WO2020054633A1 - アクチュエータ用繊維、並びにそれを用いたアクチュエータおよび繊維製品 - Google Patents
アクチュエータ用繊維、並びにそれを用いたアクチュエータおよび繊維製品 Download PDFInfo
- Publication number
- WO2020054633A1 WO2020054633A1 PCT/JP2019/035266 JP2019035266W WO2020054633A1 WO 2020054633 A1 WO2020054633 A1 WO 2020054633A1 JP 2019035266 W JP2019035266 W JP 2019035266W WO 2020054633 A1 WO2020054633 A1 WO 2020054633A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- actuator
- nylon
- coil
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03G—SPRING, WEIGHT, INERTIA OR LIKE MOTORS; MECHANICAL-POWER PRODUCING DEVICES OR MECHANISMS, NOT OTHERWISE PROVIDED FOR OR USING ENERGY SOURCES NOT OTHERWISE PROVIDED FOR
- F03G7/00—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for
- F03G7/06—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like
- F03G7/061—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like characterised by the actuating element
- F03G7/0612—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like characterised by the actuating element using polymers
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/04—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/08—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polymers of halogenated hydrocarbons
- D01F6/12—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polymers of halogenated hydrocarbons from polymers of fluorinated hydrocarbons
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F03—MACHINES OR ENGINES FOR LIQUIDS; WIND, SPRING, OR WEIGHT MOTORS; PRODUCING MECHANICAL POWER OR A REACTIVE PROPULSIVE THRUST, NOT OTHERWISE PROVIDED FOR
- F03G—SPRING, WEIGHT, INERTIA OR LIKE MOTORS; MECHANICAL-POWER PRODUCING DEVICES OR MECHANISMS, NOT OTHERWISE PROVIDED FOR OR USING ENERGY SOURCES NOT OTHERWISE PROVIDED FOR
- F03G7/00—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for
- F03G7/06—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like
- F03G7/061—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like characterised by the actuating element
- F03G7/0616—Mechanical-power-producing mechanisms, not otherwise provided for or using energy sources not otherwise provided for using expansion or contraction of bodies due to heating, cooling, moistening, drying or the like characterised by the actuating element characterised by the material or the manufacturing process, e.g. the assembly
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N25/00—Investigating or analyzing materials by the use of thermal means
- G01N25/20—Investigating or analyzing materials by the use of thermal means by investigating the development of heat, i.e. calorimetry, e.g. by measuring specific heat, by measuring thermal conductivity
- G01N25/48—Investigating or analyzing materials by the use of thermal means by investigating the development of heat, i.e. calorimetry, e.g. by measuring specific heat, by measuring thermal conductivity on solution, sorption, or a chemical reaction not involving combustion or catalytic oxidation
- G01N25/4846—Investigating or analyzing materials by the use of thermal means by investigating the development of heat, i.e. calorimetry, e.g. by measuring specific heat, by measuring thermal conductivity on solution, sorption, or a chemical reaction not involving combustion or catalytic oxidation for a motionless, e.g. solid sample
- G01N25/4866—Investigating or analyzing materials by the use of thermal means by investigating the development of heat, i.e. calorimetry, e.g. by measuring specific heat, by measuring thermal conductivity on solution, sorption, or a chemical reaction not involving combustion or catalytic oxidation for a motionless, e.g. solid sample by using a differential method
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02N—ELECTRIC MACHINES NOT OTHERWISE PROVIDED FOR
- H02N10/00—Electric motors using thermal effects
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/20—Physical properties optical
Definitions
- the present invention relates to a fiber for an actuator having a coil spring shape capable of expanding and contracting by heating and cooling, and an actuator and a fiber product using the same.
- An actuator is a conversion device that converts physicochemical energy into mechanical displacement or force, and has been widely used as a drive source for operating various machines.
- motors, engines, cylinders, etc. which use electricity, magnetic force, gas expansion, hydraulic pressure, pneumatic pressure, etc. as energy for driving, can obtain extremely large displacements and forces, so they have greatly developed as drive sources for machines. I've been.
- Artificial muscle is an actuator material that obtains mechanical power by consuming energy like a living body muscle and causing a change in the state of the material.
- a McKibben-type material that operates by applying air pressure to a rubber tube, a shape memory alloy material that expands and contracts by heating and cooling, a polymer gel material that expands and contracts by applying and discharging a voltage, and other materials that use an electro-magnetic viscous fluid
- Artificial muscles such as and piezoelectric materials are being researched and developed.
- Patent Document 2 the material of the fiber folded so as to have the shape of a cylindrical coil is made of linear low-density polyethylene, and the average diameter of the coil is made smaller than the fiber diameter, so that a high displacement rate is obtained. Have been proposed.
- Patent Literature 1 has a problem that it has only been demonstrated at the research level, and has not reached a level that can withstand actual use when incorporated into textiles such as clothing.
- Patent Document 2 there is a problem that since the average diameter of the coil is smaller than the fiber diameter, a hard spring is formed.
- an object of the present invention is to solve the above-mentioned problems of the prior art, and to provide an actuator fiber suitable for a flexible soft actuator that can be incorporated into textile products such as clothes.
- the present invention includes any one of the following configurations (1) to (8).
- the fiber for an actuator according to (1) wherein the glass transition point measured by a differential scanning calorimeter is 150 ° C. or less.
- the thermoplastic resin is polyester, nylon 6,10, nylon 6,12, nylon 10,10, polypropylene, ethylene tetrafluoroethylene, perfluoroalkyl vinyl ether copolymer, polyphenylene sulfide, polyether ether ketone, polyoxy
- thermoplastic resin is selected from the group consisting of nylon 6,10, nylon 6,12, nylon 10,10 and a combination thereof. fiber.
- thermoplastic resin is selected from the group consisting of nylon 6,10, nylon 6,12, nylon 10,10 and a combination thereof. fiber.
- the fiber for an actuator of the present invention has a large spring index and flexibility, it can be a member suitable for a soft actuator.
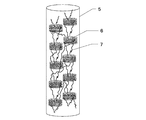
- FIG. 1 is a schematic view of an actuator fiber having a coil spring shape according to the present invention.
- FIG. 2 is a schematic view of a twisted fiber (twisted fiber).
- FIG. 3 is a schematic view of a fiber having no twist.
- FIG. 4 is a view schematically showing a crystal part and an amorphous part in a fiber having no twist.
- the actuator fiber of the present invention needs to be made of a thermoplastic resin.
- the mechanism of the expansion / contraction operation of the actuator fiber of the present invention will be described later.
- a driving source of the operation a force generated when the molecular chain in the amorphous portion of the thermoplastic resin relaxes the orientation by heating is used.
- the actuator fiber of the present invention needs to have a coil spring shape including a coil part in which the fiber is formed in a spiral shape.
- the coil spring shape mentioned here is a shape similar to a coil spring defined in JIS B0103: 2012 (spring term).
- the fiber for an actuator of the present invention preferably has a tension coil spring shape composed of a coil portion 2 in which the fiber is formed in a spiral shape and an end portion 3 which is not a spiral shape.
- the coil section 2 of the actuator fiber 1 is preferably made of a twisted fiber 4 (hereinafter, a twisted fiber 4).
- Fibers made of a thermoplastic resin fibers 5 which are not twisted as shown in FIG. 3 are present with molecular chains forming regions of crystal parts 6 and amorphous parts 7 inside the fibers as shown in FIG.
- the orientation of the molecular chains in the amorphous portion 7 is gradually relaxed, so that the shrinkage occurs in the fiber axis direction.
- twisting is applied to the untwisted fiber, the axial direction of the original fiber becomes a spiral direction along the twist angle of the twisted fiber.
- the actuator fiber of the present invention has a coil portion, if the coil portion is formed of a twisted fiber having the same twist direction, heating the actuator fiber causes the molecular chain in the amorphous portion to be heated. The orientation is relaxed, and a force in the untwisting direction acts on the twisted fibers constituting the coil portion. As a result, a force for reducing the coil pitch is generated, and a tensile force is generated in the axial direction of the actuator fiber. In order to generate the tensile force of the actuator fiber of the present invention in the axial direction from such a mechanism, the adjacent windings of the coil portion need to be in a non-contact state.
- the actuator fiber when the actuator fiber has a tension coil spring shape in which windings adjacent to each other are in contact with each other in the initial state, a load larger than the load (initial tension) at which contact between the windings adjacent to each other starts to be released is increased. It is necessary to keep the windings out of contact with each other over one end of the fiber.
