WO2020059731A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2020059731A1 WO2020059731A1 PCT/JP2019/036464 JP2019036464W WO2020059731A1 WO 2020059731 A1 WO2020059731 A1 WO 2020059731A1 JP 2019036464 W JP2019036464 W JP 2019036464W WO 2020059731 A1 WO2020059731 A1 WO 2020059731A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- absorbent article
- skin
- topsheet
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/515—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads characterised by the interconnection of the topsheet and the backsheet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/475—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means
- A61F13/4751—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means the means preventing fluid flow in a transversal direction
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/475—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means
- A61F13/4751—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means the means preventing fluid flow in a transversal direction
- A61F13/4752—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means the means preventing fluid flow in a transversal direction the means being an upstanding barrier
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/472—Sanitary towels, incontinence pads or napkins specially adapted for female use
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15861—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding
- A61F2013/15878—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for bonding by thermal bonding
Definitions
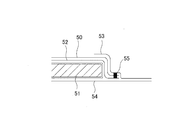
- the heat-meltable sheet 52 disposed between the topsheet 50 and the absorber 51 has the skin-facing surface of the topsheet 50. Is formed between the side sheet 53 and the heat-meltable sheet 52 by the heat-fusing portion 55, which is bonded to the side sheet 53 via the surface sheet 50.
- the welded portion 55 joining them does not reach the back sheet 54, when the side sheet 53 or the top sheet 50 is pulled at the time of mounting, the top sheet 50 and the heat-meltable sheet 52 are joined together. There is a problem that the side sheet 53 is easily lifted, peeled off from the end portion, and easily broken.
- the absorbent article since the end portion where the side sheet, the topsheet, and the heat-meltable sheet are laminated is exposed to the outer surface, peeling or tearing from this portion is likely to occur.
- the absorbent article is curved in the front-rear direction along the roundness of the body in the front-rear direction, a difference in circumference between the inner circumference and the outer circumference due to the thickness of the thick absorber increases, and the lamination of the top sheet and the back sheet is performed. There is a problem that the portion is easy to move and the top sheet is likely to float.
- a main object of the present invention is to provide an absorbent article using a non-heat-fusible fiber as a topsheet, in which the topsheet is prevented from peeling and tearing.
- an absorber is interposed between a top sheet on the skin side and a back sheet on the non-skin side, and side surfaces are respectively provided on both sides along the longitudinal direction.
- An absorbent article provided with a sheet, The top sheet includes a non-heat-fusible fiber, and the side sheets include a heat-fusible resin,
- the topsheet is interposed between the sidesheets stacked in a plurality, so that the sidesheet, the topsheet, the sidesheet and the backsheet are stacked in order from the skin side.
- Side flap part is formed, The side flap portion is provided at least in a region including the front and rear end portions of the absorbent article with a fusion portion in which a sheet forming the side flap portion is integrally heat-fused.
- the top sheet includes a non-heat fusible fiber such as a cotton fiber
- the side sheet includes a heat fusible resin such as a synthetic fiber.
- the formed side flap portion is formed. Further, in a region of the side flap portion including at least the front and rear end portions of the absorbent article, a fusion portion in which a sheet forming the side flap portion is integrally thermally fused is provided.
- the non-heat-fusible fibers contained in the topsheet do not melt, but the side containing the heat-fusible fibers disposed on the skin side and the non-skin side of the topsheet, respectively.
- the side sheet, the top sheet, and the back sheet are integrally joined by melting the sheet by heating, entering into the inter-fiber gap of the top sheet, and solidifying. This can prevent the topsheet from peeling off at least from the front and rear ends of the absorbent article in the side flap portion, and also prevent the sheet from being broken due to the separation of the topsheet.
- the absorbent article according to the first aspect wherein the fused portion is provided in each of a front area and a rear area of the absorbent article.
- the front-side region and the rear-side region of the absorbent article, in which the topsheet is likely to be peeled off are provided with the fused portions, respectively, thereby preventing the absorbent article from being peeled from the front and rear end portions.
- the intermediate region in the longitudinal direction between the absorbent articles is not provided from the viewpoint of preventing the wearer from giving a discomfort to the wearer when the absorbent article is worn due to the curing of the fused portion. .
- the fused portion is provided over the entire length in the longitudinal direction of the absorbent article connecting the front edge and the rear edge of the absorbent article.
- An absorbent article is provided.
- the total length in the longitudinal direction of the absorbent article connecting the fused portion to the front edge and the rear edge of the absorbent article. are provided.
- the laminated sheet of the side sheets is folded outward at front and rear ends of the absorbent article, and the skin of the fused portion is formed.
- the side sheet disposed on the skin side of the top sheet, and the side sheet disposed on the non-skin side of the top sheet, the side edge of the top sheet The absorbent article according to any one of claims 1 to 8, wherein the absorbent article is formed of a single sheet folded so as to be rolled up.
- the side sheets provided on the skin side and the non-skin side of the top sheet are formed of a single sheet folded so as to wrap the side edge of the top sheet. Therefore, the manufacturing can be simplified, and the side edge of the topsheet that easily retains water is covered with the sidesheet, so that the bodily fluid retained in the topsheet can be prevented from exuding from the side edge.
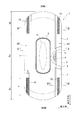
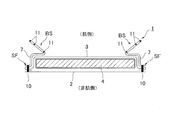
- FIG. 2 is a partially exploded development view of the sanitary napkin 1 according to the present invention.
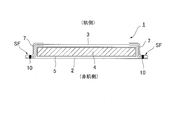
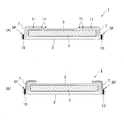
- FIG. 2 is a view taken along line II-II in FIG. 1.
- FIG. 3 is a view taken along line III-III in FIG. 1.
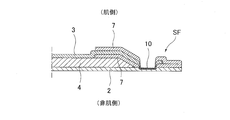
- FIG. 4 is an enlarged cross-sectional view (a view taken along the line IV-IV in FIG. 1) of the fusion bonding portion 10.
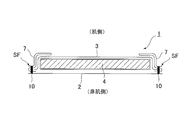
- It is a top view of the sanitary napkin 1 which concerns on a modification. It is the top view which expanded the upper right part of the sanitary napkin 1 which shows the plane pattern of the fusion bonding part 10.
- It is a cross section of sanitary napkin 1 concerning a modification (the 1).
- FIG. 1 is a partially exploded development view of the sanitary napkin 1 according to the present invention.
- FIG. 2 is a view taken along line II-II in FIG. 1.
- FIG. 3 is a view taken along line III
- the sanitary napkin 1 As shown in FIGS. 1 to 3, the sanitary napkin 1 according to the present invention has a liquid-impervious back sheet 2 made of a polyethylene sheet or the like and a surface that forms a skin contact surface and allows body fluids to pass through quickly.
- a sheet 3 an absorbent body 4 made of cotton-like pulp or synthetic pulp interposed between the two sheets 2 and 3, and side sheets disposed along both sides of the top sheet 3 along the longitudinal direction; 7 mainly.
- the back sheet 2 preferably contains heat-fusible fibers.
- the heat-fusible fiber any fiber that is melted by heating and exhibits mutual adhesiveness can be used.
- the heat fusible fiber may be a single fiber or a composite fiber obtained by combining two or more synthetic resins.
- polyolefin single fibers such as polyethylene, polypropylene and polyvinyl alcohol, polyethylene terephthalate / polyethylene, polyethylene terephthalate / polypropylene, polypropylene / polyethylene, polyethylene terephthalate-ethylene / propylene copolymer, low melting polyester-polyester, etc.
- a core-in-sheath composite fiber is preferable, and when emphasis is placed on the volume of the nonwoven fabric, an eccentric composite fiber is preferable.
- the use of splittable conjugate fibers or heat splittable conjugate fibers allows each component to be easily split at the time of high-pressure water flow treatment to form ultrafine fibers.
- the topsheet 3 forms a skin contact surface, which is a portion covering the skin side of the absorber 4, and is made of non-heat-fusible fibers.
- non-heat-fusible fiber any fiber that does not melt even when heated and does not exhibit adhesiveness between the non-heat-fusible fibers can be used.
- non-heat-fusible fiber natural fibers such as cotton (cotton), pulp, silk (silk), and lyocell, regenerated cellulose fibers such as rayon and cupra, and semi-synthetic fibers such as acetate may be used. it can.
- the topsheet 3 may be formed of a spun lace nonwoven fabric made of 100% by weight of cotton fibers, or a span of 100% by weight of the skin-side layer and 100% by weight of the heat-fusible fiber disposed in the non-skin-side layer. It may be formed by a laminated nonwoven fabric of lace. Spunlaced nonwoven fabrics have advantages such as not using an adhesive and having flexibility.
- the cotton fiber examples include cotton raw cotton, smelted / bleached cotton fiber or smelted / bleached, dyed cotton fiber, smelted / bleached absorbent cotton fiber, and defibrated yarn or fabric. Any kind of cotton fiber such as wool can be used, but it is particularly preferable to use non-absorbent cotton that has a slight water repellency even in a fiber state due to the natural oil and fat of cotton wax adhering to the surface of the cotton fiber.
