WO2019208119A1 - 車両用軽量合わせガラス板の製造方法 - Google Patents
車両用軽量合わせガラス板の製造方法 Download PDFInfo
- Publication number
- WO2019208119A1 WO2019208119A1 PCT/JP2019/014571 JP2019014571W WO2019208119A1 WO 2019208119 A1 WO2019208119 A1 WO 2019208119A1 JP 2019014571 W JP2019014571 W JP 2019014571W WO 2019208119 A1 WO2019208119 A1 WO 2019208119A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass plate
- resin film
- intermediate resin
- bent
- glass plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10816—Making laminated safety glass or glazing; Apparatus therefor by pressing
- B32B17/10871—Making laminated safety glass or glazing; Apparatus therefor by pressing in combination with particular heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10889—Making laminated safety glass or glazing; Apparatus therefor shaping the sheets, e.g. by using a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10899—Making laminated safety glass or glazing; Apparatus therefor by introducing interlayers of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10899—Making laminated safety glass or glazing; Apparatus therefor by introducing interlayers of synthetic resin
- B32B17/10935—Making laminated safety glass or glazing; Apparatus therefor by introducing interlayers of synthetic resin as a preformed layer, e.g. formed by extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10807—Making laminated safety glass or glazing; Apparatus therefor
- B32B17/10972—Degassing during the lamination
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
- B32B37/003—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality to avoid air inclusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1866—Handling of layers or the laminate conforming the layers or laminate to a convex or concave profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/10—Removing layers, or parts of layers, mechanically or chemically
- B32B38/105—Removing layers, or parts of layers, mechanically or chemically on edges
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
Definitions
- the present invention relates to a laminated glass plate for a vehicle, and particularly to a lightweight laminated glass plate for a vehicle in which a bent glass plate having a thin plate thickness is integrated with an intermediate resin film.
- Laminated glass is a glass plate in which two glass plates are integrated through an adhesive film, and is widely used as a window material for buildings and vehicles.
- the adhesive film is generally made of polyvinyl butyral (hereinafter sometimes referred to as “PVB”) resin, ethylene-vinyl acetate copolymer (hereinafter sometimes referred to as “EVA”) resin, or the like.
- PVB polyvinyl butyral
- EVA ethylene-vinyl acetate copolymer
- laminated glasses as described above, as a vehicle window material, in particular, a curved laminated glass plate obtained by integrating two bent glass plates obtained by bending a glass plate through the adhesive film. (Hereinafter, sometimes referred to as “laminated glass plate for vehicle”) is widely used. Curved laminated glass plates are usually laminated in the horizontal direction by interposing an intermediate film between the glass plates, and the laminated glass plate and the intermediate film are heated. ⁇ It is obtained by pressurizing and pressure bonding.
- the thickness of the thinnest glass plate of the plurality of glass plates is less than 1.6 mm, and the thickness of the thinnest glass plate of the plurality of glass plates is the thickest.
- a method for producing a laminated glass in which the difference in thickness from the thickness of the glass plate is 0.5 mm or more is disclosed.
- a thin glass is used for the purpose of solving the problem caused by the thin glass plate being easily dropped downward by heat. It has been proposed to perform bending in a state where the plates are stacked so as to be disposed below.
- Patent Document 2 has a pair of outer layers and a core layer sandwiched between the outer layers in order to obtain a laminated glass that is lightweight and has rigidity and sound insulation, at a frequency of 1 Hz and a temperature of 20 ° C.
- a laminated glass is proposed in which a pair of glass plates having a thickness of 0.3 to 1.8 mm is integrated using an intermediate film having a storage elastic modulus G ′ of 2.0 ⁇ 10 6 Pa or more as an adhesive film. ing.
- Patent Document 3 discloses a technique using an ionomer of a terpolymer having improved rigidity as an adhesive film for the purpose of suppressing the strength reduction of the window glass accompanying the thinning of the glass plate. Yes.
- Patent Document 4 discloses a problem that a rigid intermediate resin film for laminated glass that is used in conjunction with thinning of a glass plate is difficult to be wound into a roll for storage or transportation. .
- This document proposes an interlayer film for laminated glass that contains a polyacetal resin, a metal atom, and a plasticizer that has high rigidity and is flexible enough to be wound on a roll-shaped body, and that exhibits a specific storage elastic modulus. Yes.
- Patent Document 4 proposes a film containing a metal atom in a resin in order to obtain a highly rigid intermediate resin film having flexibility that can be wound into a roll.
- the glass plate When the inventors actually made a laminated glass using a thin glass plate, the glass plate was placed so as to be horizontal to the ground, and an adhesive film and a thin glass plate were laminated thereon. Depending on the type of adhesive film, a thin glass plate may be bounced and moved by the adhesive film, or may be pushed up by the adhesive film to lift the end portion, resulting in a large gap between the two glass plates. In some cases, the stacking is poor, such as the occurrence of a problem. In this way, when a sample in which a stacking fault has occurred is pressed down by applying external pressure and deaeration between each layer of the stack is attempted, the thin glass plate is broken or distorted, resulting in damage or deformation. It turned out that there were new problems that were not possible. Furthermore, it has been found that the above problems are more likely to occur as the rigidity of the film is increased.
- an object of the present invention is to obtain a technique for suppressing a stacking failure during manufacture of a lightweight laminated glass plate for a vehicle using a thin glass plate and preventing the thin glass plate from being damaged or deformed during a deaeration process.
- the inventors of the present invention have made the following studies on the above problems.
- the present invention is a method for producing a laminated glass plate for a vehicle in which two bent glass plates are integrated via an intermediate resin film.
- Step 1 for laminating the intermediate resin film between the two bent glass plates,
- Step 2 for degassing each layer of the laminate, and
- Step 3 for heating and pressurizing and integrating the laminate after degassing,
- the minimum value of the radius of curvature of the bent glass sheet is in the range of 200 to 2900 mm;
- the thickness of at least one of the bent glass plates is in the range of 0.1 to 2.0 mm
- the vehicle Prior to step 2, the vehicle has a step A in which the temperature of the intermediate resin film is raised so as to be able to follow the surface shape of the bent glass plate, and the intermediate resin film is deformed. It is a manufacturing method of a lightweight laminated glass plate.
- the present invention it is possible to obtain a technique for suppressing a stacking failure when manufacturing a lightweight laminated glass plate for a vehicle using a thin glass plate and preventing the thin glass plate from being damaged or deformed during a deaeration process.
- Storage elastic modulus in the present specification refers to a dynamic viscoelasticity measuring device (Exstar DMS7100, Hitachi High-Tech Science Co., Ltd.) obtained by cutting an intermediate resin film into a size of about 9 mm in width and about 30 mm in length. The value measured using the product was used. The measurement is performed in the temperature range of ⁇ 20 ° C. to 100 ° C. with the measurement sample attached to the measurement apparatus such that the measurement length is 10 mm, the measurement conditions are the tensile mode, the frequency is 10 Hz, and the heating rate is 2 ° C./min. The storage modulus was measured at
- bending and curved surface indicate that the surface shape of the glass plate has a curved surface.
- it has a curved surface regardless of the process of forming a curved surface, such as when it is obtained by bending a flat glass plate or when it is molded into a shape having a curved surface when the glass is formed into a plate Are described as “bending” and “curved surface”.
- the “lightweight laminated glass plate” in this specification refers to a laminated glass plate using at least one glass plate having a thickness of 2.0 mm or less. Further, the total thickness of the bent glass plates used for the laminated glass plate may be 4 mm or less.
- “lamination failure” in the present specification means that when the bent glass plate and the intermediate resin film are stacked, the bent glass plate is pushed out by the intermediate resin film, causing positional misalignment, or the adhesive property. It is assumed that the end portion is lifted by being pushed up by the film, and as a result, a partial gap is generated between the two glass plates. Moreover, when the lamination
- bent glass plate used in the present invention is not particularly limited as long as it is a transparent two bent glass plate that is stacked without any gap.
- a kind of glass used as the bent glass plate it is only necessary to achieve desired optical characteristics, and examples thereof include soda lime glass and colored glass that absorbs ultraviolet rays and infrared rays. Further, two bent glass plates of different types of glass may be combined.
- the shape of the bent glass plate may be any desired shape.
- a glass plate bent three-dimensionally in advance is widely used.
- the radius of curvature varies greatly depending on the location.
- the end portion is more bent than the center portion of the glass, and the radius of curvature is smaller at the end portion.
- some vehicle windshields have a complex curved surface shape with a curvature such that the minimum value of the radius of curvature is 300 mm and the maximum value is 20000 mm.
- the above-mentioned stacking failure is likely to occur when the minimum value of the radius of curvature of the bent glass sheet is in the range of 200 to 2900 mm. Further, it may be preferably 300 to 2800 mm, more preferably 500 to 2500 mm. It should be noted that when a bent glass plate that is gently bent such that the minimum value of the curvature radius exceeds 2900 mm is used, the above-described problem is unlikely to occur, but even when a bent glass plate having a curvature radius exceeding 2900 mm is used, You may obtain the lightweight laminated glass for vehicles using the method of invention.
- the thickness of at least one of the bent glass plates used in the present invention is in the range of 0.1 mm or more and 2.0 mm or less.
- the lower limit is preferably 0.3 mm or more, more preferably 0.4 mm or more, and the upper limit is preferably 1.8 mm or less, more preferably 1.5 mm or less.
- the thickness of the other glass plate may be selected as appropriate, but from the viewpoint of weight reduction, it is preferable to select the total thickness of the bent glass plates used for the laminated glass plate to be 4 mm or less.
- bent glass plate to be used those subjected to various strengthening treatments such as chemical strengthening treatment, air cooling strengthening treatment, double strengthening treatment, etc. may be used.
- various strengthening treatments such as chemical strengthening treatment, air cooling strengthening treatment, double strengthening treatment, etc.
- the strength of the glass tends to decrease as the thickness of the glass plate decreases, it is preferable to use a bent glass plate that has been chemically strengthened.
- the intermediate resin film is usually arranged between two bent glass plates and integrates the two bent glass plates.
- the conventional technique does not stack properly.
- the thinner glass plate is damaged or deformed. Therefore, in the present invention, it was found that the above-described stacking fault can be eliminated by increasing the temperature of the intermediate resin film so as to be able to follow the surface shape of the bent glass plate and deforming the softened intermediate resin film. .
- thermoplastic resin having a film shape at room temperature or a film having a thermoplastic resin.
- thermoplastic resin examples include commonly used polyvinyl butyral resins (hereinafter sometimes referred to as PVB resins) or hot melt type adhesives containing EVA resins.
- PVB resins polyvinyl butyral resins
- ionomer resins, urethane resins, cycloolefin polymer resins, elastomer resins, and combinations thereof can be used.
