-200)を用いて、JIS Z 0235に準拠して、1回目に落下させた際の緩衝係数と最大応力を求めた。
緩衝材料評価試験装置(神栄テストマシナリー社製ACST-200)を用いて、JIS Z 0235に準拠して、1回目に落下させた際の緩衝係数と最大応力を求めた。
[P3HA系発泡成形体の高温時の寸法安定性の測定]
熱風循環式乾燥機(エスペック社製LC-114)を用いて、JIS K 6767 B法に準拠して、100℃で22時間加熱した際の加熱寸法変化率を求めた。
熱風循環式乾燥機(エスペック社製LC-114)を用いて、JIS K 6767 B法に準拠して、100℃で22時間加熱した際の加熱寸法変化率を求めた。
[P3HA系発泡成形体の熱伝導率の測定]
熱伝導率測定装置(英弘精機社製HC-074)を用いて、JIS A 1412に準拠して、23℃での熱伝導率を求めた。
熱伝導率測定装置(英弘精機社製HC-074)を用いて、JIS A 1412に準拠して、23℃での熱伝導率を求めた。
[P3HA系発泡成形体の生分解性の評価]
兵庫県高砂市の港湾部から採取した海水を目開き80μmのメッシュで異物を除去し、プラスチックコンテナに投入した。ASTM D-7081に準じて、海水1Lに対し0.5gの塩化アンモニウムと、0.1gのリン酸二カリウムを加えた。50mm角に切削したP3HA系発泡成形体が浮かないように錘と共に、海水に沈め、水温を23℃に保った。試験開始前と3ヶ月後の重量を測定し、重量減少率を求めた。なお、海水は1ヶ月毎に入れ替えを実施した。
兵庫県高砂市の港湾部から採取した海水を目開き80μmのメッシュで異物を除去し、プラスチックコンテナに投入した。ASTM D-7081に準じて、海水1Lに対し0.5gの塩化アンモニウムと、0.1gのリン酸二カリウムを加えた。50mm角に切削したP3HA系発泡成形体が浮かないように錘と共に、海水に沈め、水温を23℃に保った。試験開始前と3ヶ月後の重量を測定し、重量減少率を求めた。なお、海水は1ヶ月毎に入れ替えを実施した。
<実施例1>
[P3HA系組成物から成る樹脂粒子の製造]
P3HAとしてP3HA-1を用い、P3HA-1が100重量部、気泡調整剤が0.1重量部となるように計量し、ドライブレンドした。ドライブレンドした混合物を、二軸押出機(東芝機械社製TEM-26SX)を用いて、シリンダー設定温度130~160℃で溶融混練し、押出機の先端に取り付けたダイスのノズルから吐出された179℃の溶融したP3HA系組成物を50℃で水冷後、切断して、1粒当たりの重量が4.5mgの樹脂粒子を得た。得られた樹脂粒子は、融点が145℃であり、160℃で測定したMFRが2.4g/10minであった。
[P3HA系組成物から成る樹脂粒子の製造]
P3HAとしてP3HA-1を用い、P3HA-1が100重量部、気泡調整剤が0.1重量部となるように計量し、ドライブレンドした。ドライブレンドした混合物を、二軸押出機(東芝機械社製TEM-26SX)を用いて、シリンダー設定温度130~160℃で溶融混練し、押出機の先端に取り付けたダイスのノズルから吐出された179℃の溶融したP3HA系組成物を50℃で水冷後、切断して、1粒当たりの重量が4.5mgの樹脂粒子を得た。得られた樹脂粒子は、融点が145℃であり、160℃で測定したMFRが2.4g/10minであった。
[P3HA系発泡粒子の製造]
得られたP3HA系組成物から成る樹脂粒子100重量部、純水200重量部、分散剤1重量部、分散助剤0.05重量部、および架橋剤0.67重量部を、攪拌下で耐圧容器内に仕込んだ後、窒素を耐圧容器内に導入し酸素を除去した。次に、耐圧容器内に発泡剤として二酸化炭素を導入した。その後、耐圧容器内容物を129.0℃の発泡温度まで昇温した。その後、二酸化炭素を追加導入して3.3MPa(ゲージ圧)の発泡圧力まで昇圧し、該発泡温度付近、該発泡圧力付近で30分間保持した。その後、耐圧容器下部のバルブを開き、直径3.6mmの開口オリフィスを通して、耐圧容器の内容物を大気圧下に放出し、発泡粒子を得た。該発泡粒子の表面に付着した分散剤を洗浄した後、75℃で乾燥した。得られた発泡粒子の高温側の融解熱量(X)は11.7J/g、ゲル分率(Y)は21重量%であり、X+Y=32.7であった。その他の発泡粒子の特性を表1にまとめた。
得られたP3HA系組成物から成る樹脂粒子100重量部、純水200重量部、分散剤1重量部、分散助剤0.05重量部、および架橋剤0.67重量部を、攪拌下で耐圧容器内に仕込んだ後、窒素を耐圧容器内に導入し酸素を除去した。次に、耐圧容器内に発泡剤として二酸化炭素を導入した。その後、耐圧容器内容物を129.0℃の発泡温度まで昇温した。その後、二酸化炭素を追加導入して3.3MPa(ゲージ圧)の発泡圧力まで昇圧し、該発泡温度付近、該発泡圧力付近で30分間保持した。その後、耐圧容器下部のバルブを開き、直径3.6mmの開口オリフィスを通して、耐圧容器の内容物を大気圧下に放出し、発泡粒子を得た。該発泡粒子の表面に付着した分散剤を洗浄した後、75℃で乾燥した。得られた発泡粒子の高温側の融解熱量(X)は11.7J/g、ゲル分率(Y)は21重量%であり、X+Y=32.7であった。その他の発泡粒子の特性を表1にまとめた。
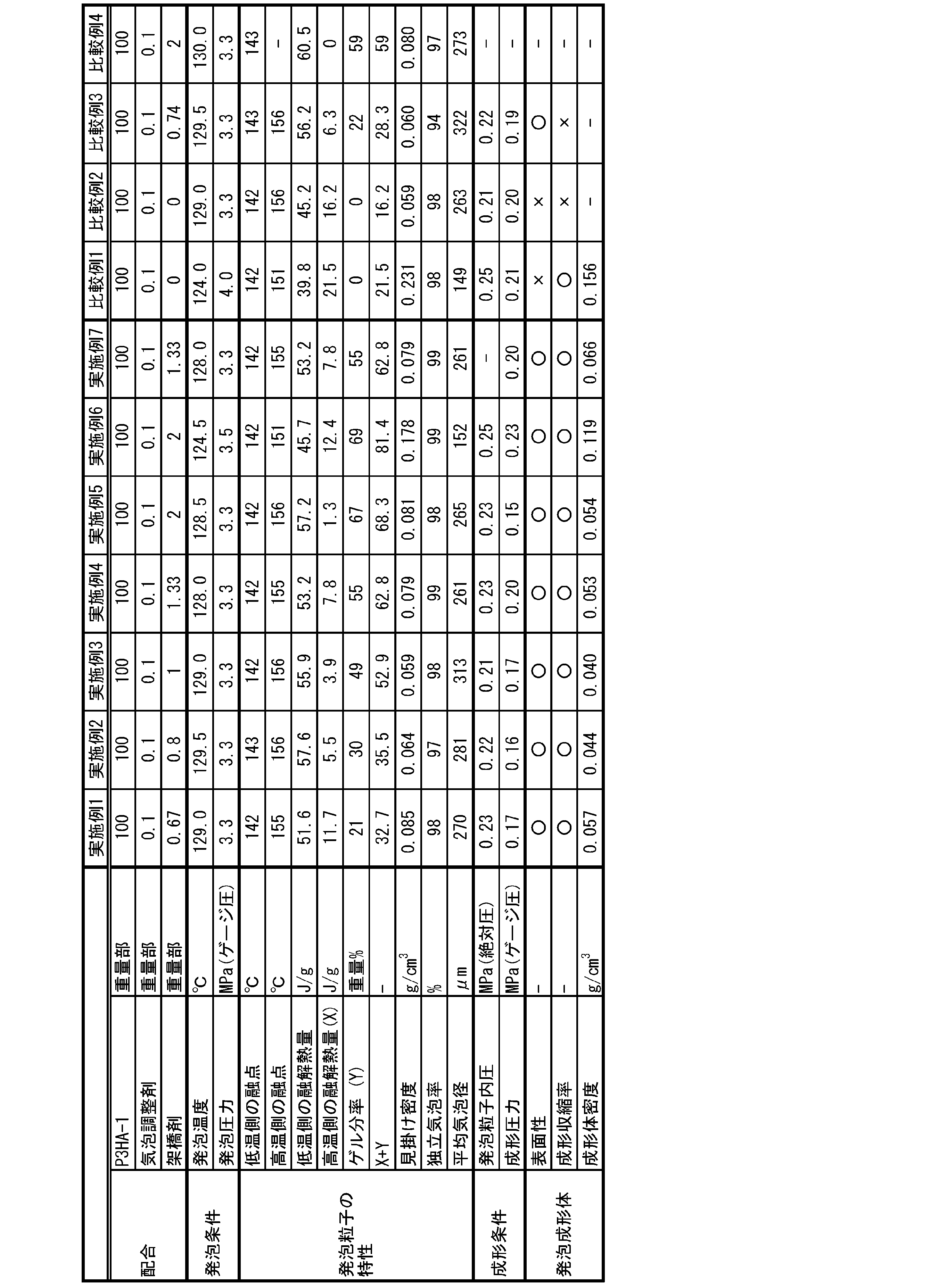
[P3HA系発泡成形体の製造]
