WO2019176279A1 - ピアサープラグ - Google Patents
ピアサープラグ Download PDFInfo
- Publication number
- WO2019176279A1 WO2019176279A1 PCT/JP2019/001486 JP2019001486W WO2019176279A1 WO 2019176279 A1 WO2019176279 A1 WO 2019176279A1 JP 2019001486 W JP2019001486 W JP 2019001486W WO 2019176279 A1 WO2019176279 A1 WO 2019176279A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- plug
- thermal spray
- spray coating
- oxide
- concentration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B25/00—Mandrels for metal tube rolling mills, e.g. mandrels of the types used in the methods covered by group B21B17/00; Accessories or auxiliary means therefor ; Construction of, or alloys for, mandrels or plugs
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/06—Metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
- C23C4/10—Oxides, borides, carbides, nitrides or silicides; Mixtures thereof
- C23C4/11—Oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/123—Spraying molten metal
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/129—Flame spraying
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/131—Wire arc spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B19/00—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work
- B21B19/02—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work the axes of the rollers being arranged essentially diagonally to the axis of the work, e.g. "cross" tube-rolling ; Diescher mills, Stiefel disc piercers or Stiefel rotary piercers
- B21B19/04—Rolling basic material of solid, i.e. non-hollow, structure; Piercing, e.g. rotary piercing mills
Definitions
- FIG. 1 is a longitudinal sectional view of a piercer plug 10 according to an embodiment of the present invention.
- the piercer plug 10 includes a plug body 11 and a thermal spray coating 12.
- the iron-based alloy in the thermal spray coating 12 is mainly composed of iron (Fe) and contains carbon (C), silicon (Si), manganese (Mn), chromium (Cr), and the like.
- the iron-based alloy in the thermal spray coating 12 may contain only a part of C, Si, Mn, and Cr, or may contain elements other than C, Si, Mn, and Cr.
- the chemical composition of the iron-based alloy in the thermal spray coating 12 may not be microscopically uniform. For example, microscopically, a portion that hardly contains Cr and a portion that has a high Cr content may be mixed.
- the oxide in the thermal spray coating 12 is an oxide formed by oxidizing the iron-based alloy.
- Specific examples of the oxide in the thermal spray coating 12 include iron oxide and a composite oxide of iron and chromium.
- the iron oxide include FeO and Fe 3 O 4 .
- the composite oxide of iron and chromium is, for example, (Fe, Cr) 3 O 4 .
- the oxide in the sprayed coating 12 may contain a metal oxide other than the above.
- the ratio of the oxide in the thermal spray coating 12 is not limited to this, but is preferably 25 to 80% by volume, more preferably 35 to 65% by volume. Moreover, it is preferable that the ratio of a metal component is high in the vicinity of the plug main body 11, and the ratio of an oxide becomes high as it goes to the surface. According to this configuration, the adhesiveness with the plug body 11 can be further increased.
- the volume ratio of the oxide can be calculated from cross-sectional observation of the sprayed coating 12.
- thermal spray distance The longer the distance from the tip of the thermal spray gun 21 to the surface of the plug body 11 (hereinafter referred to as “thermal spray distance”), the higher the ratio of oxide in the thermal spray coating 12. This is because the oxidation of the metal sprayed from the tip of the spray gun 21 proceeds according to the spray distance.
- the spraying distance is not limited to this, but is, for example, 100 to 1400 mm. Further, by spraying while gradually increasing the spraying distance, the ratio of the metal component in the vicinity of the plug body 11 can be increased, and the ratio of the oxide can be increased toward the surface.
- the thickness of the sprayed coating 12 is not limited to this, but is, for example, 200 to 3000 ⁇ m.
- the piercer plug 10 according to the embodiment of the present invention has been described above.