- the actuator fiber When the actuator fiber is heated and cooled after generating a tensile force, the generation of the tensile force stops and the state returns to the state before the heating. By repeating this heating and cooling, the actuator fiber of the present invention develops an expansion and contraction operation.
- the actuator fiber of the present invention must have a spring index D / d of 1.7 or more.
- the spring index in the present invention is a ratio of the fiber diameter d of the fiber constituting the actuator fiber of the present invention to the average diameter D of the coil portion, and is an index represented by D / d.
- the fiber diameter d is, for example, a twisted fiber indicated by d in FIG. 1 for ten locations of the coil part randomly extracted in an image of the side of the actuator fiber taken at a magnification of 300 times with a digital microscope. Can be obtained as an average value.
- the average diameter D of the coil section 2 is calculated by calculating the outer diameter of the coil section at 10 locations of the coil section randomly extracted in the same photographed image. Is measured, the average value thereof is obtained, and the value of the fiber diameter d is subtracted from the value of the average outer diameter of the coil portion.
- the larger the spring index the more flexible the spring, and the more easily the coil portion expands under load. That is, when the load applied to the coil portion along the coil axis direction is constant, the larger the spring index, the greater the amount of deflection of the coil portion.
- the spring becomes flexible, it is possible to disperse an external force received from tension, compression, bending, and the like in the coil axis direction, which leads to a longer life of the spring.
- the smaller the spring index the harder the spring, and the more difficult it is for the coil portion to expand with respect to the load. That is, when the load applied to the coil portion is constant along the coil axis direction, the smaller the spring index, the smaller the amount of deflection of the coil portion.
- the spring index is generally set in a range of 4.0 to 22.0.
- the material for the actuator fiber of the present invention is a thermoplastic resin
- the design range of the spring index is different from that of a coil spring made of metal.
- the present inventors have conducted intensive studies and found that the actuator fiber made of a thermoplastic resin has a spring index D / d of 1.7 or more, thereby being rich in flexibility and incorporated into textile products such as clothes. It has been found that the actuator function can be exerted without impairing the wearing comfort.
- the spring index D / d is preferably 2.5 or more from the viewpoint of enhancing the ability to follow the movement of the body. Further, from the viewpoint of suppressing the feeling of pressure on the body when worn, the spring index D / d is more preferably 4.0 or more.
- the substantial upper limit of the spring index D / d is as follows. 20.0.
- the fiber for an actuator of the present invention preferably has a glass transition temperature (Tg) of 150 ° C. or less obtained by measurement with a differential scanning calorimeter (hereinafter, DSC).
- Tg in the present invention is measured using a DSC in a temperature range from 20 ° C. to a temperature about 30 ° C. higher than the end of the melting peak (exothermic peak) at a rate of 10 ° C./min, and calculated using analysis software. Point value.
- the drive source for the contraction operation of the actuator fiber of the present invention is derived from the relaxation of the orientation of the molecular chains in the amorphous portion due to heat. Therefore, when the temperature of the actuator fiber exceeds Tg due to the heating, the orientation relaxation is rapidly advanced, and the contraction operation is instantaneously caused.
- the Tg of the actuator fiber means the temperature at which the contraction operation is possible. The higher the Tg, the more the heating operation is required for the contraction operation of the actuator fiber, and the lower the Tg, the more the contraction operation can be performed with less heating. Become. From the viewpoint of suppressing the heating energy required for the contraction operation, Tg is more preferably 120 ° C. or less.
- Tg is more preferably 80 ° C or lower, and particularly preferably 60 ° C or lower.
- Tg is more preferably 0 ° C. or higher, and still more preferably 20 ° C. or higher, from the viewpoint of enhancing the form stability during heating and cooling.
- the fiber for actuator of the present invention preferably has a crystallinity calculated from the calorific value of fusion obtained by DSC measurement in the range of 5 to 95%.
- the degree of crystallinity was determined from the DSC thermogram obtained from the measurement by DSC, the calorie obtained from the low-temperature crystallization peak (endothermic peak) as the heat of crystallization (J / g), and the melting peak (exothermic peak).
- the amount of heat can be calculated from the following equation as the amount of heat of fusion (J / g).
- Crystallinity (%) ⁇ (heat of fusion ⁇ heat of crystallization) / heat of complete crystal fusion ⁇ ⁇ 100
- the main driving source of the contracting operation of the actuator fiber of the present invention is derived from the relaxation of the orientation of the molecular chains in the amorphous part due to heat. Becomes larger.
- the actuator fiber of the present invention preferably has a crystal part from the viewpoint of form stability. It is more preferable that the degree of crystallinity be 10% or more from the viewpoint of promoting the above-described viewpoint and increasing the morphological stability during heating and cooling.
- the crystallinity is more preferably 15% or more.
- the crystallinity is more preferably 80% or less from the viewpoint of increasing the shrinkage force during heating.
- the crystallinity is more preferably 60% or less.
- the absolute value of the birefringence ⁇ n of the fiber for an actuator of the present invention is preferably in the range of 1.0 ⁇ 10 ⁇ 3 to 5.0 ⁇ 10 ⁇ 1 .
- the birefringence ⁇ n is calculated by measuring the birefringence of the fiber with the number n being 5, and rounding the third digit so that the average value becomes two significant figures.
- the birefringence ⁇ n of the fiber has a positive or negative sign depending on the type of the thermoplastic resin. The larger the absolute value, the higher the degree of orientation of the molecular chain in the fiber axis direction.
- the main driving force of the tensile force of the actuator fiber of the present invention is derived from the relaxation of the orientation of the molecular chains in the amorphous part due to heat. The resulting tensile force is large.
- ⁇ n is more preferably 5.0 ⁇ 10 ⁇ 3 or more.
- ⁇ n is more preferably 1.0 ⁇ 10 ⁇ 2 or more.
- the substantial upper limit of ⁇ n is about 5.0 ⁇ 10 ⁇ 1 .
- ⁇ n is more preferably 3.0 ⁇ 10 ⁇ 1 or less.
- ⁇ n is 1.0 ⁇ More preferably, it is 10 -1 or less.
- the thermoplastic resin constituting the actuator fiber of the present invention is preferably a thermoplastic resin having a Tg of 150 ° C. or less since the Tg of the actuator fiber is preferably 150 ° C. or less.
- the thermoplastic resin include polyester, nylon 6,10, nylon 6,12, nylon 10,10, polypropylene, ethylene tetrafluoroethylene, perfluoroalkyl vinyl ether copolymer, polyphenylene sulfide, polyether ether ketone, and polyoxy. It is preferably selected from methylene and polyurethane.
- polyester examples include aromatic polyesters such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polyhexamethylene terephthalate, polylactic acid, polyglycolic acid, polyethylene adipate, polypropylene adipate, polybutylene adipate, polyethylene succinate, and polypropylene succinate.
- aromatic polyesters such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polyhexamethylene terephthalate, polylactic acid, polyglycolic acid, polyethylene adipate, polypropylene adipate, polybutylene adipate, polyethylene succinate, and polypropylene succinate.
- polyester copolymer component examples include phthalic acid, isophthalic acid, terephthalic acid, 5-sodium sulfoisophthalic acid, 1,5-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, and 2,2′-biphenyldicarboxylic acid 3,3′-biphenyldicarboxylic acid, 4,4′-biphenyldicarboxylic acid, aromatic dicarboxylic acids such as anthracenedicarboxylic acid, malonic acid, fumaric acid, maleic acid, succinic acid, itaconic acid, adipic acid, azelaic acid, Sebacic acid, 1,11-undecanedicarboxylic acid, 1,12-dodecanedicarboxylic acid, 1,14-tetradecanedicarboxylic acid, 1,18-octadecanedicarboxylic acid, 1,2-cyclohexanedicarboxylic
- Polypropylene may be a homopolymer or a copolymer with a copolymer component, and examples of the type of the copolymer include a block copolymer and a graft copolymer, but are not limited thereto. Not done.
- the copolymerization component an unsaturated compound containing a polar functional group having a high affinity for a dye can be suitably used, and a carboxylic acid group, a carboxylic acid anhydride group, a carboxylic acid group, a carboxylic acid ester group, a carboxylic acid amide group, and the like can be used. Is mentioned.