得られた発泡粒子を75℃に加温した耐圧容器に仕込み、空気で加圧処理することで発泡粒子内圧を0.23MPa(絶対圧)とした。該発泡粒子を成形機(DAISEN社製KD-345)の縦400mm×横300mm×厚み60mmの金型内に充填した。次に、0.17MPa(ゲージ圧)の過熱水蒸気圧で加熱して発泡成形体を得た後、75℃で乾燥した。発泡成形体に関する結果を表1にまとめた。得られた発泡成形体の表面性は良好であり、かつ成形収縮率は小さかった。また得られた発泡成形体の圧縮応力は10%ひずみ時は0.26MPa、25%ひずみ時は0.32MPa、50%ひずみ時は0.38MPaであった。また緩衝係数は2.40、最大応力は0.88MPaであった。また加熱寸法変化率は-0.1%であった。また熱伝導率は0.035W/(m・K)であった。更に重量減少率は37重量%であった。この様に従来のポリオレフィン製の発泡成形体に近い特性でありながら、生分解することが確認できた。
得られた発泡粒子を75℃に加温した耐圧容器に仕込み、空気で加圧処理することで発泡粒子内圧を0.23MPa(絶対圧)とした。該発泡粒子を成形機(DAISEN社製KD-345)の縦400mm×横300mm×厚み60mmの金型内に充填した。次に、0.17MPa(ゲージ圧)の過熱水蒸気圧で加熱して発泡成形体を得た後、75℃で乾燥した。発泡成形体に関する結果を表1にまとめた。得られた発泡成形体の表面性は良好であり、かつ成形収縮率は小さかった。また得られた発泡成形体の圧縮応力は10%ひずみ時は0.26MPa、25%ひずみ時は0.32MPa、50%ひずみ時は0.38MPaであった。また緩衝係数は2.40、最大応力は0.88MPaであった。また加熱寸法変化率は-0.1%であった。また熱伝導率は0.035W/(m・K)であった。更に重量減少率は37重量%であった。この様に従来のポリオレフィン製の発泡成形体に近い特性でありながら、生分解することが確認できた。
<実施例2~6、比較例1~4>
配合や発泡条件等を表1に示すように変更したこと以外は実施例1と同様にして、発泡粒子および発泡成形体を作製し、実施例1と同様の評価を実施した。結果を表1にまとめた。
配合や発泡条件等を表1に示すように変更したこと以外は実施例1と同様にして、発泡粒子および発泡成形体を作製し、実施例1と同様の評価を実施した。結果を表1にまとめた。
表1に示すように、高温側の融解熱量(X)が0.1~20J/g、かつゲル分率(Y)が20~75重量%、かつX+Y≧30を満たす発泡粒子(実施例1~6)によると、表面性が良好であり、かつ成形収縮率が小さい発泡成形体が得られた。
一方、ゲル分率(Y)が0重量%である発泡粒子(比較例1、2)の場合には、該発泡粒子が型内発泡成形時に伸びておらず、得られた発泡成形体の表面性が不良であった。また、X+Yが30未満である発泡粒子(比較例3)の場合には、得られた発泡成形体の成形収縮率が大きかった。また、DSC曲線における融解ピークが1つしかなく、高温側の融解熱量(X)が0J/gである発泡粒子(比較例4)の場合は、発泡粒子が互着しており、成形機の金型に十分に充填できなかったため各種評価できる発泡成形体を得ることができなかった。
<実施例7>
[P3HA系発泡成形体の製造]
実施例4で得られた発泡粒子を空気で加圧処理せずに成形機(DAISEN社製KD-345)の縦400mm×横300mm×厚み85mmの金型内に充填した後、厚み方向に25mm圧縮し、次いで0.20MPa(ゲージ圧)の過熱水蒸気圧で加熱して発泡成形体を得た後、75℃で乾燥した。実施例1と同様の評価を実施した結果を表1にまとめた。得られた発泡成形体の表面性は良好であり、かつ成形収縮率は小さかった。
[P3HA系発泡成形体の製造]
実施例4で得られた発泡粒子を空気で加圧処理せずに成形機(DAISEN社製KD-345)の縦400mm×横300mm×厚み85mmの金型内に充填した後、厚み方向に25mm圧縮し、次いで0.20MPa(ゲージ圧)の過熱水蒸気圧で加熱して発泡成形体を得た後、75℃で乾燥した。実施例1と同様の評価を実施した結果を表1にまとめた。得られた発泡成形体の表面性は良好であり、かつ成形収縮率は小さかった。
<実施例8>
表2に示すように、配合を変更し、さらに、樹脂粒子の1粒当たりの重量を0.9mgとする等の変更を加えたこと以外は実施例1と同様にして、発泡粒子および発泡成形体を作製した。実施例1と同様の評価を実施し、結果を表2にまとめた。
表2に示すように、配合を変更し、さらに、樹脂粒子の1粒当たりの重量を0.9mgとする等の変更を加えたこと以外は実施例1と同様にして、発泡粒子および発泡成形体を作製した。実施例1と同様の評価を実施し、結果を表2にまとめた。
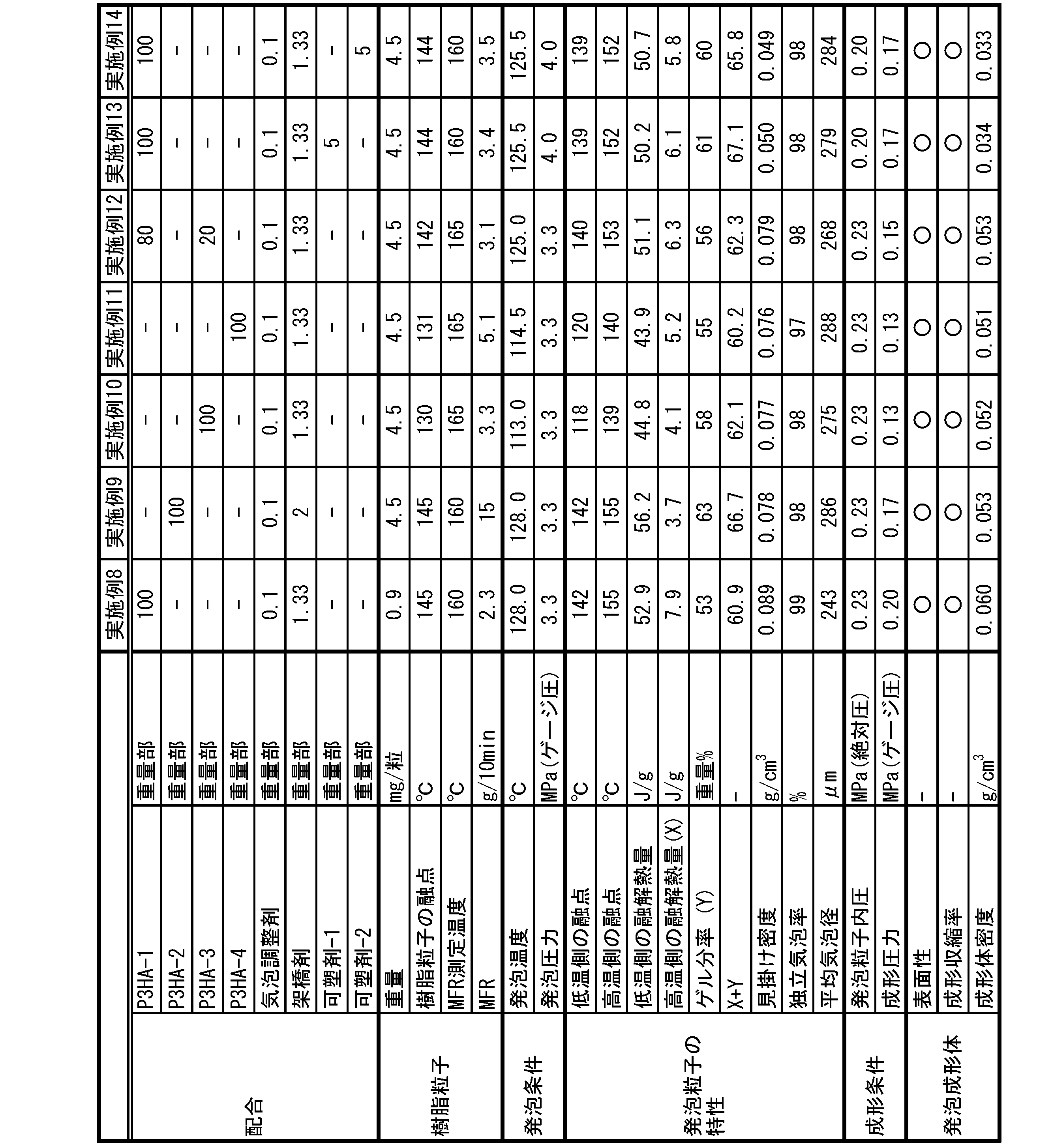
表2に示すように、実施例8で得られた発泡粒子は、高温側の融解熱量(X)が7.9J/g、ゲル分率(Y)が53重量%、かつX+Y=60.9であった。当該発泡粒子を成形して得られた発泡成形体は、表面性が良好であり、かつ成形収縮率が小さいものであった。
<実施例9~12>
配合や発泡条件等を表2に示すように変更したこと以外は実施例1と同様にして、樹脂粒子と発泡粒子と発泡成形体を作製した。実施例1と同様の評価を実施し、結果を表2にまとめた。得られた発泡成形体は、表面性が良好であり、かつ成形収縮率が小さいものであった。
配合や発泡条件等を表2に示すように変更したこと以外は実施例1と同様にして、樹脂粒子と発泡粒子と発泡成形体を作製した。実施例1と同様の評価を実施し、結果を表2にまとめた。得られた発泡成形体は、表面性が良好であり、かつ成形収縮率が小さいものであった。