- the basis weight of the topsheet 3 is 20 to 40 g / m 2 , preferably 27 to 34 g / m 2 , more preferably 29 to 32 g / m 2 , and the thickness is 0.25 to 0.50 mm, preferably 0.3 It is preferable to set it to 0.4 mm.
- the basis weight is calculated by weighing 5 cm ⁇ 4 cm ⁇ 10 sheets with an electronic balance and converting the weight into square meters.
- the thickness can be measured by a constant pressure thickness meter digital type FFD-7 manufactured by Ozaki Seisakusho Co., Ltd.
- the topsheet 3 may be formed with a large number of openings penetrating the skin side and the non-skin side in the thickness direction in order to enhance the liquid permeability.
- the opening can be formed by carrying a fibrous material on a mesh-like support in a hydroentanglement step in the production of a spunlace. In this case, by changing the conditions of the mesh to be used, it is possible to adjust the size of each opening and the opening ratio.
- an opening may be formed by performing a punching (punching) process on the manufactured nonwoven fabric.
- the opening may be formed at least in a region where the fusion portion 10 described later is provided. However, it is preferable that the opening be formed also in the body fluid discharge portion H and the vicinity thereof in order to improve water permeability in the body fluid discharge portion H. It is particularly preferable to provide it on the entire topsheet.
- a case in which a water repellent is applied to a spunlace nonwoven fabric made of 100% by weight of a cotton fiber and a large number of openings penetrating the skin side and the non-skin side are used as the topsheet 3 Has a soft touch, makes it less likely to cause skin problems when worn, such as itching and rash, even when worn for a long time, and the moisture absorption of the cotton fibers makes it less likely to feel stuffiness before draining body fluids. Is preferred.
- the liquid residue on the surface, which is a problem at that time, is sufficiently improved by applying the water repellent. Further, when a large number of openings are provided in the region including the body fluid discharge portion H of the topsheet 3, the body fluid can be quickly transmitted through the topsheet 3 through these openings.
- the absorber 4 interposed between the back sheet 2 and the top sheet 3 is made of, for example, cotton-like pulp and a water-absorbing polymer.
- the water-absorbing polymer is mixed in the pulp constituting the absorber, for example, as a granular powder.
- the pulp include chemical fibers obtained from wood, cellulose fibers such as dissolved pulp, and artificial cellulose fibers such as rayon and acetate, and softwood pulp having a longer fiber length than hardwood pulp functions and It is preferably used in terms of price.
- the absorbent body 4 may be mixed with synthetic fibers.
- the synthetic fibers may be, for example, polyolefins such as polyethylene or polypropylene, polyesters such as polyethylene terephthalate and polybutylene terephthalate, polyamides such as nylon, and copolymers thereof, and the like. It may be a mixture.
- composite fibers such as a core-sheath type fiber having a high melting point fiber as a core and a low melting point fiber as a sheath, a side-by-side type fiber, and a split type fiber can also be used.
- a hydrophobic fiber it is desirable to use a surface-treated synthetic fiber having a hydrophilic agent so as to have an affinity for a body fluid.
- the absorber 4 a polymer sheet in which a powdery and highly water-absorbing polymer is carried between two upper and lower hydrophilic sheets made of nonwoven fabric or paper may be used. In this polymer sheet, only the superabsorbent polymer is supported between two layers of sheets, and has no pulp fiber. An intermediate sheet made of a hydrophilic nonwoven fabric or the like can be provided between the pulp sheet and the topsheet 3 if necessary.
- an absorbent body composed of pulp fibers and a superabsorbent polymer may be laminated on the skin side or the non-skin side of the polymer sheet.
- the combination of the polymer sheet and the absorbent body composed of the pulp fiber and the superabsorbent polymer may be laminated one by one, or one or both may be a plurality of layers, and these are alternately laminated. It may be something.
- the absorbent body 4 contains the pulp fiber, it is desirable that the absorbent body 4 be surrounded by a wrapping sheet 5 made of crepe paper, nonwoven fabric, or the like for shape retention and polymer powder retention.
- the topsheet 3 and the absorbent body 4 are integrally formed on the skin side surface of the absorbent body 4 and have an appropriate planar shape arranged at least in a width direction so as to overlap with at least a region corresponding to the body fluid discharging portion H of the wearer.
- An embossed groove 8 is formed on the non-skin side. By forming the embossed groove 8, the bodily fluid flowing into the embossed groove 8 can be reliably absorbed by the absorber 4.
- the planar shape of the embossed groove 8 may be, for example, a substantially elliptical shape as shown in FIG. 1 or a substantially elliptical shape, and at least overlaps at least a region corresponding to the body fluid discharge portion H of the wearer in the width direction. If it arrange
- the topsheet 3 is formed to be wider by a predetermined width than the width of the absorber 4, and outside the topsheet 3 in the width direction, side sheets 7 (from the topsheet 3 and the topsheet 3) extending from both sides of the topsheet 3 are provided. Is another member).
- the side sheet 7 is formed of heat-fusible fibers, like the back sheet 2.
- the heat-fusible fiber any fiber that is melted by heating and exhibits mutual adhesiveness can be used.
- the heat-fusible fiber may be a single fiber or a composite fiber obtained by combining two or more synthetic resins.
- polyolefin single fibers such as polyethylene, polypropylene and polyvinyl alcohol, polyethylene terephthalate / polyethylene, polyethylene terephthalate / polypropylene, polypropylene / polyethylene, polyethylene terephthalate-ethylene / propylene copolymer, low melting polyester-polyester, etc.
- a core-in-sheath composite fiber is preferable, and when emphasis is placed on the volume of the nonwoven fabric, an eccentric composite fiber is preferable.
- the use of splittable conjugate fibers or heat splittable conjugate fibers allows each component to be easily split at the time of high-pressure water flow treatment to form ultrafine fibers.
- a nonwoven fabric material which has been subjected to an appropriate water repellent treatment or hydrophilic treatment can be used in accordance with the purpose of preventing permeation of bodily fluids or the like or enhancing the feeling of touch.
- the side sheet 7 is disposed in a range outside the middle part in the width direction from the inside position of the absorber 4 to slightly outside the side edge of the absorber to the outer edge of the back sheet 2.
- An appropriate region is bonded with an adhesive such as hot melt.
- Adhesion of the side sheet 7 with an adhesive is preferably not performed at a portion where a later-described fused portion 10 is provided so as not to reduce welding between the side sheets 7 and 7 due to heat melting. Adhesion may be performed as long as welding is not hindered.
- the side sheets 7 are arranged in a plurality of layers.
- the sanitary napkin 1 is folded at the end position in the width direction to be laminated in two layers.
- a side portion of the top sheet 3 extending from the inside in the width direction is interposed between the side sheets 7, 7 stacked in two layers.
- a side flap portion SF in which the side sheet 7, the top sheet 3, the side sheet 7, and the back sheet 2 are laminated in order from the skin side is formed outside the absorber 4 in the width direction. That is, in the side flap portion SF, the skin surface side and the non-skin surface side of the topsheet 3 are covered with the sidesheets 7, respectively.
- Both the side sheet 7 disposed on the skin side of the top sheet 3 and the side sheet 7 disposed on the non-skin side of the top sheet 3 are separated from each other at the center of the sanitary napkin 1 in the width direction. 1 are arranged on both sides along the longitudinal direction. If the side sheet 7 arranged on the skin side of the topsheet 3 is extended to the center in the width direction of the sanitary napkin 1, the good touch of the topsheet 3 made of cotton fiber or the like is lost, which is not preferable. . When the side sheet 7 provided on the non-skin side of the top sheet 3 extends to the center in the width direction of the sanitary napkin 1, the side sheet 7 is located between the top sheet 3 and the absorber 4. It is not preferable because it is interposed and the transfer of bodily fluid from the topsheet 3 to the absorber 4 may be reduced.
- one side sheet 7 is folded back at the widthwise end position of the sanitary napkin 1 so as to wind around the side edge of the top sheet 3 to be laminated in two layers.
- two layers may be laminated.
- the separate side sheet 7 it is preferable to use the same material, but the side sheet 7 provided on the non-skin side with respect to the side sheet 7 provided on the skin side of the top sheet 3 is preferable. Is expected to be able to increase the bonding strength between the top sheet 3 on the skin side and the back sheet 2 on the non-skin side by blending more fibers having a lower melting temperature.
- a material made of a material may be used.
- the side sheet 7 provided on the skin side of the top sheet 3 and the side sheet 7 provided on the non-skin side of the top sheet 3 are preferably formed of the same material. By being formed of the same material, both can be heat-melted at a certain temperature during the heat-sealing of the welding portion 10 described later, and the hot-melted side sheets 7 can form the topsheet 3 together. The effect of the heat fusion can be further enhanced, for example, it can easily penetrate and bond with each other.
