WO2020017039A1 - ダイヤモンド多結晶体及びそれを備えた工具 - Google Patents
ダイヤモンド多結晶体及びそれを備えた工具 Download PDFInfo
- Publication number
- WO2020017039A1 WO2020017039A1 PCT/JP2018/027344 JP2018027344W WO2020017039A1 WO 2020017039 A1 WO2020017039 A1 WO 2020017039A1 JP 2018027344 W JP2018027344 W JP 2018027344W WO 2020017039 A1 WO2020017039 A1 WO 2020017039A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- diamond
- polycrystalline diamond
- knoop
- less
- hardness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/02—Elements
- C30B29/04—Diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/06—Processes using ultra-high pressure, e.g. for the formation of diamonds; Apparatus therefor, e.g. moulds or dies
- B01J3/062—Processes using ultra-high pressure, e.g. for the formation of diamonds; Apparatus therefor, e.g. moulds or dies characterised by the composition of the materials to be processed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/25—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2203/00—Processes utilising sub- or super atmospheric pressure
- B01J2203/06—High pressure synthesis
- B01J2203/065—Composition of the material produced
- B01J2203/0655—Diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/31—Diamond
- B23B2226/315—Diamond polycrystalline [PCD]
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2002/00—Crystal-structural characteristics
- C01P2002/60—Compounds characterised by their crystallite size
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/64—Nanometer sized, i.e. from 1-100 nanometer
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/90—Other properties not specified above
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/425—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/427—Diamond
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5454—Particle size related information expressed by the size of the particles or aggregates thereof nanometer sized, i.e. below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/722—Nitrogen content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/723—Oxygen content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/781—Nanograined materials, i.e. having grain sizes below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Definitions
- the present disclosure relates to a polycrystalline diamond and a tool including the same.
- diamond polycrystals have excellent hardness and lack hardness directionality and cleavage properties, they are widely used for tools such as cutting tools, dressers, dies, and drill bits.
- Conventional polycrystalline diamond is prepared by adding diamond powder as a raw material, together with a sintering aid and a binder, to a high-pressure high-temperature (generally, a pressure of about 5 to 8 GPa and (About 1300 to 2200 ° C.).
- a high-pressure high-temperature generally, a pressure of about 5 to 8 GPa and (About 1300 to 2200 ° C.).
- the sintering aid iron group element metals such as Fe, Co, and Ni, and carbonates such as CaCO 3 are used. Ceramics such as SiC are used as the binder.
- the polycrystalline diamond obtained by the above method contains a sintering aid and a binder.
- the sintering aid and the binder may cause deterioration of mechanical properties such as hardness and strength of the polycrystalline diamond and heat resistance.
- a polycrystalline diamond obtained by removing a sintering aid from a polycrystalline diamond by an acid treatment and a polycrystalline diamond having excellent heat resistance using heat-resistant SiC as a binder are also known.
- the polycrystalline diamond has low hardness and strength, and has insufficient mechanical properties as a tool material.
- non-diamond carbon materials such as graphite, glassy carbon, amorphous carbon, and onion-like carbon can be directly converted to diamond under ultra-high pressure and high temperature without using a sintering aid or the like.
- the polycrystalline diamond is obtained by directly converting the non-diamond phase to the diamond phase and simultaneously sintering.
- Patent Document 1 discloses that P ⁇ 0.0000168T2 ⁇ 0.0876T + 124 and T ⁇ when the pressure of non-diamond carbon powder is P (GPa) and the temperature is T (° C.). There is disclosed a technique of obtaining a polycrystalline diamond by directly converting into diamond under ultra-high temperature and pressure satisfying the conditions of 2300 and P ⁇ 25. In the Knoop hardness measurement, the ratio b / a of the length a of the longer diagonal of the Knoop indentation and the length b of the shorter diagonal of the obtained polycrystalline diamond is 0.08 or less, It has elasticity.
- Patent Document 2 discloses that the Vickers hardness is 155 by directly converting onion-like carbon as a raw material into diamond at an ultra-high temperature and pressure of 1200 to 2300 ° C. and 4 GPa to 25 GPa.
- a technique for obtaining an ultra-high hardness nano-twin diamond bulk material having a Knoop hardness of 140 to 240 GPa at 350 GPa is disclosed.
- the polycrystalline diamond of the present disclosure includes: In a Knoop hardness test performed under the conditions specified in JIS Z 2251: 2009, a Knoop indenter with a test load of 4.9 N is pressed into the surface of a polycrystalline diamond and formed on the surface of the polycrystalline diamond.
- a Knoop indenter with a test load of 4.9 N is pressed into the surface of a polycrystalline diamond and formed on the surface of the polycrystalline diamond.
- the polycrystalline diamond has a ratio of a ′ to a ′ (a ′ / a) of 0.99 or less.
- the tool of the present disclosure is a tool including the polycrystalline diamond according to the above [1].
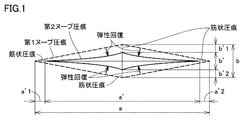
- FIG. 1 is a diagram illustrating Knoop indentations.
- Patent Document 1 has high hardness and toughness, further improvement in fracture resistance is required.
- an object of the present invention is to provide a polycrystalline diamond having excellent fracture resistance while maintaining high hardness, and a tool having the same.
- the polycrystalline diamond according to one embodiment of the present disclosure includes: In a Knoop hardness test performed under the conditions specified in JIS Z 2251: 2009, a Knoop indenter with a test load of 4.9 N is pressed into the surface of a polycrystalline diamond and formed on the surface of the polycrystalline diamond.
- a Knoop hardness test performed under the conditions specified in JIS Z 2251: 2009
- a Knoop indenter with a test load of 4.9 N is pressed into the surface of a polycrystalline diamond and formed on the surface of the polycrystalline diamond.
- the length of the longer diagonal of the first Knoop indentation is a and the length of the longer diagonal of the second Knoop indentation remaining on the surface of the diamond polycrystal after releasing the test load is a '
- the polycrystalline diamond has a ratio of a ′ to a ′ (a ′ / a) of 0.99 or less.
- the polycrystalline diamond has excellent fracture resistance while maintaining high hardness.
- the polycrystalline diamond preferably has a Knoop hardness calculated from the value of a of not less than 100 GPa and less than 140 GPa. This polycrystalline diamond has high hardness and excellent wear resistance.
- the polycrystalline diamond preferably has a Knoop hardness calculated from the value of a of not less than 120 GPa and less than 140 GPa. Since the polycrystalline diamond has high hardness, it is further excellent in wear resistance.
