WO2019181786A1 - 被覆工具及びこれを備えた切削工具 - Google Patents
被覆工具及びこれを備えた切削工具 Download PDFInfo
- Publication number
- WO2019181786A1 WO2019181786A1 PCT/JP2019/010855 JP2019010855W WO2019181786A1 WO 2019181786 A1 WO2019181786 A1 WO 2019181786A1 JP 2019010855 W JP2019010855 W JP 2019010855W WO 2019181786 A1 WO2019181786 A1 WO 2019181786A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- ticn
- compressive stress
- substrate
- coated tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/148—Composition of the cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/005—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides comprising a particular metallic binder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/04—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/34—Nitrides
- C23C16/347—Carbon nitride
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/36—Carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/40—Oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/40—Oxides
- C23C16/403—Oxides of aluminium, magnesium or beryllium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/241—Chemical after-treatment on the surface
- B22F2003/242—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
- B23B2228/105—Coatings with specified thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23C2224/04—Aluminium oxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23C2224/32—Titanium carbide nitride (TiCN)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
Definitions
- the present disclosure relates to a coated tool used in cutting and a cutting tool provided with the same.
- cermets mainly composed of titanium are widely used as a base material for members that require wear resistance, slidability, and fracture resistance, such as cutting tools, wear-resistant members, and sliding members.
- Patent Document 1 a coating is formed on the surface of a substrate made of cermet, a compressive stress of 30 kgf / mm 2 or more is applied to the surface of the substrate, and a compressive stress of 50 kgf / mm 2 or more is applied to the coating. It is described to improve the peel resistance, impact resistance and fracture resistance of the steel.
- Patent Document 2 has a CVD film free from cooling cracks that cause performance degradation by providing a wear-resistant CVD film on the surface of a titanium-based carbonitride and setting the compression stress of this CVD film to 0 to 1000 MPa. Providing a cutting tool insert is described.
- the coated tool of the present disclosure includes a substrate and a coating layer that covers at least a part of the substrate.
- the substrate has a carbonitride hard phase containing Ti and a binder phase containing at least one of Co and Ni, and has a thermal expansion coefficient of 9.0 ⁇ 10 ⁇ 6 / 25 at 25 to 1000 ° C. It is above °C.
- the covering layer has a TiCN layer and an Al 2 O 3 layer located on the TiCN layer.
- the TiCN layer has a compressive stress of 250 to 500 MPa.
- the Al 2 O 3 layer has a thickness of 2 ⁇ m or more, a compressive stress of 450 MPa or more, and a compressive stress value larger than that of the TiCN layer.
- the cutting tool of the present disclosure includes a holder extending from the first end toward the second end and having a pocket on the first end side, and the above-described covering tool positioned in the pocket.
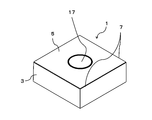
- FIG. 1 is a perspective view illustrating an example of the coated tool of the present disclosure.
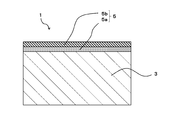
- FIG. 2 is an enlarged schematic view of a cross section near the surface of the coated tool of the present disclosure.
- FIG. 3 is a plan view illustrating an example of the cutting tool of the present disclosure.
- the coated tool of the present disclosure will be described in detail with reference to the drawings.
- each drawing referred to below shows only the main members necessary for explaining the embodiment in a simplified manner for convenience of explanation. Accordingly, the coated tool of the present disclosure may include any constituent member that is not shown in the referenced drawings.
- the dimension of the member in each figure does not faithfully represent the dimension of the actual component member, the dimension ratio of each member, or the like. These points are the same in the cutting tool described later.
- the coated tool 1 of the present disclosure includes a base body 3 and a coating layer 5 that covers at least a part of the base body 3 as shown in FIGS.
- the shape of the coated tool 1 of the present disclosure is, for example, a square plate shape, and the upper surface in FIG. 1 is a so-called rake surface. Moreover, it has a lower surface opposite to the upper surface, and has side surfaces connected to each between the upper surface and the lower surface. At least a part of the side surface is a so-called flank.
- the coated tool 1 of the present disclosure has a cutting edge 7 positioned at at least a part of a ridge line where the upper surface and the side surface intersect. In other words, it has the cutting edge 7 located in at least one part of the ridgeline where a rake face and a flank face cross.
- the entire outer periphery of the rake face may be the cutting edge 7, but the coated tool 1 is not limited to such a configuration, for example, only one side of the rectangular rake face, Or you may have the cutting blade 7 partially.
- the size of the coated tool 1 is not particularly limited.
- the length of one side of the rake face is set to about 3 to 20 mm.
- the thickness of the coated tool 1 is set to about 5 to 20 mm, for example.