- the side sheet 7 disposed on the skin side of the top sheet 3 and the side sheet 7 disposed on the non-skin side of the top sheet 3 It is preferable to form a single sheet folded so that the side edge of the sheet is wound.
- the manufacturing can be simplified, and the side edges of the topsheet 3 made of cotton fiber or the like that easily retains water are completely covered with the sidesheets 7, so that the bodily fluid retained in the topsheet 3 exudes from the side edges. Can be prevented.
- the side sheet 7 disposed on the skin side of the top sheet 3 is constituted by one layer, but may be constituted by a plurality of layers as described in detail later. (See FIG. 7), by disposing the elastic stretch members 11 inside the double-folded double sheet, a three-dimensional gather BS standing on the skin side is formed at the longitudinal middle part of the sanitary napkin 1. (See FIG. 8).
- a sheet for forming the side flap portion SF at least in a region including the front and rear end portions of the sanitary napkin 1 of the side flap portion SF there is provided a fusion portion 10 in which the side sheet 7, the top sheet 3, the side sheet 7, and the back sheet 2 are integrally heat-sealed (in order from the skin side).
- the non-heat-fusible fibers of the topsheet 3 are not melted at the fusion portion 10, the side sheets 7, 7 containing the heat-fusible resin laminated on the skin side and the non-skin side of the topsheet 3, respectively.
- the fused portion 10 is located on the outer side of the absorber 4 in the width direction and does not overlap with the absorber 4 in the thickness direction.
- the sheet 7 and the back sheet 2 are formed in a side flap portion SF laminated in this order from the skin side.
- ⁇ Fusion part 10 is formed in a region including at least front and rear ends of sanitary napkin 1. “Including the front and rear end portions of the sanitary napkin 1” means that the sanitary napkin 1 is formed from the edge in the longitudinal direction (front and rear direction). As a result, the edges of the topsheet 3 arranged at the front and rear edges of the sanitary napkin 1 are firmly fixed to the side sheets 7, 7, and peeling from the edges can be reliably prevented.
- the side sheet 7, the top sheet 3 and the back sheet 2 are combined with an embossing roll having an embossed projection on the surface and an anvil having a flat surface.
- the sheet is introduced between the side sheet 7 and the skin side of the side sheet 7 and, at the same time, is heated to a temperature equal to or higher than the melting point of the heat-fusible fibers constituting the side sheet 7 and the back sheet 2.
- the adhesive fibers are melted.
- the side sheet 7, the top sheet 3 and the back sheet 2 are squeezed toward the non-skin side at the fusion portion 10, so that the skin side surface of the side sheet 7 is formed with a concave portion that is depressed toward the non-skin side.
- the fusion portion 10 As another embodiment of the fusion portion 10, as shown in FIG. 5, over the entire length in the longitudinal direction of the sanitary napkin 1 connecting the front edge and the rear edge of the sanitary napkin 1. Can be provided. As a result, the bonding strength of the fused portion 10 can be increased, and peeling of the topsheet 3 over the entire length of the sanitary napkin 1 can be prevented. In addition, since heat-sealed portions are formed on both sides of the absorbent body 4 over the entire length of the sanitary napkin 1, leakage from the side edges of the sanitary napkin 1 can be reliably prevented.
- a flap portion in which at least two layers of the side sheet 7 and the back sheet 2 are laminated, where the fused portion 10 is not formed, is formed outside the fused portion 10 in the width direction. For this reason, when the sanitary napkin 1 is worn, the skin contact of the side edges of the sanitary napkin 1 becomes soft, and the wearing feeling is prevented from being reduced.
- the fusion bonding portion 10 may be formed by intermittently applying pressure and heat to a predetermined region.
- a black-painted portion is a portion subjected to pressurized heat fusion, and the other portion is an intermittent portion not subjected to pressurized heat fusion.
- FIG. 6 (A) is a staggered pattern
- FIG. 6 (B) is a stripe pattern along the width direction
- FIG. 6 (C) is a stripe pattern along an oblique direction
- FIG. ) Is formed in a striped pattern along the longitudinal direction.
- the fused portion 10 intermittently, it is possible to reduce a decrease in the mountability due to the curing of the fused portion 10.
- the area of the part subjected to the pressure and heat fusion is 50% or more, preferably 50 to 70% with respect to the entire area of the fusion part 10 in order to secure the bonding strength. Preferably it is.
