WO2019188275A1 - 不織布 - Google Patents
不織布 Download PDFInfo
- Publication number
- WO2019188275A1 WO2019188275A1 PCT/JP2019/010192 JP2019010192W WO2019188275A1 WO 2019188275 A1 WO2019188275 A1 WO 2019188275A1 JP 2019010192 W JP2019010192 W JP 2019010192W WO 2019188275 A1 WO2019188275 A1 WO 2019188275A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- nonwoven fabric
- flame
- fibers
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/4366—Phenol series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/4334—Polyamides
- D04H1/4342—Aromatic polyamides
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43835—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/74—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being orientated, e.g. in parallel (anisotropic fleeces)
Definitions
- the present invention relates to a nonwoven fabric.
- halogen type or phosphorus type As the flame retardant, halogen type or phosphorus type is generally used, but in recent years, replacement of halogen type chemicals with phosphorus type chemicals has been advanced due to environmental regulations. However, some phosphorus drugs do not reach the flame retardant effect of conventional halogen drugs.
- Patent Document 1 a paper made of a composite of flameproof yarn and polyphenylene sulfide fiber
- Patent Document 2 a felt made of a composite of flameproof yarn and polyphenylene sulfide fiber
- the conventional flame retardant performance is a test of how hard the material itself is to burn when heated from one side with a burner specified in JIS, or whether the material can block the flame of the burner.
- JIS flame retardant
- Patent Document 2 discloses a felt made of a composite of flameproof yarn and polyferylene sulfide fiber, but the density of the felt is small, and the air heated by the burner escapes from the gap between the felts, resulting in a flame. When the atmosphere temperature on the other side not hit by the heat rose rapidly, and the combustible material was placed on the other side not hit by the flame, the combustible material could ignite.
- an object of the present invention is to provide a nonwoven fabric having high flame barrier properties and heat insulating properties.
- the present invention employs the following means in order to solve the above problems.
- thermoplastic fiber B having a LOI value of 25 or more according to 2007, and a density greater than 50 kg / m 3 and less than 200 kg / m 3 .
- non-melting fiber A is a flame-resistant fiber or a meta-aramid fiber.
- thermoplastic fiber B is an anisotropic molten polyester, flame retardant poly (alkylene terephthalate), flame retardant poly (acrylonitrile butadiene styrene), flame retardant polysulfone, poly (ether-ether-ketone), poly (1) to (1)-(fibers comprising a resin selected from the group consisting of (ether-ketone-ketone), polyethersulfone, polyarylate, polyarylene sulfide, polyphenylsulfone, polyetherimide, polyamideimide, and mixtures thereof. 4)
- the nonwoven fabric according to any one of
- thermoplastic fiber B is a fiber containing 15% by mass or more of sulfur atoms.
- the non-woven fabric of the present invention has high flame barrier properties and heat insulating properties by having the above configuration.
- the present invention relates to a non-melt fiber A having a high temperature shrinkage of 3% or less and a thermal conductivity of 0.060 W / m ⁇ K or less in accordance with ISO 22007-3 (2008), JIS K 7201-2 ( And a thermoplastic fiber B having a LOI value of 25 or more according to 2007), and a density is higher than 50 kg / m 3 and lower than 200 kg / m 3 .
- the high-temperature shrinkage is defined by measuring the original length L0 after leaving a fiber as a raw material for a nonwoven fabric in a standard state (20 ° C., relative humidity 65%) for 12 hours and then applying a tension of 0.1 cN / dtex. The fiber was exposed to a dry heat atmosphere at 290 ° C. for 30 minutes without applying a load, and sufficiently cooled in a standard state (20 ° C., relative humidity 65%). The length L1 is measured by applying a tension of 1 cN / dtex, and is a numerical value obtained from L0 and L1 by the following formula.
- High temperature shrinkage [(L0 ⁇ L1) / L0] ⁇ 100 (%)
- the thermoplastic fiber melts and the melted thermoplastic fiber spreads in a thin film along the surface of the non-molten fiber (aggregate).
- both fibers will eventually carbonize, but the high temperature shrinkage rate of the non-molten fiber is 3% or less, so the vicinity of the flame-contacting part that has become hot is unlikely to shrink, and the low-temperature part that is not in contact with the flame Since it is difficult for the nonwoven fabric to break due to thermal stress generated between the high temperature part and the high temperature part, the flame can be shut off for a long time.
- the high temperature shrinkage rate is low, but even if it does not shrink, even if it expands greatly due to heat, it will cause the nonwoven fabric to break due to thermal stress, so the high temperature shrinkage rate should be -5% or more. Is preferred.
- the high temperature shrinkage rate is preferably 0 to 2%.
- Thermal conductivity is a quantification of the ease of heat conduction, and low thermal conductivity means that the temperature rise in the unheated part when the material is heated from one side. It means smaller.
- a felt having a basis weight of 200 g / m 2 and a thickness measured by a method according to JIS L1913 (2010) of 2 mm (density 100 kg / m 3 ) as a test specimen, it was measured by a method according to ISO 22007-3 (2008).
- a material having a thermal conductivity of 0.060 W / m ⁇ K or less is less likely to transmit heat, and when heated from one side to a non-woven fabric, can suppress the temperature rise on the opposite side that is not heated, Even if a combustible material is arranged on the opposite side, the possibility that the combustible material will ignite becomes low.
- a lower thermal conductivity is preferable, but an available fiber material has an upper limit of about 0.020 W / m ⁇ K.
- the LOI value is a volume percentage of the minimum oxygen amount necessary for sustaining the combustion of a substance in a mixed gas of nitrogen and oxygen, and it can be said that the higher the LOI value, the more difficult it is to burn. Therefore, thermoplastic fibers with a LOI value of 25 or more in accordance with JIS K7201-2 (2007) are difficult to burn. Even if they are ignited, they are extinguished immediately when the fire source is released, and they are usually spread slightly. A carbonized film is formed, and this carbonized portion can prevent the spread of fire. A higher LOI value is preferable, but the upper limit of the LOI value of a substance that can be actually obtained is about 65.
- the ignition temperature is a spontaneous ignition temperature measured by a method based on JIS K7193 (2010).