- the copolymer component examples include maleic acid, fumaric acid, itaconic acid, unsaturated carboxylic acids such as acrylic acid and methacrylic acid, maleic anhydride, unsaturated carboxylic anhydrides such as itaconic anhydride, and sodium methacrylate.
- unsaturated carboxylic acid salts such as sodium acrylate, unsaturated carboxylic acid esters such as vinyl acetate, vinyl propionate, methyl acrylate, ethyl acrylate, methyl methacrylate, monoethyl maleate, acrylamide, monoamide maleate, etc. But not limited thereto.
- One of these copolymer components may be used alone, or two or more thereof may be used in combination.
- polyurethane a polymer compound obtained by a reaction of three components of a diisocyanate, a polyol and a chain extender can be mentioned.
- diisocyanate examples include trimethylene diisocyanate, tetramethylene diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, 1,3-bis (isocyanatomethyl) cyclohexane, 1,4-bis (isocyanatomethyl) cyclohexane, 1,3-cyclohexane diisocyanate, 1,4-cyclohexane diisocyanate, 2,2'-diphenylmethane diisocyanate, 2,4'-diphenylmethane diisocyanate, 4,4'-diphenylmethane diisocyanate, 1,5-naphthalenediisocyanate, 2,4-toluene diisocyanate, 2,6-toluene Examples include, but are not limited to, diisocyanate, diphenylmethane diisocyanate, and the like.
- Polyols include, but are not limited to, polyether polyols, polyester polyols, polycaprolactone polyols, polycarbonate polyols, and the like.
- the polyether polyol is obtained by ring-opening addition polymerization of a low molecular weight polyol or a low molecular weight polyamine with an alkylene oxide.
- the polyester polyol is obtained by a condensation reaction or transesterification reaction between a low molecular weight polyol and a polycarboxylic acid, a polycarboxylic acid ester, a polycarboxylic anhydride, or a polycarboxylic halide.
- Polycaprolactone polyol is obtained by ring-opening polymerization of low molecular weight polyol and caprolactone.
- the polycarbonate polyol is obtained by addition polymerization of a low molecular weight polyol and carbonate.
- the low molecular weight polyol examples include ethylene glycol, propylene glycol, 1,3-propanediol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, cyclohexanediol, cyclohexanedimethanol, and bisphenol.
- low molecular weight polyamine examples include, but are not limited to, ethylenediamine, 1,3-propanediamine, 1,4-butanediamine, 1,6-hexamethylenediamine, 1,4-cyclohexanediamine, hydrazine and the like.
- alkylene oxide examples include, but are not limited to, ethylene oxide, propylene oxide, butylene oxide, and tetrahydrofuran.
- polycarboxylic acids include, but are not limited to, oxalic acid, malonic acid, fumaric acid, maleic acid, succinic acid, itaconic acid, adipic acid, phthalic acid, isophthalic acid, terephthalic acid, dimer acid, and the like. Not done.
- polycarboxylic acid ester include, but are not limited to, methyl ester and ethyl ester of the polycarboxylic acid.
- polycarboxylic anhydrides include, but are not limited to, oxalic anhydride, succinic anhydride, maleic anhydride, phthalic anhydride, trimellitic anhydride, and the like.
- polycarboxylic acid halide examples include, but are not limited to, oxalic acid dichloride and adipic acid dichloride.
- caprolactone examples include, but are not limited to, ⁇ -caprolactone.
- carbonate examples include, but are not limited to, ethylene carbonate and dimethyl carbonate.
- chain extender examples include ethanediol, 1,2-propanediol, 1,3-propanediol, 1,4-butanediol, 1,6-hexanediol, diethylene glycol, dipropylene glycol, and the like. It is not limited to these.
- thermoplastic resin is selected from nylon 6,10, nylon 6,12, and nylon 10,10 because of its excellent strength.
- the actuator fiber of the present invention may be composed of only one fiber made of a thermoplastic resin, or may be composed of two or more fibers made of a thermoplastic resin.
- the heating method for generating the tensile force of the actuator fiber of the present invention is not particularly limited, but a heat source such as hot air, steam, various high-temperature gases, various resistance heating elements that convert electric energy into heat energy, and sunlight.
- a heat source such as hot air, steam, various high-temperature gases, various resistance heating elements that convert electric energy into heat energy, and sunlight.
- heat using light energy such as infrared rays, ultraviolet rays, lasers, and electromagnetic waves can be used.
- a resistance heating element that can be heated by an electric signal.
- it is also preferable to increase the cooling efficiency by combining air cooling using a ventilation fan or the like, liquid cooling using various refrigerants such as water, or a cooling device such as a Peltier element.
- the resistance heating element is not particularly limited as long as it is a material that generates heat due to electric resistance. Carbon-based materials such as carbon black, carbon nanotube, and carbon fiber, metal particles such as gold, silver, and copper, polyacetylene, and polyaniline , Polythiophene, and a conductive polymer represented by polypyrrole are preferred.
- the resistance heating elements may be compounded on the surface of the actuator fiber of the present invention by coating or chemical bonding. It may be fixed. These resistance heating elements themselves are processed into a molded body such as a film, a fiber or an electric wire, or a composite formed with a general-purpose molded body is brought into contact with the fiber for the actuator of the present invention by twisting or the like. It may be incorporated in any form.
- the fiber diameter d of the fiber for an actuator of the present invention is not particularly limited, but is preferably in the range of 1 to 10000 ⁇ m from the viewpoint of causing a practical expansion / contraction operation as an actuator. In applications where it is required to follow the movement of the body when worn, such as in clothing or other textile products, the fiber diameter d should be in the range of 1 to 1000 ⁇ m from the viewpoint of further increasing the flexibility of the actuator fibers. Is more preferred.
- the method for producing the fiber for an actuator of the present invention is not particularly limited, but an example of the production method is described below.
- a fiber (monofilament or multifilament) made of a thermoplastic resin is cut into a desired length, and fixed by tying the upper end of the fiber to a shaft of a stirrer equipped with a rotating motor.
- a weight is attached to the lower end of the fiber, and the rotating motor of the stirrer is operated.
- the rotation direction of the motor is the same as the direction perpendicular to the fiber axis, and the fibers fixed at both ends are twisted by the shaft and weight of the stirrer.
- the coiling here means that the twisted fiber is formed into a coil shape. From this coiling start point, coiling proceeds over the entire fiber, and finally, an actuator fiber having a coil spring shape is obtained.
- the windings adjacent to each other are in close contact with each other, but the windings adjacent to each other are separated by partially untwisting after manufacturing, so that the non-contact It is also possible to adjust to the state of.
- the rotation direction of the coil part formed in the fiber matches the rotation direction of the stirrer motor, and by adjusting the rotation direction of the motor, an actuator fiber having a coil spring shape in the right or left rotation direction is adjusted. Can be made separately.
- the weight of the weight attached to the lower end of the fiber also affects the coiling. If the load is insufficient, the fiber will be entangled while twisting, and if the load is excessive, twisting will be applied. The fiber breaks during the operation. It is necessary to select a load within an appropriate range that does not cause such entanglement and breakage of the fibers. Within this appropriate range, when fibers having the same fiber diameter d are used, the larger the load, the larger the average diameter of the coil portion to be formed. D tends to decrease and the spring index D / d tends to decrease, and as the load decreases, the average diameter D of the coil portion increases and the spring index D / d tends to increase. Further, in order to increase the spring index D / d of the actuator fiber, that is, to increase the average diameter D of the coil part, it is possible to form the coil part while winding the fiber around the mandrel.
- Actuator fibers having the obtained coil spring shape may be plastically deformed due to excessive twist added during manufacturing, and the shape may be fixed. Further, for the purpose of stabilizing the form of the fiber for the actuator, heat setting may be performed similarly to the fiber made of a usual thermoplastic resin.
- the actuator fiber of the present invention when used as an actuator, exhibits reversible expansion and contraction by heating and cooling. Therefore, it is suitably used for precision equipment and micromachines used in robots, electronic information-related, bio-medical, and the like. You can do it. Further, since the actuator fiber of the present invention is rich in flexibility, it can be suitably used as a support robot / apparatus such as an assist suit for assisting a force necessary for walking or working, clothing and textile products.
- A. Fiber diameter d In an image obtained by photographing the side surface of the actuator fiber with a digital microscope VHX2000 manufactured by KEYENCE CORPORATION at a magnification of 300 times, the width of the twisted fiber 4 indicated by d in FIG. was measured, and the average value was rounded off to the first decimal place and the value determined to the first decimal place was taken as the fiber diameter d ( ⁇ m).