<実施例13、14>
[P3HA系組成物から成る樹脂粒子の製造]
P3HAとしてP3HA-1を用い、P3HA-1が100重量部、気泡調整剤が0.1重量部となるように計量し、ドライブレンドした。ドライブレンドした混合物を、二軸押出機(東芝機械社製TEM-26SX)を用いて、シリンダー設定温度130~160℃で溶融混練し、押出機の先端に取り付けたダイスのノズルから吐出された175℃の溶融したP3HA系組成物を45℃で水冷後、切断して、1粒当たりの重量が4.5mgの樹脂粒子を得た。この際、押出機に液体添加ポンプ(日機装社製)を接続し、可塑剤を5重量部添加した。配合および得られた樹脂粒子の特性を表2にまとめた。
[P3HA系組成物から成る樹脂粒子の製造]
P3HAとしてP3HA-1を用い、P3HA-1が100重量部、気泡調整剤が0.1重量部となるように計量し、ドライブレンドした。ドライブレンドした混合物を、二軸押出機(東芝機械社製TEM-26SX)を用いて、シリンダー設定温度130~160℃で溶融混練し、押出機の先端に取り付けたダイスのノズルから吐出された175℃の溶融したP3HA系組成物を45℃で水冷後、切断して、1粒当たりの重量が4.5mgの樹脂粒子を得た。この際、押出機に液体添加ポンプ(日機装社製)を接続し、可塑剤を5重量部添加した。配合および得られた樹脂粒子の特性を表2にまとめた。
配合を表2に示すように変更したこと以外は実施例1と同様にして、発泡粒子および発泡成形体を作製した。実施例1と同様の評価を実施し、結果を表2にまとめた。得られた発泡成形体は、表面性が良好であり、かつ成形収縮率が小さいものであった。
<実施例15>
[P3HA系二段発泡粒子および発泡成形体の製造]
実施例4で得られた発泡粒子を75℃に加温した耐圧容器に仕込み、空気で加圧処理することで発泡粒子内圧を0.45MPa(絶対圧)とした。その後、0.08MPa(ゲージ圧)の過熱水蒸気で加熱して、二段発泡粒子を得た後、60℃で乾燥した。得られた二段発泡粒子の見掛け密度は0.031g/cm3であった。
[P3HA系二段発泡粒子および発泡成形体の製造]
実施例4で得られた発泡粒子を75℃に加温した耐圧容器に仕込み、空気で加圧処理することで発泡粒子内圧を0.45MPa(絶対圧)とした。その後、0.08MPa(ゲージ圧)の過熱水蒸気で加熱して、二段発泡粒子を得た後、60℃で乾燥した。得られた二段発泡粒子の見掛け密度は0.031g/cm3であった。
該二段発泡粒子を用い、実施例1と同様にして、発泡成形体を作製した。実施例1と同様の評価を実施し、結果を表3にまとめた。得られた発泡成形体は、表面性が良好であり、かつ成形収縮率が小さいものであった。

以上のように、本発明のP3HA系発泡粒子によると、表面性が良好であり、かつ成形収縮率が小さいP3HA系発泡成形体が得られることが確認された。
Claims (4)
- 示差走査熱量測定で得られるDSC曲線において融解ピークを少なくとも2つ有し、高温側の融解熱量(X)が0.1~20J/g、かつ、ゲル分率(Y)が20~75重量%であり、前記融解熱量(X)と前記ゲル分率(Y)が下記(1)式を満たすことを特徴とする、ポリ(3-ヒドロキシアルカノエート)系発泡粒子。
X+Y≧30 (1) - ポリ(3-ヒドロキシアルカノエート)が、ポリ(3-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート-コ-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)およびポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)からなる群より選択される1種以上である、請求項1に記載のポリ(3-ヒドロキシアルカノエート)系発泡粒子。
- ポリ(3-ヒドロキシアルカノエート)が、3-ヒドロキシブチレートとコモノマーの共重合体であり、該共重合体中のモノマー比率が、3-ヒドロキシブチレート/コモノマー=99/1~80/20(モル%/モル%)である、請求項2に記載のポリ(3-ヒドロキシアルカノエート)系発泡粒子。
- 請求項1~3のいずれか1項に記載の発泡粒子を成形してなるポリ(3-ヒドロキシアルカノエート)系発泡成形体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980008665.8A CN111684001B (zh) | 2018-01-26 | 2019-01-21 | 聚(3-羟基烷酸酯)类发泡粒子及聚(3-羟基烷酸酯)类发泡成型体 |
| EP19744507.5A EP3744771A4 (en) | 2018-01-26 | 2019-01-21 | POLY (3-HYDROXYALKANOATE) -FOAM PART AND POLY (3-HYDROXYALKANOATE) -FOAM SHAPED BODY |