- the melting point is a value measured by a method based on JIS K7121 (2012). The value of the melting peak temperature when heated at 10 ° C./min.
- the non-molten fiber A refers to a fiber that maintains its fiber shape without being liquefied when exposed to a flame, and preferably does not liquefy and ignite at a temperature of 800 ° C. What does not ignite is more preferable.
- the non-melted fiber having the high temperature shrinkage rate in the range defined by the present invention include flameproofed fiber, meta-aramid fiber, and glass fiber.
- the flame-resistant fiber is a fiber subjected to flame resistance treatment using a fiber selected from acrylonitrile-based, pitch-based, cellulose-based, phenol-based fiber and the like as a raw material. These may be used alone or in combination of two or more.
- a flame resistant fiber that has a low high temperature shrinkage rate, and that progresses in carbonization due to an oxygen blocking effect by a film formed by the thermoplastic fiber B to be described later at the time of flame contact, and further improves the heat resistance at high temperatures, is preferable.
- acrylonitrile-based flame-resistant fibers are more preferably used as fibers having a small specific gravity and being flexible and excellent in flame retardancy.
- Such flame-resistant fibers are obtained by using acrylic fibers as precursors in high-temperature air. Obtained by heating and oxidation.
- Examples of commercially available products include PYRON (registered trademark) manufactured by Zoltek and flame retardant fibers PYRON (registered trademark) used in Examples and Comparative Examples described later, and Pyromex (registered trademark).
- meta-aramid fibers are high in high-temperature shrinkage and do not satisfy the high-temperature shrinkage specified in the present invention. If it exists, it can be preferably used.
- the non-melting fiber preferably used in the present invention is used in a method in which the non-melting fiber is used alone or combined with a different material, and the fiber length is preferably in the range of 30 to 120 mm, and in the range of 38 to 70 mm. It is more preferable.
- the fiber length is in the range of 38 to 70 mm, it can be made into a non-woven fabric by a general needle punch method or hydroentanglement method, and it can be easily combined with different materials.
- the thickness of the single fiber of the non-melt fiber is not particularly limited, but the single fiber fineness is preferably in the range of 0.1 to 10 dtex from the viewpoint of the passability in the card process.
- the mixing ratio of the non-molten fiber A in the nonwoven fabric is preferably 15% by mass or more, and 20% by mass or more. More preferably.
- the upper limit is preferably 70% by mass or less, more preferably 60% by mass or less from the viewpoint of the productivity of the nonwoven fabric and the strength of the nonwoven fabric.
- thermoplastic fiber B As the thermoplastic fiber B used in the present invention, the LOI value is in the range specified in the present invention, and the melting point is lower than the ignition temperature of the non-molten fiber A.
- the LOI value is in the range defined by the present invention, combustion in air is suppressed and the polymer is easily carbonized.
- the melting point is lower than the ignition temperature of the non-molten fiber A, the melted polymer forms a film between the surface of the non-molten fiber A and the fibers, and is further carbonized, thereby blocking oxygen. It becomes high, the oxidative deterioration of the non-melting fiber A can be suppressed, and the carbonized film exhibits excellent flame barrier properties.
- the melting point of the thermoplastic fiber B is preferably 200 ° C. or more lower than the ignition temperature of the non-molten fiber A, and more preferably 300 ° C. or less.
- polyphenylene sulfide fibers are most preferable from the viewpoint of the high LOI value, the melting point range, and the availability. Further, even a polymer whose LOI value is not within the range defined by the present invention can be preferably used by treating with a flame retardant if the LOI value after treatment is within the range defined by the present invention.
- PPS is most preferable because it contains a sulfur atom in the polymer structure or in the flame retardant, so that sulfuric acid is generated during the thermal decomposition of the polymer or flame retardant, and a mechanism for dehydrating and carbonizing the polymer substrate is exhibited. When using a flame retardant, a sulfur flame retardant is preferable.
- thermoplastic fiber B a fiber containing 15% by mass or more of sulfur atoms is preferably used.
- Specific examples include polyesters to which PPS or sulfur-based flame retardant is added.
- the upper limit is preferably 50% by mass or less from the viewpoint of fiber strength.
- the ratio of sulfur atoms used here is the thermogravimetric analyzer, which is used to oxidatively decompose thermoplastic fibers by raising the temperature of about 10 mg of the sample from room temperature to 800 ° C. under conditions of 10 ° C./min.
- the sulfur oxide in the decomposition gas is quantitatively analyzed by gas chromatography.
- thermoplastic fiber B used in the present invention is used in a method of combining the thermoplastic resin alone or with a different material, and the fiber length is preferably in the range of 30 to 120 mm, and in the range of 38 to 70 mm. More preferably. If the fiber length is in the range of 38 to 70 mm, it can be made into a non-woven fabric by a general needle punch method or hydroentanglement method, and it can be easily combined with different materials. Further, the thickness of the single fiber of the thermoplastic fiber B is not particularly limited, but the single fiber fineness is preferably in the range of 0.1 to 10 dtex from the viewpoint of passability in the card process. .
- the PPS fiber preferably used in the present invention is a synthetic fiber made of a polymer having a polymer structural unit as a main structural unit of — (C 6 H 4 —S) —.
- Typical examples of these PPS polymers include polyphenylene sulfide, polyphenylene sulfide sulfone, polyphenylene sulfide ketone, random copolymers thereof, block copolymers, and mixtures thereof.
- polyphenylene sulfide containing a p-phenylene sulfide unit represented by — (C 6 H 4 —S) —, preferably 90 mol% or more, as the main structural unit of the polymer is desirable. From the viewpoint of mass, polyphenylene sulfide containing 80% by mass, more preferably 90% by mass or more of p-phenylene sulfide units is desirable.
- the PPS fiber preferably used in the present invention is used by a method of combining PPS fiber alone or with a different material, and may be in any form of filament or staple.
- the fiber length is preferably in the range of 30 to 120 mm, and more preferably in the range of 38 to 70 mm. If the fiber length is in the range of 38 to 70 mm, it can be made into a non-woven fabric by a general needle punch method or hydroentanglement method, and it can be easily combined with different materials.
- the thickness of the single fiber of PPS is not particularly limited, but the single fiber fineness is preferably in the range of 0.1 to 10 dtex from the viewpoint of the passability of the card process.