- the side sheet 7 provided on the skin side of the top sheet 3 may be laminated in two or more layers.
- the side flap portion SF is formed to be higher on the skin side, so that the leakage prevention to the outside in the width direction can be improved.
- the fused portion 10 is formed of at least the lowermost layer of the side sheets 7 arranged on the skin side of the top sheet 3.
- the upper side sheet 7 may be bonded with a hot melt adhesive or the like so as to cover the skin side of the fused portion 10 as shown in FIG. .
- the skin side of the fused portion 10 is covered with the side sheet 7, so that the fused portion 10 does not directly contact the skin, and the skin contact is improved.
- the double sheet portion bent outward once covers the skin side of the fused portion 10 at the front and rear ends of the sanitary napkin 1. preferable. Thereby, it is possible to prevent the fused portion 10 hardened by the thermal melting from directly touching the skin, and it is possible to suppress a decrease in a feeling of wearing.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Heart & Thoracic Surgery (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
【課題】表面シートに非熱融着性繊維を用いた場合において、表面シートの剥離やそれに伴う破れを防止する。 【解決手段】表面シート3と裏面シート2との間に吸収体4が介在されるとともに、両側部にそれぞれ長手方向に沿ってサイドシート7が配設される。表面シート3が非熱融着性繊維を含むとともに、サイドシート7が熱融着性樹脂を含む。吸収体4より幅方向の外方側に、積層されたサイドシート7、7の間に表面シート3が介在することにより、肌側から順にサイドシート7、表面シート3、サイドシート7及び裏面シート2が積層されたサイドフラップ部SFが形成される。サイドフラップ部SFの少なくとも生理用ナプキン1の前後端部を含む領域に、該サイドフラップ部SFを形成するシートが一体的に熱融着された融着部10が設けられる。
Description
本発明は、生理用ナプキン、パンティライナー、失禁パッド等の吸収性物品に係り、詳しくはコットン繊維などの非熱融着性繊維を含む表面シートを備えた吸収性物品において、前後端部からの剥離やそれに伴う破れを防止した吸収性物品に関する。
従来より、前記吸収性物品として、ポリエチレンシートまたはポリエチレンシートラミネート不織布などの不透液性の裏面シートと、透液性の表面シートとの間に粉砕パルプ等の紙綿からなる吸収体を介在したものが知られている。
前記表面シートは肌当接面を形成するものであるため、柔軟であることや、排泄液の吸収後でも乾燥した肌触りが得られること、肌に対して刺激が少ないこと等が要求されている。吸収性物品の分野では、合成繊維の不織布や樹脂製メッシュシートが広く採用されているが、合成繊維からなる表面シートは、痒みやかぶれ等の原因となるなどの問題があるため、これを解決するものとして、綿繊維(コットン繊維)を素材とした表面シートが提案されている。
このような表面シートに綿繊維を用いた吸収性物品としては、下記特許文献1などを挙げることができる。下記特許文献1では、非熱融解性繊維を含む表面シートを含み、前記表面シートの肌対向面に配置されるとともに、横方向に離間する一対のサイドシートと、前記表面シートと吸収体との間に配置され、前記表面シートを介して前記サイドシートに重なる熱融解性シートとを含み、前記サイドシートおよび熱融解性シートは、熱可塑性樹脂を含む合成繊維によって形成され、前記サイドシートと熱融解性シートとの間には、前記表面シートを介して熱融解によってこれらを互いに接合する溶着部が形成された吸収性物品が開示されている。
しかしながら、上記特許文献1に記載の吸収性物品では、図11に示されるように、表面シート50と吸収体51との間に配置された熱融解性シート52が、表面シート50の肌対向面に配置されたサイドシート53との間において、表面シート50を介して熱融解によって互いに接合された溶着部55が形成されているため、表面シート50がサイドシート53と熱融解性シート52との間において接合されるものの、これらを接合する溶着部55が裏面シート54にまで達していないため、装着時にサイドシート53や表面シート50が引っ張られた際、熱融解性シート52とともに表面シート50やサイドシート53が浮き上がりやすく、端部から剥離して、破れやすいという問題があった。特に、吸収性物品の前後端部は、前記サイドシート、表面シート及び熱融解性シートが積層された端部が外面に露出しているため、この部分からの剥離や破れが生じやすかった。また、吸収性物品を身体の前後方向の丸みに沿って前後方向に湾曲させたとき、肉厚な吸収体の厚みによる内周と外周の周長差が大きくなり、表面シートと裏面シートの積層部分が動きやすく、表面シートの浮きが生じやすいという問題があった。
そこで本発明の主たる課題は、表面シートに非熱融着性繊維を用いた吸収性物品において、表面シートの剥離やそれに伴う破れを防止した吸収性物品を提供することにある。
上記課題を解決するために請求項1に係る本発明として、肌側の表面シートと非肌側の裏面シートとの間に吸収体が介在されるとともに、両側部にそれぞれ長手方向に沿ってサイドシートが配設された吸収性物品であって、
前記表面シートが非熱融着性繊維を含むとともに、前記サイドシートが熱融着性樹脂を含み、
前記吸収体より幅方向の外方側に、複数に積層された前記サイドシートの間に前記表面シートが介在することにより、肌側から順にサイドシート、表面シート、サイドシート及び裏面シートが積層されたサイドフラップ部が形成され、
前記サイドフラップ部の少なくとも吸収性物品の前後端部を含む領域に、該サイドフラップ部を形成するシートが一体的に熱融着された融着部が設けられていることを特徴とする吸収性物品が提供される。
前記表面シートが非熱融着性繊維を含むとともに、前記サイドシートが熱融着性樹脂を含み、
前記吸収体より幅方向の外方側に、複数に積層された前記サイドシートの間に前記表面シートが介在することにより、肌側から順にサイドシート、表面シート、サイドシート及び裏面シートが積層されたサイドフラップ部が形成され、
前記サイドフラップ部の少なくとも吸収性物品の前後端部を含む領域に、該サイドフラップ部を形成するシートが一体的に熱融着された融着部が設けられていることを特徴とする吸収性物品が提供される。
上記請求項1記載の発明では、前記表面シートとして、コットン繊維などの非熱融着性繊維を含むものを用いるとともに、前記サイドシートとして合成繊維などの熱融着性樹脂を含むものを用いている。そして、前記吸収体より幅方向外方側に、複数に積層された前記サイドシートの間に前記表面シートが介在することにより、肌側から順にサイドシート、表面シート、サイドシート及び裏面シートが積層されたサイドフラップ部が形成されている。更に、このサイドフラップ部の少なくとも吸収性物品の前後端部を含む領域に、該サイドフラップ部を形成するシートが一体的に熱融着された融着部が設けられている。このため、前記融着部において、前記表面シートに含まれる非熱融着性繊維は溶融しないが、この表面シートの肌側及び非肌側にそれぞれ配設された熱融着性繊維を含むサイドシートが、加熱により溶融して前記表面シートの繊維間空隙等に入り込み、固化することにより、サイドシート、表面シート及び裏面シートが一体的に接合されるようになる。これによって、前記サイドフラップ部の少なくとも吸収性物品の前後端部から表面シートが剥がれるのが防止できるとともに、表面シートの剥離に伴うシートの破れが防止できるようになる。
請求項2に係る本発明として、前記融着部は、吸収性物品の前側領域及び後側領域にそれぞれ設けられている請求項1記載の吸収性物品が提供される。
上記請求項2記載の発明では、表面シートの剥離が生じやすい吸収性物品の前側領域及び後側領域にそれぞれ前記融着部を設けることにより、吸収性物品の前後端部からの剥離を防止するとともに、これらの間の吸収性物品前後方向の中間領域には、融着部が硬化することにより吸収性物品の装着時に着用者に不快感を与えるのを防止する観点から設けないようにしている。
請求項3に係る本発明として、前記融着部は、吸収性物品の前側端縁と後側端縁とを結ぶ吸収性物品の長手方向の全長に亘って設けられている請求項1記載の吸収性物品が提供される。
上記請求項3記載の発明では、前記表面シートの剥離をより確実に防止するため、前記融着部を吸収性物品の前側端縁と後側端縁とを結ぶ吸収性物品の長手方向の全長に亘って設けている。
請求項4に係る本発明として、前記融着部が連続的に熱融着されるか、前記融着部が間欠的に熱融着されている請求項1~3いずれかに記載の吸収性物品が提供される。
上記請求項4記載の発明では、前記融着部における接合強度を高めるため、前記融着部を連続的に熱融着するか、前記融着部の硬化による装着性の低下を軽減するため、前記融着部を千鳥格子状又は平行する複数の線状のパターンなどによって間欠的に熱融着している。
請求項5に係る本発明として、前記表面シートの肌側に配設された前記サイドシートは、1層又は複数層からなるか、複数に積層された積層シート内部に弾性伸縮部材が配設され、吸収性物品の長手方向中間部で肌側に起立する立体ギャザーが形成されている請求項1~4いずれかに記載の吸収性物品が提供される。
上記請求項5記載の発明では、前記表面シートの肌側に配設されたサイドシートとして、(1)構造を簡略化するため、1層で形成した形態、(2)幅方向外側への防漏性を高めるため、複数層で形成した形態、(3)幅方向外側への防漏性を更に高めるため、前記立体ギャザーを形成した形態、を挙げている。