| JP2019567061A JP7123980B2 (ja) | 2018-01-26 | 2019-01-21 | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| US16/937,654 US11459436B2 (en) | 2018-01-26 | 2020-07-24 | Poly(3-hydroxyalkanoate) foam particles and poly(3-hydroxyalkanoate) foam molded article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018011788 | 2018-01-26 | ||
| JP2018-011788 | 2018-01-26 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/937,654 Continuation-In-Part US11459436B2 (en) | 2018-01-26 | 2020-07-24 | Poly(3-hydroxyalkanoate) foam particles and poly(3-hydroxyalkanoate) foam molded article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019146555A1 true WO2019146555A1 (ja) | 2019-08-01 |
Family
ID=67395369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/001713 Ceased WO2019146555A1 (ja) | 2018-01-26 | 2019-01-21 | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11459436B2 (ja) |
| EP (1) | EP3744771A4 (ja) |
| JP (1) | JP7123980B2 (ja) |
| CN (1) | CN111684001B (ja) |
| WO (1) | WO2019146555A1 (ja) |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020201935A1 (ja) * | 2019-03-29 | 2020-10-08 | 積水化成品工業株式会社 | 生分解性ポリエステル系樹脂発泡粒子、生分解性ポリエステル系樹脂発泡粒子の製造方法、生分解性ポリエステル系樹脂発泡成形体、及び、生分解性ポリエステル系樹脂発泡成形体の製造方法 |
| WO2021002092A1 (ja) * | 2019-07-02 | 2021-01-07 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP2021031592A (ja) * | 2019-08-26 | 2021-03-01 | 国立研究開発法人産業技術総合研究所 | 樹脂発泡体の製造方法、樹脂発泡体、及び断熱材 |
| WO2022004322A1 (ja) | 2020-06-30 | 2022-01-06 | 株式会社カネカ | 低温輸送装置およびその製造方法並びにその利用 |
| JPWO2022054870A1 (ja) * | 2020-09-11 | 2022-03-17 | ||
| JP2022102730A (ja) * | 2020-12-25 | 2022-07-07 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP2022102731A (ja) * | 2020-12-25 | 2022-07-07 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JPWO2022230746A1 (ja) * | 2021-04-28 | 2022-11-03 | ||
| JP2023061788A (ja) * | 2021-10-20 | 2023-05-02 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子の製造方法 |
| WO2023140096A1 (ja) | 2022-01-20 | 2023-07-27 | 株式会社カネカ | 変性された脂肪族ポリエステル系樹脂、及び、その組成物又は成形体 |
| JP2023141216A (ja) * | 2022-03-23 | 2023-10-05 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| WO2023190184A1 (ja) | 2022-03-29 | 2023-10-05 | 株式会社カネカ | 熱可塑性樹脂組成物 |
| WO2023189102A1 (ja) | 2022-03-30 | 2023-10-05 | 株式会社カネカ | 脂肪族ポリエステル系発泡粒子の製造方法 |
| WO2023190183A1 (ja) | 2022-03-29 | 2023-10-05 | 株式会社カネカ | 架橋樹脂粒子およびその製造方法 |
| WO2023190185A1 (ja) | 2022-03-29 | 2023-10-05 | 株式会社カネカ | 熱可塑性樹脂組成物 |
| WO2023188942A1 (ja) | 2022-03-30 | 2023-10-05 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系樹脂発泡粒子 |