- ionomer resin since ionomer resin has high rigidity, it is possible to suppress a decrease in strength due to the thinning of the glass plate, and it can be suitably used.
- some parts that are colored, those that sandwich a layer having a sound insulation function with a thermoplastic resin, those that have a slope in thickness, those that have been embossed on the surface, and those that have increased rigidity can be used.
- the resin may be appropriately added and blended with an ultraviolet absorber, an antioxidant, an antistatic agent, a heat stabilizer, a colorant, and an adhesion regulator, and particularly those in which fine particles that absorb near infrared rays are dispersed. Since it is possible to provide a high-performance heat shielding function, it can be preferably used.
- the intermediate resin film is more difficult to bend as the storage elastic modulus is larger, and is easier to bend as it is smaller.
- the present invention is particularly useful for an intermediate resin film that hardly follows the curved surface of a bent glass plate at room temperature.
- the intermediate resin film used may preferably have a storage elastic modulus at 20 ° C. in the range of 5 ⁇ 10 8 to 3 ⁇ 10 9 Pa. More preferably, it may be 7 ⁇ 10 8 to 2 ⁇ 10 9 Pa.
- the thickness of the intermediate resin film is not particularly limited, it is generally considered that the thicker the thickness is, the higher the rigidity becomes. Therefore, it is desirable that the thickness can be made to follow the curved surface of the bent glass plate at the time of lamination. Moreover, it is preferable that it is moderate thickness also from a viewpoint of the visibility of a curved laminated glass plate.
- the thickness may be 500 to 1500 ⁇ m.
- the intermediate resin film is deformed by increasing the temperature and softening of the intermediate resin film so as to be able to follow the surface shape of the bent glass plate.
- the intermediate resin film after deformation has a curved surface shape that can follow the surface shape of the bent glass plate, and is not bonded to the bent glass plate until after Step 3 and Step B of the present invention. Further, even when the intermediate resin film is lowered from the temperature at the time of deformation to about room temperature (for example, about 10 to 28 ° C.), the curved surface shape after the deformation is maintained.
- the storage elastic modulus of the intermediate resin film after deformation is returned to a temperature before softening (for example, about room temperature), it is considered that the storage elastic modulus of the intermediate resin film does not greatly change before and after deformation at a certain specific temperature. Accordingly, it may be preferable that the storage elastic modulus of the intermediate resin film after deformation at 20 ° C. is in the range of 5 ⁇ 10 8 to 3 ⁇ 10 9 Pa.
- the curved laminated glass plate obtained by the present invention is obtained by integrating two bent glass plates through an intermediate resin film.
- the minimum value of the radius of curvature of the bent glass plate is in the range of 200 to 2900 mm
- the thickness of at least one of the bent glass plates is in the range of 0.1 to 2.0 mm. It is lighter than that.
- the thinner glass plate is disposed on the vehicle inner side in terms of strength.
- a preferred vehicle-use lightweight laminated glass plate obtained by the present invention is a vehicle-use lightweight laminated glass plate in which two bent glass plates are integrated via an intermediate resin film.
- the minimum value of the intermediate resin film is in the range of 200 to 2900 mm
- the thickness of at least one of the bent glass plates is in the range of 0.1 to 2.0 mm
- the storage elasticity of the intermediate resin film at 20 ° C.
- the optical characteristics of the lightweight laminated glass plate for vehicles may be determined as appropriate according to the application, and are not particularly limited.
- the visible light transmittance be 70% or more in order to ensure the driver's visibility.
- the lightweight laminated glass plate for a vehicle may have a functional film.
- a functional film may be sandwiched between a bent glass plate and an intermediate resin film.
- the functional film include a heat shielding film, an ultraviolet shielding film, a liquid crystal film, a retardation film, a light guide film, a light diffusion film, a sound insulation film, a conductive film, a design film, and a light control film.
- the manufacturing method of the lightweight laminated glass plate for vehicles This invention is a manufacturing method of the laminated glass plate for vehicles which integrates two bending glass plates via an intermediate resin film, Step 1 for laminating the intermediate resin film between the two bent glass plates, Step 2 for degassing each layer of the laminate, and Step 3 for heating and pressurizing and integrating the laminate after degassing,
- the minimum value of the radius of curvature of the bent glass sheet is in the range of 200 to 2900 mm;
- the thickness of at least one of the bent glass plates is in the range of 0.1 to 2.0 mm,
- the vehicle Prior to step 2, the vehicle has a step A in which the temperature of the intermediate resin film is raised so as to be able to follow the surface shape of the bent glass plate, and the intermediate resin film is deformed. It is a manufacturing method of a lightweight laminated glass plate.
- Step A is a step of increasing the temperature of the intermediate resin film and deforming the intermediate resin film so as to be able to follow the surface shape of the bent glass plate before Step 2. If the intermediate resin film does not follow the curved shape of the bent glass plate, a stacking failure will occur, and if the stacking failure is not eliminated, a degassing device or instrument can be attached to the laminate during the degassing process in step 2 When the body is deaerated, the bent glass plate may be broken or distorted. Accordingly, the process A is performed before the process 2 in order to eliminate the stacking fault. Moreover, you may perform the process A in multiple times as needed.
- the temperature of the intermediate resin film in the step A may be any temperature that can soften the intermediate resin film to such an extent that it can be deformed and does not cause adhesiveness in the intermediate resin film. What is necessary is just to select suitably according to a kind. For example, it is good also as 35 degreeC or more and less than 65 degreeC. More preferably, the lower limit may be 40 ° C. or higher and the upper limit may be 55 ° C. or lower.
- the method of deforming the intermediate resin film is not particularly limited, but it is easy to deform the intermediate resin film by its own weight, the weight of the bent glass plate when the laminated body is formed, or the like.
- a bent glass plate or a mold imitating the surface shape of the bent glass plate is placed horizontally on the ground or a workbench, and the intermediate resin film is placed horizontally on the bent glass plate or mold. After the lamination, the temperature of the intermediate resin film is raised and softened, whereby the intermediate resin film can be deformed by its own weight.
- transformation of this intermediate resin film is accelerated
- the step A preferably includes a step of heating the intermediate resin film so that the storage elastic modulus of the intermediate resin film is in the range of 1 ⁇ 10 7 to 3.5 ⁇ 10 8 Pa. If the storage elastic modulus exceeds 3.5 ⁇ 10 8 Pa, the intermediate resin film may not be soft enough to be deformed, or the curved shape after deformation may not be maintained after returning to room temperature. Further, the lower limit is not particularly limited, but for example, if it is less than 1 ⁇ 10 7 Pa, it may be easily bonded to the bent glass plate. More preferably, it may be 1.5 ⁇ 10 7 Pa or more and 3 ⁇ 10 8 Pa or less.
- the above heating method is not particularly limited, but if heated too much, the intermediate resin film adheres to the bent glass plate surface, and it becomes easy to cause deaeration failure in the subsequent step 2, so that adhesion occurs. It is desirable to use an apparatus that can be heated at a temperature that is not so high. For example, it may be blown with warm air or left in a temperature-controlled environment, or an electric furnace, heater, heatable roll, thermostatic bath, or the like may be used.
- Step A may be performed before the start of step 1 or during the stacking in step 1, and after step 1 is stacked in a state of stacking failure, step A is performed.
- step A it is preferable to carry out after the step 1. This is because if the intermediate resin film in the softened state is lifted or moved to be laminated on the bent glass plate, the intermediate resin film may be further deformed and the curved surface shape obtained in step A may be impaired. . In order to prevent this unintended deformation, it is necessary to lower the temperature of the intermediate resin film to such an extent that the intermediate resin film does not deform, and workability may be reduced.
- Step A is performed after Step 1, one bent glass plate and an intermediate resin film are laminated, and after performing Step A in this state, another second bent glass plate may be laminated.
- the step A may be performed after the intermediate resin film is laminated between the two bent glass plates.
- the intermediate resin film deformed in the step A is maintained in the curved shape obtained by the deformation even when the temperature of the film returns to about room temperature, and it is found that the stacking fault does not recur. It was. Therefore, when the process 1 is performed after the intermediate resin film deformed through the process A is prepared in advance, it can be manufactured using a conventional production line for laminated glass sheets for vehicles. Further, when the temperature of the intermediate resin film is increased in step A, it may be difficult to perform a deaeration process depending on the temperature and the deaeration method. That is, the step 1 or the step 2 is preferably performed after the temperature of the deformed intermediate resin film is set to room temperature. In particular, the temperature of the intermediate resin film is preferably set to about room temperature before Step 2. The above “room temperature” may be 10 to 28 ° C., more preferably 10 to 25 ° C.
- Step 1 is a step in which an intermediate resin film is laminated between two bent glass plates to form a laminate.
- Lamination may be performed by sequentially laminating the intermediate resin film, the bent glass plate, and the respective members on the bent glass plate, or by stacking the respective members sequentially against a jig or the like.
- external force or the like is not applied to the bent glass plate as much as possible.
- step A may be performed before step 1, or step A may be performed after step 1, but step A is preferably performed after step 1.
- the laminated body obtained by the process 1 is a state in which each member is merely laminated, and is not particularly integrated.
- Step 2 is a step of deaerating each layer of the laminate.
- the laminate deaerated in the process 2 does not cause a stacking failure.
- a known degassing method may be used, and examples thereof include a method of extruding air between layers using a roll, a method of depressurizing each layer by depressurization, and degassing. If the thickness of the bent glass plate is small, the strength also decreases. Therefore, depending on the thickness and shape of the bent glass plate, cracking may occur in the bent glass plate when deaeration is performed using a roll. Therefore, it is preferable that the process 2 deaerates by depressurizing each layer of a laminated body.
- a tube made of a rubber-based resin is attached to the periphery of the laminate, and air is exhausted from an exhaust nozzle to deaerate, or in a vacuum bag
- a method of deaeration by putting a laminated body and exhausting air from an exhaust nozzle can be used.
- Step 3 is a step in which the laminated body after deaeration is heated and pressurized to be integrated.
- the laminated body is heated under a pressurized environment to integrate the laminated body.
- a general-purpose autoclave When using an autoclave, the pressure and temperature are appropriately selected according to the type of the intermediate resin film, and integration is performed.
- PVB resin or EVA resin the above-mentioned integration is achieved by increasing the temperature until the maximum temperature is in the range of 100 to 150 ° C., and then maintaining the temperature near 20 to 40 minutes. It becomes possible.
- pressurization is performed so as to be within a pressure range of 0.9 to 1.5 MPa. Either pressurization or heating may be performed first or simultaneously. Moreover, you may pressurize from the middle of a heating process. Note that a heatable press or the like may be used as long as the glass plate is not damaged.