請求項6に係る本発明として、前記サイドシートによって前記立体ギャザーが形成される場合において、吸収性物品の前後端部で、前記サイドシートの積層シートが外側に折り返され、前記融着部の肌側が折り返された前記積層シートで覆われている請求項5記載の吸収性物品が提供される。
上記請求項6記載の発明では、前記サイドシートによって立体ギャザーを形成する場合において、吸収性物品の前後端部で、前記サイドシートの積層シートを外側に折り返し、この折り返された積層シートによって融着部の肌側が覆われるようにしているため、熱融着によって硬化した融着部が直接肌に触れるのが防止でき、装着感が低下するのが軽減できる。
請求項7に係る本発明として、前記表面シートに肌側と非肌側とを貫通する多数の開孔が形成され、前記融着部が前記開孔と重なる領域に設けられている請求項1~6いずれかに記載の吸収性物品が提供される。
上記請求項7記載の発明では、肌側と非肌側とを貫通する多数の開孔が形成された表面シートを用いた場合において、前記融着部を前記開孔と重なる領域に設けることにより、前記開孔を通じて、表面シートの肌側及び非肌側にそれぞれ積層されたサイドシート同士を熱融着できるため、接合強度を更に高めることができるようになる。
請求項8に係る本発明として、前記表面シートの肌側に配設された前記サイドシートと、前記表面シートの非肌側に配設された前記サイドシートとは、同一の素材で形成されている請求項1~7いずれかに記載の吸収性物品が提供される。
上記請求項8記載の発明では、表面シートの肌側及び非肌側にそれぞれ積層されたサイドシートを同一の素材で形成することにより、熱融着時に一定の温度で両者を溶融させることができるなど、熱融着効果をより一層高めることができるようになる。
請求項9に係る本発明として、前記表面シートの肌側に配設された前記サイドシートと、前記表面シートの非肌側に配設された前記サイドシートとは、前記表面シートの側縁を巻き込むようにして折り返された1枚のシートで形成されている請求項1~8いずれかに記載の吸収性物品が提供される。
上記請求項9記載の発明では、前記表面シートの肌側及び非肌側に配設されたサイドシートを、表面シートの側縁を巻き込むようにして折り返された1枚のシートで形成しているため、製造が簡略化できるとともに、保水しやすい表面シートの側縁がサイドシートで包まれるため、表面シートに保水された体液が側縁から滲出するのが防止できる。
以上詳説のとおり本発明によれば、表面シートに非熱融着性繊維を用いた吸収性物品において、表面シートの剥離やそれに伴う破れが防止できるようになる。
以下、本発明の実施の形態について図面を参照しながら詳述する。
本発明に係る生理用ナプキン1は、図1~図3に示されるように、ポリエチレンシートなどからなる不透液性の裏面シート2と、肌当接面をなし、体液を速やかに透過させる表面シート3と、これら両シート2、3間に介装された綿状パルプまたは合成パルプなどからなる吸収体4と、前記表面シート3の両側部にそれぞれ長手方向に沿って配設されたサイドシート7とから主に構成されている。前記吸収体4の周囲においては、その上下端縁部の少なくとも一部で、裏面シート2と表面シート3との外縁部をホットメルトなどの接着剤によって接合してもよく、またその両側縁部の少なくとも一部で、吸収体4よりも側方に延出しているサイドシート7、表面シート3及び裏面シート2をホットメルトなどの接着剤やヒートシール等の接合手段によって接合してもよい。ただし、後述する融着部10を設ける区間においては、これらの接合手段を用いた接合を行わなくてもよい。
本発明に係る生理用ナプキン1は、図1~図3に示されるように、ポリエチレンシートなどからなる不透液性の裏面シート2と、肌当接面をなし、体液を速やかに透過させる表面シート3と、これら両シート2、3間に介装された綿状パルプまたは合成パルプなどからなる吸収体4と、前記表面シート3の両側部にそれぞれ長手方向に沿って配設されたサイドシート7とから主に構成されている。前記吸収体4の周囲においては、その上下端縁部の少なくとも一部で、裏面シート2と表面シート3との外縁部をホットメルトなどの接着剤によって接合してもよく、またその両側縁部の少なくとも一部で、吸収体4よりも側方に延出しているサイドシート7、表面シート3及び裏面シート2をホットメルトなどの接着剤やヒートシール等の接合手段によって接合してもよい。ただし、後述する融着部10を設ける区間においては、これらの接合手段を用いた接合を行わなくてもよい。
図1に示されるように、本生理用ナプキン1は、長手方向に対して、着用者の体液排出部Hに対応する区間、つまり生理用ナプキン1を長手方向に4等分した際の中2つ分の区間を中央領域9aとし、これより前側を前側領域9b、後側を後側領域9cとして区画することができる。
<裏面シート>
前記裏面シート2は、ポリエチレン等の少なくとも遮水性を有するシート材が用いられるが、近年ではムレ防止の観点から透湿性を有するものが用いられる傾向にある。この遮水・透湿性シート材としては、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を溶融混練してシートを成形した後、一軸または二軸方向に延伸することにより得られる微多孔性シートが好適に用いられる。
前記裏面シート2は、ポリエチレン等の少なくとも遮水性を有するシート材が用いられるが、近年ではムレ防止の観点から透湿性を有するものが用いられる傾向にある。この遮水・透湿性シート材としては、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を溶融混練してシートを成形した後、一軸または二軸方向に延伸することにより得られる微多孔性シートが好適に用いられる。
また、前記裏面シート2は、熱融着性繊維を含むのが好ましい。前記熱融着性繊維としては、加熱によって溶融し相互に接着性を発現する任意の繊維を用いることができる。この熱融着性繊維は、単一繊維からなるものでもよいし、2種以上の合成樹脂を組み合わせた複合繊維等であってもよい。具体的には、ポリエチレン、ポリプロピレン及びポリビニルアルコール等のポリオレフィン系単一繊維や、ポリエチレンテレフタレート/ポリエチレン、ポリエチレンテレフタレート/ポリプロピレン、ポリプロピレン/ポリエチレン、ポリエチレンテレフタレート-エチレン・プロピレン共重合体、低融点ポリエステル-ポリエステルなどからなる鞘部分が相対的に低融点とされる芯鞘型複合繊維または偏心芯鞘型複合繊維、またはポリエチレンテレフタレート/ポリプロピレン、ポリエチレンテレフタレート/ナイロン、ポロプロピレン/ポリエチレンからなる各成分の一部が表面に露出している分割型複合繊維、あるいはポリエチレンテレフタレート/エチレン-プロピレン共重合体からなる一方の成分の熱収縮により分割する熱分割型複合繊維などを用いることができる。この場合、生産性および寸法安定性を重視する場合は芯鞘型複合繊維が好ましく、不織布のボリューム感を重視するならば偏心型複合繊維が好ましい。また、柔軟性を重視するならば、分割型複合繊維や熱分割型複合繊維を用いると、高圧水流処理時に各成分が容易に分割して極細繊維化されるようになる。
<表面シート>
前記表面シート3は、吸収体4の肌側を覆う部分である肌当接面を形成するものであり、非熱融着性繊維によって形成されている。前記非熱融着性繊維としては、加熱しても溶融せず非熱融着性繊維同士では接着性を発現しない任意の繊維を用いることができる。前記非熱融着性繊維としては、コットン(綿)、パルプ、シルク(絹)、リヨセル等の天然繊維や、レーヨン、キュプラ等の再生セルロース繊維、又はアセテート等の半合成繊維等を用いることができる。これらのうち、肌触りの良さから天然繊維を用いるのがよく、天然繊維の中でも特に肌触りが良く、吸水性及び吸湿性に優れたコットン繊維やリヨセル繊維を用いるのが好ましい。前記表面シート3としては、コットン繊維100重量%からなるスパンレース不織布によって形成してもよいし、肌側層をコットン繊維100重量%とし、非肌側層に熱融着性繊維を配置したスパンレースの積層不織布によって形成してもよい。スパンレース不織布は、接着剤を使用しない、柔軟性を有する等の利点を有する。
前記表面シート3は、吸収体4の肌側を覆う部分である肌当接面を形成するものであり、非熱融着性繊維によって形成されている。前記非熱融着性繊維としては、加熱しても溶融せず非熱融着性繊維同士では接着性を発現しない任意の繊維を用いることができる。前記非熱融着性繊維としては、コットン(綿)、パルプ、シルク(絹)、リヨセル等の天然繊維や、レーヨン、キュプラ等の再生セルロース繊維、又はアセテート等の半合成繊維等を用いることができる。これらのうち、肌触りの良さから天然繊維を用いるのがよく、天然繊維の中でも特に肌触りが良く、吸水性及び吸湿性に優れたコットン繊維やリヨセル繊維を用いるのが好ましい。前記表面シート3としては、コットン繊維100重量%からなるスパンレース不織布によって形成してもよいし、肌側層をコットン繊維100重量%とし、非肌側層に熱融着性繊維を配置したスパンレースの積層不織布によって形成してもよい。スパンレース不織布は、接着剤を使用しない、柔軟性を有する等の利点を有する。
前記コットン繊維としては、木綿の原綿、精錬・漂白したコットン繊維あるいは精錬・漂白後、染色を施したコットン繊維、精錬・漂白した脱脂綿繊維、さらには糸もしくは布帛になったものを解繊した反毛等、あらゆるコットン繊維を使用できるが、特にコットン繊維の表面に付着しているコットンワックスの天然油脂により、繊維の状態でも若干撥水性を備えた未脱脂綿を使用するのが好ましい。
前記表面シート3の目付けは、20~40g/m2、好ましくは27~34g/m2、より好ましくは29~32g/m2とし、厚みは0.25~0.50mm、好ましくは0.3~0.4mmとするのが好ましい。前記目付けは5cm×4cm×10枚の重量を電子天秤で計り平米換算して算出する。また、前記厚みは、株式会社尾崎製作所製の定圧厚み測定器デジタルタイプFFD-7によって測定することができる。
前記表面シート3は、透液性を高めるため、肌側と非肌側とを厚み方向に貫通する多数の開孔が形成されるようにしてもよい。具体的には、前記開孔は、スパンレース製造時の水流交絡工程において、繊維材料をメッシュ状支持体に担持させることで形成することができる。この場合、使用するメッシュの条件を変更することで、個々の開孔サイズ、開孔率を調整することが可能である。もちろん、製造後の不織布にパンチ(打ち抜き)加工を施して開孔を形成しても良い。前記開孔は、少なくとも後述する融着部10が設けられる領域に形成されていればよいが、体液排出部Hにおける透水性の向上などのため体液排出部H及びその近傍にも形成するのが好ましく、表面シート全体に設けるのが特に好ましい。