- the substrate 3 of the coated tool 1 of the present disclosure has a carbonitride hard phase containing Ti and a binder phase containing at least one of Co and Ni, and has a thermal expansion coefficient of 9 to 9 at 25 to 1000 ° C. 0.0 ⁇ 10 ⁇ 6 or more.
- the hard phase is, for example, TiCN.
- the substrate 3 is a so-called cermet, and contains TiCN and Co or Ni having a larger thermal expansion coefficient than TiCN so that the thermal expansion coefficient at 25 to 1000 ° C. is 9.0 ⁇ 10 ⁇ 6 / ° C. or more. It has been adjusted.
- Cermet is a sintered composite material in which a metal is combined with a ceramic component.
- examples of the cermet include compounds mainly composed of TiCN, TiC, TiN, or the like.
- the base 3 may further contain WC as a hard phase.
- the coated tool 1 of the present disclosure has a TiCN layer 5 a on a substrate 3.
- the TiCN layer 5a contains TiCN crystals.
- the thermal expansion coefficient of the TiCN crystal is about 8 ⁇ 10 ⁇ 6 / ° C., which is smaller than the thermal expansion coefficient of the substrate 3 having a thermal expansion coefficient of 9.0 ⁇ 10 ⁇ 6 / ° C. or more.
- An Al 2 O 3 layer 5b is located on the TiCN layer 5a.
- the Al 2 O 3 layer 5b contains Al 2 O 3 crystals.
- the thermal expansion coefficient of the Al 2 O 3 crystal is about 7.2 ⁇ 10 ⁇ 6 / ° C., which is smaller than the thermal expansion coefficients of the substrate 3 and the TiCN layer 5a.
- the substrate 3 and the TiCN layer 5a may be in direct contact with each other, and for example, a TiN phase (not shown) may be located between them. Further, the TiCN layer 5a and the Al 2 O 3 layer 5b may be in direct contact with each other, and for example, a TiN phase (not shown) may be located between them.
- coated tool 1 having such a configuration, applying a thermal expansion coefficient of the base body 3, by adjusting the thickness of the Al 2 O 3 layer 5b, an appropriate compressive stress to TiCN layer 5a and the Al 2 O 3 layer 5b be able to.
- the compressive stress applied to the TiCN layer 5b is set to 250 to 500 MPa, the compressive stress applied to the Al 2 O 3 layer 5b is set to 450 MPa or more, the thickness of the Al 2 O 3 layer 5b is set to 2 ⁇ m or more, and the compressive stress applied to the TiCN layer 5b is set.
- the value of the compressive stress applied to the Al 2 O 3 layer 5b is increased, the coated tool is excellent in wear resistance and durability.
- the compressive stress applied to the TiCN layer 5a and the Al 2 O 3 layer 5b may be determined based on, for example, measurement using a 2D method. Specifically, an X-ray diffraction peak is measured using a portion of the flank that is 1 mm or more away from the cutting edge 7 as a measurement position. Regarding the crystal structure specified from the measurement result, it can be obtained by confirming how the 2 ⁇ value in the measurement result is deviated from the reference 2 ⁇ value described in the JCPDS card.
- the residual stress When the residual stress is a negative value, the residual stress is a compressive stress. When the value of the compressive stress is indicated, it is expressed as an absolute value without adding a minus.
- the value of the compressive stress applied to the TiCN layer 5a and the Al 2 O 3 layer 5b tends to increase.
- the Al 2 O 3 layer 5b is located farther from the substrate 3. Therefore, when the workpiece is machined using the cutting tool 1 of the present disclosure, the Al 2 O 3 layer 5b comes into contact with the workpiece before the TiCN layer 5a. Since the Al 2 O 3 layer 5b has high hardness and a thickness of 2 ⁇ m or more, it has high wear resistance and oxidation resistance. Further, if the thickness of the Al 2 O 3 layer 5b is 2.5 ⁇ m or more and 8.0 ⁇ m or less, the wear resistance and oxidation resistance are further excellent.
- the thickness of the TiCN layer 5a may be 5 ⁇ m or more and 10 ⁇ m or less. With such a range, the wear resistance and fracture resistance of the coated tool 1 are excellent.
- the thickness of the Al 2 O 3 layer 5b, to the sum of the thicknesses of the the Al 2 O 3 layer 5b of TiCN layer 5a, may be 0.2-0.4 times.
- the coated tool 1 having such a configuration is excellent in wear resistance and fracture resistance.
- the Al 2 O 3 layer 5b may have the C-axis of the Al 2 O 3 crystal oriented along a direction perpendicular to the main surface of the substrate 3.
- ⁇ -Al 2 O 3 crystals may be contained, and the ⁇ -Al 2 O 3 crystals may be columnar extending in the direction perpendicular to the main surface of the substrate 3.