- Spring index D / d average diameter D of the coil part / fiber diameter d The value calculated to the first decimal place was rounded off to the second decimal place and used as the spring index D / d.
- Tg and crystallinity were obtained from a DSC thermogram obtained by measurement using Universal Analysis 2000 manufactured by TA Instruments as analysis software. Also, the calorie determined from the endothermic peak is defined as the heat of crystallization (J / g), and the calorie determined from the exothermic peak is defined as the heat of fusion (J / g).
- Crystallinity (%) ⁇ (heat of fusion ⁇ Heat of crystallization) / heat of complete crystal fusion ⁇ ⁇ 100 The value obtained by rounding off the first decimal place of the calculated value to obtain an integer was defined as the crystallinity. In addition, the value described in each Example was used for the heat of complete crystal fusion (J / g) of various thermoplastic resins.
- FIG. Birefringence ⁇ n The coil portion of the actuator fiber was cut out, and the retardation (nm) was measured with an OLYMPUS BH-2 polarizing microscope equipped with a Berek type compensator, and the fiber diameter d ( ⁇ m) obtained in the above section A was used.
- the following formula: birefringence ⁇ n (retardation / fiber diameter d) ⁇ 10 ⁇ 3 , The birefringence ⁇ n was determined. Measurements were made at any five locations in the coil portion, and the average value was rounded off to the third digit so that the two significant digits would be two digits.
- the initial load Pi corresponding to the initial tension calculated by the following method is used in order to exclude the influence of the initial tension. After adding (g), a tension of 20 MPa was applied.
- the actuator fibers having adjacent windings in contact with each other are suspended with their upper ends fixed, and the lower ends are suspended.
- L1-L2 represents a fiber length difference before and after heating, that is, a displacement due to heat shrinkage
- the expansion / contraction operation rate is a displacement rate with respect to the fiber length before heating.
- the average of the expansion and contraction operation rate obtained by repeating the heating and cooling cycle five times is rounded off to the first decimal place, and the value obtained to the first decimal place is calculated as the expansion and contraction operation rate of the actuator fiber.
- the Tg of the actuator fiber was less than 25 ° C
- the fiber was heated with hot air of 95 ° C using a heat gun, and the expansion / contraction operation rate was evaluated.
- FIG. Initial length change rate during expansion / contraction operation
- the fiber length L3 (mm) in the initial state for the actuator fiber tensioned by the method described in the above section F was measured. Thereafter, the heating and cooling cycle was repeated 50 times by the method described in the above section F, and the fiber length L4 (mm) of the sample when the 50th cooling was completed was measured.
- Initial length change rate (%) (
- the second decimal place was rounded off to obtain the first decimal place and the initial length change rate was calculated.
- the calculated rate of change in the initial length was less than 5.0%, it was judged as passing. Incidentally, the smaller the initial length change rate, the better, and the minimum value is 0.0%.
- the fiber for actuator obtained in the example was used as a plain woven cotton fabric (English cotton count 40S: spun yarn, warp / weft weaving density: 50 / inch (2 One warp was used as a warp at a ratio of one warp to 0.5 warp (.54 cm)) to prepare a plain woven fabric having a length and width of 10 cm. Subsequently, the obtained plain fabric was sewn so as to surround the upper arm portions of the left and right sleeves of the cotton long-sleeved shirt once. When the plain fabric was sewn, the direction of the sleeve was matched with the direction of the actuator fiber. Twenty test subjects who had five or more years of experience in a wearing test were allowed to wear the produced shirt, and after walking for 10 minutes, the flexibility, the followability, and the feeling of oppression were evaluated as follows.
- Example 1 Polyethylene terephthalate (PET) resin (T755M manufactured by Toray Industries, Inc.) was continuously supplied to a single-screw extruder and melt-extruded at a temperature of 280 ° C. The extruded molten polymer was measured by a gear pump, fed into a spin pack, spun out from a spinneret for round cross section, and stretched to produce a monofilament made of polyethylene terephthalate having a diameter of 130.5 ⁇ m.
- PET Polyethylene terephthalate
- Example 2 In Example 1, a thermoplastic resin was used. In Example 2, a nylon 6 resin (“Amilan” polyamide CM1017 manufactured by Toray Industries, Inc., melt extrusion temperature: 260 ° C.) was used. In Example 3, a nylon 6,6 resin (manufactured by Toray Industries, Inc.) was used.
- a nylon 6 resin (“Amilan” polyamide CM1017 manufactured by Toray Industries, Inc., melt extrusion temperature: 260 ° C.) was used.
- Example 3 a nylon 6,6 resin (manufactured by Toray Industries, Inc.) was used.
- Example 7 is a high-density polyethylene (HDPE) resin (HIZEX 5000S manufactured by Prime Polymer Co., Ltd.) R, melt extrusion temperature: 180 ° C.), in Example 8, a linear low density polyethylene (LLDPE) resin (Neozex 2015M manufactured by Prime Polymer Co., Ltd., melt extrusion temperature: 170 ° C.), and in Example 9, polypropylene (PP) resin
- HDPE high-density polyethylene
- LLDPE linear low density polyethylene
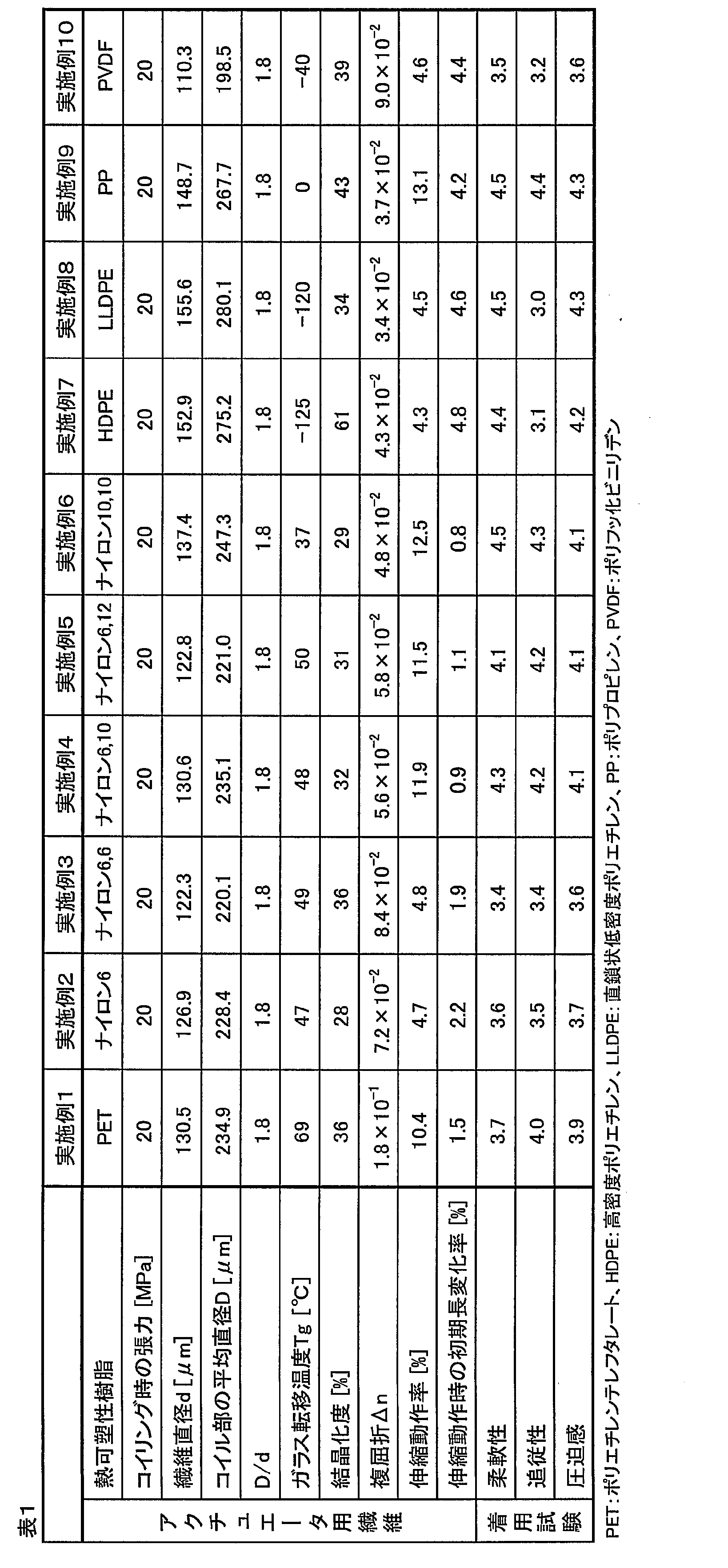
- Table 1 shows the obtained actuator fibers and the evaluation results of the wearing test.