前記表面シート3として、コットン繊維100重量%からなるスパンレース不織布に撥水剤が塗布されてなるとともに、肌側と非肌側とを貫通する多数の開孔が形成されたものを用いた場合には、柔らかい肌触りが得られ、長時間装着しても痒みやかぶれ等装着時の肌トラブルが生じにくくなるとともに、コットン繊維の吸湿性により、体液排出前のムレを感じにくくすることができる点で好ましい。その際に問題となる表面の液残りは、撥水剤の塗布により十分に改善される。また、表面シート3の体液排出部Hを含む領域に、多数の開孔を設けた場合には、この開孔を通じて表面シート3を速やかに体液が透過するようになる。
<吸収体4>
前記裏面シート2と表面シート3との間に介在される吸収体4は、たとえば綿状パルプと吸水性ポリマーとにより構成されている。前記吸水性ポリマーは吸収体を構成するパルプ中に、例えば粒状粉として混入されている。前記パルプとしては、木材から得られる化学パルプ、溶解パルプ等のセルロース繊維や、レーヨン、アセテート等の人工セルロース繊維からなるものが挙げられ、広葉樹パルプよりは繊維長の長い針葉樹パルプの方が機能および価格の面で好適に使用される。前記吸収体4の目付は、290~1000g/m2、好ましくは390~850g/m2、より好ましくは630~720g/m2とするのがよい。
前記裏面シート2と表面シート3との間に介在される吸収体4は、たとえば綿状パルプと吸水性ポリマーとにより構成されている。前記吸水性ポリマーは吸収体を構成するパルプ中に、例えば粒状粉として混入されている。前記パルプとしては、木材から得られる化学パルプ、溶解パルプ等のセルロース繊維や、レーヨン、アセテート等の人工セルロース繊維からなるものが挙げられ、広葉樹パルプよりは繊維長の長い針葉樹パルプの方が機能および価格の面で好適に使用される。前記吸収体4の目付は、290~1000g/m2、好ましくは390~850g/m2、より好ましくは630~720g/m2とするのがよい。
また、前記吸収体4には合成繊維を混合しても良い。前記合成繊維は、例えばポリエチレン又はポリプロピレン等のポリオレフィン系、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル系、ナイロンなどのポリアミド系、及びこれらの共重合体などを使用することができるし、これら2種を混合したものであってもよい。また、融点の高い繊維を芯とし融点の低い繊維を鞘とした芯鞘型繊維やサイド-バイ-サイド型繊維、分割型繊維などの複合繊維も用いることができる。前記合成繊維は、体液に対する親和性を有するように、疎水性繊維の場合には親水化剤によって表面処理したものを用いるのが望ましい。
また、前記吸収体4として、不織布又は紙などからなる上下2層の親水性シート間に粉粒状の高吸水性ポリマーが担持されたポリマーシートを用いてもよい。このポリマーシートは、2層のシート間に高吸水性ポリマーのみが担持され、パルプ繊維を有さないものである。前記パルプシートと表面シート3との間には、必要に応じて親水性の不織布などからなる中間シートを配設することができる。
更に、前記吸収体4として、前記ポリマーシートの肌側又は非肌側に、パルプ繊維及び高吸水性ポリマーから構成された吸収体を積層したものを使用してもよい。前記ポリマーシートと前記パルプ繊維及び高吸水性ポリマーから構成された吸収体との組み合わせは、それぞれ1層ずつ積層したものでもよいし、いずれか一方又は両方を複数層とし、これらを交互に積層したものでもよい。
前記高吸水性ポリマーとしては、たとえばポリアクリル酸塩架橋物、自己架橋したポリアクリル酸塩、アクリル酸エステル-酢酸ビニル共重合体架橋物のケン化物、イソブチレン・無水マレイン酸共重合体架橋物、ポリスルホン酸塩架橋物や、ポリエチレンオキシド、ポリアクリルアミドなどの水膨潤性ポリマーを部分架橋したもの等が挙げられる。これらの内、吸水量、吸水速度に優れるアクリル酸またはアクリル酸塩系のものが好適である。前記吸水性能を有する高吸水性ポリマーは製造プロセスにおいて、架橋密度および架橋密度勾配を調整することにより吸収倍率(吸水力)と吸収速度の調整が可能である。
前記吸収体4は、前記パルプ繊維を含有する場合には形状保持およびポリマー粉末保持等のためにクレープ紙や不織布等からなる被包シート5によって囲繞するのが望ましい。
前記吸収体4の肌側面には、少なくとも着用者の体液排出部Hに対応する領域と少なくとも幅方向に重なるように配置された適宜の平面形状からなる、前記表面シート3及び吸収体4を一体的に非肌側に窪ませたエンボス溝8が形成されている。前記エンボス溝8を形成することにより、該エンボス溝8内に流入した体液を吸収体4に確実に吸収させることができる。前記エンボス溝8の平面形状としては、例えば、図1に示されるような略長円形の他、略楕円形などでもよく、少なくとも着用者の体液排出部Hに対応する領域と少なくとも幅方向に重なるように配置されれば公知の形状を広く採用することができる。
<サイドシート>
図示例では、表面シート3は吸収体4の幅よりも所定幅だけ広く形成され、表面シート3の幅方向外側には、表面シート3の両側部から延在するサイドシート7(表面シート3とは別の部材)が配設されている。
図示例では、表面シート3は吸収体4の幅よりも所定幅だけ広く形成され、表面シート3の幅方向外側には、表面シート3の両側部から延在するサイドシート7(表面シート3とは別の部材)が配設されている。
前記サイドシート7は、前記裏面シート2と同様に、熱融着性繊維によって形成されている。前記熱融着性繊維としては、加熱によって溶融し相互に接着性を発現する任意の繊維を用いることができる。この熱融着性繊維は、前記裏面シート2と同様に、単一繊維からなるものでもよいし、2種以上の合成樹脂を組み合わせた複合繊維等であってもよい。具体的には、ポリエチレン、ポリプロピレン及びポリビニルアルコール等のポリオレフィン系単一繊維や、ポリエチレンテレフタレート/ポリエチレン、ポリエチレンテレフタレート/ポリプロピレン、ポリプロピレン/ポリエチレン、ポリエチレンテレフタレート-エチレン・プロピレン共重合体、低融点ポリエステル-ポリエステルなどからなる鞘部分が相対的に低融点とされる芯鞘型複合繊維または偏心芯鞘型複合繊維、またはポリエチレンテレフタレート/ポリプロピレン、ポリエチレンテレフタレート/ナイロン、ポロプロピレン/ポリエチレンからなる各成分の一部が表面に露出している分割型複合繊維、あるいはポリエチレンテレフタレート/エチレン-プロピレン共重合体からなる一方の成分の熱収縮により分割する熱分割型複合繊維などを用いることができる。この場合、生産性および寸法安定性を重視する場合は芯鞘型複合繊維が好ましく、不織布のボリューム感を重視するならば偏心型複合繊維が好ましい。また、柔軟性を重視するならば、分割型複合繊維や熱分割型複合繊維を用いると、高圧水流処理時に各成分が容易に分割して極細繊維化されるようになる。
サイドシート7としては、体液などが浸透するのを防止する、あるいは肌触り感を高めるなどの目的に応じて、適宜の撥水処理または親水処理を施した不織布素材を用いることができる。
前記サイドシート7は、図2および図3に示されるように、幅方向中間部より外側部分を吸収体4の内側位置から吸収体側縁を若干越えて裏面シート2の外縁までの範囲に配置され、適宜の領域がホットメルトなどの接着剤によって接着されている。前記サイドシート7の接着剤による接着は、後述する融着部10が設けられる部分では、熱溶融によるサイドシート7、7同士の溶着を低下させないように、接着しないのが好ましいが、このような溶着を妨げない範囲であれば接着しても構わない。
前記サイドシート7は、図2及び図3に示されるように、複数に積層されて配設されている。図示例では、生理用ナプキン1の幅方向端部位置で折り返されることにより、2層に積層されている。この2層に積層されたサイドシート7、7間には、幅方向内側から延在する表面シート3の側部が介在している。これによって、吸収体4より幅方向の外方側に、肌側から順に、サイドシート7、表面シート3、サイドシート7及び裏面シート2が積層されたサイドフラップ部SFが形成されている。すなわち、サイドフラップ部SFにおいて、表面シート3の肌面側及び非肌面側がそれぞれサイドシート7によって覆われている。
前記表面シート3の肌側に配設されたサイドシート7及び表面シート3の非肌側に配設されたサイドシート7はいずれも、生理用ナプキン1の幅方向中央で離隔し、生理用ナプキン1の両側部にそれぞれ長手方向に沿って配設されている。表面シート3の肌側に配設されたサイドシート7を生理用ナプキン1の幅方向中央まで延在させた場合には、コットン繊維などからなる表面シート3の肌触りの良さが失われるため好ましくない。また、表面シート3の非肌側に配設されたサイドシート7を生理用ナプキン1の幅方向中央まで延在させた場合には、表面シート3と吸収体4との間にサイドシート7が介在することとなり、表面シート3から吸収体4への体液の移行が低減するおそれがあるため好ましくない。
図示例では、1枚のサイドシート7を表面シート3の側縁を巻き込むようにして生理用ナプキン1の幅方向端部位置で折り返すことにより、2層に積層しているが、表面シート3の肌側面及び非肌側面にそれぞれ別体のサイドシート7を配設することにより、2層に積層してもよい。別体のサイドシート7を配設する場合、同じ素材からなるものを用いるのが望ましいが、表面シート3の肌側に配設されたサイドシート7より非肌側に配設されたサイドシート7の方が溶融温度が低い繊維を多く配合することにより、肌側の表面シート3と非肌側の裏面シート2との接合強度を高めることができるようにするなどの効果を期待して、異なる素材からなるものを用いてもよい。
前記表面シート3の肌側に配設されたサイドシート7と前記表面シート3の非肌側に配設されたサイドシート7とは、同一の素材で形成するのが好ましい。同一の素材で形成することによって、後段で説明する融着部10の熱融着時に一定の温度で両者を熱溶融させることができるとともに、熱溶融したサイドシート7、7同士が表面シート3を浸透して互いに接合しやすくなるなど、熱融着の効果をより一層高めることができるようになる。
図1~図4に示されるように、前記表面シート3の肌側に配設されたサイドシート7と、前記表面シート3の非肌側に配設されたサイドシート7とは、表面シート3の側縁を巻き込むようにして折り返された1枚のシートで形成するのが好ましい。これにより、製造が簡略化できるとともに、保水しやすいコットン繊維などからなる表面シート3の側縁がサイドシート7で完全に覆われるため、表面シート3に保水された体液が側縁から滲出するのが防止できるようになる。
図1~図3に示される例では、表面シート3の肌側に配設された前記サイドシート7は1層で構成されているが、後段で詳述するように、複数層としてもよいし(図7参照)、二重に折り返した二重シート内部に弾性伸縮部材11…を配設することによって、生理用ナプキン1の長手方向中間部で肌側に起立する立体ギャザーBSが形成されるようにしてもよい(図8参照)。
<融着部>