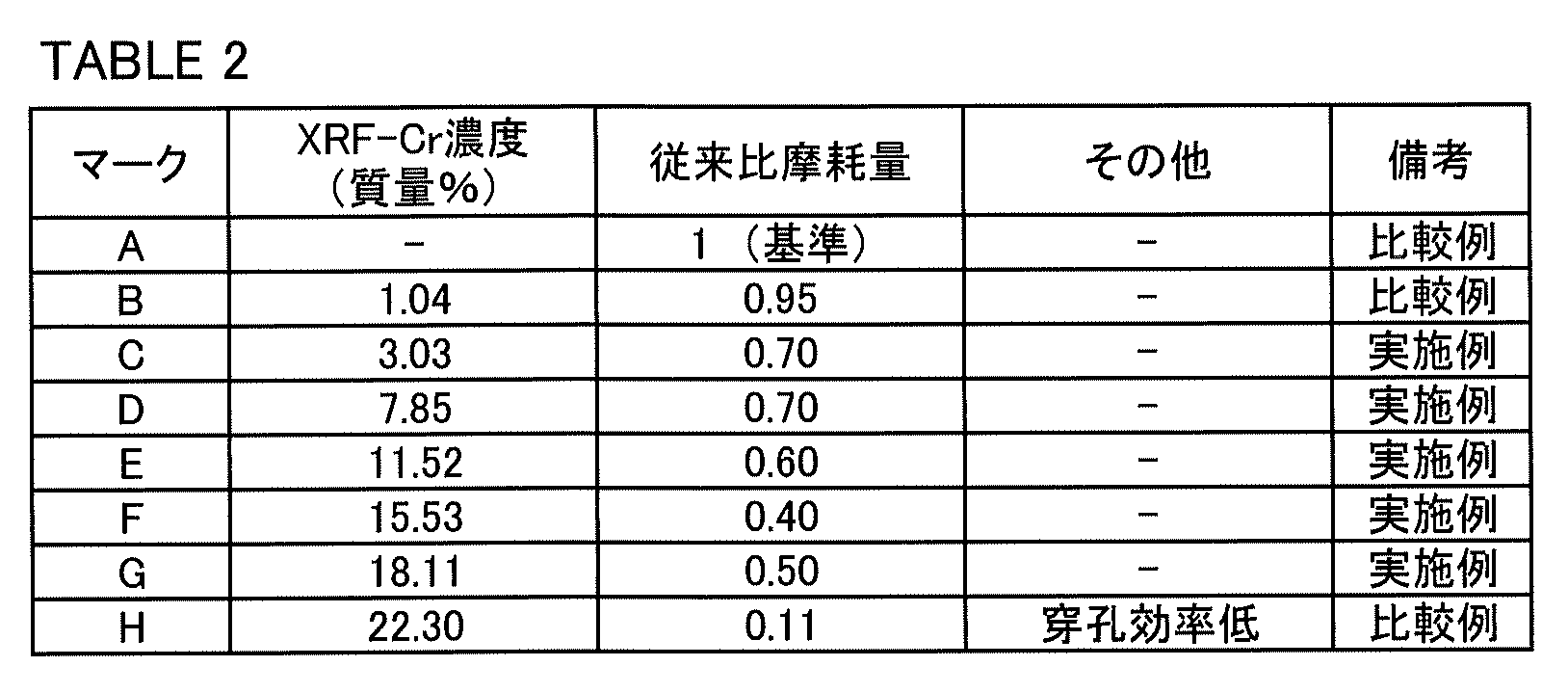
- the XRF-Cr concentration of the thermal spray coating 12 is 3 to 20% by mass. Thereby, the wear resistance of the piercer plug 10 can be further improved.