- the polycrystalline diamond is composed of a plurality of diamond particles,
- the diamond particles preferably have an average particle size of 100 nm or less.
- the polycrystalline diamond can be suitably applied to tools for applications requiring a tough and high-precision cutting edge such as high-load machining and micromachining.
- a tool according to an aspect of the present disclosure is a tool including the polycrystalline diamond according to any one of the above (1) to (4).
- This tool has excellent fracture resistance in processing various materials.
- a specific example of a polycrystalline diamond according to an embodiment of the present disclosure and a tool using the polycrystalline diamond will be described below with reference to the drawings.
- the notation of the form “A to B” means the lower and upper limit of the range (that is, A or more and B or less), and when a unit is not described in A and a unit is described only in B, A And the unit of B are the same.
- the polycrystalline diamond according to the present embodiment has a basic composition of diamond. That is, the polycrystalline diamond has a basic composition of diamond and does not substantially include a binder phase (binder) formed by one or both of the sintering aid and the binder. Therefore, it has extremely high hardness and strength, and does not suffer from a difference in the coefficient of thermal expansion from the binder and the deterioration of mechanical properties and the degranulation due to the catalytic action of the binder even under a high temperature condition.
- a binder phase binder
- a diamond polycrystal is a polycrystal composed of a plurality of diamond particles, it does not have anisotropy and cleavage like a single crystal, and has isotropic hardness and wear resistance in all directions. Have.
- the polycrystalline diamond according to the present disclosure refers to an X-ray diffraction spectrum obtained by an X-ray diffraction method having an integrated intensity of more than 10% with respect to the total integrated intensity of all diffraction peaks derived from a diamond structure. Is defined by the absence of diffraction peaks derived from sources other than the diamond structure. That is, from the X-ray diffraction spectrum, it can be confirmed that the diamond polycrystal does not contain the above-mentioned binder phase.
- the integrated intensity of the diffraction peak is a value excluding the background.
- the X-ray diffraction spectrum can be obtained by the following method.
- the polycrystalline diamond is ground with a diamond grindstone, and the processed surface is used as an observation surface.
- An X-ray diffraction spectrum of a cut surface of the polycrystalline diamond is obtained using an X-ray diffractometer (“MiniFlex600” (trade name) manufactured by Rigaku Corporation).
- the conditions of the X-ray diffractometer at this time are as follows, for example. Characteristic X-ray: Cu-K ⁇ (wavelength 1.54 ⁇ ) Tube voltage: 45kV Tube current: 40mA Filter: Multilayer mirror optical system: Focused X-ray diffraction method: ⁇ -2 ⁇ method.
- the polycrystalline diamond may contain unavoidable impurities within a range where the effects of the present embodiment are exhibited.
- the inevitable impurities include 1 ppm or less of hydrogen, 1 ppm or less of oxygen, and 1 ppm or less of nitrogen.
- the concentration of unavoidable impurities means a concentration based on the number of atoms.
- the concentration of each of hydrogen, oxygen and nitrogen in the polycrystalline diamond is preferably 1 ppm or less, more preferably 0.1 ppm or less, from the viewpoint of improving strength. Further, the total impurity concentration in the polycrystalline diamond is preferably 3 ppm or less, more preferably 0.3 ppm or less.
- the lower limit of each concentration of hydrogen, oxygen and nitrogen in the polycrystalline diamond is not particularly limited, but is preferably 0.001 ppm or more from the viewpoint of production.
- the concentrations of hydrogen, oxygen and nitrogen in the polycrystalline diamond can be measured by secondary ion mass spectrometry (SIMS).
- the polycrystalline diamond of the present embodiment is a sintered body, but the term “polycrystalline” is used in the present embodiment since the sintered body is usually intended to include a binder.
- the diamond particles preferably have an average particle size of 100 nm or less.
- the polycrystalline diamond composed of diamond particles having such a small average particle diameter can be suitably applied to tools for applications requiring a tough and high-precision cutting edge such as high-load machining or micromachining. . If the average particle diameter of the diamond particles exceeds 100 nm, the accuracy of the cutting edge deteriorates, and furthermore, the cutting edge is liable to be broken, and cannot be applied to a high-load, precision machining tool.
- the average particle diameter of the diamond particles is more preferably 50 nm or less, and still more preferably 20 nm or less. From this viewpoint, the average particle size of the diamond particles can be set to 15 nm or less, and can be set to 10 nm or less.
- the lower limit of the average diameter of the diamond particles is preferably 1 nm or more. From this viewpoint, the average particle diameter of the diamond particles can be 10 nm or more, and can be 15 nm or more.
- the average particle size of the diamond particles is preferably 1 nm or more and 100 nm or less, more preferably 10 nm or more and 60 nm or less, and even more preferably 15 nm or more and 50 nm or less.
- the average particle diameter of the diamond particles can be determined by observing the surface of a polycrystalline diamond that has been finished into a flat mirror surface by polishing, using a scanning electron microscope (SEM). The specific method is as follows.
- ⁇ ⁇ Observe the surface of the polycrystalline diamond, which has been finished to a flat mirror surface by polishing with a diamond wheel or the like, at a magnification of 1,000 to 100,000 using a high-resolution scanning electron microscope to obtain an SEM image.
- a high-resolution scanning electron microscope for example, a field emission scanning electron microscope (FE-SEM) is preferably used.
- a circle is drawn on the SEM image, and eight straight lines are drawn from the center of the circle radially (so that the intersection angles between the straight lines are substantially equal) to the outer periphery of the circle.
- the observation magnification and the diameter of the circle are preferably set so that the number of diamond particles (crystal particles) on one straight line is about 10 to 50.
- the average particle size is determined for each image by the above-described method, and the average value of the average particle sizes of the three images is defined as “the average particle size of diamond particles”.
- the aspect ratio (A / B) between the major axis A and the minor axis B of the diamond particles in the SEM image is preferably 1 ⁇ A / B ⁇ 4 from the viewpoint of suppressing the occurrence of microcracks.
- the major axis means a distance between two points which are farthest from each other on the outline of the diamond particle.
- the minor axis refers to the distance of a straight line that is orthogonal to the straight line that defines the major axis and that has the longest distance between the intersections of the diamond particles and the outline of the diamond particle.
- the diamond polycrystal of the present embodiment has a diamond in a state where a Knoop indenter with a test load of 4.9 N is pressed into the surface of the diamond polycrystal.