- the method for producing the PPS fiber used in the present invention is preferably a method in which a polymer having the above-described phenylene sulfide structural unit is melted at a melting point or higher and spun from a spinneret to form a fiber.
- the spun fiber is an unstretched PPS fiber as it is.
- Most of the unstretched PPS fibers have an amorphous structure and a high elongation at break.
- stretched yarns are commercially available in which the fiber is stretched and oriented following spinning to improve the strength and dimensional stability of the fiber.
- a plurality of PPS fibers such as “Torcon” (registered trademark) (manufactured by Toray) and “Procon” (registered trademark) (manufactured by Toyobo) are in circulation.
- the unstretched PPS fiber and the stretched yarn can be used in combination within the range satisfying the scope of the present invention.
- the mixing ratio of the thermoplastic fibers B in the nonwoven fabric is 10% by mass or more. And is more preferably 20% by mass or more. If the mixing ratio of the thermoplastic fibers B becomes too high, the carbonized portion tends to become brittle when in contact with the flame, and the flame barrier property is lowered. Therefore, the upper limit is preferably 80% by mass or less, and 70% by mass or less. More preferably.
- Fibers C other than non-molten fibers A and thermoplastic fibers B may be included to further add specific performance to the nonwoven fabric.
- vinylon fibers, polyester fibers other than the thermoplastic fibers B, nylon fibers, and the like may be used.
- the mixing ratio of the fibers C is not particularly limited as long as the effects of the present invention are not impaired, but the mixing ratio of the fibers C other than the non-molten fibers A and the thermoplastic fibers B is preferably 20% by mass or less, and 15 masses. % Or less is more preferable.
- the lower limit in the case of using the fiber C is not particularly limited as long as the desired performance is added, but it is usually preferably about 10% by mass.
- the thickness of the nonwoven fabric of the present invention is measured by a method according to JIS L-1913 (2010), and is preferably 0.08 mm or more. If the nonwoven fabric is too thin, sufficient flame barrier performance and heat insulation performance cannot be obtained.
- the number of crimps of the fiber is preferably 7 pieces / 2.54 cm or more, and more preferably 12 pieces / 2.54 cm, in order to obtain sufficient entanglement between the fibers.
- the above is preferable.
- the crimp number of this invention is measured based on JIS L1015 (2000).
- the lengths of the short fibers of the non-melt fiber A and the thermoplastic fiber B are preferably the same length in order to obtain a more uniform nonwoven fabric.
- the same length does not have to be exactly the same, and there may be a difference of about ⁇ 5% with respect to the length of the non-molten fiber A.
- the fiber length of the non-melted fiber, the thermoplastic fiber B, or the fiber C is preferably in the range of 30 to 120 mm, more preferably in the range of 38 to 70 mm. preferable.
- the nonwoven fabric of this invention is manufactured by the needle punch method, the hydroentanglement method, etc. using the said short fiber.
- Structure of the nonwoven fabric include, but are not limited as long as it is within the range specified in the present invention, the density of the nonwoven fabric is greater than 50 kg / m 3, it is necessary that less than 200kg / m 3, 55 ⁇ 180 kg / m 3 is preferable, 70 to 160 kg / m 3 is more preferable, and 75 to 160 kg / m 3 is particularly preferable.
- the density is calculated by dividing the 30 cm square sample weight by the thickness measured by a method based on JIS L1913 (2010).
- the density of the nonwoven fabric is important. Heat transfer may occur through a solid material, through a gas, or by radiation. As the density increases, the occupied volume in the unit volume of the fibers constituting the nonwoven fabric increases, and the contact point between the fibers also increases, so that the thermal conductivity increases. Specifically, if the density is greater than 200 kg / m 3 , heat is easily transferred by the polyphenylene sulfide carbonized by the flame, and the temperature on the back side where the flame is not exposed tends to increase rapidly.
- the density is less than 50 kg / m 3
- the heated high-temperature air is easily released to the opposite side of the nonwoven fabric, and heat conduction by the air flow is promoted, The temperature on the back side that is not exposed to flame tends to rise rapidly.
- the density of the nonwoven fabric is set to a range larger than 50 kg / m 3 and smaller than 200 kg / m 3 , the PPS fiber is appropriately carbonized in the portion hit by the flame and expressing the flame shielding function, By holding a moderately fine air layer in the thickness direction of the nonwoven fabric, heat conduction through the solid substance and gas is suppressed, and heat insulation is excellent.
- the density value is within a certain range.
- heat transfer by radiation is suppressed when the density is high. That is, heat transfer due to radiation is suppressed when the inverse of the density is small.
- excellent heat insulation is achieved by setting the sum of density and the reciprocal of density, that is, ⁇ density + (1 / density) ⁇ in an appropriate range. Strictly speaking, the weighting of the density term and the (1 / density) term are applied to the heat transfer effect caused by radiation, which is generated via a solid substance, generated via a gas, and radiation.
- the value of density (kg / m 3 ) + 1 / density (kg / m 3 ) is 20 It is preferably from ⁇ 400, more preferably from 25 to 350, and even more preferably from 30 to 300.
- the heat insulation is proportionally improved as the thickness of the nonwoven fabric holding such a structure increases.
- the nonwoven fabric After manufacturing the nonwoven fabric, it may be heat-set using a tenter or calendered as long as it is within the range specified in the present invention. Of course, it may be used as it is.
- the set temperature is good enough to obtain the effect of suppressing the high temperature shrinkage, and is preferably 160 to 240 ° C., more preferably 190 to 230 ° C.
- the calendering is for adjusting the thickness of the nonwoven fabric, that is, the density, and the speed, pressure, and temperature of the calendar are not limited as long as a nonwoven fabric having physical properties within the range specified in the present invention is obtained. .
- the nonwoven fabric of the present invention thus obtained is excellent in flame barrier properties and heat insulating properties, and in particular, when combined with a combustible material, exhibits a fire spread prevention effect. Therefore, clothing materials, wall materials, floors that require flame retardancy Suitable for use in wood, ceiling materials, covering materials, etc., especially suitable for use in fireproof protective clothing, and fire spread prevention coating materials for urethane sheet materials such as automobiles and aircraft, and bed mattresses. Can be used for
- a flexible urethane foam commercially available from Fuji Rubber Sangyo Co., Ltd. is cut into a length of 20 cm, a width of 20 cm, and a thickness of 20 cm to obtain urethane foam 1.