- the thermal spray coating 12 can be formed by, for example, plasma spraying, flame spraying, high-speed flame spraying, or the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Coating By Spraying Or Casting (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
Description
図1は、本発明の一実施形態によるピアサープラグ10の縦断面図である。ピアサープラグ10は、プラグ本体11と、溶射皮膜12とを備えている。
以下、ピアサープラグ10の製造方法の一例を説明する。以下で説明する方法はあくまで例示であり、ピアサープラグ10の製造方法はこれに限定されない。

Claims (1)
- プラグ本体と、
前記プラグ本体の表面に形成された溶射皮膜とを備え、
前記溶射皮膜は、鉄基合金及び前記鉄基合金の酸化物を含み、
前記溶射皮膜を蛍光X線分析で分析して得られるクロム濃度が、3~20質量%である、ピアサープラグ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020505625A JP6954447B2 (ja) | 2018-03-14 | 2019-01-18 | ピアサープラグ |
| US16/971,149 US20210101194A1 (en) | 2018-03-14 | 2019-01-18 | Piercer plug |
| EP19767149.8A EP3767002B1 (en) | 2018-03-14 | 2019-01-18 | Piercer plug |
| MX2020007617A MX2020007617A (es) | 2018-03-14 | 2019-01-18 | Tapon perforador. |
| CN201980018646.3A CN111836911A (zh) | 2018-03-14 | 2019-01-18 | 穿轧机顶头 |
| BR112020014527-0A BR112020014527B1 (pt) | 2018-03-14 | 2019-01-18 | Pino perfurador |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-047307 | 2018-03-14 | ||
| JP2018047307 | 2018-03-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019176279A1 true WO2019176279A1 (ja) | 2019-09-19 |
Family
ID=67907651
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/001486 Ceased WO2019176279A1 (ja) | 2018-03-14 | 2019-01-18 | ピアサープラグ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210101194A1 (ja) |
| EP (1) | EP3767002B1 (ja) |
| JP (1) | JP6954447B2 (ja) |
| CN (1) | CN111836911A (ja) |
| MX (1) | MX2020007617A (ja) |
| WO (1) | WO2019176279A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5913924B2 (ja) * | 1979-12-25 | 1984-04-02 | 日本鋼管株式会社 | 穿孔圧延機用芯金 |
| JPH01154808A (ja) * | 1987-12-11 | 1989-06-16 | Nippon Steel Corp | 鋼管圧延用工具 |
| JPH03204106A (ja) * | 1989-12-28 | 1991-09-05 | Sumitomo Metal Ind Ltd | 熱間継目無管製造用プラグ |
| JP2001247905A (ja) * | 2000-03-06 | 2001-09-14 | Nippon Steel Corp | 耐熱耐摩耗複合構造部材およびその製造方法 |
| WO2009057471A1 (ja) | 2007-11-01 | 2009-05-07 | Sumitomo Metal Industries, Ltd. | 穿孔圧延用プラグ、その穿孔圧延用プラグの再生方法、およびその穿孔圧延用プラグの再生設備列 |
| JP2014028395A (ja) * | 2012-06-25 | 2014-02-13 | Nippon Steel & Sumitomo Metal | 熱間加工用潤滑剤および潤滑被膜ならびに熱間加工方法 |
| WO2014034376A1 (ja) | 2012-08-28 | 2014-03-06 | 新日鐵住金株式会社 | 穿孔プラグ及び穿孔プラグの製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| UA97027C2 (uk) * | 2007-11-01 | 2011-12-26 | Сумитомо Мэтал Индастриз, Лтд. | Прошивна і прокатна оправка, спосіб відновлення цієї прошивної і прокатної оправки і технологічна лінія для відновлення цієї прошивної і прокатної оправки |
| EP2837434B1 (en) * | 2012-04-11 | 2018-01-17 | Nippon Steel & Sumitomo Metal Corporation | Plug used in piercing machine and plug regeneration method |
| JP5365723B2 (ja) * | 2012-04-24 | 2013-12-11 | 新日鐵住金株式会社 | 穿孔圧延用プラグの製造方法 |
| JP5365724B2 (ja) * | 2012-04-24 | 2013-12-11 | 新日鐵住金株式会社 | 穿孔圧延用プラグの製造設備 |
| RU2584620C1 (ru) * | 2012-07-20 | 2016-05-20 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Оправка прошивного стана |
| JP6540441B2 (ja) * | 2015-10-06 | 2019-07-10 | 日本製鉄株式会社 | プラグの製造方法 |
| WO2019087510A1 (ja) * | 2017-11-02 | 2019-05-09 | 日本製鉄株式会社 | ピアサープラグ及びその製造方法 |
-
2019
- 2019-01-18 CN CN201980018646.3A patent/CN111836911A/zh active Pending
- 2019-01-18 MX MX2020007617A patent/MX2020007617A/es unknown
- 2019-01-18 JP JP2020505625A patent/JP6954447B2/ja active Active