- the heat of complete crystal fusion of the thermoplastic resin of each example was 229.8 J / g for nylon 6, 255.4 J / g for nylon 6,6, 253.9 J / g for nylon 6,10, and nylon 6,6. 12 is 258.0 J / g, nylon 10,10 is 244.0 J / g, high density polyethylene and linear low density polyethylene are 286.7 J / g, polypropylene is 209.0 J / g, and polyvinylidene fluoride is 105.J / g. 0 J / g.
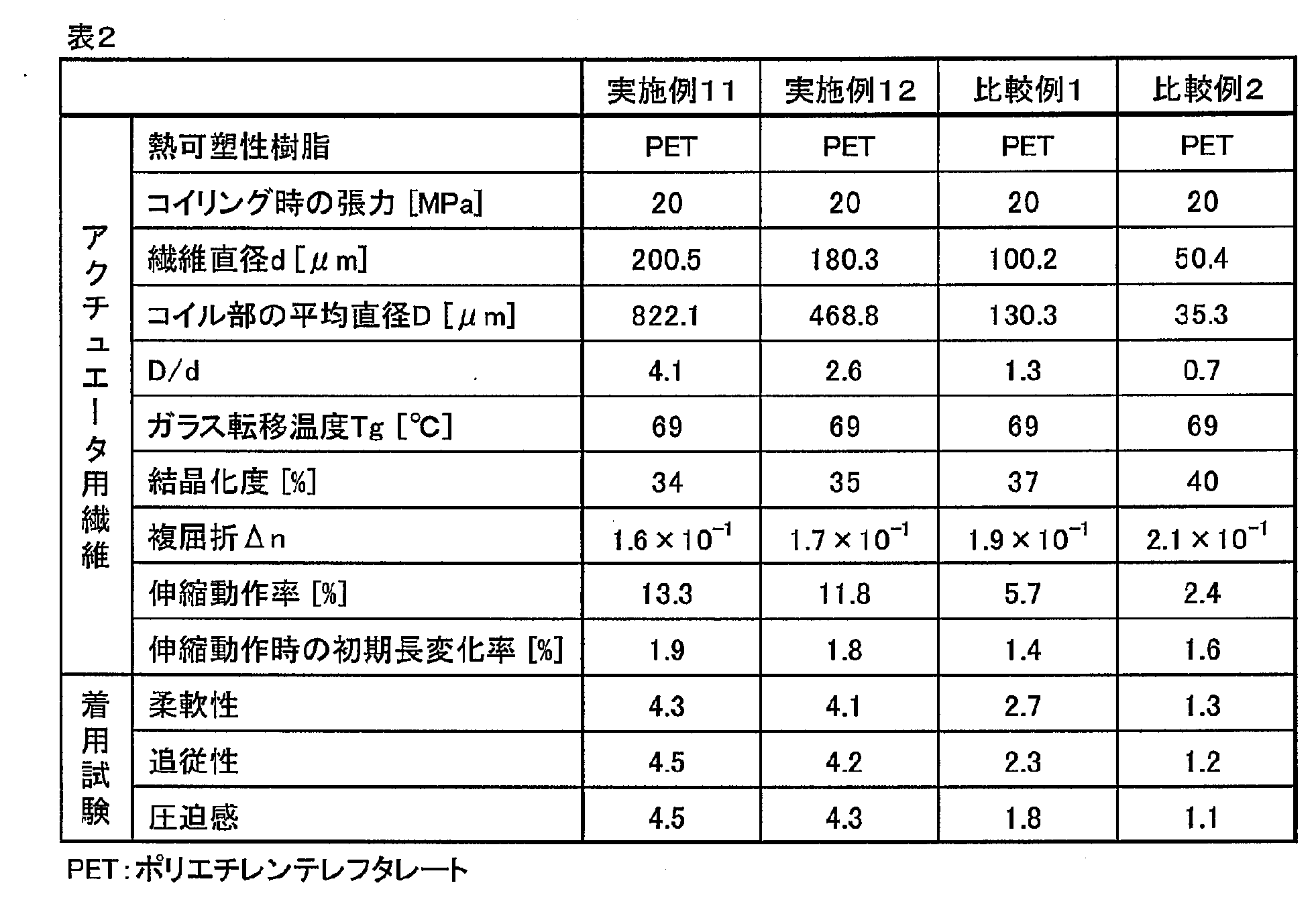
- Example 1 was carried out in the same manner as in Example 1 except that the fiber diameter d was changed as shown in Table 2.
- Table 2 shows the obtained actuator fibers and the evaluation results of the wearing test.
- the fiber for the actuator was a hard spring, and the expansion / contraction rate was low.
- all of the flexibility, the following ability, and the feeling of pressure were low, and the wearing feeling was poor.
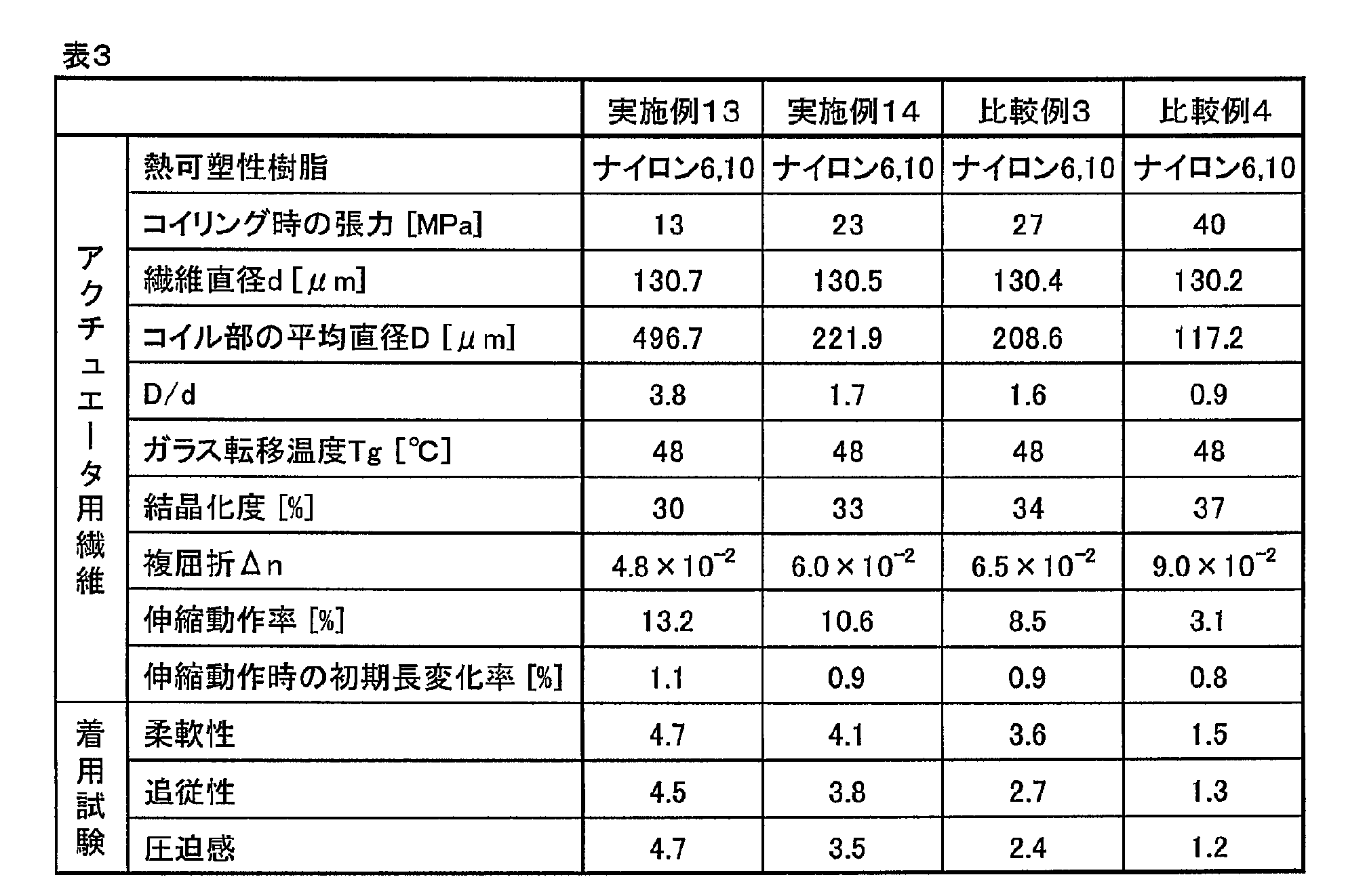
- Example 4 it carried out according to Example 4 except having changed the tension at the time of coiling as shown in Table 3.