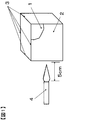
- the surface of the urethane foam 1 is covered with the nonwoven fabric 2 of the present invention, and the portion indicated by 3 in FIG. Heat from the position 5 cm away from the sample with the burner 4 for 2 minutes.
- a power torch RZ-730 manufactured by Shin Fuji Burner Co., Ltd. was used as the burner 4.
- the flame temperature is adjusted to 1000 ° C. using a thermocouple.
- the case where the urethane foam remained after self-extinguishing after extinguishing the flame of the burner was designated as B, and the case where self-extinguishing was performed and the weight loss rate of the urethane foam was 5% by mass or less was designated as A.
- Carbon fiber A “Torayca” (registered trademark) manufactured by Toray with a diameter of 30 microns was cut into 51 mm. The thermal conductivity was 8.4 W / m ⁇ K.
- Example 1 (Nonwoven fabric production) The drawn yarn of PPS fiber and the flameproofed yarn were mixed by a spreader, then further mixed by a blended cotton machine, and then passed through a card machine to make a web. The obtained web was laminated with a cross wrap machine, and felted with a hydroentanglement machine to obtain a nonwoven fabric composed of drawn PPS fibers and flame-resistant yarn.
- the weight mixing ratio of the stretched yarn and the flameproof yarn of the PPS fiber of the nonwoven fabric was 60:40, the basis weight was 100 g / m 2 , and the thickness was 1.21 mm.
- Example 2 In Example 1, the weight mixing ratio of the stretched yarn and the flameproof yarn of the PPS fiber of the nonwoven fabric was changed to 90:10 to obtain a nonwoven fabric having a basis weight of 100 g / m 2 and a thickness of 1.53 mm.
- This nonwoven fabric does not penetrate through the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 15.2% by mass. Had.
- Example 3 In Example 1, the non-woven fabric having a weight per unit area of 100 g / m 2 and a thickness of 1.64 mm was obtained by changing the weight mixing ratio of the stretched yarn and the flameproof yarn of the PPS fiber of the nonwoven fabric to 30:70.
- This nonwoven fabric does not penetrate the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 1.2% by mass. Had.
- Example 4 In Example 1, the non-woven fabric having a weight per unit area of 100 g / m 2 and a thickness of 1.63 mm was obtained by changing the weight mixing ratio of the stretched and flameproofed PPS fibers of the nonwoven fabric to 10:90.
- This nonwoven fabric does not penetrate the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 5.6% by mass, providing sufficient flame barrier and heat insulating properties. Had.
- Example 5 In Example 1, by changing the basis weight of the nonwoven fabric to 50 g / m 2, thickness woven fabric was obtained in 0.89 mm.
- This nonwoven fabric does not penetrate the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 3.2% by mass. Had.
- Example 6 In Example 1, by changing the basis weight of the nonwoven fabric to 120 g / m 2, thickness woven fabric was obtained in 1.91 mm.
- This nonwoven fabric does not penetrate the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 0.3% by mass. Had.
- Example 7 In Example 1, the felting method was changed to needle punching to obtain a nonwoven fabric composed of drawn PPS fibers and flame-resistant yarn.
- the weight mixing ratio of the stretched yarn and the flameproofed yarn of the PPS fiber of the nonwoven fabric was 60:40, the basis weight was 300 g / m 2 , and the thickness was 3.12 mm.
- This nonwoven fabric does not penetrate the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 0.1% by mass. Had.
- Example 8 Using the resin roll-resin roll calender, the nonwoven fabric obtained in Example 7 was passed once at room temperature, linear pressure of 50 N / cm, and roll rotation speed of 5 m / min, with a basis weight of 300 g / m 2 and a thickness of 1. The nonwoven fabric was 87 mm.
- This nonwoven fabric does not penetrate the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 0.1% by mass. Had.
- Example 9 In Example 1, in addition to the drawn yarn of PPS fiber and the flameproof yarn, PET fiber was mixed, and the weight ratio of the drawn yarn of PPS fiber, flameproofed yarn and PET fiber was 40:40:20, and the basis weight was 100 g / m. 2. A nonwoven fabric having a thickness of 1.30 mm was obtained.
- This nonwoven fabric does not penetrate through the nonwoven fabric for 2 minutes, does not ignite the urethane foam inside, and the weight reduction rate of the urethane foam is 4.7% by mass, providing sufficient flame barrier and heat insulation properties. Had.
- the nonwoven fabric was obtained by heating and pressurizing twice in total.
- the obtained nonwoven fabric had a basis weight of 100 g / m 2 and a thickness of 0.15 mm.
- this nonwoven fabric did not penetrate the nonwoven fabric for 2 minutes, it fired from the internal urethane foam after 1 minute and 30 seconds of heating, and after 10 minutes from extinguishing the flame of the burner, the urethane foam was completely burned. .
- Example 7 the basis weight of the nonwoven fabric was changed to 50 g / m 2 and a thickness of 10 mm to obtain a nonwoven fabric.
- Example 7 In Example 7, a carbon fiber was used instead of the flameproofing yarn, the ratio of the stretched PPS fiber to the carbon fiber was 60:40, and a nonwoven fabric having a basis weight of 100 g / m 2 and a thickness of 1.89 mm was obtained.
- this nonwoven fabric did not penetrate the nonwoven fabric for 2 minutes, it fired from the internal urethane foam after 1 minute and 50 seconds of heating, and after 10 minutes from extinguishing the flame of the burner, the urethane foam was completely burned. .