| WO2024090332A1 (ja) * | 2022-10-24 | 2024-05-02 | 株式会社カネカ | 脂肪族ポリエステル系発泡粒子の製造方法 |
| WO2024090484A1 (ja) | 2022-10-27 | 2024-05-02 | 株式会社カネカ | 熱可塑性樹脂組成物 |
| WO2024171795A1 (ja) | 2023-02-17 | 2024-08-22 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系樹脂組成物を含む成形体 |
| WO2024171794A1 (ja) | 2023-02-17 | 2024-08-22 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系成形加工用樹脂組成物およびその成形体 |
| EP4206283A4 (en) * | 2020-08-25 | 2024-09-25 | Kaneka Corporation | Resin film, and bag, glove, and bundling material each formed from said resin film |
| WO2024203745A1 (ja) | 2023-03-24 | 2024-10-03 | 株式会社カネカ | 樹脂粉体およびその製造方法 |
| WO2025075121A1 (ja) * | 2023-10-04 | 2025-04-10 | 株式会社カネカ | 架橋樹脂粒子及びその製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115785637B (zh) * | 2023-02-03 | 2023-06-23 | 北京微构工场生物技术有限公司 | 一种发泡材料及其制备方法 |
| WO2025207426A1 (en) * | 2024-03-26 | 2025-10-02 | University Of Georgia Research Foundation, Inc. | Use of orotic acid esters and amides as nucleators for poly(hydroxyalkenoates) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10324766A (ja) | 1997-05-26 | 1998-12-08 | Jsp Corp | 生分解性を有しかつ架橋構造を有する脂肪族ポリエステル系樹脂発泡粒子及びその成形体並びに該樹脂発泡粒子の製造方法 |
| JP2000319438A (ja) | 1999-05-11 | 2000-11-21 | Kanegafuchi Chem Ind Co Ltd | 生分解性を有する脂肪族ポリエステル樹脂予備発泡粒子、及びその成形体と該予備発泡粒子の製造方法 |
| WO2006112287A1 (ja) * | 2005-04-14 | 2006-10-26 | Kaneka Corporation | ポリヒドロキシアルカノエート樹脂発泡粒子、およびその成形体と該樹脂発泡粒子の製造方法 |
| WO2007049694A1 (ja) * | 2005-10-26 | 2007-05-03 | Kaneka Corporation | ポリヒドロキシアルカノエート樹脂発泡粒子、及びその成形体と該樹脂発泡粒子の製造方法 |
| WO2007049695A1 (ja) | 2005-10-26 | 2007-05-03 | Chugai Seiyaku Kabushiki Kaisha | 凝集性glp-1アナログおよび徐放性医薬組成物 |
| JP2007130763A (ja) * | 2005-11-08 | 2007-05-31 | Kaneka Corp | ポリヒドロキシアルカノエート樹脂押出発泡体の製造方法および該製造方法により得られる押出発泡体 |
| JP2007291159A (ja) * | 2006-04-21 | 2007-11-08 | Kaneka Corp | ポリ(3−ヒドロキシアルカノエート)樹脂系発泡成形体、及びその製造方法 |
| JP2007302778A (ja) * | 2006-05-11 | 2007-11-22 | Kaneka Corp | ポリヒドロキシアルカノエート樹脂押出発泡体の製造方法および該製造方法により得られる押出発泡体 |
| WO2009001525A1 (ja) * | 2007-06-27 | 2008-12-31 | Kaneka Corporation | 生分解性脂肪族ポリエステル系発泡粒子及びその成形体 |
| WO2013147139A1 (ja) | 2012-03-30 | 2013-10-03 | 株式会社カネカ | 生分解性ポリエステル樹脂組成物 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006103970A1 (ja) * | 2005-03-25 | 2006-10-05 | Kaneka Corporation | ポリヒドロキシアルカノエート樹脂発泡粒子およびその発泡粒子の製造方法 |