- Table 3 shows the obtained actuator fibers and the evaluation results of the wearing test.
- Comparative Examples 3 and 4 since the spring index D / d was small, the fiber for the actuator was a hard spring, and the expansion / contraction operation rate was low. Also in the wearing test, all of the flexibility, the following ability, and the feeling of pressure were low, and the wearing feeling was poor.
- the actuator fiber of the present invention provides an actuator that reversibly expands and contracts by heating and cooling, and has high flexibility and precision equipment and micromachines used in electronic information related and bio / medical related fields. Therefore, the present invention can be suitably used as a support robot / apparatus such as an assist suit for assisting a necessary force during walking and work, clothing and textile products.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Combustion & Propulsion (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Biochemistry (AREA)
- Analytical Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Artificial Filaments (AREA)
- Manipulator (AREA)
- Woven Fabrics (AREA)
Abstract
Description
(1)熱可塑性樹脂からなる繊維であって、コイルばね形状を有し、コイル部の平均直径をD、繊維直径をdとしたとき、ばね指数D/dが1.7以上であるアクチュエータ用繊維。
(2)示差走査熱量計により測定したガラス転移点が150℃以下である前記(1)に記載のアクチュエータ用繊維。
(3)示差走査熱量計により測定した融解熱量から算出した結晶化度が5~95%の範囲にある前記(1)または(2)に記載のアクチュエータ用繊維。
(4)複屈折Δnの絶対値が1.0×10-3~5.0×10-1の範囲にある前記(1)~(3)のいずれか一つに記載のアクチュエータ用繊維。
(5)前記熱可塑性樹脂がポリエステル、ナイロン6,10、ナイロン6,12、ナイロン10,10、ポリプロピレン、エチレンテトラフルオロエチレン、パーフルオロアルキルビニルエーテル共重合体、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、ポリオキシメチレン、ポリウレタン、およびそれらの組み合わせから成る群から選択される前記(1)~(4)のいずれか一つに記載のアクチュエータ用繊維。
(6)熱可塑性樹脂がナイロン6,10、ナイロン6,12、ナイロン10,10およびそれらの組み合わせから成る群から選択される前記(1)~(5)のいずれか一つに記載のアクチュエータ用繊維。
(7)前記(1)~(6)のいずれか一つに記載のアクチュエータ用繊維が少なくとも一部を構成するアクチュエータ。
(8)前記(1)~(6)のいずれか一つに記載のアクチュエータ用繊維が少なくとも一部を構成する繊維製品。
結晶化度(%)={(融解熱量-結晶化熱量)/完全結晶融解熱量}×100
複屈折Δn=(レターデーション/繊維直径)×10-3
アクチュエータ用繊維の側面をキーエンス社製デジタルマイクロスコープVHX2000にて300倍の倍率で撮影した画像において、無作為に抽出したコイル部の10箇所について、図1中のdで示される撚り繊維4の幅の長さを測定し、その平均の小数点第2位を四捨五入して小数点第1位まで求めた値を繊維直径d(μm)とした。
アクチュエータ用繊維の側面をキーエンス社製デジタルマイクロスコープVHX2000にて300倍の倍率で撮影した画像において、無作為に抽出したコイル部の10箇所について、コイル部外径(μm)を測定し、その平均の小数点第2位を四捨五入して小数点第1位まで求めた値を平均コイル部外径D’(μm)とした。次いで、以下の式
コイル部の平均直径D(μm)=平均コイル部外径D’-繊維直径d
の通り、得られた平均コイル部外径D’の値から繊維直径dの値を差し引いた値をコイル部の平均直径D(μm)とした。
繊維直径dおよびコイル部の平均直径Dを用いて、以下の式
ばね指数D/d=コイル部の平均直径D/繊維直径d
より算出し、小数点第2位を四捨五入して、小数点第1位まで求めた値をばね指数D/dとした。
TA Instruments社製DSC2000を用いて、10℃/分の昇温条件で、20℃から融解ピーク(発熱ピーク)の終了時より約30℃高い温度の範囲で、アクチュエータ用繊維の示差走査熱量測定を行った。解析ソフトとして、TA Instruments製ユニバーサルアナリシス2000を使用して、測定で得られたDSCサーモグラムにおいて、Tg(℃)を求めた。
また、吸熱ピークから求めた熱量を結晶化熱量(J/g)とし、発熱ピークから求めた熱量を融解熱量(J/g)として、以下の式
結晶化度(%)={(融解熱量-結晶化熱量)/完全結晶融解熱量}×100
により、算出した値の小数点第1位を四捨五入して、整数とした値を結晶化度とした。なお、各種熱可塑性樹脂の完全結晶融解熱量(J/g)は、各実施例中に記載した値を用いた。
アクチュエータ用繊維のコイル部を切り出して、ベレック式コンペンセーターを備えたOLYMPUS BH-2偏光顕微鏡により、レターデーション(nm)を測定し、上記A項で求めた繊維直径d(μm)を用いて、以下の式
複屈折Δn=(レターデーション/繊維直径d)×10-3
により、複屈折Δnを求めた。コイル部の任意の5箇所について、測定を行い、その平均値を有効数字2桁となるように、3桁目を四捨五入して算出した値を複屈折Δnとした。
温度25.0℃、湿度60.0%RHに保たれた恒温恒湿室内にて、アクチュエータ用繊維を、その上端を固定した状態で吊るし、互いに隣り合う巻線が非接触の状態で、20MPaの張力がかかるように、以下の式
張力(MPa)=荷重×0.0098/繊維断面積
から算出した荷重(g)のおもりを、アクチュエータ用繊維の下端にかけた。なお、繊維断面積(mm2)は、繊維直径d(μm)を用いて算出した値である。
Pi(g)=2P1-P2
から初荷重Piを算出した。
伸縮動作率(%)={(L1-L2)/L1}×100
より伸縮動作率を算出した。
なお、アクチュエータ用繊維のTgが25℃未満の場合には、ヒートガンを用いて、95℃の熱風で加熱し、伸縮動作率を評価した。
前記F項に記載の方法で張力をかけたアクチュエータ繊維用の初期状態における繊維長L3(mm)を測定した。その後、前記F項に記載の方法で加熱放冷のサイクルを50回繰り返し、50回目の放冷が完了したときのサンプルの繊維長L4(mm)を測定した。これらの測定値を用い、以下の式
初期長変化率(%)=(|L3-L4|/L3)×100
より小数点第2位を四捨五入し、小数点第1位まで求めて初期長変化率を算出した。ここで、|L3-L4|は、加熱放冷50サイクル前の初期状態における繊維長と50サイクル後の初期状態における繊維長の差の絶対値を表している。算出した初期長変化率が5.0%未満の場合、合格とした。ちなみに、初期長変化率は小さければ小さいほど優れており、最小値は0.0%である。
実施例によって得られたアクチュエータ用繊維を、綿の平織物(英式綿番手40S:紡績糸、経・緯の織密度:各50本/インチ(2.54cm))の経糸10本に対して1本の割合で経糸として組み込み、縦・横が各10cmの平織物を作製した。続いて、綿製長袖ワイシャツの左右の袖の上腕部分を一周取り囲むように、得られた平織物を縫い付けた。平織物を縫い付ける際には、袖の向きとアクチュエータ用繊維の向きを一致させた。5年以上の着用試験評価の経験を有する被験者20名に対し、作製したワイシャツを着用させ、10分間歩行後に、柔軟性、追従性、圧迫感を下記のとおり評価した。
ポリエチレンテレフタレート(PET)樹脂(東レ株式会社製 T755M)を1軸型エクストルーダーに連続供給し、温度280℃で溶融押出した。押出された溶融ポリマーをギアポンプで計量して、紡糸パックへ送り込み、丸断面用紡糸口金から紡出した後、延伸することにより直径130.5μmのポリエチレンテレフタレート製モノフィラメントを作製した。
実施例1において熱可塑性樹脂を、実施例2ではナイロン6樹脂(東レ株式会社製“アミラン”ポリアミドCM1017、溶融押出温度:260℃)、実施例3ではナイロン6,6樹脂(東レ株式会社製“アミラン”ポリアミドCM3001-N、溶融押出温度:290℃)、実施例4ではナイロン6,10樹脂(東レ株式会社製“ アミラン”ポリアミドCM2001、溶融押出温度:270℃)、実施例5ではナイロン6,12樹脂(ダイセル・エボニック製“ベスタミド”D18、溶融押出温度:215℃)、実施例6ではナイロン10,10樹脂(ダイセル・エボニック製“ベスタミド”テラDS、溶融押出温度:250℃)、実施例7では高密度ポリエチレン(HDPE)樹脂(株式会社プライムポリマー製ハイゼックス5000SR、溶融押出温度:180℃)、実施例8では直鎖状低密度ポリエチレン(LLDPE)樹脂(株式会社プライムポリマー製ネオゼックス2015M、溶融押出温度:170℃)、実施例9ではポリプロピレン(PP)樹脂(日本ポリプロ株式会社製FY5、溶融押出温度:230℃)、実施例10ではポリフッ化ビニリデン(PVDF)樹脂(株式会社クレハ製KFポリマー#1100、溶融押出温度:230℃)に変更したこと以外は、実施例1に従い実施した。得られたアクチュエータ用繊維と着用試験の評価結果を表1に示す。なお、各実施例の熱可塑性樹脂における完全結晶融解熱量は、ナイロン6が229.8J/g、ナイロン6,6が255.4J/g、ナイロン6,10が253.9J/g、ナイロン6,12が258.0J/g、ナイロン10,10が244.0J/g、高密度ポリエチレンおよび直鎖状低密度ポリエチレンが286.7J/g、ポリプロピレンが209.0J/g、ポリフッ化ビニリデンが105.0J/gとした。
実施例1において、繊維直径dを表2に示すとおり変更したこと以外は、実施例1に従い実施した。得られたアクチュエータ用繊維と着用試験の評価結果を表2に示す。