- Pre-adhesion process When the laminate is integrated in step 3, moisture remaining in the laminate, components contained in the intermediate resin film, and the like may be volatilized by heating, and bubbles may be generated in the laminate. Moreover, depending on the heating and pressurizing conditions, air may enter between the bent glass plate and the intermediate resin film. Therefore, it is preferable to preliminarily suppress or remove the above-mentioned bubbles by heating and pressurizing the laminate under conditions milder than those in Step 3 to the extent that the intermediate resin film has adhesiveness. This is referred to herein as a “pre-adhesion step”.
- the temperature during the pre-adhesion step is desirably heated so that the maximum temperature is not less than the glass transition temperature of the intermediate resin film + 10 ° C. or higher and the maximum temperature in step 3 ⁇ 10 ° C. or lower, preferably 70 to 100 ° C. Good. That is, it is preferable that after the step 2 and before the step 3, there is a step B in which the laminate is heated at 70 to 100 ° C. to pre-bond the laminate. More preferably, the temperature may be 80 to 100 ° C. In the step B, it is preferable to maintain the temperature for about 10 to 30 minutes after the temperature is raised to 70 to 100 ° C. by heating.
- the pre-adhesion step may be performed a plurality of times as necessary, and in this case, the heating and pressurizing conditions in each pre-adhesion step may be different or the same.
- the storage elastic modulus was measured with the following method. First, each film was cut into a size of about 9 mm in width and about 30 mm in length to be a measurement sample, and then measured using a dynamic viscoelasticity measuring device (Exstar DMS7100, manufactured by Hitachi High-Tech Science Co., Ltd.). . The measurement is performed in the temperature range of ⁇ 20 ° C. to 100 ° C. with the measurement sample attached to the measurement apparatus such that the measurement length is 10 mm, the measurement conditions are the tensile mode, the frequency is 10 Hz, and the heating rate is 2 ° C./min. The storage modulus was measured at
- Table 1 shows the storage elastic modulus at 20 ° C., 40 ° C., and 70 ° C.
- the stacking failure was evaluated by the following test. First, a bent glass plate, an intermediate resin film, and a bent glass plate were laminated in this order on the test stand so that the convex surface was on the top. Next, the temperature of the intermediate resin film was raised so as to follow the surface shape of the bent glass plate, and the intermediate resin film was deformed. In addition, the temperature of the intermediate resin film at this time is 20 ° C., 40 ° C., and 70 ° C. When the temperature is 20 ° C., the room temperature is 20 ° C., and 40 ° C. and 70 ° C. are desired by putting the intermediate resin film in a constant temperature bath. Temperature.
- Example 2 Production of laminated glass plate for vehicle [Example 1] A laminated glass plate for a vehicle was produced using the above-mentioned film B as an intermediate resin film and glass A as a bent glass plate.
- step 1 was performed in the same manner as in Example 1 except that the laminate was placed in a thermostat adjusted to 20 ° C. At this time, the intermediate resin film was insufficiently softened and did not deform so as to follow the surface shape of the bent glass plate. Since the obtained laminate had a lamination failure, the ends of the bent glass plates on both sides were pressed down to eliminate the gaps, and a heat resistant tape was applied and fixed. Thereafter, Steps 2 to 3 were performed in the same manner as in Example 1. As a result, the convex surface of the bent glass plate was pushed down and deformed, and the laminated glass was integrated with the curvature radius larger than that of the original curved surface. became.
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Fluid Mechanics (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Abstract
本発明は、2枚の曲げガラス板を中間樹脂フィルムを介して一体化させる車両用合わせガラス板の製造方法において、該2枚の曲げガラス板の間に該中間樹脂フィルムを積層し積層体とする工程1、該積層体の各層間を脱気する工程2、及び脱気後の該積層体を加熱・加圧処理し一体化させる工程3、を有し、該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、工程2より前に、前記曲げガラス板の表面形状に追従可能になるように該中間樹脂フィルムの温度を上昇させて該中間樹脂フィルムを変形させる工程A、を有することを特徴とする。該方法により、合わせガラス板の製造時に積層不良を抑制し、脱気処理時に薄いガラス板の破損・変形を防ぐことができる。
Description
本発明は、車両用合わせガラス板に関するものであり、特に板厚が薄い曲げガラス板を中間樹脂フィルムで一体化させた車両用軽量合わせガラス板に関する。
合わせガラスは2枚のガラス板を接着性フィルムを介して一体化させたガラス板であり、建築用や車両用の窓材として広く用いられている。上記の接着性のフィルムは、一般的にはポリビニルブチラール(以下「PVB」と記載することもある)樹脂や、エチレン-酢酸ビニル共重合(以下「EVA」と記載することもある)樹脂等が知られている。上記のような合わせガラスの中でも、特に車両の窓材としては、ガラス板に曲げ加工を施した曲げガラス板を2枚用いて、上記の接着性フィルムを介して一体化させた曲面合わせガラス板(以下、「車両用合わせガラス板」と記載することもある)が広く用いられている。曲面合わせガラス板は、通常、湾曲形状に曲げ成形されたガラス板を、該ガラス板同士の間に中間膜を介在させて水平方向に積層し、積層した前記ガラス板と前記中間膜とを加熱・加圧して圧着することによって得られる。
近年、車両を軽量化するさまざまな試みが行われており、その中で車両用の窓材についても軽量化が検討されている。窓材を軽量化する手法としては、主にガラス板の板厚を薄くすることが挙げられる。このような軽量化に伴い、板厚が薄くなったガラス板の耐久性を補うことを目的として、車外側のガラス板を車内側のガラス板よりも厚くし、車外側へ凸曲面が向くように車体に配置するという提案がなされている。
例えば、特許文献1には、複数枚のガラス板の最も薄いガラス板の板厚が1.6mm未満であって、且つ、前記複数枚のガラス板の、最も薄いガラス板の板厚と最も厚いガラス板の板厚との板厚差が0.5mm以上とした合わせガラスの製造方法が開示されている。当該文献では、水平方向に配置した金型を用いてガラス板を曲げ成形する際、板厚の薄いガラス板が熱によって下方へ垂れ易いことに起因する問題を解決することを目的として、薄いガラス板を下方に配置するように重ね合わせた状態で曲げ成形を行なうことを提案している。