本生理用ナプキン1では、図1、図3及び図4に示されるように、前記サイドフラップ部SFの少なくとも生理用ナプキン1の前後端部を含む領域に、該サイドフラップ部SFを形成するシート(肌側から順に、サイドシート7、表面シート3、サイドシート7及び裏面シート2)が一体的に熱融着された融着部10が設けられている。前記融着部10では、表面シート3の非熱融着性繊維は溶融しないが、この表面シート3の肌側及び非肌側にそれぞれ積層された熱融着性樹脂を含むサイドシート7、7が、加熱により溶融し、この溶融した繊維が表面シート3の繊維間空隙や、前記表面シート3に形成された多数の開孔に入り込んで固化することにより、サイドシート7、7及び表面シート3が一体的に接合されるとともに、表面シート3の非肌側に配設されたサイドシート7と裏面シート2とが接合される。これによって、サイドフラップ部SFを形成する全てのシートが、前記融着部10によって一体的に接合されるようになる。特に、前記表面シート3に多数の開孔を形成した場合には、この開孔を通じて表面シート3の肌側及び非肌側に配設された溶融したサイドシート7、7の熱融着性繊維同士が接合できるため、より強固に接合できるようになる。前記融着部10による接合は、サイドシート7、7を構成する熱融着性繊維が溶融して固化することにより構造的に接合したものであるため、接着剤の塗布による2層間の接着より強固に接合でき、これらの剥離が確実に防止できる。
本生理用ナプキン1では、図1、図3及び図4に示されるように、前記サイドフラップ部SFの少なくとも生理用ナプキン1の前後端部を含む領域に、該サイドフラップ部SFを形成するシート(肌側から順に、サイドシート7、表面シート3、サイドシート7及び裏面シート2)が一体的に熱融着された融着部10が設けられている。前記融着部10では、表面シート3の非熱融着性繊維は溶融しないが、この表面シート3の肌側及び非肌側にそれぞれ積層された熱融着性樹脂を含むサイドシート7、7が、加熱により溶融し、この溶融した繊維が表面シート3の繊維間空隙や、前記表面シート3に形成された多数の開孔に入り込んで固化することにより、サイドシート7、7及び表面シート3が一体的に接合されるとともに、表面シート3の非肌側に配設されたサイドシート7と裏面シート2とが接合される。これによって、サイドフラップ部SFを形成する全てのシートが、前記融着部10によって一体的に接合されるようになる。特に、前記表面シート3に多数の開孔を形成した場合には、この開孔を通じて表面シート3の肌側及び非肌側に配設された溶融したサイドシート7、7の熱融着性繊維同士が接合できるため、より強固に接合できるようになる。前記融着部10による接合は、サイドシート7、7を構成する熱融着性繊維が溶融して固化することにより構造的に接合したものであるため、接着剤の塗布による2層間の接着より強固に接合でき、これらの剥離が確実に防止できる。
前記融着部10は、前記吸収体4より幅方向の外方側であって、吸収体4と厚み方向に重ならない領域において、前記吸収体4が介在しないサイドシート7、表面シート3、サイドシート7及び裏面シート2が肌側からこの順で積層されたサイドフラップ部SFに形成されている。
また、前記融着部10は、少なくとも生理用ナプキン1の前後端部を含む領域に形成されている。「生理用ナプキン1の前後端部を含む」とは、生理用ナプキン1の長手方向(前後方向)の端縁から形成されていることを意味している。これによって、生理用ナプキン1の前後端縁に配置された表面シート3の端縁がサイドシート7、7にしっかりと固着され、この端縁からの剥離が確実に防止できる。
前記融着部10を形成するには、図4に示されるように、前記サイドシート7、表面シート3及び裏面シート2を、表面にエンボス凸部が備えられたエンボスロールと表面がフラットなアンビルロールとの間に導入し、サイドシート7の肌側から加圧すると同時に、前記サイドシート7及び裏面シート2を構成する熱融着性繊維の融点以上の温度に加熱することにより、前記熱融着性繊維を溶融する。前記融着部10において前記サイドシート7、表面シート3及び裏面シート2は非肌側に圧搾され、前記サイドシート7の肌側面に非肌側に窪む凹部が形成されるようになる。
前記融着部10の一実施形態例として、図1に示されるように、生理用ナプキン1の前側領域9b及び後側領域9cにそれぞれ設けられ、中央領域9aには設けられないようにすることができる。これにより、表面シート3の剥離が生じやすい生理用ナプキン1の前後端部において剥離が防止できるとともに、中央領域9aにおいて熱溶融によって硬化した融着部10が肌面に当たって生理用ナプキン1の装着時に不快感や肌トラブルを与えるのが防止できる。
また、前記融着部10の他の実施形態例として、図5に示されるように、生理用ナプキン1の前側端縁と後側端縁とを結ぶ生理用ナプキン1の長手方向の全長に亘って設けるようにすることができる。これにより、融着部10による接合強度を高めることができ、生理用ナプキン1の全長に亘って表面シート3の剥離が防止できるようになる。また、吸収体4の両側部に生理用ナプキン1の全長に亘って熱融着した部分が形成されるので、生理用ナプキン1の側縁からの漏れが確実に防止できるようになる。
前記融着部10の寸法について図1に基づいて説明する。生理用ナプキン1の長手方向の長さaは、生理用ナプキン1の前後端縁からそれぞれ8mm以上とするのが好ましい。8mmより短いと融着部10の接合強度が低く、剥離を生じやすい。前記融着部10が前側領域9b及び後側領域9cにそれぞれ設けられる場合、生理用ナプキン1の長手方向内側の端部が前記中央領域9aにかからない程度の長さとするのがよい。また、前記融着部10は、前述の通り、生理用ナプキン1の全長に亘って設けることも可能である。
前記融着部10の幅bは、サイドフラップ部SFの幅より小さく、具体的には2~15mmとするのが好ましい。2mmより小さいと融着部10の接合強度が低く、剥離を生じやすい。15mmより大きいと融着部10が硬くなりすぎて、装着感が悪化する。前記融着部10の幅bが確保できるように、前記サイドシート7、表面シート3及び裏面シート2がそれぞれ吸収体4より幅方向の外方側に所定の長さだけ延在されている。前記融着部10は、生理用ナプキン1の側縁まで達しない、吸収体4より幅方向外側のサイドフラップ部SFの幅方向の中間部に設けられている。つまり、融着部10より幅方向の外側には、前記融着部10が形成されない、少なくとも2層のサイドシート7と裏面シート2とが積層されたフラップ部が形成されている。このため、生理用ナプキン1の装着時に生理用ナプキン1の側縁の肌当たりが柔らかなものとなり、装着感が低下するのが抑えられる。
前記融着部10は、図1に示されるように、所定の領域を全面に亘って連続的に加圧加熱融着することにより形成することができる。これにより、融着部10の接合強度が高められ、表面シート3の剥離が確実に防止できる。
また、図6に示されるように、前記融着部10は、所定の領域を間欠的に加圧加熱融着することにより形成してもよい。図6において、黒塗り部分が加圧加熱融着した部分で、それ以外の部分は加圧加熱融着をしていない間欠部である。具体的に、図6(A)は千鳥格子状パターン、図6(B)は幅方向に沿った縞状パターン、図6(C)は斜め方向に沿った縞状パターン、図6(D)は長手方向に沿った縞状パターンで形成したものである。融着部10を間欠的に形成することにより、融着部10の硬化による装着性の低下を軽減することができる。また、間欠的に形成した場合、融着部10の全体の面積に対して、加圧加熱融着した部分の面積は、接合強度を確保するため、50%以上、好ましくは50~70%であるのが好ましい。
前述したように、前記表面シート3の肌側に配設されたサイドシート7は、図3に示されるように、1層で構成することができる。この場合には、構造が簡略化でき、製造コストが低減できるが、横漏れを防止する効果には乏しい。
一方、図7に示されるように、表面シート3の肌側に配設されたサイドシート7を2層以上の複数層に積層して構成してもよい。これにより、サイドフラップ部SFが肌側に高く形成されるようになり、幅方向外側への防漏性を高めることができるようになる。このように表面シート3の肌側に複数層のサイドシート7…を積層する場合、前記融着部10は、表面シート3の肌側に配設されたサイドシート7…のうち、少なくとも最下層のサイドシート7を含んでいればよく、これより上層のサイドシート7は、図10に示されるように、融着部10の肌側を覆うようにホットメルト接着剤などによって接着してもよい。これによって、融着部10の肌側がサイドシート7によって覆われるため、融着部10が直接肌に接触しなくなり、肌当たりが改善される。
また、図8に示されるように、サイドシート7を二重に折り返した二重シート内部に、その高さ方向中間部に両端または長手方向の適宜の位置が固定された1又は複数本の、図示例では3本の糸状弾性伸縮部材11、11…が配設され、この二重シート部分が前後端部で外側に1回折り返して積層された状態で裏面シート2側(サイドシート7の肌側面)に接着されることによって、生理用ナプキン1の長手方向中間部で外側に傾斜しながら肌側に起立する直線状の立体ギャザーBS、BSが左右対で形成されるようにしてもよい。これにより、幅方向外側への防漏性を更に高めることができるようになる。
図8に示される立体ギャザーBSを形成するには、図9(A)に示されるように、先ず、二重シートを幅方向内方側に延在させた状態で、所定の位置に前記融着部10を形成した後、図9(B)に示されるように、二重シート部分を外側に1回折り返し、生理用ナプキン1の前後端部において、裏面シート2側(サイドシート7の肌側面)にホットメルト接着剤などによって接着する。これによって、長手方向の中間部が、図8に示されるように、肌側に起立する立体ギャザーBSとなる。
このとき、図9(B)に示されるように、外側に1回折り返した二重シート部分が、生理用ナプキン1の前後端部で前記融着部10の肌側を覆うようにするのが好ましい。これによって、熱溶融によって硬化した融着部10が直接肌に触れるのが防止でき、装着感の低下が抑制できる。
1…生理用ナプキン、2…裏面シート、3…表面シート、4…吸収体、5…被包シート、7…サイドシート、8…エンボス溝、9a…中央領域、9b…前側領域、9c…後側領域、10…融着部、11…糸状弾性伸縮部材
Claims (9)
- 肌側の表面シートと非肌側の裏面シートとの間に吸収体が介在されるとともに、両側部にそれぞれ長手方向に沿ってサイドシートが配設された吸収性物品であって、
前記表面シートが非熱融着性繊維を含むとともに、前記サイドシートが熱融着性樹脂を含み、
前記吸収体より幅方向の外方側に、複数に積層された前記サイドシートの間に前記表面シートが介在することにより、肌側から順にサイドシート、表面シート、サイドシート及び裏面シートが積層されたサイドフラップ部が形成され、
前記サイドフラップ部の少なくとも吸収性物品の前後端部を含む領域に、該サイドフラップ部を形成するシートが一体的に熱融着された融着部が設けられていることを特徴とする吸収性物品。 - 前記融着部は、吸収性物品の前側領域及び後側領域にそれぞれ設けられている請求項1記載の吸収性物品。
- 前記融着部は、吸収性物品の前側端縁と後側端縁とを結ぶ吸収性物品の長手方向の全長に亘って設けられている請求項1記載の吸収性物品。