| US20090192236A1 (en) | 2005-03-25 | 2009-07-30 | Kaneka Corporation | Foamed polyhydroxyalkanoate resin particles |
| AR072204A1 (es) * | 2008-12-02 | 2010-08-11 | Metabolix Inc | Produccion de espuma de polihidroxialcanoato |
| JP2012241166A (ja) * | 2011-05-23 | 2012-12-10 | Kaneka Corp | ポリ(3−ヒドロキシアルカノエート)系予備発泡粒子および型内発泡成形体 |
-
2019
- 2019-01-21 EP EP19744507.5A patent/EP3744771A4/en active Pending
- 2019-01-21 JP JP2019567061A patent/JP7123980B2/ja active Active
- 2019-01-21 CN CN201980008665.8A patent/CN111684001B/zh active Active
- 2019-01-21 WO PCT/JP2019/001713 patent/WO2019146555A1/ja not_active Ceased
-
2020
- 2020-07-24 US US16/937,654 patent/US11459436B2/en active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10324766A (ja) | 1997-05-26 | 1998-12-08 | Jsp Corp | 生分解性を有しかつ架橋構造を有する脂肪族ポリエステル系樹脂発泡粒子及びその成形体並びに該樹脂発泡粒子の製造方法 |
| JP2000319438A (ja) | 1999-05-11 | 2000-11-21 | Kanegafuchi Chem Ind Co Ltd | 生分解性を有する脂肪族ポリエステル樹脂予備発泡粒子、及びその成形体と該予備発泡粒子の製造方法 |
| WO2006112287A1 (ja) * | 2005-04-14 | 2006-10-26 | Kaneka Corporation | ポリヒドロキシアルカノエート樹脂発泡粒子、およびその成形体と該樹脂発泡粒子の製造方法 |
| WO2007049694A1 (ja) * | 2005-10-26 | 2007-05-03 | Kaneka Corporation | ポリヒドロキシアルカノエート樹脂発泡粒子、及びその成形体と該樹脂発泡粒子の製造方法 |
| WO2007049695A1 (ja) | 2005-10-26 | 2007-05-03 | Chugai Seiyaku Kabushiki Kaisha | 凝集性glp-1アナログおよび徐放性医薬組成物 |
| JP2007130763A (ja) * | 2005-11-08 | 2007-05-31 | Kaneka Corp | ポリヒドロキシアルカノエート樹脂押出発泡体の製造方法および該製造方法により得られる押出発泡体 |
| JP2007291159A (ja) * | 2006-04-21 | 2007-11-08 | Kaneka Corp | ポリ(3−ヒドロキシアルカノエート)樹脂系発泡成形体、及びその製造方法 |
| JP2007302778A (ja) * | 2006-05-11 | 2007-11-22 | Kaneka Corp | ポリヒドロキシアルカノエート樹脂押出発泡体の製造方法および該製造方法により得られる押出発泡体 |
| WO2009001525A1 (ja) * | 2007-06-27 | 2008-12-31 | Kaneka Corporation | 生分解性脂肪族ポリエステル系発泡粒子及びその成形体 |
| WO2013147139A1 (ja) | 2012-03-30 | 2013-10-03 | 株式会社カネカ | 生分解性ポリエステル樹脂組成物 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP3744771A4 |
| T. FUKUIY. DOI, J. BATERIOL., vol. 179, 1997, pages 4821 - 4830 |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020201935A1 (ja) * | 2019-03-29 | 2020-10-08 | 積水化成品工業株式会社 | 生分解性ポリエステル系樹脂発泡粒子、生分解性ポリエステル系樹脂発泡粒子の製造方法、生分解性ポリエステル系樹脂発泡成形体、及び、生分解性ポリエステル系樹脂発泡成形体の製造方法 |
| WO2021002092A1 (ja) * | 2019-07-02 | 2021-01-07 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP7432876B2 (ja) | 2019-08-26 | 2024-02-19 | 国立研究開発法人産業技術総合研究所 | 樹脂発泡体の製造方法及び樹脂発泡体 |
| JP2021031592A (ja) * | 2019-08-26 | 2021-03-01 | 国立研究開発法人産業技術総合研究所 | 樹脂発泡体の製造方法、樹脂発泡体、及び断熱材 |