- 2019-01-18 WO PCT/JP2019/001486 patent/WO2019176279A1/ja not_active Ceased
- 2019-01-18 US US16/971,149 patent/US20210101194A1/en not_active Abandoned
- 2019-01-18 EP EP19767149.8A patent/EP3767002B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5913924B2 (ja) * | 1979-12-25 | 1984-04-02 | 日本鋼管株式会社 | 穿孔圧延機用芯金 |
| JPH01154808A (ja) * | 1987-12-11 | 1989-06-16 | Nippon Steel Corp | 鋼管圧延用工具 |
| JPH03204106A (ja) * | 1989-12-28 | 1991-09-05 | Sumitomo Metal Ind Ltd | 熱間継目無管製造用プラグ |
| JP2001247905A (ja) * | 2000-03-06 | 2001-09-14 | Nippon Steel Corp | 耐熱耐摩耗複合構造部材およびその製造方法 |
| WO2009057471A1 (ja) | 2007-11-01 | 2009-05-07 | Sumitomo Metal Industries, Ltd. | 穿孔圧延用プラグ、その穿孔圧延用プラグの再生方法、およびその穿孔圧延用プラグの再生設備列 |
| JP2014028395A (ja) * | 2012-06-25 | 2014-02-13 | Nippon Steel & Sumitomo Metal | 熱間加工用潤滑剤および潤滑被膜ならびに熱間加工方法 |
| WO2014034376A1 (ja) | 2012-08-28 | 2014-03-06 | 新日鐵住金株式会社 | 穿孔プラグ及び穿孔プラグの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3767002A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3767002B1 (en) | 2024-08-28 |
| MX2020007617A (es) | 2020-09-14 |
| JPWO2019176279A1 (ja) | 2021-01-07 |
| BR112020014527A2 (pt) | 2020-12-08 |
| EP3767002A1 (en) | 2021-01-20 |
| EP3767002A4 (en) | 2021-01-20 |
| US20210101194A1 (en) | 2021-04-08 |
| CN111836911A (zh) | 2020-10-27 |
| JP6954447B2 (ja) | 2021-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3228413B1 (en) | Method for producing circumferential weld joint for low-carbon martensite stainless steel tubing | |
| JP6801494B2 (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、および溶接継手の製造方法 | |
| CA2756037C (en) | Coating of fatigue corrosion cracked metallic tubes | |
| ES2189447T3 (es) | Punta de electrodo de bujia resistente al desgaste, que contiene aleaciones de platino, bujia que contiene la punta resistente al desgaste, y metodo para fabricar la misma. | |
| CN108994425A (zh) | 一种复合(再)制造连铸辊用自保护药芯焊丝及工艺 | |
| JP7176344B2 (ja) | ピアサ-プラグ及びその製造方法 | |
| CN108637524A (zh) | 一种1500Mpa级超高强度合金钢焊接用药芯焊丝 | |
| CN104028959A (zh) | 不锈钢复合材料的焊接方法 | |
| JP2022146562A (ja) | ピアサープラグ | |
| CN105401114B (zh) | 一种钛合金表面制备多主元合金涂层的方法 | |
| WO2019176279A1 (ja) | ピアサープラグ | |
| CN108145340A (zh) | 一种用于布料溜槽的耐高温耐磨粒磨损焊丝及制备方法 | |
| TWI613326B (zh) | 表面具有含Ni及O覆膜之不銹鋼鋼板及其製造方法 | |
| CN105612024B (zh) | 用于防腐蚀焊条的系统和方法 | |
| JP2010275581A (ja) | 鉄系溶射被膜 | |
| CN115464301B (zh) | 一种用于高氮钢激光电弧复合焊接的药芯焊丝 | |
| Matusiak et al. | Influence of shielding gas on fume and gas emission during arc weld brazing of steel sheets with coatings | |
| CN106312367A (zh) | 一种用于焊接x80管线钢的气保护药芯焊丝 | |
| CN100431771C (zh) | 低发尘率不含氟结构钢金属芯焊丝 | |
| CN1066798C (zh) | 内燃机气门 | |
| CN100503132C (zh) | 用于气体保护电弧焊的烧结药芯焊丝及其制造方法 | |
| KR20210097954A (ko) | 산소 용접팁용 동합금조성물 및 이를 이용한 산소 용접팁 | |
| JPH11179590A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ | |
| CN108907497B (zh) | 一种适用于烧结型焊剂的柱塞修复用堆焊药芯焊丝 | |
| JPS5662698A (en) | Stainless steel coated arc welding electrode |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19767149 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2020505625 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019767149 Country of ref document: EP Effective date: 20201014 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112020014527 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112020014527 Country of ref document: BR Kind code of ref document: A2 Effective date: 20200716 |