- a be the length of the longer diagonal of the first Knoop indentation formed on the surface of the polycrystal, and assume the length of the longer diagonal of the second Knoop indentation remaining on the surface of the diamond polycrystal after releasing the test load.
- the value is a '
- the value of the ratio of a' to a (a '/ a) is 0.99 or less.
- the Knoop hardness test specified in JIS Z 2251: 2009 is known as one of the methods for measuring the hardness of industrial materials.
- the Knoop hardness test is to determine the hardness of the material to be measured by pressing a Knoop indenter against the material to be measured at a predetermined temperature and a predetermined load (test load).
- the predetermined temperature is 23 ° C. ⁇ 5 ° C.
- the predetermined load is 4.9N.
- the Knoop indenter is a diamond indenter having a diamond-shaped quadrangular pyramid on the bottom surface.
- the vertex side opposite to the bottom surface of the Knoop indenter is pressed into the material to be measured.
- a Knoop indentation is formed on the surface of a material to be measured (a polycrystalline diamond in the present embodiment) in a state where a Knoop indenter is pushed into the surface of the material to be measured at a predetermined temperature and a predetermined test load.
- the first Knoop indentation see “1st Knoop indentation” in FIG.
- the first Knoop indentation in the state where the Knoop indenter is pushed in has the same shape as the second indentation remaining after the Knoop indenter is removed.
- the value of the ratio of the a ′ to the a (a ′ / a) and the ratio of the b ′ to the b (b ′ / b) Becomes smaller.
- the elastic recovery is such that the direction along the shorter diagonal line of the Knoop indentation (elastic recovery from b to b ') is greater than the direction along the longer diagonal line of the Knoop indentation (elastic recovery from a to a'). Easy to occur.
- the polycrystalline diamond of the present embodiment has a value of the ratio of a 'to a' (a '/ a) of 0.99 or less, and is higher in elasticity than the polycrystalline diamond of Patent Document 1. Since the polycrystalline diamond of the present embodiment has large elasticity, crack resistance to tensile stress is improved. Therefore, when the polycrystalline diamond is used as a material for the tool, the concentration of stress on the cutting edge is reduced, and damage due to chipping of the cutting edge is suppressed.
- the polycrystalline diamond of the present embodiment is used for cutting that is required to be ultra-precise, since the cutting edge is elastically deformed, it is caused by a cutting mark that becomes a problem in mirror polishing or the like. Diffraction phenomenon (so-called iridescent pattern) hardly occurs.
- the value of the ratio of a 'to a' (a '/ a) is 0.99 or less.
- the value of the ratio (a '/ a) exceeds 0.99, the brittleness increases, and cracks are likely to occur when a local stress is applied.
- the value of the ratio (a '/ a) is preferably 0.98 or less, more preferably 0.9 or less.
- the value of the ratio (a '/ a) is preferably 0.7 or more and 0.99 or less, more preferably 0.7 or more and 0.98 or less, and even more preferably 0.7 or more and 0.9 or less.
- the length a of the longer diagonal and the length b of the shorter diagonal in the first Knoop indentation, and the length a ′ and the shorter diagonal of the longer diagonal in the second Knoop indentation is measured by the following method.
- a high-sensitivity differential interference microscope an interference color due to polarization interference
- the Knoop hardness calculated from the value of a is preferably 100 GPa or more and less than 140 GPa.
- This polycrystalline diamond has high hardness and can have excellent wear resistance. If the Knoop hardness is less than 100 GPa, for example, when a cutting tool is manufactured using a polycrystalline diamond, the wear of the cutting edge becomes large, and it may not be used. On the other hand, when the Knoop hardness is 140 GPa or more, for example, when a cutting tool is manufactured using a polycrystalline diamond, the cutting edge may be easily broken.
- the Knoop hardness is more preferably 120 GPa or more and less than 140 GPa, and further preferably 130 GPa or more and less than 140 GPa, from the viewpoint of improving wear resistance.
- the Knoop hardness is a value obtained by the following method based on the first Knoop indentation.
- the method of measuring the length a of the longer diagonal line of the first Knoop indentation is as described above, and thus the description will not be repeated.
- Knoop hardness (HK) is calculated from the following equation (1).
- the polycrystalline diamond of the present embodiment has high hardness, high elasticity, and excellent fracture resistance, it is preferably used for cutting tools, wear-resistant tools, grinding tools, friction stir welding tools, and the like. Can be. That is, the tool of the present embodiment is provided with the above-mentioned diamond polycrystal.
- the above tool may be entirely composed of polycrystalline diamond, or only a part thereof (for example, a cutting edge portion in the case of a cutting tool) may be composed of polycrystalline diamond. Further, each tool may have a coating film formed on its surface.
- Cutting tools include drills, end mills, replaceable cutting tips for drills, replaceable cutting tips for end mills, replaceable cutting tips for milling, replaceable cutting tips for turning, metal saws, gear cutting tools, reamers , Taps, cutting tools, and the like.
- the grinding tool examples include a grinding wheel.
- Method for producing polycrystalline diamond The above polycrystalline diamond can be produced, for example, by the following method.
- a non-diamond-like carbon material having a degree of graphitization of 0.4 or less is prepared.
- the non-diamond-like carbon material is not particularly limited as long as it is a non-diamond carbon material having a degree of graphitization of 0.4 or less.
- the degree of graphitization is 0.4 or less, and the concentration of impurities such as hydrogen, oxygen, and nitrogen is 1 ppm or less, respectively.
- a carbon material can be obtained.
- Non-diamond carbon materials are not limited to those produced by pyrolysis from high-purity gas.
- graphite having a low degree of graphitization such as finely pulverized graphite in a high-purity inert gas atmosphere, high-purity purified amorphous carbon or the like, or an amorphous carbon material may be used, or a mixture thereof. It may be.
- the degree of graphitization P of the non-diamond-like carbon material is obtained as follows.
- the interplanar spacing d 002 of the (002) plane of graphite of the non-diamond-like carbon material was measured.
- d 002 3.440 ⁇ 0.086 ⁇ (1 ⁇ p 2 ) Equation (2)
- the ratio p of the turbostratic structure portion of the non-diamond-like carbon material is calculated. From the thus obtained ratio p of the turbostratic structure portion, the following expression (3) is used.
- P 1 ⁇ p Equation (3) The degree of graphitization P is calculated.
- the non-diamond-like carbon material preferably does not contain an iron group element metal which is an impurity.