| WO2022004322A1 (ja) | 2020-06-30 | 2022-01-06 | 株式会社カネカ | 低温輸送装置およびその製造方法並びにその利用 |
| US12503589B2 (en) | 2020-08-25 | 2025-12-23 | Kaneka Corporation | Resin film, and bag, glove, and banding material formed from the resin film |
| EP4206283A4 (en) * | 2020-08-25 | 2024-09-25 | Kaneka Corporation | Resin film, and bag, glove, and bundling material each formed from said resin film |
| JPWO2022054870A1 (ja) * | 2020-09-11 | 2022-03-17 | ||
| US12522707B2 (en) * | 2020-09-11 | 2026-01-13 | Kaneka Corporation | Method for producing poly(3-hydroxyalkanoate) foam particles and method for producing poly(3-hydroxyalkanoate) foam molded article |
| JP7716417B2 (ja) | 2020-09-11 | 2025-07-31 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子又はポリ(3-ヒドロキシアルカノエート)系発泡成形体の製造方法 |
| JP7646352B2 (ja) | 2020-12-25 | 2025-03-17 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP7516243B2 (ja) | 2020-12-25 | 2024-07-16 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP2022102730A (ja) * | 2020-12-25 | 2022-07-07 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP2022102731A (ja) * | 2020-12-25 | 2022-07-07 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP7854430B2 (ja) | 2021-04-28 | 2026-05-01 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子、およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JPWO2022230746A1 (ja) * | 2021-04-28 | 2022-11-03 | ||
| JP7753046B2 (ja) | 2021-10-20 | 2025-10-14 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子の製造方法 |
| JP2023061788A (ja) * | 2021-10-20 | 2023-05-02 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子の製造方法 |
| WO2023140096A1 (ja) | 2022-01-20 | 2023-07-27 | 株式会社カネカ | 変性された脂肪族ポリエステル系樹脂、及び、その組成物又は成形体 |
| JP2023141216A (ja) * | 2022-03-23 | 2023-10-05 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| JP7819005B2 (ja) | 2022-03-23 | 2026-02-24 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 |
| WO2023190183A1 (ja) | 2022-03-29 | 2023-10-05 | 株式会社カネカ | 架橋樹脂粒子およびその製造方法 |
| WO2023190184A1 (ja) | 2022-03-29 | 2023-10-05 | 株式会社カネカ | 熱可塑性樹脂組成物 |
| WO2023190185A1 (ja) | 2022-03-29 | 2023-10-05 | 株式会社カネカ | 熱可塑性樹脂組成物 |
| WO2023188942A1 (ja) | 2022-03-30 | 2023-10-05 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系樹脂発泡粒子 |
| WO2023189102A1 (ja) | 2022-03-30 | 2023-10-05 | 株式会社カネカ | 脂肪族ポリエステル系発泡粒子の製造方法 |