- the present invention is effective for preventing the spread of fire and is suitable for use in clothing materials, wall materials, floor materials, ceiling materials, covering materials, etc. that are required to have flame retardancy. It is suitable for use in the prevention of fire spread of urethane sheet materials and bed mattresses of urethane sheets for automobiles and aircrafts.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
本発明において高温収縮率とは、不織布の原料となる繊維を標準状態(20℃、相対湿度65%)中で12時間放置後、0.1cN/dtexの張力を与えて原長L0を測定し、その繊維に対して荷重を付加せずに290℃の乾熱雰囲気に30分間暴露し、標準状態(20℃、相対湿度65%)中で十分冷却したうえで、さらに繊維に対して0.1cN/dtexの張力を与えて長さL1を測定し、L0およびL1から以下の式で求められる数値である。
高温収縮率=〔(L0-L1)/L0〕×100(%)
炎が近づき、熱が加わると熱可塑性繊維が溶融し、溶融した熱可塑性繊維が非溶融繊維(骨材)の表面に沿って薄膜状に広がる。さらに温度が上がると、やがて、両繊維は炭化するが、非溶融繊維の高温収縮率が3%以下であるから、高温となった接炎部近辺は収縮しにくく、炎の接していない低温部と高温度部の間で生じた熱応力による不織布の破断が生じにくいので、長時間炎を遮断することができる。この点で、高温収縮率は低いことが好ましいが、縮まずとも熱によって大幅に膨張しても、熱応力による不織布の破断を生じる原因となるので、高温収縮率は-5%以上であることが好ましい。なかでも高温収縮率が0~2%であることが好ましい。
熱伝導率とは、熱の伝導のしやすさを数値化したものであり、熱伝導率が小さいとは、一方の面から材料が加熱された際の、加熱されていない部分の温度上昇が小さくなることを意味する。目付200g/m2、JIS L1913(2010)に準拠する方法で測定した厚さが2mm(密度100kg/m3)のフェルトを試験体とし、ISO22007-3(2008年)に準拠する方法で測定した熱伝導率が0.060W/m・K以下である素材は、熱を伝えにくく、不織布にして一方の面から加熱した際に、加熱していない反対側の温度上昇を抑制することができ、反対側に可燃物が配されても可燃物が発火する可能性が低くなる。熱伝導率は低い方が好ましいが、入手可能な繊維材料では、0.020W/m・K程度が上限である。
LOI値は、窒素と酸素の混合気体において、物質の燃焼を持続させるのに必要な最小酸素量の容積百分率であり、LOI値が高いほど燃え難いと言える。そこで、JIS K7201-2(2007年)に準拠するLOI値が25以上である熱可塑性繊維は燃えにくく、たとえ、着火しても火源を離せばすぐに消火し、通常わずかに燃え広がった部分に炭化膜を形成し、この炭化部分が延焼を防ぐことができる。LOI値は高い方が好ましいが、現実に入手可能な物質のLOI値の上限は65程度である。
発火温度は、JIS K7193(2010年)に準拠した方法で測定した自然発火温度である。
融点は、JIS K7121(2012年)に準拠した方法で測定した値である。10℃/分で加熱した際の融解ピーク温度の値をいう。
本発明において、非溶融繊維Aとは炎にさらされた際に液化せずに繊維形状を保つ繊維をいい、800℃の温度で液化および発火しないものが好ましく、1000℃以上の温度で液化および発火しないものがさらに好ましい。上記高温収縮率が本発明で規定する範囲にある非溶融繊維として、例えば、耐炎化繊維、メタアラミド系繊維およびガラス繊維を挙げることができる。耐炎化繊維は、アクリロニトリル系、ピッチ系、セルロース系、フェノール系繊維等から選択される繊維を原料として耐炎化処理を行った繊維である。これらは単独で使用しても2種類以上を同時に使用してもよい。なかでも、高温収縮率が低くかつ、後述する熱可塑性繊維Bが接炎時に形成する皮膜による酸素遮断効果によって、炭素化が進行し、高温下での耐熱性がさらに向上する耐炎化繊維が好ましく、各種の耐炎化繊維の中で比重が小さく柔軟で難燃性に優れる繊維としてアクリロニトリル系耐炎化繊維がより好ましく用いられ、かかる耐炎化繊維は前駆体としてのアクリル系繊維を高温の空気中で加熱、酸化することによって得られる。市販品としては、後記する実施例および比較例で使用した、Zoltek社製耐炎化繊維PYRON(登録商標)の他、東邦テナックス(株)パイロメックス(Pyromex)(登録商標)等が挙げられる。また、一般にメタアラミド系繊維は高温収縮率が高く、本発明で規定する高温収縮率を満たさないが、高温収縮率を抑制処理することにより本発明の高温収縮率の範囲内としたメタアラミド系繊維であれば、好ましく使用することができる。また本発明で好ましく用いられる非溶融繊維は、非溶融繊維単独あるいは異素材と複合する方法で用いられ、繊維長は30~120mmの範囲内にあることが好ましく、38~70mmの範囲内にあることがより好ましい。繊維長が38~70mmの範囲内であれば、一般的なニードルパンチ法や水流交絡法で不織布とすることが可能であり、異素材と複合することが容易である。また、非溶融繊維の単繊維の太さについても、特に限定されるものではないが、カード工程の通過性の点から、単繊維繊度は0.1~10dtexの範囲内にあるものが好ましい。
本発明で用いる熱可塑性繊維Bとしては、前記LOI値が本発明で規定する範囲にあり、かつ融点が非溶融繊維Aの発火温度よりも低い融点を有するものであるが、具体例としては例えば、異方性溶融ポリエステル、難燃性ポリ(アルキレンテレフタレート)、難燃性ポリ(アクリロニトリルブタジエンスチレン)、難燃性ポリスルホン、ポリ(エーテル-エーテル-ケトン)、ポリ(エーテル-ケトン-ケトン)、ポリエーテルスルホン、ポリアリレート、ポリアリーレンスルフィド、ポリフェニルスルホン、ポリエーテルイミド、ポリアミドイミドおよびこれらの混合物の群から選択される熱可塑性樹脂で構成される繊維を挙げることができる。これらは単独で使用しても、2種類以上を同時に使用してもよい。LOI値が本発明で規定する範囲にあることで、空気中での燃焼を抑制し、ポリマーが炭化しやすくなる。また、融点が非溶融繊維Aの発火温度よりも低いことで、溶融したポリマーが非溶融繊維Aの表面および繊維間で皮膜を形成し、さらにそれが炭化されることで酸素を遮断する効果が高くなり、非溶融繊維Aの酸化劣化を抑制でき、また、その炭化膜が優れた遮炎性を発現する。熱可塑性繊維Bの融点は、非溶融繊維Aの発火温度よりも200℃以上低いことが好ましく、300℃以上低いことがさらに好ましい。これらの中で、LOI値の高さおよび融点の範囲および入手の容易さの点から、最も好ましいのはポリフェニレンスルフィド繊維(以下、PPS繊維ともいう)である。また、LOI値が本発明で規定する範囲にないポリマーであっても、難燃剤で処理することによって、処理後のLOI値が本発明で規定する範囲内であれば好ましく用いることができる。ポリマー構造中あるいは、難燃剤中に硫黄原子を含むことにより、ポリマーあるいは難燃剤の熱分解時に硫酸を生成し、ポリマー基材を脱水炭化させる機構を発現するため、PPSは最も好ましく、また、難燃剤を用いる場合には、硫黄系の難燃剤が好ましい。熱可塑性繊維Bとして、硫黄原子を15質量%以上含む繊維を用いることが好ましい。具体的にはPPSや硫黄系難燃剤を付与したポリエステルが挙げられる。上限としては繊維強度の点から50質量%以下であることが好ましい。