上記の他にも、ガラス板の板厚を薄くすると、窓ガラスの遮音性が低下するという問題がある。例えば特許文献2では、軽量でかつ剛性と遮音性を有する合わせガラスを得る為に、1対のアウター層と、該アウター層に挟持されたコア層とを有し、周波数1Hz、温度20℃における貯蔵弾性率G’が2.0×106Pa以上である中間膜を接着性フィルムとして用いて、厚み0.3~1.8mmのガラス板を1対一体化させた、合わせガラスが提案されている。
また、例えば特許文献3には、ガラス板の薄板化に伴う窓ガラスの強度低下を抑制する目的で、接着性フィルムとして剛性を向上させた3元共重合体のアイオノマーを用いる手法が開示されている。
また、例えば特許文献4には、ガラス板の薄板化に伴って使用される剛性の高い合わせガラス用中間樹脂膜は、保存や搬送の為のロール状に巻き取り難いという問題が開示されている。当該文献では、高い剛性を持ちつつロール状体に巻き取り可能な柔軟性を有する、ポリアセタール樹脂、金属原子及び可塑剤を含有し、特定の貯蔵弾性率を示す合わせガラス用中間膜を提案している。
前述したように、近年、車両用合わせガラス板の厚みを薄くした車両用軽量合わせガラス板が求められている。しかし、遮音性や強度が不足してしまうという問題があり、例えば特許文献2、3に開示されたような接着性フィルムや剛性を向上させたフィルムを用いて、上記問題を解決しようとする試みがなされつつある。また、例えば特許文献4では、ロール状に巻き取り可能な柔軟性を有する高剛性の中間樹脂フィルムとするために、樹脂中に金属原子を含有させたフィルムが提案されている。
本発明者らが厚みの薄いガラス板を用いて実際に合わせガラスを作製したところ、地面に対して水平となるようにガラス板を置き、その上に接着性フィルムと厚みの薄いガラス板を積層した際に、接着性フィルムの種類によっては、薄いガラス板が該接着性フィルムに弾かれて動いたり、該接着性フィルムに押し上げられて端部が浮き上がってしまい、2枚のガラス板の間に大きな隙間を生じてしまう等、積層が不良になる現象が散見された。このように積層不良が生じたサンプルに外圧をかけて押さえ込み、該積層体の各層間の脱気を試みたところ、薄いガラス板が割れたり歪んだりして破損や変形が生じるという、従来では見られなかった新たな問題が生じることがわかった。さらに、フィルムの剛性を高くする程、上記の問題が生じ易くなることがわかった。
そこで本発明は、厚みの薄いガラス板を用いた車両用軽量合わせガラス板の製造時に積層不良を抑制し、脱気処理時に薄いガラス板を破損・変形させない手法を得ることを目的とした。
本発明者らは、上記課題に対して以下のような検討を行った。まず、地面に対して水平方向に置いた2枚の厚みの薄い曲げガラス板の間に中間樹脂フィルムを挟み、積層不良が生じている積層体の温度を上昇させた。すると、温度が上昇することによって該中間樹脂フィルムが軟化し、該中間樹脂フィルムの自重や該中間樹脂フィルム上の曲げガラス板の重みによって、該中間樹脂フィルムが曲げガラス板の表面形状に沿って変形した。このように中間樹脂フィルムを変形させ、積層不良を解消した後で脱気を行なったところ、上記課題を解決出来ることがわかった。また、この時、自動車のルーフガラスに使われるような、緩やかに曲がった曲げガラス板(例えば、曲率半径の最小値が約3000mm以上)の場合、前述した課題が生じ難いことがわかった。
上記で得られた知見を基にさらなる検討を行ったところ、室温で剛性の高い中間樹脂フィルムでも上記の方法を用いることが可能であり、さらに、中間樹脂フィルムを変形させた後に中間樹脂フィルムの温度を室温へ戻しても、変形後の形状を維持することが可能であることがわかった。
すなわち本発明は、2枚の曲げガラス板を、中間樹脂フィルムを介して一体化させる車両用合わせガラス板の製造方法において、
該2枚の曲げガラス板の間に該中間樹脂フィルムを積層し積層体とする工程1、
該積層体の各層間を脱気する工程2、及び
脱気後の該積層体を加熱・加圧処理し一体化させる工程3、を有し、
該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、
該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、
工程2より前に、前記曲げガラス板の表面形状に追従可能になるように該中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程A、を有することを特徴とする車両用軽量合わせガラス板の製造方法である。
該2枚の曲げガラス板の間に該中間樹脂フィルムを積層し積層体とする工程1、
該積層体の各層間を脱気する工程2、及び
脱気後の該積層体を加熱・加圧処理し一体化させる工程3、を有し、
該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、
該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、
工程2より前に、前記曲げガラス板の表面形状に追従可能になるように該中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程A、を有することを特徴とする車両用軽量合わせガラス板の製造方法である。
本発明により、厚みの薄いガラス板を用いた車両用軽量合わせガラス板の製造時に積層不良を抑制し、脱気処理時に薄いガラス板を破損・変形させない手法を得ることが可能となった。
1:用語の説明
本明細書に用いる用語を以下に説明する。
本明細書に用いる用語を以下に説明する。
(貯蔵弾性率)
本明細書の「貯蔵弾性率」は、中間樹脂フィルムを、幅約9mm×長さ約30mmの大きさに切り出して測定用サンプルとし、動的粘弾性測定装置(Exstar DMS7100、株式会社日立ハイテクサイエンス製)を用いて測定した値を用いた。測定は、上記の測定用サンプルの測定長が10mmとなるように上記測定装置に取り付け、測定条件を引張モード、周波数10Hz、昇温速度2℃/minとして、-20℃~100℃の温度領域で貯蔵弾性率を測定した。
本明細書の「貯蔵弾性率」は、中間樹脂フィルムを、幅約9mm×長さ約30mmの大きさに切り出して測定用サンプルとし、動的粘弾性測定装置(Exstar DMS7100、株式会社日立ハイテクサイエンス製)を用いて測定した値を用いた。測定は、上記の測定用サンプルの測定長が10mmとなるように上記測定装置に取り付け、測定条件を引張モード、周波数10Hz、昇温速度2℃/minとして、-20℃~100℃の温度領域で貯蔵弾性率を測定した。
(曲げ、曲面)
本明細書における「曲げ」及び「曲面」とは、ガラス板の表面形状が曲面を有することを指すものとする。また、平らなガラス板を曲げ加工して得た場合や、ガラスを板成型する際に曲面形状を有する形状に成型した場合等、曲面を形成する過程によらず、曲面を有しているものを「曲げ」及び「曲面」と記載するものとする。
本明細書における「曲げ」及び「曲面」とは、ガラス板の表面形状が曲面を有することを指すものとする。また、平らなガラス板を曲げ加工して得た場合や、ガラスを板成型する際に曲面形状を有する形状に成型した場合等、曲面を形成する過程によらず、曲面を有しているものを「曲げ」及び「曲面」と記載するものとする。
(軽量合わせガラス板)
本明細書における「軽量合わせガラス板」とは、厚みが2.0mm以下のガラス板を、少なくとも1枚用いた合わせガラス板を指すものとする。また、合わせガラス板に用いる曲げガラス板の厚みの合計が4mm以下となるものとしてもよい。
本明細書における「軽量合わせガラス板」とは、厚みが2.0mm以下のガラス板を、少なくとも1枚用いた合わせガラス板を指すものとする。また、合わせガラス板に用いる曲げガラス板の厚みの合計が4mm以下となるものとしてもよい。
(積層不良)
本明細書における「積層不良」とは、前述したように、曲げガラス板と中間樹脂フィルムとを重ねた際に、曲げガラス板が中間樹脂フィルムによって押し出されて位置ズレを生じたり、該接着性フィルムに押し上げられて端部が浮き上がったりして、結果的に2枚のガラス板の間に部分的な隙間を生じてしまう状態を指すものとする。また、積層不良が生じている場合、積層された中間樹脂フィルムと曲げガラス板との間に隙間が生じるとしてもよい。なお、当該「隙間」は脱気不足や2枚の曲げガラス板の形状の不一致によって生じる隙間は除くものとする。また、積層時に僅かな隙間が生じたとしても、作業者が手で軽く押さえたり、脱気処理を行うための器具の装着を行う等、弱い外力を加えた程度で隙間がなくなる場合は、当該「積層不良」には含めないものとする。
本明細書における「積層不良」とは、前述したように、曲げガラス板と中間樹脂フィルムとを重ねた際に、曲げガラス板が中間樹脂フィルムによって押し出されて位置ズレを生じたり、該接着性フィルムに押し上げられて端部が浮き上がったりして、結果的に2枚のガラス板の間に部分的な隙間を生じてしまう状態を指すものとする。また、積層不良が生じている場合、積層された中間樹脂フィルムと曲げガラス板との間に隙間が生じるとしてもよい。なお、当該「隙間」は脱気不足や2枚の曲げガラス板の形状の不一致によって生じる隙間は除くものとする。また、積層時に僅かな隙間が生じたとしても、作業者が手で軽く押さえたり、脱気処理を行うための器具の装着を行う等、弱い外力を加えた程度で隙間がなくなる場合は、当該「積層不良」には含めないものとする。
2:各構成部材
本発明に用いることが可能な各部材について以下に説明する。
本発明に用いることが可能な各部材について以下に説明する。
(曲げガラス板)
本発明に用いる曲げガラス板は、隙間なく重ねられる透明の2枚の曲げガラス板であればよく、特に限定されるものではない。曲げガラス板として用いるガラスの種類としては、所望の光学特性等を達成出来れば良く、例えばソーダライムガラスや、紫外線・赤外線等を吸収する着色ガラス等が挙げられる。また、異なる種類のガラスの曲げガラス板を2枚組み合わせるのでもよい。
本発明に用いる曲げガラス板は、隙間なく重ねられる透明の2枚の曲げガラス板であればよく、特に限定されるものではない。曲げガラス板として用いるガラスの種類としては、所望の光学特性等を達成出来れば良く、例えばソーダライムガラスや、紫外線・赤外線等を吸収する着色ガラス等が挙げられる。また、異なる種類のガラスの曲げガラス板を2枚組み合わせるのでもよい。
曲げガラス板の形状は所望の形状であればよく、例えば車両用のウィンドシールド等に用いる場合は、三次元的に予め曲げられたガラス板が広く用いられる。この時、ガラス板はガラスの中央部と端部、垂直方向と水平方向等複雑に曲がっているので、曲率半径は場所によって大きく異なる。一般的にはガラスの中央部よりも端部の方が曲がりが大きく、曲率半径は端部の方が小さくなる。例えば、車両用のウィンドシールドの中には、曲率半径の最小値が300mm、最大値が20000mmとなるような曲がりを有する複雑な曲面形状を有するものがある。本発明者らの検討によって、前述した積層不良は曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であるとき、積層不良を生じ易いことがわかった。また、好ましくは300~2800mm、より好ましくは500~2500mmとしてもよい。なお、曲率半径の最小値が2900mmを超えるような緩やかに曲がった曲げガラス板を用いる場合、前述した課題は生じ難いと考えられるが、曲率半径が2900mmを超える曲げガラス板を用いる場合でも、本発明の手法を用いて車両用軽量合わせガラスを得てもよい。
本発明に用いる曲げガラス板のうち少なくとも1枚の板厚は、0.1mm以上、2.0mm以下の範囲内となるものである。好ましくは下限を0.3mm以上、さらに好ましくは0.4mm以上、上限を好ましくは1.8mm以下、さらに好ましくは1.5mm以下としてもよい。また、もう一方のガラス板の板厚は適宜選択されればよいが、軽量化の点から、合わせガラス板に用いる曲げガラス板の厚みの合計が4mm以下となるように選択するのが好ましい。