| WO2024090332A1 (ja) * | 2022-10-24 | 2024-05-02 | 株式会社カネカ | 脂肪族ポリエステル系発泡粒子の製造方法 |
| WO2024090484A1 (ja) | 2022-10-27 | 2024-05-02 | 株式会社カネカ | 熱可塑性樹脂組成物 |
| WO2024171795A1 (ja) | 2023-02-17 | 2024-08-22 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系樹脂組成物を含む成形体 |
| WO2024171794A1 (ja) | 2023-02-17 | 2024-08-22 | 株式会社カネカ | ポリ(3-ヒドロキシアルカノエート)系成形加工用樹脂組成物およびその成形体 |
| WO2024203745A1 (ja) | 2023-03-24 | 2024-10-03 | 株式会社カネカ | 樹脂粉体およびその製造方法 |
| EP4692177A1 (en) | 2023-03-24 | 2026-02-11 | Kaneka Corporation | Resin powder and method for producing same |
| WO2025075121A1 (ja) * | 2023-10-04 | 2025-04-10 | 株式会社カネカ | 架橋樹脂粒子及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3744771A1 (en) | 2020-12-02 |
| JPWO2019146555A1 (ja) | 2021-01-07 |
| EP3744771A4 (en) | 2021-10-20 |
| US11459436B2 (en) | 2022-10-04 |
| JP7123980B2 (ja) | 2022-08-23 |
| CN111684001B (zh) | 2022-11-08 |
| CN111684001A (zh) | 2020-09-18 |
| US20200354539A1 (en) | 2020-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7123980B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 | |
| JP7530359B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 | |
| JP7716417B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子又はポリ(3-ヒドロキシアルカノエート)系発泡成形体の製造方法 | |
| JP5014127B2 (ja) | ポリヒドロキシアルカノエート樹脂発泡粒子、およびその成形体と該樹脂発泡粒子の製造方法 | |
| JP5408877B2 (ja) | ポリヒドロキシアルカノエート樹脂発泡粒子、及びその成形体と該樹脂発泡粒子の製造方法 | |
| JP5121447B2 (ja) | 熱可塑性樹脂発泡粒子およびその成形体 | |
| JP7500421B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡成形体の製造方法 | |
| JP2012241166A (ja) | ポリ(3−ヒドロキシアルカノエート)系予備発泡粒子および型内発泡成形体 | |
| JP7854430B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子、およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 | |
| JP7646352B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 | |
| WO2006103972A1 (ja) | ポリヒドロキシアルカノエート樹脂発泡粒子 | |
| WO2023188942A1 (ja) | ポリ(3-ヒドロキシアルカノエート)系樹脂発泡粒子 | |
| JP7516243B2 (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子およびポリ(3-ヒドロキシアルカノエート)系発泡成形体 | |
| JP2023148083A (ja) | ポリ(3-ヒドロキシアルカノエート)系樹脂発泡粒子およびその製造方法 | |
| JP2023047823A (ja) | ポリ(3-ヒドロキシアルカノエート)系発泡粒子の製造方法およびポリ(3-ヒドロキシアルカノエート)系発泡成形体の製造方法 | |
| WO2026088890A1 (ja) | 脂肪族ポリエステル系発泡粒子およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19744507 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019567061 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019744507 Country of ref document: EP Effective date: 20200826 |