- the non-diamond-like carbon material preferably has a low concentration of impurities such as hydrogen, oxygen, and nitrogen from the viewpoint of suppressing the growth of crystal grains and promoting direct conversion to diamond.
- concentrations of hydrogen, oxygen and nitrogen in the non-diamond carbon material are each preferably 1 ppm or less, more preferably 0.1 ppm or less.
- the total impurity concentration in the non-diamond-like carbon material is preferably 3 ppm or less, more preferably 0.3 ppm or less.
- the concentration of an impurity means a concentration based on the number of atoms.
- the concentration of impurities such as hydrogen, oxygen and nitrogen in the non-diamond carbon raw material can be measured by secondary ion mass spectrometry (SIMS).
- the sintering time at the above pressure and temperature is preferably 5 minutes to 20 minutes, more preferably 10 minutes to 20 minutes.
- the high-pressure high-temperature generating apparatus used in the method for producing a polycrystalline diamond of the present embodiment is not particularly limited as long as the apparatus can obtain pressure and temperature conditions in which the diamond phase is a thermodynamically stable phase. From the viewpoint of enhancing productivity and workability, a belt type or a multi-anvil type is preferable.
- the container for accommodating the non-diamond-like carbon material as the raw material is not particularly limited as long as it is a high-pressure and high-temperature resistant material. For example, Ta or Nb is preferably used.
- a non-diamond-like carbon material as a raw material is placed in a capsule made of a high melting point metal such as Ta or Nb, and heated and sealed in a vacuum.
- a capsule made of a high melting point metal such as Ta or Nb
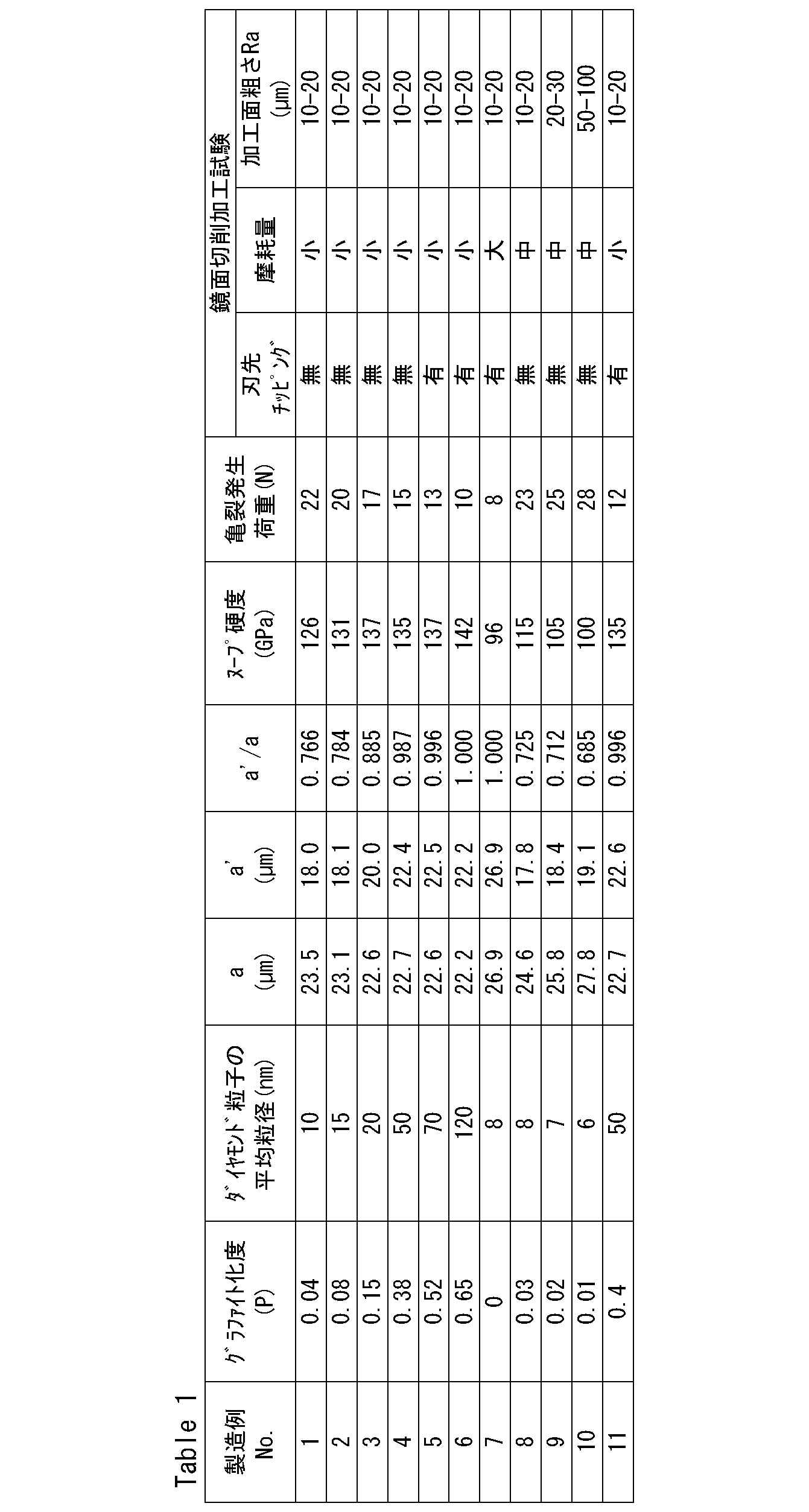
- Production Examples 1 to 11 (Production of polycrystalline diamond) First, a raw material of a polycrystalline diamond is prepared. In Production Examples 1 to 4 and 8 to 11, non-diamond-like carbon materials having the degree of graphitization shown in Table 1 are prepared. In Production Examples 5 and 6, ordinary isotropic graphite produced by firing graphite powder is prepared. In Production Example 7, a powder prepared by pulverizing graphite having a low degree of graphitization and containing about 0.1% by mass of impurities (hydrogen and oxygen) with a planetary ball mill to an average particle size of 8 nm is prepared.
- the raw material prepared above was put in a capsule made of Ta, heated and sealed in vacuum, pressurized to 8 GPa using a high-pressure and high-temperature generator, and then heated to 8 GPa. Heat to 300 ° C., then simultaneously increase the pressure and temperature to a pressure of 16 GPa and a temperature of 2170 ° C., and perform high-pressure and high-temperature treatment under these pressure and temperature conditions for 15 minutes to obtain a polycrystalline diamond. Note that neither the sintering aid nor the binder is added to the raw material.