- the value of compressive stress on the Al 2 O 3 layer 5b may tend to decrease.
- the TiCN layer 5a is between the base 3 and the Al 2 O 3 layer 5b, and prevents the Al 2 O 3 layer 5b from being peeled off and suppresses abrasive wear.
- the sum of the thicknesses of the the Al 2 O 3 layer 5b of TiCN layer 5a is, 7 [mu] m or more, may be less 18 [mu] m. Moreover, it is good also as 8 micrometers or more and 16 micrometers or less.
- the base 3 in the coated tool 1 of the present disclosure may include a binder phase enriched layer having a higher binder phase ratio than the inside of the base 3 on the surface.
- the thickness of the binder phase enriched layer may be 1 ⁇ m or more and 10 ⁇ m or less.
- a substrate having a hard phase of carbonitride containing Ti and a binder phase containing at least one of Co and Ni and having a thermal expansion coefficient at 25 to 1000 ° C. of 9.0 ⁇ 10 ⁇ 6 or more is prepared.
- the substrate only needs to have a thermal expansion coefficient satisfying the above conditions, and so-called cermet is preferably used. What is necessary is just to prepare the shape of a base
- the binder phase may be made of only Co.
- the substrate 3 contains W and Co, and may contain Co 0.93 W 0.07 .
- a substrate containing Co 0.93 W 0.07 can be obtained by adjusting the amount of C contained during preparation of the raw material.
- C / (hard phase) is 9.1 or less, a substrate containing Co 0.93 W 0.07 can be obtained.
- C / (hard phase) is 8.0 or more, an increase in the ⁇ phase can be suppressed, so that a relative decrease in Co 0.93 W 0.07 can be suppressed.
- the amount of C in the raw material includes, for example, C contained in each raw material powder in addition to carbon to be added.
- a hard phase refers to what can exist as a hard phase in an insert, for example, the metal, oxide, and carbonate of Fe, Ni, Co, Mn, Mo are not contained.
- a dense substrate can be obtained by baking in the temperature range.
- each is held at 200 ° C. and 300 ° C. for 1 hour in a vacuum, and then heated to 450 ° C. and held for 1 hour.
- CO 2 gas is introduced into the degreasing furnace so as to have a pressure of 1 to 5 kPa in order to suppress a decrease in C added as a raw material in the process at 450 ° C. By doing in this way, C amount can be controlled precisely.
- Co 0.93 W 0.07 may be prepared in advance and used as a raw material powder.
- a TiCN layer is formed on the surface of the substrate. Further, an Al 2 O 3 layer is formed thereon.
- the TiCN layer and the Al 2 O 3 layer may be formed by a chemical vapor deposition (CVD) method.
- CVD chemical vapor deposition
- the compressive stress applied to the TiCN layer and the Al 2 O 3 layer can also be controlled by controlling the thicknesses of the TiCN layer and the Al 2 O 3 layer.
- the cutting tool 101 of the present disclosure is, for example, a rod-shaped body that extends from a first end (upper end in FIG. 3) to a second end (lower end in FIG. 3), as shown in FIG.
- the cutting tool 101 includes a holder 105 having a pocket 103 on the first end side (front end side) and the above-described covering tool 1 positioned in the pocket 103. Since the cutting tool 101 includes the coated tool 1, stable cutting can be performed over a long period of time.
- the pocket 103 is a part to which the covering tool 1 is attached, and has a seating surface parallel to the lower surface of the holder 105 and a restraining side surface inclined with respect to the seating surface. Further, the pocket 103 is opened on the first end side of the holder 105.
- the covering tool 1 is located in the pocket 103. At this time, the lower surface of the covering tool 1 may be in direct contact with the pocket 103, or a sheet (not shown) may be sandwiched between the covering tool 1 and the pocket 103.
- the covering tool 1 is mounted on the holder 105 so that at least a part of the portion used as the cutting edge 7 on the ridge line where the rake face and the flank face intersect protrudes outward from the holder 105.
- the coated tool 1 is attached to the holder 105 with a fixing screw 107. That is, by inserting the fixing screw 107 into the through-hole 17 of the coated tool 1, inserting the tip of the fixing screw 107 into a screw hole (not shown) formed in the pocket 103, and screwing the screw portions together, The covering tool 1 is attached to the holder 105.
- steel cast iron or the like
- steel having high toughness may be used.
- a cutting tool used for so-called turning is illustrated.
- the turning process include an inner diameter process, an outer diameter process, a grooving process, and an end face process.
- the cutting tool is not limited to that used for turning.
- the substrate was produced as follows.