また、使用する曲げガラス板としては、化学強化処理、風冷強化処理、倍強化処理等、各種強化処理を施されたものを用いてもよい。特にガラス板の板厚が小さくなるにつれてガラスの強度は低下する傾向にあることから、化学強化処理された曲げガラス板を用いるのが好適である。
(中間樹脂フィルム)
中間樹脂フィルムは、通常、2枚の曲げガラス板の間に配置され、2枚の曲げガラス板を一体化させるものだが、前述した通り、車両用軽量合わせガラス板の場合、従来通りの手法では積層不良を生じ、脱気処理を行う際に薄い方のガラス板が損傷・変形してしまう。そこで本発明では、曲げガラス板の表面形状に追従可能になるように当該中間樹脂フィルムの温度を上昇させ、軟化した該中間樹脂フィルムを変形させることによって、前述した積層不良を解消できることを見出した。
中間樹脂フィルムは、通常、2枚の曲げガラス板の間に配置され、2枚の曲げガラス板を一体化させるものだが、前述した通り、車両用軽量合わせガラス板の場合、従来通りの手法では積層不良を生じ、脱気処理を行う際に薄い方のガラス板が損傷・変形してしまう。そこで本発明では、曲げガラス板の表面形状に追従可能になるように当該中間樹脂フィルムの温度を上昇させ、軟化した該中間樹脂フィルムを変形させることによって、前述した積層不良を解消できることを見出した。
本発明で用いる中間樹脂フィルムとしては、常温でフィルム形状をとる熱可塑性樹脂、又は熱可塑性樹脂を有するフィルムを用いるのが望ましい。上記のような熱可塑性樹脂としては、一般的に利用されているポリビニルブチラール樹脂(以下PVB樹脂と記載することもある)又はEVA樹脂を含むホットメルトタイプの接着剤が挙げられる。また、アイオノマー樹脂やウレタン樹脂、シクロオレフィンポリマー樹脂、エラストマー樹脂、及びそれらを組み合わせて多層にしたものも使用できる。特にアイオノマー樹脂は剛性が高いため、ガラス板の薄板化に伴う強度低下を抑制することが可能であり、好適に用いることが可能である。また、一部が着色したもの、遮音機能を有する層を熱可塑性樹脂でサンドイッチしたもの、厚さに傾斜があるもの、表面にエンボス加工が処理されたもの、剛性を高めたものなども使用できる。また、樹脂中に紫外線吸収剤、抗酸化剤、帯電防止剤、熱安定剤、着色剤、接着調整剤を適宜添加配合したものでも良く、特に近赤外線を吸収する微粒子を分散させたものは、高性能な遮熱機能を付与することが可能なため好ましく利用できる。
中間樹脂フィルムは、貯蔵弾性率が大きいほど曲がり難く、小さいほど曲がり易い。本発明は、特に室温で曲げガラス板の曲面に形状追従し難い中間樹脂フィルムに有用である。例えば、使用する中間樹脂フィルムとしては、20℃における貯蔵弾性率が、5×108~3×109Paの範囲内であることが好ましいとしてもよい。また、より好ましくは7×108~2×109Paとしてもよい。
中間樹脂フィルムの厚みは特に限定するものではないが、一般的に厚い程剛性が高くなると考えられることから、積層時に曲げガラス板の曲面に形状追従させることが可能な程度とすることが望ましい。また、曲面合わせガラス板の視認性の観点からも、適度な厚みであることが好ましい。例えば、500~1500μmとしてもよい。
前述したように、本発明では曲げガラス板の表面形状に追従可能となるように、該中間樹脂フィルムの温度を上昇させ、軟化させることによって該中間樹脂フィルムを変形させるものである。変形後の当該中間樹脂フィルムは、曲げガラス板の表面形状に追従可能な曲面形状を有し、本発明の工程3や工程Bを経るまでは、曲げガラス板と接着していないものとする。また、当該中間樹脂フィルムは、変形時の温度より温度を下げて室温程度(例えば、10~28℃程度)とした場合でも、変形後の曲面形状は維持される。
また、変形後の当該中間樹脂フィルムを軟化させる前の温度(例えば、室温程度)に戻した場合、ある特定温度において、変形前後で中間樹脂フィルムの貯蔵弾性率は大きく変わらないと考えられる。従って、変形後の中間樹脂フィルムの20℃における貯蔵弾性率が、5×108~3×109Paの範囲内であるのが好ましいとしてもよい。
(車両用軽量合わせガラス板)
本発明によって得られる曲面合わせガラス板は、2枚の曲げガラス板が中間樹脂フィルムを介して一体化されたものである。また、曲げガラス板の曲率半径の最小値が200~2900mmの範囲内、曲げガラス板の少なくとも1枚の板厚が0.1~2.0mmの範囲内であり、従来の車両用合わせガラス板よりも軽量化されたものである。用いる曲げガラス板の板厚が異なる場合、強度の点から板厚が薄い方が車内側に配置されるようにするのが好ましい。
本発明によって得られる曲面合わせガラス板は、2枚の曲げガラス板が中間樹脂フィルムを介して一体化されたものである。また、曲げガラス板の曲率半径の最小値が200~2900mmの範囲内、曲げガラス板の少なくとも1枚の板厚が0.1~2.0mmの範囲内であり、従来の車両用合わせガラス板よりも軽量化されたものである。用いる曲げガラス板の板厚が異なる場合、強度の点から板厚が薄い方が車内側に配置されるようにするのが好ましい。
また、本発明によって得られる好適な車両用軽量合わせガラス板は、2枚の曲げガラス板を、中間樹脂フィルムを介して一体化された車両用軽量合わせガラス板において、該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、該中間樹脂フィルムの20℃における貯蔵弾性率が5×108~3×109Paの範囲内であることを特徴とする車両用軽量合わせガラス板である。
また、車両用軽量合わせガラス板の光学特性は用途に応じて適宜決定されればよく、特に限定されるものではない。例えば車両用のウィンドシールド等に用いる場合は、運転者の視認性を確保するために、可視光線透過率を70%以上とするのが望ましい。
また、該車両用軽量合わせガラス板は、機能性フィルムを有してもよい。例えば、中間樹脂フィルムを2枚用いて、該中間樹脂フィルムの間に機能性フィルムを挟持させるものでも、曲げガラス板と中間樹脂フィルムとの間に機能性フィルムを挟持させるものでもよい。当該機能性フィルムとしては、例えば遮熱フィルム、紫外線遮蔽フィルム、液晶フィルム、位相差フィルム、導光フィルム、光拡散フィルム、遮音フィルム、導電性フィルム、意匠性フィルム、調光フィルム等が挙げられる。
3:車両用軽量合わせガラス板の製造方法
本発明は、2枚の曲げガラス板を、中間樹脂フィルムを介して一体化させる車両用合わせガラス板の製造方法において、
該2枚の曲げガラス板の間に該中間樹脂フィルムを積層し積層体とする工程1、
該積層体の各層間を脱気する工程2、及び
脱気後の該積層体を加熱・加圧処理し一体化させる工程3、を有し、
該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、
該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、
工程2より前に、前記曲げガラス板の表面形状に追従可能になるように該中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程A、を有することを特徴とする車両用軽量合わせガラス板の製造方法である。
本発明は、2枚の曲げガラス板を、中間樹脂フィルムを介して一体化させる車両用合わせガラス板の製造方法において、
該2枚の曲げガラス板の間に該中間樹脂フィルムを積層し積層体とする工程1、
該積層体の各層間を脱気する工程2、及び
脱気後の該積層体を加熱・加圧処理し一体化させる工程3、を有し、
該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、
該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、
工程2より前に、前記曲げガラス板の表面形状に追従可能になるように該中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程A、を有することを特徴とする車両用軽量合わせガラス板の製造方法である。
(工程A)
工程Aは、工程2より前に、前記曲げガラス板の表面形状に追従可能となるように、中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程である。中間樹脂フィルムが曲げガラス板の曲面形状に追従しないと積層不良が生じてしまい、積層不良が解消されないと、工程2の脱気処理時に積層体に脱気用の装置や器具を取り付けたり、積層体の脱気を行なった際、曲げガラス板が割れたり歪んだりする場合がある。従って、工程2より前に積層不良を解消するため、該工程Aを行なう。また、工程Aは必要に応じて複数回行なってもよい。
工程Aは、工程2より前に、前記曲げガラス板の表面形状に追従可能となるように、中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程である。中間樹脂フィルムが曲げガラス板の曲面形状に追従しないと積層不良が生じてしまい、積層不良が解消されないと、工程2の脱気処理時に積層体に脱気用の装置や器具を取り付けたり、積層体の脱気を行なった際、曲げガラス板が割れたり歪んだりする場合がある。従って、工程2より前に積層不良を解消するため、該工程Aを行なう。また、工程Aは必要に応じて複数回行なってもよい。
工程Aの際の中間樹脂フィルムの温度は、中間樹脂フィルムを変形可能な程度に軟化させるのが可能であり、かつ中間樹脂フィルムに接着性が生じない温度であればよく、用いる中間樹脂フィルムの種類によって適宜選択されればよい。例えば35℃以上、65℃未満としてもよい。より好ましくは下限を40℃以上、上限を55℃以下としてもよい。
工程Aにおいて、中間樹脂フィルムを変形させる方法は特に限定されるものではないが、中間樹脂フィルムの自重や積層体を形成した際の曲げガラス板の重み等によって、変形させるのが簡便である。例えば、曲げガラス板や、曲げガラス板の表面形状を模した金型等を地面や作業台上に水平方向に置き、さらに該曲げガラス板や金型の上に該中間樹脂フィルムを水平方向に積層した後で、該中間樹脂フィルムの温度を上昇させ、軟化させることによって、該中間樹脂フィルムを自重によって変形させることが可能となる。この時、曲げガラス板や金型は、凸面上や凹面上に中間樹脂フィルムを積層出来るように配置するのが好適である。また、工程1の後に当該工程Aを行なう場合は、中間樹脂フィルムの上に積層した曲げガラス板の重みによって、該中間樹脂フィルムの変形が促進されるため好ましい。
また、前記工程Aは、前記中間樹脂フィルムを加熱して該中間樹脂フィルムの貯蔵弾性率を1×107~3.5×108Paの範囲内とする工程を含むのが好ましい。貯蔵弾性率が3.5×108Paを超えると中間樹脂フィルムの軟化が足りず変形させ難い、又は室温へ戻した後に変形後の曲面形状が維持されない等の場合がある。また、下限値は特に限定するものではないが、例えば1×107Pa未満だと曲げガラス板と接着し易くなることがある。より好ましくは1.5×107Pa以上、3×108Pa以下としてもよい。
上記の加熱方法は特に限定するものではないが、加熱し過ぎると中間樹脂フィルムが曲げガラス板表面に接着してしまい、その後の工程2で脱気不良を生じ易くなることから、接着性が生じない程度の温度で加熱可能な装置を用いるのが望ましい。例えば、温風を吹き付けたり、温度調節した環境に放置したりしてもよく、電気炉やヒーター、加熱可能なロール、恒温槽等を用いてもよい。