- Production Example 11 the raw material prepared above was placed in a capsule made of Ta, heated and sealed in vacuum, pressurized to 16 GPa using a high-pressure high-temperature generator, and then heated to 2170 ° C. A high pressure and high temperature treatment is performed for 15 minutes under pressure and temperature conditions to obtain a polycrystalline diamond. Note that neither the sintering aid nor the binder is added to the raw material.
- the average particle diameter of diamond particles, X-ray diffraction spectrum, impurity concentration, length a of the longer diagonal of the first Knoop indentation, length of the longer diagonal of the second Knoop indentation a ′, Knoop hardness, and crack initiation load are measured.
- the average particle size of the diamond particles contained in each diamond polycrystal is determined by a cutting method using a scanning electron microscope (SEM). The specific method is as follows.
- the polished diamond polycrystal is observed using a field emission scanning electron microscope (FE-SEM) to obtain an SEM image.
- FE-SEM field emission scanning electron microscope
- the number intersecting the grain boundary of the diamond particles is counted for each straight line, and the average intercept length is obtained by dividing the length of the straight line by the number intersecting the line.
- the value obtained by multiplication is defined as the average particle size.
- the magnification of the SEM image is 30,000 times. The reason is that, at a magnification lower than this, the number of grains in a circle increases, making it difficult to see grain boundaries, causing measurement errors, and increasing the possibility of including a plate-like structure when drawing a line. It is. In addition, if the magnification is higher than this, the number of grains in the circle is too small, so that an accurate average particle size cannot be calculated.
- All of the polycrystalline diamonds of Production Examples 1 to 6 and 8 to 11 have a total amount of nitrogen, hydrogen and oxygen of 3 ppm or less.
- Production Example 7 contains hydrogen and oxygen on the order of 1000 ppm each.
- a spherical diamond indenter having a tip radius R of 50 ⁇ m was prepared, and a load was applied to each sample at room temperature (23 ° C. ⁇ 5 ° C.) at a load speed of 1 N / sec. Load). The moment when the crack occurs is measured with an AE sensor. This measurement is performed five times.
- the crack initiation load of each sample is an average value of five values measured five times. The results are shown in the column of "Crack initiation load" in Table 1. The larger the crack initiation load, the higher the strength of the sample and the better the fracture resistance.
- Presence of the edge tipping means a state in which a concave portion having a width of 0.1 ⁇ m or more or a depth of 0.01 ⁇ m or more has occurred.
- the results are shown in Table 1 in the "mirror surface cutting test” column of "Cutting edge”.
- ⁇ ⁇ Observe the state of the cutting edge of the tool after cutting and measure the amount of wear on the cutting edge.
- the wear amount is “small”, the wear amount is 0 ⁇ m or more and 5 ⁇ m or less, and the wear amount is “medium”, the wear amount is more than 5 ⁇ m and 20 ⁇ m or less, and the wear amount is “large”. It means that the wear amount is more than 20 ⁇ m.
- the results are shown in Table 1 in the column "Abrasion amount" of "Mirror surface cutting test".
- the surface roughness (Ra) of the machined surface of the cemented carbide as a work material is measured by a laser microscope. The smaller the value of the surface roughness (Ra), the better the processed surface. The results are shown in Table 1 in the column of “Processed surface roughness Ra” of “Mirror surface cutting test”.
- the polycrystalline diamond has a ratio (a ′ / a) of 0.99 or less, which corresponds to an example.
- the values of the ratio (a '/ a) of the polycrystalline diamonds of Production Examples 5 to 7 and 11 are more than 0.99, and correspond to Comparative Examples.
- the polycrystalline diamonds of Production Examples 1 to 4 have high hardness, and have a larger crack initiation load, higher strength, and fracture resistance than Production Examples 5 to 7 and Production Example 11. Is confirmed to be excellent. It is confirmed that the tools of Production Examples 1 to 4 do not cause edge chipping in the mirror cutting test, have a small wear amount, and are excellent in chipping resistance and wear resistance. Further, according to the tools of Production Examples 1 to 4, it was confirmed in the mirror cutting test that the surface roughness of the processed surface of the work material was small and the processed surface was good.
- Production Example 8 The polycrystalline diamond has high hardness, and has a large crack generation load, high strength, and excellent fracture resistance as compared with Production Examples 5 to 7 and Production Example 11. Is confirmed.
- the tool of Production Example 8 did not cause edge chipping in the mirror cutting test, had a moderate wear amount, and was confirmed to be excellent in chipping resistance and wear resistance. Furthermore, according to the tool of Production Example 8, it was confirmed that the surface roughness of the machined surface of the work material was small and the machined surface was good in the mirror cutting test.
- the polycrystalline diamond of Production Example 9 has high hardness, and has a larger crack generation load, higher strength, and excellent fracture resistance than Production Examples 5 to 7 and Production Example 11. It is confirmed that.
- the tool of Production Example 9 did not cause edge chipping in the mirror cutting test, had a moderate amount of wear, and was confirmed to be excellent in chipping resistance and wear resistance. Furthermore, according to the tool of Production Example 9, it was confirmed that the surface roughness of the machined surface of the work material was small and the machined surface was good in the mirror cutting test.
- the polycrystalline diamond of Production Example 10 has high hardness, and has a larger crack initiation load, higher strength, and excellent fracture resistance than Production Examples 5 to 7 and Production Example 11. It is confirmed that.