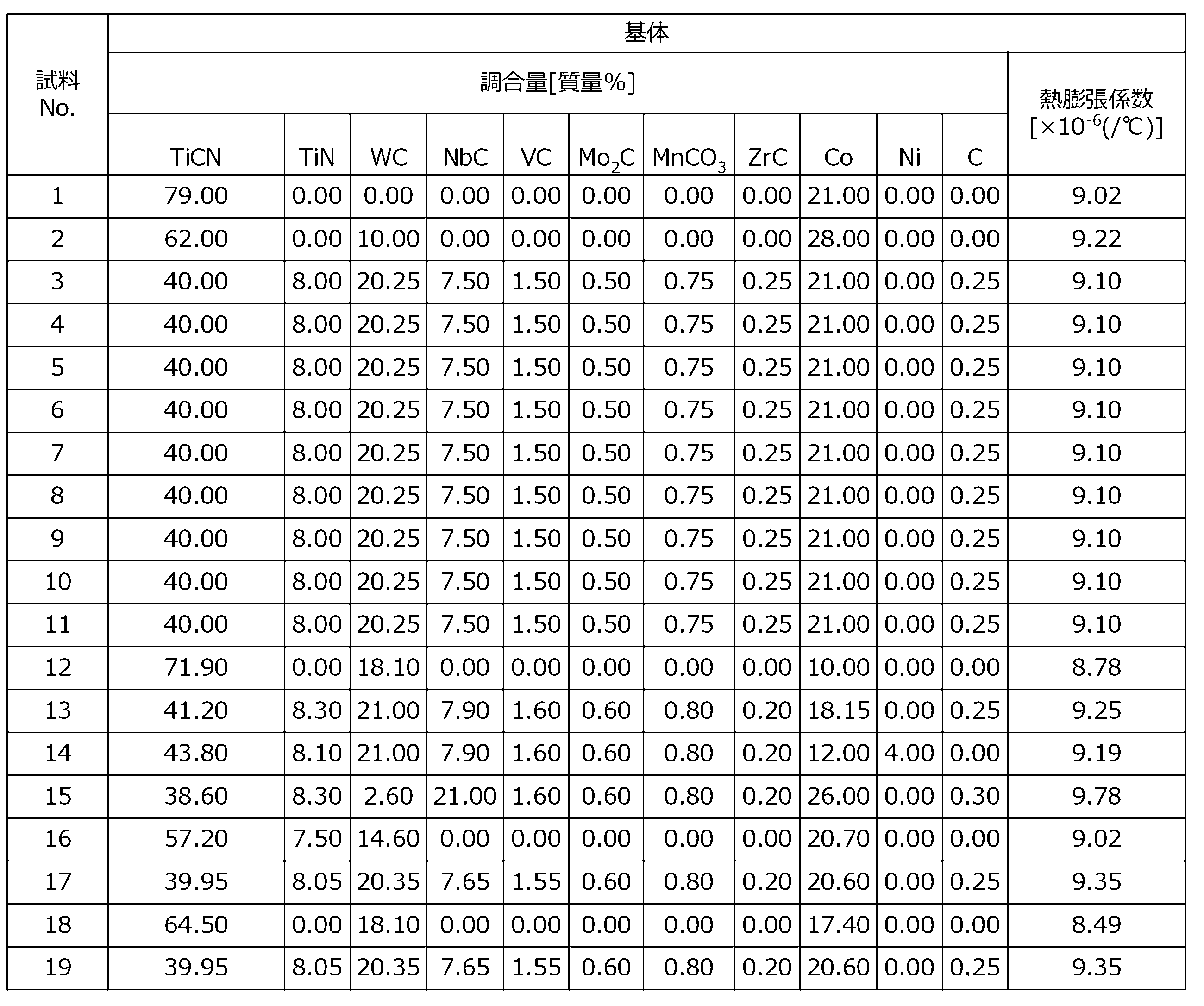
- a tool-shaped compact was produced using the proportion of raw material powder shown in Table 1, and was fired after the degreasing step to produce a substrate.
- each was held at 200 ° C. and 300 ° C. for 1 hour in a vacuum, then heated to 450 ° C. and held for 1 hour.
- CO 2 gas was introduced into the degreasing furnace at a pressure of 3 kPa at a process of 450 ° C.
- the thermal expansion coefficient of the substrate is as shown in Table 1.
- the substrate had a binder phase enriched layer.