非溶融繊維Aおよび熱可塑性繊維B以外の繊維Cを、不織布に特定の性能をさらに付加するために含有させてもよい。例えば、不織布の吸湿性や吸水性を向上させるために、ビニロン繊維、熱可塑性繊維B以外のポリエステル繊維、ナイロン繊維等を用いてもよい。また、繊維Cの混率は本発明の効果を損なわない限り特に制限はないが、前記非溶融繊維Aおよび熱可塑性繊維B以外の繊維Cの混率が20質量%以下であるのが好ましく、15質量%以下であるのがより好ましい。繊維Cを用いる場合の下限としては、その所望の性能が付加されれば特に制限はないが、通常10質量%程度であることが好ましい。
30cm角のサンプルの重量を測定し、1m2当たりの重量(g/m2)で表した。
JIS L-1913(2010年)に準拠して、測定した。
富士ゴム産業株式会社から市販されている軟質ウレタンフォームをタテ20cm、ヨコ20cm、厚さ20cmにカットし、ウレタンフォーム1とする。本発明の不織布2をウレタンフォーム1の表面に被覆し、図1の3で示した箇所を綿糸で縫製し、縫製部3を形成する。サンプルから5cm離れた位置から、バーナー4で2分間加熱する。バーナー4として、新富士バーナー株式会社製パワートーチRZ-730を用いた。炎の温度は、熱電対を用いて1000度となるように調整する。2分間加熱後にバーナーの炎を消し、不織布と、内部のウレタンの状態を観察した。2分間加熱後も不織布に孔が開いていない場合は「遮炎性あり」とし、Aとする。2分間加熱中に不織布に孔が開き、内部のウレタンフォームに炎が達した場合は「遮炎性無し」とし、Fとする。2分間加熱後にバーナーの炎を消し、室温で10分間冷却後、内部のウレタンフォームに引火して延焼している、あるいは、ウレタンフォームが全焼した場合は、ウレタンフォームへの「断熱性なし」とし、Fとする。バーナーの炎を消した後に自己消火してウレタンフォームが残った場合をB、自己消火し、かつ、ウレタンフォームの重量減少率が5質量%以下の場合をAとした。
延伸されたPPS繊維として、単繊維繊度2.2dtex(直径14μm)、カット長
51mmの東レ製“トルコン”(登録商標)、品番S371を用いた。このPPS繊維のLOI値は34、融点は284℃であり、けん縮数は11個/2.54cmである。繊維中の硫黄原子の比率は26.2質量%であった。
1.7dtexのZoltek社製耐炎化繊維PYRONを51mmにカットしたものを用いた。PYRONの高温収縮率は1.6%であった。JIS K7193(2010年)に準拠した方法で加熱したところ、1000℃でも発火は認められず、発火温度は1000℃以上である。また、熱伝導率は、0.042W/m・Kであった。けん縮数は10個/2.54cmである。
《ポリエチレンテレフタレート(PET)繊維》
延伸されたPET繊維として、単繊維繊度2.2dtex(直径14μm)、カット長51mmの東レ製“テトロン”(登録商標)を用いた。このPET繊維のLOI値は22、融点は267℃である。けん縮数は17個/2.54cmである。繊維中から硫黄原子は検出されなかった。
直径30ミクロンの東レ製“トレカ”(登録商標)を51mmにカットしたものを用いた。熱伝導率は、8.4W/m・Kであった。
(不織布作製)
PPS繊維の延伸糸および耐炎化糸を開繊機によって混合し、次いで混打綿機によって更に混合し、次いでカード機に通じてウェブを作成した。得られたウェブをクロスラップ機にて積層したのち、水流交絡マシンでフェルト化し、PPS繊維の延伸糸および耐炎化糸からなる不織布を得た。不織布のPPS繊維の延伸糸と耐炎化糸の重量混率は、60対40、目付は100g/m2、厚さは1.21mmであった。
2分間、炎は不織布を貫通することもなく、内部のウレタンフォームへの着火もなく、ウレタンフォームの重量減少率は0.7質量%であり、十分な遮炎性と断熱性を有していた。
実施例1で、不織布のPPS繊維の延伸糸と耐炎化糸の重量混率を、90対10に変更して、目付100g/m2、厚さは1.53mmの不織布を得た。
実施例1で、不織布のPPS繊維の延伸糸と耐炎化糸の重量混率を、30対70に変更して、目付100g/m2、厚さは1.64mmの不織布を得た。
実施例1で、不織布のPPS繊維の延伸糸と耐炎化糸の重量混率を、10対90に変更して、目付100g/m2、厚さは1.63mmの不織布を得た。
実施例1で、不織布の目付を50g/m2に変更し、厚さは0.89mmの不織布を得た。
実施例1で、不織布の目付を120g/m2に変更し、厚さは1.91mmの不織布を得た。
実施例1で、フェルト化の方法をニードルパンチに変更し、PPS繊維の延伸糸および耐炎化糸からなる不織布を得た。不織布のPPS繊維の延伸糸と耐炎化糸の重量混率は、60対40、目付は300g/m2、厚さは3.12mmであった。
実施例7で得た不織布を、樹脂ロール-樹脂ロールのカレンダーを用いて、常温、線圧50N/cm、ロール回転速度5m/分で1回通し、目付300g/m2、厚さは1.87mmの不織布とした。
実施例1で、PPS繊維の延伸糸と耐炎化糸以外に、PET繊維を混合し、PPS繊維の延伸糸、耐炎化糸およびPET繊維重量混率を、40対40対20とし、目付100g/m2、厚さは1.30mmの不織布を得た。
1.7dtexのZoltek社製耐炎化繊維PYRON、1.0dtexの東レ社製PPS延伸糸“トルコン”(登録商標)、および3.0dtexの東レ社製PPS未延伸糸“トルコン”(登録商標)、をそれぞれ6mmに切断し、この耐炎化繊維とPPS繊維の未延伸糸とPPS繊維の延伸糸とを40対30対30(すなわち、耐炎化糸40対PPS繊維60)の重量比率になるように準備した。それらを水に分散し分散液を作成した。分散液から手抄きの抄紙機で湿紙を作成した。湿紙を、回転型乾燥機を用いて110℃で70秒間加熱、乾燥し、続いて鉄ロール表面温度を200℃とし、線圧490N/cm、ロール回転速度5m/分で片面1回ずつ、計2回、加熱・加圧して、不織布を得た。得られた不織布は目付け100g/m2、厚み0.15mmであった。
実施例7で、不織布の目付を50g/m2、厚さ10mmに変更し、不織布を得た。
実施例7で、耐炎化糸の代わりに炭素繊維を用い、延伸されたPPS繊維と炭素繊維の比率を60対40とし、目付100g/m2、厚さ1.89mmの不織布を得た。

2 不織布
3 縫製部
4 バーナー
Claims (7)
- 高温収縮率が3%以下で、且つISO22007-3(2008年)に準拠する熱伝導率が0.060W/m・K以下である非溶融繊維Aと、JIS K 7201-2(2007年)に準拠するLOI値が25以上である熱可塑性繊維Bとを含み、密度が50kg/m3よりも大きく、200kg/m3よりも小さいことを特徴とする不織布。
- 前記非溶融繊維Aの含有率が15~70質量%である請求項1に記載の不織布。
- 前記非溶融繊維Aおよび熱可塑性繊維B以外の繊維Cを20質量%以下含有する請求項1または2に記載の不織布。
- 前記非溶融繊維Aが、耐炎化繊維またはメタアラミド系繊維である請求項1~3の何れかに記載の不織布。
- 前記熱可塑性繊維Bが、異方性溶融ポリエステル、難燃性ポリ(アルキレンテレフタレート)、難燃性ポリ(アクリロニトリルブタジエンスチレン)、難燃性ポリスルホン、ポリ(エーテル-エーテル-ケトン)、ポリ(エーテル-ケトン-ケトン)、ポリエーテルスルホン、ポリアリレート、ポリアリーレンスルフィド、ポリフェニルスルホン、ポリエーテルイミド、ポリアミドイミドおよびこれらの混合物の群から選択される樹脂からなる繊維である請求項1~4の何れかに記載の不織布。
- 前記熱可塑性繊維Bは、硫黄原子を15質量%以上含む繊維である請求項5に記載の不織布。