- 前記融着部が連続的に熱融着されるか、前記融着部が間欠的に熱融着されている請求項1~3いずれかに記載の吸収性物品。
- 前記表面シートの肌側に配設された前記サイドシートは、1層又は複数層からなるか、複数に積層された積層シート内部に弾性伸縮部材が配設され、吸収性物品の長手方向中間部で肌側に起立する立体ギャザーが形成されている請求項1~4いずれかに記載の吸収性物品。
- 前記サイドシートによって前記立体ギャザーが形成される場合において、吸収性物品の前後端部で、前記サイドシートの積層シートが外側に折り返され、前記融着部の肌側が折り返された前記積層シートで覆われている請求項5記載の吸収性物品。
- 前記表面シートに肌側と非肌側とを貫通する多数の開孔が形成され、前記融着部が前記開孔と重なる領域に設けられている請求項1~6いずれかに記載の吸収性物品。
- 前記表面シートの肌側に配設された前記サイドシートと、前記表面シートの非肌側に配設された前記サイドシートとは、同一の素材で形成されている請求項1~7いずれかに記載の吸収性物品。
- 前記表面シートの肌側に配設された前記サイドシートと、前記表面シートの非肌側に配設された前記サイドシートとは、前記表面シートの側縁を巻き込むようにして折り返された1枚のシートで形成されている請求項1~8いずれかに記載の吸収性物品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19863027.9A EP3854364A4 (en) | 2018-09-18 | 2019-09-18 | ABSORBENT ARTICLE |
| KR1020217010960A KR20210062037A (ko) | 2018-09-18 | 2019-09-18 | 흡수성 물품 |
| US17/274,930 US20220040009A1 (en) | 2018-09-18 | 2019-09-18 | Absorbent article |
| CN201980059466.XA CN112689493B (zh) | 2018-09-18 | 2019-09-18 | 吸收性物品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018173481A JP7190852B2 (ja) | 2018-09-18 | 2018-09-18 | 吸収性物品 |
| JP2018-173481 | 2018-09-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020059731A1 true WO2020059731A1 (ja) | 2020-03-26 |
Family
ID=69887126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/036464 Ceased WO2020059731A1 (ja) | 2018-09-18 | 2019-09-18 | 吸収性物品 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220040009A1 (ja) |
| EP (1) | EP3854364A4 (ja) |
| JP (1) | JP7190852B2 (ja) |
| KR (1) | KR20210062037A (ja) |
| CN (1) | CN112689493B (ja) |
| WO (1) | WO2020059731A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07501723A (ja) * | 1991-11-29 | 1995-02-23 | ザ、プロクター、エンド、ギャンブル、カンパニー | 弾性化サイドフラップを有する吸収性物品 |
| JP2010220913A (ja) * | 2009-03-25 | 2010-10-07 | Daio Paper Corp | 吸収性物品 |
| JP2013066614A (ja) | 2011-09-22 | 2013-04-18 | Unicharm Corp | 吸収性物品 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GR1002237B (en) * | 1991-09-27 | 1996-04-19 | Mcneil Ppc Inc | Absorbent article having pre-formed gaskets. |
| PH31459A (en) * | 1992-11-30 | 1998-11-03 | Procter & Gamble | Absorbent article having elasticized side flaps and wings. |
| JP3242586B2 (ja) * | 1996-12-28 | 2001-12-25 | ユニ・チャーム株式会社 | 使い捨て着用吸収性物品 |
| US20040247833A1 (en) * | 2003-03-10 | 2004-12-09 | Copat Marcelo S. | Soft and resilient formed film |
| JP4526360B2 (ja) * | 2004-11-25 | 2010-08-18 | 株式会社リブドゥコーポレーション | 使い捨ておむつ |
| JP5123583B2 (ja) * | 2007-06-29 | 2013-01-23 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN101909568B (zh) * | 2007-12-28 | 2013-03-13 | 大王制纸株式会社 | 短裤型一次性尿布 |
| JP4633821B2 (ja) * | 2008-05-30 | 2011-02-16 | 大王製紙株式会社 | 吸収性物品 |
| JP6037660B2 (ja) * | 2012-05-28 | 2016-12-07 | 大王製紙株式会社 | 吸収性物品 |
| JP6186416B2 (ja) * | 2015-11-30 | 2017-08-23 | 大王製紙株式会社 | 失禁用吸収性物品 |
-
2018
- 2018-09-18 JP JP2018173481A patent/JP7190852B2/ja active Active
-
2019
- 2019-09-18 KR KR1020217010960A patent/KR20210062037A/ko not_active Ceased
- 2019-09-18 CN CN201980059466.XA patent/CN112689493B/zh active Active
- 2019-09-18 US US17/274,930 patent/US20220040009A1/en not_active Abandoned
- 2019-09-18 EP EP19863027.9A patent/EP3854364A4/en not_active Withdrawn
- 2019-09-18 WO PCT/JP2019/036464 patent/WO2020059731A1/ja not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07501723A (ja) * | 1991-11-29 | 1995-02-23 | ザ、プロクター、エンド、ギャンブル、カンパニー | 弾性化サイドフラップを有する吸収性物品 |
| JP2010220913A (ja) * | 2009-03-25 | 2010-10-07 | Daio Paper Corp | 吸収性物品 |
| JP2013066614A (ja) | 2011-09-22 | 2013-04-18 | Unicharm Corp | 吸収性物品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3854364A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7190852B2 (ja) | 2022-12-16 |
| US20220040009A1 (en) | 2022-02-10 |
| CN112689493A (zh) | 2021-04-20 |
| JP2020043968A (ja) | 2020-03-26 |
| CN112689493B (zh) | 2022-09-27 |
| KR20210062037A (ko) | 2021-05-28 |
| EP3854364A1 (en) | 2021-07-28 |
| EP3854364A4 (en) | 2022-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5727246B2 (ja) | 吸収性物品 | |
| JP6479520B2 (ja) | 吸収性物品 | |
| JP6375354B2 (ja) | 吸収性物品 | |
| JP2017221336A (ja) | 吸収性物品 | |
| JP2018086170A5 (ja) | ||
| JP6591833B2 (ja) | 吸収性物品 | |
| JP2017169967A (ja) | 吸収性物品 | |
| KR102659782B1 (ko) | 흡수성 물품 | |
| JP2014198087A (ja) | 吸収性物品 | |
| CN108883005A (zh) | 吸收性物品 | |
| WO2020059731A1 (ja) | 吸収性物品 | |
| JP6821726B2 (ja) | 吸収性物品 | |
| JP5717379B2 (ja) | 吸収性物品 | |
| EP3854362A1 (en) | Absorbent article | |
| JP7431700B2 (ja) | 吸収性物品 | |
| JP6531197B1 (ja) | 吸収性物品 | |
| JP6458186B2 (ja) | 吸収性物品 | |
| JP5934506B2 (ja) | 吸収性物品 | |
| JP2016002097A (ja) | 吸収性物品 | |
| JP2021053235A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19863027 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20217010960 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2019863027 Country of ref document: EP Effective date: 20210419 |