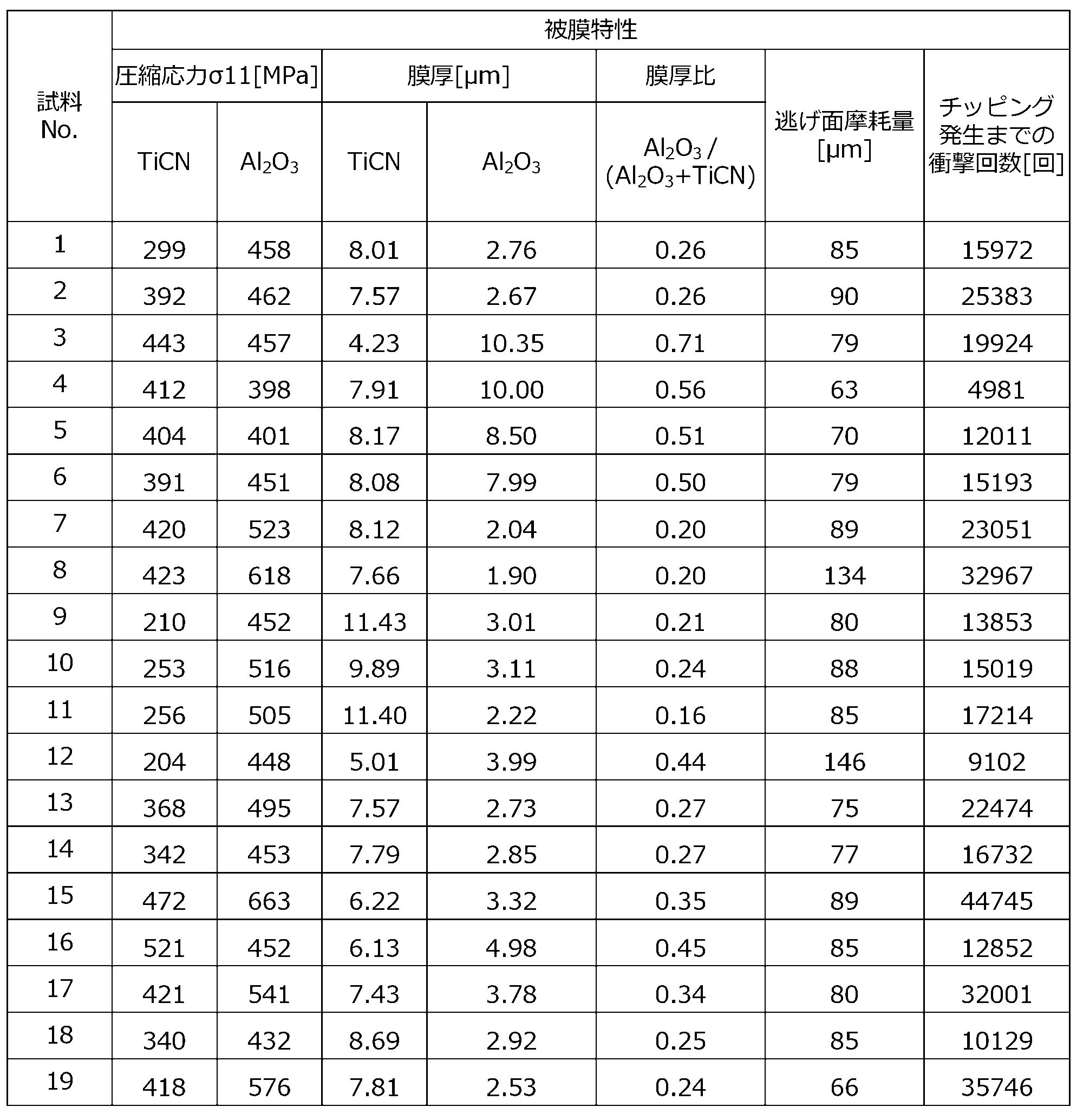
- a TiCN layer having a thickness shown in Table 2 was formed on the surface of the substrate by CVD deposition. Further, an Al 2 O 3 layer having a thickness shown in Table 2 was formed on the TiCN layer. The thicknesses of the TiCN layer and the Al 2 O 3 layer were controlled by adjusting the film formation time.
- the residual stress of the TiCN layer and the Al 2 O 3 layer was measured using a 2D method. Specifically, an X-ray diffraction peak was measured from the surface side of the produced coated tool, with a portion at a distance of 1 mm or more from the cutting edge 7 on the flank as the measurement position. The residual stress was obtained by confirming the deviation of the 2 ⁇ value in the measurement result from the reference 2 ⁇ value described in the JCPDS card with respect to the crystal structure specified from the measurement result. In addition, about the TiCN layer, the residual stress was calculated
- the sample has a thermal expansion coefficient of less than 9.0 ⁇ 10 ⁇ 6 / ° C.
- the value of the compressive stress applied to the TiCN layer and the Al 2 O 3 layer was small.
- the value of the compressive stress applied to the TiCN layer was less than 250 MPa, and the value of the compressive stress applied to the Al 2 O 3 layer was also lower than 450 MPa. As a result, the chipping resistance was poor.