- the tool of Production Example 10 did not cause edge chipping in the mirror-cutting test, had a moderate amount of wear, and was confirmed to be excellent in chipping resistance and wear resistance.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Structural Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Carbon And Carbon Compounds (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Drilling Tools (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
JIS Z 2251:2009に規定される条件で行われるヌープ硬さ試験において、ダイヤモンド多結晶体の表面に試験荷重4.9Nのヌープ圧子を押し込んだ状態において前記ダイヤモンド多結晶体の表面に形成される第1ヌープ圧痕の長い方の対角線の長さをaとし、前記試験荷重を解除した後に前記ダイヤモンド多結晶体の表面に残る第2ヌープ圧痕の長い方の対角線の長さをa’とした場合に、前記aに対する前記a’の比(a’/a)の値が0.99以下である、ダイヤモンド多結晶体である。
特許文献1のダイヤモンド多結晶体は、高い硬度及び靱性を有するが、耐欠損性の更なる向上が求められている。
本開示によれば、高い硬度を維持したまま、優れた耐欠損性を有するダイヤモンド多結晶体、及び、それを備えた工具を提供することが可能となる。
最初に本開示の実施態様を列記して説明する。
JIS Z 2251:2009に規定される条件で行われるヌープ硬さ試験において、ダイヤモンド多結晶体の表面に試験荷重4.9Nのヌープ圧子を押し込んだ状態において前記ダイヤモンド多結晶体の表面に形成される第1ヌープ圧痕の長い方の対角線の長さをaとし、前記試験荷重を解除した後に前記ダイヤモンド多結晶体の表面に残る第2ヌープ圧痕の長い方の対角線の長さをa’とした場合に、前記aに対する前記a’の比(a’/a)の値が0.99以下である、ダイヤモンド多結晶体である。
(2)前記ダイヤモンド多結晶体は、前記aの値から算出されたヌープ硬度が100GPa以上140GPa未満であることが好ましい。このダイヤモンド多結晶体は、硬度が高く、耐摩耗性に優れている。
前記ダイヤモンド粒子は、平均粒径が100nm以下であることが好ましい。
[本開示の実施形態の詳細]
本開示の一実施形態に係るダイヤモンド多結晶体及びダイヤモンド多結晶体を用いた工具の具体例を、以下に図面を参照しつつ説明する。
本実施形態に係るダイヤモンド多結晶体は、ダイヤモンドを基本組成とする。すなわち、ダイヤモンド多結晶体は、ダイヤモンドを基本組成とし、実質的に、焼結助剤及び結合材の一方又は両方により形成される結合相(バインダー)を含まない。従って、非常に高い硬度と強度を備えて、高温条件下においても結合材との熱膨張率の差異や結合材の触媒作用による機械的特性の劣化や脱粒が発生しない。
X線回折装置(Rigaku社製「MiniFlex600」(商品名))を用いてダイヤモンド多結晶体の切断面のX線回折スペクトルを得る。このときのX線回折装置の条件は例えば、下記の通りとする。
特性X線: Cu-Kα(波長1.54Å)
管電圧: 45kV
管電流: 40mA
フィルター: 多層ミラー
光学系: 集中法
X線回折法: θ-2θ法。
ダイヤモンド粒子は、平均粒径が100nm以下であることが好ましい。このような小さい平均粒径を有するダイヤモンド粒子から構成されるダイヤモンド多結晶体は、高負荷加工や微細加工等の強靭で高精度な刃先が求められる用途の工具に、好適に適用することができる。ダイヤモンド粒子の平均粒径が100nmを超えると、刃先の精度が悪化し、更に、刃先の欠損が起こりやすくなり、高負荷で精密な加工用工具に適用できない。
本実施形態のダイヤモンド多結晶体は、JIS Z 2251:2009に規定される条件で行われるヌープ硬さ試験において、ダイヤモンド多結晶体の表面に試験荷重4.9Nのヌープ圧子を押し込んだ状態においてダイヤモンド多結晶体の表面に形成される第1ヌープ圧痕の長い方の対角線の長さをaとし、試験荷重を解除した後にダイヤモンド多結晶体の表面に残る第2ヌープ圧痕の長い方の対角線の長さをa’とした場合に、aに対するa’の比(a’/a)の値が0.99以下である。
HK=14229×F/a2 式(1)
なお、第2ヌープ圧痕におけるa’に基づきヌープ硬度を算出した場合、このヌープ硬度は、弾性回復後のみかけの硬度となり、第1ヌープ圧痕に基づく本来のヌープ硬度の値よりも大きくなる。このみかけの硬度は、JIS Z 2251:2009で規定される、永久変形の圧痕が形成されることを前提とした工業材料の正確な硬さを示すものではない。
本実施形態のダイヤモンド多結晶体は、硬度が高く、かつ大きな弾性を有し、耐欠損性に優れているため、切削工具、耐摩工具、研削工具、摩擦撹拌接合用ツール等に好適に用いることができる。すなわち、本実施形態の工具は、上記のダイヤモンド多結晶体を備えたものである。
[ダイヤモンド多結晶体の製造方法]
上記のダイヤモンド多結晶体は、例えば、下記の方法で製造することができる。
d002=3.440-0.086×(1-p2) 式(2)
非ダイヤモンド状炭素材料の乱層構造部の比率pが算出される。こうして得られた乱層構造部の比率pから、以下の式(3)により、
P=1-p 式(3)
グラファイト化度Pが算出される。
(ダイヤモンド多結晶体の作製)
まず、ダイヤモンド多結晶体の原料を準備する。製造例1~製造例4及び製造例8~製造例11では、表1に示されるグラファイト化度を有する非ダイヤモンド状炭素材料を準備する。製造例5及び製造例6では、グラファイト粉末を焼成して作製した通常の等方性グラファイトを準備する。製造例7では、グラファイト化度が低く、不純物(水素及び酸素)を約0.1質量%含むグラファイトを、遊星ボールミルで平均粒径を8nmに粉砕した粉末を準備する。
各ダイヤモンド多結晶体に含まれるダイヤモンド粒子の平均粒径を、走査型電子顕微鏡(SEM)を用いた切断法により求める。具体的な方法は下記の通りである。
得られたダイヤモンド多結晶体について、X線回折法によりX線回折スペクトルを得る。X線回折法の具体的な方法は、上記の発明を実施するための形態に記載した通りであるため、その説明は繰り返さない。全ての製造例のダイヤモンド多結晶体のX線回折スペクトルにおいて、ダイヤモンド構造由来のすべての回折ピークの積分強度の合計の10%より大きな積分強度を有する、ダイヤモンド構造以外に由来する回折ピークが存在しないことが確認される。
SIMSを用いて、ダイヤモンド多結晶体中の窒素(N)、水素(H)、酸素(O)の各濃度を測定する。
JIS Z 2251:2009に規定される条件で行われるヌープ硬さ試験において、ダイヤモンド多結晶体の表面に試験荷重4.9Nのヌープ圧子を押し込む。ヌープ圧子の押し込みは10秒間行う。その後、試験荷重を解除した後に、ダイヤモンド多結晶体の表面に形成された永久変形した第2ヌープ圧痕を、通常の微小硬度計に備え付けられている光学顕微鏡で観察することにより、第2ヌープ圧痕における長い方の対角線の長さa’(以下、「a’」とも記す。)を計測する。
第1ヌープ圧痕の長い方の対角線の長さa(μm)の値から、下記式(4)によりヌープ硬度(HK)を算出する。
HK=14229×4.9/a2 式(4)
結果を表1の「a」、「a’」「ヌープ硬度」の欄に示す。更に、「a」及び「a’」の値に基づき、「a’/a」の値を算出する。結果を表1の「a’/a」の欄に示す。
ダイヤモンド多結晶体について、亀裂発生荷重を測定するために、以下の条件で破壊強度試験を実施する。
各製造例のダイヤモンド多結晶体を備えた工具の耐欠損性を調べるために、ダイヤモンド多結晶体を用いて直径0.5mmのボールエンドミル工具を作製し、超硬合金(WC-12%Co,粒径0.3μm)の端面の鏡面切削加工を行う。具体的な切削条件は下記の通りである。
製造例1~製造例4及び製造例8~製造例10ダイヤモンド多結晶体は、比(a’/a)の値が0.99以下であり、実施例に該当する。製造例5~製造例7及び製造例11のダイヤモンド多結晶体は、比(a’/a)の値が0.99を超えており、比較例に該当する。
Claims (5)