工程Aは、前記工程1を開始するより前に行なうものでも、工程1で積層を行なっている最中に行なうものでも、工程1で積層不良のある状態で積層した後に工程Aを行なって当該積層不良を解消するものでもよいが、前記工程1以後に行うものであるのが好ましい。これは、軟化した状態の中間樹脂フィルムを、曲げガラス板に積層する為に持ち上げたり動かしたりすると、中間樹脂フィルムにさらなる変形が生じ工程Aで得た曲面形状が損なわれる場合がある為である。この意図しない変形を防ぐためには、中間樹脂フィルムに変形が生じない程度まで該中間樹脂フィルムの温度を下げる必要があり、作業性が低下することがある。工程1以後に工程Aを行なう場合、1枚の曲げガラス板と中間樹脂フィルムとを積層し、この状態で工程Aを行った後、もう2枚目の曲げガラス板を積層するものでもよいし、2枚の曲げガラス板の間に中間樹脂フィルムを積層した後で、工程Aを行なうものでもよい。
また一方で、前述したように、工程Aで変形させた中間樹脂フィルムは、該フィルムの温度が室温程度まで戻っても、変形によって得た曲面形状は維持され、積層不良が再発しないことがわかった。そのため、工程Aを経て変形させた中間樹脂フィルムを予め作製した後に工程1を行うと、従来通りの車両用合わせガラス板の製造ラインを用いて製造することが可能となる。また、工程Aで中間樹脂フィルムの温度を上昇させると、温度や脱気方法によっては脱気処理を行う為の作業がし難くなる場合がある。すなわち、前記工程1又は工程2は、変形後の前記中間樹脂フィルムの温度を室温とした後に行なうものとするのが好ましい。特に工程2の前に該中間樹脂フィルムの温度を室温程度とするのが好適である。なお、上記の「室温」とは、10~28℃、より好ましくは10~25℃としてもよい。
(工程1)
工程1は、2枚の曲げガラス板の間に中間樹脂フィルムを積層し積層体とする工程である。積層は、曲げガラス板の上に、順に中間樹脂フィルム、曲げガラス板、と各部材を積層するものでも、治具等に立てかけて順に各部材を重ね合わせるものでもよい。また、積層時は曲げガラス板が破損したり歪んだりするのを防ぐために、当該曲げガラス板に外力等が極力加わらないようにするのが好ましい。
工程1は、2枚の曲げガラス板の間に中間樹脂フィルムを積層し積層体とする工程である。積層は、曲げガラス板の上に、順に中間樹脂フィルム、曲げガラス板、と各部材を積層するものでも、治具等に立てかけて順に各部材を重ね合わせるものでもよい。また、積層時は曲げガラス板が破損したり歪んだりするのを防ぐために、当該曲げガラス板に外力等が極力加わらないようにするのが好ましい。
前述したように、工程1の前に工程Aを行うものでも、工程1以後に工程Aを行なうものでもよいが、工程1以後に工程Aを行なうのが好ましい。なお、工程1によって得られる積層体は、各部材が積層されただけの状態であり、特に一体化はされていない。
(工程2)
工程2は、積層体の各層間を脱気する工程である。本発明では工程2を開始するより前に工程Aを経ていることから、工程2で脱気する積層体は積層不良を生じていないものである。脱気方法は公知のもので良く、ロールを用いて各層間の空気を押し出す方法や、減圧によって各層間を減圧し脱気する方法等が挙げられる。曲げガラス板の板厚が小さいと強度も小さくなることから、曲げガラス板の板厚や形状によっては、ロールを用いて脱気を行なうと曲げガラス板に割れ等が生じてしまう場合がある。そのため、工程2は、積層体の各層間を減圧することによって脱気を行なうものであるのが好ましい。
工程2は、積層体の各層間を脱気する工程である。本発明では工程2を開始するより前に工程Aを経ていることから、工程2で脱気する積層体は積層不良を生じていないものである。脱気方法は公知のもので良く、ロールを用いて各層間の空気を押し出す方法や、減圧によって各層間を減圧し脱気する方法等が挙げられる。曲げガラス板の板厚が小さいと強度も小さくなることから、曲げガラス板の板厚や形状によっては、ロールを用いて脱気を行なうと曲げガラス板に割れ等が生じてしまう場合がある。そのため、工程2は、積層体の各層間を減圧することによって脱気を行なうものであるのが好ましい。
脱気方法として上記の減圧する方法を用いる場合は、ゴム系の樹脂でできたチューブを積層体の周縁に装着し排気ノズルから空気を排気して脱気する方法や、真空バッグの中に該積層体を入れて、排気ノズルから空気を排気することにより脱気する方法等が挙げられる。
(工程3)
工程3は、脱気後の該積層体を加熱・加圧処理し一体化させる工程である。積層体を加圧環境下で加熱し、該積層体を一体化させる。当該工程は、汎用的なオートクレーブを用いるのが簡便であり好ましい。オートクレーブを用いる場合は、中間樹脂フィルムの種類に応じて圧力や温度を適宜選択して一体化を行う。例えば、PVB樹脂やEVA樹脂を用いた場合は、最高温度が100~150℃の範囲内となるまで温度を上昇させた後、20~40分間該温度近傍を維持することにより上記の一体化が可能となる。この時、0.9~1.5MPaの圧力範囲内となるように加圧を行う。加圧と加熱の順番はどちらが先でも、また同時に行うものでもよい。また、加熱過程の途中から加圧を行ってもよい。なお、ガラス板を損傷しないのであれば加熱可能なプレス機等を用いてもよい。
工程3は、脱気後の該積層体を加熱・加圧処理し一体化させる工程である。積層体を加圧環境下で加熱し、該積層体を一体化させる。当該工程は、汎用的なオートクレーブを用いるのが簡便であり好ましい。オートクレーブを用いる場合は、中間樹脂フィルムの種類に応じて圧力や温度を適宜選択して一体化を行う。例えば、PVB樹脂やEVA樹脂を用いた場合は、最高温度が100~150℃の範囲内となるまで温度を上昇させた後、20~40分間該温度近傍を維持することにより上記の一体化が可能となる。この時、0.9~1.5MPaの圧力範囲内となるように加圧を行う。加圧と加熱の順番はどちらが先でも、また同時に行うものでもよい。また、加熱過程の途中から加圧を行ってもよい。なお、ガラス板を損傷しないのであれば加熱可能なプレス機等を用いてもよい。
(フィルム切除工程)
中間樹脂フィルムの面積が曲げガラス板の面積より大きい場合、該中間樹脂フィルムが積層体からはみ出してしまう。当該フィルムがはみ出した状態だと、特に各層間を減圧して脱気する際に、余剰分が脱気を妨げることがある。また、一体化させる際に、余剰分がガラス表面等に回りこんで接着し、外観不良となることがある。そのため、工程2より前に、前記積層体の端部よりはみ出た前記中間樹脂フィルムの余剰分を除去する工程を有するのが好ましい。除去方法は公知のものを用いればよく、例えばカッター等で切り取ることが挙げられる。また、該中間樹脂フィルムの温度が上昇し軟化した状態で当該工程を行うと、フィルムの切除が容易である為好ましい。
中間樹脂フィルムの面積が曲げガラス板の面積より大きい場合、該中間樹脂フィルムが積層体からはみ出してしまう。当該フィルムがはみ出した状態だと、特に各層間を減圧して脱気する際に、余剰分が脱気を妨げることがある。また、一体化させる際に、余剰分がガラス表面等に回りこんで接着し、外観不良となることがある。そのため、工程2より前に、前記積層体の端部よりはみ出た前記中間樹脂フィルムの余剰分を除去する工程を有するのが好ましい。除去方法は公知のものを用いればよく、例えばカッター等で切り取ることが挙げられる。また、該中間樹脂フィルムの温度が上昇し軟化した状態で当該工程を行うと、フィルムの切除が容易である為好ましい。
(予備接着工程)
工程3で積層体を一体化させる際、積層体内に残留した水分や中間樹脂フィルムに含まれる成分等が加熱によって揮発し、積層体内に気泡が生じることがある。また、加熱や加圧の条件によっては、曲げガラス板と中間樹脂フィルムとの間に空気が侵入してしまうことがある。そのため、予め中間樹脂フィルムに接着性が生じる程度の、工程3よりも緩やかな条件で積層体の加熱と加圧を行ない、上記の泡を抑制又は除去するのが好ましい。これを本明細書では「予備接着工程」と記載する。
工程3で積層体を一体化させる際、積層体内に残留した水分や中間樹脂フィルムに含まれる成分等が加熱によって揮発し、積層体内に気泡が生じることがある。また、加熱や加圧の条件によっては、曲げガラス板と中間樹脂フィルムとの間に空気が侵入してしまうことがある。そのため、予め中間樹脂フィルムに接着性が生じる程度の、工程3よりも緩やかな条件で積層体の加熱と加圧を行ない、上記の泡を抑制又は除去するのが好ましい。これを本明細書では「予備接着工程」と記載する。
予備接着工程時の温度は、最高温度が中間樹脂フィルムのガラス転移温度+10℃以上、工程3の最高温度-10℃以下程度となるように加熱するのが望ましく、好ましくは70~100℃としてもよい。すなわち、前記工程2以後、前記工程3より前に、上記積層体を70~100℃で加熱し、前記積層体を予備接着する工程Bを有するのが好ましい。また、より好ましくは80~100℃としてもよい。また、当該工程Bは、加熱して70~100℃まで温度を上昇させた後、10~30分程度の間、該温度を維持することが好ましい。また、当該工程Bにオートクレーブを用いる場合、0.1~0.5MPaの圧力範囲内となるように加圧し、加圧状態を30~60分程度の間維持することが好ましい。また、予備接着工程は必要に応じて複数回行なってもよく、その際、各予備接着工程の加熱や加圧条件が異なっていても同じでもよい。
本発明の実施例及び比較例を以下に記載する。
1:中間樹脂フィルムの評価
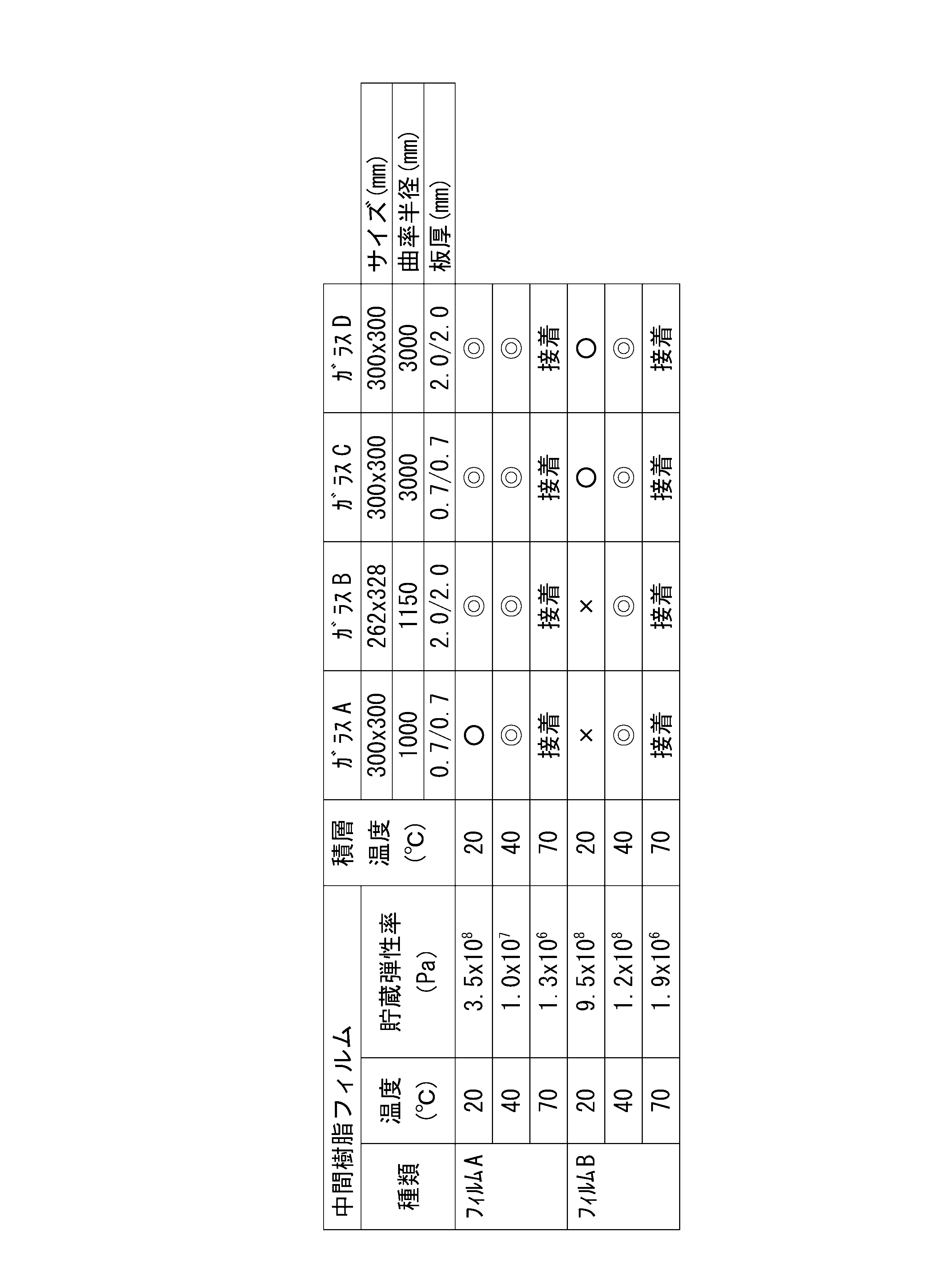
中間樹脂フィルムと曲げガラス板とを用いて、積層不良が発生するか否かを調べた。また、中間樹脂フィルムについては、貯蔵弾性率の測定も行った。中間樹脂フィルムとしては、フィルムA(イーストマンケミカル社製Saflex standard clear PVB、RF41)、及びフィルムB(イーストマンケミカル社製Saflex high impact, hurricane, and storm PVB、DG41)を用いた。また、曲げガラス板はソーダライムガラス板を用い、使用したソーダライムガラス板については表1にサイズ、曲率半径の最小値、及び板厚が異なるガラスA~Dを記載した。また、板厚については、例えば0.7mmのガラス板を2枚用いた場合は「0.7/0.7」と記載した。
中間樹脂フィルムと曲げガラス板とを用いて、積層不良が発生するか否かを調べた。また、中間樹脂フィルムについては、貯蔵弾性率の測定も行った。中間樹脂フィルムとしては、フィルムA(イーストマンケミカル社製Saflex standard clear PVB、RF41)、及びフィルムB(イーストマンケミカル社製Saflex high impact, hurricane, and storm PVB、DG41)を用いた。また、曲げガラス板はソーダライムガラス板を用い、使用したソーダライムガラス板については表1にサイズ、曲率半径の最小値、及び板厚が異なるガラスA~Dを記載した。また、板厚については、例えば0.7mmのガラス板を2枚用いた場合は「0.7/0.7」と記載した。
(中間樹脂フィルムの貯蔵弾性率)
上記のフィルムA、Bについて、以下の方法で貯蔵弾性率を測定した。まず、各フィルムを、幅約9mm×長さ約30mmの大きさに切り出して測定用サンプルとし、次に、動的粘弾性測定装置(Exstar DMS7100、株式会社日立ハイテクサイエンス製)を用いて測定した。測定は、上記の測定用サンプルの測定長が10mmとなるように上記測定装置に取り付け、測定条件を引張モード、周波数10Hz、昇温速度2℃/minとして、-20℃~100℃の温度領域で貯蔵弾性率を測定した。
上記のフィルムA、Bについて、以下の方法で貯蔵弾性率を測定した。まず、各フィルムを、幅約9mm×長さ約30mmの大きさに切り出して測定用サンプルとし、次に、動的粘弾性測定装置(Exstar DMS7100、株式会社日立ハイテクサイエンス製)を用いて測定した。測定は、上記の測定用サンプルの測定長が10mmとなるように上記測定装置に取り付け、測定条件を引張モード、周波数10Hz、昇温速度2℃/minとして、-20℃~100℃の温度領域で貯蔵弾性率を測定した。
また、後述する積層不良の評価実験において、各フィルムの温度を20℃、40℃、70℃とした為、表1には20℃、40℃、70℃の時の貯蔵弾性率を記載した。
(積層不良の評価)