- a thermal expansion coefficient of the substrate is 9.0 ⁇ 10 -6 / °C above, compressive stress on the TiCN layer 250 ⁇ 500 MPa, a thickness of the Al 2 O 3 layer is 2 ⁇ m or more, the the Al 2 O 3 layer The applied compressive stress was 450 MPa or more, and any sample having a larger compressive stress value than the TiCN layer was excellent in wear resistance and fracture resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Chemical Vapour Deposition (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
以下、本開示の被覆工具について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、実施形態を説明する上で必要な主要部材のみを簡略化して示したものである。したがって、本開示の被覆工具は、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率などを忠実に表したものではない。これらの点は、後述する切削工具においても同様である。
次に、本開示の切削工具について図面を用いて説明する。
(耐摩耗性試験)
被削材:SAPH440
切削速度:1000m/min
送り:0.15mm/rev
切込み:0.25mm
切削状態:湿式
評価方法:切削長5.0km切削した時点での逃げ面摩耗幅(μm)
(耐チッピング性試験)
被削材:SAPH440 12本溝(10mm幅)付き
切削速度:1000m/min
送り:0.15mm/rev
切込み:0.25mm
切削状態:湿式
評価方法:欠損するまでの衝撃回数(回)
3・・・基体
5・・・被覆膜
5a・・TiCN層
5b・・Al2O3層
7・・・切刃
17・・・貫通孔
101・・・切削工具
103・・・ポケット
105・・・ホルダ
107・・・固定ネジ
Claims (6)
- 基体と、該基体の少なくとも一部を覆う被覆層と、を具備する被覆工具であって、
前記基体は、
Tiを含む炭窒化物の硬質相と、
CoおよびNiの少なくともいずれかを含む結合相と、を有し、
25~1000℃における熱膨張係数が9.0×10-6/℃以上であり、
前記被覆層は、
TiCN層と、該TiCN層の上に位置するAl2O3層と、を有し、
前記TiCN層は、
圧縮応力が250~500MPaであり、
前記Al2O3層は、
2μm以上の厚みを有し、圧縮応力が450MPa以上であり、前記TiCN層よりも圧縮応力の値が大きい、被覆工具。 - 前記Al2O3層は、厚みが2.5μm以上、8.0μm以下である、請求項1に記載の被覆工具。
- 前記TiCN層は、厚みが5μm以上、10μm以下である、請求項1または2に記載の被覆工具。
- 前記Al2O3層の厚みは、前記TiCN層の厚みと前記Al2O3層の厚みの和の0.2~0.4倍の範囲である、請求項1~3のいずれかに記載の被覆工具。
- 前記Al2O3被覆層は、α-Al2O3結晶を含有しており、該α-Al2O3結晶は、基体の主面に対して垂直方向に延びている、請求項1~4のいずれかに記載の被覆工具。
- 第1端から第2端に向かって延び、前記第1端側にポケットを有するホルダと、
前記ポケットに位置する請求項1~5のいずれかに記載の被覆工具と、を備えた切削工具。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19772223.4A EP3769879A4 (en) | 2018-03-20 | 2019-03-15 | COATED TOOL AND CUTTING TOOL INCLUDING IT |
| CN201980019713.3A CN111867758B (zh) | 2018-03-20 | 2019-03-15 | 涂层刀具和具备它的切削刀具 |
| US16/982,059 US11311946B2 (en) | 2018-03-20 | 2019-03-15 | Coated tool and cutting tool including the same |
| JP2020507753A JP7105299B2 (ja) | 2018-03-20 | 2019-03-15 | 被覆工具及びこれを備えた切削工具 |
| KR1020207029264A KR102412791B1 (ko) | 2018-03-20 | 2019-03-15 | 피복 공구 및 이것을 구비한 절삭 공구 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-052842 | 2018-03-20 | ||
| JP2018052842 | 2018-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019181786A1 true WO2019181786A1 (ja) | 2019-09-26 |
Family
ID=67987235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/010855 Ceased WO2019181786A1 (ja) | 2018-03-20 | 2019-03-15 | 被覆工具及びこれを備えた切削工具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11311946B2 (ja) |
| EP (1) | EP3769879A4 (ja) |
| JP (1) | JP7105299B2 (ja) |
| KR (1) | KR102412791B1 (ja) |
| CN (1) | CN111867758B (ja) |
| WO (1) | WO2019181786A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7135261B1 (ja) * | 2021-05-21 | 2022-09-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7135250B1 (ja) * | 2021-05-21 | 2022-09-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7135262B1 (ja) * | 2021-05-21 | 2022-09-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7581587B1 (ja) * | 2023-06-22 | 2024-11-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7581588B1 (ja) * | 2023-06-22 | 2024-11-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| WO2024261953A1 (ja) * | 2023-06-22 | 2024-12-26 | 住友電工ハードメタル株式会社 | 切削工具 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6431972A (en) * | 1987-07-28 | 1989-02-02 | Toshiba Tungaloy Co Ltd | High-toughness coating material |