- JIS Z 2251:2009に規定される条件で行われるヌープ硬さ試験において、ダイヤモンド多結晶体の表面に試験荷重4.9Nのヌープ圧子を押し込んだ状態において前記ダイヤモンド多結晶体の表面に形成される第1ヌープ圧痕の長い方の対角線の長さをaとし、前記試験荷重を解除した後に前記ダイヤモンド多結晶体の表面に残る第2ヌープ圧痕の長い方の対角線の長さをa’とした場合に、前記aに対する前記a’の比(a’/a)の値が0.99以下である、ダイヤモンド多結晶体。
- 前記ダイヤモンド多結晶体は、前記aの値から算出されたヌープ硬度が100GPa以上140GPa未満である、請求項1に記載のダイヤモンド多結晶体。
- 前記ダイヤモンド多結晶体は、前記aの値から算出されたヌープ硬度が120GPa以上140GPa未満である、請求項2に記載のダイヤモンド多結晶体。
- 前記ダイヤモンド多結晶体は、複数のダイヤモンド粒子から構成され、
前記ダイヤモンド粒子は、平均粒径が100nm以下である、請求項1~請求項3のいずれか1項に記載のダイヤモンド多結晶体。 - 請求項1~請求項4のいずれか1項に記載のダイヤモンド多結晶体を備えた工具。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018540500A JP6421905B1 (ja) | 2018-07-20 | 2018-07-20 | ダイヤモンド多結晶体及びそれを備えた工具 |
| KR1020197008549A KR102552453B1 (ko) | 2018-07-20 | 2018-07-20 | 다이아몬드 다결정체 및 그것을 구비한 공구 |
| US16/329,729 US11421341B2 (en) | 2018-07-20 | 2018-07-20 | Diamond polycrystal and tool including same |
| PCT/JP2018/027344 WO2020017039A1 (ja) | 2018-07-20 | 2018-07-20 | ダイヤモンド多結晶体及びそれを備えた工具 |
| CN201880003675.8A CN110933945B (zh) | 2018-07-20 | 2018-07-20 | 金刚石多晶体及包含该金刚石多晶体的工具 |
| EP18847210.4A EP3825294A4 (en) | 2018-07-20 | 2018-07-20 | Diamond polycrystal and tool provided with same |
| TW108125601A TWI690488B (zh) | 2018-07-20 | 2019-07-19 | 鑽石多晶體及具備其之工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/027344 WO2020017039A1 (ja) | 2018-07-20 | 2018-07-20 | ダイヤモンド多結晶体及びそれを備えた工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020017039A1 true WO2020017039A1 (ja) | 2020-01-23 |
Family
ID=64269248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/027344 Ceased WO2020017039A1 (ja) | 2018-07-20 | 2018-07-20 | ダイヤモンド多結晶体及びそれを備えた工具 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11421341B2 (ja) |
| EP (1) | EP3825294A4 (ja) |
| JP (1) | JP6421905B1 (ja) |
| KR (1) | KR102552453B1 (ja) |
| CN (1) | CN110933945B (ja) |
| TW (1) | TWI690488B (ja) |
| WO (1) | WO2020017039A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7180053B1 (ja) * | 2021-06-11 | 2022-11-30 | 住友電工ハードメタル株式会社 | ダイヤモンド多結晶体、及びダイヤモンド多結晶体を備える工具 |
| JP7180054B1 (ja) * | 2021-06-11 | 2022-11-30 | 住友電工ハードメタル株式会社 | ダイヤモンド多結晶体、及びダイヤモンド多結晶体を備える工具 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20240279843A1 (en) * | 2021-06-15 | 2024-08-22 | Sumitomo Electric Industries, Ltd. | Synthetic single crystal diamond and method for producing the same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003292397A (ja) * | 2002-04-01 | 2003-10-15 | Techno Network Shikoku Co Ltd | ダイヤモンド多結晶体およびその製造方法 |
| WO2012023473A1 (ja) * | 2010-08-19 | 2012-02-23 | 住友電気工業株式会社 | ダイヤモンド多結晶体およびその製造方法 |
| JP2014129218A (ja) * | 2012-11-30 | 2014-07-10 | Sumitomo Electric Ind Ltd | ダイヤモンド多結晶体およびその製造方法、ならびに工具 |
| JP2015227278A (ja) | 2014-05-08 | 2015-12-17 | 住友電気工業株式会社 | ダイヤモンド多結晶体、切削工具、耐摩工具、研削工具、およびダイヤモンド多結晶体の製造方法 |
| JP2018008875A (ja) | 2017-06-30 | 2018-01-18 | 燕山大学 | 超高硬度ナノ双晶ダイヤモンドバルク材料 |
| WO2018066319A1 (ja) * | 2016-10-07 | 2018-04-12 | 住友電気工業株式会社 | ダイヤモンド多結晶体の製造方法、ダイヤモンド多結晶体、切削工具、耐摩工具および研削工具 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6709747B1 (en) * | 1998-09-28 | 2004-03-23 | Skeleton Technologies Ag | Method of manufacturing a diamond composite and a composite produced by same |
| US6447852B1 (en) * | 1999-03-04 | 2002-09-10 | Ambler Technologies, Inc. | Method of manufacturing a diamond composite and a composite produced by same |
| AU759804B2 (en) * | 1998-09-28 | 2003-05-01 | Skeleton Technologies Ag | Method of manufacturing a diamond composite and a composite produced by same |
| JP5028800B2 (ja) * | 2003-12-11 | 2012-09-19 | 住友電気工業株式会社 | 高硬度導電性ダイヤモンド多結晶体およびその製造方法 |
| CN101583450B (zh) * | 2007-01-19 | 2014-01-08 | 住友电气工业株式会社 | 切削工具 |
| WO2008096914A1 (en) * | 2007-02-06 | 2008-08-14 | Frontics, Inc. | Estimation of non-equibiaxial stress using instrumented indentation technique |
| JP5432610B2 (ja) | 2009-06-30 | 2014-03-05 | 住友電気工業株式会社 | ダイヤモンド多結晶体 |