積層不良を以下の試験によって評価した。まず、試験台上に、凸面が上になるように、曲げガラス板、中間樹脂フィルム、曲げガラス板をこの順で積層した。次に、曲げガラス板の表面形状に沿うように該中間樹脂フィルムの温度を上昇させ、該中間樹脂フィルムを変形させた。なお、この時の中間樹脂フィルムの温度は20℃、40℃、70℃であり、20℃の時は室温を20℃とし、40℃と70℃は中間樹脂フィルムを恒温槽に入れることによって所望の温度とした。
積層不良を以下の試験によって評価した。まず、試験台上に、凸面が上になるように、曲げガラス板、中間樹脂フィルム、曲げガラス板をこの順で積層した。次に、曲げガラス板の表面形状に沿うように該中間樹脂フィルムの温度を上昇させ、該中間樹脂フィルムを変形させた。なお、この時の中間樹脂フィルムの温度は20℃、40℃、70℃であり、20℃の時は室温を20℃とし、40℃と70℃は中間樹脂フィルムを恒温槽に入れることによって所望の温度とした。
次に、曲げガラス板間に隙間が生じるか否かを観察し、曲げガラス板間に隙間がなかったものを◎、多少の隙間はあるが軽い力で押さえると隙間がなくなるものを○、隙間が大きく強い力で押さえないと隙間がなくならないものを×、曲げガラス板と接着したものを「接着」、として、結果を表1に記載した。なお、「○」は多少の隙間を有するものではあるが、脱気処理用の装置に設置したり、各層間を軽く減圧させたりすることで隙間をなくすことが可能なものである。
2:車両用合わせガラス板の作製
[実施例1]
中間樹脂フィルムとして上記のフィルムB、曲げガラス板としてガラスA、を用いて、車両用合わせガラス板を作製した。
[実施例1]
中間樹脂フィルムとして上記のフィルムB、曲げガラス板としてガラスA、を用いて、車両用合わせガラス板を作製した。
(工程1)
まず、曲げガラス板の凸面を上にして水平方向に置き、曲げガラス板、中間樹脂フィルム、及び曲げガラス板の順に積層し積層体を得た。
まず、曲げガラス板の凸面を上にして水平方向に置き、曲げガラス板、中間樹脂フィルム、及び曲げガラス板の順に積層し積層体を得た。
(工程A)
次に、得られた積層体を40℃に設定した恒温槽に入れ、凸面を上にして水平方向に置き約20秒保持した。この時、温度が上昇し軟化した中間樹脂フィルムは、該中間樹脂フィルムの上に配置された曲げガラス板の重みによって変形し、曲げガラス板の曲面に追従した。
次に、得られた積層体を40℃に設定した恒温槽に入れ、凸面を上にして水平方向に置き約20秒保持した。この時、温度が上昇し軟化した中間樹脂フィルムは、該中間樹脂フィルムの上に配置された曲げガラス板の重みによって変形し、曲げガラス板の曲面に追従した。
(工程2)
次に、工程Aによって得られた積層体を真空バッグ内に入れ、排気ノズルから空気を排気することによって各層間を脱気した。
次に、工程Aによって得られた積層体を真空バッグ内に入れ、排気ノズルから空気を排気することによって各層間を脱気した。
(工程B)
次に、脱気後の積層体をオートクレーブ内に入れ、予備接着を行なった。この時、温度を90℃、圧力を0.25MPaに設定し、温度保持時間を20分とした。
次に、脱気後の積層体をオートクレーブ内に入れ、予備接着を行なった。この時、温度を90℃、圧力を0.25MPaに設定し、温度保持時間を20分とした。
(工程3)
次に、オートクレーブの温度を135℃、圧力を1MPaに設定し、温度保持時間を30分として加圧・加熱処理を行い、上記の積層体を一体化させて車両用合わせガラスを得た。
次に、オートクレーブの温度を135℃、圧力を1MPaに設定し、温度保持時間を30分として加圧・加熱処理を行い、上記の積層体を一体化させて車両用合わせガラスを得た。
[比較例1]
上記の工程Aと同様に、20℃に調整した恒温槽内に積層体を入れた他は、実施例1と同様の方法で工程1を行なった。この時、中間樹脂フィルムは軟化が不十分となり、曲げガラス板の表面形状に追従するような変形を生じなかった。得られた積層体は積層不良を生じたため、両面の曲げガラス板の端部を押さえつけて隙間をなくした状態とし、耐熱テープを貼って固定した。その後、実施例1と同様に工程2~工程3を行ったところ、曲げガラス板の凸面が押し下げられて変形し、当初の曲面よりも曲率半径が大きくなった状態で一体化された合わせガラスとなった。
上記の工程Aと同様に、20℃に調整した恒温槽内に積層体を入れた他は、実施例1と同様の方法で工程1を行なった。この時、中間樹脂フィルムは軟化が不十分となり、曲げガラス板の表面形状に追従するような変形を生じなかった。得られた積層体は積層不良を生じたため、両面の曲げガラス板の端部を押さえつけて隙間をなくした状態とし、耐熱テープを貼って固定した。その後、実施例1と同様に工程2~工程3を行ったところ、曲げガラス板の凸面が押し下げられて変形し、当初の曲面よりも曲率半径が大きくなった状態で一体化された合わせガラスとなった。
以上より、本発明により厚みの薄いガラス板を用いた場合でも、積層不良を抑制可能であることがわかった。一方で、中間樹脂フィルム比較例1では積層不良が生じた。当該積層不良を、大きな外力を加えることによって解消して工程2を行うと、工程2で曲げガラス板の曲面形状がなくなるように曲げガラス板が変形してしまい、そのまま工程3を行なっても曲げガラス板の変形が継続されることがわかった。当該比較例1では幅1m未満の小サイズのガラス板を用いたが、車両用の窓材として用いる場合は幅1m以上の大サイズのガラス板を用いる場合があり、そのような場合に比較例1のような変形を生じると、工程2や工程3で破損する可能性があると推測される。
Claims (9)
- 2枚の曲げガラス板を、中間樹脂フィルムを介して一体化させる車両用合わせガラス板の製造方法において、
該2枚の曲げガラス板の間に該中間樹脂フィルムを積層し積層体とする工程1、
該積層体の各層間を脱気する工程2、及び
脱気後の該積層体を加熱・加圧処理し一体化させる工程3、を有し、
該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、
該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、
工程2より前に、前記曲げガラス板の表面形状に追従可能になるように該中間樹脂フィルムの温度を上昇させて、該中間樹脂フィルムを変形させる工程A、を有することを特徴とする車両用軽量合わせガラス板の製造方法。 - 前記工程Aは、前記中間樹脂フィルムを加熱して該中間樹脂フィルムの貯蔵弾性率を1×107~3.5×108Paの範囲内とする工程を含むことを特徴とする請求項1記載の車両用軽量合わせガラス板の製造方法。
- 前記工程Aは、前記工程1以後に行うものであることを特徴とする請求項1又は請求項2に記載の車両用軽量合わせガラス板の製造方法。
- 前記工程2が、前記積層体の各層間を減圧することによって脱気を行なうものであることを特徴とする請求項1乃至請求項3のいずれかに記載の車両用軽量ガラス板の製造方法。
- 前記中間樹脂フィルムの20℃における貯蔵弾性率が、5×108~3×109Paの範囲内であることを特徴とする請求項1乃至請求項4のいずれかに記載の車両用軽量合わせガラス板の製造方法。
- 工程2より前に、前記積層体の端部よりはみ出た前記中間樹脂フィルムの余剰分を除去する工程を有することを特徴とする請求項1乃至請求項5のいずれかに記載の車両用軽量合わせガラス板の製造方法。
- 前記工程2以後、前記工程3より前に、前記積層体を70~100℃で加熱し、該積層体を予備接着する工程Bを有することを特徴とする請求項1乃至請求項6のいずれかに記載の車両用軽量合わせガラス板の製造方法。
- 前記工程1又は工程2は、変形後の前記中間樹脂フィルムの温度を室温とした後に行なうものであることを特徴とする請求項1乃至請求項7のいずれかに記載の車両用軽量合わせガラス板の製造方法。
- 2枚の曲げガラス板を、中間樹脂フィルムを介して一体化された車両用軽量合わせガラス板において、
該曲げガラス板の曲率半径の最小値が、200~2900mmの範囲内であり、
該曲げガラス板の少なくとも1枚の板厚が、0.1~2.0mmの範囲内であり、
該中間樹脂フィルムの20℃における貯蔵弾性率が5×108~3×109Paの範囲内であることを特徴とする車両用軽量合わせガラス板。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980026655.7A CN112004785A (zh) | 2018-04-25 | 2019-04-02 | 车辆用轻质夹层玻璃板的制造方法 |
| EP19793275.9A EP3786130A4 (en) | 2018-04-25 | 2019-04-02 | METHOD FOR MANUFACTURING LIGHTWEIGHT COMPOSITE VEHICLE PANELS |
| US17/050,207 US20210094261A1 (en) | 2018-04-25 | 2019-04-02 | Vehicular Light-Weight Laminated Glass Plate Production Method |
| JP2020516154A JP7401781B2 (ja) | 2018-04-25 | 2019-04-02 | 車両用軽量合わせガラス板の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018083545 | 2018-04-25 | ||
| JP2018-083545 | 2018-04-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019208119A1 true WO2019208119A1 (ja) | 2019-10-31 |
Family
ID=68295247
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/014571 Ceased WO2019208119A1 (ja) | 2018-04-25 | 2019-04-02 | 車両用軽量合わせガラス板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210094261A1 (ja) |
| EP (1) | EP3786130A4 (ja) |
| JP (1) | JP7401781B2 (ja) |
| CN (1) | CN112004785A (ja) |
| WO (1) | WO2019208119A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024514124A (ja) * | 2021-04-15 | 2024-03-28 | エージーシー グラス ユーロップ | 動的ラミネートグレージング |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115352149B (zh) * | 2022-08-11 | 2023-06-30 | 福耀玻璃工业集团股份有限公司 | 一种曲面夹层玻璃及其制作方法与应用 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10204189A (ja) * | 1997-01-17 | 1998-08-04 | Mitsubishi Plastics Ind Ltd | フッ素樹脂シート及び合わせガラス |
| JP2000319046A (ja) * | 1999-05-06 | 2000-11-21 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| WO2012176813A1 (ja) | 2011-06-20 | 2012-12-27 | 旭硝子株式会社 | 合わせガラスの製造方法、および合わせガラス |
| JP2013028486A (ja) | 2011-07-28 | 2013-02-07 | Achilles Corp | 合わせガラス用中間膜 |