| JPH05230587A (ja) * | 1992-02-20 | 1993-09-07 | Mitsubishi Materials Corp | サ−メット |
| JPH0892685A (ja) | 1994-09-27 | 1996-04-09 | Toshiba Tungaloy Co Ltd | 高靭性被覆焼結合金 |
| JPH11511078A (ja) * | 1995-07-24 | 1999-09-28 | サンドビック アクティエボラーグ | Cvd被覆したチタニウム基炭窒化物切削工具インサート |
| WO2010010648A1 (ja) * | 2008-07-22 | 2010-01-28 | 日本特殊陶業株式会社 | 切削インサート及び切削工具 |
| JP2011038174A (ja) * | 2009-08-17 | 2011-02-24 | Sumitomo Electric Ind Ltd | 複合焼結体 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5447549A (en) * | 1992-02-20 | 1995-09-05 | Mitsubishi Materials Corporation | Hard alloy |
| JP4069749B2 (ja) | 2003-01-24 | 2008-04-02 | 京セラ株式会社 | 荒加工用切削工具 |
| CN100496824C (zh) * | 2004-10-29 | 2009-06-10 | 住友电工硬质合金株式会社 | 表面被覆切削工具 |
| KR101168464B1 (ko) * | 2004-12-14 | 2012-07-26 | 스미또모 덴꼬오 하드메탈 가부시끼가이샤 | 표면 피복 절삭 공구 |
| JP4739236B2 (ja) * | 2004-12-27 | 2011-08-03 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| JP4711714B2 (ja) | 2005-03-30 | 2011-06-29 | 京セラ株式会社 | 表面被覆切削工具 |
| SE530755C2 (sv) | 2006-03-03 | 2008-09-02 | Sandvik Intellectual Property | Belagt cermetskär och användning därav |
| KR100832868B1 (ko) * | 2006-06-22 | 2008-05-28 | 한국야금 주식회사 | 절삭공구/내마모성 공구용 표면 피복 부재용 박막 |
| US8252435B2 (en) | 2006-08-31 | 2012-08-28 | Kyocera Corporation | Cutting tool, process for producing the same, and method of cutting |
| DE102007046380B9 (de) | 2006-09-27 | 2012-12-06 | Kyocera Corporation | Schneidwerkzeug |
| SE531930C2 (sv) * | 2007-02-01 | 2009-09-08 | Seco Tools Ab | Belagt skärverktyg för medelgrov till grov svarvn ing av rostfria stål och varmhållfasta legeringar |
| JP2009095907A (ja) * | 2007-10-15 | 2009-05-07 | Sumitomo Electric Hardmetal Corp | 刃先交換型切削チップ |
| JP2009107059A (ja) | 2007-10-30 | 2009-05-21 | Kyocera Corp | 切削工具および切削インサート並びに切削インサートの製造方法 |
| JP2010105099A (ja) | 2008-10-29 | 2010-05-13 | Kyocera Corp | 切削工具 |
| JP5404232B2 (ja) * | 2009-01-21 | 2014-01-29 | 京セラ株式会社 | 切削工具 |
| JP5999362B2 (ja) | 2013-03-12 | 2016-09-28 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| US9650714B2 (en) | 2014-12-08 | 2017-05-16 | Kennametal Inc. | Nanocomposite refractory coatings and applications thereof |
| JP6558633B2 (ja) | 2015-08-10 | 2019-08-14 | 三菱マテリアル株式会社 | 耐塑性変形性、耐異常損傷性および耐摩耗性にすぐれたTi基サーメット切削工具 |
| KR101737709B1 (ko) * | 2015-12-29 | 2017-05-18 | 한국야금 주식회사 | 절삭공구용 경질피막 |
-
2019
- 2019-03-15 KR KR1020207029264A patent/KR102412791B1/ko active Active
- 2019-03-15 WO PCT/JP2019/010855 patent/WO2019181786A1/ja not_active Ceased
- 2019-03-15 EP EP19772223.4A patent/EP3769879A4/en active Pending
- 2019-03-15 US US16/982,059 patent/US11311946B2/en active Active
- 2019-03-15 JP JP2020507753A patent/JP7105299B2/ja active Active
- 2019-03-15 CN CN201980019713.3A patent/CN111867758B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6431972A (en) * | 1987-07-28 | 1989-02-02 | Toshiba Tungaloy Co Ltd | High-toughness coating material |
| JPH05230587A (ja) * | 1992-02-20 | 1993-09-07 | Mitsubishi Materials Corp | サ−メット |
| JPH0892685A (ja) | 1994-09-27 | 1996-04-09 | Toshiba Tungaloy Co Ltd | 高靭性被覆焼結合金 |
| JPH11511078A (ja) * | 1995-07-24 | 1999-09-28 | サンドビック アクティエボラーグ | Cvd被覆したチタニウム基炭窒化物切削工具インサート |
| WO2010010648A1 (ja) * | 2008-07-22 | 2010-01-28 | 日本特殊陶業株式会社 | 切削インサート及び切削工具 |