- 密度が70~160kg/m3である請求項1~6の何れかに記載の不織布。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207025329A KR20200138185A (ko) | 2018-03-30 | 2019-03-13 | 부직포 |
| EP19774470.9A EP3779013B1 (en) | 2018-03-30 | 2019-03-13 | Nonwoven fabric |
| SG11202008253XA SG11202008253XA (en) | 2018-03-30 | 2019-03-13 | Nonwoven fabric |
| CN201980021828.6A CN111918994A (zh) | 2018-03-30 | 2019-03-13 | 无纺布 |
| US16/978,272 US20210010175A1 (en) | 2018-03-30 | 2019-03-13 | Nonwoven fabric |
| JP2019519424A JP7172998B2 (ja) | 2018-03-30 | 2019-03-13 | 不織布 |
| BR112020017638-9A BR112020017638A2 (pt) | 2018-03-30 | 2019-03-13 | Tecido não tecido |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018067712 | 2018-03-30 | ||
| JP2018-067712 | 2018-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019188275A1 true WO2019188275A1 (ja) | 2019-10-03 |
Family
ID=68061460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/010192 Ceased WO2019188275A1 (ja) | 2018-03-30 | 2019-03-13 | 不織布 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20210010175A1 (ja) |
| EP (1) | EP3779013B1 (ja) |
| JP (1) | JP7172998B2 (ja) |
| KR (1) | KR20200138185A (ja) |
| CN (1) | CN111918994A (ja) |
| BR (1) | BR112020017638A2 (ja) |
| HU (1) | HUE072978T2 (ja) |
| SG (1) | SG11202008253XA (ja) |
| TW (1) | TW201942435A (ja) |
| WO (1) | WO2019188275A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024507291A (ja) * | 2021-02-10 | 2024-02-16 | サザン フェルト カンパニー、インコーポレイテッド | 熱および音響防火フェルト |
| WO2025182458A1 (ja) * | 2024-02-27 | 2025-09-04 | 東レ株式会社 | シートおよびそれを用いた耐火材、二次電池 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022111424A1 (zh) * | 2020-11-24 | 2022-06-02 | 东丽纤维研究所(中国)有限公司 | 一种防火遮焰无纺布 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994003393A1 (fr) * | 1992-08-04 | 1994-02-17 | Teijin Limited | Materiau de rembourrage resistant au feu et a la chaleur et siege pour vehicule |
| JP2003129362A (ja) * | 2001-10-23 | 2003-05-08 | Teijin Ltd | 耐炎性短繊維不織布及びその製造方法 |
| JP2013169996A (ja) | 2012-02-22 | 2013-09-02 | Japan Vilene Co Ltd | 難燃性繊維シート |
| CN104213335A (zh) * | 2014-09-22 | 2014-12-17 | 海东青非织工业(福建)有限公司 | 一种耐高温阻燃纤维非织造布及其制造方法 |
| WO2017006807A1 (ja) * | 2015-07-03 | 2017-01-12 | 東レ株式会社 | 遮炎性不織布 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6790795B2 (en) * | 2001-03-21 | 2004-09-14 | Tex Tech Industries, Inc. | Fire blocking fabric |
| KR100971686B1 (ko) * | 2002-04-23 | 2010-07-22 | 도레이 카부시키가이샤 | 프리프레그, 그 제조방법 및 성형품 |
| JP6211882B2 (ja) * | 2013-10-09 | 2017-10-11 | 帝人株式会社 | 湿式不織布およびセパレーター |
| US11015272B2 (en) * | 2015-03-12 | 2021-05-25 | Toray Industries, Inc | Laminated nonwoven fabric |
-
2019
- 2019-03-13 WO PCT/JP2019/010192 patent/WO2019188275A1/ja not_active Ceased
- 2019-03-13 CN CN201980021828.6A patent/CN111918994A/zh active Pending
- 2019-03-13 HU HUE19774470A patent/HUE072978T2/hu unknown
- 2019-03-13 KR KR1020207025329A patent/KR20200138185A/ko not_active Withdrawn
- 2019-03-13 EP EP19774470.9A patent/EP3779013B1/en active Active
- 2019-03-13 JP JP2019519424A patent/JP7172998B2/ja active Active
- 2019-03-13 BR BR112020017638-9A patent/BR112020017638A2/pt not_active Application Discontinuation
- 2019-03-13 US US16/978,272 patent/US20210010175A1/en not_active Abandoned
- 2019-03-13 SG SG11202008253XA patent/SG11202008253XA/en unknown
- 2019-03-26 TW TW108110513A patent/TW201942435A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994003393A1 (fr) * | 1992-08-04 | 1994-02-17 | Teijin Limited | Materiau de rembourrage resistant au feu et a la chaleur et siege pour vehicule |