| JP5500508B2 (ja) * | 2010-03-31 | 2014-05-21 | 三菱マテリアル株式会社 | 微粒多結晶ダイヤモンド焼結体の製造法 |
| EP2738139B1 (en) * | 2011-07-28 | 2020-04-08 | Sumitomo Electric Industries, Ltd. | Polycrystalline diamond and manufacturing method therefor |
| JP6291995B2 (ja) * | 2014-04-18 | 2018-03-14 | 住友電気工業株式会社 | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 |
| JP6772743B2 (ja) | 2016-10-07 | 2020-10-21 | 住友電気工業株式会社 | ダイヤモンド多結晶体の製造方法、ダイヤモンド多結晶体、切削工具、耐摩工具および研削工具 |
| WO2018101346A1 (ja) | 2016-11-30 | 2018-06-07 | 住友電気工業株式会社 | 多結晶ダイヤモンドおよびその製造方法、スクライブツール、スクライブホイール、ドレッサー、回転工具、伸線ダイス、切削工具、電極、ならびに多結晶ダイヤモンドを用いた加工方法 |
-
2018
- 2018-07-20 JP JP2018540500A patent/JP6421905B1/ja active Active
- 2018-07-20 EP EP18847210.4A patent/EP3825294A4/en active Pending
- 2018-07-20 KR KR1020197008549A patent/KR102552453B1/ko active Active
- 2018-07-20 WO PCT/JP2018/027344 patent/WO2020017039A1/ja not_active Ceased
- 2018-07-20 US US16/329,729 patent/US11421341B2/en active Active
- 2018-07-20 CN CN201880003675.8A patent/CN110933945B/zh active Active
-
2019
- 2019-07-19 TW TW108125601A patent/TWI690488B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003292397A (ja) * | 2002-04-01 | 2003-10-15 | Techno Network Shikoku Co Ltd | ダイヤモンド多結晶体およびその製造方法 |
| WO2012023473A1 (ja) * | 2010-08-19 | 2012-02-23 | 住友電気工業株式会社 | ダイヤモンド多結晶体およびその製造方法 |
| JP2014129218A (ja) * | 2012-11-30 | 2014-07-10 | Sumitomo Electric Ind Ltd | ダイヤモンド多結晶体およびその製造方法、ならびに工具 |
| JP2015227278A (ja) | 2014-05-08 | 2015-12-17 | 住友電気工業株式会社 | ダイヤモンド多結晶体、切削工具、耐摩工具、研削工具、およびダイヤモンド多結晶体の製造方法 |
| WO2018066319A1 (ja) * | 2016-10-07 | 2018-04-12 | 住友電気工業株式会社 | ダイヤモンド多結晶体の製造方法、ダイヤモンド多結晶体、切削工具、耐摩工具および研削工具 |
| JP2018008875A (ja) | 2017-06-30 | 2018-01-18 | 燕山大学 | 超高硬度ナノ双晶ダイヤモンドバルク材料 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7180053B1 (ja) * | 2021-06-11 | 2022-11-30 | 住友電工ハードメタル株式会社 | ダイヤモンド多結晶体、及びダイヤモンド多結晶体を備える工具 |
| JP7180054B1 (ja) * | 2021-06-11 | 2022-11-30 | 住友電工ハードメタル株式会社 | ダイヤモンド多結晶体、及びダイヤモンド多結晶体を備える工具 |
| WO2022259509A1 (ja) * | 2021-06-11 | 2022-12-15 | 住友電工ハードメタル株式会社 | ダイヤモンド多結晶体、及びダイヤモンド多結晶体を備える工具 |
| WO2022259510A1 (ja) * | 2021-06-11 | 2022-12-15 | 住友電工ハードメタル株式会社 | ダイヤモンド多結晶体、及びダイヤモンド多結晶体を備える工具 |
| TWI883277B (zh) * | 2021-06-11 | 2025-05-11 | 日商住友電工硬質合金股份有限公司 | 鑽石多晶體、及具備鑽石多晶體之工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110933945B (zh) | 2022-05-24 |
| EP3825294A1 (en) | 2021-05-26 |
| TW202007644A (zh) | 2020-02-16 |
| JPWO2020017039A1 (ja) | 2020-07-27 |
| CN110933945A (zh) | 2020-03-27 |
| JP6421905B1 (ja) | 2018-11-14 |
| TWI690488B (zh) | 2020-04-11 |
| EP3825294A4 (en) | 2022-02-23 |
| KR20210031594A (ko) | 2021-03-22 |
| US20200340140A1 (en) | 2020-10-29 |
| KR102552453B1 (ko) | 2023-07-05 |
| US11421341B2 (en) | 2022-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3257829B1 (en) | Cubic boron nitride polycrystal, cutting tool, wear resistant tool, grinding tool, and method of producing cubic boron nitride polycrystal | |
| JP6665920B2 (ja) | 窒化ホウ素多結晶体の製造方法、窒化ホウ素多結晶体、切削工具、耐摩工具および研削工具 | |
| JP6387897B2 (ja) | ダイヤモンド多結晶体、切削工具、耐摩工具、および研削工具 | |
| JP6421904B1 (ja) | ダイヤモンド多結晶体及びそれを備えた工具 | |
| KR102599911B1 (ko) | 다이아몬드 다결정체, 다이아몬드 다결정체를 갖춘 공구 및 다이아몬드 다결정체의 제조 방법 | |
| WO2016143391A1 (ja) | ダイヤモンド多結晶体、切削工具、耐摩工具、研削工具、およびダイヤモンド多結晶体の製造方法 | |
| JP6421905B1 (ja) | ダイヤモンド多結晶体及びそれを備えた工具 | |
| JP2020011887A (ja) | ダイヤモンド多結晶体及びそれを備えた工具 | |
| JP2020011886A (ja) | ダイヤモンド多結晶体及びそれを備えた工具 | |
| US12391552B2 (en) | Polycrystalline cubic crystal boron nitride and tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018540500 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20197008549 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18847210 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018847210 Country of ref document: EP Effective date: 20210222 |