比較例1、2では、ばね指数D/dが小さいため、アクチュエータ用繊維は硬いばねとなり、伸縮動作率も低い結果であった。着用試験においても、柔軟性、追従性、圧迫感のいずれも評価が低く、着用感に劣るものであった。
実施例4において、コイリング時の張力を表3に示すとおり変更したこと以外は、実施例4に従い実施した。得られたアクチュエータ用繊維と着用試験の評価結果を表3に示す。
比較例3、4では、ばね指数D/dが小さいため、アクチュエータ用繊維は硬いばねとなり、伸縮動作率も低い結果であった。着用試験においても、柔軟性、追従性、圧迫感のいずれも評価が低く、着用感に劣るものであった。
2 コイル部
3 端部
D コイル部の平均直径
D’ 平均コイル部外径
d 繊維直径
4 撚りの入った繊維(撚り繊維)
d’ 撚りの入った繊維の直径
5 撚りの入っていない繊維
d’’ 撚りの入っていない繊維の直径
6 結晶部
7 非晶部
Claims (8)
- 熱可塑性樹脂からなる繊維であって、コイルばね形状を有し、コイル部の平均直径をD、繊維直径をdとしたとき、ばね指数D/dが1.7以上であるアクチュエータ用繊維。
- 示差走査熱量計により測定したガラス転移点が150℃以下である請求項1に記載のアクチュエータ用繊維。
- 示差走査熱量計により測定した融解熱量から算出した結晶化度が5~95%の範囲にある請求項1または2に記載のアクチュエータ用繊維。
- 複屈折Δnの絶対値が1.0×10-3~5.0×10-1の範囲にある請求項1~3のいずれか一項に記載のアクチュエータ用繊維。
- 前記熱可塑性樹脂がポリエステル、ナイロン6,10、ナイロン6,12、ナイロン10,10、ポリプロピレン、エチレンテトラフルオロエチレン、パーフルオロアルキルビニルエーテル共重合体、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、ポリオキシメチレン、ポリウレタン、およびそれらの組み合わせから成る群から選択される請求項1~4のいずれか一項に記載のアクチュエータ用繊維。
- 前記熱可塑性樹脂がナイロン6,10、ナイロン6,12、ナイロン10,10およびそれらの組み合わせから成る群から選択される請求項1~5のいずれか一項に記載のアクチュエータ用繊維。
- 請求項1~6のいずれか一項に記載のアクチュエータ用繊維が少なくとも一部を構成するアクチュエータ。
- 請求項1~6のいずれか一項に記載のアクチュエータ用繊維が少なくとも一部を構成する繊維製品。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980058962.3A CN112703278B (zh) | 2018-09-10 | 2019-09-06 | 致动器用纤维及使用了该致动器用纤维的致动器和纤维制品 |
| JP2019569862A JP7480507B2 (ja) | 2018-09-10 | 2019-09-06 | アクチュエータ用繊維、並びにそれを用いたアクチュエータおよび繊維製品 |
| EP19859811.2A EP3851564B1 (en) | 2018-09-10 | 2019-09-06 | Fiber for actuators, and actuator and fiber product using same |
| US17/274,488 US20210317599A1 (en) | 2018-09-10 | 2019-09-06 | Fiber for actuators, and actuator and fiber product using same |
| KR1020217007075A KR102695628B1 (ko) | 2018-09-10 | 2019-09-06 | 액추에이터용 섬유, 및 그것을 사용한 액추에이터 및 섬유 제품 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-168810 | 2018-09-10 | ||
| JP2018168810 | 2018-09-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020054633A1 true WO2020054633A1 (ja) | 2020-03-19 |
Family
ID=69778067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/035266 Ceased WO2020054633A1 (ja) | 2018-09-10 | 2019-09-06 | アクチュエータ用繊維、並びにそれを用いたアクチュエータおよび繊維製品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20210317599A1 (ja) |
| EP (1) | EP3851564B1 (ja) |
| JP (1) | JP7480507B2 (ja) |
| KR (1) | KR102695628B1 (ja) |
| CN (1) | CN112703278B (ja) |
| TW (1) | TWI866926B (ja) |
| WO (1) | WO2020054633A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021162014A (ja) * | 2020-03-31 | 2021-10-11 | 株式会社デンソー | アクチュエータ |
| WO2022092303A1 (ja) * | 2020-10-30 | 2022-05-05 | 三菱ケミカル株式会社 | 可逆的熱伸縮性を有する成形体、繊維製品、アクチュエータ及びアシストスーツ |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020231741A2 (en) * | 2019-05-10 | 2020-11-19 | Board Of Regents, The University Of Texas System | Sheath-run artificial muscles and methods of use thereof |
| CN114474029B (zh) * | 2022-02-16 | 2023-09-01 | 之江实验室 | 一种可高频驱动的热响应人工肌肉 |
| CN115383733B (zh) * | 2022-09-20 | 2024-05-17 | 南开大学 | 一种多驱动模式人工肌肉纤维及其制备方法 |
| KR102839475B1 (ko) | 2022-11-22 | 2025-07-28 | 재단법인대구경북과학기술원 | 선형 섬유 모터 |
| KR102915504B1 (ko) | 2023-08-21 | 2026-01-21 | 재단법인대구경북과학기술원 | 섬유형 액추에이터의 모니터링 시스템 및 섬유형 액추에이터의 제조 방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56131332A (en) * | 1980-03-18 | 1981-10-14 | Toray Industries | Monofilament fishing net |
| JPH07156606A (ja) * | 1993-12-03 | 1995-06-20 | Toyo Tire & Rubber Co Ltd | 乗用車用ラジアルタイヤ |
| JP2010512957A (ja) * | 2006-12-22 | 2010-04-30 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 紫外光への長期の暴露に対する安定性を有する不透明な着色および白色モノフィラメント |
| WO2014022667A2 (en) | 2012-08-01 | 2014-02-06 | The Board Of Regents, The University Of Texas System | Coiled and non-coiled twisted nanofiber yarn and polymer fiber torsional and tensile actuators |
| WO2017022146A1 (ja) | 2015-08-04 | 2017-02-09 | パナソニックIpマネジメント株式会社 | アクチュエータ |
| US20170314539A1 (en) * | 2014-10-22 | 2017-11-02 | Industry-University Cooperation Foundation Hanyang University | Rotation-type actuator actuated by temperature fluctuation or temperature gradient and energy harvesting device using same |
| JP2018083275A (ja) * | 2016-11-25 | 2018-05-31 | パナソニックIpマネジメント株式会社 | 動作アシスト装置 |
| JP2018168810A (ja) | 2017-03-30 | 2018-11-01 | マツダ株式会社 | 内燃機関搭載車両の暖機装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6155418A (ja) * | 1984-08-27 | 1986-03-19 | Toray Monofilament Co Ltd | 合成樹脂製ばね |
| US5302452A (en) * | 1990-01-04 | 1994-04-12 | Toray Industries, Inc. | Drawn plastic product and a method for drawing a plastic product |
| US9853202B2 (en) * | 2014-09-03 | 2017-12-26 | Ras Labs, Inc. | Highly controllable electroactive materials and electroactive actuators capable of pronounced contraction and expansion |
| KR101621167B1 (ko) * | 2014-10-22 | 2016-05-13 | 한양대학교 산학협력단 | 온도변화에 구동되는 회전형 구동기 및 이를 이용한 에너지 하베스팅 장치 |
| JP2017113520A (ja) * | 2015-12-18 | 2017-06-29 | パナソニックIpマネジメント株式会社 | アクチュエータおよびアクチュエータセット |
| KR102361097B1 (ko) * | 2016-12-27 | 2022-02-09 | 린텍 가부시키가이샤 | 액츄에이터 및 그 제조 방법 |