| JP2011038174A (ja) * | 2009-08-17 | 2011-02-24 | Sumitomo Electric Ind Ltd | 複合焼結体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3769879A4 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4147808A4 (en) * | 2021-05-21 | 2023-04-19 | Sumitomo Electric Hardmetal Corp. | CUTTING TOOL |
| CN115697600A (zh) * | 2021-05-21 | 2023-02-03 | 住友电工硬质合金株式会社 | 切削工具 |
| JP7135262B1 (ja) * | 2021-05-21 | 2022-09-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| WO2022244243A1 (ja) * | 2021-05-21 | 2022-11-24 | 住友電工ハードメタル株式会社 | 切削工具 |
| WO2022244242A1 (ja) * | 2021-05-21 | 2022-11-24 | 住友電工ハードメタル株式会社 | 切削工具 |
| WO2022244241A1 (ja) * | 2021-05-21 | 2022-11-24 | 住友電工ハードメタル株式会社 | 切削工具 |
| CN115697599A (zh) * | 2021-05-21 | 2023-02-03 | 住友电工硬质合金株式会社 | 切削工具 |
| US12269098B2 (en) | 2021-05-21 | 2025-04-08 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| CN115697601A (zh) * | 2021-05-21 | 2023-02-03 | 住友电工硬质合金株式会社 | 切削工具 |
| EP4144466A4 (en) * | 2021-05-21 | 2023-04-19 | Sumitomo Electric Hardmetal Corp. | CUTTING TOOL |
| JP7135250B1 (ja) * | 2021-05-21 | 2022-09-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| US12383962B2 (en) | 2021-05-21 | 2025-08-12 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| JP7135261B1 (ja) * | 2021-05-21 | 2022-09-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| US12270102B2 (en) | 2021-05-21 | 2025-04-08 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| JP7581587B1 (ja) * | 2023-06-22 | 2024-11-13 | 住友電工ハードメタル株式会社 | 切削工具 |
| WO2024261952A1 (ja) * | 2023-06-22 | 2024-12-26 | 住友電工ハードメタル株式会社 | 切削工具 |
| US12202051B2 (en) | 2023-06-22 | 2025-01-21 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| US12226836B2 (en) | 2023-06-22 | 2025-02-18 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| WO2024261951A1 (ja) * | 2023-06-22 | 2024-12-26 | 住友電工ハードメタル株式会社 | 切削工具 |
| WO2024261953A1 (ja) * | 2023-06-22 | 2024-12-26 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7581588B1 (ja) * | 2023-06-22 | 2024-11-13 | 住友電工ハードメタル株式会社 | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20200127251A (ko) | 2020-11-10 |
| EP3769879A4 (en) | 2021-11-24 |
| US11311946B2 (en) | 2022-04-26 |
| JPWO2019181786A1 (ja) | 2021-03-11 |
| CN111867758A (zh) | 2020-10-30 |
| EP3769879A1 (en) | 2021-01-27 |
| JP7105299B2 (ja) | 2022-07-22 |
| US20210107066A1 (en) | 2021-04-15 |
| CN111867758B (zh) | 2023-03-21 |
| KR102412791B1 (ko) | 2022-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7105299B2 (ja) | 被覆工具及びこれを備えた切削工具 | |
| KR20120140642A (ko) | 고속 기계가공 방법 및 피복 절삭공구 | |
| KR101710501B1 (ko) | 절삭 공구 | |
| US10744568B2 (en) | Coated tool | |
| CN113710394B (zh) | 刀片以及具备该刀片的切削刀具 | |
| JP7092866B2 (ja) | インサート及びこれを備えた切削工具 | |
| CN111886097B (zh) | 切削刀片和具备它的切削刀具 | |
| CN111867759B (zh) | 切削刀片和具备它的切削刀具 | |
| JP7092867B2 (ja) | 工具及びこれを備えた切削工具 | |
| JP3468221B2 (ja) | 表面被覆超硬合金切削工具 | |
| US12269100B2 (en) | Insert and cutting tool | |
| JP7471440B2 (ja) | 被覆工具及びこれを備えた切削工具 | |
| JP7057418B2 (ja) | インサート及びこれを備えた切削工具 | |
| WO2023189127A1 (ja) | 超硬合金およびこれを用いた被覆工具、切削工具 | |
| WO2024018889A1 (ja) | 被覆工具および切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19772223 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020507753 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20207029264 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2019772223 Country of ref document: EP Effective date: 20201020 |