| WO2013051717A1 (ja) * | 2011-10-07 | 2013-04-11 | 旭硝子株式会社 | 積層体の製造方法 |
| WO2015152241A1 (ja) | 2014-03-31 | 2015-10-08 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス、及び、合わせガラス用中間膜ロール状体 |
| JP2016530190A (ja) * | 2013-07-09 | 2016-09-29 | コーニング インコーポレイテッド | 軽量複合合わせガラス |
| JP2016175835A (ja) * | 2012-06-08 | 2016-10-06 | コーニング インコーポレイテッド | 薄ガラス積層板を積層するための方法 |
| JP2017019669A (ja) * | 2015-07-07 | 2017-01-26 | セントラル硝子株式会社 | フィルム積層合わせガラスの製造方法及びラミネートフィルムの製造方法 |
| JP2017065966A (ja) | 2015-09-30 | 2017-04-06 | 旭硝子株式会社 | 合わせガラス |
| WO2017094658A1 (ja) * | 2015-11-30 | 2017-06-08 | 旭硝子株式会社 | 合わせガラス |
| WO2017171018A1 (ja) * | 2016-03-31 | 2017-10-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57150532A (en) * | 1981-03-12 | 1982-09-17 | Mitsubishi Monsanto Chem Co | Intermediate membrane made of thermoplastic resin |
| DE19711459A1 (de) * | 1997-03-19 | 1998-09-24 | Flachglas Automotive Gmbh | Verfahren zur Herstellung einer gebogenen Verbundsicherheitsglasscheibe |
| EP2298707A4 (en) * | 2008-06-16 | 2013-02-27 | Central Glass Co Ltd | METHOD FOR THE PRODUCTION OF COMPOSITE GLASS WITH INTEGRATED PLASTIC FOIL AND COMPOSITE GLASS WITH PLASTIC FOIL INSERTED |
| US9660118B2 (en) * | 2010-11-30 | 2017-05-23 | Dai Nippon Printing Co., Ltd. | Laminate for solar cell and solar cell module produced using same |
| WO2013181484A1 (en) * | 2012-05-31 | 2013-12-05 | Corning Incorporated | Stiff interlayers for laminated glass structures |
| CN105228828B (zh) * | 2013-05-22 | 2017-07-28 | 株式会社可乐丽 | 层叠体 |
| US10252492B2 (en) * | 2014-02-14 | 2019-04-09 | Nippon Sheet Glass Company, Limited | Laminated glass |
| JP2016041634A (ja) * | 2014-08-15 | 2016-03-31 | 日本板硝子株式会社 | 合わせガラス |
| JP2017136807A (ja) * | 2016-02-05 | 2017-08-10 | 株式会社クラレ | 遮音性と取り扱い性に優れる積層体 |
| JP6717093B2 (ja) * | 2016-07-15 | 2020-07-01 | Agc株式会社 | 合わせガラス |
-
2019
- 2019-04-02 EP EP19793275.9A patent/EP3786130A4/en not_active Withdrawn
- 2019-04-02 CN CN201980026655.7A patent/CN112004785A/zh active Pending
- 2019-04-02 WO PCT/JP2019/014571 patent/WO2019208119A1/ja not_active Ceased
- 2019-04-02 JP JP2020516154A patent/JP7401781B2/ja active Active
- 2019-04-02 US US17/050,207 patent/US20210094261A1/en not_active Abandoned
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10204189A (ja) * | 1997-01-17 | 1998-08-04 | Mitsubishi Plastics Ind Ltd | フッ素樹脂シート及び合わせガラス |
| JP2000319046A (ja) * | 1999-05-06 | 2000-11-21 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| WO2012176813A1 (ja) | 2011-06-20 | 2012-12-27 | 旭硝子株式会社 | 合わせガラスの製造方法、および合わせガラス |
| JP2013028486A (ja) | 2011-07-28 | 2013-02-07 | Achilles Corp | 合わせガラス用中間膜 |
| WO2013051717A1 (ja) * | 2011-10-07 | 2013-04-11 | 旭硝子株式会社 | 積層体の製造方法 |
| JP2016175835A (ja) * | 2012-06-08 | 2016-10-06 | コーニング インコーポレイテッド | 薄ガラス積層板を積層するための方法 |
| JP2016530190A (ja) * | 2013-07-09 | 2016-09-29 | コーニング インコーポレイテッド | 軽量複合合わせガラス |
| WO2015152241A1 (ja) | 2014-03-31 | 2015-10-08 | 積水化学工業株式会社 | 合わせガラス用中間膜、合わせガラス、及び、合わせガラス用中間膜ロール状体 |
| JP2017019669A (ja) * | 2015-07-07 | 2017-01-26 | セントラル硝子株式会社 | フィルム積層合わせガラスの製造方法及びラミネートフィルムの製造方法 |
| JP2017065966A (ja) | 2015-09-30 | 2017-04-06 | 旭硝子株式会社 | 合わせガラス |
| WO2017094658A1 (ja) * | 2015-11-30 | 2017-06-08 | 旭硝子株式会社 | 合わせガラス |
| WO2017171018A1 (ja) * | 2016-03-31 | 2017-10-05 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3786130A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024514124A (ja) * | 2021-04-15 | 2024-03-28 | エージーシー グラス ユーロップ | 動的ラミネートグレージング |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210094261A1 (en) | 2021-04-01 |
| EP3786130A4 (en) | 2021-06-16 |
| EP3786130A1 (en) | 2021-03-03 |
| CN112004785A (zh) | 2020-11-27 |
| JP7401781B2 (ja) | 2023-12-20 |
| JPWO2019208119A1 (ja) | 2021-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105980325B (zh) | 夹层玻璃 | |
| KR101202861B1 (ko) | 플라스틱 필름 삽입 적층 유리의 제조방법 및 플라스틱 필름 삽입 적층 유리 | |
| CN103921509B (zh) | 具有压花表面的多层聚合物中间层 | |
| JP6859956B2 (ja) | 合わせガラス | |
| US20150122406A1 (en) | Process for laminating thin glass laminates | |
| JP2001521480A (ja) | 湾曲した安全合わせガラス板を製作する方法 | |
| WO2013188489A1 (en) | Process for laminating thin glass laminates | |
| KR19990044644A (ko) | V굽힘에 의하여 야기되는 광학적 장애가 없는 적층 유리판을제조하는 방법, 적층 유리판의 제조에 사용되는 특별한 캐리어포일의 용도 및 상기 방법과 용도에 특히 적절한 캐리어 포일 | |
| JP2016064965A (ja) | 車両用合わせガラスの製造方法 | |
| WO2020017502A1 (ja) | 合わせガラス | |
| CN103482887A (zh) | 夹层玻璃用的中间膜及含其的夹层玻璃 | |
| US11458707B2 (en) | Laminated glass | |
| JP7401781B2 (ja) | 車両用軽量合わせガラス板の製造方法 | |
| JP7669837B2 (ja) | 車両窓用合わせガラスの製造方法 | |
| JP6493037B2 (ja) | フィルム積層合わせガラスの製造方法及びラミネートフィルムの製造方法 | |
| WO2018210900A1 (en) | Functionalized laminated safety glass and process of manufacturing the same | |
| JP2022160783A (ja) | 車両窓用合わせガラスの製造方法 | |
| CN116615348A (zh) | 具有改进的撞击保护的挡风玻璃 | |
| JP2003040656A (ja) | 合わせガラス及びその製造方法 | |
| JP6984293B2 (ja) | 合わせガラスの製造方法 | |
| JP2000256043A (ja) | 合わせガラス用中間膜および合わせガラス | |
| JPH1143355A (ja) | 合わせガラス用中間膜 | |
| JP2005187237A (ja) | 合わせガラスの製造方法 | |
| CN113784845A (zh) | 用于制造具有显示膜的复合玻璃板的方法 | |
| JP4258894B2 (ja) | 電磁波シールド性光透過窓材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19793275 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020516154 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019793275 Country of ref document: EP Effective date: 20201124 |