| WO2018156761A1 (en) * | 2017-02-23 | 2018-08-30 | Lintec Of America, Inc. | Continuous production of muscle fibers |
| JP7148529B2 (ja) * | 2017-02-28 | 2022-10-05 | リンテック・オブ・アメリカ・インコーポレイテッド | 人工筋肉アクチュエータの製造 |
| CN110730833B (zh) * | 2017-04-10 | 2022-08-02 | 奥特尔实验室有限责任公司 | 卷曲致动器系统和方法 |
-
2019
- 2019-09-06 WO PCT/JP2019/035266 patent/WO2020054633A1/ja not_active Ceased
- 2019-09-06 CN CN201980058962.3A patent/CN112703278B/zh active Active
- 2019-09-06 EP EP19859811.2A patent/EP3851564B1/en active Active
- 2019-09-06 US US17/274,488 patent/US20210317599A1/en not_active Abandoned
- 2019-09-06 JP JP2019569862A patent/JP7480507B2/ja active Active
- 2019-09-06 KR KR1020217007075A patent/KR102695628B1/ko active Active
- 2019-09-10 TW TW108132606A patent/TWI866926B/zh active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56131332A (en) * | 1980-03-18 | 1981-10-14 | Toray Industries | Monofilament fishing net |
| JPH07156606A (ja) * | 1993-12-03 | 1995-06-20 | Toyo Tire & Rubber Co Ltd | 乗用車用ラジアルタイヤ |
| JP2010512957A (ja) * | 2006-12-22 | 2010-04-30 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 紫外光への長期の暴露に対する安定性を有する不透明な着色および白色モノフィラメント |
| WO2014022667A2 (en) | 2012-08-01 | 2014-02-06 | The Board Of Regents, The University Of Texas System | Coiled and non-coiled twisted nanofiber yarn and polymer fiber torsional and tensile actuators |
| JP2015533521A (ja) * | 2012-08-01 | 2015-11-26 | ザ ボード オブ リージェンツ,ザユニバーシティ オブ テキサス システム | コイル状および非コイル状ナノファイバー撚糸およびポリマーファイバーのねじりおよび引張アクチュエータ |
| US20170314539A1 (en) * | 2014-10-22 | 2017-11-02 | Industry-University Cooperation Foundation Hanyang University | Rotation-type actuator actuated by temperature fluctuation or temperature gradient and energy harvesting device using same |
| WO2017022146A1 (ja) | 2015-08-04 | 2017-02-09 | パナソニックIpマネジメント株式会社 | アクチュエータ |
| JP2018083275A (ja) * | 2016-11-25 | 2018-05-31 | パナソニックIpマネジメント株式会社 | 動作アシスト装置 |
| JP2018168810A (ja) | 2017-03-30 | 2018-11-01 | マツダ株式会社 | 内燃機関搭載車両の暖機装置 |
Non-Patent Citations (1)
| Title |
|---|
| HAINES, C. ET AL.: "Artificial Muscles from Fishing Line and Sewing Thread", SCIENCE, vol. 343, 2014, pages 868 - 872, XP002747796, DOI: 10.1126/science.1246906 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021162014A (ja) * | 2020-03-31 | 2021-10-11 | 株式会社デンソー | アクチュエータ |
| JP7602228B2 (ja) | 2020-03-31 | 2024-12-18 | 株式会社デンソー | アクチュエータ |
| WO2022092303A1 (ja) * | 2020-10-30 | 2022-05-05 | 三菱ケミカル株式会社 | 可逆的熱伸縮性を有する成形体、繊維製品、アクチュエータ及びアシストスーツ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7480507B2 (ja) | 2024-05-10 |
| TW202031949A (zh) | 2020-09-01 |
| TWI866926B (zh) | 2024-12-21 |
| EP3851564B1 (en) | 2025-10-15 |
| EP3851564A1 (en) | 2021-07-21 |
| US20210317599A1 (en) | 2021-10-14 |
| JPWO2020054633A1 (ja) | 2021-08-30 |
| KR20210056347A (ko) | 2021-05-18 |
| KR102695628B1 (ko) | 2024-08-16 |
| EP3851564A4 (en) | 2022-04-27 |
| CN112703278A (zh) | 2021-04-23 |
| CN112703278B (zh) | 2023-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7480507B2 (ja) | アクチュエータ用繊維、並びにそれを用いたアクチュエータおよび繊維製品 | |
| Park et al. | Poling-free spinning process of manufacturing piezoelectric yarns for textile applications | |
| JP6663085B2 (ja) | センサモジュール及びこれを備えた圧力分布センサ | |
| Qi et al. | Multifunctional two-way shape memory RGO/ethylene-vinyl acetate composite yarns for electro-driven actuators and high sensitivity strain sensors | |
| JPH0236683B2 (ja) | ||
| CN112201744B (zh) | 一种电致收缩的螺旋型人工肌肉及其制备和应用 | |
| US20190360125A1 (en) | Linear bi-component filament, fiber, or tape, and method of using thereof | |
| Liu et al. | Strengthening liquid crystal elastomer muscles | |
| Wang et al. | Large-torque and fast-response electrothermal-motivated liquid crystal elastomer twisted yarn actuators | |
| HK40048038A (en) | Fiber for actuators, and actuator and fiber product using same | |
| HK40048038B (zh) | 致动器用纤维及使用了该致动器用纤维的致动器和纤维制品 | |
| CN116949623A (zh) | 一种核壳结构导电纤维及其制备方法与在热管理织物中的应用 | |
| JP2019026966A (ja) | アクチュエータ | |
| JP4289895B2 (ja) | 高収縮ポリエステル繊維からなる直接紡糸延伸糸及びその製造方法 | |
| JP7070895B2 (ja) | 繊維構造体の製造方法及び繊維構造体の製造装置 | |
| Dai et al. | Woven coiled nylon artificial muscles with large tensile stress and high stability | |
| JP4100092B2 (ja) | ポリ乳酸系繊維およびその製造方法 | |
| WO2023144978A1 (ja) | 3dプリンターを用いた繊維の溶融紡糸方法 | |
| JP2892964B2 (ja) | 生分解性繊維 | |
| JP2008510078A (ja) | ファイバ又はフィラメント | |
| JP2003239137A (ja) | 複合繊維 | |
| CN121653868A (zh) | 一种温致形变纤维及其制备方法 | |
| JP3266712B2 (ja) | 複合繊維 | |
| EP4403682A1 (en) | Covered shape-memory polymeric fibers for textile applications | |
| JP4802663B2 (ja) | 芯鞘型複合繊維 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019569862 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19859811 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20217007075 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019859811 Country of ref document: EP Effective date: 20210412 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2019859811 Country of ref document: EP |