| JP2003129362A (ja) * | 2001-10-23 | 2003-05-08 | Teijin Ltd | 耐炎性短繊維不織布及びその製造方法 |
| JP2013169996A (ja) | 2012-02-22 | 2013-09-02 | Japan Vilene Co Ltd | 難燃性繊維シート |
| CN104213335A (zh) * | 2014-09-22 | 2014-12-17 | 海东青非织工业(福建)有限公司 | 一种耐高温阻燃纤维非织造布及其制造方法 |
| WO2017006807A1 (ja) * | 2015-07-03 | 2017-01-12 | 東レ株式会社 | 遮炎性不織布 |
Non-Patent Citations (2)
| Title |
|---|
| ANONYMOUS: "Flameproof cloth with the combined effect of PPS of fiber and flame-resistance yarn", 16 September 2017 (2017-09-16), JP, pages 1 - 2, XP009523878, Retrieved from the Internet <URL:https://www.nikkei.com/article/DGXMZO21182610V10C17A9000000/> [retrieved on 20190604] * |
| See also references of EP3779013A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024507291A (ja) * | 2021-02-10 | 2024-02-16 | サザン フェルト カンパニー、インコーポレイテッド | 熱および音響防火フェルト |
| WO2025182458A1 (ja) * | 2024-02-27 | 2025-09-04 | 東レ株式会社 | シートおよびそれを用いた耐火材、二次電池 |
| JP7740598B1 (ja) * | 2024-02-27 | 2025-09-17 | 東レ株式会社 | シートおよびそれを用いた耐火材、二次電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| HUE072978T2 (hu) | 2025-12-28 |
| EP3779013A4 (en) | 2021-12-29 |
| JPWO2019188275A1 (ja) | 2021-02-12 |
| BR112020017638A2 (pt) | 2021-03-09 |
| TW201942435A (zh) | 2019-11-01 |
| JP7172998B2 (ja) | 2022-11-16 |
| CN111918994A (zh) | 2020-11-10 |
| EP3779013B1 (en) | 2025-07-23 |
| KR20200138185A (ko) | 2020-12-09 |
| SG11202008253XA (en) | 2020-09-29 |
| US20210010175A1 (en) | 2021-01-14 |
| EP3779013A1 (en) | 2021-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7234922B2 (ja) | 不織布シート | |
| JP6844261B2 (ja) | 遮炎性不織布 | |
| WO2010010815A1 (ja) | 難燃性合成繊維と難燃繊維集合体及びそれらの製造方法、並びに繊維製品 | |
| RU2744284C2 (ru) | Огнестойкая тканая ткань | |
| WO2018066439A1 (ja) | 遮炎性編物 | |
| JP7172998B2 (ja) | 不織布 | |
| WO2019188197A1 (ja) | 織編物 | |
| US20200392657A1 (en) | Non woven fabric | |
| JP2019173225A (ja) | 不織布 | |
| JP2019173226A (ja) | 織編物 | |
| JP7740598B1 (ja) | シートおよびそれを用いた耐火材、二次電池 | |
| WO2019188277A1 (ja) | カーペット | |
| WO2025258497A1 (ja) | 遮炎断熱材 | |
| WO2010010639A1 (ja) | 難燃性合成繊維とその製造方法、難燃繊維複合体及び繊維製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019519424 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19774470 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20207025329 Country of ref document: KR Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112020017638 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019774470 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01E Ref document number: 112020017638 Country of ref document: BR Free format text: APRESENTE A TRADUCAO SIMPLES DA FOLHA DE ROSTO DA CERTIDAO DE DEPOSITO DA PRIORIDADE REIVINDICADA; OU DECLARACAO DE QUE OS DADOS DO PEDIDO INTERNACIONAL ESTAO FIELMENTE CONTIDOS NA PRIORIDADE REIVINDICADA, CONTENDO TODOS OS DADOS IDENTIFICADORES (NUMERO DA PRIORIDADE, DATA, DEPOSITANTE E INVENTORES), CONFORME O PARAGRAFO UNICO DO ART. 25 DA RESOLUCAO 77/2013. CABE SALIENTAR NAO FOI POSSIVEL INDIVIDUALIZAR OS TITULARES DA CITADA PRIORIDADE, INFORMACAO NECESSARIA PARA O EXAME DA CESSAO DO DOCUMENTO DE PRIORIDADE, SE FOR O CASO. |
|
| ENP | Entry into the national phase |
Ref document number: 112020017638 Country of ref document: BR Kind code of ref document: A2 Effective date: 20200828 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2019774470 Country of ref document: EP |